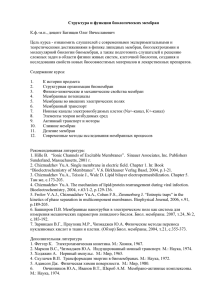
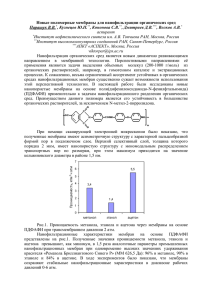
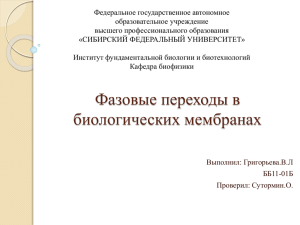
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОЛИАМИДНЫХ МЕМБРАН Михалькова В.А., Чижова Л.А. Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых Владимир, Россия MANUFACTURING TECHNOLOGY OF POLYAMIDE MEMBRANES Mikhalkova V.A., Chizhova L.A. Vladimir State University named after Alexander G. and Nicholas G. Stoletovs Vladimir, Russia АННОТАЦИЯ В данном курсовом проекте рассмотрена технология производства полиамидных мембран. В первом разделе произведён выбор исходного сырья и метода переработки, представлены физико-химические основы процесса, нормы технологического режима и их контроль, виды брака и способы его устранения. Во втором разделе представлены расчеты основного оборудования и выбор вспомогательного оборудования. В третьем разделе представлено экологичности данного производства. обоснование безопасности и ВВЕДЕНИЕ Насущной задачей ряда отраслей промышленности является обеспечение высокого качества получаемых изделий. Решение поставленной задачи базируется на технологиях, содержащие в своей основе особо чистые технологические среды. Для этой цели в последние годы широко применяются баромембранные процессы – обратный осмос (ОО), ультрафильтрация (УФ) и микрофильтрация (МФ). Главной особенностью этих методов является наличие полупроницаемой мембраны, обладающей преимущественной проницаемостью по определённым компонентам разделяемой смеси. Баромембранные процессы осуществляются под действием перепада давлений. Под влиянием движущей силы, т.е. приложенного давления, растворитель и молекулы некоторых растворенных веществ проникают через мембрану, тогда как другие молекулы или частицы в различной мере задерживаются мембраной (точнее не проходят через нее) [1]. Микрофильтрация — наиболее изученный процесс, при котором используются мембраны с диаметрами пор от 0,1 до 10 мкм. В промышленности этот процесс используется для стерилизации, т.е. для удаления жизнеспособных микроорганизмов (например, бактерий и дрожжевых клеток) из водных растворов. Микрофильтрация также используется для выделения неживых частиц из водных и неводных суспензий. Поскольку мембраны для микрофильтрации имеют большие поры, они оказывают относительно малое сопротивление потоку, и для создания движущей силы достаточно низкого давления (≈ 0,22 МПа). Высокая пористость микрофильтрационных мембран обусловливает также необходимость применения низкого давления, поскольку такие мембраны подвержены растяжению под действием давления [2]. Характеристика готовой продукции Полимерные микрофильтрационные мембраны ММК на основе полиамида ПА-6 представляют собой гидрофильные пористые пленки белого цвета, имеющие однородную структуру, без видимых дефектов и повреждений. По химическому составу полимерный материал соответствует формуле элементарного звена: [- HN (CH2)5CO-]n , где n– степень полимеризации. Мембрана ММК предназначена для осветляющей и стерилизующей фильтрации жидких сред в пищевой, фармацевтической, медицинской и электронной промышленности. Мембрана выпускается в виде рулонов шириной от 0,26 до 0,35 м. В рулон наматывается не менее 20 м мембраны сплошной лентой. Таблица 1 – Ассортимент продукции Изделие Сырье ММК – 010 ММК – 020 ММК – 045 ММК – 065 ММК – 080 ММК – 100 ММК – 120 ММК – 200 ММК – 300 Полиамид ПА-6 Размеры пор, мкм Масса одного погонного метра, г 0,10 0,20 0,45 0,65 0,80 1,00 1,20 2,00 3,00 12-15 Марка мембраны, отражающая микронный рейтинг, определяется по значению точки пузырька и удельной производительности. Основные свойства выпускаемых мембран приведены в таблице 2. Таблица 2 – Основные свойства мембран марок ММК НаименоЗначение по маркам вание ММК ММК- ММК ММК ММК ММК показа-010 020 -045 -065 -080 -100 телей 1. Произ10 18 35 80 120 160 водительность по дист. воде при 0,1 МПа (1 атм), см3/см2∙мин, не менее 2. Точка 0,480 0,370 0,240 0,160 0,120 0,100 ММК -120 ММК -200 ММК300 200 250 300 0,080 0,065 0,058 проскока пузырька воздуха, МПа (атм), не менее 3. Потенциал течения, мВ, не менее 4. Внешний вид 5. Толщина, мкм 6. Размер пор, мкм (4,80) (3,70) (2,40) (1,60) (1,20) 10,0 (1,00) (0,80) (0,65) (0,58) Не регламентируется Пористая пленка белого цвета без видимых дефектов: отверстий, царапин, складок. Допускаются оптические неоднородности, не влияющие на характеристики мембраны (точку пузырька и производительность). 80÷150 0,10 0,20 0,45 0,65 0,80 1,00 1,20 2,00 3,00 Обоснование выбора сырья и композиций Для получения мембран могут быть использованы все виды природных, искусственных и синтетических материалов –от неорганических (керамика, стекла или металлы) до органических (все виды полимеров). Основным принципом структурного модифицирования получение требуемой структуры процессу разделения. Для этих материалов является мембраны, соответствующей данному пористых ультра-фильтрационных и микрофильтрационных мембран выбор материала, как правило, не определяет напрямую характеристики разделения, потому что главным фактором для частиц молекулярного размера является размер пор или распределение пор по размерам. В промышленных масштабах в качестве полимеров для получения микро-и ультрафильтрационных мембран широко используются триацетат целлюлозы, полисульфон и полиэфирсульфон, полиамид-6, поливинилиденфторид, характеристики которых приведены в таблице 3. Таблица 3 – Сравнительная характеристика полимерных материалов Полимер Рабочий Максимальная Химическая Возможность диапазон температура стойкость стерилизации рН эксплуатации, паром ℃ Триацетат 2-8 30 Низкая Нет целлюлозы Полисуль1-12 170 Высокая Есть Отношение к воде Гидрофильный Гидро- фон Полиэфирсульфон Полиамид-6 Поливинилденфторид 1-14 200 Высокая Есть 2-11 120 Средняя Есть 1-13 160 Средняя Есть фобный Гидрофобный Гидрофильный Гидрофобный Основными требованиями, применяемыми к микрофильтрационным мембранам, являются достаточно широкий рабочий диапазон рН, достаточно высокая температура эксплуатации, возможность стерилизации и химическая стойкость. Кроме того, немаловажным показателям является отношение полимера к воде, так как гидрофобные мембраны подвержены более сильному загрязнению органическими веществами и бактериями, по сравнению с гидрофильными мембранами. По результатам сравнения свойств полимеров по таблице 3, в качестве материала для создания мембран решено было использовать полиамид-6. Этот полимер обладает ценным комплексом свойств, присущего классу найлонов, – прочностью и эластичностью, термостабильностью, стойкостью к действию большинства органических растворителей, смачиваемостью и устойчивостью к щелочному гидролизу, благодаря чему занимает лидирующую позицию в производстве мембран с высокой производительностью фильтрации и хорошими механическими характеристиками. Кроме тогополиамид-6 является достаточно дешевым сырьем. Хорошими растворителями алифатических полиамидов являются жидкие алифатические кислоты (муравьиная, уксусная, пропионовая), фенолы, крезолы и их галогенизированные производные, неорганические кислоты (соляная, серная, фосфорная), насыщенные водные или спиртовые растворы растворимых в спирте солей, таких как хлорид кальция, хлорид магния и лития, гидроксильные растворители, включая галогенизированные спирты [4]. Полиамид-6 хорошо растворяется в крезолах, фенолах, муравьиной, уксусной и пропионовой кислотах. Таблица 4 – Сравнительная характеристика растворителей Растворител Формула Вязкость, Массовая Темпераь сП доля тура Температура Класс опасност (25 ℃) м-крезол ОН-(С6Н4)-СН3 12,9 воды, %, не более 0,5 Фенол С6Н5-ОН 8,8 0,03 181,84 79 СН3СН2СООН 1,02 0,3 141 54 НСООН 1,16 0,05 100,7 60 СН3СООН 1,125 0,05 118,1 39 перечня выберем растворитель Пропионовая кислота Муравьиная кислота Уксусная кислота Из представленного приготовления выше формовочного раствора, кипения, ℃ 202 вспышки, ℃ 82 ориентируясь на и 2 класс; 0,5-1,5 мг/м³ 2 класс; 0,3 мг/м3 3 класс; 20 мг/м³ 2 класс; 0,2 мг/м3 3 класс; 5 мг/м3 для следующие показатели: температуры кипения и вспышки, класс опасности, ограничение по массовому содержанию воды, вязкость при 25 ℃. По вязкости наиболее подходящими являются органические кислоты, так как их вязкость не превышает 1,16 сП, из них наибольшей температурой вспышки обладает муравьиная кислота, а значит, она представляет наименьшую опасность взрыва при нагревании, на этом основании выберем её в качестве растворителя. Характеристика сырья Полиамид-6 – один из наиболее известных полиамидов; характеризуется высокой износостойкостью и механической прочностью, например прочность при изгибе ~ 90 МН/м2, или ~ 900 кгс/см2, ударная вязкость 150-170 кДж/м2, химически стоек, устойчив к действию большинства растворителей, растворяется только в концентрированной серной и муравьиной кислотах, фторированных спиртах; физиологически безвреден, в организме человека рассасывается медленно. При комнатной температуре и нормальной влажности воздуха поликапроамид поглощает 2-3 % влаги (максимально до 12 %) [5]. Муравьиная кислота доступна в различных концентрациях и с различной степенью чистоты. Обычно содержит около 88% кислоты. Чаще всего встречаются препараты с более низким содержанием кислоты, а именно от 25 до 50%. Муравьиную кислоту, чистота которой превышает 99%, можно получить из разбавленного водного раствора путем двухступенчатой перегонки с применением масляной кислоты. При первой перегонке удаляется основная масса воды; остаток содержит приблизительно 77% кислоты. Его перегоняют с 3 - 6-кратным количеством масляной кислоты в виде азеотропной смеси. При вскрытии контейнеров с муравьиной кислотой следует соблюдать осторожность. Если кислота хранится в течение длительного времени, то в результате разложения в сосуде может образоваться значительное давление. При комнатной температуре муравьиная кислота медленно разлагается на воду и окись углерода [6]. Данные, характеризующие исходное сырьё, материалы, полупродукты и энергоресурсы, используемые при получении микрофильтрационных мембран, приведены в таблице 5. Таблица 5 – Характеристика сырья, материалов и полупродуктов № Наименование ГОСТ, ОСТ, ТУ Показатели по п/п сырья, материалов, или методика на стандарту, полупродуктов подготовку сырья обязательные для проверки Относительная ТУ 2297-0201 Полиамид ПА-6 вязкость, в 00204688-2002 пределах Массовая доля 2 Муравьиная кислота ГОСТ 1706-78 осн. вещества, %, не менее Не 3 Глицерин дистил. ГОСТ 6824-96 регламентируется Вода Не 4 ГОСТ 52501-2005 дистиллированная регламентируется Пленка 5 полиэтиленовая, ГОСТ 10354-82 Внешний вид толщина 80-140 мкм Катушка для 6 ТУ 81-04-353-75 намотки мембран Мешки 7 ОСТ 6-19-56-75 полиэтиленовые Регламентируемые показатели с допустимыми отклонениями 3,2 – 3,6 99,0 Не регламентируется Не регламентируется Отсутствие грязи, механических повреждений Не регламентируется Не регламентируется Обоснование метода переработки Для получения мембран разработан ряд методов, из которых можно выделить следующие основные: формование из расплава, формование из раствора (инверсия фаз). Для частично кристаллических полимеров используется метод экструзии (продавливания) расплава полимера через специальное формовочное устройство (фильеру) и дальнейшего вытяжения. Принцип действия экструдеров основан на текучести расплавов полимеров под давлением и сохранении формы без давления. Для получения мембран используют физические свойства расплавов – текучесть под давлением и сохранение формы без давления. Выдавливаемый через плоскую щель раствор полимера в виде непрерывного плоского полотна попадает на поверхность вращающегося охлаждаемого барабана, огибает его, протягивается через тянущие валки, проходит через устройство для обрезки кромок и сматывается в рулон. Качество полупроницаемой мембраны для диффузионных процессов определяется степенью кристалличности пленки, которая регулируется температурой нагрева расплава, скоростью охлаждения, введением в расплав зародышей кристаллитов, добавлением пластификаторов. Пористую структуру мембран формируют добавлением в расплав порообразователей и их последующим вымыванием. Данный способ не подходит для полиамидных мембран в связи с высокой вероятностью деструкции расплава полимера в процессе формования мембраны. В ряде методов в ходе формования осуществляется инверсия фаз – процесс фазового разделения, с помощью которого происходит переход полимера из раствора в твердое состояние. В зависимости от того, под действием какого агента происходит коагуляция полимера, различают мокрое, сухое формование и комбинацию этих двух методов. Сухое формование или коагуляция с помощью испарения растворителя – наиболее простая методика получения фазоинверсионных мембран, в ходе которой растворитель испаряется из раствора полимера в воздушной среде или среде инертного газа, специально созданная во избежание контакта волокна с парами воды. Профильтрованный, обезвоздушенный формовочный раствор подогревают в формующей головке и с помощью насоса продавливают через щелевую фильеру, после чего с помощью термостатирующего устройства испаряют растворитель. Готовая мембрана сматывается в рулон. Большинство промышленных мембран получаются методом коагуляции при погружении раствора полимера в ванну с нерастворителем, то есть мокрым формованием. Сначала на поверхности контакта полимера и осадителя формируется тонкая оболочка из полимерной сетки, а затем по диффузионному механизму осадитель замещает растворитель в толще мембраны. На стадии коагуляции основными технологическими параметрами являются температура осадительной ванны, её состав и скорость движения формуемой пленки. В осадительной ванне образуется студнеобразная гелевая структура, являющаяся смесью растворителя и осадителя. Поскольку из формовочного раствора в осадительную ванну постоянно выделяется растворитель, состав ванны необходимо обновлять или корректировать. После завершения коагуляции иногда необходимо провести отмывку остаточного растворителя, а иногда и осадителя. Исходя из того, какую по свойствам мембрану необходимо получить, подбирается полимер, пара растворитель-осадитель и условия проведения процесса (концентрация полимера, температура и т.д.). Варьируя эти параметры, можно получать мембраны как пористые, так и непористые, а также ассиметричные. Для получения мембран с ярко выраженной асимметричностью используется метод сухо-мокрого формования. Техника формования по сухомокрому способу заключается в общих чертах в том, что формовочный раствор экструдируют через фильеру в среду сжатого газа, которая не является осаждающей для данного раствора, причем в случае применения фильеры образуются струйки раствора, вытягиваемые в данной среде и направляемые затем в жидкость осадительной ванны, где они коагулируют. Принципиальным отличием от мокрого метода является наличие шахты, где происходит частичное испарение струек-нитей растворителя на пути из среды сжатого газа в осадительную ванну. В качестве базового способа получения мембран используется мокрый способ формования. Такой процесс практически всегда приводит к образованию пористых полимерных структур. Использование мокрого способа имеет ряд преимуществ по сравнению с сухим и сухо-мокрым. В основном, структура и фильтрационные характеристики формовочных и растворов мембран коагуляционной определяются ванны, поэтому составом отпадает необходимость в создании и поддержании строго детерминированных условий проведения процесса, таких как температура и состав газовой фазы в зоне предформования, продолжительность предформования и т.д. Мокрый способ обеспечивает, как правило, более высокую производительность процесса формования плёнки. Это позволяет существенно упростить технологию получения мембран, также добиться более высокой воспроизводимости результатов, вследствие зависимости характеристик мембран от небольшого количества легко поддающихся контролю параметров [7]. Физико-химические основы технологического процесса Суть метода мокрого формования, используемого для производства полиамидных мембран, заключается в том, что после полива пленки полимера пленку переводят в осадительную ванну. Действие осадителя заключается в быстрой коагуляции полимера, т.е. в формировании сначала на поверхности контакта тонкой оболочки из полимерной сетки. Далее через эту оболочку уже по механизму диффузии растворитель проникает из объема пленки в осадительную ванну, а осадитель — внутрь раствора полимера, как это представлено на рисунке 1. J — поток нерастворителя; J2 — поток растворителя. Рисунок 1. Схема границы раздела пленка/ванна. 1 Регулируя процесс диффузии, можно получать первичные полимерные структуры с любыми заданными свойствами. В нашем случае гранулы полиамида растворяются в смеси муравьиной кислоты и воды, а осаждение происходит благодаря подаче в осадительную ванну дистиллированной воды. Проникновение осадителя в пленку происходит по поперечному сечению мембраны в виде фронта — фронта диффузии. Вслед за ним движется фронт осаждения (коагуляции) полимера. Скорости движения этих фронтов различны, но они поддаются управлению засчет изменения температуры, состава осадительной ванны и других параметров. Повышение температуры приводит к возникновению большого числа центров структурообразования, в результате чего образуется больше пор, но меньшего размера. Составом осадительной ванны также можно изменять размеры пор и степень анизотропии мембраны. Формование пленки осуществляют на барабанных или ленточных машинах. Ленточные и барабанные машины для осуществления мокрого способа имеют ряд особенностей. Ленточные машины применяют при использовании труднолетучих растворителей, когда велико время первичного испарения или низка вязкость раствора. Кроме того, на ленточных машинах проще регулировать температурный режим в различных зонах. Барабанные машины стараются изготовить универсальными для получения широкого спектра различных мембран. Сложная схема подготовки раствора, каскад промывных и отделочных ванн. Время испарения и коагуляции регулируется скоростью вращения барабана, его диаметром и глубиной погружения. После формирования первичной структуры мембрана легко отделяется от металлической поверхности барабана. Большое значение имеет форма и конструкция фильеры, при выборе которой надо учесть вязкость раствора, летучесть его компонентов, форму мембраны, скорость полива. Регулирование толщины слоя раствора, из которого будет формироваться мембрана, осуществляется не только изменением величины зазора между ножом и движущейся подложкой, но и изменением скорости ее движения [8]. Гидролиз высокомолекулярных соединений – это деструкция гетероцепных высокомолкулярных соединений под действием воды, водных растворов кислот, щелочей и солей. Гидролитическая деструкция полиамида заключается в разрыве гетероцепной связи под влиянием гидролизующего агента и может быть представлена следующей схемой [9]: В процессе переработки в готовые изделия полиамид подвергается воздействию высоких температур и значительных сдвиговых усилий. Переработка происходит в расплаве полимера. При температуре выше 100 °С инициирование в основном происходит в результате действия гидропероксидов, а не нагрузок. Окислительную деструкцию полиамида можно представить следующими реакциями: При термодеструкции в отсутствие кислорода цепь разрывается по связи -NH-CH2- в результате чего образуется фрагмент макромолекулы, содержащий на конце амидную группу, тогда как другая часть молекулы представляет собой ненасыщенный углеводород [10]. Фотолитическая деструкция полиамидов как в присутствии кислорода и влаги, так и в отсутствие этих факторов протекает по цепному радикальному механизму с гомолитическим разрывом связи С-N и с отщеплением одного атома водорода обычно в α-положении к группе N-H пептидной цепи. Присутствие влаги и в этом случае инициирует гидролитические процессы, которые тормозят цепные реакции фоторасщепления. При термической и фотолитичексой деструкциях происходит главным образом разрыв амидных связей, что установлено путем определения числа концевых аминных или карбоксильных групп. В общем отмечается увеличение числа аминных и уменьшение числа карбоксильных групп, которое объясняется образованиями радикалов типа -N•H и -C•=O в результате разрыва пептидных групп -СО-NH, причем радикалы первого типа стабилизируются как группы NH2, а радикалы второго типа – вследствие декарбонирования. Образование углеводородов в результате этих процессов показывает, что наряду с разрывом связи -СО-NH имеет место и разрыв энергетически более прочных связей С-С. Обращаясь к механохимической деструкции полиамидов, отметим, что этот процесс осуществляется главным образом путем разрыва связи С-С на радикалы только во влажной среде; следы воды инициируют гидролитические процессы, активированные механически, которые развиваются одновременно с гомолитическими [11]. Описание технологической схемы производства Технологический процесс получения микрофильтрационных полиамидных мембран состоит из следующих этапов: 1. Прием и подготовка сырья; 2. Приготовление формовочного раствора: 2.1 Загрузка компонентов и растворение при постоянном перемешивании; 2.2 Фильтрация; 2.3 Деаэрация; 3. Формование мембраны: 3.1 Осаждение мембраны в коагуляционной ванне; 3.2 Промывка; 3.3 Термообработка и инклюдирование мембраны; 3.4 Сушка; 3.5 Намотка мембранного полотна в виде рулона; 4. Контроль качества: 4.1 Измерение точки пузырька; 4.2 Измерение производительности; 4.3 Измерение толщины мембраны; 4.4 Дефектоскопия; 5. Маркировка, упаковка и подготовка сопроводительной технической документации. 6. Отгрузка готовой продукции. 1. Приёмка и подготовка сырья. Поступающее сырье должно иметь паспорт с указанием характеристик. Основные технологические параметры этапа приемки и подготовки сырья приведены в таблице 6. Таблица 6 – Приёмка и подготовка сырья. Основные технологические параметры № НаименоваНаименоваЗначение ГОСТ, ОСТ, ТУ или методика на п/п ние операции ние контролиподготовку сырья и потоков технологируемого реагентов ческих показателя показателей ГОСТ 11034-2018 Полиамиды. Относитель1.1 Полиамид 6 3,2÷3,6 Метод определения числа ная вязкость вязкости разбавленных растворов ГОСТ 5848-73. Реактивы. Муравьиная Плотность, ρ20 = 1.2 Кислота муравьиная. кислота г/см3 1,220÷1,221 Технические условия Вода Удельная ГОСТ 6709-72. Вода -4 1.3 дистиллироэлектропрово≤ 5∙10 дистиллированная. Технические ванная дность, Ом/м условия 1.4 Глицерин Плотность, ГОСТ 6824-96. Глицерин ρ20 = г/см3 дистиллированный. Технические 1,244÷1,255 условия Муравьиная кислота поступает со склада сырья СС в количестве до 8,0 кг на каждую установку и хранится в боксе в полиэтиленовых канистрах. Вода дистиллированная подается по трубопроводу с участка водоподготовки. Глицерин хранится в канистрах объемом 20 л или в банках – 1 л. Полиамид, упакованный в бумажные и пленочные мешки, находится на стеллажах, расположенных на участке получения мембран. Поступающее сырье хранится согласно правилам совместного хранения огне- и взрывоопасных веществ. 2. Приготовление формовочного раствора. Приготовление формовочного раствора осуществляется в реакторе Р, оснащенном мешалкой якорного типа и рубашкой для термостатирования. Узел приготовления формовочного раствора предназначен для растворения гранул полиамида в смеси муравьиной кислоты и воды и включает в себя: - эмалированный реактор или реактор из нержавеющей стали (позиция Р на ТС); - фильтродержатель, снабженный фильтрующим элементом (позиция Ф1 на ТС); - расходную емкость объёмом 25 л (позиция Е1 на ТС), изготовленную из нержавеющей стали. Емкость используется для деаэрации, хранения и дозирования формовочного раствора при формовании мембраны. 2.1 Загрузка компонентов и растворение при постоянном перемешивании. Для приготовления раствора в реактор при выключенном оборудовании заливается заданное количество муравьиной кислоты и воды. Затем при включенной мешалке загружается полиамид, предварительно взвешенный на весах ВТ. Приготовление формовочного раствора проводится при различной температуре, в зависимости от марки выпускаемой мембраны и в 2 этапа в соответствии с таблицей 7. Термостатирование формовочного раствора проводится с помощью термокриостата (позиция Т1 на ТС). Таблица 7 – Температура приготовления формовочного раствора Марка мембраны ТI этап, ℃ ММК – 010 5÷7 ММК – 020 7÷10 ММК – 045 13÷15 ММК – 065 16÷19 ММК – 080 19÷22 ММК – 100 19÷22 ММК – 120 19÷22 ММК – 200 19÷22 ММК – 300 19÷22 ТII этап, ℃ 18÷25 18÷25 18÷25 18÷25 18÷25 18÷25 18÷25 18÷25 18÷25 По окончании процесса растворения перемешивание прекращают, формовочный раствор подается на стадию фильтрации. 2.2 Фильтрация. Фильтрация формовочного раствора проводится с целью удаления нерастворенных частиц полимера и механических включений. Формовочный раствор поступает из реактора на фильтр Ф1 под давлением не выше 0,3 МПа (3 кгс/см 2). Фильтрующий материал должен иметь рейтинг фильтрации 5 мкм. Фильтрацию проводят при температуре 18÷25 ℃. Отфильтрованный раствор стекает в сборник Е1 вместимостью 25 дм 3. По окончании операции фильтрации необходимо стравить избыточное давление и герметично закрыть все краны во избежание высаждения полимера на внутренних поверхностях реактора. 2.3 Деаэрация. Операция деаэрации проводится для удаления пузырьков воздуха, находящихся в формовочном растворе. На данном этапе в сборнике (позиция Е1 в ТС) с помощью вакуумного насоса ВН создают давление 0,04 МПа (абс.), затем перекрывают кран и в таких условиях раствор выдерживается не менее 4 ч при температуре окружающей среды 18÷25 ℃. Степень обезвоздушивания формовочного раствора оценивается визуально на отсутствие пузырьков воздуха перед началом формования. Готовый формовочный раствор хранят в расходной емкости Е1 не более 3 суток при температуре 18÷25 ℃. 3. Формование мембраны. Микрофильтрационные полиамидные мембраны формуются мокрым способом на установке барабанного типа. Установка формования состоит из: - барабана, с установленной на нём фильерой, - осадительной ванны, - промывных ванн, - ванны отжига и инклюдирования, - узла сушки, - узла намотки. 3.1 Осаждение мембраны в коагуляционной ванне. Перед началом формования на барабан 4 устанавливается фильера 1, которая крепится на корпус осадительной ванны 5 с помощью кронштейнов. Необходимо установить зазор 100-200 мкм между барабаном 4 и фильерой 1 методом вращения двух регулировочных винтов. Затем установить скорость всех приводных валков и приемной бобины 12 узла намотки 10 в пределах 0,3÷0,5 м/мин. Далее готовый формовочный раствор подается из емкости самотеком через трубку из ПВХ в фильеру 1. По заполнению фильеры 1 наполовину включается привод барабана 11. При вращении барабана 4 формовочный раствор наносится на поверхность барабана в виде жидкой пленки. Затем формовочный раствор погружается в осадительную ванну 5, состоящую из водного раствора муравьиной кислоты (40 мас. % НСООН, 60 мас. % Н 2О) и осаждается в виде твердой пористой пленки. Сформованная мембрана принимается на отрывной валок и направляется на промывку. Концентрация муравьиной кислоты в осадительной ванне определяется с помощью ареометра (1,08÷1,11 г/см3). Температура осадительной ванны поддерживается в пределах 18÷25℃. Очистка и термостатирование раствора осадителя проводится по специальной схеме: раствор при помощи дозировочного насоса (ДН на ТС) подается на фильтр (позиция Ф2 на ТС) с рейтингом фильтрации 1 мкм, где происходит очистка осадительного раствора от низкомолекулярных фракций полимера, вымывающихся из мембраны при формовании механических примесей и всевозможных загрязнений. Очищенный раствор подается в темплообменник, находящийся в термостате (позиция Т2 на ТС) для термостатирования и возвращается в осадительную ванну 4. 3.2 Отмывка мембраны. Для отмывки мембраны используется обратноосмотическая вода. Каждая промывная ванна 6 оборудована автономной подачей воды, а также сливом промывных вод в канализацию. Мембрана последовательно проходит через серию промывных ванн 6 для отмывки от муравьиной кислоты. 3.3 Термообработка и инклюдирование мембраны. Из промывных ванн мембрана поступает в ванну для термообработки 7. Термообработка проводится пропусканием мембраны через систему валков в ванне с горячим водным раствором глицерина с массовой долей 3÷5% при температуре 60÷90 ℃. Обогрев ванны осуществляется автономно при помощи электронагревателей. Контроль и регулирование температуры осуществляется прибором «Термодат» или «Дельта», находящимся на пульте управления с оформлением данных в журнале. 3.4 Сушка мембраны. Сушка осуществляется на двух барабанах 9, расположенных в узле сушки 8. Обогрев барабанов электрический. Контроль температуры поверхности барабанов осуществляется по приборам «Термодат» или «Дельта» с оформлением данных в журнале. 3.5 Намотка мембранного полотна в виде рулона. Сухая мембрана наматывается на бобину 12 при помощи механизма намотки. Мембрана должна быть намотана с равномерной натяжкой по ширине и по всему сечению рулона. Допускается увод краев мембраны в рулоне ±5 мм. Края мембраны должны быть равноудалены относительно торцов бобины. 4. Контроль качества. Контроль качества осуществляется для каждой партии (рулона) мембраны в начале и в конце операции намотки. Дефектоскопирование мембраны проводится на специальном устройстве (Д на ТС) согласно рабочей инструкции ТФ.ИНС.ОМ 07.015 «Процесс визитажного контроля мембранных материалов (дефектоскопия)». 5. Маркировка, упаковка и подготовка сопроводительной документации. Идентификация партии мембраны осуществляется методом нанесения номера партии чернилами или несмываемой краской на рабочую поверхность каждого рулона. Данная операция проводится на столе упаковки СУ. Рулон с мембраной помещается в плёнку из полипропилена. В пакет с мембраной вкладывается этикетка с указанием марки продукции, номера партии, количества мембраны, даты изготовления. 6. Отгрузка готовой продукции. Упакованная мембрана укладывается в транспортную коробку и направляется внутреннему потребителю с оформлением «Накладной на передачу готовой продукции». Для отгрузки готовой продукции внешнему потребителю упакованная мембрана передается в ГО ОМС с сопроводительной документацией (паспорт, сертификат). Далее отгрузка готовой продукции выполняется специалистами ГО ОМС в соответствии с рабочей инструкцией ТФ.ИНС.ОМС 07.004. Нормы технологического режима и контроль производства Данные контроля производства и управления по всем стадиям технологического процесса получения микрофильтрационных полиамидных мембран, обеспечивающих соблюдение нормативных показателей, показателей готовой продукции, а также выбросов в окружающую среду представлены в таблице 8. Таблица 8 – Контроль производства и управление технологическим процессом Наименование стадии процесса Контролируемый параметр Частота и способ контроля Нормы и технологические показатели Методы испытани яи средства Требуемая точность измерения параметро Кто контролирует контроля в 3,2÷3,6 ГОСТ 18249-72 Δдоп. = ±0,1 Не менее 99% ГОСТ 1706-78 Δдоп. = ±0,5% В соответствии с таблицей 6 Весы, предел взвешивания 0÷60 кг Весы, предел взвешивания 0÷6,2 кг Δдоп. = ±1 г -//- Δдоп. = ±0,1 г -//- Δдоп. = ±0,1 г -//- Δдоп. = ±5 ℃ 3,0÷5,0 ч Прибор «Термодат» Не более 0,3 МПа Мановакууметр Δдоп. = ±0,01 МПа Не менее 4 часов Секундомер ТУ 251894.00390 Δдоп. = 1 мин Инженер технолог, техниктехнолог Инженер технолог, техниктехнолог Инженер технолог, техниктехнолог В начале операции формова-ния запись в журнале 0,3÷0,5 м/мин Регулятор скорости, счётчик метража Δдоп. = ± 0,001м/мин Толщина -//- 80÷150 мкм Δдоп. = ± 0,01 мм Объемный расход воды Постоян-но 300÷500 дм3/ч Микрометр по ГОСТ 6307-78 Расходомер Δдоп. = 10 л -//- Температура ванны Перед началом операции формова-ния 60÷90 ℃ Прибор «Термодат» Δдоп. = ± 5 ℃ Инженер технолог, 1. Контроль сырья 1.1 Полиамид-6 Относительная вязкость По паспорту 1.2 Муравьиная кислота Массовая По паспорту доля основного вещества 2. Приготовление формовочного раствора 2.1 Загрузка Масса Запись в исходных муравьижурнале компонентов и ной перемешивани кислоты е Масса -//полиамида 2.1 Загрузка исходных компонентов и перемешивание 2.2 Фильтрация 2.3 Деаэрация Масса воды дистиллированной Температура Время Давление Вакуум 3. Формование мембраны 3.1 Осаждение Скорость мембраны движения мембран ы 3.2 Подача очищенной воды в промывные ванны 3.3 Термообработка и -//Термостатированиесоглас но таблице 5, запись в журнале Постоян-но в процессе фильтра-ции Постоян-но в процессе деаэрации В соответствии с таблицей 6 В соответствии с таблицей 6 5÷25 ℃ Инженер технолог, техниктехнолог -//- Инженер технолог, техниктехнолог -//- инклюдирование мембраны 3.4 Сушка мембраны 3.5 Намотка мембранного полотна в виде рулона запись в журнале Концентрация глицерин а Температура барабано в Толщина мембран ы Один раз в смену, запись в журнале При снятии рулона запись в журнале 80÷150 мкм Равномер -ность намотки Постоян-но Отсутствие заломов, смещения Наличие дефектов в мембране Ширина пленки Постоян-но 4. Контроль качества 4.1 ПроизводиКаждая тельность по партия дистиллирозапись в ванной воде при журнале Р = 0,1 МПа, см3/(см2∙мин) 4.2 Точка Каждая пузырька, МПа партия запись в журнале 4.3 ДефектосКолическопия тво мембраны в рулоне В начале и в конце смены Постоян-но Идентификация продук- 260÷350 мм Рефрактометр ИРФ454Б2М № 120558 Прибор «Термодат» Δдоп. = ± 0,1 Δдоп. = ± 5 ℃ -//- Микромет р по ГОСТ 6307-78, ц.д. 0,01 мм, шкала 0÷25 мм Визуально Δдоп. = ± 0,01 мм Инженер технолог, техниктехнолог Δдоп. = ± 5 мм -//- Визуально Согла-сно требованиям -//- Линейка измерительная, ГОСТ 42797, ц.д. 1 мм, предел измерения 0÷1000мм Δдоп. = ± 1 мм -//- См. табл. 2 См. табл. 2 -//- Δдоп. = ± 5% -//- См. табл. 2 См. табл. 2 -//- Δдоп. = ± 5% -//- Каждая партия запись в журнале Согласно показателям оценки результативности, установленным для процесса По счетчику метров Δдоп. = ± 5% -//- -//- По счетчику метров Δдоп. = ± 5% Инженертехнолог, техник- Количество дефектов на 100 м.пог. 5. Маркировка, упаковка и подготовка Коэффициент преломления техниктехнолог -//- Каждый рулон Визуально сопроводительной документации 6. Отгрузка готовой продукции ции Оформление этикетки Оформление накладной на перемещение Оформление паспорта Отправка внутреннему потребителю продукции Отправка внешнему потребителю продукции технолог Каждый рулон -//- Визуально - Партия -//- Визуально - Партия -//- Визуально - Партия -//- Визуально - Партия -//- Визуально - Инженертехнолог, техниктехнолог Виды брака и способы его устранения Часть плёнки, на которой был замечен брак, обрезается, обрезанный конец прикрепляется скотчем к поступающей с формующей машины мембране и продолжается её намотка на бобину до заданной толщины. Сведения о возможных видах брака, причинах и способах его устранения приведены в таблице 9. Таблица 9 – Виды брака и способы его устранения Возможные причины Брак возникновения брака Неточно выставлен зазор Мембрана имеет отклонение между «ножом» фильеры и от заданной толщины барабаном Забилась часть зазора между Продольные разрезы на барабаном и «ножом» мембране фильеры Большая разнотолщинность «Нож» фильеры выставлен мембраны под углом к барабану Способ устранения брака Выставить зазор Прочистить зазор Отрегулировать зазор между барабаном и фильерой Расчёт, выбор и описание основного оборудования Проведём расчёт производительности оборудования и выберем наиболее подходящий реактор для обеспечения нужного количества раствора. Для расчета производительности установки по получению полиамидных фильтрационных мембран необходимо знать ширину поливочного барабана и скорость его вращения. Максимальная ширина полотна равна ширине поливочного барабана, а это 0,6 м. Скорость движения мембраны составляет 0,5 м/мин. Таблица 10 – Производительность установки формования ПроизводительПроизводитель- ПроизводительНаименовани ность в год (250 ность в месяц ность в смену (8 е продукции дней) (21 день) часов) Полиамидная 36000 3024 144 мембрана, м2 Производительность в час 18 Количество раствора на 1 м2 = 0,25 кг. Таблица 11 – Расчёт необходимого количества раствора Наименовани ПроизводительПроизводительПроизводителье продукции ность в год (250 ность в месяц (21 ность в смену (8 дней) день) часов) Формовочный раствор, кг/м2 9000 756 Производительность в час 36 4,5 Таким образом, для обеспечения необходимого количества раствора для работы смены необходимо использование вакуумного реактора с загрузочной камерой минимум на 52 кг (так как коэффициент заполнения аппарата не более 0,7). Выберем эмалированный реактор с якорной мешалкой марки АСЕонв 0,063-5-02, основные характеристики которого представлены ниже [12]. Таблица 12 – Техническая характеристика аппарата АСЕонв 0,063-5-02 Рабочий объем, м3 0,063 3 Объем рубашки, м 0,033 Тип привода В112-0,75-50-2П n, об/мин 50 Давление в корпусе, МПа 0,6 Давление в рубашке, МПа 0,6 Выбор вспомогательного оборудования Выбор термокриостата. Термокриостат предназначен для нагрева или охлаждения жидкости, подаваемой в рубашку реактора с целью поддержания в нём заданной температуры. Циркуляционные термостаты серии GDH в первую очередь предназначены для аналитических применений, в которых требуется очень точное поддержание заданной температуры. Точность поддержания температуры прецизионными циркуляционными термостатами серии GDH составляет ±0,005…0,02 °С, а разрешение дисплея 0,001 °С. Выберем циркуляционный термостат марки GDH-0530, характеристики которого представлены ниже [13]. Таблица 13 – Техническая характеристика циркуляционного термостата марки GDH-0530 Диапазон температур, ℃ -5…+100 Мощность нагрева, Вт 2000 Холодопроизводительность, Вт 750 Размер бака, мм 400х325х230 Объем бака, л 30 Подача насоса, л/мин 6 Размер крышки бака, мм 310х280 Выбор фильтрующих элементов. Фильтрующие элементы марки ЭПВ.П являются элементами патронного типа на основе непрерывного полипропиленового волокна, связанного термическим способом. При производстве фильтрующих элементов применяется технология упаковки волокон с различной плотностью и высоким коэффициентом пористости, что обеспечивает глубинную фильтрацию по всему объему картриджа. Многослойная градиентная структура с различной плотностью упаковки волокон обеспечивает повышенную грязеемкость и ресурс при низком гидравлическом сопротивлении. Диапазон номинальной тонкости фильтрации от 0,5 до 20 мкм. Перфорированный полипропиленовый внешний корпус увеличивает прочность и стойкость элемента к механическим нагрузкам. Невысокая стоимость обеспечивает рентабельность использования для широкого круга применений в различных отраслях. Максимальный перепад давления при 20 °C 0,4 МПа, при 60 °C – 0,17 МПа. Максимальная температура эксплуатации составляет 60 °C. Для реактора выберем фильтр марки ЭПВ.П-500-В-250 с рейтингом фильтрации 5 мкм а для осадительной ванны фильтр марки ЭПВ.П-100-В-250 с рейтингом фильтрации 1 мкм [14]. Выбор вакуумного насоса. ВК-6М2Н — простой, мощный, неприхотливый в обслуживании вакуумный насос для отсоса взрывоопасных смесей, образуемых испарением веществ 3-го класса опасности [15]. Таблица 14 – Техническая характеристика вакуумного насоса ВК-6М2Н Начальное давление в режиме насоса, МПа 0,04 Давление конечное, номинальное, абс. В 0,1 режиме насоса, МПа Производительность при начальном 4±10% 3 давлении, м /мин Производительность при конечном 4,5±10% 3 давлении, м /мин Мощность, потребляемая в режиме насоса, 15±10% не более, кВт БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОИЗВОДСТВА Газообразные выбросы, образующиеся при выпуске микрофильтрационных полиамидных мембран представлены в таблице 12. Таблица 12 – Выбросы в атмосферу НаименоваКолиСумПериние чество мародичвыброса, источный ность отделение, ников объем аппарат, выброотходиаметр и сов дящих высота газов, выброса м3/час Муравьиная кислота: 1. Установка формования мембран 2. Реактор V = 25 дм3 Пыль полиамида: 1. Реактор V = 25 дм3 2 1500 1 1500 Характеристика выбросов ТемСостав ПДК Допустимое певыброса атм.в. количество ратувредмуравьиной ра, ℃ ных кислоты, веществ выбрасываемое в атмосферу, г/с В рабо- 30 ±5 Муравь- 0,2 мг/м3 1∙10-5 чие иная дни по кислота, 7чв не более сутки 0,2 мг/м3 При загрузке в реактор Комнатная 0,7∙10-6 Пыль ОБУВ полиа- 0,5 мг/м3 мида, не более 0,5 мг/м3 Количество и характеристики твёрдых и жидких отходов, образующихся при выпуске микрофильтрационных полиамидных мембран, представлены в таблице 13. Таблица 13 – Твердые и жидкие отходы НаименоМесто Коли- Периование складирочество дичотхода, вания, отхоностьо отделение, транспорт, дов, брааппарат тара кг/сут. зования 1.Твердые отходы: 1.1 Некондици онная мембрана Помещается в полиэтиленовые мешки 0,171 1 раз в неделю Химический состав, влажность, % Полиамид – 95,4, глицерин – 0,2, вода – 4,4 Физические показатели, плотность, кг/м3 1100 Класс опасности отходов Примечание 4 Передается сторонней организации Продолжение Таблицы 13 Наименование отхода, отделение, аппарат Место складирования, транспорт, тара Количество отходов, кг/сут. Периодичностьо бразования Химический состав, влажность, % Физические показатели, плотность, кг/м3 1050 Класс опасности отходов Примечание 1.2 Фильтровальный материал с остатками токсичных веществ 1.3 Отходы бумаги и картона То же 0,104 1 раз в месяц Полиамид – 42, вода – 58 4 То же То же 0,052 1.4 Отходы полиэтилена (мешки из-под сырья) 1.5 Мусор от бытовых помещений То же 0,032 По мере накопл ения То же Картон – 50, бумага – 50 - 4 То же Полиэтиле н – 100 920 4 То же То же 0,0018 То же - - 4 То же 2. Жидкие отходы: 2.1 40% водный раствор муравьиной кислоты (машина формования) Помещается в полиэтиленовые канистры вместимостью 35 л 8,2 Постоянно при работе установки Муравьиная кислота – 40%, вода – 60% 1,12 2 Передается сторонней организации ЗАКЛЮЧЕНИЕ В данном курсовом проекте была изучена технология производства полиамидных мембран. Технологическая часть в нём состоит из выбора исходного сырья и метода переработки, физико-химических основ технологического процесса, норм технологического режима и их контроля, видов брака и способов его устранения. Расчетная часть данной работы представляет собой расчеты основного оборудования, то есть вакуумного реактора с якорной мешалкой и рубашкой для термостатирования, а также выбор вспомогательного оборудования, а именно термокриостата, вакуумного и дозирующего насосов. В «Безопасности и экологичности производства» представлены газообразные выбросы, образующиеся при выпуске микрофильтрационных полиамидных мембран, класс их опасности и ПДК, а также твёрдые и жидкие отходы, образующиеся при выпуске микрофильтрационных полиамидных мембран, и способы их утилизации. СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1. Ультра- и микрофильтрация: учебное пособие / Н.С. Орлов. – М. РХТУ им. Менделеева, 2014 – 117с. 2. Кестинг Р.Е. Синтетические полимерные мембраны. / Р.Е. Кестинг. – М.: Химия, 1991. – 336 с. 3. Документация предприятия ООО НПП «Технофильтр» 4. https://studylib.ru/doc/197766/tehnologiya-polimernyh-membran--12-5-mb- 5. Кларе Г., Фрицше Э., Синтетические полиамидные волокна. - М.: Мир, 1966. - 684 с. 6. Органические растворители: физические свойства и методы очистки / А. Вайсбергер, Э. Проскауэр, Дж. Риддик, Э. Тупс. – М.: изд-во Иностранной литературы, 1958. – 519 с. 7. Современные технологии изготовления половолоконных мембран / И.Ш. Абдуллин, Р.Г. Ибрагимов, Н.Р. Муратов, Р.Т. Галлямов // Вестник технологического университета. 2015. Т.18, № 9 – С. 205-210 8. http://me-system.ru/membrany/tehnologiya-izgotovleniya-membran/metodypolucheniya-polimernyh-membran/ 9. Химия высокомолекулярных соединений [Текст] / В. В. Коршак ; Акад. наук СССР. Ин-т орган. химии. - Москва ; Ленинград : Изд-во и 2-я тип. Изд-ва Акад. наук СССР, 1950 (Москва). - 528 с. 10.Старение полимеров и полимерных материалов под действием окружающей среды и способы стабилизации их свойств. Часть 1. Старение полимеров и полимерных материалов под действием окружающей среды - Черезова Е.Н. 11. Симионеску К.N. Механохимия высокомолекулярных соединений, 1970, 360 с/