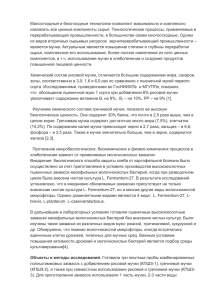
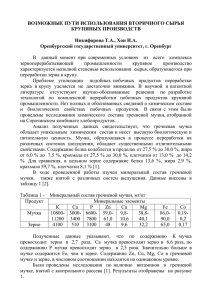
На правах рукописи НИКОГДА Вадим Олегович РАЗРАБОТКА КОМПЛЕКСНОЙ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ
реклама

На правах рукописи НИКОГДА Вадим Олегович РАЗРАБОТКА КОМПЛЕКСНОЙ ТЕХНОЛОГИИ ПОЛУЧЕНИЯ РАСТИТЕЛЬНОГО МАСЛА И БЕЛКОВО-ЛИПИДНОГО КОНЦЕНТРАТА ИЗ ВТОРИЧНОГО СЫРЬЯ ПЕРЕРАБОТКИ ЗЕРНА РИСА Специальность 05.18.06 – Технология жиров, эфирных масел и парфюмернокосметических продуктов АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Краснодар – 2012 Работа выполнена в ФГБОУ ВПО «Кубанский государственный технологический университет» Научный руководитель: доктор технических наук, профессор Мартовщук Валерий Иванович Официальные оппоненты: Быкова Светлана Федоровна доктор технических наук, профессор, Северо-Кавказский филиал Всероссийского научно-исследовательского Института жиров Россельхозакадемии, директор Багалий Татьяна Михайловна кандидат технических наук, испытательный центр масложировой продукции «Аналитик», зам. директора Ведущая организация: ГНУ «Краснодарский научноисследовательский институт хранения и переработки сельскохозяйственной продукции» Россельхозакадемии Защита состоится 25 декабря 2012 г. в 1500 часов на заседании диссертационного совета Д 212.100.03 при ФГБОУ ВПО «Кубанский государственный технологический университет» по адресу: 350072, г. Краснодар, ул. Московская, 2, ауд. Г-248. С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО «Кубанский государственный технологический университет» Автореферат разослан 24 ноября 2012 г. Ученый секретарь диссертационного совета, кандидат технических наук, доцент М.В. Филенкова 3 1 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ 1.1 Актуальность темы. Современные тенденции формирования состава пищевых продуктов направлены на восполнение дефицита основных жизненно необходимых нутриентов: витаминов и провитаминов, минеральных элементов и биологически активных ингредиентов, поскольку недостаток незаменимых биологически активных веществ в продуктах питания оказывает неблагоприятное влияние на здоровье человека. Известно, что обеспеченность незаменимыми нутриентами может эффективно достигаться за счет дополнительного обогащения ими пищевых продуктов, а также использования биологически активных добавок к пище (БАД). Состав и свойства биологически активных веществ определяют потребительские свойства БАД и зависят от используемых сырьевых источников, из которых приоритетом пользуется растительное сырье. Учитывая значительные объемы производства и переработки риса на Кубани, особый интерес представляет вторичное сырье переработки зерна риса – рисовая мучка, которая может быть источником ряда физиологически и биологически функциональных компонентов, в том числе ценных растительного масла и белка. В связи с этим, актуальна разработка комплексной технологии получения растительного масла и белково-липидного концентрата (БЛК) из вторичного сырья переработки зерна риса. Диссертационная работа выполнялась в соответствии с Федеральной целевой программой «Научные и научно-педагогические кадры инновационной России» по теме «Разработка комплексных экологически безопасных ресурсосберегающих технологий переработки растительного сырья с применением физико-химических и биохимических методов» № Госрегистрации 01200956355. 1.2 Цель работы. Целью диссертационной работы является разработка комплексной технологии получения растительного масла и белковолипидного концентрата из вторичного сырья переработки зерна риса – рисовой мучки. 1.3 Задачи исследования. В соответствии с поставленной целью 4 решались следующие задачи: - анализ литературных источников и патентной информации с целью обоснования актуальности темы исследования; - обоснование выбора и характеристика объекта исследования; - исследование влияния механохимической обработки на активность ферментной системы и технологические свойства рисовой мучки; - разработка технологических режимов подготовки рисовой мучки к переработке; - исследование влияния ультразвуковой обработки на эффективность экстракции водой компонентов рисовой мучки; - разработка технологических режимов ультразвуковой обработки суспензии рисовой мучки в воде с последующим выделением трех фаз: белково-липидного комплекса, крахмалистой фазы и липидно-целлюлозного комплекса; - изучение состава белково-липидного и липидно-целлюлозного комплексов; - исследование влияния ИК-обработки липидно-целлюлозного комплекса на эффективность его подготовки к извлечению масла; - разработка технологии и технологической схемы получения рисового масла и белково-липидного концентрата; - изучение показателей качества и безопасности рисового масла и белково-липидного концентрата, полученных из рисовой мучки; - разработка комплекта технической документации на производство рисового масла и белково-липидного концентрата из рисовой мучки; - оценка экономической эффективности от внедрения разработанных технологических и технических решений. 1.4 Научная новизна. Обоснована целесообразность и эффективность использования вторичного сырья переработки зерна риса – рисовой мучки в качестве комплексного источника ценного рисового масла и белково-липидного концентрата, обладающих высокой пищевой ценностью. Впервые выявлено положительное влияние механохимической обработки рисовой мучки на инактивацию ферментов липазы и липоксигеназы, а также на снижение степени насыщенности ее воздухом, что позволяет снизить интенсивность протекания нежелательных 5 гидролитических и окислительных процессов липидов. Впервые установлено положительное влияние ультразвуковой обработки суспензии рисовой мучки в воде на эффективность извлечения рисового масла и белково-липидного концентрата. Новизна работы подтверждена 1 патентом РФ на изобретение и 1 решением о выдаче патента РФ на изобретение. 1.5 Практическая значимость. Разработаны комплексная инновационная технология и технологическая схема получения масла и белково-липидного концентрата из вторичного сырья переработки зерна риса – рисовой мучки. Разработаны технологические режимы подготовки вторичного сырья – рисовой мучки к переработке с применением механохимической обработки и ультразвуковой обработки суспензии рисовой мучки в воде. Разработан комплект технической документации на производство рисового масла и белково-липидного концентрата из рисовой мучки, включающий технологическую инструкцию и технические условия. 1.6 Реализация результатов исследования. Разработанная технология и технологическая схема рекомендованы к внедрению на ООО Агрообъединения «Нива» Красноармейского района в IV квартале 2012 года. Ожидаемый экономический эффект от внедрения разработанных технологических решений составит более 6044,0 тыс.руб. в год при переработке 1000 т рисовой мучки. 1.7 Апробация работы. Результаты диссертационной работы доложены и обсуждены на: научно-методических семинарах кафедры технологии жиров, косметики и экспертизы товаров КубГТУ, г. Краснодар, 2009 – 2011 гг.; Всероссийской конференции молодых ученых с международным участием «Пищевые технологии» КГТУ, г. Казань, 9-10 апреля 2007г. 1.8 Публикации. По материалам диссертационной работы опубликовано 3 статьи в журналах, рекомендованных ВАК, 1 материал конференции, получен 1 патент РФ на изобретение и 1 решение о выдаче патента РФ на изобретение. 1.9 Структура и объем диссертационной работы.Диссертационная работа состоит из введения, аналитического обзора, методической части, экспериментальной части, выводов, списка литературных источников и 6 приложений. Работа изложена на 102 страницах, содержит 14 таблиц и 12 рисунков. Список литературных источников включает 167 наименований. 2 ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ 2.1 Методы исследования. При проведении исследований показатели качества сырья и получаемых продуктов определяли по общепринятым стандартным методикам, а также с применением современных физикохимических методов анализа, в том числе хроматографических и спектральных. Определение массовой доли липидов и их показателей качества осуществляли по общепринятым методикам. Содержание массовой доли азота определяли по методике Кьельдаля, аминокислотный состав белков устанавливали хроматографическим методом на автоматическом анализаторе, жирнокислотный состав липидов рисовой мучки и выделяемых из нее фракций липидно-белкового комплекса определяли методом газожидкостной хроматографии. Для определения массовой доли углеводов использовали жидкостный хроматограф высокого давления в смеси ацитонитрил – вода. Содержание макро- и микроэлементов определяли методом атомноадсорбционной спектроскопии на анализаторе ААS – 1 фирмы Цейс (Германия), а также флуориметрическим и молибдено-ванадиевым методами. Массовую долю витаминов устанавливали колориметрическими и титрометрическими методами. Безопасность рисового масла и белково-липидного концентрата, получаемых из рисовой мучки, оценивали по содержанию токсичных элементов, микробиологическим и радиологическим показателям. Для установления оптимального соотношения рисовая мучка – вода использовали коэффициент поглощения ультразвука, определение которого основа на оценке взаимодействия ультразвуковых волн в исследуемом объекте на различных расстояниях от источниках мощностью 30 Вт и частотой ультразвуковых волн 1,0 МГц. Для разработки основных технологических режимов и параметров комплексной технологии извлечения белково-липидного комплекса и липидов из рисовой мучки использовали разработанную нами лабораторную установку для обработки ультразвуком с частотой ультразвуковых волн Экстрагируемый материал 7 21,3 кГц и механохимический активатор, состоящий из 2-х конических шестерен, одна из которых установлена в статоре, а другая - в роторе, позволяющая изменять скорость обработки рисовой мучки в широком диапазоне частот от 1,0 до 2,2 кГц. Схема УЗ лабораторной установки приведена на рисунке 1. 6 Реагент (вода) Горячая вода 4 Горячая вода 5 1 2 Рисунок 1 – Схема УЗ лабораторной установки для извлечения белково-липидного и липидно-целлюлозного комплексов из рисовой мучки: 1 – УЗ генератор; 2 – пьезоэлектрический преобразователь; 3 – емкость для экстрагируемого материала; 4 – резервуар из нержавеющей стали; 5 – патрубок для спуска белковолипидного комплекса и крахмалистой фазы; 6 – распределитель воды На рисунке 2 приведена структурная схема исследования. 2.2 Характеристика объекта исследования. В качестве объекта исследования использовали рисовую мучку, образующуюся в качестве вторичного сырья при шлифовании зерна риса на рисоперерабатывающих предприятиях Краснодарского края. Целесообразность выбора рисовой мучки объясняется, во-первых, большим объемом переработки зерна риса на Кубани, а, во-вторых, особенностями ее химического состава. Химический состав рисовой мучки приведен в таблице 1. Таблица 1 – Усредненный химический состав рисовой мучки Наименование показателя Массовая доля,%: влаги липидов белков углеводов, в том числе: моно- и дисахаридов крахмала целлюлозы золы Значение показателя 11,3 16,7 17,2 46,3 7,9 30,8 7,6 8,5 8 Анализ литературных источников и патентной информации с целью обоснования актуальности темы исследования Обоснование выбора и характеристика объекта исследования Исследование влияния механохимической обработки на активность ферментной системы и технологические свойства рисовой мучки Разработка технологических режимов подготовки рисовой мучки к переработке Исследование влияния ультразвуковой обработки на эффективность экстракции водой компонентов рисовой мучки Разработка технологических режимов ультразвуковой обработки суспензии рисовой мучки в воде с последующим выделением трех фаз: белково-липидного комплекса, крахмалистой фазы и липидноцеллюлозного комплекса Изучение состава белково-липидного и липидно-целлюлозного комплексов Исследование влияния ИК-обработки липидно-целлюлозного комплекса на эффективность его подготовки к извлечению масла Разработка технологии и технологической схемы получения рисового масла и белково-липидного концентрата Изучение показателей качества и безопасности рисового масла и белково-липидного концентрата, полученных из рисовой мучки Разработка комплекта технической документации на производство рисового масла и белково-липидного концентрата из рисовой мучки Оценка экономической эффективности от внедрения разработанных технологических и технических решений Рисунок 2 – Структурная схема исследования 9 Из приведенных данных видно, что химический состав рисовой мучки представлен в основном липидами, белковыми и безазотистоэкстрактивными веществами, причем липиды и белковые вещества присутствуют в достаточном количестве – 16,7 и 17,2 %, соответственно. Показатели качества рисового масла, извлеченного из исходной рисовой мучки, приведены в таблице 2. Таблица 2 – Показатели качества рисового масла из рисовой мучки Наименование показателя Цвет Характеристика и значение показателя Коричнево-зеленый Кислотное число, мгКОН/г 8,7 Перекисное число, ммоль активного кислорода/кг 2,3 Анизидиновое число 3,0 Число омыления, мг КОН/г 188,5 Массовая доля, %: фосфолипидов 0,89 восковых веществ 2,90 Показано, что рисовое масло характеризуется высоким кислотным числом и большим содержанием восковых веществ. Известно, что в основном физиологически ценные вещества сосредоточены в неомыляемой фракции липидов. Поэтому мы изучали состав неомыляемых липидов рисового масла (таблица 3). Таблица 3 – Состав неомыляемых липидов рисового масла Наименование неомыляемых липидов 1 Массовая доля, %, в том числе: Содержание неомыляемых липидов 2 -ситостерола 0,9 -оризанола 1,5 сквалена 0,4 токоферолов 0,2 Продолжение таблицы 3 10 1 Массовая доля, мг%, в том числе: 2 каротиноидов 18,1 хлорофиллов 6,3 Установлено, что в состав неомыляемых липидов рисового масла входят такие физиологически ценные вещества, как β – ситостерол, γ-оризанол, сквален, токоферолы и каротиноиды. Изучение жирнокислотного состава липидов рисового масла показало, что в нем преобладают триацилглицерины с олеиновой и линолевой кислотами в равном количестве (около 39%). Следует отметить, что в рисовой мучке содержится достаточно большое количество водорастворимых биологически активных веществ, а именно, витамины группы В (В1, В2, В6) и витамин РР. В таблице 4 приведена характеристика активности ферментной системы и технологических свойств рисовой мучки. Таблица 4 – Характеристика активности ферментной системы и технологических свойств рисовой мучки Наименование показателя Значение показателя Активность ферментной системы, в том числе: липазы, мл 0,1 н КОН/г липоксигеназы, ммоль активного кислорода/кг 9,3 3,0 Объемная масса, кг/м3 0,42 Фракционный состав, %: сход с 1,5 мм сита сход с 1,0 мм сита проход через 1,0 мм сито 8,6 60,9 30,5 Из приведенных в таблице 4 данных видно, что рисовая мучка имеет активную ферментную систему, обусловливающую протекание нежелательных гидролитических и окислительных процессов липидов при 11 переработке, низкую объемную массу, свидетельствующую о высокой степени ее насыщенности воздухом, что приводит к снижению качества получаемых продуктов, а также недостаточную степень измельчения, характеризующуюся содержанием фракции «проход через 1,0 мм сито», что приводит к снижению эффективности переработки рисовой мучки. Ранее в работах кафедры технологии жиров, косметики и экспертизы товаров ФГБОУ ВПО КубГТУ была показана эффективность применения механохимической обработки для измельчения растительного сырья, направляемого на переработку. Учитывая это, изучали влияние режимов механохимической обработки на активность ферментов – липазы и липоксигеназы и на степень измельчения рисовой мучки с целью ее подготовки к переработке. 2.3 Исследование влияния механохимической обработки на активность ферментной системы и технологические свойства рисовой мучки. Обработку рисовой мучки осуществляли в механохимическом активаторе при температуре 22±2°С и частоте вращения ротора активатора в интервале от 50 до 110с-1, что соответствует интенсивности механохимической обработки от 1,0 до 2,2 кГц. На рисунках 3 и 4 приведены данные по влиянию режимов механохимической обработки на степень измельчения и объемную массу рисовой мучки. 90 Рисунок 3 – Влияние механохимической обработки на степень измельчения рисовой мучки при частоте вращения ротора активатора: 1 – 50 с-1; 2 – 70 с-1; 3 – 90 с-1; 4 – 110 с-1 Степень измельчения, % (проход через 1 мм сито) 80 70 60 50 40 30 20 10 0 Контроль 1 2 3 4 12 вес, кг/л ОНасыпной бъемная масса, кг/м3 0,65 Рисунок 4 – Влияние механохимической обработки на объемную массу рисовой мучки при частоте вращения ротора активатора: 1 – 50 с-1; 2 – 70 с-1; 3 – 90 с-1; 4 – 110 с-1 0,60 0,55 0,50 0,45 0,40 0,35 0,30 Контроль 1 2 3 4 3,0 2,7 2,4 2,1 1,8 1,5 1,2 0,9 0,6 0,3 0 Активность липазы, мл 0,1 н КОН/г Активность липоксигеназы, ммоль активного кислорода/кг Из приведенных на рисунках 3 и 4 диаграмм видно, что обработка рисовой мучки в механохимическом активаторе (МХА) приводит к повышению степени ее измельчения, причем с увеличением интенсивности механохимической обработки, характеризующейся частотой вращения ротора активатора, с 60 с-1 до 90 с-1 эффект обработки увеличивается значительно. Кроме этого, наблюдается увеличение объемной массы рисовой мучки, что говорит о снижении степени ее насыщенности воздухом. На рисунке 5 приведены данные по влиянию интенсивности механохимической обработки рисовой мучки на активность липазы и липоксигеназы. 0 50 70 90 110 Частота вращения вала активатора, с-1 Рисунок 5 – Влияние механохимической обработки рисовой мучки на активность ферментов: 1 - липазы; 2 - липоксигеназы 13 Установлено, что механохимическая обработка рисовой мучки способствует инактивации ферментов липазы и липоксигеназы, при этом с повышением частоты вращения ротора с 50 с -1 до 90 с-1 указанный эффект увеличивается. Учитывая, что основной целью работы является не только получение высококачественного масла, но и белково-липидного концентрата, изучали влияние выявленных режимов механохимической обработки рисовой мучки на фракционный состав белков (таблица 5). Таблица 5 – Влияние механохимической обработки рисовой мучки на фракционный состав белков Наименование фракций белка Альбумины Глобулины Проламины Глютелины Нерастворимая в щелочи Содержание фракций белка, % к общему содержанию белка Исходная (до обработки) Обработанная в МХА 20,0 14,0 12,0 43,0 11,0 25,0 17,0 13,0 35,0 10,0 Из приведенных данных видно, что механохимическая обработка рисовой мучки при частоте вращения ротора активатора 90с-1 приводит к увеличению содержания в белке альбуминов и глобулинов, что является важным с точки зрения биологической ценности белков, содержащихся в белково-липидном комплексе. 2.4 Влияние ультразвуковой обработки на эффективность экстракции водой компонентов рисовой мучки. Известно, что для извлечения белкового комплекса из растительного сырья используются вода и водные растворы щелочи. Однако, применение водных растворов щелочи приводит к значительному снижению качества белков, а применение воды, к сожалению, не позволяет в максимальной степени извлечь белковые вещества. Одним из эффективных методов интенсификации процесса водной экстракции органических веществ из растительных материалов является ультразвуковое воздействие. 14 Уровень извлечения белково- липидного комплекса зависит от соотношения материал-вода. Нами были проведены исследования по установлению эффективного соотношения рисовая мучка – вода при обработке ультразвуком. В качестве критерия оценки использовали отношение коэффициентов поглощения ультразвука в белково-липидной и крахмалистой фазах, которое характеризует структурные изменения в обрабатываемой системе. Данные по изменению отношения коэффициентов поглощения ультразвука в образующихся фазах в зависимости от соотношения рисовая мучка – вода приведены на рисунке 6. Отношение коэффициентов поглощения в фазах 2/1 1,9 1,6 1,3 1,0 0,7 1 1:1 1:2 1:3 1:4 1:5 2 3 4 5 6 Соотношение рисовая мучка : вода Рисунок 6 – Изменение отношения коэффициентов поглощения ультразвука в фазах в зависимости от соотношения рисовая мучка : вода коэффициент поглощения: α1 – в белково1:6 7 липидной фазе; α2 – в крахмалистой фазе Приведенные данные исследований показали эффективность действия УЗ на воду и наиболее оптимальное соотношение рисовая мучка: вода – 1:4, обеспечивающих достаточно полную степень разделения фаз из присутствующих в обрабатываемой системе химических компонентов. Нами было установлено, что осуществление экстракции водой рисовой мучки при воздействии ультразвука на суспензию предварительно подготовленной в МХА рисовой мучки в воде при соотношении рисовая мучка : вода, равном 1 : 4, позволяет получить три фазы: верхняя фаза – жидкая – белково-липидный комплекс; средняя – жидкая – крахмалистая; нижняя – нерастворимая – липидно-целлюлозный комплекс. Ранее в наших работах было показано, что ультразвуковое воздействие при частоте 44,0 кГц 8 7 6 5 4 3 2 1 0 2 1 0,0 0,2 0,4 Перекисное число, ммоль активного кислорода/кг Кислотное число, мг КОН/г 15 и интенсивности ультразвука 1,0Вт/см2 в течении 5 минут при температуре 55°С приводит к повышению кислотных и перекисных чисел липидов, содержащихся в растительном сырье. Учитывая это, нами проведены опыты по влиянию частоты и интенсивности ультразвукового воздействия на показатели окислительной порчи липидов, содержащихся в липидах белково-липидного и липидноцеллюлозного комплексов. Для ультразвуковой обработки суспензии рисовой мучки в воде была выбрана промышленная частота ультразвука – 21,3 кГц, широко применяемая в медицине, являющаяся безопасной для здоровья. Интенсивность ультразвукового воздействия варьировали в интервале от 0,2 до 1,6 Вт/см2. На рисунке 7 для примера приведены зависимости по влиянию интенсивности ультразвукового воздействия на показатели окислительной порчи липидов, содержащихся в липидно-целлюлозном комплексе. 0,6 0,8 1,0 1,2 1,4 Интенсивность ультразвука, Вт/см2 а) 1,6 2,4 2,1 1,8 2 1,5 1,2 1 0,9 0,6 0,0 0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 Интенсивность ультразвука, Вт/см2 б) Рисунок 7 – Влияние интенсивности ультразвукового воздействия (в течение 5 минут при температуре 55 0С) на кислотное (а) и перекисное (б) числа липидов, содержащихся в липидно-целлюлозном комплексе, при частоте ультразвука: 1 – 21,3 кГц; 2 – 44,0 кГц Из приведенных зависимостей можно сделать вывод, что наиболее эффективными режимами ультразвуковой обработки, обеспечивающими 16 минимальные значения показателей окислительной порчи липидов, содержащихся в липидно-целлюлозном комплексе, являются: частота ультразвука – 21,3 кГц; интенсивность ультразвука – 0,6 Вт/см2. Аналогичные результаты получены и при изучении влияния интенсивности ультразвукового воздействия на показатели окислительной порчи липидов, содержащихся в белково-липидном комплексе. Установлено, что при указанных режимах ультразвуковой обработки фракционный состав белков не изменяется. В таблице 6 приведен состав белково-липидного и липидноцеллюлозного комплексов, полученных в результате ультразвуковой обработки суспензии рисовой мучки в воде с последующим разделением фаз методом отстаивания при температуре 55 0С в течение 60 минут. Таблица 6 – Состав белково-липидного и липидно-целлюлозного комплексов Содержание, %, в пересчете на а.с.в. Наименование показателя Массовая доля, %: липидов белков моно- и дисахаридов крахмала целлюлозы белково-липидный липидноцеллюлозный 7,1 81,3 3,1 3,0 2,5 55,1 11,3 1,5 2,7 25,5 Из приведенных данных видно, что белково-липидный комплекс обогащен белками (более 80 %), а липидно-целлюлозный – липидами (более 55 %). Для получения целевого продукта – белково-липидного концентрата выделенный белково-липидный комплекс сушили в распылительной сушилке при температуре 70-75°С и остаточном давлении 3,0–4,0 кПа до влажности не более 6 %. На следующем этапе разрабатывали технологические режимы извлечения рисового масла из липидно-целлюлозного комплекса. 2.5 Разработка технологических режимов извлечения липидов из липидно-целлюлозного комплекса. Учитывая, что липидно-целлюлозный комплекс содержит до 80% влаги его предварительно сепарировали до Маслоудерживающая способность, г масла/1 г 17 содержания влаги 24-25%, а затем осуществляли термообработку ИК– лучами при длине волны 1,2 мкм в интервале температур 60–100°С до влажности 10 – 11 %, являющейся эффективной для проведения влаготепловой обработки материала, содержащего в составе крахмал, и направляемого на последующий процесс прессования. Учитывая, что из липидно-целлюлозного комплекса будет извлекаться масло, определяли влияние температуры ИК-обработки на маслоудерживающую способность липидно-целлюлозного комплекса (рисунок 8). Рисунок 8 - Влияние температуры ИКобработки на маслоудерживающую способность липидноцеллюлозного комплекса: 1 – 60 0С; 2 – 70 0С; 3 – 80 0С; 4 – 90 0С; 5 – 100 0С Из представленных данных видно, что ИК-обработка липидноцеллюлозного комплекса при температуре 90 0С приводит к максимальному снижению его маслоудерживающей способности (с 1,4 г масла/г до 0,8 г масла/ г), что очень важно для последующего процесса прессования с целью получения масла. Установлено, что кислотное и перекисное числа липидов, содержащихся в комплексе, в результате его ИК-обработки при температуре 90 0С повышаются незначительно. Для извлечения масла высушенный до влажности 10 – 11 % липидноцеллюлозный комплекс подвергали влаготепловой обработке при температуре 100 – 105 0С до достижения влажности липидно-целлюлозного комплекса 4 – 5 %, а затем подготовленный материал направляли на прессование при температуре 100 – 105 0С. На следующем этапе разрабатывали комплексную технологическую схему получения рисового масла и белково-липидного концентрата. 18 2.6 Разработка комплексной технологической схемы получения рисового масла и белково-липидного концентрата из рисовой мучки. На основе экспериментальных данных разработана комплексная технология и технологическая схема получения рисового масла и белково-липидного концентрата, приведенная на рисунке 9. Рисовая мучка из бункера (поз. 1) поступает в механохимический активатор (поз.2), в котором измельчается с целью снижения степени насыщенности ее кислородом воздуха и инактивации ферментов. Обработанная рисовая мучка поступает в шнек-увлажнитель (поз.3), где увлажняется водой, и подается на установку для обработки ультразвуком (поз. 4), оснащенную магнитоскриптором (поз.5), куда также дополнительно подается вода. Ультразвуковая установка (поз. 4) обеспечивает формирование трех фаз, разделение которых осуществляется в декантаторе (поз.6): верхняя фаза – белково-липидный комплекс, средняя – крахмалистая и нижняя – липидно-целлюлозный комплекс. Верхняя фаза – белково-липидный комплекс шестеренчатым насосом (поз.7) подается на сушку в вакуум-сушильный аппарат (поз.8). Высушенный белково-липидный концентрат собирается в вакуум-приемнике (поз.9) и затем направляется на расфасовку. Средняя фаза – крахмалистая из декантатора (поз.6) насосом (поз.7) направляется на дальнейшую переработку для получения сухого крахмала, модифицированного крахмала, глюкозы и др. Нижняя фаза – липидно-целлюлозный комплекс с помощью шнека (поз.10) насосом (поз.11) подается в сепаратор (поз.12) для отделения воды, которая затем используется для увлажнения рисовой мучки в шнекеувлажнителе (поз. 3). Из сепаратора (поз. 12) липидно-целлюлозный комплекс с влажностью 20 – 25 % подается в ИК-сушилку (поз. 13), из которой направляется в жаровню (поз. 14), а затем на прессование (поз. 15). Из пресса (поз. 15) масло собирается в емкость (поз. 16). Жмых из пресса собирается в бункере (поз. 17) и направляется на дальнейшую переработку для получения кормовой добавки. В таблице 7 приведены технологические режимы получения рисового масла и белково-липидного концентрата. 17 Рисовая мучка Липидно-целлюлозный комплекс Вода 1 12 13 2 Вода 3 Вода Крахмалистая фаза на переработку Пар 4 14 6 К вакууму Суспензия 15 5 Пар 8 17 БЛК на расфасовку 10 9 7 Липидноцеллюлозный комплекс 16 11 Жмых на переработку 19 Рисунок 9 – Технологическая схема получения рисового масла и белково-липидного концентрата из рисовой мучки: 1 – бункер для мучки; 7 – шестеренчатый насос; 13 – ИК-сушилка; 2- механохимический активатор; 8 – вакуум-сушильный аппарат; 14 – жаровня; 3 – увлажнитель; 9 – вакуум-приемник; 15 – пресс; 4 - установка для УЗ-обработки; 10 – шнек; 16 – емкость для масла; 5 - магнитоскриптор; 11 – насос; 17 – бункер для жмыха 6 – декантатор; 12 – сепаратор; Рисовое масло 20 Таблица 7 – Технологические режимы получения рисового масла и белковолипидного концентрата Наименование технологической стадии и технологического режима 1 1 Подготовка рисовой мучки к переработке: обработка рисовой мучки частота вращения ротора МХА, с-1 температура, °С продолжительность, с 2 Подготовка суспензии рисовая мучка – вода: обработка суспензии частота ультразвуковых волн, кГц интенсивность ультразвука, Вт/см2 соотношение рисовая мучка – вода температура, °С продолжительность обработки, мин 3 Разделение суспензии отстаиванием на верхнюю, среднюю и нижнюю фазы: температура, °С продолжительность отстаивания, мин 4 Сушка верхней фазы – белково-липидного комплекса с получением белково-липидного концентрата: температура, °С остаточное давление, кПа 5 Подготовка липидно-целлюлозного комплекса к извлечению масла: 5.1 сепарирование для отделения воды: температура, °С 5.2 термообработка ИК-лучами: температура, °С продолжительность, мин длина волны, мкм Значение технологического режима 2 механохимическая 90 22 – 25 3–5 ультразвуковая 21,3 0,6 1:4 50-55 5 50-55 60 70 – 75 3,0 50 – 55 90 – 95 6–8 1,2 21 Продолжение таблицы 7 1 5.3 влаготепловая обработка: температура начальная, °С влажность, % температура конечная, 0С 6 Прессование: температура, °С влажность материала, подаваемого на пресс, % 2 85 – 90 10 – 11 100 – 105 100 – 105 4–5 По разработанным технологическим режимам были выработаны опытные партии белково-липидного концентрата и рисового масла в условиях ООО Агрообъединения «Нива» Красноармейского района. 2.7 Изучение показателей качества и состава белково-липидного концентрата и рисового масла. Полученный по разработанным технологическим режимам белково-липидный концентрат оценивали по органолептическим и физико-химическим показателям (таблица 8). Таблица 8 – Органолептические и физико-химические показатели белковолипидного концентрата Наименование показателя 1 Внешний вид Характеристика и значение показателя 2 Порошок Цвет Светло-желтый Запах Свойственный рисовой муке, без посторонних запахов Свойственный рисовой муке, без посторонних привкусов Вкус Массовая доля, %: влаги липидов белков безазотисто-экстрактивных веществ 4,0 – 6,0 6,7 – 6,8 76,4 – 78,0 5,1 – 5,3 22 Продолжение таблицы 8 1 Показатели окислительной порчи липидов, выделенных из концентрата: кислотное число, мг КОН/г перекисное число, ммоль активного кислорода/кг Массовая доля биологически активных веществ, мг/100 г: тиамин (В1) рибофлавин (В2) ниацин (РР) 2 1,30 – 1,50 1,10 – 1,50 1,0 – 1,2 0,7 – 0,9 30,1 – 30,7 пиридоксин (В6) Выход, % к массе исходного сырья 1,9 – 2,1 19,2 – 20,1 Проведенные исследования позволили сделать вывод, что белковолипидный концентрат имеет высокие органолептические и физикохимические показатели, а по показателям окислительной порчи соответствует требованиям СанПиН. В таблице 9 приведены показатели качества полученного по разработанной технологии рисового масла. Таблица 9 – Показатели качества рисового масла Наименование показателя 1 Цвет Характеристика и значение показателя 2 Желто-коричневый Запах Свойственный рисовому маслу, без посторонних запахов Вкус Свойственный рисовому маслу, без постороннего привкуса Кислотное число, мгКОН/г 1,30 – 1,45 Перекисное число, ммоль активного кислорода/кг 1,20 – 1,60 23 Продолжение таблицы 9 1 2 Массовая доля, %: влаги 0,15 – 0,20 фосфолипидов 0,38 – 0,44 восковых веществ 0,31 – 0,51 токоферолов 0,072 – 0,081 γ-оризанола 1,27-1,34 сквалена 0,25-0,31 Выход рисового масла, % к массе исходного сырья 10,5 – 11,5 Из приведенных данных видно, что разработанная комплексная технология позволяет получить рисовое масло высокого качества. Кроме этого, присутствие в масле фосфолипидов, токофелоров, оризанола и сквалена обеспечивает его высокую пищевую ценность. Полученные данные, характеризующие показатели качества рисового масла, позволяют рекомендовать его для пищевых целей. ВЫВОДЫ На основании выполненных исследований разработаны комплексная технология и технологическая схема получения рисового масла и белковолипидного концентрата из вторичного сырья переработки зерна риса – рисовой мучки, обладающих высокой пищевой ценностью. 1. Экспериментально обоснована целесообразность и эффективность использования рисовой мучки, являющейся вторичным сырьем переработки зерна риса и содержащей комплекс физиологически активных веществ, в качестве источника белково-липидного концентрата и ценного растительного масла. 2. Механохимическая обработка рисовой мучки при температуре 25 0С и частоте вращения ротора механохимического активатора 90 с-1 позволяет значительно снизить активность ферментов липазы и липоксигеназы, а также снизить насыщенность рисовой мучки воздухом. 24 3. Для установления основных технологических режимов и параметров комплексной технологии извлечения белково-липидного комплекса и рисового масла из вторичного сырья зерна риса разработана лабораторная установка для обработки ультразвуком с частотой ультразвуковых волн 21,3 кГц и интенсивностью ультразвука от 0,2 до 1,6 Вт/см2. 4. Ультразвуковая обработка суспензии рисовой мучки в воде в течение 5 минут при температуре 55 0С, частоте ультразвуковых волн 21 кГц и интенсивности ультразвука 0,6 Вт/см2 позволяет получить при последующем отстаивании три фазы: белково-липидный комплекс, максимально обогащенный белками, крахмалистую фазу и липидно-целлюлозный комплекс, максимально обогащенный липидами. 5. Ультразвуковая обработка суспензии рисовой мучки в воде в течение 5 минут при температуре 55 0С, частоте ультразвуковых волн 21 кГц и интенсивности ультразвука 0,6 Вт/см2 позволяет обеспечить максимальное снижение кислотного и перекисного чисел липидов, содержащихся, как в липидно-целлюлозном, так и в белково-липидном комплексах. 6. ИК-обработка липидно-целлюлозного комплекса при длине волны 1,2 мкм при температуре 90 0С позволяет получить материал, направляемый на влаготепловую обработку и прессование, с требуемой влажностью, низкой маслоудерживающей способностью и низкими значениями кислотного и перекисного чисел липидов. 7. Разработаны технологические режимы и комплексная технологическая схема получения рисового масла и белково-липидного концентрата из рисовой мучки. Рисовое масло и белково-липидный концентрат, полученные по разработанным технологическим режимам, содержат комплекс физиологически активных веществ и обладают высокой пищевой ценностью. 8. Разработанная технология и технологическая схема рекомендованы к внедрению на ООО Агрообъединения «Нива» Красноармейского района в IV квартале 2012 года. Ожидаемый экономический эффект от внедрения разработанных технологических и технических решений составит 6044,0 тыс. руб. при переработке 1000 т рисовой мучки. 25 Основные положения диссертации опубликованы в следующих работах: 1. Никогда В.О. Эффективная рафинации растительных масел / Никогда В.О., Березовская О.М., Гюлушанян А.П., Большакова Л.Н., Заболотний А.В. // Материалы всероссийской конференции молодых ученых с международным участием «Пищевые технологии» КГТУ, г.Казань, 9-10 апреля 2007 г., С.93-94. 2. Никогда В.О. Повышение устойчивости рафинированных растительных масел к окислению [Текст] / Никогда В.О., Мартовщук В.И., Мартовщук Е.В., Березовская О.М., Заболотний А.В. / Новые технологии. – Майкоп: изд-во ФГБОУ ВПО «МГТУ», 2009. – выпуск 4.- С.23-25. 3. Никогда В.О. Извлечение липидов из низкомасличного растительного сырья с применением ультразвука [Текст] / Никогда В.О., Мартовщук В.И., Заболотний А.В., Болдинская А.В., Мартовщук Е.В. / Новые технологии. – Майкоп: изд-во ФГБОУ ВПО «МГТУ», 2011. – выпуск 1.- С.17-19. 4. Никогда О.В. Ультразвуковой метод оценки эффективности извлечения липидов из низкомасличного сырья [Текст] / Никогда В.О., Мартовщук В.И., Болдинская А.В., Багров А.А., Мартовщук Е.В. / Новые технологии. – Майкоп: изд-во ФГБОУ ВПО «МГТУ», 2011. – выпуск 2.С.43-45. 5. Никогда В.О. Способ получения растительного масла из маслосодержащего сырья /Патент РФ №2430963 по заявке №2010118204. Опублик. 10.10.2011., Бюл.№28 / Никогда В.О., Мартовщук В.И., Мартовщук Е.В., Гюлушанян А.П. и др. 6. Никогда В.О. Способ получения белково-липидного концентрата из маслосодержащего сырья / Решение о выдаче патента на изобретение по заявке № 2010118203. Дата подачи заявки 05.05.2010 / Никогда В.О., Мартовщук В.И., Мартовщук Е.В., Гюлушанян А.П. и др.