Резание материалов – один из основных процессов получения деталей с... мерами и качеством обработанной поверхности. Изучению физики процесса резания посвящены...
реклама

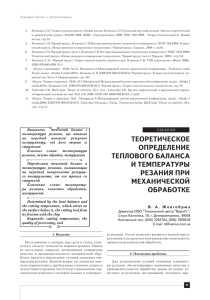
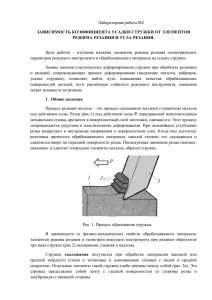
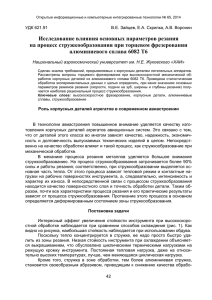
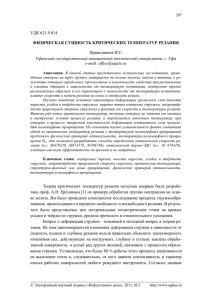
108 УДК 621.91:519.87 Н. Г. Неумоина, А. П. Иващенко МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ЧИСЛЕННЫМИ МЕТОДАМИ ДЕФОРМАЦИОННЫХ ПРОЦЕССОВ ПРИ СТРУЖКООБРАЗОВАНИИ Камышинский технологический институт (филиал ВолгГТУ) Резание материалов – один из основных процессов получения деталей с заданными формой, размерами и качеством обработанной поверхности. Изучению физики процесса резания посвящены работы многих зарубежных и наших отечественных ученых. Однако применение новых конструкционных и инструментальных материалов, а также более широких диапазонов режимов резания требует дальнейшего изучения физических основ резания и, в частности, основного вопроса – процесса образования стружки. Процесс отделения срезаемого слоя и превращение его в стружку происходит за счет пластического деформирования металла в зоне стружкообразования. Параллельно со стружкообразованием протекают процессы контактного взаимодействия стружки с передней поверхностью инструмента и обрабатываемого материала с площадкой износа по задней поверхности инструмента. Характер контактных процессов зависит от режимов резания и, в свою очередь, оказывает существенное влияние на характер деформирования материала в процессе образования стружки. Как указано в работе [1], в наиболее важных, с практической точки зрения, диапазонах режимов резания, контактное взаимодействие стружки с передней поверхностью резца характеризуется существованием пластического и вязкого участков в пределах полного контакта. Данная работа посвящена численному математическому моделированию с использованием метода конечных элементов, реализованного в программе ANSYS, для изучения процесса пластического деформирования материала в ходе образования элемента стружки и определения основных параметров контактного взаимодействия стружки с передней поверхностью инструмента. Нами рассмотрена плоская контактная задача взаимодействия резца с элементом стружки. В отличие от обычных задач, в данной задаче область приложения контактных давлений заранее неизвестна. Она определяется в процессе итерационного решения задачи. При составлении моделей предполагается, что процесс является пространственным и рассматриваемый объем представляется в виде изотропной среды, обладающей свойствами линейно-деформируемого и вязкопластического тела. а б в Рис. 1. Общий вид заготовки и резца: а – при глубине резания 1мм; б – при глубине резания 2 мм; в – при глубине резания 3 мм 109 Численное моделирование выполнялось в три этапа. На каждом этапе материал и условия контакта одинаковые, различается глубина резания: 1, 2 и 3 мм, ширина среза – 1 мм, длина среза – 6 мм. Материал заготовки сталь 35Х. Контакт: поверхность – поверхность, коэффициент трения 0,12, разбиение поверхностей производим на четырехгранные элементы, каждый из которых имеет восемь узлов. Во всех численных опытах заготовку закрепляем по торцу и основанию, резцу разрешаем перемещение только в продольном направлении (рис. 1, а, б, в). При перемещении резца на длину 6 мм происходит деформация заготовки, то есть разрыв связей между заготовкой и снимаемым материалом и образование нового слоя – стружки, также наблюдается качественная перестройка внутренней структуры элементов стружки, при этом стружка получает усадку. В ходе численного моделирования выявлен характер поля нормальных напряжений (рис. 2, а, б, в). Эти напряжения достигают своей максимальной величины в месте контакта с передней поверхностью резца. На рисунках можно также заметить образование плоскости сдвига, которую можно провести через области максимальных напряжений. Нормальные и касательные напряжения, возникающие в зоне контактного взаимодействия стружки и резца, зависят от глубины резания. Их изменение в зависимости от глубины резания приведено на рис. 3 и 4. Как видно из графиков, с увеличением глубины резания и нормальные, и касательные напряжения возрастают. Однако характер их изменения различен. Можно предположить, что на изменение нормальных напряжений оказывает влияние нормальная составляющая силы резания, а на изменение касательных напряжений – контактные взаимодействия стружки и передней поверхности инструмента. а б в Рис. 2. Напряжения, возникающие в ходе деформации: а – при глубине резания 1мм; б – при глубине резания 2 мм; в – при глубине резания 3 мм Результаты численного моделирования № опыта Длина контакта, L, мм Коэфф. усадки стружки, k σ, МПа τ, МПа Р, Н Fтр, Н 1 1,784 1,266 531,05 58,04 947,39 103,54 2 3,5 2,461 555,24 68,04 1943,34 238,14 3 4,7 3,471 618,56 70,39 2907,37 330,83 110 72,5 630 620 610 600 590 580 570 560 550 540 530 520 70 касат. напр., МПа норм. напр., МПа Рассчитанные в ходе численных опытов нормальные σ и касательные τ напряжения, сила резания Р, сила трения на передней поверхности инструмента Fтр, длина контакта L и коэффициент усадки стружки k сведены в таблицу. По результатам численного моделирования можно сделать следующие выводы. При резании материала происходит образование нового слоя – стружки – который обладает своими физикомеханическими свойствами. 67,5 65 62,5 60 57,5 55 0,5 1 1,5 2 2,5 3 3,5 0,5 1 1,5 2 2,5 3 3,5 глубина резания, мм глубина резания, мм кривая зависимости нормальных напряжений от глубины резания кривая зависимости касательных напряжений от глубины резания Рис. 3. График нормальных напряжений Рис. 4. График касательных напряжений Рис. 5. Зоны контактов элемента стружки с резцом Близлежащие к резцу слои стружки в ходе деформирования проходят стадии упрочнения и разупрочнения, в результате чего материал стружки упрочняется. Напряжения (рис. 2) более интенсивно распределяются в прирезцовой зоне стружки. С увеличением глубины резания интенсивность напряжений возрастает. Явно выделяется область, которую принято называть плоскостью сдвига. Процесс контактного взаимодействия по передней поверхности резца характеризуется следующими признаками. Общую длину контакта L элемента стружки с передней поверхностью можно разделить на участки пластического L1 и вязкого L2 контактов. Пластический контакт состоит из участков упрочнения и разупрочнения, имеющих соответственно размеры L3 и L4 (рис. 5). Выявленный механизм деформирования подтверждает экспериментальные результаты, приведенные и обобщенные в работе Н. В. Талантова (Талантов, Н. В. Физические основы процесса резания, изнашивания и разрушения инструмента. – М.: Машиностроение, 1992. – 240 с.).