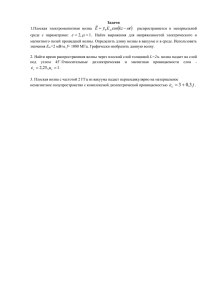
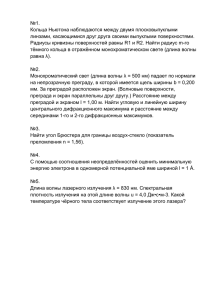
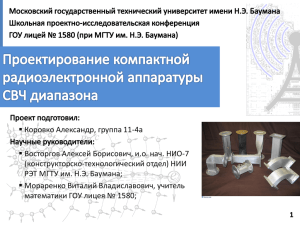
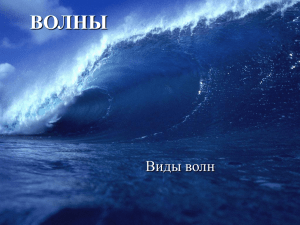
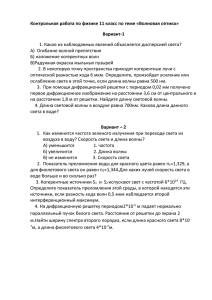
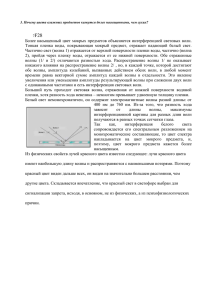
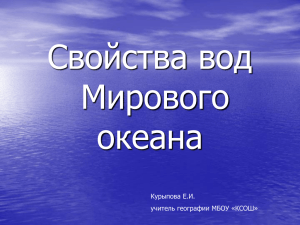
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ПУТЕЙ СООБЩЕНИЯ (МИИТ) Кафедра «Вагоны и вагонное хозяйство» А.А. ПЕТРОВ, К.В. МОТОВИЛОВ УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ ОСИ КОЛЕСНЫХ ПАР Методические, указания к лабораторной работе МОСКВА-2007 M.Y. No 27] 8 ;)3 - 1641'- Г1ет|юв А А уч 6 ■льтразвуковая дефектос к'опия оси колесных пар 1ВЕРСИТЕТ Кафедра «Вагоны и вагонное хозяйство» А. А. Петров, К.В.Мотовилов Ультразвуковая дефектоскопия оси колесной пары Рекомендовано редакционно - издательским советом университета в качестве методических указания к лабораторной работе по дисциплине «Технология производства и ремонта вагонов» Для студентов специальности 190302 «Вагоны» Москва - 2007 УДК 624.4.027:620.179 П30 Петров А.А, Мотовилов К.В. Ультразвуковая де­ фектоскопия оси колесной пары: Методические указания к лабораторной работе. - М: МИИТ, 2007. - 36 с. Изложены теоретические основы, схема, принцип действия и порядок работы ультразвукового дефектоскопа при диагностировании колесных пар. © Московский государственный университет путей сообщения (МИИТ). 2007 Лабораторная работа №3 УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ ПОДСТУПИЧНОЙ ЧАСТИ ОСИ КОЛЕСНОЙ ПАРЫ Цель работы - Практическое изучение внутренних дефектов в осях колесных пар ультразвуковым методом. Научиться пользоваться дефектоскопом и выявлять с помощью его дефекты металла осей колесных пар. Содержание работы. Изучить устройство и принцип действия ультразвуковог о дефектоскопа, его подготовку и настройку для производства исследований, состояния металла оси и выявления дефектов. Изучение характера дефектов и оценка техническогосостоянияоси. За последние годы ультразвуковая дефектоскопия успеш­ но и широко применяется ряде отраслей промышленности и транспорта, позволяя осуществлять эффективный контроль качества изделий и выявлять в них дефекты, недоступные другим неразрушающим методам контроля. Этот метод на транспорте применяется для контроля элементов деталей, доступ к поверхности которых закрыт другими деталями, и которые снимать нежелательно, в частности, подступичные части оси без снятия колес, шеек осей без съема внутренних колец роликовых подшипников на горячей посадке. Выполнение УЗК обеспечивает выявление «непрозвучиваемых» осей, а также обнаружение в осях колесных пар усталостных трещин и внутренних несплошностей, эквивалентных или больших по своим отражающим свойствам искусственным отражателям в контрольном образце (КО) оси, используемым для настройки чувствительности УЗК соответствующей части оси. Основные типы дефектов (по классификации ИТМ1-В). выявляемых в оси колесной пары при контроле: - трещины на цилиндрических поверхностях шеек и предподслупичных частей; - трещины в галтелях шеек и предподступичных частей; - трещины в подступичной части ; - поперечные трещины в средней части К преимуществам этого метода относятся: высокая чув­ ствительность, позволяющая .выявлять дефекты (минимальная ширина 0,001 мм); большая проникающая способность, позволяющая обнаружить внутренние дефекты, не прибегая к разборке узла или конструкции; высокая производительность и относительная простота контроля; полная безопасность работы оператора. К недостаткам относятся: необходимость высокой чистоты поверхности контролируемой детали; наличие мертвых зон; необходимость разрабатывать специальные методы контроля отдельных деталей. 1. Т еоретические Основы Из всех областей промышленного применения ультразвука, старейшей и наиболее распространенной является дефектоскопия. С 1940 года, физические законы распространения звуковых волн в твердых материалах используются для выявления внутренних трещин, пустот, пор и других сосредоточений неоднородности в металлах, композитах, пластике и керамике. Высокочастотные ззуковые волны отражаются от дефектов в определенных направлениях, создавая различные эхосигналы, которые могут быть отображены и записаны переносным измерительным прибором. Ультразвуковые исследования - абсолютно безопасный метод неразрушающего контроля, применяющийся во многих технологиях, отраслях производства и техническом обслуживании, особенно в исследовании сварных швов и конструкционных металлов. Ультразвуковые волны - это простые механические колебания, проходящие через различные вещества: твердые, жидкие или газообразные. Данные волны передаются в веществе с определенной скоростью в заданном направлении, при встрече с границей другого материала детали или несплошностыо они отражаются или передаются в соответствии с простыми правилами. Этот физический принцип лежит в основе ультразвуковой дефектоскопии. Часч ста: Колебание ультразвуковой волны происходит с определенной частотой, иначе числом колебаний или циклов в секунду, в диапазоне схожем с диапазоном слышимого звука. Максимальная воспринимаемая человеческим ухом частота - около 20,000 колебаний в секунду (20 КГц), тогда как большинство ультразвуковых измерений проводится в диапазоне частот от 500,000 до 10000,000 колебаний в секунду (от 500 КГц до 10 МГц). При частоте колебаний в мегагерцовом диапазоне, звуковая энергия практически не проходит через воздух и другие газы, но свободно передается в большинстве жидкостей и обычных конструкционных материалах. Рабочие частоты колебаний принятые для контроля осей колесных пар 2,5 МГц, для переходной зоны от обода к диску колеса 1,25МГц, для поверхности катания колес 0,4 МГц.. С корость Звука: Скорость распространения звуковой волны зависит от материала, его плотности и эластичности. Различные типы звуковых волн обладают различными скоростями. Ультразвуковые волны имеют различные скорости распространения в разных средах. Так для стали соотношения скоростей следующие: продольные волны Се=;5900 м/с, поперечные волны Ct =0,55Св~ 3230 м/с и поверхностные С R=0,92Ct =3000м/с. Д лина Волны: Любому типу волны соответствует определенная длина, которая является интервалом между любыми двумя соответствующими точками в волновом цикле при прохождении через вещество. Длина волны X относится к частоте и скорости звука следующем образом: X = c /f, где X = длина волны с = скорость распространения ультразвуковых волн f = частота колебаний (Гц) Длина волны является фактором, ограничивающим количество информации, которое можно извлечь из поведения волны. В ультразвуковой дефектоскопии общепринято, что нижний предел для выявления дефекта составляет половину длины волны. Дефект меньшего размера будет не распознан. Теоретический минимум в ультразвуковых толщиномерах составляет одну длину волны. Длина волны - это путь за время одного колебания. Этот параметр влияет на чувствительность методов ультразвукового контроля, под которой понимают минимальные размеры дефектов, определяемые этим методом. Обнаружение дефектов в деталях основано на регистрации сигналов, отраженных от дефектов. Если размер дефекта «в» в прозвучиваемом изделии ( рис. 1а) меньше длины волны X, то волна огибая его проходит дальше на экране дисплея дефектоскопа сигнала от него не возникнет. Если размер дефекта больше длины волны X, то волна отражается от дефекта (рис. 16) и отраженный сигнал будет зарегистрирован. У Л*»-, “ г ------ \|=3 ,кУУ Рис. 1а -- ------------ 1 -с 1 -------------- Л . . . 1 Рис. 16 /I =Се/f =5900/2,5 * 2,36 мм Таким образом, если дефект больше 2,36 мм, то мы его обнаружим, если меньше , то не обнаружим. Режимы Распространени я: Для звуковых волн в твердых телах существует несколько режимов распространения, определяемых типом перемещения. В ультразвуковой дефектоскопии наиболее часто используются продольные и поперечные волны. Иногда используются поверхностные и плоские волны. ► Продольная волна или волна сжатия (1 -волны) характеризуется перемещением частиц в одном направлении с распространением волны, как в поршне. Именно продольные волны воспринимаются человеческим ухом. ► Поперечная волна или волна сдвига колебаний частиц (t-волны) характеризуется перемещением частиц перпендикулярно к направлению распространения волны. ► В поверхностной волне С R или волне Рэлея частицы перемещаются эллиптически. Данный тип волн распространяется вдоль поверхности материала, погружаясь на глубину равную одной длине волны. > Плоская волна или волна Дамба: комплексный режим вибрации в тонких пластинах, где толщина материала менее одной длины волны и волна полностью заполняет поперечное сечение материала. Звуковые волны могут преобразовываться из одной формы в другую. В большинстве случаев, поперечные волны генерируются в тестовом материале путем введения продольных волн под определенным углом. Параметры, ограничивающие передачу звуковых волн , расстояние, на которое распространится волна определенной частоты и энергетического уровня, зависит от материала. Как правило, твердые и однородные тела передают звуковые волны лучше, чем мягкие, неоднородные или зернистые. Дальность передачи волны в материале определяется тремя факторами: разбросом, затуханием и рассеиванием волны. При передаче волны, ее фронт становится шире, и таким образом звуковая энергия рассеивается на большой площади. Разброс волны - потеря энергии, связанная со свойством материала поглощать звуковую энергию при прохождении волны сквозь него. Рассеивание беспорядочное отображение звуковой волны от границ с гранулами и другими микроструктурами материала. При увеличении частоты, увеличивается разброс волны, но снижаются характеристики затухания и рассеивания. При проведении исследований, следует учитывать данные характеристики при выборе частоты волны. О траж ение от Г раниц М атери алов: При прохождении волны через границу двух материалов, часть энергии отражается, а часть передается дальше. Количество отраженной энергии, или коэффициент отражения, определяется соответствующим акустическим импедансом (полое сопротивление) двух материалов. В свою очередь, акустический импеданс свойство материала, определяемое как плотность, умноженная на скорость звука в данном материале. Коэффициент отражения для двух любых материалов как процент давления входящей волны может быть рассчитан по формуле Z2 -Z, R = --------Z2 + Zi где R = коэффициент отражения (процент отраженной энергии) Ъ\ = акустический импеданс первого материала Z2 = акустический импеданс второго материала В обычной для ультразвуковой дефектоскопии на границе металл/воздух коэффициент отражения достигает 100%. Фактически, вся звуковая энергия отражается от трещин или других неоднородностей, встречающихся на пути волны. Это фундаментальный принцип и делает возможным проведение ультразвуковых измерений. Ультразвуковая дефектоскопия основана на способности ультразвуковых колебаний (УЗК) распространяться в металле на большие расстояния в виде направленных пучков и отражаться от поверхности различных дефектов, представляющих собой нарушение сплошности металла Угол отражения и преломления: Волна ультразвуковых частот прямолинейна, и поэтому используемые в дефектоскопии сигналы легко определяются. В ситуации, когда звуковая волна отражается от поверхности материала, угол отражения равен углу падения (рис.2). Волна, подающая под прямым углом, прямолинейно отразится назад. При падении волны под углом, она отразится под тем же углом. Звуковая волна, передающаяся из одного материала в другой, искажается в соответствии с законом отражения Снеллиуса. Волна, проходящая прямо, продолжит свое прямолинейное движение, но волна, входящая в материал под углом, будет искривлена в соответствии с формулой: Sin 0, V, Sin 02 V? где 01 - Угол падения в первый материал; 02 - Угол отражения во втором материале; Vi - Скорость звука в первом материале; V2 - Скорость звука во втором материале Данное отношение оказывает большое влияние на проведение тестирования наклонным датчиком . О - угол падания О,- угол преломления Рис. 2. Отражение лучей 2. У л ьтр азв у ко в ы е Д атчи ки В широком смысле слова, датчик это устройство, преобразовывающее один вид энергии в другой. Ультразвуковые датчики преобразовывают энергию электрическую в высокочастотные звуковые волны и наоборот. В типичных датчиках для ультразвуковой дефектоскопии используется активный элемент, выполненный из пьезоэлектрической керамики, композита или полимера . При передаче на элемент электрического импульса высокого напряжения, он начинает вибрировать в определенном диапазоне частот и генерирует звуковую волну. При вибрации элемента, возникающей из-за принятой звуковой волны, генерируется электрический импульс. Передняя поверхность датчика обычно снабжена пластиной, защищающей его от повреждений. элюмриды коннекю р эл. схема внутренний кожух подложка внешний кожух активный элемент электроды контактная пластина Рис.З Поперечный разрез типичного контактного датчика. Тыльная поверхность окружена материалом, который механически гасит вибрацию после завершения процесса генерации звукового импульса. Волны ультразвуковой частоты плохо передаются в воздухе, поэтому между датчиком и тестовой поверхностью обычно используется тонкий слой контактной жидкости или геля. Удаление воздуха достигается смачиванием маслом поверхности, через которую производится введение ультразвука. Существенное влияние на распространение ультразвукового сигнала оказывает и материал, из которого изготовлена прокладка, т. е. дно щупа. Щупы, имеющие стальное дно, для хорошей передачи ультразвука нуждаются в обработке поверхности изделия не менее, чем по шестому классу чистоты. Щупы с дном из плексигласа позволяют передавать УЗК через поверхность, соответствующую 0 классу чистоты. В ультразвуковой дефектоскопии обычно используется пять типов у л ьтр азв у к о в ы х датчиков: ► К он тактн ы е Д атч и к и - Как видно из названия, контактные датчики используются при прямом соприкосновении с тестовым материалом. Звуковая волна, передаваемая перпендикулярно поверхности материала, используется для выявления пустот, пористости и трещин параллельных поверхности, а так же для измерения толщин. ► Н аклон ные Д атч и к и - Наклонные датчики используются вместе с пластиковыми или эпоксидными призмами для ввода поперечных или продольных волн в тестовый материал под заданным утлом к поверхности. Данный тип датчиков обычно используется в исследовании сварных швов. ► Д ат ч и к и с Линней Задержки - В датчиках с линией задержки предусмотрен короткий пластиковый волновод или линия задержки между активным элементом и тестовым материалом. Они используются для увеличения околоповерхностного разрешения, а так же в высокотемпературных измерениях, где линия задержки предохраняет датчик от перегрева. ► И м м е р с и о и н ы е Д а т ч и к и - предназначены для передачи звуковой волны в материал через столб жидкости. Данный тип датчиков используется в автоматических исследованиях и в ситуациях, когда для улучшения разрешающей способности требуется четко сфокусированный сигнал. Раздельно-С овм сш еииы е Д атчи ки состоят из отдельного принимающего и передающего элемента. Датчики рекомендуются к использованию на шероховатых поверхностях, в крупнозернистых материалах, для определения пористых и коррозийных структур. Раздельно-совмещенные датчики так же обладают высокой стойкостью к высоким температурам. ► 3. У л ьтр азв у ко в ы е Д еф ектоскопы . Схема и принцип действия. Рис.4 Конструктивно ультразвуковые дефектоскопы состоят из электронного блока и комплекта пьезоэлектрических преобразователей 2. Электронный блок служит для генерации электрических зондирующих импульсов, их усиления, регистрации и обработки, принятых преобразователем отраженных ультразвуковых колебаний. Дефектоскоп работает следующим образом - блок питания подает питающее напряжение на все остальные узлы прибора; -синхронизатор 9 обеспечивает согласование всех узлов во время работы прибора, включая генератор зондирующих импульсов, автоматический сигнализатор дефектов (АСД), блок развертки; -генератор 4 вырабатывает мощные электрические импульсы и посылает их на ПЭП для преобразования в упругие механические колебания; -приемник 3 фильтрует и усиливает до нужного уровня ,принятые от ПЭП сигналы; -индикатор 6 электронно-лучевая трубка (ЭЛТ) или жидко кристаллический индикатор (ЖКИ), предназначен для индикации зондирующих и принятых сигналов; -генератор развертки 7 предназначен для создания и настройки развертки в необходимом для контроле виде. Помимо самой развертки,он генерирует строб. Строб это специальная метка, показывающая зону развертки в которой прибор измеряет амплитуду полученных сигналов и сравнивает ее с пороговым значением. Визуально строб отображается в виде возвышения линии развертки над основным ее положением; -глубиномер 8, предназначен для определения координат отражателя по принятому сигналу; -автоматический сигнализатор дефектов 5- световой и (или) звуковой индикатор, который срабатывает при пре вышении принятого сигнала порогового значения. я) б) При нормальной работе прибора, если УЗ волна была введена в деталь 1, отразилась от донной поверхности 3 и вернулась обратно на ПЭП 4 ,то на экране ЭЛТ или ЖКИ будет отображаться зондирующий импульс ЗИ, строб и донный сигнал ДС (рис.5). Если в ожидаемой зоне будет находиться дефект, то в стробе появится сигнал от дефекта ДФ. Современные ул ьтразвуковы е деф ектоскопы - небольшие, портативные, работающие на основе микропроцессора приборы. Они генерируют и отображают ультразвуковые волны, которые в интерпретации опытного, снабженного специальным программным обеспечением оператора, позволяют обнаружить и квалифицировать дефекты в тестовом образце. Современные ультразвуковые дефектоскопы обычно включают ультразвуковой генератор/приемник, аппаратное и программное обеспечение для получения и интерпретации сигнала, дисплей формы волны и модуль регистрации данных. В настоящее время все еще продолжается производство аналоговых дефектоскопов, но в большинстве современных инструментов используется цифровой сигнал для обеспечения стабильности и точности показаний. Генератор/приемник является внешней интерфейсной частью дефектоскопа. Он генерирует импульс для передачи его в датчик, а так же усиливает и фильтрует отраженные сигналы. Для улучшения работы датчика можно отрегулировать такие параметры, как амплитуда, форма и демпфирование волны. Настройка коэффициента усиления приемника и ширины спектра волны позволяют оптимизировать соотношение сигнал/шум. Современные дефектоскопы принимают форму волны в цифровом виде и применяют различные измерения и аналитические функции для его обработки. Часы или таймер используется для синхронизации импульсов генератора и точного определения дистанции. Обработка сигналов может быть представлена в двух вариантах. В первом случае, она будет заключать в себе простое отображение на градуированной шкале отношения амплитуды сигнала ко времени. Во втором случае, обработка сигналов - комплекс сложных алгоритмов обработки цифровых сигналов, включающих функцию коррекции расстояния от амплитуды и тригонометрическое вычисление углов. Стробы сигнализации часто используются для просмотра сигнальных уровней в заданных точках серии волн. Дисплей может быть электронно-лучевым, жидкокристаллическим или электролюминесцентным. Дисплей обычно настроен на единицы измерения глубины или расстояния. Цветной дисплей помогает в интерпретации показаний прибора. Встроенный модуль памяти предназначен для записи полной формы волны, а так же соответствующих настроек проведения тестирования или такой выборочной информации, как амплитуда эхосигнала, измерение глубины или расстояния, наличие или отсутствие условий сигнализации. 4. Методы введения у л ьт ра з в уков ых волн Ультразвуковая дефектоскопия основана на технике сравнения. Используя соответствующие контрольные стандарты, принципы распространения звуковой волны и общепринятые процедуры проведения измерений, оператор распознает эхосигналы, относящиеся к геометрии изделия или указывающие на дефект. Эхосигналы, полученные в тестовом образце, сопоставляются с эхосигналами в калибровочном образце для определения их соответствия стандарту. ► Тестирование Прямым Лучом - Для проведения тестирования прямым лучом используются контактные, раздельно-совмещенные, иммерсионные датчики или датчики с линией задержки. Этот вид тестирования предназначен для выявления трещин, пустот и пор, параллельных поверхности тестового материала. В основ}' положен принцип распространения звуковой волны - при распространении в материале звуковая волна либо полностью рассеивается, либо отражается, встречая на своем пути границу другого материала - воздуха с обратной стороны материала или внутри трещины. Оператор устанавливает датчик на тестовую поверхность (рис.6) и локализует эхосигнал, отраженный от дальней стенки материала. Далее проверяется наличие предшествующих ему эхосигналов. учитывая возникающие из-за рассеивания помехи. Акустически значимые эхосигналы, предшествующие отраженной от задней поверхности волне, свидетельствуют о наличии трещин или пустот. Дальнейший анализ позволяет определить глубину залегания, размер и форму структуры, отразившей волну. Рис.6. Звуковая волна распространяется до задней части материала или отражается от представленной трещины или схожей неоднородности. В некоторых случаях исследование проводится в режиме передачи, когда два датчика устанавливаются на противоположных сторонах тестового материала. Если на пути распространения волны встречается значительный дефект, то до приемника сигнал не доходит. ► Тестирование под У глом Трещины и другие неоднородности перпендикулярные или наклонные по отношению к поверхности тестового образца обычно не определяются при проведении тестирования прямым лучом. Дефекты подобного рода могут возникнуть в таких важных объектах, как сварные швы и конструкционные металлы. В таких случаях проводят тестирования под утлом с помощью стандартных наклонных датчиков или иммерсионных датчиков, выровненных таким образом, чтобы звуковая волна входила в материал под определенным углом. Использование данного вида тестирования - обычная практика для инспектирования сварки. Типичные наклонные датчики (рис.7) используют волновое преобразование и закон Снеллиуса для генерации поперечной волны под определенным углом (обычно 30, 45, 60 или 70 градусов). При увеличении угла падения продольной волны, увеличивающаяся часть звуковой энергии во втором материале превращается в поперечную волну. Если угол достаточно велик, то вся звуковая энергия во втором материале будет передаваться в виде поперечной волны. Существует два преимущества в использовании стандартных наклонных датчиков для конверсии. Во-первых, наклонные датчики эффективнее передают энергию для генерации поперечной волны в стали и схожих материалах при случайных углах падения. Во-вторых, при уменьшении звуковой волны становится возможным определение дефектов меньших размеров, а при одной и той же частоте длина поперечной волны составляет примерно 60% длины соответствующей продольной волны. Рис. 7 Т и п и ч н ый на клонный да т чик Наклонный звуковой сигнал обладает высокой чувствительностью по отношению к трещинам, перпендикулярным дальней поверхности тестового образца (первый шаг тестирования) или, после отражения от дальней поверхности, к трещинам перпендикулярным стыку поверхностей (второй шаг тестирования). Различные углы направления сигнала и положения датчика используются для обнаружения дефектов различных типов и геометрии. 5.Основные технические параметры дефектоскопа уд4-Т (томографик) УД4-Т является дефектоскопом общего назначения и предназначается для неразрушающего контроля материалов, изделий, сварных соединений на наличие дефектов типа нарушения сплошности, определения координат дефектов, измерения амплитуд эхосигналов от дефектов, измерения времени распространения ультразвуковых колебаний (УЗК) в различных материалах. Этот прибор позволяет накапливать не менее 1000 архивных записей результатов контроля с целью последующей их перезаписи в компьютерный банк данных для анализа и представления в виде документа. Время хранения архивных записей результатов контроля не менее 5 лет. Рабочие температуры дефектоскопа от минус 20 до + 50 °С при верхнем значении относительной влажности 95% при + 35 °С без конденсации влаги. Дефектоскоп устойчив к воздействию атмосферного давления и к механическим воздействиям, исполнение дефектоскопа виброустойчивое группы N1 по ГОСТ 12997. Диагностирование исправности дефектоскопа осуществляется встроенными средствами тестового обеспечения. УД4-Т может работать в любом положении, удобном для оператора положении. Диапазон рабочих частот УД4-Т от 0,4 до 10,0 МГц. Номинальные значения условной чувствительности по глубине залегания отражателя и отклонения условной чувствительности от номинальной от отражателя в виде бокового сверления диаметром 6 мм и глубиной залегания центра 44 мм стандартного образца СО-2 по ГОСТ 14782 при работе с ПЭП указаны в таблице 1. Запас чувствительности дефектоскопа не менее значений указанных в таблице 1, а углы ввода ПЭП типа П121 находятся в пределах указанных в таблице 1. Условная разрешающая способность по глубине залегания отражателя (дальности) при работе дефектоскопа с ПЭП соответствует значениям указанным в таблице 1. Таблица 1 Условная Уровень Запас Условное обозначение чувстви­ ту ка . чувстви­ тельности ПЭП тельность. ДБ дБ ДБ Норди­ Условная разрешающая Значение углов нальная способность по глубине ввода частота, залегания отража теля, К КС ПЭП МГц П111-2.5-К12 П111-5.0-1(6 П121-2.5-50 120 + 12 113 + 12 90 + 12 90 30 22 14 2,5 90 76 П121-5.0-50 86 + 12 76 10 5.0 5,0 2.5 1.2 0.8 1.4 (50 ±2) 1 (50 ± 2) Диапазон измеряемых временных интервалов от 0,2 до 1000 мкс при установке скорости УЗК от 1000 до 12000 м/с с дискретностью 1 м/с. Погрешность измерения временныхинтервалов не превышает ± 0,025 мкс в диапазоне от 0,2 до 75 мкс и ± 2 % в остальном диапазоне. Диапазон измерения глубин залегания отражателей от 6 до 245 мм. Предел допускаемой основной погрешности измерения глубин залегания отражателей для ПЭП типов П 111 и П 112 не более ± 1 мм. Пределы DL, мм и DH, мм допускаемых основных погрешностей измерения координат залегания отражателей L, мм и Н, мм для ПЭП П121 устанавливаются формулами: DL = ± (2 мм + 0,03 L), ( 1 ) DH = ± (2 мм + 0,03 Н). (2 ) Предел допускаемой основной погрешности измерения амплитуд сигналов на входе приёмника в диапазоне от 67 до 107 дБ не более ± 0,5 дБ. 2.2.9 Временная нестабильность чувствительности дефектоскопа за 8 часов непрерывной работы не более ± 0,5 дБ. Предел допускаемой основной погрешности настройки порогового индикатора (зона нечувствительности) не превышаете 0,3 дБ. Временная нестабильность уровня срабатывания порогового индикатора за 8 часов работы не превышает ± 0,5 дБ. Время установления рабочего режима УД4-Т не более 15 минут. Время непрерывной работы УД4-Т при питании от сети переменного тока 220 В, 50 Гц не менее 24 часов. Время автономной непрерывной работы УД4-Т от встроенного аккумулятора при нормальных условиях при средней яркости экрана 8 часов без подзарядки полностью заряженного аккумулятора. б.Дефектоскопирование Оси • Настройка дефектоскопа на стандартном образце • Объект Ось (F1) • Режим работы Настройка (F2) • Тип оси РУ-1 (РУ-1Ш) (F3) • Нажать Описание оборудования (F5) преобразователь 0/18/2,5 (или 0/2,5, 18/2,5), 50/2,5 № . . . преобразователя • Примечание! Если необходимо пользоваться преобразователями П111-2,5-К12 , П111-2,5-18 то напротив преобразователя П131-2,5-0/18 (0/18/2,5) надо поставить - НЕТ • Нажать Вернуться назад (F6). • Преобразователь П131-2,5-0/18 (или П111-2,5-К12 для оси РУ-1Ш) поставить на образец СО-ЗР • Заменить в основном меню Параметры на Ось ГШЖ: 59мм г:.т ж ..ж!МЁГ результат .Принять результаты (F6). Рис.8 1 сторона Текущая зона No. (рис9) п" ч\\1 N.. ftL IL Рис.9 • Нажать Поиск (F5) - Выкл. • Произвести измерения. • Нажать Принять результат (F6). Текущая зона Ni. r';N —-- ------— ------— -г Г “1 L. 1 [ . . ...... Ni пропил М, 1 777 тц и • • • . Рис.10 Нажать Поиск (F5) - Выкл. Произвести измерения. Нажать Принять результат (F6). Рис.11 • • • Рис. 12 Нажать Поиск (F5) - Выкл. Произвести измерения. Нажать Принять результат (F6). N3 л/пэ ^П е*in I ’. z E s a примять результат • • • '. . : " ; Рис.13 Нажать Поиск (F5) -- Выкл. Произвести измерения. Нажать Принять результат (F6). 2 сторона Текущая зона N4. • • • Рис. 15 Нажать Поиск (F5) - Выкл. Произвести измерения. Нажать Принять результат (F6). Текущая зона N5. • • • Рис. 16 Нажать Поиск (F5) - Выкл. Произвести измерения. Нажать Принять результат (F6). Текущая зона N6. Jj!L пропил 1,5мм • • • Рис. 17 Нажать Поиск (F5) - Выкл. Произвести измерения. Нажать Принять результат (F6). Примечание! Если ■l' - маркер показывает не в зону дефекта (мешает шум), то нажать: заморозка (вкл.) (F4) => ВРЧ (временная регулировка чувствительности) (выкл.) (F3) => заморозка (выкл.) (F4). 7.Контроль Оси. • Из основного меню выбрать архив. • В архиве выбрать архив настроек (F1) Их можно просмотреть, нажав просмотр записи (F5) • Нажать Настройка в работу (F6 ). • Из основного меню выбрать Параметры. • Выбрать кольца надеты (сняты) (F4). • Из основного меню выбрать Ось. » Произвести контроль: 1 сторона Текущая зона No. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). Текущая зона Ni. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). Текущая зона N2. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6). Текущая зона N3. 1. Нажать Поиск (F5) -- Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). 2 сторона. Текущая зона N4. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). Текущая зона N5. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). Текущая зона N6. 1. Нажать Поиск (F5) - Выкл. 2. Произвести измерения. 3. Нажать Принять результат (F6 ). 8 . Сохранить результаты (нажатием енкодера) - ДА. 9. Занести № оси:..., № плавки:...., Завод:..., Год:..., Дефект:...(если есть) => сохранить нажав (F6 ). Примечание! Просмотреть сохраненные результаты измерений можно: 1. Из основного меню выбрать Архив. 2. В Архиве выбрать Архив результатов (F1) 3. Нажав Просмотр записи (F5), можно просмотреть результаты измерений. 4. Выйти из просмотра можно, нажав кнопку на приборе эе 1. Американское Сообщество Неразрушающего Контроля, Руководство по Неразрушающему Контролю, Глава 7, Ультразвуковые Исследования, 2007 2. Руководство по ультразвуковому контролю колесных пар на базе использования серийной аппаратуры.М.:1989 3. Новые приборы неразрушающего контроля (дефекто­ скопы УД-11ПУ,УД2-12), В.А. Ильин и др М: Транспорт, 1990, 61 с 35 Содержание стр Цель работы............................................................. Содержание работы................................................ 1. Теоретические основы......................................... 2. Ультазвуковые датчики....................................... 3. Ультразвуковые дефетоскопы............................ 4. Методы введения ультразвуковых волн............ 5.Основные технические параметры дефектоскопа УД-4Т ( гомографик)............................................... 6. Методы дефектоскопирования оси..................... 7. Список литературы.............................................. 8.0глпавление............................................................. . .J 4 11 14 18 22 25 .35 36 Подписано к печати - 05.12.2007. Формат 60x84/16. Тираж 100 экз. Усл.-печ. л. —2,25. Заказ № 639. Изд. № 124-07. 127994, Москва, ул. Образцова. 15. Типография МИИТа