Документ 2050799
реклама

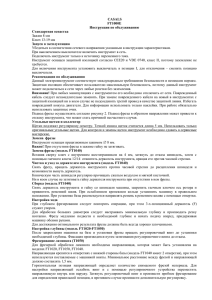
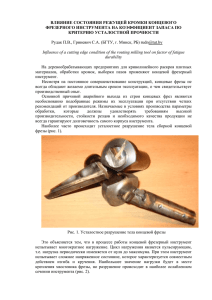
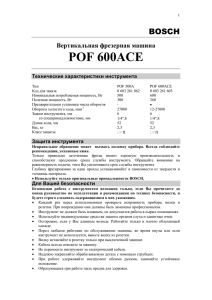
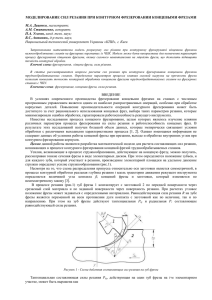
При обработке поверхностей фрезерованием главным движением резания является вращение фрезы, а обрабатываемой заготовке или инструменту сообщается поступательное движение по прямой, окружности или заданной траектории (подача). Фрезерованием обрабатывают: • плоские открытые горизонтальные, вертикальные и наклонные поверхности; • прямоугольные выступы и полуоткрытые поверхности; • наружные и внутренние контуры деталей; • сквозные и глухие закрытые поверхности; • сложноконтурные выступающие поверхности; • сложноконтурные углубления; • прямолинейные и криволинейные пазы с постоянной и переменной глубиной; • отверстия и наружные поверхности вращения; • унифицированные элементы деталей (резьбы, шлицы, зубчатые венцы и др.). Встречное фрезерование (а), попутное (б) и возникновение погрешности при обработке вертикальных стенок (в) Различают два вида фрезерования встречное, когда фреза вращается против направления подачи и попутное, особенностью которого является вращение инструмента в направлении подачи. При первом виде фрезерования, толщина срезаемого слоя увеличивается от нуля до максимального значения. При втором способе фрезерования напротив толщина срезаемого слоя постепенно уменьшается от максимального значения до нуля. Достоинствами встречного фрезерования являются: • более высокая прямолинейность обрабатываемых стенок и углов, что обусловлено особенностями действия сил резания; • не требуется устранения зазоров в приводах подач, характерных для универсальных станков; • большая плавность резания, связанная с постепенным увеличением сечения срезаемого слоя. К достоинствам попутного фрезерования следует отнести: • меньшее выделение тепла; • большую стойкость инструмента; • меньшую шероховатость поверхности; • меньшие нагрузки на шпиндель станка. Сменные неперетачиваемые пластины лучше работают при попутном фрезеровании. Их стойкость при встречном фрезеровании иногда падает по сравнению с попутным в несколько раз. Это особенно проявляется при обработке титановых и жаропрочных сплавов. Различают цилиндрическое и торцевое фрезерование. При цилиндрическом фрезеровании ось фрезы располагается параллельно обработанной поверхности, а при торцевом – перпендикулярно. В общем случае фреза может быть наклонена к обработанной поверхности под произвольным углом, что имеет место, например, при обработке концевыми фрезами. Основными элементами режима резания при фрезеровании являются глубина резания, подача, скорость резания и ширина фрезерования. Фрезерование цилиндрической (а) и торцевой (б) фрезами Глубиной резания t является толщина слоя металла удаляемого за проход (расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали к последней). При цилиндрическом фрезеровании она измеряется в направлении, перпендикулярном оси вращения фрезы, а при торцовом – в осевом направлении. Под шириной фрезерования В понимают ширину обрабатываемой поверхности. При цилиндрическом фрезеровании она определяет длину активно работающих режущих кромок, а следовательно силы и мощность резания. Скоростью резания V является окружная скорость режущих лезвий фрезы: V DФ n 1000 где: DФ – диаметр фрезы, мм; n – частота вращения фрезы, об/мин. При фрезеровании различают три вида подач: • подача в минуту (или минутная подача, Sм, мм/мин) – скорость перемещения инструмента относительно заготовки в направлении подачи; • подача на оборот фрезы (So, мм/об) – величина перемещения заготовки или инструмента в направлении подачи S за время одного оборота фрезы; •подача на зуб (Sz, мм/зуб) – величина перемещения заготовки или инструмента в направлении подачи за время поворота фрезы на один зуб; Эти подачи связаны между собой зависимостью: S м So n S z Z n где: z – число зубьев фрезы Обработку протяженных плоских открытых поверхностей выполняют цилиндрическими, торцевыми и иногда концевыми фрезами. Фрезерование торцевыми фрезами более производительно, чем цилиндрическими, кроме того, шероховатость обработанной поверхности получается значительно меньше, чем при фрезеровании цилиндрическими фрезами. В серийном производстве при обработке плоских поверхностей, особенно крупногабаритных корпусных деталей, преимущественно применяют торцевое фрезерование, используя при этом фрезы большого диаметра со вставными резцами (ножами), или со сменными пластинками В обычных условиях точность обработки при фрезеровании достигает 8...11-го квалитетов, а при скоростном и тонком фрезеровании - 6...7 квалитетов. Торцевые фрезы могут иметь цилиндрический или конический хвостовик (их выпускают диаметром D = 32…80 мм) или насадной корпус, крепящийся к оправке с хвостовиком (D = 50…500 мм). Наиболее широко применяются торцевые фрезы диаметром D = 80…150 мм (90% всех выпускаемых торцевых фрез). Конструкции торцевых фрез Торцевое фрезерование плоской поверхности за несколько проходов (а) и за один проход (б) Выбор диаметра фрезы выполняется исходя из размеров обрабатываемой поверхности, с учетом возможностей станка и размеров его рабочей зоны. При обработке всей поверхности за один ход диаметр фрезы рекомендуется принимать равным D = (1,2…1,5)В. Поверхности больших размеров могут обрабатываться за несколько проходов (а). При обработке на станках с ЧПУ иногда целесообразно выполнять черновую обработку поверхности за один проход с перемещением фрезы по двум координатам (б) Сменные пластины, используемые в торцевых фрезах При работе торцовыми или концевыми фрезами различают симметричное и несимметричное резание. При симметричном резании ось фрезы совпадает с плоскостью симметрии обрабатываемой поверхности, а при несимметричном – не совпадает. Фрезы с углом в плане 90 рекомендуют использовать при обработке тонкостенных нежестких заготовок и необходимости получения прямоугольных выступов. Фрезы с углом в плане 45 имеют большую стойкость, чем первые за счет уменьшения толщины стружки и увеличения длины режущей кромки, участвующей в процессе обработки. Фрезы с круглыми пластинами имеют высокую прочность режущих кромок. Торцевое фрезерование инструментом с пластинами на разных уровнях и диаметрах (а) и с «зачистной» пластиной Зубья фрез могут устанавливаться на разных диаметрах и уровнях по высоте. Кроме того, для снижения шероховатости при обработке с большими подачами предусматривают «зачистную» пластину, имеющую режущую кромку параллельную обработанной поверхности. Обычно «зачистная» пластина выступает относительно режущих пластин на 0,05 мм. Установку пластин выполняют с использованием специальных приспособлений оснащенных индикаторами часового типа или упорами. Приспособление для установки режущих пластин на торцевой фрезе фирмы STELLRAM Чистовая обработка плоских протяженных поверхностей может выполняться однозубым инструментом, который называют «летающим резцом» . Торцевое фрезерование выполняют инструментом с различным числом зубьев. Фрезы с уменьшенным количеством зубьев используют при недостаточной мощности и жесткости станка, а также при необходимости использования больших вылетов инструмента. Напротив, фрезы с большим числом зубьев рекомендуются для обработки на жестких станках с большой мощностью привода главного движения. При одинаковой подаче на зуб обработка такими фрезами более производительна. Многие операции фрезерования выполняются концевыми фрезами различной конструкции. Концевые фрезы могут быть цельными выполненными из быстрорежущих сталей и твердых сплавов. Такие фрезы различной длины обычно имеют 2… 6 зубьев с углом подъема канавки 30… 45. Для черновой обработки используют концевые фрезы со стружкоразделительными канавками или волнистой режущей кромкой, что обеспечивает разделение стружки и снижение сил резания. Кроме того широкое применение получили сборные фрезы, имеющие один или несколько рядов режущих пластин . Цельные концевые фрезы: а – со стружкораздельтельными канавками; б – трехзубая; в – пятизубая; г – двухзубая фреза; д, е, ж – с радиусными режущими кромками Концевые фрезы Фрезерование концевыми фрезами: а – паза; б – прямоугольного выступа; в – сложной поверхности; г – контура; д – фасонного углубления; е – выборка с вертикальной подачей фрезы При обработке концевыми фрезами имеет место как цилиндрическое, так и торцовое фрезерование. Цилиндрическое - используется при обработке контуров боковой поверхностью инструмента. Часто съем материала с заготовки осуществляется одновременно боковой и торцовой поверхностями концевых фрез. Фрезерование с осевой подачей инструмента используется для производительной предварительной обработки, когда требуется удалить большие объемы материала. Оно применяется для черновой выборки прямоугольных уступов, пазов, фасонных углублений и выступов. По сравнению с обычным фрезерованием отсутствует или минимальна радиальная (изгибающая) нагрузка на инструмент. Поскольку жесткость фрезы в осевом направлении на порядок выше чем в радиальном, появляется возможность резкого увеличения производительности съема материала. Фрезерования с осевой подачей особенно эффективно для обработки вязких высокопрочных материалов, в частности, титановых и никелевых сплавов. Фрезерование широко используется для получения различной формы пазов, фасок, ребер, профильных элементов. Фрезы для обработки пазов отличаются специальной геометрией и более жесткими допусками по диаметру, необходимыми для обеспечения точности. Обработку прямоугольных пазов выполняют за один или несколько проходов. Черновая обработка широких пазов на оборудовании с ЧПУ может выполняться с «разбивкой». Обработка прямоугольных пазов концевыми фрезами: а – за один проход; б – за несколько проходов; в – с «разбивкой» паза движением фрезы по замкнутому контуру Шпоночные пазы под призматические шпонки обрабатывают концевыми (шпоночными) фрезами начерно на полную глубину, а затем выполняют чистовое встречное фрезерование по контуру. Сегментные шпоночные канавки обрабатывают специальными дисковыми фрезами. Пазы сложной формы (Т – образные, «ласточкин хвост», «елочка» и др.) обрабатывают специальными фрезами Для глубоких сквозных пазов используют дисковые пазовые трехсторонние фрезы Особой сложностью и ответственностью отличается обработка тонкостенных элементов, например стенок. Чтобы уменьшить их деформацию, съем материала может производиться концевыми фрезами по приведенной схеме. В данном случае выполняется последовательное многопроходное удаление материала с разных сторон стенки, что обеспечивает повышение жесткости обработки. Окончательно форма стенки достигается чистовым фрезерованием на мягких режимах. При фрезеровании глубоких колодцев и ступенек применяют сборный инструмент с переходниками требуемого размера Для снятия фасок могут использоваться торцевые фрезы и концевые фрезы с заточкой режущих кромок обеспечивающих обработку под углами в плане 45 или 60. Для этих целей применяют также однозубые концевые фрезы, в том числе с регулируемым углом в плане. Для получения радиусных фасок служат фрезы со специальной заточкой. Обработка открытых поверхностей по типовым схемам «зигзаг» (а) и «петля» (б) В зависимости от условий подвода инструмента к заготовке выделяют открытые, полуоткрытые и закрытые зоны обработки. К числу открытых относятся зоны, не налагающие ограничений на перемещения инструмента либо вдоль его оси, либо в плоскости, перпендикулярной к этой оси. У зон полуоткрытого типа имеются границы, ограничивающие перемещения инструмента. У закрытых зон такие границы замкнуты. При программировании фрезерной обработки зон различного вида используются типовые схемы выполнения технологических переходов, определяющие правила построения траектории инструмента. При обработке открытых поверхностей концевыми фрезами используют схемы «зигзаг» и «петля». «Зигзаг» применяют при черновой обработке, поскольку при ее реализации имеют место как встречное, так и попутное фрезерование, что, вследствие разной направленности сил резания, вызывает образование характерных ступенек. Схему «петля» целесообразно применять при чистовой обработке. Для черновой обработки полуоткрытых поверхностей используют схему «лента», а для чистовой «петля». Для обработки закрытых поверхностей применяют схему «виток». Обработка полуоткрытых поверхностей по типовым схемам «лента» (а) и «петля» (б) Обработка закрытых поверхностей по типовым схеме «виток» (а), врезание инструмента с подачей (б) и обработка с предварительным засверливанием (в) Особенностью обработки закрытых поверхностей является необходимость вертикального ввода инструмента в обрабатываемую поверхность. Поскольку фрезы с числом зубьев более двух не допускают прямого вертикального врезания на значительную глубину, его выполняют в процессе перемещения инструмента с подачей. Угол врезания зависит от конструктивных особенностей и заточки фрезы. Он указывается в паспорте инструмента. Иногда для обработки закрытых поверхностей производят предварительное засверливание, обеспечивающее вертикальный ввод фрезы. Фрезерование контуров обычно выполняется концевыми фрезами. Инструмент подводится к обрабатываемой заготовке и перемещается эквидистантно обрабатываемому контуру. Контуры могут быть наружными и внутренними. Обычно обработка выполняется в условиях, когда ось фрезы параллельна оси контура, однако иногда приходится обрабатывать контуры, например объемных кулачков, с изменением положения (наклоном) оси инструмента или поворотом оси заготовки. Контуры с наклонными стенками могут быть получены при обработке специальными коническими концевыми фрезами. Схемы врезания при обработке внутреннего кругового контура: сверху – по касательной; снизу – по нормали В процессе фрезерования на инструмент действуют силы резания, постоянно изменяющиеся как по величине, так и по направлению. В ряде случаев такие изменения носят скачкообразный характер, что особенно неблагоприятно сказывается на точности обработки. При разработке операций контурного фрезерования особое внимание уделяется условиям врезания и отвода инструмента. При обработке контуров с высокими требованиями по точности важно выполнять чистовую обработку, имея равномерный припуск, поэтому предусматривают этап чернового фрезерования. Чтобы избежать «зарезов» контура, врезание в заготовку при чистовой обработке должно производиться таким образом, чтобы сила резания плавно увеличивалась, приближаясь к значению характерному для рабочего участка. Это обеспечивается вводом инструмента по касательной к обрабатываемому контуру Обработка участка с резким изменением направления движения фрезы При подготовке управляющих программ необходимо учитывать особенности обработки отдельных элементов контура. В частности, на участках с резким изменением направления движения инструмента, когда уменьшается сечение срезаемого слоя и, как следствие, сила резания наблюдаются искажения контура или «зарезы». Чтобы уменьшить влияние этого фактора обработку выполняют фрезами, имеющими меньший радиус, чем минимальный радиус сопряжения поверхностей. При этом вектор скорости подачи будет плавно изменяться, а не резко поворачиваться. Для обеспечения технологичности детали внутренние сопряжения должны выполнятся с одинаковыми, типовыми для данного контура или детали радиусами, при этом выдерживается определенное соотношение между радиусом инструмента и радиусом на контуре. Обработка контуров, а также наружных и внутренних поверхностей вращения может выполняться с перемещением фрезы с углублением по спирали. Обработка с перемещением фрезы по спирали Обработка сложных поверхностей выполняется последовательным перемещением инструмента по системе строк (контуров) образуемых расчетной точкой находящейся на периферийной части инструмента. Количество и положение этих контуров назначается в зависимости от требуемой точности обработки, формы и размеров применяемого инструмента. Компоновки широкоуниверсального (а) и горизонтально-фрезерного (б) станков с ручным управлением В аэрокосмическом машиностроении применяются фрезерные станки различных типов: горизонтальные, вертикальные, продольно-фрезерные, карусельно-фрезерные, фрезерные автоматы и фрезерные станки с ЧПУ. На универсальных фрезерных станках с ручным управлением в настоящее время в основном выполняются черновая предварительная обработка и операции, не требующие сложных перемещений и частой смены инструмента. Получистовую и чистовую обработку деталей, требующих многоинструментальной фрезерной обработки или имеющих элементы сложной формы, производят на станках с ЧПУ. Технологические возможности обработки на фрезерных станках с ЧПУ определяются количеством управляемых координат, которые одновременно используют для выполнения данной операции. Различают 2,5-; 3-; 4- 5- и 6координатную обработку. При 2,5-координатной обработке одновременно перемещение производится не более чем по двум осям (XY, XZ или YZ). Третья координата в этом случае может использоваться для выполнения установочных перемещений (подвода и отвода инструмента). 2,5-координатное фрезерование применяется для обработки плоских поверхностей перпендикулярных оси инструмента или контуров стенки которых повторяют профиль образующей инструмента. Фрезерование с одновременным управлением перемещениями по 3 координатам позволяет обрабатывать сложные поверхности, форма которых допускает обработку с параллельными направлениями в пространстве оси инструмента и воображаемой или реальной оси заготовки. Остальные разновидности многокоординатной фрезерной обработки используются в специализированных технологических процессах (обработке лопаток компрессоров ГТД, крыльчаток, моноколес и др.) где имеются поверхности исключительно сложной формы, для фрезерования которых требуются повороты детали или инструмента одновременно по нескольким осям. В современном машиностроении используется широкая номенклатура фрезерных станков и ЧПУ и обрабатывающих центров обеспечивающих обработку деталей различной формы размеров и назначения. Фрезерные станки с ЧПУ могут иметь вертикальную или горизонтальную компоновку шпиндельного узла. На некоторых станках предусмотрена возможность изменения положения шпинделя с вертикального на горизонтальное. Многокоординатные станки имеют устройства программного изменения положения шпиндельного узла и рабочего стола. Рабочие столы таких станков часто выполняют сменными, что позволяет существенно расширить технологические возможности по обработке деталей. Многие фрезерные станки с ЧПУ оснащаются устройствами для автоматической смены инструмента. Расширяющееся применение получают станки для высокоскоростного фрезерования, имеющие частоту вращения шпинделя до 30000 об/мин. Такие станки обычно используют для изготовления корпусных деталей из алюминиевых сплавов, деталей из полимерных композиционных материалов, графитовых электродов-инструментов для электроэрозионной и электрохимической обработки. Станки фирмы DECKEL MAHO с вертикальным и горизонтальным расположением шпинделя Рабочая головка с изменяемым положением шпинделя Варианты сменных столов В условиях серийного производства применяют специальные приспособления для обработки конкретной заготовки или группы заготовок. Станочные тиски могут иметь, кроме винтовых, зажимные элементы в виде эксцентриков, пневматических камер, гидравлических цилиндров, пружин, рычагов и т. п. Различают тиски неповоротные и поворотные относительно двух взаимно перпендикулярных осей. Тиски обеспечивают надежное, быстрое закрепление заготовки при малых собственных размерах и высокой жесткости. Известны тиски с одной подвижной губкой, самоцентрирующие (с двумя подвижными губками), с “плавающими” губками и др. В ряде случаев применяют специальные губки, по форме зажимной поверхности для закрепления заготовок сложной формы (цилиндрических, для лопаток турбин и т. п.). Иногда используют специальные одно- и многопозиционные тиски обеспечивающие постоянную силу зажима и установку на столе станка по нескольким поверхностям. Для зажима заготовок сложной формы могут использоваться специальные тиски Magic Vise, оснащенные гидравлическими губками в которых зажим производится посредством систем соединенных между собой каналами плунжеров. Фрезерные станки оснащаются комплектом универсальных приспособлений тисков, поворотных столов, делительных головок и т.д., позволяющих обрабатывать широкую номенклатуру деталей различной формы и размеров. Универсальные приспособления для установки деталей фирмы ALLMATIC с устанавливаемой постоянной силой зажима (а) и тиски Magic Vise (б) На поворотных столах и делительных головках выполняют обработку поверхностей вращения, систем пазов и других конструктивных элементов, ориентация которых может быть обеспечена поворотом детали. Столы имеют шкалы, обеспечивающие поворот на заданный угол, пазы или отверстия для базирования и крепления заготовок. Поворот стола может выполняться вручную, посредством рукояток, или от электропривода. Выпускают столы, обеспечивающие поворот по программе, задаваемой отдельным специальным контроллером. Делительные головки предназначены для разделения окружности заготовки на равные или неравные части, обработки винтовых поверхностей различной крутизны. Крепление заготовки осуществляют в патроне, цанге или центрах. Делительные головки и поворотные столы позволяют осуществлять наиболее сложные фрезерные операции, включая обработку кулачков. Они обеспечивают поворот заготовки на любой угол, а шпиндель такой головки может занимать любое положение от горизонтального до вертикального, что позволяет нарезать канавки, как на цилиндрической, так и на конической и торцовой поверхностях. Разработка операций фрезерования выполняется в несколько этапов: 1. Анализ чертежа детали с оценкой ее габаритов, размеров и формы обрабатываемых элементов, требований по точности и шероховатости обработанных поверхностей; 2. Определение состава операции и технологического оборудования (станка). Производится совместно на основе анализа технологических возможностей имеющегося парка фрезерных станков и обрабатывающих центров. Этот анализ имеет целью определение экономически обоснованной оптимальной степени концентрации (дифференциации) операций. При выборе технологического оборудования и состава операции учитывают размеры рабочей зоны станка, число одновременно управляемых координат необходимых для выполнения обработки, жесткость и точность; 3. Выбор режущего инструмента производится на основе формы и размеров обрабатываемой поверхности, имеющихся радиусов сопряжений, типа операции (черновая, получистовая, чистовая) с учетом вида и свойств обрабатываемого материала; 4. Разработка схемы базирования и крепления детали, выбор приспособления и инструментальной оснастки (патронов переходников и проч.). Если операция выполняется на станке с ЧПУ и имеет несколько переходов с обработкой различными инструментами, определяется номенклатура требуемого инструмента, проводятся соответствующие мероприятия по установке требуемых инструментов в магазины и их нумерация, используемая при подготовке управляющих программ; 5. Определение количества и последовательности переходов, необходимого числа ходов, припусков и операционных размеров, траекторий перемещения инструмента. 6. Назначение или расчет технологических режимов обработки; 7. Автоматизированная или «ручная» подготовка управляющей программы и ее отработка в режиме имитации и (или) на пробной детали. При расчете режима резания глубина резания t назначается максимально возможной по условиям жесткости технологической системы, ширина фрезерования В определяется размерами обрабатываемой поверхности. Подача на зуб SZ выбирается по таблицам справочников в зависимости от вида и размеров применяемого инструмента, мощности станка и свойств обрабатываемого материала. При черновом фрезеровании используют подачи на зуб SZ = 0,15…0,5 мм/зуб, а при чистовом — SZ = 0,08…0,5 мм/зуб. Расчет величины подачи на зуб проводят по формулам вида: S Z S ZТ K SC K SИ K SR K SФ , где SZT – табличное значение подачи на зуб; КSC, КSИ, КSR, КSФ – коэффициенты учитывающие схему фрезерования, материал фрезы, шероховатость обработанной поверхности, форму обрабатываемой поверхности соответственно. Скорость резания V рассчитывается по формуле: V VТ KM KИ KП KС KФ KO KB K , где: Сv – константа, зависящая от свойств обрабатываемого материла; D – диаметр фрезы, мм; Т – стойкость фрезы, которая назначается в пределах от 60 до 400 минут в зависимости от вида и размера фрез, мин; z – число зубьев фрезы; Sz – подача на зуб, мм/зуб. После расчета режима резания определяется главная составляющая силы резания PZ, крутящий момент Mкр и потребляемая на резание мощность N: В таблице приведены ориентировочные значения SZ и V для обработки сталей концевыми твердосплавными фрезами Твёрдость Скорость резания HRC м/мин 6 8 10 12 16 20 25 <30 до 180 0,055 0,070 0,090 0,110 0,150 0,180 0,200 30-40 до 160 0,050 0,060 0,085 0,100 0,140 0,170 0,190 40-45 до 140 0,040 0,055 0,070 0,080 0,110 0,130 0,170 45-50 до 100 0,027 0,040 0,050 0,060 0,080 0,100 0,130 50-55 до 70 0,018 0,027 0,036 0,040 0,055 0,068 0,080 >55 до 60 0,013 0,018 0,027 0,030 0,045 0,055 0,060 Подача на зуб Sz , мм/зуб при диаметре фрезы, мм При черновом фрезеровании необходимо выбирать максимально возможную глубину резания. Факторами, ограничивающими глубину резания, являются: мощность станка, жесткость технологической системы, надежность крепления заготовки. Потребляемая при фрезеровании мощность прямо пропорциональна глубине резания. При выборе подачи необходимо принимать во внимание следующие факторы: тип фрезы, марку инструментального материала, требуемую шероховатость поверхности, обрабатываемый материал, мощность привода станка. Следует отметить, что между величиной подачи и потребляемой при резании мощностью нет прямой пропорциональной связи. С увеличением подачи снижается удельная мощность необходимая для удаления в единицу времени определенного объема материала. При резании с одной и той же минутной подачей обработка фрезой имеющей меньшее число зубьев требует меньшей мощности, чем фрезой с большим количеством зубьев. Главной задачей при выборе скорости резания является достижение оптимальной стойкости инструмента, обеспечивающей минимальную себестоимость обработки. Скорость резания оказывает большее влияние на стойкость инструмента, чем подача и глубина резания.