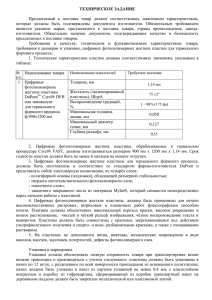
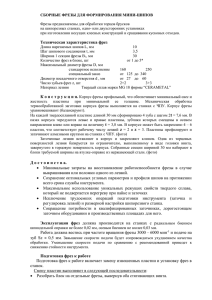
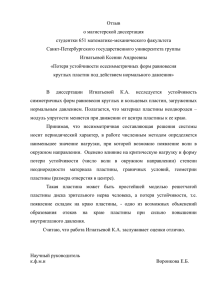
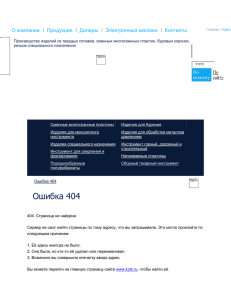
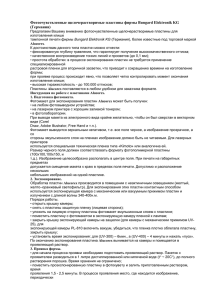
организация Реферат по дисциплине «Режущий инструмент» на тему: Фрезы с СМП – дисковые, концевые, торцевые. Конструкции и методы крепления. Студент Преподаватель ?????????????? ??????? Фреза – металлорежущий инструмент, чаще всего имеющий несколько режущих зубьев, способный снимать стружку с заготовки, тем самым получая необходимую по конструкции деталь. Главное движение резания при обработке фрезами является вращение фрезы вокруг своей оси, вспомогательное движения – подача заготовки на фрезу. СМП – сменная многогранная пластина. Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования: форма срезаемой стружки имеет малую толщину и длину; прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы; высокая жесткость и виброустойчивость. Эти положительные особенности создали благоприятные возможности для применения сменяемых многогранных пластин (СМП),а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин. Торцовые фрезы имеют большое разнообразие способов крепления СМП. При этом широко применяются трех-, четырехгранные пластины в форме параллелограмма, реже круглые и пятигранные с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 1 представлены некоторые примеры торцовых фрез, оснащенных СМП. На рис. 1,а показана фреза с креплением пластин 2 в гнездах, выполненных в корпусе 1. Крепление пластин осуществляется винтами 3 с конической головкой. Для предохранения корпуса фрезы от повреждений при поломке пластин используют подкладки 4, изготовленных из твердого сплава (или закаленной стали) и имеющие форму, соответствующую форме режущих пластин. Фрезы такого типа просты в изготовлении, компактные, имеют минимальное число деталей. К недостаткам можно отнести возможность механического повреждения корпуса в процессе эксплуатации и повышенное биение режущих кромок из-за погрешностей изготовления гнезд под пластины. Рис. 1 Торцовые фрезы, оснащенные СМП: а – базы под пластины в корпусе фрезы; б – базы под пластины на составных частях корпуса; в – с вкладышами и двумя базами; г – с вкладышами (кассетами) и тремя базами во вкладышах. Для повышения точности положения режущих кромок иногда базы под пластины создают из составных частей корпуса (рис. 2, б). Фреза состоит из корпуса 1 и опорного кольца 3, на каждом из которых имеется одна база под пластины 2. При этом пластины крепят клином 4 с двухшаговым (дифференциальным) винтом 5, который ввертывается не в корпус фрезы, а в специальный вкладыш 6. Использование вкладышей для крепления пластин показано также на рис. 2, в. В этом случае, режущие пластины 2 крепятся во вкладышах 5, устанавливаемых в пазах корпуса 1 и закрепляемых винтами 6. вылет вкладышей вдоль оси задан точно, поскольку вкладыши упираются в стенку кольцевого паза корпуса. Пластины 2 опираются на дно гнезда во вкладыше, а в радиальном направлении – на корпус фрезы. Крепятся пластины клином 3 и винтом 4. Предохранительные пластины 7 устанавливаются под режущие пластины и закрепляются винтами. Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным. Базирование пластин во вкладышах по трем плоскостям показано на рис. 2, г. Здесь вкладыши (кассеты) 5 в осевом направлении упираются в стенку кольцевого паза и крепятся в корпусе 1 винтом 6. Режущие пластины 2 прижимаются клином 3 с помощью винта 4. В одном и том же корпусе фрезы могут устанавливаться вкладыши с гнездами под различные формы и размеры режущих пластин, в том числе из разных инструментальных материалов. Схема однорядной концевой фрезы с механическим креплением трехгранных твердосплавных пластин представлены на рис.2. Особенностью данной схемы является то, что пластины СМП установлены в глухом гнезде корпуса 1, а положение прихвата 3 зафиксировано штифтом 4. Крепежный винт 5 расположен под углом к оси штифта, что обеспечивает поджим пластины к боковым поверхностям гнезда. Наличие у пластин задних углом позволяет расположить их в корпусе под углами γос и γрад. Рис. 2. Схема однорядной концевой фрезы с трехгранными пластинами с задними углами В корпусе фрезы 1 по образующей цилиндра выполнены продольные пазы по некоторым углом. Режущие пластины 2, опираясь на опорные вкладыши 4 клиньями 3, с помощью державки 5 и винта 6 крепятся в пазу корпуса фрезы. Для обработки высоких уступов разработаны концевые фрезы с механическим креплением четырехгранных пластин (рис. 3, а ). Базой для торцевых пластин служит торец. Пластины, расположенные на цилиндрической части корпуса, устанавливаются с перекрытием и осевые силы на них распределяются с минимальными значениями. Поэтому пластины на цилиндрической части корпуса фрезы легко могут быть расположены по винтовой линии (рис. 3, б) или с тангенциальным расположением пластин (рис. 3, в). На рис. 3 показана насадная торцово-цилиндрическая фреза с механическим креплением пластин СМП. Рис. 3. Торцово-цилиндрическая насадная фреза с механическим креплением пластин: 1 – корпус; 2 – режущие пластины; 3 – клинья; 4 – опорные вкладыши; 5 – державка; 6 – винты Дисковые фрезы, оснащенные твердосплавными пластинами с механическим креплением. В конструкциях этих фрез используются способы крепления пластин конструктивно по аналогии с торцовыми фрезами. Однако здесь возникают дополнительные трудности, связанных с необходимостью размещения элементов крепления в узких корпусах фрез. У трехсторонних фрез необходимо также обеспечить надежный отвод стружки и положительные передние углы на торцовых режущих кромках. . Рис. 4. Трехсторонняя дисковая фреза, оснащенная пластинами твердого сплава Рис. 5.1. Дисковые фрезы, оснащенные СМП: а – трехсторонняя с «от-крытыми» базами под пластины; б – трехсторонняя с базированием пластин во вкладышах; в – с креплением пластин и вкладышей винтами; г – с тангенциальным креплением пластин; д – со специальными пластинами для отрезных работ (слева показана схема снятия пла-стины) На рис. 5.1, а показан вариант дисковой фрезы, у которой трехгранные пластины 2 (без отверстия) крепятся в корпусе 1 с помощью клиньев 3 и винтов 4, а также колец 1 и служат одной из баз под режущие пластины. Другой базой являются открытые пазы в корпусе фрезы с разным направлением наклона к оси смежных зубьев, обеспечивающим надежный отвод стружки и положительные передние углы на торцовых режущих кромках. На рис. 5.1, б показана схема крепления трехгранных пластин 2 во вкладышах 5 клиньями 3 и винтами 4. Вкладыши 3 имеют V-образные пазы под пластины и располагаются со стороны передней поверхности пластин 2. Они крепятся в корпусе 1 винтами 6. У таких фрез вкладыши сменные, корпус хорошо предохраняется от повреждений, обеспечивается нормальный отвод стружки, но они могут успешно применяться только при относительно небольших глубинах резания. На рис. 5.1, в показан вариант крепления пластин 2 винтами с конической головкой через отверстие к вкладышу 3. Крепление вкладыша в корпусе производится клином 4 и винтом 5. Схема крепления пластин дисковых фрез, работающих с небольшими глубинами и шириной среза, показана на рис. 5.1, г. Специально разработанные пластины, имеющие положительные передние углы, крепятся непосредственно к корпусу винтами с двух его сторон. Замена пластин при поломках или выкрашевании производится с помощью специального ключа (рис. 5.1, д).