Рекомендации по выбору технологический расчет
реклама

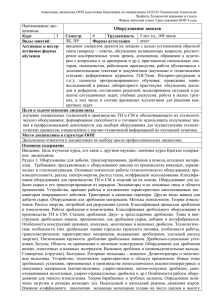
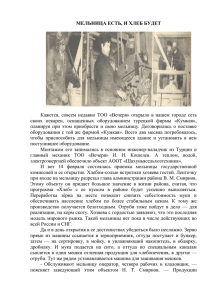
Выбор и технологический расчет гидроциклонов. При выборе гидроциклонов руководствуются требованиями к продуктам классификации, свойствами обрабатываемой пульпы, технологической схемой и возможными вариантами компоновки оборудования отделения фабрики, где гидроциклоны должны работать, их производительностью и другими условиями. В табл. 9.2.6.6 приведены ориентировочные данные для предварительного выбора стандартных гидроциклонов, используемых для классификации. Технологический расчет сопутствует выбору гидроциклонов и сводится к определению их размера, производительности, крупности продуктов классификации, содержанию в них твердого и других технологических показателей, а также в некоторых случаях к корректировке схемы классификации с учетом возможностей выбранных гидроциклонов. Поэтому методы выбора и технологического расчета стандартных гидроциклонов для различных фабричных операций должны учитывать конкретные особенности каждой из них. Например, метод расчета гидроциклонов для операции классификации в замкнутых циклах измельчения отличается от метода расчета для операций обесшламливания. При этом ход расчета в каждом случае может также изменяться в зависимости от полноты информации об исходных условиях. Таблица 9.2.6.6 Ориентировочные данные для выбора гидроциклонов Стандартный Крупность Стандартны Диаметр Средняя эквивалентны Диаметр Угол слива dн, й диаметр песково производительност й диаметр гидроциклон конусност мкм (при сливного й ь Q, м3/ч * (при питающего 3 а D, мм и α, градус rТ = 2,7 т/м патрубка d, насадки р0 = 0,1 МПа) отверстия dэ, ) мм D, мм мм 15 10 0,15–0,3 – 4 5 – 25 10 0,45–0,9 – 6 8 – 50 10 1,8–36 15 12 15 – 75 10 3–10 10–20 15–20 18–25 8–17 150 10, 20 12–30 20–50 30–40 40–50 12–34 250 20 27–80 30–100 65 80 24–75 360 20 50–150 40–150 90 115 34–96 500 20 100–300 50–200 130 160 48–150 710 20 200–500 60–250 160 200 48–200 1000 20 360–1000 70–280 210 260 75–300 1400 20 700–2000 80–300 300 380 150–300 2000 20 1100–3800 90–330 420 520 250–450 * С учетом допускаемых изменений d в пределах 0,2D–0,4D; dэ – в пределах 1,0d–0,5d. При выборе гидроциклонов следует стремиться к установке их по одному на насос, т. е. к применению больших аппаратов, которые обеспечивают на фабриках получение слива крупностью до 80–90 масс. % класса менее –0,071 мм. Однако чем тоньше требуемая крупность слива (например, меньше 0,01–0,02 мм) и больше его плотность, тем меньше должен быть диаметр гидроциклона. Но при соответствующих условиях слив одинаковой крупности может получаться в гидроциклонах разных размеров. Более тонкий слив образуется при большом разжижении и давлении на входе в гидроциклон. Получить в один прием тонкий слив при крупном питании с характеристикой, близкой к прямолинейной, очень трудно: требуется перечистка слива первого приема классификации или применение схем с частичной циркуляцией слива. Когда содержание в питании частиц, близких по крупности к граничной («трудные зерна»), мало, тонкий слив может быть получен в гидроциклонах больших размеров. В начале технологического расчета должны быть точно установлены требования, которые предъявляются к гидроциклонам в данной операции и исходные условия их работы. Последние зависят от схемы классификации и выполняемой операции. Например, если гидроциклон предназначается для обесшламливания какого-либо продукта, необходимо знать кроме объемной производительности гранулометрический состав исходного продукта, содержание твердого в питании и его плотность, а также крупность материала, который должен быть удален в слив, и требования к содержанию мелочи в песках. Ориентировочную зависимость между содержаниями отдельных классов различной крупности (для исходного материала и слива гидроциклонов) можно представить следующим образом: Содержание класса, % Условная максимальная крупность dн, мкм –74 мкм –40 мкм –20 мкм 10 5,6 – – 20 11,3 – – 30 17,3 9 – 40 24 13 430 50 31,5 17 320 60 39,5 23 240 70 48 26 180 80 58 35 140 90 71,5 46 94 95 80,5 55 74 Производительность гидроциклонов по исходной пульпе рассчитывается по эмпирической формуле (9.2.6.20) где Q – производительность, м3/ч; Kα – поправка на угол конусности гидроциклона: для α = 10°, Kα = 1,15; α = 20°, Kα = 1; KD – поправка на диаметр гидроциклона по формуле: dП – диаметр (эквивалентный) питающего отверстия, см; d – диаметр сливного патрубка, см; p0 – рабочее давление пульпы на входе в гидроциклон, МПа: Для стандартных размеров: D, см KD Высота гидроциклона HГ, м 15 25 36 50 71 100 140 200 1,28 1,14 1,06 1,0 0,95 0,91 0,88 0,81 – – – – 3,5 4,5 6 8 Для гидроциклонов диаметром больше 500 мм необходимо учитывать высоту гидроциклона p0 = p + 0,01HГρП, где р – давление, создаваемое насосом на входе в гидроциклон, МПа; HГ – высота гидроциклона, м; ρП – плотность исходной пульпы, т/м3. Номинальная крупность слива, получаемая в гидроциклоне, рассчитывается по формуле: , (9.2.6.21) где dH – номинальная крупность слива, мкм; D – диаметр гидроциклона, см; KD – поправка на диаметр гидроциклона (см. выше); d – диаметр сливного отверстия, см; а – содержание твердого в исходной пульпе, масс. %; Δ – диаметр песковой насадки, см; p0 – рабочее давление на входе в гидроциклон, МПа; ρ и ρо – плотность твердого и жидкости, г/см3. Пример 9.2.6.1. Выбрать гидроциклон для работы в замкнутом цикле с шаровой мельницей согласно схеме рис. 9.2.7.1, б. Производительность цикла измельчения по руде Qc = 100 т/ч, плотность руды ρ – 3 г/см3. Слив гидроциклона должен иметь крупность 55 % класса –74 мкм. Требуется определить размеры гидроциклона D, d, dП, Δ и давление пульпы на входе в гидроциклон для выбора насоса. 1. Зададим наибольшую рабочую циркулирующую нагрузку 300 % и определим частный выход слива (от операции классификации) γс = (1 + с) = = 0,25 = 25 %. 2. Зададим разжижение в песках RП = 0,25 (или b = 80 %). 3. Определим содержание твердого в сливе по формуле: , где числитель , а знаменатель: С = = 38. 4. Рассчитываем шламовую схему для определения объемов пульпы в продуктах. В результате имеем в питании гидроциклонов: – производительность по твердому с учетом циркулирующей нагрузки Q (1+3) = 100 · 4 = 400 т/ч; – объем тведого Vт = = = 133 м3/ч; – содержаеие твердого – 62,6 %; – расход воды – Vв = 400 · 37,4 / 62,6 = 238 м3/ч; – объем пульпы – V = Vт + Vв = 133 + 238 = 371 м3/ч. 5. Определим номинальную крупность слива dH = 280 мкм и размер класса, который распределяется по продуктам как вода d = 0,15dH = 42 мкм. В дальнейшем для этой крупности можно рассчитать содержание в продуктах по распределению воды. 6. По табл. 9.2.6.7 подберем размер гидроциклона. Для заданных условий подходит гидроциклон D = 710 мм или гидроциклон D = 1000 мм. Определим ориентировочно производительность одного гидроциклона D = 710 мм, приняв условно давление на входе 0,1 МПа и стандартные диаметры dП = 150 мм, d = 200 мм. По формуле 9.2.6.20 имеем: . Следовательно, для заданной производительности требуется 371/270 = 1,4 – 2 гидроциклона D = 710 мм. Рассчитаем, сколько требуется гидроциклонов D = 1000 мм. По табл. 9.2.6.7 стандартные размеры: dП = 210 мм, d = 250 мм. Определим производительность одного гидроциклона при условном давлении 0,1 МПа: . Следовательно, для заданной производительности достаточно взять 371/454 = 0,82 ≈ 1 гидроциклон. Принимаем к установке один рабочий гидроциклон D = 1000 мм. 7. Проверим нагрузку гидроциклона по пескам при диаметре песковой насадки D = 150 мм (сечение 177 см2), удельная нагрузка 300/177 = 1,7 т/(ч · см2). 8. Определим достаточное давление на входе в гидроциклон по формуле: ; ; p0 = 0,072 МПа. 9. По формуле (9.2.6.21) определим номинальную крупность слива, которую может обеспечить выбранный гидроциклон: Это меньше, чем задано (табл. 9.2.6.7), и гидроциклон D = 1000 мм обеспечит требуемую крупность слива. 10. Далее при необходимости определяется ориентировочно содержание класса –74 мкм в питании и песках гидроциклона по методике, изложенной в [3]. Наибольшее распространение спиральные классификаторы и гидроциклоны получили на обогатительных фабриках в схемах замкнутых циклов измельчения при подготовке к обогащению различных руд. Измельчение твердых материалов изложено в главе 8.4. Ниже приведены основные особенности и рекомендации по выбору и использованию замкнутых циклов измельчения и классификации в схемах обогатительных фабрик и металлургических заводов. Рекомендации по выбору технологических схем измельчения и классификации Общая тенденция в отраслях промышленности переработки минерального сырья – создание простых крупнотоннажных технологических схем с несколькими параллельными линиями. Применение высокопроизводительного оборудования большой единичной мощности обеспечивает существенную экономию капитальных и эксплуатационных расходов. Множество факторов влияют на выбор схемы измельчения: твердость руды, ее абразивность, трещиноватость, содержание влаги, минерализация, включая минералы пустой породы, содержание ценных компонентов и вредных примесей, характер включения зерен, химические свойства и другие характеристики. Схемы измельчения включают одну или более единиц измельчителей, классификационное Лабораторное оборудование и Лабораторное оборудование, необходимое для транспортировки материала (насосы, пульпопроводы, конвейеры и т. д.). Имеется большое число измельчителей (до 15 разновидностей), используемых для мокрого и/или сухого измельчения. В комплекте с этими измельчителями могут использоваться гидроциклоны, спиральный или реечный классификатор, грохоты, воздушный и гидравлический классификаторы [5]. Стержневые и шаровые мельницы – это наиболее предпочтительные разновидности измельчителей. Есть возрастающая тенденция использовать мельницы само- и полусамоизмельчения вместо второй и третьей стадий дробления и первичного измельчения. Таблица 9.2.6.7 Параметры Диаметр D, мм (предельные отклонения ±2 %) Основные параметры гидроциклонов ГЦ- ГЦ- ГЦ- ГЦ- ГЦ- ГЦ- ГЦ25 50 75 150 250 360 500 25 50 Угол конуса α, градус 75 150 250 360 500 10 ГЦ710 ГЦ1000 ГЦ1400 ГЦ2000 710 1000 1400 2000 20 Эквивалентный диаметр питающего отверстия dэ, м* (предельные отклонения ±2,5 %) 6 12 17 32 40 65 90 130 150 210 300 420 Диаметр сливного отверстия dc, мм (предельные отклонения ±2 %) 7 13 22 40 50 80 115 160 200 250 380 520 8; 12; 17; 12; 24; 34 17 24; 34; 48; 75 35; 48; 75; 96 48; 75; 96; 150 75; 100; 150; 200 100; 150; 200; 250 150; 200; 250; 300; 360 250; 300; 360; 500 Диаметр пескового отверстия Δ, мм (предельные отклонения ±1,5 %) Давление на воде, МПа (кг/см2) Производительность по питанию с содержанием твердого 40 масс. % при давлении 0,1 МПа, м3/ч** Крупность слива, мкм 6; 8; 12 4; 6; 8 0,01–0,2(0,1–2,0) 0,7 2,5 10 Габаритные размеры, мм, не более: 5 0,03–0,25(0,3–2,5) 0,06–0,45(0,6–4,5) 15 20 50 95 180 280 500 1100 2100 10– 28–95 60 37– 135 44– 180 52– 240 60– 260 70– 280 80– 300 – длина L 201 230 300 500 600 700 900 1200 1500 2100 3400 ширина B 70 100 350 450 650 750 1000 1400 1600 2200 3500 высота H 200 400 600 1100 1400 1900 2500 3500 4500 6200 8500 100 220 2400 4500 11 500 Масса, кг, не более 2 5 20 400 600 1450 * где b, h – размеры питающего отверстия в мм. ** При давлении p, большем или меньшем 0,1 МПа, производительность подсчитывается умножением указанных значений производительности на Наиболее общий тип стержневой мельницы – мельница сливного типа, которая используется для мокрого измельчения. Реже применяют стержневые мельницы с периферической разгрузкой, в которых измельчаемый материал разгружается через отверстия в обечайке. Эти мельницы используют для сухого и мокрого измельчения и разгружаются на конце либо в середине барабана, в последнем случае питание обеспечивается с обоих концов. Известны два главных типа шаровых мельниц: с разгрузкой через горловину и через решетку или диафрагму. Мельница сливного типа обычно используется для мокрого измельчения и имеет преимущества в установках большой единичной мощности благодаря снижению расходов на замену футеровки и мелющей среды. Мельница с разгрузкой через решетку-диафрагму применяется для мокрого и сухого измельчения и считается установкой, дающей наилучшее управление крупностью готового продукта благодаря меньшей возможности перегрузки. Гидроциклоны являются предпочтительным классификационным Лабораторное оборудованием, используемым в современных схемах мокрого измельчения. Спиральные классификаторы все еще применяются, особенно для грубой классификации; в отдельных случаях предпочтение отдается грохотам. Последние часто применяют для грохочения в схемах полусамоизмельчения, в большинстве установок измельчения урановых руд и схемах, где задается верхняя крупность разделения [3]. Схема открытого цикла измельчения осуществляется с помощью мельницы, в которую подаются руда и вода, а разгрузка мельницы является готовым продуктом, и, таким образом, каждая частица проходит через мельницу единственный раз. Схема открытого цикла может состоять из одной или более мельниц. Для открытого цикла наиболее часто используют мельницы само- и полусамоизмельчения, галечные, стержневые, шаровые, трубные. Трубные мельницы представляют наилучшую конструкцию для одиночной мельницы, работающей в открытом цикле. Эти мельницы часто бывают многокамерными с мелющими телами различного типа, их применяют для мокрого измельчения на цементных заводах. Сопоставимые результаты по сравнению с трубными мельницами могут быть получены при использовании двух последовательно работающих мельниц, таких как стержневая и шаровая или две шаровые. Принципиальные преимущества схем открытого цикла заключаются в минимальных потребностях оборудования и высокой плотности пульпы в готовом продукте. Последнее условие часто необходимо для последующего выщелачивания или обогащения, например урановых и золотосодержащих руд. Применение схем обусловлено следующими условиями: – степень измельчения частиц небольшая; – материал измельчается до крупных естественных зерен; – промежуточный материл черновой флотации (магнитной сепарации) направляется в мельницу для доизмельчения; – к гранулометрической характеристике крупности конечного продукта не предъявляется особых требований, и некоторое закрупнение или замельчение допустимо. Измельчение в замкнутом цикле наиболее широко применяется в схемах подготовки руд к обогащению. По этой разновидности схемы с одной или более мельницами и классификаторами эффективно получают продукт с регулируемой верхней крупностью и минимальным переизмельчением. Разгружаемый из мельницы материал с помощью классификатора разделяется на тонкую и грубую фракции, причем последняя (циркулирующая нагрузка) возвращается в мельницу на доизмельчение, следовательно, в этой схеме частица может пройти через мельницу несколько раз. К.А. Разумов показал [1, 5], что технологическое значение циркулирующей нагрузки заключается в том, что она позволяет увеличить содержание крупного класса в мельнице и, следовательно, повышает производительность измельчителя, поскольку последняя прямо пропорциональна содержанию в ней крупного класса. Одностадиальные схемы измельчения применяют при относительно крупном конечном продукте измельчения (< 0,2 мм). При более тонком (< 0,15 мм) измельчении материала экономичнее двухстадиальное измельчение. Одностадиальные схемы измельчения изображены на рис. 9.2.7.1. Рис. 9.2.7.1. Одностадиальные схемы измельчения В схеме, показанной на рис. 9.2.7.1, а, мельница работает в открытом цикле; разгрузка мельницы – готовый продукт. Схема применяется при грубом измельчении (до 1–5 мм) в стержневых мельницах на фабриках гравитационного обогащения. Мельницы в открытом цикле ставятся также для первой стадии измельчения в двухстадиальных схемах. В схеме, изображенной на рис. 9.2.7.1, б (замкнутый цикл с поверочной классификацией), исходный материал загружается непосредственно в мельницу. Схема наиболее распространена. Применяется при крупности исходного материала от 10 до 50 мм. В схеме, показанной на рис. 9.2.7.1, в, исходный материал загружается на классификацию, замыкающую цикл измельчения, т. е. предварительная и поверочная классификации совмещены. Схема применяется при мелком исходном материале (менее 10 мм), содержащем более 15 масс. % готового продукта, а также во второй стадии двухстадиальных схем. Схема (см. рис. 9.2.7.1, г) отличается от схемы, показанной на рис. 9.2.7.2, в, тем, что исходный материал подается на отдельную классификацию, т. е. предварительная и поверочная классификации разделены. Эта схема применяется при мелком исходном материале и при необходимости выделить шламы для отдельной обработки. По схеме, изображенной на рис. 9.2.7.1, д, исходный материал загружается в мельницу. Предусмотрена контрольная классификация. Схема применяется при получении тонкого конечного продукта при измельчении в одну стадию и стадиальном обогащении. Операция обогащения включается на сливе первой классификации. Двухстадиальные схемы измельчения. При двухстадиальном измельчении мельницы устанавливают последовательно – одна мельница в первой стадии для более крупного измельчения материала и одна или несколько мельниц во второй стадии для доизмельчения крупного продукта первой стадии до кондиционной крупности. Мельницы первой стадии могут работать в открытом, а также в замкнутом или частично замкнутом циклах, а мельницы второй стадии – обязательно в замкнутом цикле. Двухстадиальные схемы различаются по способу передачи нагрузки из первой стадии во вторую – через слив или пески. Если нагрузку передают через пески, то мельница первой стадии работает в открытом или в частично замкнутом цикле. При передаче нагрузки через слив мельницы первой стадии работают так же, как и мельницы второй стадии, в полностью замкнутом цикле. Двухстадиальные схемы измельчения изображены на рис. 9.2.7.2. В схеме (см. рис. 9.2.7.2, а) в первой стадии измельчение производится стержневой мельницей в открытом цикле, во второй – шаровой мельницей в замкнутом цикле с классификатором или гидроциклоном. Стержневая мельница при большой производительности и невысокой степени измельчения в открытом цикле работает весьма эффективно. Схема применяется на фабриках большой производительности. В схеме (см. рис. 9.2.7.2, б) мельница первой стадии работает в замкнутом цикле. Предварительная и поверочная классификации второй стадии измельчения совмещены. Данная схема наиболее часто применяется; по ней можно получить тонкие продукты. Схема (см. рис. 9.2.7.2, в) сходна с предыдущей, но предварительная и поверочная классификации второй стадии производятся раздельно. Она применяется тогда, когда необходимо выделить шламы для отдельной обработки. В схеме (см. рис. 9.2.7.2, г) цикл измельчения в первой стадии частично замкнутый. Применяется она при измельчении руд, содержащих тяжелые, легкоизмельчаемые минералы. Пески первой классификации делятся на две части: одна n-я часть направляется в первую, а другая (1 – n)-я часть – во вторую мельницу. При полузамкнутом цикле можно любую часть песков первичного классификатора направлять во вторичную мельницу, а также работать при открытом цикле в первой мельнице, направляя все пески первичного классификатора во вторую мельницу. В этом случае первичный классификатор будет играть роль предварительного классификатора второй стадии измельчения. Схемы рудного само- и полусамоизмельчения. Важнейшим фактором, определяющим эффективность работы этих схем, является состав мелющих тел. Обычно с накоплением в мельнице самоизмельчения классов критической крупности размерами 15–40 мм, т. е. крепких скатанных кусков, которые уже не могут эффективно выполнять роль мелющих тел ввиду их малого размера и в то же время сами трудно поддаются измельчению более крупными кусками, производительность мельниц начинает резко снижаться. Состав дробящих тел, содержание в них классов критической крупности зависят от физико-механических и геолого-минералогических характеристик исходного питания и может регулироваться одним из следующих способов: – добавка в мельницу крупных стальных шаров в количестве до 10 % объема мельницы; шары дробят критические по крупности куски и восполняют недостаток крупных кусков в руде (процесс полусамоизмельчения); – вывод из мельницы части крупных скатанных кусков, в том числе и критического размера, для использования их в качестве рудной гальки в последующих стадиях или операциях рудногалечного измельчения; – вывод из мельницы крупных кусков для додрабливания их в дробилках и возвращения в мельницу после додрабливания; – вывод из мельницы части крупных кусков для измельчения их в отдельной шаровой мельнице; – деление на грохоте крупнодробленой руды на два класса – крупнее и мельче 100 мм (этот размер отверстий грохота колеблется на разных фабриках от 75 до 150 мм), раздельное их складирование и регулируемая подача в мельницу [2, 3]. Рис. 9.2.7.2. Двухстадиальные схемы измельчения Схемы самоизмельчения бывают одно-, двух и трехстадиальные (рис. 9.2.7.3). Одностадиальные схемы применяют для получения относительно крупных продуктов (60–70 % класса –0,074 мм), а часто продуктов, по крупности характерных для стержневых мельниц, т. е. –3 мм. Двухстадиальные схемы с рудногалечным или шаровым измельчением во второй стадии могут обеспечить необходимую тонкость измельчения, вплоть до 95 % класса –0,050 мм. При двухстадиальном самоизмельчении в первой стадии обычно применяется рудное само- или полусамоизмельчение и в последующих стадиях рудногалечное или шаровое измельчение. При двух- или трехстадиальном самоизмельчении руд в схему может включаться цикл межстадиального обогащения с выводом отвальных хвостов (на магнитообогатительных фабриках) или промышленных продуктов и черновых концентратов (на флотационных обогатительных фабриках). На рис. 9.2.7.3 приведены схемы с мельницами рудного самоизмельчения или полусамоизмельчения в первой стадии. Продукт разгрузки мельниц схем рис. 9.2.7.3, б–д поступает на грохочение, и подрешетный продукт грохота классифицируется в гидроциклонах, выполняющих роль контрольных классификаторов. Грохочение разгрузки мельницы происходит на бутаре, укрепленной на разгрузочной цапфе мельницы или на двудечных вибрационных грохотах. В схеме рис. 9.2.7.3, г помимо возможной добавки шаров предусмотрен вывод рудной гали, для этой цели в разгрузочной решетке первичной мельницы предусмотрены специальные окна. Галя складируется и используется в качестве мелющих тел во второй стадии рудногалечного измельчения. В схеме рис. 9.2.7.3, д используется конусная дробилка для додрабливания классов критической крупности. Схема рис. 9.2.7.3, в с дозированной подачей предварительно разделенной на классы крупности крупнодробленой руды при всей внешней привлекательности применяемого способа формирования оптимального состава дробящей нагрузки не получила развития. Трудности эксплуатации подготовительной секции, содержащей грохоты, бункеры раздельного хранения крупной и мелкой фракций, систему дозирования фракций в регулируемом соотношении наряду с потерями производительности, связанными с накоплением избытка крупной либо мелкой фракции, обычно перекрывают преимущества от их раздельной подачи. Выбор той или иной промышленной схемы самоизмельчения осуществляется на основании всесторонних полупромышленных или даже промышленных испытаний, а также сравнения капитальных и эксплуатационных затрат. Рис. 9.2.7.3. Схемы самоизмельчения: а, б, в) одностадиальные; г, д) двухстадиальные; в) с раздельной дозированной подачей предварительно разделенной на классы крупности рядовой руды; г) с выделением рудной гали из мельниц первой стадии и ее использованием в качестве мелющих тел в рудногалечных мельницах; д) с додрабливанием классов критической крупности в дробилке При этом принимаются во внимание следующие условия. На стадии капитальных затрат: 1) для фабрик, имеющих несколько секций измельчения, всегда дороже одностадиальные установки при равной производительности по сравнению с двухстадиальным измельчением. Это происходит потому, что первичные мельницы требуют больших затрат на питание, классификацию и системы хранения руды; 2) галечные мельницы более дорогие, чем шаровые при тех же самых затратах энергии, т. к. они требуют большей площади производственных помещений; 3) мельницы полусамоизмельчения дешевле, потому что они потребляют большую мощность, чем мельницы того же размера чистого самоизмельчения; получается большая производительность на равный объем мельниц; 4) установка крупных мельниц не создает никаких проблем механического характера и всегда выгодна, если это приведет к сокращению числа технологических линий. На стадии эксплуатационных расходов: 1) галечные мельницы обычно дешевле в эксплуатации, чем шаровые, в особенности если получается хорошего качества галька из первичной мельницы; ее вывод способствует повышению эффективности работы первичной мельницы; 2) мельницы полусамоизмельчения часто дешевле в эксплуатации, чем самоизмельчения, т. к. имеют более высокую энергетическую эффективность. В некоторых (более редких) случаях добавка шаров может не улучшить показатели; 3) обычно дешевле эксплуатировать одностадиальную схему; обслуживание и трудозатраты при этом ниже, чем для двухстадиальных схем.