. Формирование режущей части фасонных борфрез 2.
реклама

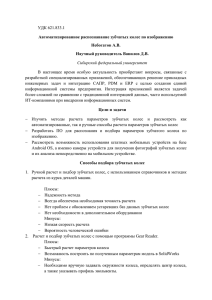
Известия ТулГУ. Технические науки. Вып. 2 2. Истоцкий В.В. Формирование режущей части фасонных борфрез с применением шлифовально-заточных станков с ЧПУ: дис. … канд. техн. наук. Тула, 2005. 124 c. 3. Истоцкий В.В., Протасьев В.Б. Принципы современного проектирования режущей части фасонных инструментов с учетом особенностей их изготовления на заточных станках с ЧПУ// Изв. ТулГУ. Сер. Технология машиностроения. 2006. С. 25-31. 4. Истоцкий В.В., Протасьев В.Б. Проектирование режущей части фасонных инструментов с использованием виртуальных аналогов шлифовально-заточных станков с ЧПУ, основанных на положениях булевой алгебры// Вестник ТулГУ. Сер. Инструментальные и метрологические системы. Вып. 2. Труды Международной юбилейной научно-технической конференции «Проблемы формообразования деталей при обработке резанием», посвященной 90-летию со дня рождения С.И. Лашнева, 29-30 января 2007. Вып. 2. Тула: Изд-во ТулГУ, 2007. С. 170-174. V. Istocki, V. Protasjev Designing of teeths in the axial zone of trailer shaped tools The restrictions and features of a choice geometri-cheskih parametres of teeths in a polar zone of shaped trailer tools, svja-zannye with a lack of a place for their placing are considered. Получено 07.04.09 УДК 621.83 А.А. Маликов, канд. техн. наук, доц., (4872) 33-23-10, tms@tsu.tula.ru , А.В. Сидоркин, асп., 920-753-30-63, alan-a@nail.ru (Россия, Тула, ТулГУ) ОСОБЕННОСТИ КОНСТРУКЦИИ АЛМАЗНОГО ЗУБЧАТОГО ХОНА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС Рассмотрены особенности новой запатентованной конструкции алмазного зубчатого хона для отделочной обработки закаленных цилиндрических зубчатых колес. Ключевые слова: хон, алмаз, точность, качество, зубчатые колеса. Существуют конструкции хонов, представляющие собой инструмент, выполненный из пластмасс с абразивным наполнителем в виде зубчатого колеса того же модуля, что и обрабатываемая заготовка [1]. Их основными недостатки являются низкая размерная стойкость и изгибная прочность. Поэтому при абразивном зубохонинговании не достигается заметного исправления исходных погрешностей параметров зубьев и повышения точности зубчатых колес. 176 Технологии и оборудование обработки металлов резанием Также существуют зубчатые хоны, представляющие собой инструмент, состоящий из стального зубчатого колеса, с утоненными зубьями с нанесенным на них абразивным слоем, состоящим из металлической связки и равномерно распределенных в ней зерен синтетических алмазов, толщиной δ=1,5…2 мм, что обеспечивает высокую прочность инструментов и возможность их использования при особо тяжелых нагрузках, в частности, при обработке колес больших модулей [2]. Недостатком данных конструкций алмазных хонов является недостаточное качество обработки за счет ухудшения условий подвода смазочно-охлаждающей жидкости (СОЖ), а также ухудшения условий размещения, транспортирования и отвода стружки из зоны резания. Основная задача рассматриваемой конструкции хона – повышение качества обработки за счет улучшения условий подвода СОЖ, а также улучшения условий размещения, транспортирования и отвода стружки из зоны резания. Поставленная задача решается с помощью алмазного зубчатого хона [3], представляющего собой инструмент, состоящий из стального цилиндрического зубчатого колеса с утоненными зубьями. На боковые поверхности зубьев нанесен абразивный слой, состоящий из металлической связки с равномерно распределенными в ней зернами синтетических алмазов. На рисунке изображено осевое сечение алмазного зубчатого хона, также показан (укрупненно) зуб алмазного зубчатого хона и дано поперечное сечение зуба. Конструктивно инструмент представляет собой точное цилиндрическое зубчатое колесо, выполненное из стали, которое имеет следующие размеры: диаметр окружности вершин зубьев dа, ширина зубчатого венца B. На эвольвентные боковые поверхности 1 утоненных зубьев инструмента нанесены участки абразивного слоя 2, состоящие из зерен синтетических алмазов, равномерно распределенных в металлической связке, и имеющие следующие габаритные размеры: высота h, определяемая по формуле h = 2,1m , где m – модуль зубьев обрабатываемой заготовки-колеса, ширина – b=2…3 мм, толщина – δ=1,5…2 мм. Высота h участков абразивного слоя 2, рассчитывается по приведенной выше зависимости, при этом численное значение коэффициента, входящего в нее, определяется исходя из того, что значение аналогичного коэффициента – коэффициента высоты активного участка профиля зуба обрабатываемого заготовки-колеса – находится в пределах 2. Тогда для соблюдения условия обработки зуба заготовки-колеса по всей высоте активного участка его профиля высота h участков абразивного слоя 2 инструмента должна удовлетворять условию 2m ≤ h ≤ 2,5m , где 2,5 – коэффициент высоты зуба инструмента. 177 Известия ТулГУ. Технические науки. Вып. 2 Конструкция инструмента для отделочной обработки закаленных цилиндрических зубчатых колес Опытным путем установлено, что при значении коэффициента менее 2 становится невозможной обработка всей высоты активного участка профиля зуба заготовки-колеса, при значении коэффициента 2 наступает интенсивный износ кромок участков абразивного слоя инструмента, а при значении коэффициента 2,2…2,5 наблюдается ухудшение условий размещения, транспортирования и отвода стружки из зоны резания за счет ухудшения связи между «каналами», которые образованы промежутками между участками абразивного слоя 2, нанесенными на зубья 1 инструмента. Таким образом, при варьировании рассматриваемого коэффициента в указанном диапазоне с шагом 0,1 наилучший результат получен при значении 2,1. В этом случае обеспечивается заданное качество обработки при отсутствии интенсивного износа кромок участков абразивного слоя 2, нанесенных на зубья 1 инструмента, а также стабилизируется их работа при равномерном износе. Ширина участка абразивного слоя b=2…3 мм определяется исходя из следующих соображений: 1) конструктивных параметров инструмента (числа зубьев Z0, шага спирали Р), зависящих от геометрических параметров обрабатываемой заготовки-колеса (модуля m, числа зубьев Z, ширины зубчатого венца и др.); 2) расчета по эмпирической формуле b = nka , где n – количество зерен алмазов, расположенных на образующей спиральной линии, n=5…8; k – коэффициент, характеризующий плотность расположения зерен алмазов, k=1,2…1,3; a – размер ячейки сита, на котором задерживаются алмазы основной фракции, мм. 178 Технологии и оборудование обработки металлов резанием Например, для абразивных порошков зернистостью 25, имеющих широкое применение в инструментальной промышленности ширина площадки b = (5...8) ⋅ (1,2...1,3) ⋅ (0,315) ≈ 2...3 . Линией расположения участков абразивного слоя 2 на боковых поверхностях 1 зубьев хона является одно- или многозаходная спираль с параметрами, определяемыми по следующим формулам: шагом P = 2b − (0,2...0,3) , где b – ширина участков абразивного слоя, мм; ходом T = Pn , где n – число заходов спирали. За счет принятого конструктивного решения существенно уменьшается площадь контакта между инструментом и заготовкой-колесом, при этом происходит улучшение условий подвода СОЖ к зоне резания, а также открывается возможность размещения, транспортирования и отвода стружки по «каналам», которые образованы промежутками между участками абразивного слоя, нанесенными на зубья инструмента. При этом уменьшается отрицательное влияние, возникающее от наличия большего количества стружки в зоне резания, образованной в процессе хонингования, на качество обработки зубьев колеса-заготовки. Также качество обработки повышается за счет улучшения процесса резания, сопровождаемого обильным охлаждением при улучшенном подводе СОЖ. Инструмент работает следующим образом. Заготовка–колесо с предварительно формообразованными зубьями, вводится в зацепление с инструментом. Обработка осуществляется способом свободного обката. Обработка боковых поверхностей зубьев заготовки-колеса по всей их длине обеспечивается при соблюдении двух условий: во-первых, расположением участков абразивного слоя 2 по одно- или многозаходной спирали; во-вторых, отсутствием общих множителей чисел зубьев инструмента и обрабатываемой заготовки-колеса. Обработка осуществляется при параллельном расположении осей инструмента и заготовки-колеса, без дополнительного движения подачи в осевом направлении. Это достигается за счет того, что участки абразивного слоя 2 на соседних зубьях смещены в осевом направлении друг относительно друга. После совершения инструментом количества оборотов, равного или кратного числу зубьев обрабатываемой заготовки-колеса, для обеспечения процесса резания на противоположных боковых поверхностях зубьев заготовки-колеса производится реверсирование направления вращения зубчатой пары инструмент – заготовка-колесо, а также совершается количество оборотов, равное иди кратное числу зубьев заготовки-колеса. Обработка производится при номинальном межосевом расстоянии. 179 Известия ТулГУ. Технические науки. Вып. 2 В результате проведения исследовательских и экспериментальных работ изготовлена и апробирована рассматриваемая конструкция алмазного зубчатого хона. Статья написана в результате исследования, проведенного при финансовой поддержке гранта РФФИ № 09-08-99004 «Разработка научных основ создания ресурсосберегающих технологий высокопроизводительной зубообработки закаленных цилиндрических зубчатых колёс». Список литературы 1. Производство зубчатых колес: справочник / С.Н. Калашников [и др.]; под общ. ред. Б.А. Тайца. 3-е изд., перераб. и доп. М.: Машиностроение, 1990. 464 с. 2. Алмазные зубчатые хоны. Усовершенствование зуборезного инструмента./ М.З. Мильштейн [и др.] // Материалы конференции. М, 1969., С. 234-241. 3. Зубчатый хон: пат. 79822 Российская Федерация. № 2008107064; заявл. 27.02.2008; опубл. 20.01.2009. Бюл. № 2. 2 с. A. Malikov, A. Sidorkin Features of the design diamond gear hone for processing of the cylindrical wheels The features of the new patented design diamond gear hone for finishing processing of the tempered cylindrical cogwheels are considered. Получено 07.04.09 УДК 621.83 А.В. Сидоркин, асп., (4872) 33-23-10, tms@tsu.tula.ru (Россия, Тула, ТулГУ) К ВОПРОСУ ОБЕСПЕЧЕНИЯ РАЗМЕРНОГО КОНТРОЛЯ ШЕВЕРОВ-ПРИКАТНИКОВ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ Рассмотрены основные пути обеспечения размерного контроля комбинированного инструмента (шеверов-прикатников) для чистовой обработки цилиндрических колес с круговыми зубьями. Определена оптимальная схема увязки процесса изготовления шеверов-прикатников с процессом его размерного контроля, позволяющая добиться высокой эффективности в условиях современного инструментального производства. Ключевые слова: шевер-прикатник, контроль, обрабатывающий центр, точность, зубчатые колеса. При изготовлении шеверов-прикатников для обработки цилиндрических колес с круговыми зубьями в условиях инструментального производства становится актуальной проблема размерного контроля их зубчатых венцов. 180