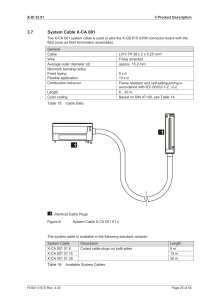
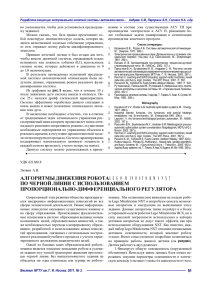
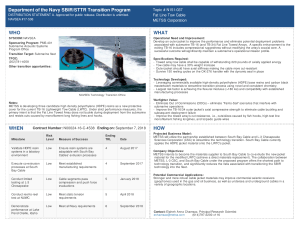
Operation Instructions TCSDY80H NANJING PRASTEEL INDUSTRIAL CO., LTD. 2023.01 TABLE OF CONTENTS Table of contents Table of contents.......................................................................................................................... 1 1. Safety Precautions ................................................................................................................... 3 1.1 Handling and Suspension .............................................................................................. 3 1.2 Safety Symbol ................................................................................................................ 4 1.3 Safety Statement ............................................................................................................ 4 1.4 Installation Statement .................................................................................................... 5 2. Specifications ........................................................................................................................... 6 2.1 Brief Introduction .......................................................................................................... 6 2.2 Scope of Delivery .......................................................................................................... 7 2.3 Cutter holder application ............................................................................................... 7 3. Technical Information ............................................................................................................. 8 3.1 Technical Parameters ..................................................................................................... 8 3.2 Allowable Load ........................................................................................................... 10 3.3 Outline Dimension ....................................................................................................... 11 3.4 Cutter Interferogram .................................................................................................... 15 3.5 Cutter Holder ............................................................................................................... 16 4. Installation ............................................................................................................................. 18 4.1 Rated Bolt Locking Torque ......................................................................................... 19 4.3.5 Installation of directly coupled motor....................................................................... 20 4.4 Installation of synchronous belt motor ........................................................................ 21 4.5 Installation of power motor ......................................................................................... 22 4.6 Install Turret on the Machine ...................................................................................... 23 4.7 Lubrication of guide rail and lead screw ..................................................................... 25 4.8 Cutter Holder Installation ............................................................................................ 25 4.9 Drive Installation ......................................................................................................... 26 4.10 Electrical Connection................................................................................................. 32 4.11 Hydraulic Pressure System ........................................................................................ 42 5. Working Principle .................................................................................................................. 44 5.1 Overview...................................................................................................................... 44 5.2 Work Flow Chart ......................................................................................................... 45 5.3 Cutter Number Truth Table ......................................................................................... 48 5.4 Control Sequence Diagram of Middle Y Axis Power Turret ...................................... 49 6. Adjustment and Correction .................................................................................................... 50 6.1 Calibrate the Turret on the Machine Tool Platform .................................................... 50 6.2 Calibration of power mechanism ................................................................................. 51 1 SAFETY PRECAUTIONS 6.3 Calibration of cutter head ............................................................................................ 52 6.4 Replacement of water outlet valve element ................................................................. 53 7. Troubleshooting ..................................................................................................................... 54 8. Maintenance ........................................................................................................................... 55 8.1 Maintenance Period ..................................................................................................... 55 8.2 Lubrication ................................................................................................................... 55 8.3 Hydraulic pressure and coolant ................................................................................... 56 8.4 Oil Product Specification ............................................................................................. 56 8.5 Update of Sealing Ring ................................................................................................ 57 9. Scrap Disposal ....................................................................................................................... 57 Appendix: Elimination of Drive Alarm ..................................................................................... 57 1. Anomaly Alarm Description.......................................................................................... 57 2. Anomaly Elimination Countermeasure ......................................................................... 58 2 SAFETY PRECAUTIONS 1. Safety Precautions 1.1 Handling and Suspension Handling ● Handling with a hydraulic flatbed truck or stacker must be operated by professional personnel. ● Handle it with care and maintain the balance of the box. ● There is an upward sign on the turret packing box, which may not be turned or turned upside-down! Lifting/suspension ● Crane suspension operation must be operated by professional personnel. ● Please be sure to fix the eyebolt on the turret box, and the suspension angle of the eyebolt shall not exceed 45°. ● Confirm that the crane can load the weight of the turret. It is strongly recommended to use a crane that can lift more than 500kg. ● During handling, it is forbidden for anyone to be under the rotating range and suspended load. Eyebolt 3 SAFETY PRECAUTIONS 1.2 Safety Symbol This symbol indicates a potential danger, which may cause serious injury to personnel or damage to parts related to the turret. When operating the items marked with this symbol, please make sure that safety is prioritized. This symbol indicates the possibility of being damaged or injured by electric shock. All electrical system operations must be carried out by professional technicians or engineers. 1.3 Safety Statement ● TCSM Middle Y Axis Power Turret is designed and manufactured according to the most advanced technology and world-recognized safety specifications. However, the risk of injury and damage may still occur during use. ● TCSM Middle Y Axis Power Turret is designed and manufactured according to the application of CNC lathe. ● Only when the machine operation complies with the relevant regulations on safety protection in the work area can the turret be installed and operated. ● Before the turret installation and operation, technicians and operators must read this operation manual carefully. ● All operations such as installation, calibration, maintenance and repair must be performed by professional personnel in accordance with technical data and safety specifications. ● Before performing any maintenance, repair of and moving the machine, please make sure that the main power supply has been turned off. When the machine is in operation, it is forbidden to carry out maintenance and repair operations. ● Any improper application, alteration or dismantling of TCSM's Middle Y Axis Power Turret will not be warranted by TCSM, nor will it bear any legal responsibilities related to personal injury or property damage. ● Under any of the following circumstances, TCSM will terminate all responsibilities and warranties: ① Failure to operate according to the requirements and instructions in the instruction manual; ② There are defects or faults in the operation process; ③ Any improper repair and maintenance; ④ Unauthorized changes to product structure, use and function; ⑤ Unauthorized changes to drive parameters; ⑥ Use of accessories that are not produced or specified by TCSM. 4 SAFETY PRECAUTIONS 1.4 Installation Statement To ensure the normal operation of the turret, the following precautions shall be taken during the use of the turret: ① Ensure the hydraulic oil pressure, and avoid the insufficient locking force of the turret due to insufficient oil pressure; ② The hydraulic joint of the turret shall meet the following required specifications to avoid slow movement due to insufficient flow; Turret model Hydraulic joint specification Aperture of joint (mm) TCSDY80H PT1/4 ≥7 ③ Cutting fluid joint of turret shall meet the following required specifications to avoid small water output due to insufficient flow; Turret model Cutting fluid specification Aperture of joint (mm) TCSDY80H PT1/4 ≥7 Note: The cutting fluid shall be non-corrosive liquid, since the outlet valve element is made of phosphor bronze, to avoid the leakage of cutting fluid caused by the damage of valve element. 5 TECHNICAL INFORMATION 2. Specifications 2.1 Brief Introduction Ring Pillar Cutter head Fixing foot stand Adaptor block 6 TECHNICAL INFORMATION 2.2 Scope of Delivery The products delivered by TCSM generally include the following items: ① Turret body ② Cutter head (usually installed on the turret) ③ Motor shaft ④ Proximity switch (including cable) ⑤ Indexing motor, drive, motor line, IO line, and breakout board (optional) ⑥ Locking bolts and washers for locating pin and turret box ⑦ Inspection report of turret ⑧ Specification of Middle Y Axis Power Turret After unpacking the delivered package, please immediately check whether the delivered items are complete or missing! 2.3 Cutter holder application TCSM Middle Y Axis Power Turret and Cutter Head Series Products are designed and manufactured for the application of BMT cutter holder combined with 1809 interface; BMT cutter holder combined with 1809 interface can provide high machining accuracy and cutting rigidity, and is suitable for heavy cutting machines. BMT cutter holder has the following advantages: ● Globally standardized specifications, compatible with cutter holders produced by different manufacturers. ● Cutter holder that can be changed quickly. ● Screw fixing system that provides high cutting rigidity. ● Locating keys that provide high-precision positioning and rigidity of cutters. ● BMT cutter head that has high machining rigidity and is suitable for heavy cutting machines. 7 TECHNICAL INFORMATION 3. Technical Information 3.1 Technical Parameters Specification\model of turret Width across fiats of cutter head Cutter holder type Cutter position number Maximum carrying inertia Power output interface Cutter transmission ratio Maximum speed of power motor Maximum output torque of power motor Gear reduction ratio of Turret Servo motor speed of Turret Servo motor power of Turret Minimum acceleration and deceleration time of Turret servo motor Cutter direction * Single-station indexing time (loosen-indexclamp) Time to turn 90° Indexing frequency (90°index) Working pressure Working flow Indexing accuracy Repetition accuracy Ambient temperature Cutting fluid pressure Disconnect when (filtration accuracy indexing ≤100μm) Not disconnect when indexing Degree of protection Y axis Mode 1: motor torque (synchronous belt) Mode 1: motor reduction ratio (synchronous belt) 8 rpm Kw s TCSDY80H 330/350 45/55 12T 2.5 DIN1809 1:1 5000 25 48:1 3000 0.75 0.5 s CW/CCW 0.8 s min-1 MPa L/min s s ℃ MPa 0.5 18 3.5 18 ±4 ±1.6 5~40 2 MPa 0.7 mm BMT N Kgm2 rpm NM IP65 NM 4 1:2 TECHNICAL INFORMATION Mode 2: motor torque (optional direct connection) Mode 2: motor reduction ratio (optional direct connection) Maximum allowable feed rate Working stroke Stroke limit Lead screw diameter Lead screw pitch Lead screw accuracy Allowable feed force Maximum hydraulic brake pressure (YC1) Maximum hydraulic brake pressure (YC2) Back clearance Positioning accuracy Net weight (including 350 across fiats of cutter head) NM 8 1:1 m/min mm mm mm mm ISO KN Mpa Mpa um um Kg 10 ±45 ±50 32 5 3 10 4.5 3.5 ≤20 ≤20 ≈235 *: Excluding electrical lag time 9 TECHNICAL INFORMATION 3.2 Allowable Load The data shown below are measured under static load. In the case of impact load (discontinuous cutting), the load value will obviously decrease. Turret model TCSDY80H Maximum tangential torque Fy x ds (Nm) 1800 Maximum tilting torque (pushing and pressing) 2500 Fz1 x ds (Nm) Maximum tilting torque (lifting) Fz2 x ds(Nm) 2200 Maximum radial force Fx(N) 14000 Unbalanced torque (Nm) 35 Safety factor ≥1.3 10 Power cutter drive motor interface Rail clamping TCSDY80H-12T-330 (direct connection) Power motor interface Y axis assisted clamping TECHNICAL INFORMATION 3.3 Outline Dimension Stroke limit Stroke limit 11 Power cutter drive motor interface Power motor interface 12 TCSDY80H-12T-330 (synchronous belt) Rail clamping Y axis assisted clamping TECHNICAL INFORMATION Stroke limit Stroke limit Power cutter drive motor interface Power motor interface TCSDY80H-12T-350 (synchronous belt) Rail clamping Y axis assisted clamping TECHNICAL INFORMATION Stroke limit Stroke limit 13 Power cutter drive motor interface Power motor interface 14 TCSDY80H-12T-350 (direct connection) Rail clamping Y axis assisted clamping TECHNICAL INFORMATION Stroke limit Stroke limit TECHNICAL INFORMATION 3.4 Cutter Interferogram BMT45 Cutter head BMT55 Cutter head 15 TECHNICAL INFORMATION 3.5 Cutter Holder The BMT cutter holder transmission system used by TCSM Middle Y Axis Power Turret is designed and manufactured according to the specification of DIN1809. The typical structure of BMT cutter holder applied to TCSM turret is as follows: BMT45 power cutter holder BMT55 power cutter holder 16 TECHNICAL INFORMATION The interface between BMT cutter holder and TCSM cutter head is as follows: Front end face of cutter head Turret model ΦA(mm) B C D E F G H J K L ΦM N P BMT45 45 43 36 7 15 15 M8X15 58 58 16 16 6 16.5 29 BMT55 55 35 41 7 15 15 M10X18 64 64 18 18 6 14 32 17 INSTALLATION 4. Installation Before shipment, TCSM has completed an operation test. The product has been factory set to cutter head mode and origin position. Confirm the items to be delivered Start installing the program Confirm the flatness and cleanliness of all contact surfaces of the mechanism plane Contact the agent or TCSM Customer Service Prepare the program according to the sequence diagram and the origin reset diagram Set the drive parameters Confirm that the mechanism platform is aligned with the machining spindle Set the oil pressure to 3.0MPa Align and correct the turret based on the machining spindle Bleed the air blocked in the oil pressure pipeline Connect the hydraulic oil and coolant pipelines Set the oil pressure to 3.5MPa Remove all fixing jigs Connect the sensor cable to the controller Complete setting Connect the servo motor and the drive to the controller 18 INSTALLATION 4.1 Rated Bolt Locking Torque This turret uses bolts with a strength of 12.9; Unless otherwise specified herein, it generally uses rated bolts, and the locking torque is shown in the following Table: Specification M3 x 0.5 M4 x 0.7 M5 x 0.8 M6 x 1 M8 x 1.25 M10 x 1.5 M12 x 1.75 M14 x 2 M16 x 2 Locking torque (Nm) 2.1 4.9 9.8 17 41 80 139 223 343 19 INSTALLATION 4.3. Installation of directly coupled motor Directly coupled Y axis motor (with locking brake) Motor shaft diameter Directly coupled Y axis motor connection seat Flexible coupling Lead screw lead Rated torque of the motor Unit mm Nm TCSDY80H 5 8 Installation of the directly coupled Y axis motor ① Adjust the flexible coupling in place and then install it on the motor shaft; ② Install the motor to the directly coupled Y axis motor connection plate and lock it with bolts; ③ Lock the flexible coupling. 20 INSTALLATION 4.4 Installation of synchronous belt motor Installation of the Y axis motor coupled by synchronous belt ① Install the small synchronous pulley and the small synchronous pulley expansion sleeve to the motor shaft; ② Install the Y axis motor to the Y axis motor connection plate and lock it with bolts; ③ Install the Y axis motor to the Y axis pillar; ④ Install the synchronous belt to the synchronous pulley; ⑤ Tension the synchronous belt with the synchronous belt tensioning screw; ⑥ Lock the connection plate of the Y axis motor coupled by synchronous belt with bolts; Screw lead Rated torque of the motor Reduction ratio of synchronous belt gear Unit mm NM TCSDY80H 5 4 i 1:2 21 INSTALLATION 4.5 Installation of power motor Power motor interface Bevel gear shaft When the power interface slot is at the positioning location, the cutter head can rotate to change cutter 22 When the power interface slot is not at the positioning location, the cutter head cannot rotate to change cutter INSTALLATION 4.6 Install Turret on the Machine ① The mounting hole of the suspension pin is set at the last foot stand of the turret, and only one suspension pin is required when in use; Suspension pin position Bolt Washer Suspension pin Machine tool platform Deep pin hole ② Drill the depth of the suspension pin mounting hole and use the suspension pin provided by TCSM; 23 INSTALLATION ③ Put the suspension pin into the mounting hole, and then install the turret on the suspension pin; ④ Install the washer and lock the bolt according to the rated locking torque Note: Confirm the position and depth of the mounting hole of the suspension pin, and ensure the flatness and cleanliness of all contact surfaces. 24 INSTALLATION 4.7 Lubrication of guide rail and lead screw The Y-axis lead screw and guide rail of Middle Y-axis Power Turret are lubricated by filling oil from a positive displacement oil distributor, thus a lubrication pump is required for filling oil. It is recommended to pump oil once every 30-40 minutes, and it is necessary to ensure that the oil distributor is filled with oil when pumping oil, wherein 46# guide rail oil is used as the lubricating oil. Positive displacement oil distributor (lubrication of screw & guide rail) 4.8 Cutter Holder Installation Do not change the cutter holder when the cutter head or cutter is in operation, otherwise the driving mechanism will be overloaded and the machine will be damaged. The cutter holder shall be installed or replaced in a horizontal position as much as possible. It is strictly forbidden to change the cutter in the working position. Before installation, the contact surface between cutter head and cutter holder shall be cleaned in advance. In order to avoid the vibration caused by imbalance and ensure the service life of the turret, the cutter holder shall be evenly distributed on the cutter head, and shall not be concentrated on one side or a certain position of the cutter head. 4.8.1 Installation of cutter holder Installation steps of power cutter holder: ① Check whether the cutter head plug has been installed; if so, first use the pin puller to pull out the cutter head plug; ② Check whether the sealing ring of the power cutter holder is in good condition, and apply grease to the sealing ring position; ③ Align the handle of the power cutter holder with the front end of the cutter head, and put it into the power cutter holder; ④ Lock the cutter holder bolts. Installation steps of non power cutter holder: ① Check whether the cutter head plug has been installed; if not, install the cutter head plug first; ② Install the non power cutter holder; ③ Lock the cutter holder bolts. 25 INSTALLATION 4.8.2 Cutter disassembly and replacement It is strictly forbidden to change the cutter in the working position! When disassembling and replacing the cutter, two wrenches must be used to replace it, so as to avoid damage to the transmission system or offset of the origin. 4.9 Drive Installation Improper installation environment or improper installation may cause damage to the drive or affect its normal function and service life! 4.9.1 Environmental conditions The drive installation environment must meet the following conditions: ● Ambient temperature: 0 ~+55℃ (the ambient temperature is 40℃~55℃, and the average load rate shall not exceed 80%) (non-freezing); ● Ambient humidity: below 90%RH (non-condensate); ● Storage temperature: -20℃ ~ 85℃ (non-freezing); ● Storage humidity: below 90%RH (non-condensate); ● Vibration: less than 4.9m/s2, impact: less than 19.6m/s2; ● Protection level 1: IP10; ● Elevation: below 1000m; ● Please install it in an installation cabinet free from sunlight and rain; ● Do not use this product near environments with corrosive and flammable gas such as hydrogen sulfide, chlorine, ammonia, sulfur, chlorinated gas, acid, alkali and salt, and combustible materials; 26 ● Please do not install it in an environment with high temperature, humidity, dust and metal dust; ● Place with no vibration. INSTALLATION 4.9.2 Overall dimensions of drive Screw hole Structure L(mm) H(mm) D(mm) L1(mm) H1(mm) D1(mm) SIZE A 50 160 173 40 150 75 Screw hole 2-M4 Locking torque (Nm) 0.6~1.2 27 INSTALLATION S/N 1 2 Name CN5 Analog monitoring signal terminal Nixie tube display 3 Key operator Uses When adjusting the gain, it is convenient to observe the signal state. Measuring instruments such as oscillograph can be connected through this terminal 5-digit 7-segment LED nixie tube is used to display the running state and parameter setting of servo Save the modification and enter the next menu Shift to the left from the current flash digit Long press: page turning when more than 5 digits are displayed Reduce the current flash digit setting Increase the current flash digit setting Switch function codes in turn 4 CHARGE Bus voltage indicator light 5 L1C, L2C Control loop power input terminals R, S, T main loop power input terminals P ⊕, ⊖ Servo bus terminal P⊕, D, C External braking resistor connection terminal 6 7 8 9 10 11 12 13 28 U, V, W Servo motor connection terminal ◒PEL grounding terminal CN2 Encoder connection terminal CN1 Control terminal CN3, CN4 Communication terminals Used to indicate that the bus capacitor is in a charged state. When the indicator light is on, even if the main loop power supply is OFF, the internal capacitor of the servo unit may still be charged; Therefore, do not touch the power terminal when the light is on to avoid electric shock. Refer to the rated voltage level of nameplate to input power supply of control loop Refer to rated voltage level of nameplate to input power supply of main loop DC bus terminal, used for multiple servo common DC buses By default, connect short wires between P ⊕-D. When external braking resistor is connected, remove the short wires to make open circuit between P⊕-D, and connect the external braking resistor between P⊕C. Connect servo motor U, V and W boxes Connect with power supply and motor grounding terminal for grounding treatment Connect with motor encoder terminal Ports for command input signals and other input and output signals They are connected in parallel, and connected with RS-232 and RS-458 communication instruction devices INSTALLATION 4.9.3 Installation requirements and precautions Installation requirements are as follows: ● Install vertically, with the front facing outwards and the top facing upwards, to ensure firm fixation (M4 screw: tightening torque of 0.6-1.2Nm); ● The connection distance from the upper computer is no more than 3m; ● Avoid drilling cuttings or other foreign bodies falling into the drive; ● Ensure that the drive is installed on non-combustible materials; ● The ground terminal of the drive must be well grounded. Precautions in installation: ● To ensure cooling by fans and natural convection, please refer to the following figure and reserve sufficient space around the servo drive. ● Please install a cooling fan at the upper part of the servo drive. In order not to cause local over-high ambient temperature of the servo drive, the temperature in the electric cabinet shall be kept uniform. ● When installing side by side, it is recommended to reserve a spacing of more than 10mm on both lateral sides (if limited by installation space, no spacing is allowed), and a spacing of more than 50mm on both longitudinal sides. Air outlet Air outlet More than 10mm Air outlet Air outlet More than 50mm 20mm More than 20mm More than More than 50mm Air inlet Air inlet Air inlet Vertically upward installation Air inlet 29 INSTALLATION 4.9.4 Operation panel description of drive Drive model and barcode Panel display Name General function MODE key Switch between various modes and return to the previous menu UP key Increase the flash digit value of LED nixie tube DOWN key Reduce the flash digit value of LED nixie tube SHIFT key SET key Change the flash digit of LED nixie tube View the high-order values of data with a length greater than 5 digits Enter the next menu Execute the commands such as storing parameter settings Example of panel operation: Servo status display Servo ready Parameter group display Intra-group offset display Parameter display Parameter setting is complete 30 INSTALLATION 4.9.5 List of drive function codes Function code Name Setting range Unit Factory value Setting mode H0d.20 731 alarm clear 0~1 1 0 Shutdown setting H02.02 Rotation forward direction selection 0~1 1 0 Shutdown setting 0- Not enable H05.56 Enable cutter reset 1- Enable the cutter reset - 0 Operation setting H05.57 Total cutter value setting 2~12 1 12 Energize again H05.65 Forward running clearance compensation -9000~9000 0.0001 turn of motor 0 Operation setting H05.66 Reverse running clearance compensation -9000~9000 0.0001 turn of motor 0 Operation setting H05.80 Transmission ratio of mechanical structure 1~65535 1 45 Energize again Setting of running speed and acceleration and deceleration time H11.14 Running speed of adjacent cutter positions 1~6000 1rpm 3000 Operation setting H11.15 Acceleration and deceleration time of adjacent cutter positions 0~65535 1ms 50 Operation setting H11.24 Changing speed of nonadjacent cutter positions 1~6000 1rpm 3000 Operation setting H11.25 Acceleration and deceleration of nonadjacent cutter positions 0~65535 1ms 50 Operation setting Display function code part H0B.03 Input signal monitoring 1~512 1 Display H0B.05 Output signal monitoring 1~256 1 Display 31 INSTALLATION 4.10 Electrical Connection Since there is a danger of high-voltage electric shock, the main power supply must be turned off and operated by professional personnel who have received electrical safety training and authorization! Note: Incorrect wiring may cause damage to the turret or machine tool! 4.10.1 General plan Power source Three-phase 220Vac Cable for servo drive analog monitoring Circuit breaker for wiring Used to protect the power cord, and cut off circuit when overcurrent. Noise filter Install the noise filter To prevent the external noise from the power cord Servo drive parallel multi-unit communication cable (S6-L-T01-0.3) Electromagnetic contactor Switch on/off servo power Please install the surge suppressor in use Braking resistor When the bus capacitor is insufficient, the P-C terminal shall be connected with an external braking resistor. Note 2 Servo drive PC communication cable (S6-L-T00-3.0) Note 1 Servo drive PLC communication cable (S6-L-T02-2.0) Servo drive input/output cable Servo motor encoder cable System grounding Cable for main circuit of servo motor Locking brake power source 24Vdc power, used when the servo motor has a locking brake Electromagnetic contactor Braking control signal, switch on/off the brake power Please install the surge suppressor in use Breakout board 32 INSTALLATION CN2 (2500-wire encoder) Pin Distribution Diagram of Servo Drive Terminal The above figure shows the pin arrangement of the drive terminal. 33 INSTALLATION Examples of braking resistor wiring and selection: Not connect to external braking resistor terminal Connect the braking resistor between P/+ and C and remove the short wires between P/+ and D Description of Correct Wiring of Braking Resistor and Examples of Incorrect Wiring Precautions for braking resistor wiring: ① Please do not connect the external braking resistor directly to the positive and negative P ⊕ and ⊖ of the bus, otherwise it will cause explosion and fire; ② When using the external braking resistor, please remove the short line between P ⊕ and D; otherwise, the brake pipe will be damaged by overcurrent; ③ The resistance value of external braking resistor shall not be less than the minimum allowable resistance value, otherwise it will cause 201 alarm or damage to the drive; ④ Please confirm that the braking resistor parameters H02.25, H02.26 and H02.27 have been set correctly before using the servo; ⑤ Please install external braking resistor on incombustible materials such as metal. 4.10.2 Specifications of drive wiring Screw Dimension Drawing of Drive Terminal Block 34 INSTALLATION Structure X(mm) SIZE A 6.8 Y(mm) 7.6 Data related to drive terminal block Main circuit terminal Z(mm) Screw Locking torque (Nm) 6.3 M3 0.4~0.6 combination screw 600P series drive current specification Rated input current (A) Rated output current (A) 7.9 (single-phase) /3.7 5.5 (three-phase) Drive model IS600P□□□□I SIZE A PE grounding terminal Screw size Locking torque (Nm) M4 0.6~1.2 S5R5 Maximum output current (A) 16.9 Recommended cable and model for main circuit of 600P series drive Drive model IS600P□□□□I L1C、L2C R、S、T P⊕、C U、V、W SIZE A S5R5 18AWG 16AWG 16AWG 16AWG (0.82mm2) (1.31mm2) (1.31mm2) (1.31mm2) Recommended lugs for main circuit of 600P series drive Drive model IS600P□□□□I L1C、L2C R、S、T P⊕、C U、V、W SIZE A S5R5 TVR 1.25-3 TVR 1.25-3 TVR 1.25-3 TVR 1.25-3 TVS 1.25-3 TVS 1.25-3 TVS 1.25-3 TVS 1.25-3 Lug model 1.25-3 1.25-4 TVR series 2-3M 2-4 5.5-3 5.5-4 TVS series 1.25-3 1.25-4W 2-3W 5.5-3 5.5-4 D(mm) 4.0 4.0 4.5 4.5 6.3 6.3 4.0 4.0 4.5 6.3 6.3 Lug size and appearance d2(mm) B(mm) 3.7 5.5 4.3 8.0 3.7 6.6 4.3 8.5 3.7 9.5 4.3 9.5 3.2 4.3 3.7 3.2 4.3 PE 14AWG (2.09mm2) PE TVR 2-4 Lug appearance diagram 5.7 7.2 6.2 7.3 8.2 35 INSTALLATION 4.10.3 Size and installation of breakout board The breakout board shall be installed with standard 35mm card-track. 4.10.4 Installation and connection of absolute encoder battery box Step 1 Step 2 Installation Diagram of Absolute Encoder Battery Box 36 Step 3 INSTALLATION Wiring Diagram of Absolute Value Encoder Battery Box Description of absolute value encoder battery information Rating Item and unit Condition Minimu Typical Maximu m m External battery voltage (V) 3.2 3.6 5 During standby operation Circuit fault voltage (V) 2.6 During standby operation Battery alarm voltage (V) 2.85 3 3.15 Battery consumption circuit 2 During normal operation (uA) Battery consumption circuit 10 During standby operation, (uA) the shaft is stationary Ambient temperature of the -60 85 battery (°C) Note: The above values are measured at the ambient temperature of 20℃. 4.10.5 Motor installation environment ● Operating ambient temperature: 0 ~+40℃ (non-freezing); ● Operating ambient humidity: 20%~90%RH (non-condensate); ● Storage temperature: -20℃~60℃ (maximum temperature guarantee: 80°C for 72 hours); ● Storage humidity: 20%~90%RH (non-condensate); ● Vibration: less than 49m/s2, impact: less than 490m/s2; 37 INSTALLATION ● Altitude: below 1000m; Derated if above 1000m; ● Do not use this product near environments with corrosive and flammable gas such as hydrogen sulfide, chlorine, ammonia, sulfur, chlorinated gas, acid, alkali and salt, and combustible materials; ● In the case of grinding fluid, oil mist, iron powder, cutting fluid, etc., please select the model with oil seal; ● Places away from heat sources such as stoves; ● Do not use the motor in a closed environment. Closed environment will lead to high temperature of motor and shorten its service life. 4.10.6 Instructions for drive wiring ● Input power: power of 1.4KVA; Control loop: for single-phase AC220-240V, 50/60Hz±5%; Rated current (220V): 0.2A; Main loop: for threephase AC200-240V, 50/60Hz±5%; Rated current (220V): 3.7A; ● I/O signal: PNP/NPN, DC24V, input current 5mA; Maximum output current: 10mA (the load shall not be a relay); ● Be sure to install a qualified non-fuse circuit breaker that meets IEC standard or UL certification during input power supply and driving. The breaking capacity of the circuit breaker is below 5000Arms, and the rated current of the circuit breaker is 6A when the three-phase voltage is 200V; ● Confirm the wiring according to the wiring diagram, do not connect unused signals, and unused terminals shall not be used as relay terminals; ● The wiring shall be made within 3 meters from the upper computer and within 20 meters from the encoder. Please try to connect with the shortest length when wiring; ● Please keep the distance between the power lines (the high-voltage loop of the power cord, motor wire, etc.) more than 30cm from the signal line, and do not place them in the same wiring trough; ● The output terminals U, V and W of the drive must be connected to the motor winding one by one, otherwise it will cause the motor anomaly; the input power cord shall not be connected to the output terminals U, V and W, otherwise it will cause damage to the drive; ● The drive and shielded wire must be reliably grounded; ● No capacitor, over-voltage absorber and noise filter shall be installed at the output of the drive; ● Generally, no external braking resistor is required; ● To prevent accidental action, emergency stop switch shall be set to ensure safety; ● There shall be no virtual welding, short circuit of solder joint/wire and incorrect pin position in each joint, and the screws must be tightened; ● There shall be no cable damage, pulling, heavy pressure, excessive bending, etc., and the bending radius of the cable shall be more than 10 times the outer diameter of the cable itself; ● Do not turn on the main power supply before wiring is completed to prevent electric shock; ● Do not touch the power terminal before the CHARGE indicator light goes out, and then check it. 38 INSTALLATION 4.10.7 Description of breakout board pin Cutter number output 1 (P1) Cutter number output 2 (P2) Cutter number output 3 (P3) Cutter number output 4 (P4) Servo anomaly (ALM) Positioning completed (INP) Standby terminal Common input terminal (SI-COM) Common output terminal (SOCOM) Mode switching (MDC) Trigger/return to zero (PTRG) Cutter number input 4 (POS4) Cutter number input 3 (POS3) Cutter number input 2 (POS2) Cutter number input 1 (POS4) Servo enable (SON) ● CN1 is the control signal connection terminal, which is connected to the I/O port of the system, and the driving side is a 44-pin bonding wire hole seat; ● The shielding wires of control signal cable and encoder cable shall be connected with the metal shell of the plug; ● Do not connect unused pins and do not use them as relay terminals. Common termination method: ① The output of the system is at low level and the input is at high level: 44 pins (output common terminal) and 47 pins (input common terminal) are connected to the system +24V, and 50 pins (standby terminal) are connected to the system 0V; 39 INSTALLATION ② The system output and input are at high level: 44 pins (common output terminal) are connected to system +24V,47 pins (common input terminal) are connected to system 0V, and 50 pins (standby terminal) are not connected; ③ The system output and input are at low level: 44 pins (common output terminal) are connected to the system 0V,47 pins (common input terminal) are connected to the system 24V, and 50 pins (standby terminal) are not connected. 4.10.8 Anti-interference countermeasures of electrical connection To suppress interference, please take the following measures: ① Use the shortest connecting cable for command input and encoder wiring. ② Use thick wires for grounding as much as possible. (2mm2 or above) ● It is recommended to use D type or above for grounding (the grounding resistance value is below 100Ω). ● It must be grounded at one point. ③ Please use a noise filter to prevent radio frequency interference. Please install a noise filter at the input side of the power cord when it is used in a civil environment or in an environment with strong power interference noise. ④ To prevent misoperation caused by electromagnetic interference, the following treatment methods can be adopted: ● Install the superior device and noise filter near the servo drive as much as possible; ● Install surge suppressor on the coils of relay, screw tube and electromagnetic contactor; ● When wiring, please separate the strong current line from the weak current line, and keep an interval of more than 30cm. Do not put them in the same pipe or bundle them together; ● Do not share power supply with electric welding machine, electric discharge machining equipment, etc. When there is a high frequency generator nearby, please install a noise filter on the input side of the power cord. Examples of anti-interference wiring: The main circuit of this servo drive adopts "Highspeed switching elements". This may cause switching noise to affect the normal operation of the system, depending on the difference between the peripheral wiring and grounding treatment of servo drive. Therefore, correct grounding method and wiring treatment must be adopted, and noise filters must be added when necessary. Servo drive Noise filter More than 3.5mm2 More than 3.5mm2 2 More than 2.0mm Connect to earth Connect to floor Examples of anti-interference wiring 40 INSTALLATION Note: ● Please use a thick wire of more than 3.5mm2 as far as possible for the outer box connection wires used for grounding. (braided copper wire is recommended) Grounding treatment: ① Grounding of servo motor housing Please connect the grounding terminal of servo motor with the grounding terminal PE of servo drive, and reliably ground the PE terminal to reduce the potential electromagnetic interference. ② Grounding of power shielding layer Please ground the shielding layer or metal conduit in the main circuit of the motor at both ends. It is recommended to adopt crimping method to ensure good lap joint. ③ Grounding of servo drive The grounding terminal PE of the servo drive shall be reliably grounded, and the fixing screws shall be tightened to keep good contact. 4.10.9 Precautions in cable use ① Do not bend or strain the cable. As the diameter of the core wire of the signal cable is only 0.2mm or 0.3mm and it is easy to break it, please pay attention when using it. ② When the cables need to be moved, please use flexible cables, since ordinary cables are prone to damage after long-term bending. The low-power motor's cable cannot be used for cable movement. ③ When using the cable protection chain, please ensure that: ● The bending radius of the cable is more than 10 times of the outer diameter of the cable; ● Do not fix or bundle the wiring in the cable protection chain, only bundle the two immovable ends of the cable protection chain; ● Do not wind or twist the cable; ● The duty factor in the cable protection chain shall be below 60%; ● Do not mix cables with different shapes during wiring, to prevent thin wires being pressed and broken by thick wires. If it is required to mix cables, please set a partition device among the cables. Cable towing chain Cable Terminal part of cable Schematic Diagram of Cable Protection Chain 41 INSTALLATION 4.11 Hydraulic Pressure System Hydraulic Diagram of Turret: G: not included in the shipping standard Recommended selection of tubing length and tubing diameter Turret model TCSDY80H ≤6m 8 Length >6m 10 Function list Turret lock Turret unlock Electromagnet a Electromagnet b + + Specifications of hydraulic oil Working pressure of hydraulic 3.5±0.2 oil (MPa) Grade of filter paper (µm) 20 Viscosity of hydraulic oil 32~46 (mm2/s) Recommended operating 25~55 temperature of hydraulic oil (°C) Note: When the locking sound of the turret is loud due to the excessive locking speed of the fluted disc, the locking speed can be controlled by adjusting the flow of the throttle valve to reduce the locking sound. 42 INSTALLATION Hydraulic Diagram of Y Axis Brake G: not included in the shipping standard Function list Electromagnet a Y axis auxiliary + brake clamping Y axis auxiliary brake loosening YC1: ① Can be used when the Y-axis is moving alone (not in conjunction with other axes) and provide some auxiliary damping to improve milling effect; ② Can be used in conjunction with YC2 when the Y-axis is not moving; ③ May not be used if there are other reasons; ④ When the working pressure is 3.5~4.5Mpa, the damping may rise along with the increase of the pressure. YC2: ① Used when the Y axis is not moving to provide auxiliary clamping, which can produce a larger clamping force and significantly improve the rigidity of the Y axis; ② May not be used when Y axis load is slight; ③ Can not be used during frequent start/stop (e.g. in hand pulse condition) due to slight hysteresis delay in the hydraulic system; ④ When the working pressure is ≤3.5Mpa, the clamping force may rise along with the increase of the pressure, and over high pressure may cause Y axis damage; ⑤ There may be a small amount of lubricant extrusion on the rear guide surface when you use it for the first time or use it again after a lengthy shutdown, which is a normal phenomenon. 43 WORKING PRINCIPLE 5. Working Principle 5.1 Overview First, under the action of oil pressure, the piston pushes the fluted disc off, then the cutter head is indexed by the reduction gear driven by the servo motor to complete the rough positioning, and finally, under the action of oil pressure, the piston makes the fluted disc engage and clamp, and the cutter head realizes the fine positioning and cutter replacement. The turret has two working modes, namely, return-to-zero and automatic. Return-to-zero mode: It must only be performed once in the following situations, for the drive to determine the position of cutter number 1. ① Power on for the first time to run in after wiring; ② Replace or reinstall the servo motor; ③ Replace the drive; ④ Reinstall or replace any gear; ⑤ During the cutter replacement, it is suddenly powered off and does not turn to the working position; ⑥ During the cutter replacement, a collision occurs, and the cutter head is out of position. Automatic mode: It is used to realize the function of automatic cutter selection nearby. Cutter head #1 cutter-to-cutter point 44 WORKING PRINCIPLE 5.2 Work Flow Chart 5.2.1 Return-to-zero Flow Chart Start the machine tool Lock the solenoid valve to obtain power and unlock the turret Start returning to zero Whether the turret is locked at #1 cutter position No Electromagnetic valve is working to unlock the turret Yes The system gives the mode signal MDC Manually move the cutter head to the position of #1 cutter Delay by 0.5s The system gives the trigger signal PTRG Note: Aligned with #1 cutter-tocutter point Delay by 0.5s The system stops outputting the mode and trigger signals The electromagnetic valve is working to lock the turret The drive outputs the #1 cutter position signal Note: This function is the same as setting parameter H05.56 to 1 by Inovance Drive Return-to-zero completed 45 WORKING PRINCIPLE 5.2.2 Flow chart for cutter replacement of Middle Y Axis Power Turret Start the machine tool Lock the solenoid valve to obtain power and unlock the turret Start replacing the cutter Locate the cutter drive 1. Whether there is any signal from the directional proximity switch 2. Whether there is a signal for the completion of spindle servo location No The cutter output by the system is not located, resulting in an alarm Yes Lock the solenoid valve to lose power; Unlock the solenoid valve to obtain power; Servo enable (son), Target cutter number output (pos1-4) No The system detects whether there is any signal when the proximity switch is unlocked T1 delay is 0.1s by default Yes The system gives the trigger signal (ptrg) T2 delay is 0.3s by default 46 The cutter output by the system is not unlocked, resulting in an alarm WORKING PRINCIPLE No Check whether the drive output is consistent with the target cutter number Yes Judge whether there is any positioning completion signal No The turret cutter number output by the system is inconsistent, resulting in an alarm Yes Unlock the solenoid valve to lose power; Lock the solenoid valve to obtain power; The system detects whether there is any signal when the proximity switch is locked T5 delay is 0.1s by default No The turret output by the system is not locked, resulting in an alarm Yes Clear the output of servo enable, target cutter number and trigger End of cutter replacement 47 WORKING PRINCIPLE 5.3 Cutter Number Truth Table 5.3.1 Enter the drive cutter number (system target cutter number) Cutter number Cutter number input 1 Cutter number input 2 Cutter number input 3 Cutter number input 4 1 0 2 1 3 0 4 1 5 0 6 1 7 0 8 1 9 0 10 1 11 0 12 1 0 0 1 1 0 0 1 1 0 0 1 1 0 0 0 0 1 1 1 1 0 0 0 0 0 0 0 0 0 0 0 0 1 1 1 1 5.3.2 Drive output cutter number Cutter number Cutter number output 1 Cutter number output 2 Cutter number output 3 Cutter number output 4 48 1 1 2 0 3 1 4 0 5 1 6 0 7 1 8 0 9 1 10 0 11 1 12 0 1 1 0 0 1 1 0 0 1 1 0 0 1 1 1 1 0 0 0 0 1 1 1 1 1 1 1 1 1 1 1 1 0 0 0 0 Outp ut Positioning completed (INP) Cutter number output Lock the proximity switch Unlock the proximity switch Locate the cutter’ s proximity switch Cutter number input Trigger/return to zero (PTRG) Servo enable (SON) Mode switching (DC) Turret locking valve Turret unlocking valve # 1 cutter (T1) Locate the cutter drive # 2 cutter (T2) # 2 cutter (T2) Locate the cutter drive # 1 cutter (T1) # 12 cutter (T12) # 1 cutter (T1) Indexing motor Return-to-zero mode WORKING PRINCIPLE 5.4 Control Sequence Diagram of Middle Y Axis Power Turret 49 ADJUSTMENT AND CORRECTION 6. Adjustment and Correction 6.1 Calibrate the Turret on the Machine Tool Platform ① The machining center of the turret shall be the same height as the spindle center (center height H of turret, please refer to the following Table). Turret model Center height H (mm) TCSDY80H 165±50 ② Assemble the turret and saddle according to the locating pins. ③ Lock the turret and unlock the fixing bolts of the box. ④ As shown in the figure below, align the turret with the Y and Z axis of the machine. ⑤ Lock the bolts according to the rated locking torque. Spindle Machine tool platform 50 ADJUSTMENT AND CORRECTION 6.2 Calibration of power mechanism Bolt Bevel gear housing Calibration method of turret power output mechanism: ① Remove the cutter number plate; ② Remove the cover; ③ Pull out the cylindrical pin, and slightly loosen the fixing bolts of the bevel gear housing; ④ Calibrate the bevel gear housing: rotate the binding slot to a position perpendicular to the front end of the cutter head, insert it into the cutter holder, rotate the bevel gear housing slightly so that the upper and lower clearances A and B between the binding slot and the handle are consistent, use a stopper to check the upper and lower clearances A and B between the slot and the handle with a feeler gauge, and the difference shall be less than 0.02; ⑤ Lock the bolts, and recheck the consistency between A and B. 51 ADJUSTMENT AND CORRECTION 6.3 Calibration of cutter head Inaccurate cutter head calibration will result in binding clamping problem, directly or indirectly causing bearing damage. Cylindrical pin Bolt Special tooling X axis Calibration method of cutter head after the center height of the turret is subject to displacement when a collision occurs: ① Remove the cutter number plate; ② Take down the cover and bevel gear housing; ③ Pull out the cylindrical pin with the pin puller, and loosen the bolts slightly (the oil pressure must be turned off in this step); ④ Install the special tooling to the position as shown in the figure, and open the hydraulic locking turret after locking the bolts (M8); ⑤ Calibrate the parallelism of the cutter head and X axis. If it still cannot be calibrated to be parallel, it means the fluted disc is shifted too much and shall be reset; ⑥ Lock the bolts and install the cylindrical pin (if the pin hole has been deformed or the fluted disc has been shifted during the collision, then do not install the cylindrical pin, but lock the bolts only); ⑦ Remove the special tooling and install the bevel gear housing, cover and cutter number plate in turn. 52 ADJUSTMENT AND CORRECTION 6.4 Replacement of water outlet valve element M3 auxiliary hole Water outlet valve element M6 set screw Water outlet block Sealing ring Spring Troubleshooting method of water outlet valve: ① Hydraulically release the cutter head; ② Remove the M6 set screw; ③ Screw bolts in the M3 auxiliary holes and pull out the water outlet block; ④ Check whether the water outlet valve element, sealing ring and spring are damaged; ⑤ Replace damaged parts; ⑥ Install the water outlet block; ⑦ Hydraulically lock the cutter head; ⑧ Lock the water outlet block bolts. 53 MAINTENANCE 7. Troubleshooting Troubleshooting Symptoms No disengagement of the fluted disc Cutter head does not work No locking signal The system displayed cutter number is not consistent with the indicated cutter number Coolant leakage Coolant does not flow or the flow is too small After the cutter head is properly locked Incorrect center height Power mechanism displacement Power cutter does not work Box displacement Oil leakage Y-axis does not move Too large back clearance of Y axis Drive alarm 54 Possible causes The solenoid valve does not operate Solenoid valve damaged Power cutter interface is not located Quasi-stop sensor piece or quasi-stop proximity switch position Incorrect Quasi-stop proximity switch damaged Drive anomaly Locking proximity switch out of place or loosened Locking proximity switch damaged The turret is not in the required state when returning to zero The turret is not in the required state when returning to zero No return-to-zero operation is executed Cooling valve element or seal ring damaged Elimination methods Check the solenoid valve control circuit Replace the solenoid valve Re-locate the cutter interface Adjust the quasi-stop sensor piece or quasi-stop proximity switch Replace quasi-stop proximity switch Remove the alarm and restart Re-adjust or fix the proximity switch Replace the locking proximity switch Return to zero again Return to zero again Execute return-to-zero operation Coolant passage is blocked Replace cooling valve element or sealing ring Clear coolant passage; remove coolant valve element if necessary Collision See 6.3 Calibration of cutter head Collision See 6.2 Calibration of power mechanism Replace damaged parts Replace damaged parts Power drive motor damaged Gears, bearings damaged Collision Sealing ring damaged Flexible coupling is not installed properly (direct connection) Synchronous pulley not installed properly (synchronous belt connection) Y axis motor damaged Auxiliary brake is not loosened when Y axis is moving Screw or bearing damaged / Re-align the turret and fix it Replace the sealing ring Reinstall Reinstall Replace the motor Loosen auxiliary brake in advance Replace the screw or bearing See the appendix. MAINTENANCE 8. Maintenance ① Before any maintenance, please turn off all power sources or use the emergency switch of the machine; ② Switch the motor protection switch to the OFF position; ③ Before any maintenance, please complete the cleaning work first. 8.1 Maintenance Period Item Lubrication of each part Hydraulic oil Update of all sealing rings Check interval 2000 working hours 4000 working hours 5 years 8.2 Lubrication 8.2.1 Lubrication of turret gearbox Middle Y Axis Power Turret has been lubricated and sealed when the gearbox is generally assembled. In case of lack of oil, fill the 46# anti-wear hydraulic oil through the filler until above the centerline of the oil immersion lens; If the internal lubricating oil needs to be replaced, pull out the oil port plug to drain the original lubricating oil, and then install the plug. Oil filler Oil port 55 MAINTENANCE 8.2.2 Lubrication of cutter holder Apply lubricating oil to the cutter holder before its use, so as to facilitate disassembly and assembly. 8.2.3 Lubrication of bearing and sealing ring Element name Bearing Sealing ring Operation mode Fill 1/3 of the bearing space Fill all the space of the sealing ring 8.3 Hydraulic pressure and coolant 8.3.1 Hydraulic oil ① Check the capacity of hydraulic oil in the oil tank; ② Check all pipelines for oil leakage; ③ Check whether the hydraulic pump and solenoid valve operate properly; ④ Check whether the hydraulic oil pressure is sufficient. 8.3.2 Cutting fluid or coolant ① Check the capacity of cutting fluid or coolant; ② Check all pipelines for leakage; ③ Check whether the water pump and solenoid valve operate properly; ④Check whether the cutting fluid or coolant pressure is sufficient. 8.4 Oil Product Specification 8.4.1 Lubricating oil ① Please turn off all power sources before any maintenance; ② Use lubricating oil with quality not lower than the national standard to ensure the stability and service life of the system; 56 SCRAP DISPOSAL ③ Avoid mixing lubricating oil with the following substances: Polygycol, methyl phenyl silicone oil, PFAE, polyurethane; ④ Check and replenish lubricating oil every 2000 working hours. 8.4.2 Hydraulic oil ① Please turn off all power sources before any maintenance; ② It is recommended to use 46# national standard hydraulic oil to ensure the stability and service life of the system; ③ Add the correct amount of oil into the oil tank according to the amount of oil specified by the machine tool manufacturer; ④ If the type of hydraulic oil is to be changed, please contact the machine tool manufacturer. 8.5 Update of Sealing Ring The sealing ring of Middle Y Axis Power Turret shall be completely updated every five years. Please contact TCSM for information about maintenance. 9. Scrap Disposal ① Disassemble the parts of the turret, take out all the seals, and clean the oil stain; ② All parts shall be classified according to materials, and treated or recycled according to local resource recycling methods. Note: Improper disposal may cause harm to the environment! Appendix: Elimination of Drive Alarm 1. Anomaly Alarm Description When ER is displayed on the two leftmost LEDs of the drive, it indicates that the drive cannot work properly at present. Users can continue to operate the drive according to the normal procedure after troubleshooting according to the countermeasures in the following section. If the anomaly alarm still cannot be cleared, please contact the dealer or manufacturer for further treatment. When an anomaly alarm occurs, the LED displays as shown in the figure below: Display Name Current warning code Description Er: There is a fault or warning in the servo drive 941: Warning code 57 APPENDIX: ELIMINATION OF DRIVE ALARM 2. Anomaly Elimination Countermeasure Appendix: Elimination of Drive Alarm Anomaly alarm number Er.136 Anomaly alarm description Failure to connect encoder Elimination countermeasure 1. Plug and unplug both sides of encoder cable (motor side and drive side) and then power on again; 2. If countermeasure 1 fails, replace the motor or encoder cable. Alarm clearing mode Power on again 1. Disconnect the UVW cable, and replace the drive if the drive still gives an alarm after power-on again; Er.200 Overcurrent 2. If the drive does not give an alarm after power-on again on the basis of countermeasure 1, Power on again first reduce the cutter replacement speed and the acceleration and deceleration, and if there is no effect, change the motor or power cable. 1 Reduce cutter replacement speed and acceleration; Er.234 Runaway 2. If countermeasure 1 fails, replace the motor or encoder cable. 1. Change H05.56 to 1, wait for 3 seconds and restart the drive; Er.258 Cutter deviates from the correct position 2. Manually run to the first cutter position to reset the cutter; Power on again Power on again 3. Manually run to the next cutter position. 1. Check whether the mechanical part is stuck; 2. Check whether the forward and reverse clearance compensation is set reasonably; Er.630 Motor running fault 3. Check whether the UVW line of the motor is connected in sequence; Power on again 4. Check whether the motor power cable is broken, and change the cable for verification; 5. Replace the motor. 1. Make sure the encoder battery is connected; 2. Set H0D.20 to 1, and then restart the drive; Er.731 3. Please unplug the cable again; Power supply failure of encoder battery 4. Test whether the battery is lower than 3V; if so, replace the encoder battery; Power on again 5. Replace the encoder cable; 6. Replace the motor or drive. Er.740 58 1. Plug and unplug both sides of encoder cable (motor side Encoder interference and drive side); fault 2. Replace the motor or encoder cable. Power on again APPENDIX: ELIMINATION OF DRIVE ALARM Er.941 The change parameters shall take 1. Power on again effect after power on again Power on again Er.A14 DI cutter number combination input 1. Check whether the cutter number command given by the exceeds the total system exceeds the value of H05-57; cutter number set for H05-57 No need to power on again Er.A15 Cutter replacement timeout fault Power on again Check whether the hydraulic valve is locked and whether the machinery is locked 1. Check whether the mechanical part is stuck; Er.b00 2. Check whether the UVW line of the motor is connected in The motor position is sequence; out of tolerance 3. Check whether the motor power cable is broken, and change the cable for verification; Power on again 4. Replace the motor or encoder cable. 59 南 京 赞 钢 机 电 有 限 责 任 公 司 NANJING PRASTEEL INDUSTRIAL CO., LTD. Add: 903, Mingfa Financial Center, No. 11 Pukou 地址:江苏省南京市浦口区浦口大道 11 Avenue, Pukou District, Nanjing 211800 P.R China 号明发新城金融中心 903 電話:+86 25 8496 2927 Tel: +86 25 8496 2927 邮箱 :roger@prasteel.com E-mail :roger@prasteel.com 网址: www.prasteel.com Web: www.prasteel.com The company reserves the right to change or discontinue the specifications. In case of inconsistency between the specifications and the actual machine, the actual machine shall prevail. 2023.01