Министерство науки и высшего образования Российской
Федерации
Федеральное государственное автономное образовательное
учреждение
высшего образования «Уральский федеральный университет
имени первого Президента России Б.Н.Ельцина» (УрФУ)
Институт новых материалов и технологий
Департамент машиностроения
Практическая работа
по дисциплине:
«Автоматизация технологических процессов»
Студент
Группа
Преподаватель
Екатеринбург
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ......................................................................................................................... 3
1. ОБЩИЕ СВЕДЕНИЯ ОБ РТК ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ ......................................... 4
2. РЕШЕНИЕ КИНЕМАТИЧЕСКИХ ЗАДАЧ ДЛЯ ДВУХЗВЕННОГО МАНИПУЛЯТОРА ТИПА
«SCARA» ............................................................................................................................ 6
2.1. Прямая задача о положении двухзвенного манипулятора .................................... 6
2.2. Обратная задача о положении двухзвенного манипулятора ................................. 7
2.3. Прямая задача о скорости двухзвенного манипулятора......................................... 8
2.4. Обратная задача о скорости двухзвенного манипулятора ..................................... 8
3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ЦЕЛОЧИСЛЕННОГО
ПРОГРАММИРОВАНИЯ ................................................................................................... 10
ЗАКЛЮЧЕНИЕ .................................................................................................................. 12
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ .................................................................. 13
2
ВВЕДЕНИЕ
В данной практической работе будут даны общие сведения о роботизированных
технологических комплексах для листовой штамповки. Как пример, рассмотрен
комплекс из роботов промышленных модульных.
Будет
произведено
решение
кинематических
задач
для
двухзвенного
манипулятора типа «SCARA» на определение его положения и скорости.
Также будет произведено математическое моделирование с использованием
целочисленного программирования.
3
1. ОБЩИЕ СВЕДЕНИЯ ОБ РТК ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Манипулятор - это управляемое устройство для выполнения двигательных
функций, аналогичных функциям руки человека при перемещении объектов в
пространстве, оснащённое рабочим органом. В зависимости от суммы возможных
движений объекта манипулирования относительно опорной системы манипулятор
характеризуется числом степеней подвижности.
Манипулятор,
имеющий
несколько
степеней
подвижности,
и
перепрограммируемое устройство программного управления для выполнения в
производственном процессе двигательных и управляющих функций составляют
автоматическую машину, называемую промыщленым роботом.
Среди
роботизированных
технологических
комплексов
кузнечноштамповочного производства наибольшее применение нашли комплексы для
листовой штамповки.
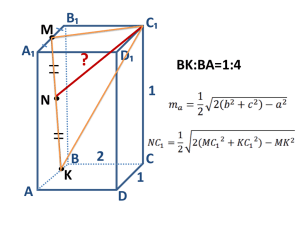
Рис. 1. Компоновка РТК.
На рисунке (1) изображена компоновка РТК из четырёх роботов типа РПМ-25,
которые используются для выполнения трёх штамповочных операций на одном
прессе, что позволяет значительно сократить время обработки детали. На рисунке
цифрой 1 обозначено подающее устройство, 2 - промышленные роботы, 4 - пресс, 7
- штампы, 8 - тара, 9 - пульт системы управления.
4
Модульная система РПМ-25 включает в себя два модуля межпозиционных
перемещений, шесть модулей движений переноса и три модуля ориентирующих
движений. Межпозиционные перемещения робота обеспечивают два модуля
подвижного основания. Движения переноса обеспечивают три однокоординатных
модуля прямолинейных перемещений, два однокоординатных модуля
вращательных перемещений и один двухкоординатный модуль — модуль двойного
качания. Как итог, данный робот при различной компоновке может быть применим
во многих областях машиностроения.
5
2. РЕШЕНИЕ КИНЕМАТИЧЕСКИХ ЗАДАЧ ДЛЯ ДВУХЗВЕННОГО МАНИПУЛЯТОРА
ТИПА «SCARA»
При анализе свойств и разработке алгоритмов управления многостепенными
мехатронными системами требуется решение четырёх основных кинематических
задач.
В данной работе приведена методика решения на примере двухзвенного
манипулятора типа «SCARA» с заданными исходными данными.
Исходные данные:
0° ≤ 𝑞1 ≤ 45°,
−45° ≤ 𝑞2 ≤ 45°,
𝐿1 = 1,2 м,
𝐿2 = 0,6 м.
2.1. Прямая задача о положении двухзвенного манипулятора
Прямая задача о положении состоит в определении декартовых координат
(𝑥, 𝑦) характеристической точки 𝑃 манипулятора по заданным обобщённым
координатам (𝑞1 , 𝑞2 ) многозвенного механизма.
Решение этой задачи используется при построении рабочей зоны
манипулятора. Также полученная система уравнений является исходной для
решения последующих кинематических задач. Полученное решение представляет
собой совокупность двух нелинейных функций, которые устанавливают связь между
обобщёнными и декартовыми координатами манипулятора:
𝑥 = 𝐿1 cos 𝑞1 + 𝐿2 cos(𝑞1 + 𝑞2 )
{
𝑦 = 𝐿1 sin 𝑞1 + 𝐿2 sin(𝑞1 + 𝑞2 )
(1)
Подставляя исходные данные в формулу (1) рассчитаю координаты в крайних
точках:
𝑥1 = 1,2 cos 0° + 0,6 cos(−45°) = 1,62 м,
𝑦1 = 1,2 sin 0° + 0,6 sin(−45°) = −0,42 м,
𝑥2 = 1,2 cos 0° + 0,6 cos 0° = 1,8 м,
𝑦2 = 1,2 sin 0° + 0,6 sin 0° = 0 м,
𝑥3 = 1,2 cos 45° + 0,6 cos 45° = 1,27 м,
𝑦3 = 1,2 sin 45° + 0,6 sin 45° = 1,27 м,
𝑥4 = 1,2 cos 45° + 0,6 cos 90° = 0,85 м,
𝑦4 = 1,2 sin 45° + 0,6 sin 90° = 1,45 м.
6
2.2. Обратная задача о положении двухзвенного манипулятора
Для определения угла 𝑞1 воспользуюсь формулой:
2
𝑦
𝐿2
𝑥 2 + 𝑦 2 − 𝐿21 − 𝐿22
√
𝑞1 = ± 𝑎𝑟𝑐𝑡𝑔 ( ) ± 𝑎𝑟𝑐𝑠𝑖𝑛 (
1−(
) )
𝑥
2𝐿1 𝐿2
√(𝑥 2 + 𝑦 2 )
(2)
Для определения угла 𝑞2 воспользуюсь формулой:
𝑥 2 + 𝑦 2 − 𝐿21 − 𝐿22
𝑞2 = ± 𝑎𝑟𝑐𝑐𝑜𝑠 (
)
2𝐿1 𝐿2
(3)
Подставив полученные в прямой задаче данные в (2) и (3), рассчитаю углы для
крайних положений:
2
−0,42
0,6
1,622 + (−0,422 ) − 1,22 − 0,62
√1 − (
𝑞11 = 𝑎𝑟𝑐𝑡𝑔 (
) + 𝑎𝑟𝑐𝑠𝑖𝑛 (
) )
1,62
2 ∙ 1,2 ∙ 0,6
√1,622 + (−0,422 )
≈ 0°,
1,622 + (−0,422 ) − 1,22 − 0,62
𝑞21 = ± 𝑎𝑟𝑐𝑐𝑜𝑠 (
) ≈ −45°,
2 ∙ 1,2 ∙ 0,6
2
1,82 − 1,22 − 0,62
√
𝑞12 = 𝑎𝑟𝑐𝑡𝑔(0) + 𝑎𝑟𝑐𝑠𝑖𝑛 (
1−(
) ) ≈ 0°,
2 ∙ 1,2 ∙ 0,6
√1,82
0,6
1,82 − 1,22 − 0,62
𝑞22 = ± 𝑎𝑟𝑐𝑐𝑜𝑠 (
) ≈ 0°,
2 ∙ 1,2 ∙ 0,6
2
1,27
0,6
1,272 + 1,272 − 1,22 − 0,62
√1 − (
𝑞13 = 𝑎𝑟𝑐𝑡𝑔 (
) + 𝑎𝑟𝑐𝑠𝑖𝑛 (
) ) ≈ 45°,
1,27
2 ∙ 1,2 ∙ 0,6
√1,272 + 1,272 )
1,272 + 1,272 ) − 1,22 − 0,62
𝑞23 = ± 𝑎𝑟𝑐𝑐𝑜𝑠 (
) ≈ 0°,
2 ∙ 1,2 ∙ 0,6
2
1,45
0,6
0,852 + 1,452 − 1,22 − 0,62
√1 − (
𝑞14 = 𝑎𝑟𝑐𝑡𝑔 (
) + 𝑎𝑟𝑐𝑠𝑖𝑛 (
) ) ≈ 45°,
0,85
2 ∙ 1,2 ∙ 0,6
√0,852 + 1,452 )
0,852 + 1,452 ) − 1,22 − 0,62
𝑞24 = ± 𝑎𝑟𝑐𝑐𝑜𝑠 (
) ≈ 45°.
2 ∙ 1,2 ∙ 0,6
7
2.3. Прямая задача о скорости двухзвенного манипулятора
Прямая задача о скорости состоит в определении вектора скорости рабочего
органа в декартовой системе координат по заданным обобщённым координатам
звеньев.
Для определения вектора скорости рассчитаем матрицу Якоби:
−𝐿 sin 𝑞1 − 𝐿2 sin(𝑞1 + 𝑞2 ) −𝐿2 sin(𝑞1 + 𝑞2 )
𝐽=[ 1
]
𝐿1 cos 𝑞1 + 𝐿2 cos(𝑞1 + 𝑞2 )
𝐿2 cos(𝑞1 + 𝑞2 )
(4)
Рассчитаю матрицу (4) для крайних точек:
−1,2 sin 0° − 0,6 sin(−45°) −0,6 sin(−45°)
0,42 0,42
𝐽1 = [
],
]=[
1,62 0,42
1,2 cos 0° + 0,6 cos(−45°)
0,6 cos(−45°)
−1,2 sin 0° − 0,6 sin(0°) −0,6 sin(0°)
0
0
𝐽2 = [
],
]=[
1,8 0,6
1,2 cos 0° + 0,6 cos(0°)
0,6 cos(0°)
−1,2 sin 45° − 0,6 sin(45°) −0,6 sin(45°)
−1,27 −0,42
𝐽3 = [
],
]=[
1,27
0,42
1,2 cos 45° + 0,6 cos(45°)
0,6 cos(45°)
−1,2 sin 45° − 0,6 sin(90°) −0,6 sin(90°)
−1,45 −0,6
𝐽4 = [
]=[
].
0,85
0
1,2 cos 45° + 0,6 cos(90°)
0,6 cos(90°)
2.4. Обратная задача о скорости двухзвенного манипулятора
Составлю транспонированную матрицу Якоби, которая получается из прямой
матрицы путём замены её строк на столбцы. Далее составлю матрицу алгебраических
дополнений и найду определитель матрицы Якоби. После этого можно определить
обратную матрицу Якоби, как отношение матрицы алгебраических дополнений и
определителя. В итоге получаю следующую матрицу:
𝐽−1 =
1
𝐿2 cos(𝑞1 + 𝑞2 )
∗[
𝐿1 𝐿2 −𝐿1 cos 𝑞1 − 𝐿2 cos(𝑞1 + 𝑞2 )
𝐽1−1 =
1
0,42 −0,42
∗[
],
1,2 ∗ 0,6 −1,62 0,42
𝐽2−1 =
1
0,6 0
∗[
],
1,2 ∗ 0,6 −1,8 0
𝐽3−1 =
1
0,42
0,42
∗[
],
1,2 ∗ 0,6 −1,27 −1,27
𝐽4−1 =
1
0
0,6
∗[
].
1,2 ∗ 0,6 −0,85 −1,45
𝐿2 sin(𝑞1 + 𝑞2 )
]
−𝐿1 sin 𝑞1 − 𝐿2 sin(𝑞1 + 𝑞2 )
8
(5)
Проверю, что в результате умножения прямой матрицы на обратную должна
получится единичная матрица:
𝐸1 =
1
0,42 −0,42
0,42 0,42
−0,7
0
∗[
]∗[
]=[
],
1,62 0,42
0
−0,7
1,2 ∗ 0,6 −1,62 0,42
𝐸2 =
1
0,6 0
0
0
0 0
∗[
]∗[
]=[
],
1,8 0,6
0 0
1,2 ∗ 0,6 −1,8 0
𝐸3 =
1
0,42
0,42
−1,27 −0,42
0
∗[
]∗[
]=[
1,27
0,42
0
1,2 ∗ 0,6 −1,27 −1,27
𝐸4 =
1
0
0,6
0,7 0
−1,45 −0,6
∗[
]∗[
].
]=[
0 0,7
0,85
0
1,2 ∗ 0,6 −0,85 −1,45
9
0
],
0
3. МАТЕМАТИЧЕСКИЕ МОДЕЛИ С ИСПОЛЬЗОВАНИЕМ ЦЕЛОЧИСЛЕННОГО
ПРОГРАММИРОВАНИЯ
Для создания технологических структур участка из РТК необходимо приобрести
определённое их количество (n). Для этого выделен фонд в сумме N рублей.
Стоимость РТК j-го типа Cj, а производительность - аj. Требуется выбрать РТК,
обеспечивающие максимальную суммарную производительность в пределах
установленного денежного лимита.
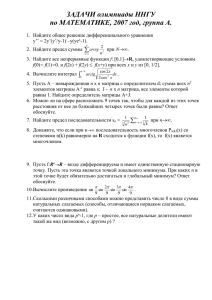
f(x) = (4x1 + 6x2 + 8x3 + 6x4 + 7x5 ) → max,
2x1 + 3x2 + 7x3 + 10x4 + 9x5 ≤ 27.
Предлагается 5 типов РТК, т.е. n=5.
27,89
Х1=0
Х1=1
25,46
27,89
27,89
Х3=1
Х3=0
Х3=1
24,22
23
Х4=1
Х4=0
Х4=1
24
25
18
Х2=0
21
25,46
24,22
Х3=0
27,89
Х2=1
Х2=0
Х2=1
25,46
17
Х4=0
19
Х3=0
Х3=1
19
Х4=1
Х4=0
20
21
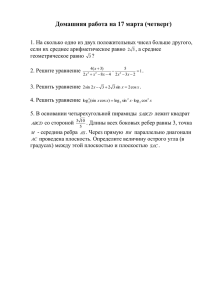
Рис. 2. Схема решения задачи методом ветвей и границ.
На рисунке (2) представлен ход решения задачи методом ветвей и границ. По
схеме видно, что в итоге необходимо выбрать РТК х1, х2, х3, х5 для получения
максимальной производительности равной 25 и при этом остаться в рамках
заданного бюджета.
10
Ещё на метауровне используются математические модели с системами
массового обслуживания. Они основаны на марковском случайном процессе.
Предмет теории массового обслуживания - построение математической модели,
связывающей заданные условия работы СМО с интересующими характеристиками показателями эффективности СМО, описывающими её способность справляться с
потоком заявок.
Также стоит упомянуть про математические модели с использованием сетей
Петри. Сети Петри являются эффективным инструментом дискретных процессов, в
частности функционирования станочных систем. Их особенность заключается в
возможности отображения параллелизма, асинхронности и иерархичности.
11
ЗАКЛЮЧЕНИЕ
В данной практической работе описаны роботизированные технологические
комплексы для листовой штамповки. Как пример, рассмотрен комплекс из роботов
промышленных модульных РПМ-25.
Решены кинематические задачи для двухзвенного манипулятора типа «SCARA» на
определение его положения и скорости. Также решена задача по определению
количества РТК с заданными производительностью и стоимостью методом ветвей и
границ с учётом указанного бюджета.
Решение данных задач необходимо для анализа свойств и разработки
алгоритмов управления многостепенными мехатронными системами.
12
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Васильев К.И., Смирнов А.М. Автоматизация, роботехника и гибкие
производственные системы кузнечно-штамповочного производства: учебник. Старый Оскол: ООО «ТНТ», 2007. - 484 с.
2. Подураев Ю.В., Мехатроника: основы, методы, применение: учебное пособие для
студентов ВУЗов. - Москва: Машиностроение, 2006. - 256 с.
3. Головицына, М. В. Автоматизированное проектирование промышленных изделий :
учебное пособие . – Москва: Интернет-Университет Информационных Технологий
(ИНТУИТ), 2011. – 340 с.
13