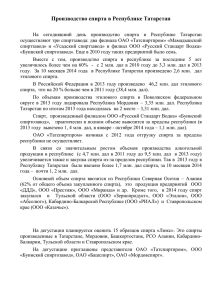
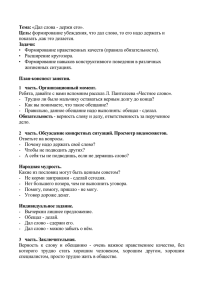
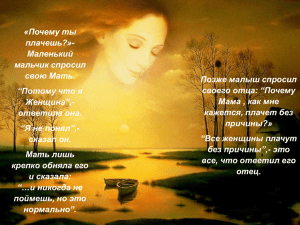
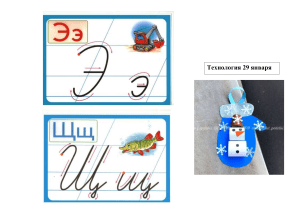
Лист 3 Лист 4 Реферат Курсовой проект 72 стр., 5 рис., 28 табл.,6 источников. Иллюстрированная часть курсового проекта 2 листа формата А1. СПИРТ ЭТИЛОВЫЙ РЕКТИФИКОВННЫЙ, ИЗ ПИЩЕВОГО СЫРЬЯ, ПОДГОТОВЛЕННАЯ ВОДА, САХАРНЫЙ СИРОП, СОРТИРОВКА, НАЛИВКА, РОЗЛИВ Объектом разработки является проект цеха по производству и розливу наливок производственной мощностью 260 тыс. дал в год. Цель работы – разработка способов производства наливки «Северная», компоновочного решения технологического оборудования основного производства. Для получения наливки «Северная» предусмотрены: подготовка воды, приготовление сортировки, приготовление сахарного сиропа, приготовление морсов, фильтрация и розлив. Годовой выход товарной продукции составляет: - наливка «Северная» - 260 тыс. дал. Лист 5 Содержание Нормативные ссылки………………………………………………………5 Введение…………………………………………………………………….6 1 Ассортимент выпускаемой продукции ……………………………….8 1.1 Характеристика основного продукта…………………………………8 1.2.Рецептура и характеристика сырья……………………………………9 2 Технологические схемы производства и их описание………………..19 2.1 Технологическая схема водоподготовки и ее описание……………19 2.2 Технологическая схема приемки спирта этилового ректификованного из пищевого сырья и ее описание………………………………………….23 2.3 Технологическая схема получения сахарного сиропа и ее описание………………………………………………………………………………...25 2.4 Технологическая схема получения клюквенного морса 1 и 2 слива……………………………………………………………………………….…28 2.5 Технологическая схема производства наливки «Северная» и ее описание………………………………………………………………………………31 3 Расчет продуктов и составление материального баланса производства………………………………………………………………………………38 4 Выбор и количественный расчет технологического оборудования для производства наливки «Северная»……………………………………………44 5 Технохимический и микробиологический контроль производства…57 6 Мероприятия по безопасности жизнедеятельности…………………60 Заключение………………………………………………………………71 Список используемых источников……………………………………..72 Иллюстративная часть курсового проекта ТВБП. 19.03.02. ПО Цех производства и розлива наливки «Северная». Лист 1 формата А1 ТВБП. 19.03.02 ТХ Технологическая схема производства наливки «Северная». Лист 2 формата А1 Лист 6 Нормативные ссылки В данном курсовом проекте использованы ссылки на следующие нормативные документы: ГОСТ 5962-2013 Спирт этиловый ректификованный из пищевого сырья. Технические условия ГОСТ 32036-2013 Спирт этиловый из пищевого сырья. Правила приемки и методы анализа ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества ГОСТ 18963-73 Вода питьевая. Методы санитарно- бактериологического анализа ГОСТ 26929-94 Сырье и продукты пищевые. Подготовка проб. Минерализация для определения содержания токсичных элементов ГОСТ 31895-2012 Сахар песок. Технические условия ГОСТ 20001-74 Промышленность ликероводочная. Основные понятия. СанПиН 2.1.4.10749-01 «Питьевая вода. Гигиенические требования к качеству воды» ГОСТ 33917-2016 «Патока крахмальная. Общие технические условия» ГОСТ 33309-2015 «Клюква свежая. Технические условия» ГОСТ 7190-2013 «Изделия ликероводочные. Общие технические условия» Лист 7 Введение Производство алкогольной продукции в России направлено на расширение ассортимента спиртных напитков, создание новых ресурсосберегающих технологий для снижения себестоимости получаемой продукции, сокращение расхода сырьевых и теплоэнергетических ресурсов, максимальное использование отходов производства, повышение качества и конкурентоспособности продукции на отечественном и мировом рынках. Наливка — сладкий фруктово-ягодный спиртной напиток. Крепость 18-20 %, объёмная сахаристость 28—40 %. Вырабатывается из спиртованных соков и настоев свежих фруктов и ягод, сахарного сиропа ректифицированного спирта, лимонной кислоты и умягчённой воды. В зависимости от способа приготовления срок созревания наливок составляет от одного месяца до полугода. Различают позднеспелые, среднеспелые и скороспелые наливки. При приготовлении позднеспелых наливок преимущественно, но не всегда, используют фрукты с длительным сроком хранения, в частности, семечковые и некоторые косточковые. Например, яблоки, груши, рябина, айва и другие. Для приготовления позднеспелых наливок используется также крыжовник, имеющий ограниченный срок хранения (порядка 10—15 дней при температуре около 0 °C). Позднеспелые наливки созревают в течение 3—6 месяцев. Среднеспелые наливки приготовляются из косточковых (вишня. слива) и ягод со сроком хранения около 10—15 дней при нулевой температуре (смородина, брусника). Такие наливки созревают за 1,5—2,5 месяца. Ягоды с коротким сроком хранения (приблизительно 3—5 дней при температуре 0 °C), как, например, малина и земляника, используются для приготовления скороспелых наливок, созревающих в течение месяца. В пищевой промышленности наливки изготавливаются на ликёроводочных заводах. Объемы производства, относительно водки, небольшие, а технологическая схема приготовления сложнее, так как, кроме Лист 8 основных материалов- спирта и воды, требуют- ся полуфабрикаты спиртованных соков, морсов, сахарный сироп, ароматный спирт, красители и другие ингредиенты. Лист 9 1 Ассортимент выпускаемой продукции Таблица 1 - Ассортимент выпускаемой продукции Вид продукции Количество к общему объе- Годовая му выпускаемой продук- ность, дал ции,% Наливка «Северная» 100 производитель- 260000 Ликероводочное изделие наливка «Северная» относится по классификации к наливкам. Согласно ГОСТу Р 7190-2013, наливка-ликероводочное изделие крепостью от 18,0% до 20,0% с содержанием сахара не менее 25,0 и не более 40,0 г/100 см3, изготовленное из спиртованных соков, морсов с добавлением пищевых ингредиентов. 1.1 Характеристики основного продукта По органолептическим показателям наливка «Северная» должна соответствовать следующим требованиям, указанным в таблице 2. Таблица 2 – Органолептические показатели Показатель Характеристика Цвет Красный Вкус Кисло-сладкий Аромат Клюквы Наливка «Северная» по физико-химическим показателям должна соответствовать следующим требованиям, указанным в таблице 3. Таблица 3– Физико-химические показатели Физико-химические показатели Крепость 20% Общий сахар 43,12 г/100 мл Привед.экстракт 4,10 г/100 мл Кислотность 0,462 г/100 мл Цветность 36 мм Лист 10 1.2 Рецептура и характеристика сырья Производство наливки «Северная» должно соответствовать рецептуре, представленной в таблице 4. Таблица 4 – Купаж на 1000 дал Компоненты Единица измерения Количество Клюквенный морс 1-го слива Клюквенный морс 2-го слива Сахарный сироп 73,7 % по рефрактометру Патока дм3 3400 дм3 500 дм3 3960 кг 666 Спирт этиловый ректификованный высшей очистки Вода исправленная дм3 Спирт и вода по расчету на крепость купажа 20% дм3 1.2.1 Требования, предъявляемые к спирту Спирт этиловый ректификованный из пищевого сырья высшей очистки должен соответствовать требованиям ГОСТ 5962-2013 «Спирт этиловый ректификованный из пищевого сырья. Технические условия». По органолептическим показателям спирт этиловый ректификованный из пищевого сырья высшей очистки должен соответствовать требованиям, указанным в таблице 5. Таблица 5– Органолептические показатели спирта этилового ректификованного из пищевого сырья высшей очистки Наименование пока- Характеристика зателя Внешний вид Цвет Вкус и запах Прозрачная жидкость без посторонних частиц Бесцветная жидкость Характерные для этилового ректификованного спирта конкретного наименования, выработанного из соответствующего сырья, без привкуса и запаха посторонних веществ Лист 11 По физико-химическим показателям этиловый ректификованный спирт из пищевого сырья высшей очистки должен соответствовать требованиям, указанным в таблице 6. Таблица 6 – Физико-химические показатели Наименование показателя Норма для спирта высшей Методы анализа очистки Объемная доля спирта этилового, % Проба на чистоту с серной кислотой Проба на окисляемость, мин, при 20°С, не менее Массовая концентрация уксусного альдегида в пересчете на безводный спирт, мг/дм3, не более Массовая концентрация сивушного масла (1пропанол, 2-пропанол, изобутиловый спирт, 1бутанол и изоамиловый спирт) в пересчете на безводный спирт, мг/дм3, не более Массовая концентрация сложных эфиров (метилацетат, этилацетат) в пересчете на безводный спирт, мг/дм3, не более Объемная доля метилового спирта в пересчете на безводный спирт, %, не более Массовая концентрация свободных кислот (без СО2) в пересчете на безводный спирт, %, не более Массовая концентрация сухого остатка в пересчете на безводный спирт, %, не более Массовая концентрация азотистых летучих оснований в пересчете на азот в 1 дм3, мг, не более 96,3 ГОСТ 32036-2013 Выдерживает ГОСТ 32036-2013 15 ГОСТ 32036-2013 4 ГОСТ 32036-2013 6 ГОСТ 32096-2013 13 ГОСТ 32096-2013 0,03 ГОСТ 32096-2013 15 ГОСТ 32096-2013 Не нормируется ГОСТ 32096-2013 Не нормируется ГОСТ 32096-2013 Лист 12 1.2.2. Требования к питьевой воде Вода составляет основной объём готовой продукции, поэтому её характеристика существенно влияет на качество ликёроводочной продукции. Вода должна отвечать гигиеническим требованиям как питьевая, однако, по некоторым показателям её качество регламентируется более жёстко, чем для обычной питьевой воды. Качество питьевой воды должно соответствовать требованиям, установленным СанПиН 2.1.4.1074-2001 «Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества». Вода питьевая естественная с исходной жесткостью до 1 моль/м3 для приготовления водок используется без дополнительного умягчения, а с жесткостью более 1 моль/м3 подвергается умягчению до жесткости не более 0,2 моль/м3 или рН от 5,5 до 7,8. Безопасность питьевой воды в эпидемическом отношении определяется её соответствием нормативам по микробиологическом и паразитологическим показателям. Безвредность питьевой воды по химическому составу определяется её соответствием: - нормативам по обобщенным показателям и содержанию вредных химических веществ, наиболее часто встречающихся в природных водах на территории Российской Федерации, а также веществ антропогенного происхождения, получивших глобальное распространение (таблица 7); - содержанию вредных химических веществ, поступающих и образующихся в воде в процессе её переработки в системе водоснабжения. Лист 13 Таблица 7 – Нормативы по обобщённым показателям Показатели Единицы измерения Водородный показатель Нормативы предельно допустимых концентраций (ПДК), не более Еди- в пределах 6-9 ницы рН Общая минерализация мг/дм3 1000 (1500) (сухой остаток) Жесткость общая Окисляемость перманга- мг-экв./дм3 7,0 (10) мг/дм3 5,0 мг/дм3 0,1 мг/дм3 0,5 мг/дм3 0,25 натная Нефтепродукты, суммарно Поверхностно-активные вещества (ПАВ), анионоактивные Фенольный индекс Неорганические вещества Алюминий (Al3+) мг/л 0,5 Барий (Ba2+) -”- 0,1 Никель (Ni, суммарно) мг/л 0,1 Железо (Fe, суммарно) -”- 0,3 (1,0)2) Кадмий (Cd, суммарно) -”- 0,001 Жесткая вода ухудшает органолептические показатели ликероводочных изделий. Соли жёсткости воды плохо растворимы в спирте, поэтому применение жёсткой воды приводит к появлению в готовом продукте осадков, взвесей, «колец» жёсткости на горлышке бутылки. Согласно существующим нормативам, жесткость используемой воды не должна превышать 7,0 мг-экв/дм3, оптимально значение жесткости не выше 0,2 мгэкв/дм3. Цветность воды обусловлена присутствием в ней гуминовых веществ, придающих воде желтовато-коричневый цвет. Вода с повышенной цветноЛист 14 стью отрицательно влияет на внешний вид напитка. Согласно нормативам, оптимально использование воды с цветностью, приближенных к нулю. Мутность – наличие коллоидных и взвешенных частиц в воде ухудшают внешний вид (прозрачность) напитка. При хранении может наблюдаться опалесценция. Величина мути согласно нормативам не должна превышать 1,5 мг/дм3, оптимально минимальное значение показателя мутности воды. 1.2.3 Требования к сахару песку Сахар песок должен соответствовать требованиям, представленным в ГОСТ 31895-2012. Сахар используют для создания сладкого вкуса, консистенции напитков, для смягчения вкуса ликероводочных изделий. Хранят сахар в мешках в сухих складских помещениях на стеллажах. По органолептическим показателям сахар песок должен соответствовать требованиям, указанным в таблице 8. Таблица 8 – Органолептические показатели сахара песка Наименование показателя Характеристика для сахара песка Вкус и запах Сыпучесть Цвет Чистота раствора сахара-песка для промышленной переработки Сладкий, без посторонних привкуса и запаха, как в сухом сахаре, так и в его водном растворе Сыпучий Сыпучий, допускаются комки, разваливающиеся при легком нажатии Белый Белый с желтоватым оттенком Раствор сахара должен быть прозрачным или слабо опалесцирующим, без нерастворимого осадка, механических или других посторонних примесей Метод испытания По ГОСТ 12576 То же " " По физико-химическим показателям сахар песок должен соответствовать требованиям, указанным в таблице 9. Лист 15 Таблица 9– Физико-химические показатели сахара песка Наименование показателя Массовая доля сахарозы (в пересчёте на сухое вещество), %, не более Массовая доля редуцирующих веществ (в пересчете на сухое вещество), %, не более Массовая доля золы (в пересчете на сухое вещество), %/баллов, не более Цветность в растворе, не более: условных единиц единиц оптической плотности (ICUMCA) Массовая доля ферропримесей, %, не более Массовая доля влаги, %, не более Значение показателя для сахара песка сахара-песка сахара-песка для промышленной переработки Метод испытания 99,75 99,55 ГОСТ 12571 0,050 0,065 ГОСТ 12575 0,04 0,05 ГОСТ 12574 0,8 1,5 ГОСТ 12572 104 195 То же 0,0003 0,0003 ГОСТ 12573 0,14 0,15 ГОСТ 12570 Так же сахар песок используется для приготовления сахарного сиропа. Сиропы представляют собой прозрачную вязкую жидкость без осадка, помутнения и посторонних частиц. 1.2.4 Патока Патока-продукт неполного кислотного (разбавленными кислотами) или ферментативного гидролиза крахмала. Образуется как побочный продукт при производстве сахара и крахмала. Выделяется два основных вида патоки — светлая патока (крахмальная, из кукурузного, картофельного и другого крахмала, вид инвертного сахара), и меласса, черная патока (свекло-сахарная).В чистом виде крахмальная патока не имеет цвета. По консистенции она похожа на молодой жидкий мёд. Лист 16 Согласно ГОСТу 33917-2016 по органолептическим и физикохимическим показателям патока должна соответствовать требованиям, указанным в таблице 10 и 11 соответственно. Таблица 10- Органолептические показатели патоки Наименование показа- Низкоосахателя ренной Внешний вид Вкус и запах Прозрачность Цвет Характеристика патоки Карамельной МальтозКислот- Ферментатив- ной ной ной Густая вязкая жидкость Высокоосахаренной Свойственный патоке, без постороннего привкуса и запаха Прозрачная. Допускается Прозрачная опалесценция От бесцветного до бледно-желтого разных оттенков Таблица 11 – Физико-химические показатели патоки Наименование казателя по- Массовая доля сухого вещества, не менее ,% Массовая доля редуцирующихвеществпересчете на сухое вещество, % Массовая доля отдельных углеводов: -глюкоза,% -мальтоза,% Массовая доля общей золы в пересчете на сухое вещество, не более, % Водородный показатель рН(кроме деминерализованных паток) Низкоосахаренной 26-36 Норма для патоки Карамельной Мальтозной КисФерменлотной тативной 78,0 36-44 36-44 38 и бо- Высокоосахаренной 45 и более лее не более 15 5-20 Не нормируется 5-20 10-25 не 25 более не менее 20 36 и более не нормируется 0,40 35-60 Лист 17 Кислотность-объем раствора NaOH, конц. 0,1 моль/дм3 на нейтрализацию кислот и кислых солей в 100 г сухого вещества патоки: -из картофельного и др.видов клубневого крахмала, см3, не более -из кукурузного и др.видов зернового крахмала, см3 , не более Содержание диоксида серы (SO2), мг/кг, не более Температура карамельной пробы, 0С 27 Не нормируется 15 Не нормируется 40 155 145 140 Не нормируется Патоку доставляют на производство в готовом виде. Хранится на производстве в виде густого концентрата. Чтобы осуществить отгрузку, сырье нагревается до 40 градусов, и разбавляется водой. Технологически целесообразно хранить патоку в емкостях для жидкостей. Для обеспечения удобной отгрузки, чтобы масса в виде концентрата хорошо текла, отверстие в бочках, цистернах и других емкостях должны быть не менее 8-10 см. 1.2.5 Клюква Согласно ГОСТу 33309-2015 качество ягод клюквы должно соответствовать характеристикам и нормам, указанным в таблице 12. Таблица 12- Характеристики и нормы качества ягод клюквы Наименование показателя Внешний вид Характеристика и норма для товарного сорта Высшего Первого Второго Ягоды свежие или примороженные, вполне спелые, но не перезревшие, чистые, без плодоножек, целые, без повреждений, вызванных сельскохозяйственными вредителями и болезнями, без излишней внешней влажности. Ягоды могут быть влажными, но не течь. Ягоды типичные по форме и др. признакам Ягоды могут быть для данной разновидности, для ягод дико- разнородными по растущих- типичные для своего вида. Яго- размеру и окрасды однородные по размеру и окраске. ке(от розового до Лист 18 Допускаются весьма незначительные поверхностные дефекты ягод при условии, что они не влияют на общий внешний вид, качество Запах и вкус Массовая доля ягод, не соответствующих данному товарному сорту, но соответствующих более низкому сорту, % , не более, в т.ч. недозрелых: -осеннего сбора -весеннего сбора механически поврежденных и высохших: -осеннего сбора -весеннего сбора -в т.ч. ягод , не соответствующих требованиям второго сорта( со значительной помятостью и утечкой сока) Наличие ягод запаренных, забродивших, заплесневелых, загнивших, со следами хим. средств защиты Массовая доля органической примеси, %, не более: Съедобных плодов других видов растений(брусника, водяника, морошка и др.) темно-красного цвета). Допускаются дефекты при условии, что ягоды сохраняют присущие им характерные признаки качества, сохраняемость и товарный вид: -незначительная утечка сока; -незначительная помятость Без постороннего запаха и (или) привкуса 5.0* Не допускается 2.0 Не допускается Не допускается Не допускается Плодоножек, веточек, листьев- для дикорастущих ягод: -осеннего сбора Не допускается Допускаются незначительные дефекты ягод при условии, что они не влияют на общий внешний вид качество, сохраняемость и товарный вид продукта в упаковке: -очень незначительная утечка сока; -очень незначительная помятость 10.0 10.0 3.0 6.0 5.0 10.0 2.0 4.0 2.0 6.0 10.0 4.0 Не допускается 1,0 0,5 Лист 19 -весеннего сбора Не допускается Наличие зеленых ягод Не допускается клюквы Наличие несъедобных Не допускается и ядовитых ягод др.видов растений, минеральной примеси Наличие сельскохоНе допускается зяйственных вредителей и продуктов их жизнедеятельности *В том числе не более 0,5 % ягод второго сорта 1,0 Лист 20 2 Технологические схемы производства и их описание 2.1 Технологическая схема водоподготовки и ее описание Вода питьевая Приемка по качеству Умягчение воды обратным осмосом Вода исправленная подготовленная Рис. 1 , Лист 1 2.1.1 Приемка по качеству Приемка по качеству осуществляется с целью установления соответствия питьевой воды требованиям нормативной документации. Вода по системе трубопроводов подается в отделение водонакопления, откуда путем отбора проб проходит проверку качества в лаборатории. Затем вода направляется на фильтр грубой очистки. 2.1.2 Умягчение воды обратным осмосом Умягчение – это процесс снижения карбонатной жесткости воды, которая достигается в ионообменных условиях. Подготовка воды обратным осмосом основана на разнице концентрации растворённых веществ, вследствие которой создается давление, которое называется осмотическим. Прохождение через мембрану становится возможным при условии создания давления более высокого, чем разница давлений, возникающем при осмосе. В результате, через мембрану проходит растворитель, в данном случае вода, а растворенные вещества не просачиваются. Лист 21 На предприятии приходит вода несоответствующая допускаемым нормам, поэтому проводят её корректировку. В данном курсовом проекте в качестве способа водоподготовки я выбрала обратный осмос, так как это один из самых прогрессивных способов доведения воды до нужного полезного состояния. Ни один другой фильтр или умягчитель, не даст вам такой высокой степени очищения воды, как данный вид установки. Очистка питьевой воды обратным осмосом, главным образом представляет собой опреснение. Материалы, которые существуют в природе, бывают: - не пропускающими воду (например, стекло) - пропускающими воду (например, ткань). Но есть и такие материалы, которые пропускают воду избирательно – вода сквозь них просачивается, а некоторые растворенные в ней вещества – нет. Такие материалы, в данном случае, называются полупроницаемыми мембранами. Осмос – это проникновение воды через мембрану. Именно такими мембранами являются оболочки клеток живых организмов, и без осмоса было бы невозможно существование земной биологической жизни. Обратным осмосом называется процесс прохождения воды и других растворителей через такие полупроницаемые мембраны, когда концентрированный раствор проникает в более концентрированный. В этом процессе из-за разницы концентрации растворенных веществ, создается давление, которое называется осмотическим. Прохождение через мембрану становится возможным при условии создания давления более высокого, чем разница давлений, возникающем при осмосе. В результате, через мембрану проходит растворитель, в данном случае вода, а растворенные вещества не просачиваются. На этом принципе построена очистка воды обратным осмосом. Технологии очистки воды, использующие обратный осмос, применяются в специальных установках. Они производят очистку воды от растворенных в них Лист 22 солей, после которой вода становится пригодной для питья, а также для хозяйственного и производственного использования. Технологию, применяющую обратный осмос воды для очистки, опреснения, стали применять в 70-х годах прошлого столетия. Применение обратного осмоса для очистки воды происходит следующим образом. При очистке воды обратным осмосом многие, растворённые в ней, вещества задерживаются на мембране фильтра. Для преодоления осмотического давления на мембране воду подают под давлением 2-17 атмосфер - для фильтрации и опреснения питьевой и солоноватой воды, и 24-70 атмосфер - для морской воды. Таблица 13 – Система обратного осмоса для удаления загрязнений из питьевой воды Вид зягрязнения Качество очистки (в %) Соли жёсткости 86% Железо 79% Хлор 100% Алюминий 77% Барий 93% Ил или известняк 89% В установках для очистки воды используется синтетическая полупроницаемая мембрана, на которой задерживаются высокомолекулярные загрязнители, а низкомолекулярные вещества (кислород, хлор, углекислый газ и пр.) – остаются в воде. Некоторые газы определяют вкус воды. В процессе обратного осмоса, в отличие от перегонки, не происходит повышения температуры воды. Очистка воды обратным осмосом происходит в современных промышленных установках для обессоливания воды, которые включают в себя следующее оборудование: - система реагентной подготовки, Лист 23 - насос высокого давления, - фильтр тонкой очистки воды, - блок фильтрующих модулей, - блок химической промывки. Основным элементом установки обратного осмоса является полупроницаемая обратноосмотическая мембрана, находящаяся в корпусе. Исходная вода, поступающая в установку, отводится в два потока. В одном потоке — очищенная и обессоленная вода, т.н. пермеат. Во втором потоке – концентрат, то есть вода с концентрированными примесями, которую сливают. Вода продавливается через мембрану при высоком давлении, создаваемом насосом, центробежным, многоступенчатым или роторным. Чтобы замедлить образование осадка на мембранах, применяют дозирование ингибитора осадкообразования. Осадок с мембран снимается химической промывкой. Для контроля качества очистки используют проточные измерители солесодержания, уровня рН — рН-метры. Расход пермеата и концентрата измеряется проточными расходомерами. Системы очистки и обессоливания воды обратным осмосом управляются в автоматическом и полуавтоматическом режиме. Примером бытовой очистки воды обратным осмосом может служить фильтр с тремя картриджами: 1.Фильтром механической (грубой) очистки. 2.Мембраной обратного осмоса. 3.Угольным фильтром. Воду, полученную из установки очистки обратным осмосом, не содержащую минеральных солей, делают пригодной для питья и приготовления пищи дополнительной минерализацией. Лист 24 2.2 Технологическая схема приемки спирта этилового ректификованного спирта из пищевого сырья и её описание Спирт этиловый ректификованный из пищевого сырья в.о. Приемка по количеству и качеству Хранение в спиртохранилище Подача в производственный цех Рис. 2, Лист 1 2.2.1 Приемка по количеству и качеству Этиловый спирт поступает на ликёроводочные заводы в специальных автомобильных или железнодорожных цистернах, герметично закрытых, оборудованных люками. Вместимость железнодорожных цистерн 50, 20, 25 и 12,5 т., автомобильных – 240, 360 или 370 дал в зависимости от типа. Приёмка спирта на заводах осуществляется в спиртоприёмные отделения, оборудованные сливными устройствами, мерниками и насосами. Из железнодорожной цистерны спирт сливают центробежным или поршневым насосом через колпак люка, из автомобильных цистерн – самотёком или насосом через нижнюю трубу. Для измерения объёма поступившего спирта спиртоприёмное отделение завода должно быть оборудовано двумя коническими и одним цилиндрическим мерником 1–го класса точности с погрешностью в измерении Лист 25 объёма спирта не более ±0,2%. Ёмкость мерников измеряют 1 раз в 3 года наполнением водой с температурой 10-25 с помощью типовых мерников 1-го класса точности. Принятый спирт из мерников передают в промежуточную ёмкость, а оттуда перекачивают в спиртохранилище. 2.2.2 Хранение в спиртохранилище Хранят спирт в цистернах вместимостью от 5000 до 50000 дал и более. Суммарная вместимость сборников спирта рассчитывается на 30-ти суточный запас. Осуществляется в металлических цистернах, оборудованных поплавкой системой уровня. Производственный контроль предусматривает обес- печение сохранности спирта, контроль за уровнем спирта, контроль за исправностью цистерн и их арматурой, учет и контроль спирта при хранении. 2.2.3 Подача в производственный цех Отпуск спирта производится через мерники. Учет ведут в дал и дал безводного алкоголя при температуре 20°С. Контроль заключается в определении крепости отпущенного спирта и расчет потерь при отпуске Лист 26 2.3 Технологическая схема получения сахарного сиропа и ее описание Сахар Приемка по количеству и качеству Взвешивание t =55-60ºC Растворение сахара в воде Вода подготовленная Раствор сахара Кипячение Горячий сироп Фильтрация Охлаждение Сахарный сироп 73,7 % Хранение до купажа Рис. 3, Лист 1 Качество сахарного сиропа должно соответствовать требованиям ГОСТ 28449-2014. Лист 27 По органолептическим показателям сахарный сироп должен соответствовать требованиям, указанным в таблице 14. Таблица 14- Органолептические показатели сахарных сиропов Наименование показателя Характеристика сиропов Прозрачных Внешний вид Прозрачная вязкая Непрозрачных жид- Непрозрачная вязкая жид- кость без осадка и посто- кость. Допускается наличие ронних веществ. осадка и взвесей, обуслов- Допускается опалесценция, ленных особенностями исобусловленная особенно- пользуемого стями используемого сырья сырья, без включений, не свойственных продукту. Физико-химические показатели сиропов должны соответствовать требованиям, указанных в таблице 15. Таблица 15– Физико-химические показатели сахарного сиропа Наименование показателя Значение показателя Массовая доля сухих веществ, %, 50,0 не более Кислотность, см3 раствора гидроокиси натрия концентрации 1,0 моль/дм3 В соответствии с рецептурами на 100 см3, или рН 2.3.1 Приемка по количеству и качеству Приемка по количеству и качеству осуществляется с целью установления соответствия белого сахара нормативной документации и проверки его удовлетворения кондициям. Доставка сахара осуществляется грузовыми транспортными средствами. Сахар песок упакован в мешки. Определение по количеству, осуществляется путем сверки поступившего сахара песка с данными накладной. Лист 28 Приемка по качеству осуществляется в лаборатории, с предварительным отбором точечных проб из мешков. 2.3.2 Взвешивание Сахар песок, соответствующий всем требованиям направляется на взвешивание. 2.3.3 Растворение сахара в воде В котёл наливают умягчённую воду, нагревают до 50-60 и при не- прерывном перемешивании вносят расчётное количество сахара. Массовая доля сухих веществ в сиропе должна превышать не более 50,0±1,0%. Стойкость пастеризованных сиропов в стеклянной таре не менее 180 суток. Сахарный сироп готовят горячим и холодным способом путём растворения в холодной воде при кипячении или холодным – растворением в холодной воде с температурой 20-25 . Более распространён горячий способ, по которому сироп готовят в сироповарочных котлах с паровой рубашкой и мешалкой. В данном курсовом проекте будем получать сахарный сироп горячим способом. 2.3.4 Кипячение раствора сахара При перемешивании сироп нагревают до кипения и кипятят 30 мин., снимая пену в специальный сборник. Пену и промывные воды после фильтрации используют при следующей варке. 2.3.5 Фильтрация и охлаждение сахарного сиропа Горячий сироп фильтруют на сетчатых фильтрах и охлаждают до 1520 в трубчатом или кожухотрубном холодильнике. При необходимости сироп обесцвечивают, фильтруя через смесь асбеста и активного угля. 2.3.6 Хранение сахарного сиропа до купажирования Хранят сахарный сироп в сиропных отделениях предприятий в закрытых эмалированных танках, или танках из нержавеющей стали, а также в Лист 29 других видах емкостей, в которые он подается по трубопроводам при помощи насосов. Для предотвращения развития микроорганизмов в верхнем пространстве над уровнем сиропа в танках устанавливают лампы ультрафиолетового света. Чтобы в верхнем пространстве танков не повышалась влажность, осуществляется постоянная принудительная циркуляция воздуха. После использования сиропа танки моют и стерилизуют. 2.4 Технологическая схема получения клюквенного морса Ι и II слива Ягоды клюквы Приемка по качеству и количеству Сортировка Мойка Дробление Первое настаивание Морс 1 слива Обработка холодом Водноспирт.раство р Хранение Второе настаивание Отработ.мезга 1 2 Лист 30 1 Морс 2 слива 2 утилизация Обработка холодом Хранение Рис. 4, Лист 1 2.4.1 Приемка по качеству и количеству Ягоды клюквы доставляют всеми видами транспорта в чистых, сухих, без постороннего запаха, не зараженных насекомыми-вредителями крытых транспортных средствах. Ягоды принимают партиями. Под партией принимают любое количество ягод клюквы одного и того же происхождения и разновидности, товарного сорта, упакованных в тару одного вида и типоразмера, поступивших в одном транспортном средстве и оформленных одним документом, удостоверяющим качество и безопасность продукта. 2.4.2 Сортировка После приемки по качеству и количеству ягоды клюквы взвешивают, осторожно высыпают из тары на специальные деревянные столы длиной 4-5 м и шириной 1-1,5 м с желобами по краям для сбора сока, отделяющегося при сортировке. Далее ягоды рассортировывают и отбраковывают на фракции: с излишней внешней влажностью; с механическими повреждениям; грязные; со следами болезни; с посторонним запахом или привкусом; перезревшие; заплесневелые или загнившие; не соответствующие товарному сорту. Сортировка должна быть тщательной, так как от нее в значительной мере зависит качество получаемого продукта. Лист 31 2.4.3 Мойка После сортировки ягоды клюквы поступают на следующую операцию - мойку, для очистки ягод от веток, грязи и других посторонних примесей. Для мойки ягод используют моечно-встряхивающие машины. 2.4.4 Дробление Прошедшие мойку ягоды поступают на измельчение в дробилки с деревянными вальцами(или эмалированными), с целью сохранения цвета сока. 2.4.5 Первое настаивание Цель операции настаивания- максимальное извлечение ароматических веществ. Дробленная клюква заливается водно-спиртовой жидкостью крепостью 50 % и настаивается при периодическом перемешивании ( но не менее 5 раз) в течение 14 суток, после чего сливается морс 1 слива, который проходит обработку холодом, с целью стабилизации и предотвращения помутнения. После операции обработки холодом клюквенный морс хранится до операции купажирования. 2.4.6 Второе настаивание Полученная после прессования мезга вторично заливается водноспиртовой жидкостью крепостью 40 % и настаивается при периодическом перемешивании (но не менее 5 раз) в течение 10 суток, после чего сливается морс 2 слива, который проходит обработку холодом, с целью стабилизации и предотвращения помутнения. После операции обработки холодом клюквенный морс хранится до операции купажирования. Лист 32 2.5 Технологическая схема производства наливки «Северная» и её описание Клюквенный морс 1слива Клюквенный морс 2 слива Водноспиртовая смесь Сахарный сироп Патока Купажирование Купаж Корректировка купажа Обработка холодом Фильтрация Отдых Контрольная фильтрация Пробка Розлив, ополаскивание бутылок и их укупорка Бутылки подготовленные Бракераж Бракераж Контрэтикетка Этикетка Оформление Приемка по количеству и качеству Акцизная марка Укладка в короба Бутылки Пакетирование 3 Лист 33 3 Хранение на СГП Отгрузка Рис. 5, Лист 1 2.5.1 Купажирование Цель купажирования – смешение всех компонентов купажа в количествах, определенных рецептурой напитка. Эта операция осуществляется в специальных купажных чанах вместимостью 5000 дал. При купажировании следует строго придерживаться рекомендуемой последовательности, которая определяется используемыми компонентами. Общие принципы купажирования: компоненты вносят от более ароматичных к менее ароматичным, сахарный сироп добавляют после внесения основной части воды, так как он плохо растворим в спирте. При купажировании компоненты купажа вносят в следующем порядке: спиртованные морсы, часть воды, спирт, сахарный сироп, патоку. Затем ингредиенты купажа перемешивают периодически после загрузки каждой составной части, а затем в течение 15-20 мин по окончании сборки. Средняя продолжительность составления купажа объемом 350-500 дал для наливок 90-120 мин. От каждого купажа сверху и снизу чана отбирают пробы, из которых составляют среднюю пробу для химического анализа и органолептической оценки. При несоответствии приготовленного купажа рецептуре по содержанию спирта, экстракта или сахара его корректируют добавлением требующих компонентов, вновь перемешивают и повторно анализируют. Также определяют цветность напитков. 2.5.2 Корректировка купажа Цель операции - проверка соответствия показателей купажа заданной рецептуре. Наливку исправляют, внося соответствующие изменения по соЛист 34 держанию спирта и воды. В результате получаем исправленный купаж, который отправляется на гомогенизацию. 2.5.3 Обработка холодом Технологическая операция воздействия низких температур в течение определенного времени с последующей обязательной фильтрацией на холоде. Цель обработки — получение наливки разливостойкой и устойчивой к обратимым коллоидным помутнениям при хранении в бутылках. Режим обработки холодом зависит от химический состава наливки и условий производства. Оптимальные технологические регламенты обработки наливок холодом определяются по количеству удаляемых при этом веществ, выраженному величиной мутности смытого осадка. Обработка наливок холодом осуществляется путем охлаждения наливок в теплообменнике до —10-— 14°С и выдержки ее в термокамере или термоизолированном резервуаре в течение 5—12 суток с последующей холодной фильтрацией. Фильтрация проводится при температуре обработки, но не выше — 5°С. 2.5.4 Фильтрация Особенность фильтрации наливок состоит в том, что они обладают достаточно высокой вязкостью, а это сказывается на производительности фильтрации. Фильтрация проводится при температуре обработки, но не выше — 5°С. 2.5.5 Отдых После фильтрации следующая операция - отдых. На отдыхе наливки стоят 15-20 дней. 2.5.6 Контрольная фильтрация Цель операции – придача напитку товарного вида. Купаж фильтруют на фильтр-прессе марки Ш4-ВФП-25 с асбестоцеллюлозными прокладками. До образования на асбестоцеллюлозных пластинах фильтрующего слоя из взвешенных частиц купажа первые порции фильтрата возвращают обратно в фильтр. Только совершенно прозрачный фильтрат производят под давлеЛист 35 нием 0,3 МПа и при средней скорости 45-65 дал/(ч · м2). При перезарядке фильтра асбестоцеллюлозные плиты удаляют и направляют для извлечения оставшегося в них спирта. Профильтрованные купажи поступают на розлив и укупорку. 2.5.7 Розлив, ополаскивание бутылок и их укупорка В настоящее время процессу фасовки и розлива уделяется большое внимание. В состав линии розлива может включаться довольно большое количество машин, сходных по производительности, в зависимости от решаемых на предприятии задач. Разливочная линия для розлива водки включает в себя триблок: - ополаскивание бутылок - розлив продукции -укупорка крышкой. Весь процесс полностью автоматический. Детали выполнены из нержавеющей стали, обеспечивающие долговечную и надежную эксплуатацию. На завод бутылки поступают автомобильным транспортом упакованные в полиэтиленовые мешки и установленные на поддоны. Из каждой партии бутылок отбирают среднюю пробу и в лабораторных условиях проверяют на наличие повреждение, неровностей, отклонений от нормативной документации. Далее бутылки отправляются на бракераж. Бракераж, операция, в процессе которой проверяют качество бутылок перед розливом. Осуществляется на бракеражном автомате и проводится путем наружного осмотра и присмотром в проходящем свете бутылок. После проверки бутылок они подаются в автомат для ополаскивания, розлива и укупорки. Захваченная механизмом бутылка оборачивается 180° по дуговому конвейеру. Форсунки впрыскивают моющую жидкость или воду по внутренним стенкам бутылки пока бутылка проходит конвейер горлышком Лист 36 вниз. Затем моющая вода выливается, бутылка продолжает движение по конвейеру пока не переворачивается горлышком вверх. Чистая бутылка перемещается цепным зажимом дальше в секцию розлива. Чистые бутылки подаются в зажимы с регулируемыми размерами для различных горловин бутылок. Находясь в пневматическом ротационном диске, горлышко бутылки захватывается сверху уплотнителем наполняющего вентиля. Вентиль переключает разливочный клапан на наполнение, после чего идет подача продукта. После сигнала датчика контроля уровня жидкости процесс наполнения останавливается, бутылка выходит из пневматического ротационного диска и выводится по конвейеру из разливочной секции. Пробки забираются из загрузочного бункера откуда попадают по крышечному конвейеру в захватывающее устройство. Захватывающее устройство затем подает крышку под укупорочную головку. Укупорочная головка забирает крышку и завинчивает ее затем на горлышко бутылки. Операция заканчивается завинчиванием крышки под действием камеры и внутреннего привода. Пробка оформлена фирменной наклейкой предприятия-изготовителя. 2.5.8 Бракераж В производственном цикле существует несколько этапов, на которых осуществляется контроль бутылок. Инспекция порожних бутылок проводится перед их мойкой, ополаскиванием и обдувкой для определения степени их загрязнения, наличия сколов, механических повреждений, трещин, целостности горлышек, корпусов и донышек бутылок. Бутылки с обнаруженными дефектами отбраковываются до мойки. Эта инспекция производится визуально перед световым экраном. Следующий этап контроля – после мойки бутылок, он особенно важен для возвратной тары. Инспекция бутылок, наполненных продуктом, предназначена для удаления негерметично укупоренных бутылок, бутылок с мутным содержимым и посторонними включениями (частицами стекла, обрывками бумаЛист 37 ги, плёнками и т.д. Поэтому после укупорки бутылки направляются на бракеражный автомат. Контроль осуществляется путём механического переворачивания бутылок и просмотра их перед световым экраном из матового стекла. Такие бутылки должны изыматься при бракераже вымытых бутылок после бутыломоечной машины, но могут также попасть по недосмотру и на расфасовочную линию. Цель бракеража после укупорки – контроль чистоты жидкости, содержащейся в бутылках, то есть обнаружение случайных посторонних включений, а также проверка плотности, герметичности укупорки и целостности бутылок. 2.5.9 Оформление Для оформления готовой продукции на бутылку с готовым изделием наносят этикетку, контрэтикетку, наклеивают акцизную марку (вручную). На бутылку наносят этикетку, на которой в обязательном порядке указывают наименование изделия, технические показатели, соответствие ГОСТу, адрес завода-изготовителя, знак соответствия стандартам РФ. Наносят контрэтикетку с дополнительными сведениями об изделии или заводе изготовителе. Оформленная продукция поступает на укладку в короба. 2.5.10 Укладка в короба Целью операции является дальнейшая упаковка изделия и придания товарного вида, удобного для транспортировки. Бутылки укладывают в картонные короба с перегородками. 2.5.11 Пакетирование Операция необходима для формирования на поддоне коробок и последующее связывание коробок и поддона в единое целое. 2.5.12 Хранение на складе готовой продукции до отгрузки Цель операции – накопление запаса товарного изделия перед отгрузкой. Ряды поддонов устанавливают так, чтобы между ними проезжала те- Лист 38 лежка или штабеллер. На короба с бутылками наносят дополнительную информацию. По мере необходимости проводят расформирование поддонов. Лист 39 3 Расчет продуктов и составление материального баланса производства 3.1 Продуктовый расчет наливки «Северная» Исходными данными для расчета продуктов при производстве ликероводочных изделий является рецептура и годовой объем производства. Рецептура наливки «Северная» Таблица 16- Физико-химические показатели Физико-химические показатели Крепость 20% Общий сахар 43,12 г/100 мл Привед.экстракт 4,10 г/100 мл Кислотность 0,462 г/100 мл Цветность 36 мм Таблица 17- Органолептические показатели Показатель Характеристика Цвет Красный Вкус Кисло-сладкий Аромат Клюквы Таблица 18-Купаж на 1000 дал Компоненты Единица измерения Количество Клюквенный морс 1-го слива Клюквенный морс 2-го слива Сахарный сироп 73,7 % по рефрактометру Патока дм3 3400 дм3 500 дм3 3960 кг 666 Спирт этиловый ректификованный высшей очистки Вода исправленная дм3 Спирт и вода по расчету на крепость купажа 20% дм3 Лист 40 Таблица 19- Расход ингредиентов на 1000 дал Наименование ингредиентов Единица измерения Количество Клюква свежая кг 3200,0 Сахар кг 4000,0 Патока кг 666,0 3.2 Расход полуфабрикатов и ингредиентов Определение расхода полуфабрикатов и ингредиентов, необходимых для выполнения ассортимента продукции предприятия, производится на основании утвержденных в производстве рецептур. Таблица 20 -Расход полуфабрикатов на 1000 дал напитка Полуфабрикаты Наливка«Северная» Сахар Сахарный сироп 73,7 %, дм3 3960,0 Патока Патока, кг 666,0 Морсы и спиртованные соки Клюквенный морс 1-го слива, дм3 3400,0 Клюквенный морс 2-го слива,дм3 500,0 Таблица 21- Расход плодово-ягодного сырья на 1000 дал Ингредиенты Наливка «Северная» Клюква свежая 3200,0 Таблица 22 -Расход морсов на 1000 дал изделий Морсы из свежего сырья Количество морсов и соков, дм3 Требуемое Готовится на заводе Клюквенный морс 1-го слива 3400,0 3400,0 Клюквенный морс 2-го слива 500,0 500,0 Лист 41 Таблица 23 - Расход ингредиентов на годовое производство напитков, тыс.дал Ингредиенты Наливка «Северная» Всего по цеху за год Объем изделий в годовой программе, тыс.дал Клюква свежая 260 260 3200 832000 Сахар 4000 1040000 Патока 666 173160 3.3 Расчет количества отработанного сырья Расчет количества отработанного плодово-ягодного сырья, остающегося после получения спиртованных соков и морсов на предприятии, может быть произведен на основании данных, приведенных в рецептурах и нормах их выхода морсов и настоев 1 и 2 слива, приведенных в таблицах. Количество отработанного плодово-ягодного сырья составляет: 3200+(288×0,90916)-(1278×1,0115)= 2169,14 кг. 3.4 Расчет отходов, представляющий собой плодово-ягодные выжимки, остающиеся после приготовления клюквенного морса. Морс из клюквы готовится из свежего сырья путем настаивания сначала в водно-спиртовом растворе, содержащем 50% спирта(1-й слив), а при получении 2-го слива - 40% спирта. Плотность 50% водно-спиртового раствора составляет - 0,93019, а 40% - 0,94806. Плотность сливаемого морса примем для удобства расчетов равной единице. Для получения спиртованного морса из свежей клюквы на каждые 1000 кг сырья расходуется на два залива, соответственно, 288 дал(крепостью 50 % спирта) и 170 дал (крепостью 45% спирта) водно-спиртового раствора. 288×0,93019=267,89 кг, 170×0,94806=161,17 кг, (1000+ 267,89+161,17)-(316,26+161,17)=951,63 кг, где 1000+ 267,89+161,17- масса сырья и заливаемого спирта; Лист 42 316,26+161,17- масса сливаемого морса; 951,63- остаток отработанного сырья. Если, при переработке 1000 дал сырья свежей клюквы образуется 951,63 кг отработанного сырья, то при переработке 832000 кг клюквы, отработанного сырья образуется: 832000×951,63/1000=791756,16 кг. 3.5 Расход сахара Сахар при производстве ликероводочных изделий расходуется на производство сахарного сиропа. Сахар в виде сахарного сиропа в нашем проекте используется в виде 73,7% раствора. Годовой расход сиропа составляет: 3960×260=1029600 дм3. Потери сахара при производстве наливок составляет 1,8%.Потери сахарного сиропа по нашему проекту составят: 1029600 ×1,8/ 100=18532,8 дм3 Расход сахарного сиропа с учетом производственных потерь составят: 1029600+18532,8=1048132,8 дм3 3.6 Расход спирта этилового ректификованного Объемы потребления спирта по ликероводочному производству рассчитываются с учетом крепости производимой продукции. При этом учитывается спирт, поступающий с готовыми спиртованными морсами и соками, алкогольными напитками, а также потери в соответствии с установленными для отрасли предельно допустимыми нормами. Согласно годовому плану выпуска продукции и нормативам потерь спирта на производство сладких изделий расход безводного спирта по запланированному ассортименту составит: 260000×20/(100(1-0,0178))=52942,37 дал, где 260000- годовой план выпуска наливки «Северная»; 20- крепость наливки «Северная». Лист 43 Расход спирта этилового ректификованного высшей очистки при его крепости 96,3 %, составит: 52942,37×100/96,3= 54976, 5 дал. 3.7 Расчет содержания спирта в спиртованных морсах, соках, настоях и ароматных спиртах. Спирт используется при получении всех полупродуктов ликероводочного производства. Расчет количества необходимого спирта, используемого для получения полуфабрикатов ликероводочного производства, осуществляется с учетом крепости продукта , его годовой потребности и нормативов потерь. 3.8 Расчет содержания спирта в спиртованных морсах ,получаемых на предприятии Согласно годовой потребности планируется использовать 884000(3400×260) дм3 клюквенного морса 1 слива, крепостью 20,1 %,и клюквенного морса 2 слива 130000(500×260),крепостью 34,7%.Вместе с этим количеством клюквенного морса вносится следующее количество безводного спирта: 884000×20,1/100=177684 дм3, 130000×34,7/100=45110 дм3. Расход безводного спирта с учетом норм потерь 5,5% от количества затрачиваемого спирта составит: 177684×100/(100-5,5)=188025,4 дм3 , 45110×100/(100-5,5)=47735,45 дм3. Расход спирта этилового ректификованного крепостью 96,3% составит: 235760,85×100/96,3=244919,16 дм3. 3.9 Расчет исправленной воды При расчете исправленной воды следует принять во внимание количество расходуемого спирта, его крепость, среднюю взвешенную крепость ЛВИ и степень сжатия водно-спиртовых смесей. Лист 44 Расход спирта этилового ректификованного крепостью 96,3% для производства наливки «Северная» составляет 244919,16 дал. При крепости наливки «Северная» 20% расход исправленной воды составит : 244919,16×442,16/100=1082934,56 дал. Таблица 24- Годовая потребность продуктов для производства наливки «Северная» № Продукты Единица измерения Количество 1 Клюквенный морс дм3 1014000 2 Клюква кг 832000 3 Сахар песок кг 1040000 4 Патока кг 173160 5 Выжимки клюквы кг 791756,16 6 Сахарный сироп дм3 1048132,8 7 Спирт этиловый дал 244919,16 ректификованный 8 Безводный спирт дм3 235760,85 9 Исправленная вода дал 1082934,56 Лист 45 4 Выбор и количественный расчет технологического оборудования для производства наливки «Северная» 4.1 Мерники и резервуары для хранения спирта Объем спирта измеряется мерниками I класса с точностью ±0,2%. Согласно ВНТП 35-93 мерники для приемки и отпуска спирта устанавливаются с учетом суточной потребности производства в спирте. К установке примем два мерника МШ-1000 на 1000 дал, два мерника МШ-250 вместимостью 250 дал и один мерник К7-ВМА вместимостью 75 дал. Годовой расход спирта на проектируемом предприятии составляет 244919,16 дал. При 242 рабочих днях предприятия суточный расход спирта составит: Рассчитаем общую вместимость спиртового склада (спиртохранилища) для проектируемого предприятия. Вместимость Gсклад спиртохранилища рассчитывают, используя формулу: Gсклад= дал, где М – годовой расход спирта на проектируемом предприятии с учетом потерь; n – нормативный запас спирта в сутках, 30 суток; К– степень заполнения резервуаров, 0,95; N – число рабочих дней, 242 дня. Подставим полученные данные в формулу расчета общей вместимости спиртохранилища: Gсклад = =31959,873 дал, Рассчитаем количество резервуаров спирта в спиртохранилище, при условии, что приняты к установке резервуары вместимостью 100 м3: Лист 46 = 3,2 4 На ликероводочных заводах запасы спирта хранят в вертикальных цилиндрических сварных резервуарах с плоской крышей и днищем, установленные в специальных спиртохранилищах. Выбираем 4 резервуара по 100 м3. 4.2 Расчет напорных чанов для спирта и воды Для расчета напорных чанов для спирта и исправленной воды определим количество спирта и воды, расходуемое в сутки на производство ликероводочных изделий, исходя из годового объема перерабатываемого сырья для производства планируемого объема продукции. 4.2.1Выбираем 2 мерника I класса для спирта 75 и 250 дал. 4.2.2 Напорный чан для спирта. Напорные чаны служат для создания напора спирта в трубопроводе перед смесителем или сортировочным чаном. Напорные чаны изготавливают прямоугольной формы, крышка и днище чана – прямоугольной формы. Для производства годового объема водки с учетом всех потерь необходимо спирта высшей очистки крепостью 96,3 % 244919,16 дал. Суточный расход этилового спирта при 242 днях работы в году составит: = 1012,06 дал, с Выберем для установки на проектируемом предприятии 3 напорных чана, их объем рассчитаем по формуле: Vчана= с чан с = = 224,9 дал, где Gс – суточный объем расхода спирта, дал/сутки; Nчан – количество устанавливаемых напорных чанов; Qс – суточная норма съема продукции с единицы объема напорного чана, 1,5 дал/(дал×сутки) Лист 47 Будем использовать 3 напорных чана минимальной емкостью 300 дал каждый. 4.2.3 Выбираем 2 мерника I класса для исправленной воды 75 и 250 дал. 4.2.4 Напорный чан для исправленной воды Годовой расход исправленной воды для производства планируемого ассортимента продукции составляет 1082934,56 дал. Суточный расход исправленной воды при 242 днях работы в году составит: = 4474,94 дал Принимая во внимание, что промышленностью выпускаются напорные чаны для воды от 300 дал до 1000 дал, выберем для установки на проектируемом предприятии напорный чан емкостью 1000 дал, а их количество рассчитаем по формуле: Nчанов = = =2,9 где Gс – суточный объем расхода исправленной воды, дал/сутки; Nчан – количество устанавливаемых напорных чанов; Qс – суточная норма съема продукции с единицы объема напорного чана, 1,5 дал/(дал× сутки). Будем использовать 3 напорных чана по 1000 дал каждый. 4.2.5 Расчет обратноосмотической установки Для очистки воды будем использовать обратноосмотическую установку производительностью 50м3/ч. 4.3 Сортировочный чан Приготовление водно-спиртовой смеси требуемой концентрации производится в сортировочном чане. Сортировочный чан представляет собой цилиндрический резервуар из нержавеющей стали соотношением диаметра и высоты 1:1,2. Лист 48 Перемешивание обычно производится лопастной мешалкой, возможно также использование циркуляционного насоса для осуществления перемешивания водно-спиртового раствора. В соответствии с ВНТП рекомендуется к установке сортировочный чан емкостью 1/12 суточного объема производства. Объем сортировочного чана должен быть не менее: = 457,25 дал Рассчитаем количество сортировочных чанов: = 0,23+1 Примем к установке 2 сортировочных чана вместимостью 300 дал и 2 емкости для хранения по 300 дал. 4.4 Напорный чан для сортировки С целью дегазации сортировки, насыщающейся воздухом в результате перемешивания лопастной мешалкой или циркуляционным насосом, а также для создания напора, сортировку перекачивают в напорный чан. В соответствии с ВНТП емкость напорного чана должна быть равна суточной норме производства водно-спиртовой смеси- не менее 5487 дал. Рассчитываем количество напорных чанов следующим образом. = 2,4 3 чана Таким образом, примем к установке 3 напорных чана емкостью 1500 дал каждый. В напорном чане нам нет необходимости перемешивания и проведения других процессов, способных привести к розливу сортировки из наполненных чанов. Также при этом следует учесть суточную неравномерность подачи сортировки в напорный чан и непрерывное расходования его на фильтрацию, что также приводит к тому, что наполняемость чанов не будет предельной. Лист 49 4.5 Сироповарочный котел Расход сахарного сиропа 1048132,8 дм3 в год, суточный расход составит: =4331,13 дм3 При вместимости аппарата 1000 дал, суточный расход составит: Рассчитаем количество котлов: Примем к установке 2 сироповарочных котла вместимостью 1000 дал. 4.6 Расчет купажных чанов Купажные чаны предназначены для приготовления ликероводочных изделий путем смешивания (купажирования). Объем наливки, выпускаемой за год в количестве 260000 дал, в сутки составит: Для купажного чана выработка с 1 дал вместимости может быть достигнута в среднем не менее 0,6 дал изделия в сутки. Следовательно, для наливки, с суточной производительностью 1074,38 дал необходим чан вместимостью: Примем 2 купажных чана на 1500 дал для получения наливки. 4.7 Сборники морсов Для хранения морсов используются вертикальные емкости изготовленные из нержавеющей стали. Суточный объем изготовления клюквенного морса: Лист 50 Примем 2 сборника морсов на 2500 дал. 4.8 Емкость для обработки холодом Примем к установке 4 емкости для обработки холодом вместимостью 2000 дал. 4.8.1 Теплообменник Примем к установке 1 теплообменник производительностью 250 дал/час. 4.9 Сетчатый фильтр Годовая производительность по сиропу составляет 1048132,8 дал. Суточный расход при 242 рабочих днях составляет: На проектируемом цехе в сироповарочном отделении предусмотрим односменный режим работы при 8 часовом рабочем дне, тогда расход сиропа в 1 час будет равен: Примем к установке 1 сетчатый фильтр с производительностью 200 дал в один час. 4.10 Сборник для хранения водно-спиртовой смеси Суточный объем производства водно-спиртовой смеси составляет 5487 дал. Продолжительность хранения 2 дня, тогда: Необходимо установить 2 сборника вместимостью 1000 дал. Лист 51 4.11 Сборник для отдыха наливки Суточный объем производства наливки составляет 1074,38 дал. Продолжительность хранения 15 дней, тогда: Необходимо установить 2 сборника вместимостью 2000 дал. 4.12 Сборники готовой продукции Суточный объем производства наливки составляет: Продолжительность хранения 30 дней, тогда: Следовательно, необходимо установить 3 сборника по 5000 дал каждый. 4.13 Контрольная фильтрация Перед розливом готовая продукция подвергается контрольной фильтрации через фильтр-пресс, который устанавливается на трубопроводе перед розливочным автоматом. Суточный объем наливки, подлежащий фильтрации составляет: При двухсменной работе ликероводочного цеха необходимо в один час профильтровать: При установке фильтр-пресса ИР19,5-565/13С с площадью фильтрации 19,5 м2 и скоростью фильтрации 30 дал в час на 1 м2 площади фильтра, можно за час работы такого фильтра профильтровать 30×19,5=585 дал наливки. Таким образом суточную норму наливки в 1074,38 дал можно обработать в течении: Лист 52 Следовательно, достаточно установить 1 фильтр-пресс марки ИР19,5565/13С производительностью 250 дал/ч. 4.14 Расчет оборудования для цеха розлива 4.14.1 Розливочный автомат Розлив ликероводочных изделий производится в чистые бутылки с помощью специальных автоматов. В зависимости от вязкости разливаемой жидкости, способности ее к вспениванию, содержания растворенных газов и др. определяются конструктивные особенности автоматов. Конструкция разливочного автомата должна учитывать специфику ликероводочного производства и обеспечивать: 1)высокую точность и стабильность дозировки, отвечающую требованиям ГОСТ; 2)минимальные потери жидкости при розливе изделий в бутылки; 3)минимальную аэрацию разливаемого продукта; 4)высокую надежность работы для данной производительности автомата. Существует два основных принципа дозирования пищевых жидкостей в бутылки – по объему и по уровню. При дозировании по объему жидкость вначале отмеривается определенными порциями (по объему) в автомате, а затем сливается в подставленные бутылки. При дозировании по уровню жидкость из резервуара автомата наливается через сливное устройство непосредственно в бутылки до заданного уровня. ГОСТом предусмотрены допустимые отклонения в зависимости от вместимости бутылок и вида розлива. «По объему» обычно разливают в бутылки с колпачками типа «алка», «по уровню» ликероводочные изделия разливают в бутылки с винтовой резьбой. В этом случае уровень налитой жидкости должен быть от половины до двух третей высоты горла, считая от верхнего Лист 53 края венчика. Как правило, розлив полностью автоматизирован, существуют только некоторые различия в технологическом процессе. Существует два основных типа разливочных машин: 1. линейные 2. роторные (карусельные). Принцип работы машин линейного типа заключается в последовательном розливе наливки по бутылкам с остановками на время, необходимое для наполнения каждой из них. Отличаются простотой и невысокой производительностью. Роторные машины для розлива относятся к автоматам более высокого класса. Преимущество заключается в том, что тара постоянно передвигается по конвейеру – соответственно, повышается производительность в единицу времени. В автоматах, разливающих пищевые жидкости по объему применяются дозировочные устройства, конструкции которых должны обеспечивать весь комплекс процессов (гидродинамических, аэродинамических) по наполнению, отмериванию и сливу заданного объема жидкости в бутылку. По конструкции дозировочные устройства делятся на две группы: ковшовые и камерные, которые в свою очередь подразделяются на несколько групп. Для розлива ликероводочных изделий до настоящего времени используются автоматы, работающие в основном на принципе дозирования по объему при атмосферном давлении. Регулировка дозировочного аппарата для каждого вида изделий производится с перерасчетом на объем жидкости при 20 °С. Всего планируется в сутки разлить: где: 1074,38 – объем суточного производства наливки «Северная» , дм3; 0,5 – объем тары, дм3. Расчет числа линий по розливу ликероводочных изделий: N= д Лист 54 где: Qгод – годовая мощность проектируемого предприятия, дал; G – производительность линий розлива, бут./ч; F – годовой фонд времени; Е – переводной коэффициент, учитывающий емкость бутылок. E = 20 для бутылок емкостью 500 мл ; K – коэффициент технического использования 0,9. Расчет фонда времени работы линии розлива производится по формуле: F = Tp× n где F – годовой фонд времени работы оборудования розлива, Тр – время работы в сутки, n – количество рабочих суток в году, 242 суток. F = 242 × 8 = 1936 часов Рассчитаем количество линий розлива для наливки «Северная»: N= =0,99 ≈ 1 шт Принимаем 1 линию розлива. 4.14.2 Бракераж В производственном цикле существует несколько этапов, на которых осуществляется контроль бутылок. Инспекция бутылок, наполненных продуктом, предназначена для удаления негерметично укупоренных бутылок, бутылок с мутным содержимым и посторонними включениями – частицами стекла, обрывками бумаги, пленками и т.д. Поэтому после укупорки бутылки поступают на бракеражный автомат. Бракераж проводится путем механического переворачивания бутылок и просмотра их перед световым экраном из матового стекла. В бутылках, поступающих на розлив, вследствие плохого качества мойки, а также по другим причинам, могут находиться посторонние включения: осколки стекла и стекольная пыль, обрывки этикеток, разные взвеси, мухи и другие загрязнения. Такие бутылки должны быть изъяты при Лист 55 бракераже вымытых бутылок после бутылкомоечной машины, но могут также попасть по недосмотру на расфасовочную линию. Цель бракеража – контроль чистоты жидкости, содержащейся в бутылках, т. е. обнаружение случайных посторонних включений в жидкостях, а также проверка плотности, герметичности укупорки и целости бутылок. Примем к установке 1 инспекционную машину, которая позволяет осматривать до 6000 бутылок в час. 4.14.3 Этикетировочный автомат На ликерно-водочных заводах страны применяют этикетировочные автоматы непрерывного действия линейного и ротационного (карусельного) типов. Этикетировочные автоматы линейного типа ВЭМ производительностью 6000 предназначены для наклеивания этикеток прямоугольной формы на цилиндрическую часть бутылки. Их функционирование основывается на вакуумном способе извлечения этикеток из этикетного магазина. Примем для установки 1 автомат типа ВЭМ производительностью 6000 бут/ч 4.14.4 Укладка в короба Для укладывания бутылок в короба будем использовать роботоукладчик с производительностью до 10 циклов/мин, который имеет широкий диапазон систем захвата. 4.14.5 Отгрузка на склад готовой продукции Для отгрузки поддонов с продукцией на склад готовой продукции будем использовать электрический погрузчик. 4.14.6 Напорные чаны для ликероводочных изделий Установим 2 напорных чана на 2000 дал, так как планируется производство одной группы изделий-наливка. Для контрольной фильтрации принимаем 2 мембранных фильтра производительностью 1000 дал/час Лист 56 Таблица 25 – Сводная таблица технологического оборудования Тип, Производительность длина ширина высота Кол-во Наименование марка Мерник Мерник 2 2 МШ-1000 К7-ВМА 1000 дал 75 дал 2900 964 1715 850 2560 2830 Мерник Резервуар для хранения спирта Сетчатый фильтр 2 4 МШ-250 AT-HХВ 250 дал 100 м3 1140 3500 2110 3500 1 200 м3/ч 436 1219 Напорный чан для исправленной воды Напорный чан для спирта Сортировочный чан 3 1000 дал 3850 2085 1250 300 дал 2165 2290 2290 300 дал 2070 2070 2150 Напорный чан для сортировки Сироповарочный котёл Емкость для хранения сахарного сиропа Купажный чан 3 ПВО-AF200E ПО «Крымпродмаш» ПО «Крымпродмаш» BERTOLASO ПО «Крымпродмаш» «Агромаш» 2840 1000 0 642 1500 дал 2580 2700 2700 1000 дм3 1000 1000 1700 Теплообменник пластинчатый Емкость для обработки холодом Сборник готовой продукции Обратноосмотическая установка Емкость для настаивания Емкость для хранения наливки Резервуар для хранения водноспиртовой смеси Напорный чан готовой продукции 1 3 2 2 2 BERTOLASO 500 дал 1275 1875 2850 2 BERTOLASO ВО1-У2,5 1500 дал 2228 2228 4800 250 м3/ч 1700 700 1330 BERTOLASO BERTOLASO УМВВ-2 2000 дал 4800 2428 3750 5000 дал 3180 3180 6600 50м3/ч 1520 800 1600 BERTOLASO ПО «Крымпродмаш» «Агромаш» 2500 дал 2600 2600 4600 2000 дал 2940 3315 5083 1000 дал 2985 2335 2985 BERTOLASO 2000 дал 2070 3000 3300 4 3 1 2 2 2 2 Лист 57 Кол-во Наименование Тип, марка Производительность длина ширина высота Фильтр мембранный для контрольной фильтрации Триблок 2 VeloFLOW TMC 1000 дал/час 1500 1200 2000 1 6000 бут/час 2100 1900 2550 Фильтр-пресс 1 Этикетировочный автомат 1 6000 бут/час 2500 900 1320 Инспекционная машина Робот укладчик 2 ЮВЕСТ-4,0 БНТ ИР19,5565/13С Этикетавтомат ECA-07 Lynx 100 6000 бут/час 1300 850 1900 10 циклов/мин Мембранный пресс 1 RobopackerM -E Optional mini 1400 3230 1330 3230 Сортировочный стол 1 «Агромаш» 100 кг 2000 850 1050 1 250 дал/час Лист 58 5 Технохимический и микробиологический контроль производства Технохимический контроль имеет очень важное значение в ликероводочной промышленности, вырабатывающей из ценного сырья - этилового спирта, растительного сырья и пищевых продуктов (сахар, эфирные масла и др.) - высококачественные ликеры, наливки, настойки и водки в широком ассортименте. Технохимический контроль направлен на улучшение качества продукции, внедрение рациональных технологий, соблюдение норм расхода сырья и материалов, снижение их потерь. Технохимический контроль представляет собой совокупность показателей характеризующих химический состав и физико-химические показатели сырья, полупродуктов, вспомогательных материалов, используемых в производстве готовой продукции, а также установление идентичности полученных результатов значениям соответствующих стандартов. Технохимический контроль предусматривает определение комплекса показателей, дающих полную информацию о качестве продукта на основе проводимых анализов и данных контрольных измерительных приборов. Одной из главных задач, стоящих перед службой технохимического контроля является контроль за ходом технологического процесса, качеством сырья и готовой продукции. Продукцию высокого качества можно получить только при использовании сырья, качество которого удовлетворяет необходимым требованиям, и при соблюдении оптимальных технологических режимов производства конечного продукта. Даже самые незначительные отклонения в качестве сырья и нарушения в технологическом режиме приводят к выпуску готовой продукции низкого качества или к браку. Эти отклонения выявляются только при помощи технохимического контроля. Технохимический контроль на предприятиях должен обеспечивать соблюдение технологических режимов рецептур, проверку качества сырья, полупродуктов и готовой продукции в соответствии со стандартами и техническими условиями. Лист 59 Важным звеном в проведении технохимического контроля являются сами методы анализа, которые должны давать точные и достоверные результаты. На основании таких результатов можно разработать и уточнить технологический режим, наметить пути устранения недостатков и потерь в производстве, предупредить выпуск некачественной продукции. Такой контроль может быть наиболее эффективным, так как технохимический контроль служит не только для выявления брака готовой продукции, но и для его предупреждения, а также для исключения ситуаций, приводящих к возникновению брака на всех стадиях технологического процесса производства. Таблица 26 – Схема микробиологического и технохимического контроля Объект контроля 1 Спирт этиловый ректификованный Место и периодичность контроля 2 Каждая партия Контролируемые показатели Методы и средства контроля 3 Объемная доля этилового спирта, % 4 ГОСТ 32036-2013 ГОСТ 32036-2013 Массовая концентрация сивушных масел, мг ГОСТ 32036-2013 Массовая концентрация эфирных масел, мг ГОСТ 32036-2013 ГОСТ 32036-2013 ГОСТ 32013-2012 ГОСТ 5962-2013 Массовая концентрация альдегидов, мг Массовая концентрация метанола, % Наличие фурфурола Вода умягченная Каждая партия Сахарный сироп Каждая партия Органолептические показатели: вкус, запах, цвет, внешний вид Общая жесткость, моль/дм3 Вкус, запах, цветность, мутность Общее количество бактерий, к/т Массовая доля сухих веществ, % ГОСТ 31954-2012 ГОСТ 31895-2012 Лист 60 Пр д лжение аблицы 26 Сортировка Готовая продукция Каждая партия Объемная доля этилового спирта, % Массовая концентрация сахаров, г/дм3 Массовая концентрация общего диоксида серы, мг/дм3 Массовая концентрация железа, мг Органолептические показатели Токсичные элементы: Свинец, кадмий, мышьяк. Органолептические показатели: вкус, запах, цвет, внешний вид ГОСТ Р 51653-2000 ГОСТ 13192-73 ГОСТ Р 51655-2000 ГОСТ 13195-73 Метод дегустации ГОСТ 30178-96 По утвержденной методике ГОСТ 32071-2013 ГОСТ 32080-2013 Определение крепости, массовой концентрации общего экстракта, сахара и кислот в пересчете на лимонную кислоту Определение содержания токсичных элементов ГОСТ 30178-96 Лист 61 6 Мероприятия по безопасности жизнедеятельности 6.1 Значение и задачи безопасности труда в ликёроводочной отрасли Большое значение для предприятий имеет повышение безопасности труда, максимальное сокращение числа рабочих мест с неблагоприятными и вредными условиями, доведение до действующих санитарно-гигиенических норм состояния воздушной среды, температурно-влажного режима, организация надлежащего санитарно-бытового и медицинского обслуживания работников. Трудовой кодекс РФ в разделе “Охрана труда” предусматривает основные направления государственной политики в области охраны труда: 1) обеспечение приоритета сохранения жизни и здоровья работников; 2) государственный контроль и надзор за соблюдением требований охраны труда; 3) защита законных интересов работников, пострадавших от несчастных случаев на производстве и профессиональных заболеваний и другое. Задачами безопасности труда являются: 1) выявление опасных и вредных факторов, характерных для отрасли виноделия; 2) ограничение выявленных негативных факторов в пределах, не оказывающих отрицательного воздействия на работающего; 3) разработка и внедрение мероприятий, направленных на ликвидацию вредных факторов или на защиту от них. Если фактор нельзя ликвидировать, рабочего нужно защитить средствами индивидуальной защиты. 6.2 Производственная санитария 6.2.1 Санитарно-гигиенические требования к воздуху рабочей зоны Вредными называются вещества, которые при контакте с организмом человека в случае нарушения требований безопасности могут вызывать производственные травмы, профессиональные заболевания или отклонения в соЛист 62 стоянии здоровья, обнаруживаемые современными методами как в процессе работы, так и в отдалённые сроки жизни настоящего и последующего поколений. На ликероводочных предприятиях воздух рабочей зоны может загрязняться вредными веществами, выделяющимися при производственных процессах, а также содержащихся в продуктах, полупродуктах и отходах производства. Эти вещества поступают в воздух в разном агрегатном состоянии. К ним относится пары этилового спирта, кислот, щелочей, токсичные холодильные агенты, растворители лакокрасочных материалов. Их воздействие на человека зависит от токсичности, концентрации в воздухе, и проявляется в виде острых и хронических отравлений и профессиональных заболеваний. Источники выделения в атмосферу вредных паров и пыли и их характеристики приведены в таблице 27. Таблица 27 - Источники выделения в атмосферу рабочей зоны вредных паров, газов, пыли и их характеристика. Класс опасно- Наименование ПДК вещества сти Место выделения вещества Аммиак 20,0 IV Компрессорное отделение Спирт этиловый 1000,0 IV Спиртохранилище Пыль металлическая 10,0 Ш Мехмастерская растворы в пере-счёте 0,5 II Лаборатория Щёлочи (едкие)- на NaOH Серная кислота 1,0 II Лаборатория Соляная кислота 5,0 II Лаборатория Для обеспечения здоровых и безопасных условий труда, работоспособности человека, окружающая его воздушная среда должна соответствовать установленным санитарно-гигиеническим нормам. Среди них особое значение принадлежит метеорологическим условиям на рабочих местах. Требования к метеоусловиям регламентируются санитарными нормами ГОСТ Лист 63 12.1.005-88 ССБТ “Санитарно-гигиенические требования к воздуху рабочей зоны”, устанавливающими оптимальные и допустимые показания микроклимата для рабочей зоны закрытых производственных помещений с учетом тяжести выполняемых работ и периодов года. Оптимальными микроклиматическими условиями считаются такие, сочетание которых при длительном и систематическом воздействии на человека сохраняют его нормальное тепловое состояние без напряжения механизма термоизоляции. При этом обеспечивается ощущение теплового комфорта и создаются предпосылки для высокой работоспособности. Проектом предусмотрена общеобменная приточно-вытяжная вентиляция, воздух подаётся по схеме “сверху вниз”, удаляется крышными вентиляторами. В производственных помещениях подача воздуха производится сосредоточенными струями в проходы между резервуарами. Для этих помещений предусмотрена приточно-вытяжная вентиляция для трёхкратного воздухообмена в сутки и также устанавливаются вытяжные шкафы для работы с легколетучими веществами. 6.2.2 Освещение производственных помещений Рациональное освещение должно предупреждать зрительную утомляемость и профессиональные заболевания органов зрения. На предприятии освещение имеет важное значение как фактор улучшения общего санитарногигиенического состояния производственных и вспомогательных помещений, снижения уровня производственного травматизма, повышения производительности труда и улучшения качества выпускаемой продукции. Освещение производственных, вспомогательных и складских помещений, а также территории ликероводочного завода должно соответствовать требованиям главы СНиП 23-05-95 “Естественное и искусственной освещение, Нормы проектирования”. Естественное освещение может быть боковым (через окна в наружных стенах), верхним (через фонари, световые проемы в покрытии) и комбинированным, сочетающим боковое и верхнее. Искусственное освещеЛист 64 ние может быть общим (с равномерным или локализованным размещением светильников) и комбинированным, если к общему освещению добавляется местное. В проекте предусмотрено рабочее освещение для всех помещений, предназначенное для работы, прохода людей и движения транспорта, а также аварийное освещение – для продолжения работы при аварийном отключении рабочего освещения, напряжением 220 В и местное освещение – освещение дополнительное к общему, создаваемое светильниками, концентрирующими световой поток непосредственно на рабочих местах. Освещённость помещений зависит от разряда производственных работ. Тип светильников принимают в зависимости от назначения помещений и характеристики окружающей среды. При проектировании цеха выбрано комбинированное искусственное освещение. При этом освещении к общему освещению добавляется местное, концентрирующее световой поток непосредственно на рабочих местах. Комбинированная система освещения более экономична и лучше обеспечивает гигиенические условия работы. Искусственное освещение осуществляется люминисцентными лампами – они экономичны, имеют большой срок службы, спектр излучения, близкий к естественному, у них относительно небольшая яркость, они пожаробезопасны. Для производственного цеха приняты светильники влагоизоляционные (корпус и патрон противостоят воздействию влаги и обеспечивают сохранность изоляции введённых в светильник проводов). Также применяют переносные светильники закрытого исполнения (имеют оболочку уплотнённую так, что она не допускает проникновения пыли и влаги в полость расположения лампы и патрона). Предусмотренное аварийное освещение имеет освещённость не менее 5 % нормируемого для работ. Светильники аварийного освещения присоединены к независимому источнику питания электроэнергией. Они включаются автоматически при Лист 65 включении основного освещения, или вручную. Каждый рабочий проинструктирован о порядке и месте включения аварийного освещения. Для освещения территории предусмотрены протекторы. 6.2.3 Шум и вибрация Чрезмерные уровни шума и вибрации являются производственными вредителями, которые при определённых условиях приводят к профессиональным заболеваниям, снижению производительности труда, могут являться косвенной причиной несчастных случаев. В основе шума и вибрации лежит одно физическое явление – механические колебания, создаваемые при работе машин и механизмов из-за неуравновешенности вращающихся частей, трения и соударения деталей, больших скоростей движения и пульсации перемещаемых транспортных магистралях жидкостей и газов. Практически всё технологическое оборудование является источником шума и вибрации различной интенсивности, а именно: насосы, вентиляционные установки, компрессорные, транспортёры, разливочные автоматы, электродвигатели. Основными источниками возникновения шума в цехе розлива являются: выход воздуха из воздушных цилиндров розливочных автоматов, соударение бутылок при движении по транспортёру, удары бутылок о металлические части бутылкомоечной машины. Также источником шума является вентиляционное оборудование. Методы борьбы с шумом и вибрацией: 1) ослабление шума в источнике его возникновения (является наиболее радикальным способом, но он возможен только на стадии проектирования оборудования); 2) устройство звукоизолирующих кожухов (наиболее простой способ); 3) устройство звукоизолирующих кабинок, отгораживающих работающих от шумных агрегатов. Для звукоизоляции предусмотрены звукопоглощающие облицовки потолков и стен, для предотвращения вибрации машины устанавливают на Лист 66 амортизаторы, также на вибрирующие поверхности наносятся упруговязкие материалы (резина) Для индивидуальной защиты работающих от шума и вибрации предусмотрена специальная одежда (наушники, беруши, специальная обувь) согласно ГОСТ Р ИСО 226-2009 и ГОСТ 12.1.012-2004. Допустимые уровни шума на рабочих местах приведены в таблице – 28. Таблица 28 – Допустимые уровни шума на рабочих местах Уровни звукового давления (ДБ) в октавных полосах со среднемет- Уровни рическими значениями, Гц Рабочие места 3 1,5 Администра- звука 1 2 эквива- 63 25 50 500 1000 2000 4000 8000 79 70 63 58 55 52 50 49 95 87 82 78 75 73 71 69 9 тивный корпус 3 и лентные уровни 60 Постоянные рабочие места и рабочие зоны в произ- 107 водственных 80 по- мещениях 6.2.4 Состав и размещение санитарно-бытовых удобств Согласно СаНиП 2.0904-87 “Административные и бытовые здания” на предприятии предусмотрены общие бытовые помещения и устройства (гардеробные, уборные), а также помещения общественного отдыха, специальные бытовые помещения (кладовые). Состав бытовых помещений и устройств принимаются в зависимости от группы производственных процессов. Бытовые помещения расположены с таким расчётом, чтобы пользующиеся ими рабочие не проходили через производственные помещения с вредными выделениями, если они в них не работают. В бытовых помещениях устроена приточно-вытяжная вентиляция. Гардеробные оборудованы шкафами для хранения одежды по списочному количеству работающих во всех сменах, также они оборудованы скамьями, предусмотрены проходы между шкафами шириной 2 метра. Температура воздуха в гардеробных 16-18С. Лист 67 Уборные расположены так, чтобы расстояние от наиболее удаленного рабочего места до уборной было в здании 75 м, а на территории – 150м. Комната отдыха удалена от основного производства, оборудована всем необходимым. В каждом цехе имеется лаборатория, а также кабинеты начальника цеха и технолога. 6.2.5 Санитарно-защитная зона В комплексе мероприятий, обеспечивающих здоровье и безопасные условия труда, высокую культуру производства, а также защиту населения от вредных паров, пыли, газов, дыма, копоти и шума, а также вредного влияния сточных вод, большое значение имеет правильное размещение и расположение предприятия, а по его территории – производственных, вспомогательных и бытовых зданий и сооружений. Предприятие ликероводочного производства отнесено к III классу, зона составляет 100 метров. Планировку и устройство осуществляли с учётом: поточного движения транспорта; автоматизации и механизации производственных процессов; отвода атмосферных осадков от здания к водостокам; устройства дорог и проездов с соблюдением общепринятых габа- ритов, допускаемых уклонов; закругления хозяйственного и пожарного водоснабжения и кана- лизации; наружного освещения; твёрдого покрытия (асфальт); дорожек, шириной не менее 1 метра для движения работников; минимального количества пересечений и с проездами автотранс- порта. Лист 68 6.3 Техника безопасности 6.3.1 Анализ опасных зон обслуживания Всё технологическое оборудование размещается с учётом удобств при работе и обслуживании, а также с учётом максимального освещения. Опасными зонами технологического оборудования являются движущиеся части оборудования. Поэтому для безопасности работы обязательным является установка защитных ограждений, покраска в яркий цвет. Проектом предусмотрены необходимые проходы и проезды в соответствии с требованиями безопасности к размещению рабочих мест и площадок. При размещении оборудования в проекте соблюдены следующие нормы: 1) расстояние между параллельно расположенными линиями транспортёров, а также ширина обслуживающих проходов между ёмкостями не менее 1,5 м; при проезде электрокар – не менее 2,5 метров; 2) расстояние между линией (транспортёром) и стеной при наличии между ними рабочих мест – 1,4 метра, при отсутствии – 1,0 м; 3) расстояние между оборудованием и стеной – не менее 0,8 м; 4) расстояние между не обслуживающими сторонами ёмкостей (оборудования) – не менее 0,3 м, при круговом обслуживании – не менее 1м; 5) расстояние между ярусами рядов резервуаров – 0,4 м; 6) расстояние от пола до площади обслуживания второго яруса – не менее 2,2 м. 6.3.2 Мероприятия по механизации погрузочно-разгрузочных работ Важнейшим условием обеспечения безопасности погрузочно- разгрузочных работ, а также транспортных работ является их комплексная механизация. Выполнять эти работы следует при помощи транспортных машин и механизмов. Механизированный способ погрузочно-разгрузочных работ является обязательным для грузов массой более 50 кг, а также при подъёме грузов на высоту более 3 м. Ручная погрузка и выгрузка допускается Лист 69 только при небольших объёмах работ. Для снижения удельного веса ручного труда на предприятии предусмотрены электротали для разгрузки, электрокары, специальные тележки для перемещения баллонов со сжатым газом. 6.3.3 Обеспечение электробезопасности Проектом предусмотрены меры по обеспечению электробезопасности. Для обеспечения безопасности людей от поражения электрическим током предусмотрено заземление, защитное отключение. Надёжность и безопасность работы электрооборудования зависит, прежде всего, от состояния изоляции токоведущих частей. Для изоляции токоведущих частей (машин, аппаратов, приборов) на предприятии применяются различные изоляционные материалы и изделия, отличающиеся диэлектрическими и особыми физико-механическими свойствами (резина, пластмасса, бумага, фарфор, асбест, эбонит, смолы, лаки, краски). Для защиты персонала от поражения электрическим током предусмотрены: защитное заземление, средства индивидуальной защиты (СИЗ) (специальные очки, противогазы, спецперчатки, галоши и т.д.). 6.3.4 Пожарная профилактика Основными параметрами взырво – и пожароопасные жидкостей является: температура самовоспламенения, температурные и концентрационные пределы воспламенения паров жидкости с воздухом. Взрыв пылей может произойти, если концентрация их в воздухе находится в области воспламенения. В производственных условиях возникновение и накопление зарядов статического электричества чаще всего происходит а следующих случаях: 1) при наливе падающей струёй органических диэлектрических жидкостей (этилового спирта, бензина) в ёмкости при перемешивании их мешалками и сжатым воздухом; 2) транспортировании таких жидкостей по металлическим, стеклянным и пластиковым трубам и резиновым шлангам; Лист 70 3) обработке диэлектриков в смесителях; 4) трении резиновых проводных ремней в транспорте. Основные способы устранения опасности статического электричества: 1) заземление оборудования, коммуникаций и ёмкостей; 2) обеспечение постоянного контакта с заземлением тела человека; 3) увеличение поверхности и объёмной проводимости путём повышения относительной влажности воздуха или применение антистатических примесей; 4) ионизация воздуха или среды, в частности, внутри аппарата, ёмкости и т.д.; 5) предотвращение взрывоопасных концентраций; 6) ограничение скорости движения жидкости. Для защиты от молний применяют молниеотвод. Его защитное действие основано на свойстве молний поражать наиболее высокие и хорошо заземлённые металлические сооружения. Благодаря этому более низкие по высоте здания, входящие в зону данного молниеотвода, не будут поражены молнией. На предприятии предусмотрено устройство пожарной сигнализации, которое устанавливается в помещении проходной завода. Наружное пожаротушение производится из пожарных резервуаров, гидрантов, установленных по кольцевой оси водопровода. Внутреннее пожаротушение ведут из пожарных кранов на внутренней сетке водопровода. Запас воды на наружное и внутреннее пожаротушение хранится в двух резервуарах ёмкостью 150 м3 каждый из расчёта продолжительности тушения пожара в течение трёх часов. 6.3.5 Разработка мероприятий по защите сырья и готовой продукции в условиях ЧС Защита продовольствия, пищевого сырья и систем водоснабжения от уничтожения при нападении противника, а также от заражения радиоактивЛист 71 ными отравляющими веществами, бактериологическими средствами – одна из задач ГО. Для выполнения этой задачи необходимо своевременно провести комплекс комплекс мероприятий, которые исключают или уменьшают воздействие поражающих факторов оружия массового поражения на сырьё, воды, готовой продукции: 1) инженерно-технические мероприятия по подготовке складских помещений и производственных зданий к защите продовольствия; 2) совершенствование и накопление защитной тары и упаковочных материалов; 3) мероприятия по защите сетей и сооружений водоснабжения и резервуаров хранения воды; 4) санитарно–гигиенические и санитарно–профилактические мероприятия. Поэтому, своевременная и точная оценка воздействия оружия массового поражения на сырьё и готовую продукцию является одной из важнейших задач ГО. Лист 72 Заключение В ходе курсового проектирования был разработан цех по производству и розливу наливки «Северная» производственной мощностью 260 тыс. дал в год. Выбранные технологические схемы производства ликероводочной продукции направлены, с одной стороны, на повышение ее качества, с другой – на уменьшение затрат труда и площадей. В схемах производства продукции применяются как хорошо зарекомендовавшие себя, так и новейшее оборудование и технологии. В проекте присутствуют оригинальные конструкторские решения. Так, например, цех производства ликероводочных изделий представляет собой лёгкую конструкцию с металлическим профилем. Цех розлива выполнен в один этаж с учётом поточности технологических процессов. Обобщая вышеизложенное, можно сделать вывод, что при внедрении этого проекта в производство, можно выпускать ликероводочные изделия, отвечающие стандартам качества и способные успешно конкурировать на мировом рынке с аналогичной продукцией. Лист 73 Список использованных источников 1 Зайнуллин Р.А., Бурачевский И.И. Расчет продуктов, расходных материалов и оборудования для производства водок и ликероводочных изделий. – М.: ДеЛипринт. – 2009. – 210 с. 2 Макаров С.Ю., И.Л. Славская. Технология водок и ликероводочных изделий. – М.: ДеЛипринт. – 2012. – 482 с. 3 Н.И.Славуцкая. Технология ликеро-водочного производства. – М.: Пищевая промышленность. – 1972. – 174 с. 4 ВНИИ Продуктов брожения. Технологическая инструкция по ликероводочному производству. – М.: Минпищепром. - 1973. – 275 с. 5 http://www.znaytovar.ru 6 http://www.docs.cntd.ru Лист 74 Лист 75 Лист 76