полный текст (PDF, ~1071 КБ) - Воронежский инновационно
реклама
 - Воронежский инновационно")
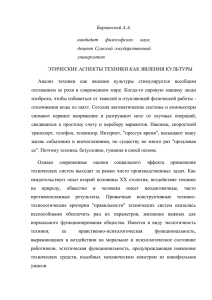
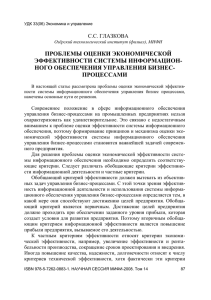
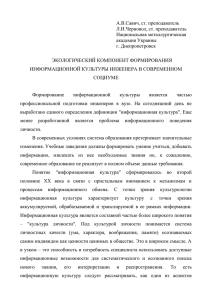
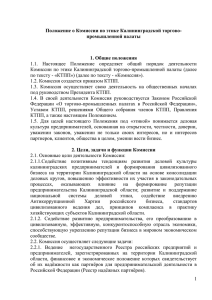
ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ Инновационное развитие Инновационное проектирование Вход 15 Организация производства Организация подготовки производства новой продукции Производство и сбыт новой продукции Выход Новый продукт Рис. 1. Взаимосвязь инновационного развития и организации производства новой продукции – технико-технологическое направление – новые продукты, технологии их изготовления, средства производства, служащие основой технологического прогресса и технического перевооружения производства; – экономическое направление развития организации производства на предприятии – положительные изменения в области планирования, нормирования, управления затратами на производство и оценки результатов деятельности; – социальные нововведения – активизация человеческого фактора; – экологические нововведения – изменения в технике, организационной структуре и управлении предприятием, которые улучшают или предотвращают его негативное воздействие на окружающую среду. Конференция акционеров Наблюдательный совет Совет директоров (правление) Ревизионная комиссия Председатель совета директоров (правления) – генеральный директор Директора и заместители генерального директора по направлениям Советники и помощники генерального директора Помощники технического директора Главный технолог, главный металлург, главный конструктор, главный метролог, главный энергетик, главный механик, главные специалисты, главный бухгалтер, подчиненные директорам, заместителям генерального директора и помощникам технического директора по направлениям Отделы по направлениям Цехи основного и вспомогательного производств Рис. 2. Типовая организационная структура управления производством зарубежных компаний 16 ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ Зам. ген. директора – главный инженер Зам. главного инженера Зам. главного инженера Гл. специалист проектов информ. систем 1-й зам. главного инженера Зам. главного инженера ОАСУП ОГМех Цех 9 ОГТ ОГМет ОГК КОС ОПТМ ОЗО РКО/12 Моск. пр-во ОДН ОИП Цех 43 Цех 21 ИНО/Цех 20 Цех 8/УОО Рис. 3. Организационная структура служб главного инженера ОАО «ВАСО» Изучение опыта организации и управления подготовкой производства ряда передовых зарубежных компаний и фирм по серийному освоению выпуска самолетов, автомобильного транспорта, а также электронных средств, систем и авиадвигателей, например: «Боинг», «Эйрбас», «Форд», «Дженерал Моторс», «Роллс-Ройс» и других, показало, что на всех этих предприятиях и в компаниях установилась приблизительно одинаковая иерархия управления производством (рис. 2). Далее рассмотрим организационную структуру служб главного инженера (рис. 3), ответственных за техническую подготовку производства. Организационные структуры, показанные на рис. 2 и 3, можно охарактеризовать как иерархические. Принципы иерархической структуры были сформулированы еще в начале XX века немецким социологом Максом Вебером: четкое разделение труда, жесткая соподчиненность, единоначалие, а также система норм и формальных процедур, однозначно регламентирующая все взаимодействия как внутри организации, так и с внешними субъектами. Основу такой системы составляют так называемый шахтный принцип построения управления и специализация управленческого процесса по функциональным подсистемам организации (сбыт и снабжение, производство, исследования и разработки, финансы, персонал), частично дуб- лируемая на нижних уровнях. Выделяются основная деятельность и обеспечивающие ее подразделения, специализирующиеся на тех или иных видах работы. Это позволяет успешно координировать различные аспекты деятельности организации. Но вместе с тем требуются огромные затраты на персонал. К тому же возникает разнообразие критериев работы, появляется возможность структурного конфликта. Дело в том, что результаты деятельности каждой службы оцениваются сугубо формальными показателями, характеризующими выполнение ими своих задач. Соответственно строится система мотивации и поощрения сотрудников. При этом конечный результат (эффективность и качество работы предприятия в целом) становится как бы делом второстепенным, поскольку считается, что все службы в той или иной мере нацелены на его достижение через свои цели. Однако, как известно, очень часто целое не сводится к сумме частей. Выше перечислены общие преимущества и недостатки иерархической структуры управления, но парадокс заключается в том, что при схожести выполняемых функций и решаемых задач при организации производства новой продукции очень велика разница в сроках подготовки и освоения производства на отечественных и зарубежных предприятиях. ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ 17 Анализ готовности предприятия к производству нового изделия Разработка распорядительного документа (приказа) на постановку производства нового изделия Комплексный план мероприятий по постановке на производство нового изделия Подготовка производства Производственное планирование, расчеты трудоемкости и себестоимости Разработка директивного циклового графика Планирование и организация технологической подготовки производства Планирование и организация конструкторской подготовки производства Освоение производства Разработка мероприятий по постановке на производство нового изделия Реализация мероприятий по постановке на производство нового изделия Проектирование и разработка технологической документации на технологические процессы изготовления деталей и сборочных единиц изделия Проектирование и разработка конструкторской документации на средства технологического оснащения (СТО), документации на технологические процессы изготовления СТО Проработка конструкторской документации в отраслевых отделах Изготовление СТО в цехах подготовки производства ПРОИЗВОДСТВО Рис. 4. Система постановки на производство новой продукции Для выявления узких мест в организации производства новой продукции ОАО «ВАСО» рассмотрим действующую систему постановки на производство новой продукции (рис. 4). Анализ готовности предприятия к производству проводят все службы общества по своим направлениям. По результатам работы составляется справка, содержащая показатели, характеризующие потенциал предприятия для постановки на производство нового изделия. После анализа готовности предприятия разрабатывается комплексный план мероприятий по постановке на производство, который должен содержать два этапа – подготовки производства и освоения производства изделия. Каждый этап включает (при необходимости): – организационно-технические мероприятия; – конструкторскую документацию (КД); – технологическую документацию (ТД) по видам производства (металлургическое, заготовительное, механосборочное, агрегатно-сборочное, монтажно-испытательное, сварочное); – техническое оснащение производства; В соответствии с утвержденным комплексным планом разрабатываются мероприятия по подготовке производства, обеспечивающие готовность предприятия к изготовлению в заданных объемах изделий, соответствующих требованиям КД, с использованием передовых достижений науки, техники и технологий. Конечно, мероприятия должны разрабатываться и, естественно, их необходимо выполнять. Но как показывает практика, они воспринимаются сотрудниками как «обуза», от которой хотят поскорее избавиться, поэтому карточки бюро контроля, выписываемые на каждый пункт мероприятий, в быстром порядке закрываются, дабы не давать поводов для снятия премий за невыполненное задание. Какими при этом способами действуют исполнители, совершенно непонятно, так как после снятия карточки с контроля и естественного предположения о выполненной работе, оказывается, что работа либо вообще не проводилась, либо выполнена по пути наименьшего «сопротивления», а совсем не так, как планировалось. Передача и запуск КД производится в соответствии с ОСТ, ГОСТ и, при необходимости, дополнительными положениями, оформленными между разработчиком и изготовителем. При запуске новых изделий разрабатывается директивный цикловой график на подготовку производства и изготовление первого изделия. На основании директивного циклового графика изготовления изделия и по результатам проработки КД, ТД планируется и организуется технологическая подготовка производства. Технические отделы, получив чертежи, организуют их проработку, руководствуясь схемой-графиком (рис. 5), в срок 25 рабочих дней. 18 ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ ОНМ ОМИР ОМО ОХШ ОКСР БП БДТ БТП ОГМет БНМ Мн. центр ОАСУП КОС КБ ОГК БТД А Б В Г Д Е Ж З И К Л М Н О П Р С Т У Ф Рис. 5. Схема-график проработки конструкторской документации в технических отделах ОАО «ВАСО» Срок проработки для каждого отдела устанавливается в пределах от одного до полутора рабочих дней. Поэтапно-последовательное прохождение КД по маршруту через отраслевые отделы, естественно, увеличивает время на проработку, что влечет замедление подготовки производства. В каждом отраслевом отделе за сотрудником закреплен определенный объем, который он прорабатывает. При этом распределение объемов идет либо по цехам-изготовителям, либо по принадлежности агрегатов к определенной зоне самолета (фюзеляж, крыло, оперение). Документация, поступив в отдел, последовательно проходит через всех работников, при этом каждый из них выписывает ТКО (технологическую карту оснащения детали), техническое задание (ТЗ) на проектирование средств технологического оснащения (СТО), вносит необходимую информацию в технологическую карту поставки и оснащения детали (ТКПО), выдает замечания в специальном бланке ведомости замечаний по чертежам ОГК, что, безусловно, увеличивает время на проработку документации, а следовательно, удлиняет подготовку производства. Проанализировав подготовку производства на ОАО «ВАСО», можно сделать вывод, что сложившаяся схема подготовки на сегодняшний день утратила гибкость и не приспособлена к изменяющимся условиям внешней среды. На наш взгляд, существующая организация технической подготовки производства новой продукции отрицательно влияет на эффективность освоения новых образцов самолетов, что может привести к задержкам поступления выпущенных самолетов на рынок сбыта. Необходимо пересмотреть поэтапно-последовательный метод организации работ по подготовке производства и рассмотреть возможность применения комплексно-совмещенного метода, одной из основ которого является компьютерная технология проектирования и производства (КТПП) – технология создания продукции на базе программного, технического и организационного компьютерного обеспечения современного производства. Системы, о которых идет речь, – самые современные автоматизированные системы проектирования и подготовки производства, используемые для создания сложной машиностроительной продукции. Во-первых, это комплексные системы, охватывающие весь цикл разработки продукции – от замысла до серийного производства. Во-вторых, эти системы создают условия для одновременной работы всех участников проекта в режиме параллельного инжиниринга (Concurrent Engineering) и позволяют не просто автоматизировать традиционный последовательный процесс – конструирование, расчеты, подготовку производства, а создать новую структуру организации процесса. Совместная работа конс- ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ 19 ОНМ ОМИР ОМО ОХШ ОКСР БП БДТ БТП ОГМет БНМ Мн. центр ОАСУП КОС КБ ОГК БТД А Б В Г Д Е Ж З И К Л М Н О П Рис. 6. Схема-график проработки КД в технических отделах после внедрения КТПП трукторов, расчетчиков и технологов значительно сокращает сроки ожидания и время на внесение изменений. Однозначность моделей и их взаимная увязка, оптимизация конструкции по интегральным функциональным, аналитическим и технологическим критериям в процессе разработки изделия существенно повышают качество. Одновременная работа дает возможность всем конструкторам работать с единой моделью изделия, обеспечивая отсутствие нестыковок и разночтений, гарантируя высокую точность деталей и сборок, создание полного электронного описания изделия, т. е. виртуальную разработку продукта. В-третьих, эти системы организованы таким образом, что позволяют управлять как структурой изделия, так и процессом его создания. КТПП – это специальная организация процесса, реализующая преимущества используемых программных средств и технического оснащения, повышающая в целом конкурентоспособность изделия предприятия. Внедрение данного метода на авиапредприятии приводит к резкому снижению сроков и темпов проработки документации в технических отделах. Серьезных успехов в использовании КТПП достигли следующие крупнейшие компании – разработчики и производители авиационной и кос- мической техники: «Бритиш Эйрспейс», «Эйрбас», «Авиационная промышленность Израиля» и др., что позволяет им получать продукцию высокого качества в кратчайшие сроки. На рис. 6 представлена схема-график проработки КД в технических отделах после внедрения КТПП (к примеру, TeamCenter Engineering (ТСЕ) плюс Unigraphics (UGS)). Имеется сокращение циклов проработки, за счет запараллеливания работ. Принцип взаимодействия подразделений основан на том, что документация прорабатывается не в бумажном варианте, как это делается в настоящее время, а в электронном виде. Все службы имеют одновременный доступ к электронным определениям деталей, узлов, агрегатов и осуществляют проработку параллельно друг другу. Исключается длинноцикличность бумажного документооборота, обеспечивается качество проработки документации, качество разработки внутризаводской документации, а значит, в целом качество организации подготовки производства освоения нового изделия. Изменение в лучшую сторону качественных параметров подготовки производства как начала выпуска новой продукции (новшества) – есть основа инновационного развития предприятия. При соответствующей координации системного интегратора (рис. 7), в данном случае 20 ИнВестРегион № 1 / 2009 УПРАВЛЕНИЕ ИННОВАЦИОННЫМИ БИЗНЕС-ПРОЦЕССАМИ Системный интегратор (ОАО «ОАК») Производители авиационной техники и их поставщики ВУЗ вход НИИ, ОКБ, КТБ Новые технологии IT-технологии Инновационное проектирование Вход Консалтинговые фирмы и поставщики оборудования Новый продукт Новое оборудование Новые материалы Вход Эксплуатирующие организации (авиакомпании, другие заказчики) Выход Рис. 7. Схема взаимодействия субъектов инновационного проектирования ОАО «Объединённая авиационная корпорация», для создания нового продукта на начальном этапе инновационного проектирования должно происходить взаимодействие всех субъектов спутников (сателлитов) жизненного цикла изделия – от момента зарождения идеи до момента утилизации этого изделия. Необходимость данного взаимодействия очевидна – происходит обмен данными и информацией между членами инновационного сообщества: – эксплуатирующая организация имеет свое понимание «экстерьера», интерьера и функций необходимого им нового продукта, при использовании которого можно получить дополнительную привлекательность нового продукта на рынке; – производители авиационной техники знают свои мощности, количество тех или иных ресурсов, свои потенциальные возможности, технические и производственные характеристики предполагаемых аналогов нового изделия, предоставляя данную информацию до начала проектирования системному интегратору, ОКБ, НИИ, КТБ, минимизируют негативные последствия производственных и технических рисков новых образцов авиационной техники; – участие вузов в данной схеме просто необходимо, так как выгода – многосторонняя. Вузы получают доступ к «практической науке» (возможность участия в проектах), материальной базе (станки, оборудование), получают информацию о потребных специалистах и требуемом уровне подготовки студентов, все участники сообщества получают этих специалистов, а ОКБ, НИИ, КТБ ещё и соратников по науке; – консалтинговые фирмы оказывают всем консультационные услуги по организации процессов, присущих и свойственных каждому участнику, организовывают взаимодействие этих процессов, взамен получают неоценимый опыт и соответствующее вознаграждение; – поставщики оборудования предоставляют информацию об оборудовании, его характеристики, само оборудование, осуществляют трансферт технологий, взамен получают информацию для проектирования специализированного оборудования, необходимого авиационной отрасли (автоматизированные системы клёпки, ГПС и другое узкопрофильное оборудование), и как результат – контракты на поставку. Представленная на рис. 7 взаимозависимость и самопорождаемость элементов подсистемы «Инновационное проектирование» – IT-технологии, новые технологии, новое оборудование, новые материалы должны не только ускорить организацию подготовки производства нового продукта, но и стать важными аспектами инновационного развития каждого субъекта сообщества.