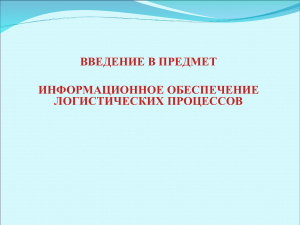
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «ТЮМЕНСКИЙ ИНДУСТРИАЛЬНЫЙ УНИВЕРСИТЕТ» Институт промышленных технологий и инжиниринга Кафедра «Переработки нефти и газа» Проект установки производства формалина мощностью 76 тыс. тонн в год ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовой работе по дисциплине: «Технология нефтехимического синтеза» КР.18.03.01.03-0400/27К.549.2024.00.ПЗ ВЫПОЛНИЛ: Обучающийся группы ХТб-20-1 _______________ Томчук Е.В. ПРОВЕРИЛ: Доцент, к.т.н. ______________ Дерюгина О.П. Тюмень, 2024 2 ЗАДАНИЕ 3 СОДЕРЖАНИЕ ВВЕДЕНИЕ.................................................................................................... 5 1 Литературный обзор .................................................................................. 6 1.1 Физические свойства формальдегида ............................................... 6 1.2 Формалин технический ...................................................................... 6 1.3 Физико-химические основы технологического процесса .............. 7 1.3.1 Химизм процесса ......................................................................... 7 1.3.2 Механизм процесса ...................................................................... 8 1.3.3 Термодинамика реакций ........................................................... 10 1.3.4 Кинетика реакций ...................................................................... 11 1.4 Технологии производства формалина ............................................ 12 1.5 Сырье для производства формалина ............................................... 16 1.6 Катализаторы и их характеристики ................................................ 17 1.7 Применение формалина в промышленности ................................. 19 1.8 Аспекты безопасности и контроля качества при производстве ... 19 2 Технологическая часть ............................................................................ 21 2.1 Выбор и обоснование технологической схемы ............................. 21 2.2 Характеристика сырья и готовой продукции ................................. 21 2.3 Описание технологической схемы установки ............................... 22 2.4 Материальный расчет ....................................................................... 24 2.4.1 Расчет основных расходных коэффициентов. ........................ 29 2.5 Технологический расчет основного оборудования ....................... 30 Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Лит. СОДЕРЖАНИЕ Лист Листов 1 2 ТИУ ИПТИ гр. ХТб- 4 2.5.1 Технологический расчет реактора. Назначение устройство и основные размеры. Определение числа реакторов ................................... 30 2.5.2 Тепловой расчет ......................................................................... 31 2.5.3 Расчет реактора (контактного аппарата) ................................. 34 2.5.4 Технологический расчет спиртоиспарителя. Назначение, устройство и основные размеры. Определение числа аппаратов ............ 34 2.5.5 Тепловой расчет ......................................................................... 36 2.5.6 Расчет спиртоиспарителя .......................................................... 38 2.5.7 Технологический расчет подконтактного холодильника. Назначение, устройство и основные размеры. Определение числа аппаратов ........................................................................................................ 42 2.5.8 Тепловой расчет ......................................................................... 43 2.5.9 Расчет подконтактного холодильника ..................................... 45 ЗАКЛЮЧЕНИЕ ........................................................................................... 50 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ................................. 51 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 2 5 ВВЕДЕНИЕ В современной промышленности производство формалина является крайне востребованным и важным процессом. Формалин, или метаналь, широко используется в различных отраслях промышленности, включая производство пластмасс, смол, лекарств, агрохимических продуктов, а также в качестве консерванта и дезинфицирующего средства. С учетом такого широкого спектра применений, установка производства формалина представляет собой важное звено в промышленном производстве. Цель данной курсовой работы заключается в анализе и разработке проекта установки для производства формалина. В ходе работы мы рассмотрим основные этапы проектирования установки, включая выбор сырья, технологические процессы, оборудование, необходимое для производства, а также соответствующие технические и экологические аспекты. Данная курсовая работа позволит получить полное представление о процессе производства формалина, а также предоставит конкретные рекомендации по созданию и эксплуатации установки, представляющей собой важное звено в промышленной сфере. Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Лит. ВВЕДЕНИЕ Лист Листов 1 1 ТИУ ИПТИ гр. ХТб- 6 1 Литературный обзор 1.1 Физические свойства формальдегида Формальдегид — это алифатический альдегид метанола и муравьиной кислоты, представляющий собой бесцветный газ с резким запахом, немного тяжелее воздуха. Даже в низких концентрациях он раздражает кожу, глаза и носоглотку и обнаруживается по запаху в количестве 0,05-1 м. д. Сжижается формальдегид при −19,2 °С, превращаясь в жидкость с плотностью 0,8153 г/см3. Ниже −118 °С формальдегид превращается в белую пасту. Жидкий и газообразный формальдегид при температурах до 80 °С активно полимеризуется, однако между 80 и 100 °С газообразный формальдегид устойчив. Жидкий формальдегид во всех соотношениях смешивается с неполярными растворителями: спиртами, хлороформом, этилацетатом, диэтиловым эфиром и толуолом. При повышении температуры его растворимость уменьшается и начинают преобладать испарение и полимеризация. В петролейном эфире растворимость низкая, а полярные растворители либо катализируют полимеризацию, либо присоединяются к формальдегиду. Из-за низкой электронной плотности на атоме углерода формальдегид легко вступает в различные реакции. По реакционной способности он превосходит другие альдегиды и алифатические кетоны. 1.2 Формалин технический Формалин — водный раствор формальдегида (метаналь), стабилизированный метанолом. Наиболее распространённой стала форма, содержащая 40 % формальдегида, 8 % метилового спирта и 52 % воды. Формалин технический марка ФМ ГОСТ 1625-2016 «Формалин технический. Технические условия» — водометанольный раствор формальдегида — Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Лит. Литературный обзор Лист Листов 1 15 ТИУ ИПТИ гр. ХТб- 7 бесцветная прозрачная жидкость. При хранении допускается образование мути или белого осадка, растворимого при температуре не выше 40° С. Такой раствор содержит 37 % формальдегида по массе и объему имеет плотность около 1,1 г/см³, зависящую от количества стабилизирующего метанола. Используется в производстве: синтетических смол, синтетического каучука, поверхностно-активных веществ, многоатомных спиртов, формалей и других метиленовых производных [9]. Широкое применение находит: в бумажной промышленности для улучшения прочности и качества бумаги; в кожевенной — для дубления кожи; в текстильной — для повышения сопротивляемости изделий к смятию и усадке; в сельском хозяйстве — для обработки семян и корнеплодов, дезинфекции почвы и животноводческих помещений; в медицине — в качестве дезинфицирующего средства. Упаковка — железнодорожные и автоцистерны с алюминиевыми или нержавеющими котлами, полиэтиленовые бутыли, бидоны; алюминиевые, нержавеющие или стальные с антикоррозионным покрытием бочки вместимостью до 200 дм³. Транспортируют железнодорожным или автомобильным транспортом в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта. Технический формалин хранят в обогреваемых емкостях, изготовленных из материалов, обеспечивающих сохранение качества продукта при температуре 10-25° С. В упаковке изготовителя — в отапливаемых складских помещениях при температуре 10-25° С. 1.3 Физико-химические основы технологического процесса 1.3.1 Химизм процесса Образование формальдегида происходит при прохождении метаноловоздушной смеси через слой катализатора "серебро на носителе" при температуре в зоне контактирования:(550 - 600)°С при работе в "мягком" режиме, (660 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 2 8 - 700)°С при работе в "жестком" режиме [5]. Образование формальдегида осуществляется в результате протекания параллельных реакций простого и окислительного дегидрирования метанола: СН3ОН→СН2О+Н2–93,4 кДж/моль (1); СН3ОН+1/2О2→СН2О+Н2О+147,4 кДж/моль (2); Наряду с этими реакциями в системе протекает целый комплекс побочных превращений: СН3ОН+2/3О2→СО2+575,1 кДж/моль (3); СН2О+1/2О2→НСООН+270,4 кДж/моль (4); НСООН+1/2О2→СО2 +Н2О+14,5 кДж/моль (5); НСООН→СО+Н2О–53,7 кДж/моль (6); СН2О→СО+Н2+1,9 кДж/моль (7); 2СН2О+Н2О→СН3ОН+НСООН+122,0 кДж/моль (8); Н2+1/2О2→Н2О+241,8 кДж/моль (9); 2СН3ОН→СН2(ОСН3)2+Н2О+131,0 кДж/моль (10); СО+1/2О2→СО2+283,0 кДж/моль (11); 2СО→СО2+С+172,5 кДж/моль (12). Реакции (3) и (4) являются равновесными. Доля метанола, израсходованного по реакции (3.4), составляет около 60 %, а остальное, по реакции (3). Превращение метанола в формальдегид происходит в результате контакта молекул спирта с кислородом, хемосорбированным на атомах серебра, т.е. активными центрами катализатора являются поверхностные окислы серебра. Процесс получения формальдегида в целом сопровождается выделением тепла, за счет которого поддерживается необходимая температура в зоне контактирования и равновесие реакции дегидрирования смещается вправо. Побочные реакции снижают выход формальдегида и определяют состав выхлопных газов (абгазов) [7]. 1.3.2 Механизм процесса Ключевые превращения осуществляются на поверхности катализатора. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 3 9 Метанол адсорбируется на поверхности окисленного серебра. На поверхности свободного неокисленного серебра метанол адсорбируется очень слабо, причем с ростом температуры, количество поглощенного продукта уменьшается. Активными центрами катализатора являются поверхностные окислы серебра. В процессе хемосорбции кислорода на атомах серебра на адсорбированный кислород, происходит его диссоциация на атомные ионы (атомарная адсорбция). Выделяют 3 типа (области) адсорбции в зависимости от степени окисления серебра. При степени окисления до 0,1 - 0,12 см3 О2/м2 Ag, т.е. в пределах покрытия поверхности монослоем кислорода, один атом кислорода связан с двумя поверхностными атомами серебра (Ag2SО4). С увеличением степени окисления до (0,22-0,26) см3 О2/м2 Ag преобладает соединение, в котором атом кислорода связан с одним атомом поверхностного серебра (Ag2SO4 или Ag2SO2). При дальнейшем окислении возникает структура с большим содержанием кислорода на атом серебра. Каталитическая специфичность серебра обуславливается особым состоянием кислорода на серебре. В то время как на других металлах при активированной адсорбции кислорода образуется только атомные ионы О- или О2-, вызывающие сгорание исходного продукта до углекислого газа, на серебре образуются поверхностные молекулярные ионы типа О2- или О22-. Поверхностный ион в состав поверхностного оксида Ag2+O2-. Атомные ионы, образующие с серебром активные центры при адсорбции метанола на них ослабляют или полностью разрывают химические связи в адсорбированной молекуле. Дальнейшие взаимодействия протекают между двумя хемосорбированными частицами, находящихся на соседних активных центрах или между хемосорбированной частицей и физически адсорбированной или налетающей из объема молекулой [6]. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 4 10 1.3.3 Термодинамика реакций Реакции окислительного дегидрирования имеют тепловой эффект, зависящий от доли реакций окисления и особенно дегидрирования. Так как окисление протекает с выделением тепла, введением тех или иных количеств кислорода, можно широко варьировать эффект суммарного превращения. Это является одним из преимуществ окислительного дегидрирования – устраняется эндотермичность процесса и необходимость в постоянном подогреве реакционной массы. Практически для получения формальдегида для поддержания необходимой температуры в зоне контактирования, с учетом возмещения потерь тепла в окружающую среду. Необходимо, чтобы процесс шел на 55% через окисление и на 45% через дегидрирование. Тогда процесс можно осуществлять в реакторе адиабатического типа, не имеющего поверхности теплообмена. При таком соотношении реакций дегидрирования и окисления исходная паровоздушная смесь должна содержать около 40% (объемные доли) метанола, что находится за верхним пределом взрываемости метанола в воздухе. Смещения равновесия реакций окислительного дегидрирования вправо обусловлено связыванием части водорода в воду, которая не принимает участия в равновесии реакций гидрирования – дегидрирования. Разбавление метанола на 10 - 12% водой также смещает равновесие в сторону выхода формальдегида, за счет подавления побочных реакций. Образованию побочных реакций препятствует недостаток кислорода в процессе, т.к. глубокое окисление не получает значительного развития. Выход формальдегида на пропущенное сырье достигает 80-85% при степени конверсии метанола 85-90%. При дегидрировании ввиду отщепления водорода всегда происходит увеличение объемов газа, поэтому повышение степени конверсии благоприятствует низкое давление. Поэтому для процессов дегидрирования выбирают давление, близкое к атмосферному, а в некоторых случаях процесс осуществляют в вакууме. В места вакуума можно применять разбавление реакционной массы водяным паром [6]. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 5 11 В производстве формалина метанол разбавляют на 10 - 12% водяным паром. Наличие водяных паров в реакционной массе ведет к снижению парциальных давлений реагентов и росту равновесной степени конверсии. 1.3.4 Кинетика реакций При температуре 600 - 700°С скорость превращения метанола в формальдегид лимитируется подводом реагентов к поверхности катализатора, т.е. процесс протекает во внедиффузионной области. Кинетическая область протекания реализуется при температуре ниже 300°С. Признаки превращения метанола в формальдегид наблюдается уже при температуре 200 - 240°С. Выход формальдегида формальдегида в этих условиях составляет примерно 1% при конверсии метанола 1,5 - 2%. При температуре 200°С выход формальдегида 3,6% при конверсии метанола 4,6%. Реакции протекают в этом случае по окислительному механизму. При температуре 290 - 300°С реакция смещается в переходную область. При 300°С происходит «зажигание» катализатора. Температура самопроизвольно повышается до 600 - 700°С, соответствующей заданному соотношению О2:СН3ОН. Обратному переходу процесса в кинетическую область способствует снижению температуры до 350°С за счет увеличения скорости потока реагентов. В этом случае формальдегид является промежуточным продуктом реакции: при времени контакта (5 - 10)*10-3 секунд происходит накапливание его, а при дальнейшем времени контакта наблюдается его расходование. Конечный продукт реакции – углекислый газ. При 370 - 400°С процесс перемещается в область внешней диффузии. Протекание процесса в диффузионной области обуславливается значительной разности концентраций реагентов и продуктов реакции на поверхности серебра и в потоке. Само химическое взаимодействие между молекулами метанола КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 6 12 и кислорода происходит очень быстро и разогрев катализатора настолько велик, что он оказывается достаточным для поддержания высокой температуры реакции. Конверсия кислорода резко возрастает. На промышленных установках при (600 - 700)°С селективность достигает значений 91 - 93%. Объемное содержание водорода в газообразных продуктах 18 - 20%. То есть проведение реакции в диффузионной области преимущественней, т.к. резко возрастает активность и селективность катализатора, что приводит к значительному повышению производительности катализатора (на 1,5-2,0 порядка) и исключает необходимость подвода тепла из вне для поддержания температуры в реакторе. Максимальная селективность образования формальдегида 90% происходит при значении соотношения О2:СН3ОН в пределах 0,68:0,7. При движении горячей реакционной смеси от слоя катализатора происходит нарастание количества углекислого газа и водорода с одновременным уменьшением формальдегида. Для снижения этого процесса необходимо охлаждение реакционной смеси поверхностью с температурой не выше 170°С. Это осуществляется в подконтактном холодильнике [7]. 1.4 Технологии производства формалина Основной способ получения формальдегида − окислительное дегидрирование метанола: В промышленности процесс осуществляют: – в паровой фазе при 680-720°C на серебряном катализаторе, конверсия метанола составляет 97-98%. Это хорошо освоенный технологический процесс, и 80% формальдегида получается именно по этому методу. При возвращении непрореагировавшего метанола в рецикл в присутствии серебряного катализатора при 600-650°C, конверсия метанола достигает 77- 87% в одном цикле; КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 7 13 – в избытке воздуха на катализаторе из оксидов железа-молибдена-вольфрама при 250-400°C. Конверсия метанола 98-99%. По этому способу формальдегид производится компаниями Alder - Luciani и Perstorp Formox. В таблице 1 приведены сравнительные данные параметров оксидной технологии традиционной, использующей серебряный катализатор, и более прогрессивной с применением железо-молибденового оксидного катализатора [6]. Таблица 1 – Сравнительный анализ параметров производства формалина по оксидной технологии на различных катализаторах Оксидная технология Параметры Оксидная технология на серебна железо-молибденопроизводства рянном катализаторе вом оксидном катализаторе Исходное сыМетаноло-водная смесь Метанол рье Срок службы До 6 месяцев До 3 лет катализатора Температура 650 340 реакции, °C Товарный выход формалина из одной 1,84 2,25 тонны метанола, т Максимальная концентрация формальде37,0±0,5 До 57 гида в товар(по ГОСТ 1625-89) ном продукте, % Содержание метанола в то4-8 Не более 0,3 варном про(по ГОСТ 1625-89) дукте, % На рисунке 1 представлена принципиальная технологическая схема установки по производству формалина по технологии фирмы Perstorp Formox. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 8 14 Установка состоит из одного реакционного потока (воздухоподводящего блока, реактора, испарителя и секции высокотемпературного теплоносителя, абсорбера, энергоэкологической установки). В числе разработанных компанией вариантов технологического процесса есть и варианты с использованием двух реакторов, работающих как параллельно, так и последовательно. Рисунок 1 – Принципиальная технологическая схема установки по производству формалина по технологии фирмы Perstorp Formox Метанол подается насосом со склада и вводится в систему циркулирующего газа в испаритель метанола (Vaporizer), в котором нагревается с помощью реакционного потока из реактора. Подогретая смесь метанол-воздух затем поступает в реактор (Reactor). Реактор представляет собой кожухотрубный теплообменник с катализатором в трубном пространстве и кипящей теплопередающей жидкостью (HTF) дифенилового типа (например, Dowterm) в межтрубном пространстве. Смесь газов входит в реактор и, прежде всего, проходит через трубки над катализатором, где метанол превращается в формальдегид. Выделяется тепло, которое вызывает повышение температуры газа при прохождении через трубки. Когда основная часть метанола прореагировала, температура снова снижается, чтобы на выходе из трубы приблизиться к температуре кипящего теплоносителя (HTF). Максимум температуры, достигаемый в каждой трубе, известен как «горячая точка» и является важным параметром в общей стратегии управления процессом. Выделившееся тепло отводится испарением жидкого теплоносителя, образовавшаяся парожидкостная смесь разделяется в КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 9 15 HTF-сепараторе и используется для выработки пара (12 бар) в конденсаторе теплоносителя (HTF Condenser). Эти две функции, выработка пара и разделение системы паржидкость, объединены в одну стадию. Для пуска установки не требуется никаких внешних источников тепла. Это достигается через систему теплоносителя. Жидкий теплоноситель подается насосом из складской емкости через электрический нагреватель в реактор. Как только устанавливаются стационарные состояния, циркуляционный насос и нагреватель выключаются, и циркуляция поддерживается с помощью термосифона. Выходящий из реактора газ охлаждается в указанном выше испарителе метанола (Vaporizer) перед поступлением в абсорберы (Absorbers), где он контактирует с поступающей противотоком технологической водой в серии абсорбционных ступеней. Формалин заданной концентрации (до 55%) вытекает из низа первого по ходу реакционного газа абсорбера и перекачивается на склад. Газы, главным образом неконденсируемые, достигая вершины второй ступени абсорбции, возвращаются с помощью газодувки. Рецикл через газодувку контролируется посредством собственной системы. Часть газов выбрасывается в атмосферу через систему контроля выбросов (ECS), которая служит для снижения концентраций до допустимых для окружающей среды уровней. В линию возвратного циркулирующего газа подается свежий воздух. Процесс непрерывный и полностью автоматический. На той же самой установке, изменяя технологические параметры и подавая раствор мочевины и каустической соды в абсорбционную колонну, может быть также получен стабильный карбамидоформальдегидный концентрат. Компания Perstorp Formox безусловно является мировым лидером в разработке технологии производства формальдегида по оксидной технологии. В настоящее время по технологии Perstorp Formox производится свыше 7 млн т формальдегида в год в 35 странах, в том числе и в России на ОАО «Тольяттиазот». Если же говорить про конкуренцию с фирмой Alder - Luciani, то последняя занимает специфическую нишу по производству установок мощностью КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 10 16 40-45 тыс. т в год (иногда и меньшие мощности) и в этой нише с ней трудно конкурировать и Perstorp Formox. Процесс дегидрирования метанола, осуществленный на цинк-медных катализаторах при 600°C, пока не получил широкого развития, однако он является очень перспективным, поскольку позволяет получать формальдегид, не содержащий воды Существует способ получения формальдегида окислением метана: Процесс проводят при температуре 450°C и давлении 1-2 МПа, в качестве катализатора применяется фосфат алюминия AlPO4. Получение формальдегида из метана является очень привлекательной задачей, однако настоящий уровень имеющихся в этом направлении разработок пока не дает оснований рассчитывать на появление такого процесса в реальной практике. Наверное, прямое получение формальдегида из метана ждет нетрадиционных подходов при разработке катализаторов. Процесс производства формалина основан на абсорбции водой формальдегидсодержащих реакционных газов. Карбамидоформальдегидный концентрат получают почти так же, как формалин, только абсорбцию формальдегид содержащего газа ведут раствором карбамида, а не водой, как в случае получения формалина [6]. 1.5 Сырье для производства формалина Формальдегид получают из метанола, диметилового эфира, природного и попутных газов (газа коксохимического производства и нефтепереработки). Промышленным путем формальдегид в основном получают каталитическим окислением метанола. Смесь метанола и воздуха проходит через катализаторную установку, где метанол окисляется с образованием формальдегида и КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 11 17 воды. Каталитическое окисление метанола может осуществляться при различных условиях (температура, давление, расход сырья), и выбор технологии зависит от конкретных условий производства. 1.6 Катализаторы и их характеристики В России на всех промышленных установках по получению формальдегида из метанола применяются трегерные серебряные контакты типа серебро на пемзе. Характеристика этого катализатора: а) Внешний вид – серые блестящие зерна неправильной формы; б) Размер зерен, мм – 2-5; в) Массовый фракционный состав: % г) Просев через сито 2 2 мм, не более 2,0; д) Остаток на сите 5 5 мм, не более 5,0; е) Удельная поверхность, м2/ч 0,5 – 1,0. На большинстве зарубежных формалиновых производствах используют металлическое серебро без носителя (сетки, кристаллы, губчатое серебро и т.п.). По селективности образования формальдегида контактный и трегерный катализаторы являются практически равноценными. Основные различия трегерных и контактных катализаторов относятся к их эксплуатационным характеристикам. К преимуществам трегерных контактов относится следующее: а) устойчивость по отношению к перегревам; б) пониженная требовательность к чистоте сырья; в) меньшая единовременная загрузка сырья. Основным недостатком этого катализатора является небольшая длительность межрегенерационного цикла работы (3 – 4 месяца). Использование контактного (ненанесенного) серебра имеет следующие достоинства: а) исключение комплекса вопросов, связанных с получением и подготовкой носителя; б) «безреагентная» система приготовления катализатора; КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 12 18 в) практическое отсутствие потерь серебра за счет истирания и измельчения контакта. При выборе той или иной формы серебряного катализатора решающее значение имеют такие факторы, как накопленный опыт и традиции. Технология приготовления трегерного серебра включает в себя основные стадии: а) пропитка или осаждение на поверхности носителя соли, содержащей серебро; б) восстановление катиона серебра до свободного металлического состояния. На практике содержание серебра в катализаторе СНП составляет около 40%. Катализаторы с меньшим содержанием серебра быстрее теряют активность и требуют «перенанесения». Фирма Sumitomo взяла патент на использование трехслойного контактного катализатора. Два верхних слоя представляют собой кристаллы размером 0,8 – 1,0 мм, нижний слой – серебро в виде тонких нитей. Фирма BASE предложила серебряный катализатор разделить на 4 слоя общей высотой 20 – 30 мм, а серебряное кольцо по периметру реактора выполняет функции 5-го слоя. Характерной особенностью является применение бидисперсных гранул серебра. Так, в нижней части слоя рекомендуется размещать гранулы с размером мене 0,3 мм, количество которых составляет 1/8 от общего количества серебра. Другая часть катализатора в виде гранул размером до 1 – 3 мм насыпается поверх мелких частиц. Мольный выход формальдегида равен 88%. Применение двухслойного катализатора позволяет проводить процесс с конверсией метанола до 97,4% при мольной селективности 89 – 90%. Сравнивая зарубежный опыт производства формалина на катализаторах в очень тонком слое, в виде металлических сит (серебряные сетки) предлагается перейти на аналогичный вид катализатора. Характеристика катализатора из серебра (сита): КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 13 19 а) Проволока ТУ 48 – 1 – 112 – 85; б) Толщина проволоки, мм – 0,22; в) Число ячеек на 1 см2 – 225; г) Стоимость катализатора – 279384,17 руб. Переход на серебряный сетки позволит сократить численность рабочих в катализаторном отделении (за счет упрощения приготовления катализатора), а следовательно, повысить производительность труда. За счет более длительного срока службы (1 – 2 года) катализатора увеличивается эффективный фонд рабочего времени, произойдет наращивание мощности [6]. 1.7 Применение формалина в промышленности К 2000 году мировой выпуск формалина возрос до 5 млн. т, что связано с использованием его в производстве пластических масс, изопренового каучука и других химических продуктов. Формалин свёртывает белки и предотвращает их разложение. Поэтому он применяется для дубления желатина при производстве кинофотоплёнки, для сохранения анатомических и зоологических влажных препаратов, используется при бальзамировании, как фиксатор в микроскопии, а также как антисептик. Широко применяется для инактивации бактерий и вирусов при производстве инактивированных вакцин. Используется в патологоанатомических отделениях для дезинфекции трупов, также для обработки одежды для захоронения и гробов, позволяет защитить тело умершего и препараты для патогистологических исследований от гниения. Используется для производства фенолформальдегидных олигомеров. 1.8 Аспекты безопасности и контроля качества при производстве Следует соблюдать специализированные инструкции перед взаимодействием. Не взаимодействовать с продуктом до тех пор, пока предусмотренные параметры и инструкции не соблюдены полностью. Не допускать контакта КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 14 20 продукта с источниками тепла, искр, открытым огнем и горючих веществ. Не допускать курения вблизи мест хранения формалина. Избегать вдыхания пыли, дыма, тумана, паров и аэрозолей продукта. Тщательно вымыть руки после взаимодействия с продуктом. Загрязненная одежда должна быть дезактивирована и обработана после контакта с продуктом. Не допускать попадания продукта в окружающую среду. Носить защитные перчатки, защитную одежду, средства защиты глаз/защиты лица. Используйте средства индивидуальной защиты в соответствии с требованиями. Не допускать попадания в глаза, на кожу или на одежду [8]. Формалин должен соответствовать определенным стандартам качества, включая содержание формальдегида и других примесей. Проведение регулярных анализов и испытаний помогает обеспечить соответствие продукции стандартам. Должен храниться в специальной упаковке и условиях, чтобы предотвратить его разрушение или заражение. Производители должны следить за тем, чтобы продукция была правильно упакована и хранилась в соответствии с рекомендациями. В целом, производство формалина требует строгого соблюдения мер безопасности и контроля качества, чтобы минимизировать риски для здоровья и окружающей среды. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 15 21 2 Технологическая часть 2.1 Выбор и обоснование технологической схемы Дегидрирование первичных спиртов, в том числе метанола, менее благоприятно по сравнению с вторичными спиртами по условиям равновесия и селективности реакции. По этой причине, а также с целью устранения эндотермичности процесса осуществляется совмещенное дегидрирование и окисление метанола. 2.2 Характеристика сырья и готовой продукции Дегидрированием или окислением первичных спиртов получают только формальдегид (из метанола). Исходное сырье должно соответствовать ГОСТ 2222-95 Метанол технический. Технические условия [10]. Таблица 2 – Метанол технический Наименование показателя Норма Метод анализа Массовая доля воды, % не более 0,05 По ГОСТ 25742.2 0,0015 По ГОСТ 25742.6 0,003 По ГОСТ 25742.8 Массовая доля хлора, % не более 0,0001 По ГОСТ 25742.6 Массовая доля серы, % не более 0,0001 По ГОСТ 25742.3 Массовая доля свободных кислот, % не более Массовая доля альдегидов и кетонов, % не более Формальдегид НСНО представляет собой в безводном состоянии бесцветный газ с острым раздражающим запахом (tконд =19 оС при 0,1 МПа). При хранении он легко полимеризуется и нередко выпускается в виде твердого полимера — параформальдегида (параформ), который легко деполимеризуется. Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Лит. Литературный обзор Лист Листов 1 29 ТИУ ИПТИ гр. ХТб- 22 Большей частью формальдегид выпускают в виде 37%-ного водного раствора, называемого формалином. В нем формальдегид присутствует в виде гидрата НСНО∙Н2О и низкомолекулярньтх полимеров (полиоксиметиленгликоли). Во избежание более глубокой полимеризации и выпадения осадка добавляют к формалину 7—12% (масс.) метилового спирта в качестве стабилизатора. Получаемая продукция должна соответствовать ГОСТ 1625-2016 Формалин технический [9]. Таблица 3 – Формалин технический Наименование показателя Норма Метод анализа Массовая доля формальдегида, % 36,5-37,5 По 7.3 Массовая доля метанола, % 4,0-8,0 По 7.4 Массовая доля свободных кислот % не более 0,02 По 7.5 Массовая доля железа, % не более 0,0001 По 7.6 0,008 По 7.8 Массовая доля остатка после прокаливания, % не более 2.3 Описание технологической схемы установки Метанол, содержащий 10-12% воды, из напорного бака 1 непрерывно поступает в испаритель 2. Туда же через распределительное устройство подают воздух, очищенный от пыли и других загрязнений. Воздух барботирует через слой водного метанола в нижней части испарителя и насыщается его парами. В 1 л образующейся паровоздушной смеси должно содержаться 0,5 г метанола. Поддержание такого состава смеси очень важно для обеспечения взрывобезопасности и нормального протекания процесса. Поэтому работа испарительной системы полностью автоматизирована: поддерживают постоянные уровень жидкости в испарителе, ее температуру (48—50°С) и скорость подачи воздуха, благодаря чему обеспечиваются необходимые температурный режим и степень конверсии в адиабатическом реакторе. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 2 23 Паровоздушная смесь проходит брызгоуловитель, находящийся в верхней части испарителя, затем перегреватель 3 и поступает в реактор 4, в средней части которого находится катализатор. Реакционные газы сразу же попадают в подконтактный холодильник 5 (смонтирован вместе с реактором), где происходит быстрое охлаждение смеси и предотвращается распад формальдегида. В разных схемах охлаждение осуществляют проточной водой или паровым конденсатом, когда холодильник играет роль генератора пара низкого, среднего или даже высокого давления. Полученный пар (или горячая вода) служит для перегрева поступающей смеси в теплообменнике 3 и для обогрева испарителя 2. Охлажденные реакционные газы поступают в абсорбер 6, выполненный в виде тарельчатой колонны; жидкость на тарелках охлаждают внутренними или выносными холодильниками (на схеме не изображены). Абсорбер орошают таким количеством воды, чтобы в кубе получился 36—37%-ный формалина. Стадии абсорбции и разделения продуктов оформляют двумя разными способами. По одному из них в абсорбере поглощают как формальдегид, так и непревращенный метанол, который содержится в продуктах реакции в количестве, как раз достаточном для стабилизации формальдегида. В этом случае верхнюю тарелку абсорбера охлаждают рассолом, а колонна 7 служит лишь для санитарной очистки газа, в то время как для получения безметанольного формалина (требуемого иногда для ряда целей) необходима установка для отгонки метанола. При втором способе в абсорбере поглощают преимущественно формальдегид; тогда колонна 7 служит для абсорбции метанола, который отгоняют от воды и возвращают на реакцию. В обоих случаях формалин из куба абсорбера б охлаждают в холодильнике 8 и собирают в сборнике 9. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 3 24 1 – напорный бак; 2 – испаритель; 3 – перегреватель; 4 – реактор; 5, 8 – холодильники; 6 – абсорбер; 7 – скруббер; 9 – сборник Рисунок 2 – Технологическая схема производства формалина 2.4 Материальный расчет Годовая производительность аппарата по формалину 76 000 т; число рабочих дней в году – 340 дней; массовая доля формальдегида, % : в товарном формалине – 37,0; в формалине-сырце – 29,5; потери формалина на стадии ректификации – 2,5%; параметры подаваемого воздуха: температура 25 оС, давление 0,15 МПа; степень конверсии метанола 0,60; доля превращенного метанола, расходуемого по реакции 1 – 0,25; по реакции 2 – 0,62; по реакции 3 – 0,10; по реакции 4 – 0,03. Состав технического метанола: метанол – 99,92; Н2О – 0,08. Часовая производительность агрегата: по формалину: 76000·1000 8160 по формальдегиду: = 9313,73 кг/ч 9313,73·37 100 = 3446,08 кг/ч = 114,87 кмоль/ч С учетом потерь на стадии ректификации необходимо получить в контактном аппарате формальдегида: 114,87 · 1,025 = 117,74 кмоль/ч = 3532,23 кг/ч Протекающие реакции: а) CH3OH ⇆ CH2O + H2 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 4 25 б) CH3OH + 0,5O2 ⇆ CH2O + H2O в) CH3OH + 1,5O2 ⇆ CO2 + 2H2O г) CH3OH ⇆ CO + 2H2 Расход метанола по реакциям 1 и 2 117,74 кмоль/ч или 3532,23 кг/ч. Расход метанола по реакциям 1–4: 117,74 кмоль кг = 135,33 или 4330,70 , (0,25 + 0,62) ч ч где 0,25 и 0,62 - доля метанола, превращенного в формальдегид по реакциям 1 и 2. Подают метанола с учетом степени конверсии: 135,33 кмоль кг = 225,56 или 7217,84 . 0,6 ч ч Количество воды в техническом метаноле: 7217,84 · 0,08 кг кмоль = 5,78 или 0,32 . 99,92 ч ч Остается метанола в контактном газе: кмоль кг 225,56 − 135,33 = 90,22 или 2887,14 . ч ч По реакции 1 расходуется метанола: кмоль кг 135,33 · 0,25 = 33,83 или 1082,68 , ч ч образуется: формальдегида. 33,83 кмоль/ч или 1015,01 кг/ч; водорода: 33,83 кмоль/ч или 67,67 кг/ч. По реакции 2 расходуется: метанола: 135,33·0,62=83,91 кмоль/ч или 2685,04 кг/ч; кислорода: 83,91·0,5=41,95 кмоль/ч или 1342,52 кг/ч; образуется: формальдегида: 83,91 кмоль/ч или 2517,22 кг/ч; водяного пара: 83,91 кмоль/ч или 1510,33 кг/ч; По реакции 3 расходуется: метанола: 135,33·0,1=13,53 кмоль/ч или 433,07 кг/ч; КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 5 26 кислорода: 20,30 кмоль/ч или 649,61 кг/ч; образуется: диоксида углерода: 13,53 кмоль/ч или 595,47 кг/ч; водяного пара: 27,07 кмоль/ч или 487,20 кг/ч. По реакции 4 расходуется: метанола: 135,33·0,03=4,06 кмоль/ч или 129,92 кг/ч; образуется: оксида углерода: 4,06 кмоль/ч или 113,68 кг/ч; водорода: 8,12 кмоль/ч или 16,24 кг/ч. Всего образуется: водорода: 33,83+8,12=41,95 кмоль/ч или 83,91 кг/ч; водяного пара: 83,91+27,07=110,97 кмоль/ч или 1997,54 кг/ч. Общий расход кислорода: 41,95 + 20,30 = 62,25 кмоль кг или 1992,12 . ч ч Молярное отношение О₂: СН3ОН равно: 62,25 кмоль = 0,28 . 225,56 ч Расход сухого воздуха: 62,25 кмоль = 296,45 , 0,21 ч где 0,21 - объемная (молярная) доля кислорода в сухом воздухе. Таблица 4 – Материальный баланс стадии контактирования Входит Кмоль/ч Кг/ч Выходит Кмоль/ч Спиртовоздушная Контакт- смесь ный газ СН3ОН 225,56 7217,84 СН3ОН О2 62,25 1992,12 N2 234,19 Н2О 6,85 Кг/ч 2887,14 СН2О 90,22 117,74 6557,41 СО 4,06 113,68 123,21 СО2 13,53 595,47 N2 234,19 6557,41 3532,23 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 6 27 Окончание таблицы 4 Всего 528,85 15890,58 Н2 41,95 83,91 Н2О 117,82 2120,75 Всего 619,52 15890,58 Количество азота в воздухе: 296,45 − 62,25 = 234,19 кмоль кг или 6557,41 . ч ч Объемная доля водяных паров в воздухе: 3230 · 100/(0,15 · 106 ) = 2,15% где 3230 - парциальное давление водяных паров в воздухе при температуре 25 °С. Па; 0,15·106 - общее давление воздуха, Па. Количество водяных паров в воздухе: 296,44 · 2,15 кмоль кг = 6,52 или 117,43 . 100,00 − 2,15 ч ч Суммарное количество водяных паров: в спиртовоздушной смеси: 6,85 кмоль/ч или 123,21 кг/ч; в контактном газе: 117,82 кмоль/ч или 2120,75 кг/ч. Составляют материальный баланс стадии контактирования. Объемная (молярная) доля метанола в спиртовоздушной смеси соответствует оптимальному технологическому режиму. В выхлопные газы абсорбционной колонны переходят полностью оксид и диоксид углерода, азот, водород, суммарное количество которых составляет 293,74 кмоль/ч. Объемная доля водяных паров в выхлопных газах: 1740 · 100 = 1,34%, 0,13 · 106 где 1740 - парциальное давление водяных паров при температуре 15°С, Па; 0,13·106 - общее давление выхлопных газов, Па. Количество водяных паров в выхлопных газах: КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 7 28 293,74 · 1,34 кмоль кг = 3,98 или 71,73 . 100,0 − 1,34 ч ч Количество формалина-сырца: 3532,23 кг = 9546,57 , 0,37 ч где 0,37 - массовая доля формальдегида в формалине-сырце. Количество воды в формалине-сырце: 9546,57 − 3532,23 − 2887,14 = 3127,20 кг кмоль или 173,73 . ч ч Следовательно, на орошение абсорбционной колонны необходимо подать воды: 3127,20 + 71,73 − 2120,75 = 1078,18 кг . ч Состав формалина-сырца и выхлопных газов на выходе из абсорбционной колонны: Таблица 5 – Состав формалина-сырца и выхлопных газов на выходе nt, кмоль/ч φi (xi), % mt, кг/ч wi, % т/г Формалинсырец СН3ОН 23,64 2887,14 30,24 23559,03 СН2О 90,22 117,74 30,85 3532,23 37,00 28823 Н2О 173,73 45,52 3127,20 32,76 25517,97 Всего 381,70 100,00 9546,57 100,00 77900 1,36 113,68 1,53 927,64 СО2 4,06 13,53 4,55 595,47 8,02 4859,05 N2 234,19 78,66 6557,41 88,35 53508,45 Н2 41,95 14,09 83,91 1,13 684,68 Н2О 3,98 1,34 71,73 0,97 585,31 Всего 297,73 100,00 7422,20 100,00 60565,12 Выхлопные газы СО КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 8 29 Проверяем правильность материальных расчетов по формалин-сырцу с учетом потерь на стадии ректификации: 77900 т = 76000 . 1,025 г Полученный состав выхлопных газов соответствует оптимальному технологическому режиму. Степень конверсии метанола в формальдегид принята 87%. Для проверки правильности выполненного расчета определяют степень конверсии метанола по формуле [1]: 𝑎 = 100 − 100 · 𝑎 = 100 − 100 · 𝜑СО2 + 𝜑СО , 0,528 · 𝜑𝑁2 + 𝜑𝐻2 − 𝜑СО − 2𝜑СО2 4,55 + 1,36 = 86,92%, 0,528 · 78,66 + 14,09 − 1,36 − 2 · 4,55 что практически совпадает с принятой. 2.4.1 Расчет основных расходных коэффициентов. Расходные коэффициенты: по метанолу: 135,33·32/(9313,73·0,999) = 0,465 кг/кг, где 135,33 – расход метанола по реакциям 1-4, кмоль/ч; 9313,73 – часовая производительность агрегата по формалину, кг; 0,999 — массовая доля метанола в техническом метаноле; по воздуху: 15890,58 − 7217,84 кг 931 м3 = 0,931 или = 721,84 , 9313,73 кг 1,29 т где 1,29 - плотность воздуха в нормальных условиях, кг/м³; по воде: 1078,18 кг = 0,12 , 9313,73 кг где 1078,18 - расход воды на орошение, кг/ч. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 9 30 2.5 Технологический расчет основного оборудования 2.5.1 Технологический расчет реактора. Назначение устройство и основные размеры. Определение числа реакторов Реактор (контактный аппарат) предназначен для окислительного дегидрирования метанола в формальдегид в газовой фазе на пемзосеребряном катализаторе. Для расчета выбран вертикальный стальной цилиндрический аппарат, смонтированный непосредственно над верхней трубной решеткой подконтактного холодильника. В нижней части аппарата на свободно лежащую решетку, покрытую двумя слоями сеток, засыпан катализатор. Над слоем катализатора предусмотрено распределительное устройство, имеющее 24 щели размером 200х50 мм для равномерного распределения потока спиртовоздушной смеси. Разогрев катализатора производят тремя нихромовыми электроспиралями (d=0,4 мм, U=220 В). Техническая характеристика контактного аппарата: а) производительность: по формальдегиду 2800 кг/ч, по спиртовоздушной смеси 13500 кг/ч; б) диаметр внутренний 2000 мм; в) высота ( без подконтактного холодильника) 2150 мм; г) объём катализатора 0,5 м3. Аппарат снабжен штуцером входа спиртовоздушной смеси Dу 500, ру 1, двумя взрывными мембранами Dу 600, ру 1, люком-лазом Dу 500, ру 0,4. По данным, на стадии контактирования образуется 3532,23 кг/ч формальдегида, расход спиртовоздушной смеси составляет 15890,58 кг/ч. Необходимое число реакторов: 3532,23 15890,58 = 1,26 или 𝑛 = = 1,18. 2800 13500 Таким образом, нужно установить два реактора (контактных аппарата). 𝑛= КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 10 31 2.5.2 Тепловой расчет Исходные данные: а) Расход спиртовоздушной смеси 528,85/3600=0,147 кмоль/с; б) Количество контактного газа 619,52/3600=0,172 кмоль/с; в) Температура: на входе в аппарат 100–120°С; на выходе из аппарата 680 °C. Цель расчета - уточнение температуры спиртовоздушной смеси на входе в контактный аппарат. Уравнение теплового баланса в общем виде: Ф1 + Ф2 = Ф3 + Фпот , где Ф1, Ф3 – тепловые потоки спиртовоздушной смеси и контактного газа соответственно, кВт; Ф2 – теплота, выделяющаяся за счет химических реакций, кВт; Фпот –- теплопотери в окружающую среду, кВт. Для определения значений Ф1 и Ф3 рассчитывают средние молярные теплоемкости спиртовоздушной смеси при tср=(100+120)/2=110°C (T₁=110+273=383 К) и контактного газа при T3=680+273=953 K: Таблица 6 – Средние молярные теплоемкости спиртовоздушной смеси Ciхi/100, х i, % Ci, Дж/(моль·К) Дж/(моль·К) Спиртовоздушная смесь СН3ОН 51,02 21,76 О2 42,65 11,77 30,19 3,55 N2 44,28 29,52 13,07 Н2О 1,29 34,32 0,44 Σ 100,00 – 38,83 14,56 19,01 87,35 12,72 60,28 11,46 Контактный газ СН3ОН СН2О КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 11 32 Окончание таблицы 6 СО 0,66 32,27 0,21 СО2 2,18 51,82 1,13 N2 37,80 31,95 12,08 Н2 6,77 30,45 2,06 Н2О 19,02 40,25 7,65 Σ 100,00 – 47,32 Тепловой поток спиртовоздушной смеси: Ф1 = 38,83𝑡𝑥 ∙ 0,147 = 5,70𝑡𝑥 кВт. Определяют теплоты реакций 1-4 (в кДж/моль): Таблица 7 – Теплоты реакций Реакция Н0298 = ∑ ∆Н0298(кон) − ∑ ∆Н0298(исх) СН3ОН(г) ⇆СН2О+Н2 –115,90–(–201,00)=85,1 СН3ОН(г) +0,5О2⇆ СН2О+Н2О(г) –115,90+(–241,81)–(– 201,00)=–156,71 СН3ОН(г) +1,5О2⇆ СО2+2Н2О(г) –333,51+2(–241,81)–(– 201,00)=–616,13 СН3ОН(г) ⇆СО+2Н2 –110,53–(– 201,00)=90,47 Рассчитывают теплоту Ф2, выделяющуюся за счет химических реакций, по формуле [1]: Ф2 = 1000 ∙ [33,83 ∙ (−85,1) + 83,91 ∙ 156,71 + 13,53 ∙ 616,13 + 4,06 ∙ (−90,47)]/3600 = 5066,93 кВт. Тепловой поток контактного газа: Ф3 = 0,172 ∙ 47,32 ∙ 680 = 5536,88 кВт. Принимают, что теплопотери в окружающую среду составляют 3% от общего прихода (расхода) теплоты: Фпот = 5536,88 ∙ 3 = 171,24 кВт. 100 − 3 Общий расход теплоты: Фрасх = 5536,88 + 171,24 = 5708,13 кВт. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 12 33 Температуру спиртовоздушной смеси находят из уравнения теплового баланса: 5,70𝑡𝑥 + 5066,93 = 5708,13 кВт. 𝑡х = 641,20 = 112,4 °C. 5,70 что соответствует принятому интервалу температур. Составляют тепловой баланс контактного аппарата. Минимальная температура спиртовоздушной смеси на входе в контактный аппарат должна быть на 20-25°С выше температуры кипения метанола в спиртоиспарителе. Температура кипения метанола при нормальном давлении равна 64,7 °С; при 0,2 МПа - 84 °С; при 0,5 МПа - 112°С. Таблица 8 – Тепловой баланс контактного аппарата Приход кВт % Расход Тепловой поток спиртовоздушной кВт Тепловой по- смеси контакт- 5536,88 ного газа Теплота, выделяю- Теплопотери в щаяся за счет хи- 11,23 641,20 5066,93 88,77 мических реакций Всего % ток окружающую 171,24 97,00 3,00 среду 5708,13 100,00 Всего 5708,13 100,00 Из данных теплового баланса контактного аппарата видно, что приход теплоты в аппарат определяется теплотой, выделяющейся за счет химических реакций (88,77%). Отсюда следует, что температура подогрева спиртовоздушной смеси зависит от молярного соотношения кислорода и метанола на входе в систему. Если в результате теплового расчета будет получено значение температуры ниже минимально допустимого, необходимо уменьшить молярное соотношение кислорода и метанола, что повлечет за собой уменьшение доли метанола, расходуемого по экзотермическим реакциям окисления, и повышение температуры подогрева спиртовоздушной смеси. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 13 34 2.5.3 Расчет реактора (контактного аппарата) Объемный расход спиртовоздушной смеси: м3 𝑉вх = 528,85 ∙ 22,4 = 11846,23 . ч При объемной скорости Vоб=25000ч-1 необходимый объем катализатора равен: 𝑉к = 𝑉вх 11846,23 = = 0,474 м3 . 𝑉об 25000 В принятом стандартном аппарате объем катализатора Vx'= =0,4 м³, следовательно, запас производительности по катализатору составляет: (0,500 − 0,474) ∙ 100 = 5,52 %. 0,474 Высота слоя катализатора в аппарате: ℎк = 𝑉вх 0,5 = = 0,159 м. 𝑆 0,785 ∙ 2,02 Объемный расход контактного газа при температуре Т=680+273=953 К и давлении р=0,22 МПа: 22,4 101325 м3 𝑉вых = (619,52 ∙ . ) ∙ [953 ∙ ] = 6,20 3600 273 ∙ 0,22 ∙ 106 с Линейная скорость газа в сечении контактного аппарата: 𝑤= 𝑉вых 6,20 м = = 1,97 . 𝑆 0,785 ∙ 2,02 с что соответствует оптимальному технологическому режиму. 2.5.4 Технологический расчет спиртоиспарителя. Назначение, устройство и основные размеры. Определение числа аппаратов Спиртоиспаритель предназначен для испарения жидкого метанола и получения спиртовоздушной смеси. Для расчета выбран вертикальный стальной цилиндрический аппарат с циркуляционной трубой и выносной греющей камерой, выполненной в виде кожухотрубчатого теплообменника. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 14 35 Греющая камера представляет собой пучок труб, верхние и нижние концы которых завальцованы в трубные решетки, приваренные к обечайке. Греющая камера соединяется с циркуляционной трубой переходной (вверху) и нижней камерами. Переходная камера тангенциально соединена с сепаратором цилиндрическим сосудом с коническим днищем, сообщающимся с нижней камерой циркуляционной трубой. В верхней части сепаратора расположен секционный объемно-сетчатый брызгоотделитель. Циркуляция раствора в аппарате осуществляется по замкнутому контуру: сепаратор циркуляционная труба нижняя камера греющая камера переходная камера сепаратор. Метанол, поднимаясь по трубам греющей камеры, нагревается и вскипает по мере подъема. В переходной камере парожидкостная смесь насыщается воздухом и направляется в сепаратор, где происходит разделение жидкой и паровой фаз. Спиртовоздушная смесь, проходя брызгоотделитель, освобождается от капель и выходит из аппарата, а метанол возвращается по циркуляционной трубе в греющую камеру, где происходит его испарение. Техническая характеристика спиртоиспарителя: а) Длина общая 5460 мм; б) Ширина 2720 мм; в) Высота 12420 мм г) Число труб греющей камеры (dтр=57х3,5 мм) 227 д) Длина трубы 4000 мм е) Площадь поверхности теплообмена 162 м² Аппарат снабжен штуцерами входа метанола в циркуляционную трубу Dу 450, ру 1, штуцерами входа воздуха Dу 300, py 1 и выхода конденсата Dу 100, ру 1, штуцером выхода спиртовоздушной смеси Dу 800, ру 0,4. Для расчета принимают агрегатную схему компоновки оборудования, по которой на один контактный аппарат приходится один спиртоиспаритель. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 15 36 2.5.5 Тепловой расчет Исходные данные: а) Теплоноситель водяной насыщенный пар, образующийся при охлаждении контактного газа конденсатом в подконтактном холодильнике, давление пара 0,3 МПа, температура 133°C; б) Температура, °С: жидкого метанола 25; воздуха – 120; спиртовоздушной смеси на выходе из испарителя - 85; в) В спиртоиспаритель подают: жидкого метанола – 225,56/3600=0,0627 кмоль/с или кг/с; 7217,84/3600=2,005 сухого воздуха – (62,25+234,19)/3600=0,0823 кмоль/с; г) Количество: паров воды в воздухе 6,524/3600=0,0018 кмоль/с, воды в техническом метаноле 5,78 кг/ч; спиртовоздушной смеси на выходе из испарителя 0,1469 кмоль/с. Цель расчета — определение расхода греющего пара. Уравнение теплового баланса в общем виде: Ф1 + Ф2 + Ф3 = Ф4 + Ф5 + Фпот , где Ф1, Ф2, Ф3, Ф4 – тепловые потоки жидкого технического метанола, воздуха, греющего пара и спиртовоздушной смеси соответственно, кВт; Ф5 – теплота, расходуемая на испарение метанола и воды, кВт; Фпот – теплопотери в окружающую среду, кВт. Тепловой поток жидкого технического метанола: Ф1 = (0,0627 ∙ 81,60 + 5,78 ∙ 4,187 ) ∙ 25 = 127,98 кВт. 3600 где 81,60 - молярная теплоемкость жидкого метанола, Дж/(моль∙К): 4,187 – удельная теплоемкость воды, кДж/(кг∙К). Тепловой поток воздуха: Ф2 = (0,0823 ∙ 81,60 + 0,0018 ∙ 34,42) ∙ 120 = 301,51 кВт. где 29,725 – средняя молярная теплоемкость сухого воздуха, Дж/(моль∙К); 34,42 – молярная теплоемкость водяного пара, Дж/(моль∙К). КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 16 37 Значения молярных теплоемкостей компонентов воздуха и жидкого метанола рассчитывают при Т=120+273=393 К. Среднюю молярную теплоемкость спиртовоздушной смеси рассчитывают при Т=85+273=358 Κ. Таблица 9 – Средняя молярная теплоемкость спиртовоздушной смеси СН3ОН О2 N2 Н2О Σ х i, % Ci, Дж/(моль·К) Ciхi/100, Дж/(моль·К) 42,65 11,77 44,28 1,29 100,00 48,96 29,73 29,41 34,09 – 20,88 3,50 13,02 0,44 37,85 Тепловой поток спиртовоздушной смеси: Ф4 = 0,147 ∙ 37,85 ∙ 85 = 472,58 кВт. Расход теплоты на испарение метанола и воды: Ф5 = 2,005 ∙ 1050,1 + ( 5,78 ) ∙ 2297,0 = 2109,09 кВт. 3600 где 1050,1 и 2297,0 – удельная теплота парообразования метанола и воды, кДж/кг. Принимают, что теплопотери в окружающую среду составляют 1% от общего прихода (расхода) теплоты: Фпот = (472,58 + 2109,09) ∙ 1 = 26,08 кВт. 100 − 1 Общий расход теплоты: Фрасх = Ф4 + Ф5 + Фпот = 472,58 + 2109,09 + 26,08 = 2607,75 кВт. Тепловой поток греющего пара находят из уравнения теплового баланса: Ф3 = Фрасх − Ф1 − Ф2 = 2607,75 − 127,98 − 301,21 = 2178,55 кВт. Расход греющего пара: 2178,55 кг кг = 1,11 или 4013,91 . 0,9 ∙ 2171 с ч где 2171 - удельная теплота парообразования при р=0,3 МПа, кДж/кг; 0,9 — к.п.д. теплообменника. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 17 38 Таблица 10 – Средняя молярная теплоемкость спиртовоздушной смеси Приход кВт % Расход кВт % Тепловой поток метанола Тепловой 127,98 4,91 поток спиртовоздуш- 472,58 18,12 2109,09 80,88 26,08 1,00 ной смеси Тепловой поток воздуха Тепловой 301,21 11,55 поток греющего пара Теплопотери испарение Теплопотери 2178,55 83,54 на окружающую в среду Всего 2607,75 100,00 Всего 2607,75 100,00 2.5.6 Расчет спиртоиспарителя Выполняют поверочный расчет площади поверхности теплообмена. Необходимую площадь поверхности теплообмена определяют по формуле [1]: 𝐹в = Фа . к∆Тср Расчет ведут по зонам нагрева метанола от 25 до 85°С и испарения его при 85 °С. Тепловая нагрузка аппарата по зоне нагрева: 127984(85 − 25) = 307161 Вт. 25 Тепловая нагрузка по зоне испарения: Фиси=2109091 Вт. Температурная Фна = схема теплообмена приведена на рисунке : Рисунок 3 – Температурная схема теплообмена КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 18 39 Средняя разность температур: в зоне нагрева: ∆𝑡𝑚𝑎𝑥 = 133 − 25 = 108 °С, ∆𝑡𝑚𝑖𝑛 = 133 − 85 = 48 °С, н ∆𝑡𝑐р = 108 − 48 исп = 74 °С, ∆𝑇𝑐р = 74 𝐾. 108 [2,303 lg ( 48 )] в зоне испарения: исп исп ∆𝑡𝑐р = 133 − 85 = 48 °С, ∆𝑇𝑐р = 48 𝐾. Коэффициент теплопередачи определяют по формуле [1]: к=( 1 1 + ∑ 𝑟ст + )−1 , а1 а2 где а1 – коэффициент теплоотдачи от греющего водяного пара к стенке трубы, Вт/(м²∙К); а2 – коэффициент теплоотдачи от стенки трубы к нагреваемому метанолу (зона нагрева) и кипящему метанолу (зона испарения), Вт/(м²∙К). Данные о теплофизических параметрах воды, водяного пара и метанола при соответствующих температурах находят по справочнику: метанол: при t=25°С 𝜌′ =767,5 кг/м3; при t=85°С 𝜌=730,5 кг/м3; 𝜌п =2,47 кг/м3; r=1072∙103 Дж/кг; 𝜎=17,13∙10-3 Н/м; 𝜇=277,5∙10-6 Па∙с; 𝜆=18,70∙10-2 Вт/(м∙К); при t=55°С 𝜌=760,5 кг/м3; 𝜇=373,5∙10-6 Па∙с; 𝜆=20,64∙10-2 Вт/(м∙К); с=2840 Дж/(кг∙К); Pr=5,14; вода: при t=133°С 𝜌=932,3 кг/м3; 𝜇=207,2∙10-6 Па∙с; 𝜆=68,57∙10-2 Вт/(м∙К); r=2171∙103 Дж/кг. Коэффициент теплоотдачи от конденсирующегося водяного пара к стенке трубы высотой Н определяют по формуле [1]: 𝜌2 𝑟𝑔 1 1 а1 = 1,21𝜆( )3 𝜑 3 , 𝜇Н 1 932,32 ∙ 2171 ∙ 103 ∙ 9,81 1 1 3 𝜑 3 = 2,33 ∙ 105 𝜑 3 . а1 = 1,21 ∙ 68,57 ∙ 10 ∙ ( ) 207,2 ∙ 10−6 ∙ 4 2 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 19 40 Коэффициент теплоотдачи от стенки трубы к потоку метанола (в зоне нагрева) определяют по формуле [1]: 𝑁𝑢𝜆 . 𝑑 При скорости движения метанола в трубном пространстве = =0,05 м/с а′′ 2 = критерий Рейнольдса равен: 𝑅𝑒 = 𝑤𝑑𝜌 760,5 = 0,05 ∙ 0,05 ∙ = 5090. 𝜇 373,5 ∙ 10−6 Режим движения переходный, следовательно, критерий Нуссельта рассчитывают по формуле [1]: 𝑁𝑢 = 0,008𝑅𝑒 0,9 𝑃𝑟 0,43 = 0,008 ∙ 50900,9 ∙ 5,140,43 = 35. Коэффициент теплоотдачи от стенки трубы к метанолу: нагреваемому а′′ 2 = 35 ∙ 20,64 ∙ 10−2 Вт = 144 2 . 0,05 м ∙К Определяют коэффициент теплоотдачи от стенки трубы к кипящему метанолу (в зоне испарения) по формуле [1]: 2 1/3 1/3 аисп 𝜑 , 2 = 𝑏[𝜆 𝜌/(𝜇𝜎𝑇кип )] где b – безразмерный коэффициент; 𝜑 – поверхностная плотность теплового потока, Вт/м². Так как эта формула справедлива при умеренной плотности теплового потока (<0,4𝜑кр ), то рассчитывают критическую поверхностную плотность теплового потока по формуле [1]: 𝜑кр = 0,14𝑟√𝜌п 4√𝜎𝑔𝜌, 4 𝜑кр = 0,14 ∙ 1072 ∙ 103 √2,47 √17,13 ∙ 10−3 ∙ 9,81 ∙ 730,5 = 785114 Вт ; м2 Вт . м2 Поверхностная плотность теплового потока для принятого испарителя: 0,4𝜑кр = 0,4 ∙ 785114 = 314046 𝜑= Фисп 2109091,1 Вт = = 13019,08 2 . 𝐹 162 м КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 20 41 Так как 𝜑<0,4𝜑кр , то, следовательно, принятая для расчета аисп 2 формула применима. Коэффициент b определяют по формуле [1]: 𝜌 𝑏 = 0,075 ∙ [1 + 10( − 1)−2/3 ], 𝜌п 𝑏 = 0,075 ∙ [1 + 10( 730,5 − 1)−2/3 ] = 0,0919, 2,47 1 2 −2 2 −6 аисп ∙ 17,13 ∙ 10−3 ∙ 358)]3 𝜑 3 2 = 0,0919[(18,70 ∙ 10 ) ∙ 730,5/(277,5 ∙ 10 2 = 2,16𝜑 3 . Сумма термических сопротивлений стенки трубы с учетом слоев загрязнений: ∑ 𝑟ст = 𝑟1 + 𝑟2 + 𝑟3 = 0,00018 + 0,0035 К + 0,00035 = 0,00074 м2 ∙ , 17,5 Вт где r1 и r2 – сопротивление слоев загрязнений с обеих сторон стенки трубы, м²∙К/Вт; 0,0035 – толщина стенки трубы, м; 17,5 – теплопроводность нержавеющей стали, Вт/(м·К). Из основного уравнения теплопередачи и уравнения аддитивности термических сопротивлений следует: 1 ∆Тср 1 1 = = + ∑ 𝑟ст + , к 𝜑 а1 а2 1 ∆Тср 1 1 = = + 0,00074 + . к 𝜑 2,33 ∙ 105 𝜑 −0,33 2,16𝜑0,67 При ∆Тcр=48 К получают: 𝑦1 = 0,0000043𝜑1,33 + 0,00074𝜑 + 0,463𝜑 0,33 − 48 = 0 Принимают 𝜑1 =20000 Вт/м², тогда: 𝑦1 = 0,0000043𝜑1,33 + 0,00074𝜑 + 0,463𝜑 0,33 − 48 = 0 Принимают 𝜑2 =40000 Вт/м², тогда 𝑦2 = 0,0000043𝜑1,33 + 0,00074𝜑 + 0,463𝜑0,33 − 48 = 0 Истинное значение поверхностной плотности теплового потока при у=0: 𝜑 = 𝜑2 − 𝜑2 − 𝜑1 40000 − 20000 Вт 𝑦2 = 40000 − ∙ 2,563 = 37598,47 2 . 𝑦2 − 𝑦1 2,563 − (−18,781) м КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 21 42 Коэффициент теплоотдачи от греющего водяного пара к стенке трубы: Вт . м2 ∙ К Коэффициент теплоотдачи от стенки трубы к кипящему метанолу: 1 а1 = 2,33 ∙ 105 ∙ 37598,47−3 = 6955,03 2 аисп 2 = 2,16 ∙ 37598,473 = 2424 Вт . м2 ∙ К Коэффициент теплопередачи по зоне нагрева: к1 = ( 1 1 −1 Вт + 0,00074 + ) = 127,7 2 . 6955,03 144 м ∙К Коэффициент теплопередачи по зоне испарения: к2 = ( 1 1 −1 Вт + 0,00074 + ) = 771,43 2 . 6955,03 2424 м ∙К Площадь поверхности теплообмена: 𝐹 = 𝐹1 + 𝐹2 = 307161,47 2109091,1 + = 89,45 м3 . 127,7 ∙ 74 771,43 ∙ 48 Так как при расчете процесса теплопередачи для случая кипения жидкости отклонения экспериментальных данных от рассчитанных по формуле лежат в пределах ±35%, то площадь поверхности зоны испарения должна быть увеличена. Кроме этого, возможно попадание воздуха в кипящий метанол, что резко снижает коэффициент теплопередачи; следовательно, для спиртоиспарителя, работающего в данных условиях, необходим большой запас площади поверхности теплообмена. 2.5.7 Технологический расчет подконтактного холодильника. Назначение, устройство и основные размеры. Определение числа аппаратов Подконтактный холодильник предназначен для быстрого охлаждения контактного газа до 140-160 °С во избежание разложения образовавшегося формальдегида. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 22 43 Для установки выбран вертикальный стальной кожухотрубчатый теплообменник с противоточным движением теплоносителя в межтрубном пространстве и контактного газа в трубном пространстве. Теплоноситель паровой конденсат (р=0,3 МПа, 1-133 °C). В холодильнике предусмотрено шахматное расположение труб (по вершинам правильных шестиугольников). Температурные напряжения, вызываемые разностью температур между кожухом и трубами, могут привести к разрушению аппарата; во избежание этого на корпусе установлен линзовый компенсатор. Техническая характеристика холодильника: а) Диаметр внутренний 2000 мм; б) Высота общая 5500 мм; в) Число труб (dтp=25х1752х2,5 мм) 1752; г) Длина трубки 4000 мм; д) Площадь поверхности теплопередачи 650 м³. Аппарат снабжен штуцером выхода контактного газа Dу 600, ру 1, шестью штуцерами входа конденсата Dу 80, ру 1 и шестью штуцерами выхода пароводяной эмульсии Dу 150, py 1. Принимают агрегатную схему компоновки оборудования контактный аппарат смонтирован непосредственно на подконтактном холодильнике. 2.5.8 Тепловой расчет Исходные данные: а) В холодильник подают 619,52/3600=0,172 кмоль/с контактного газа; б) Температура: на входе в холодильник 680 °С; на выходе из холодильника 150°С. Цель расчета определение тепловой нагрузки холодильника и расхода парового конденсата. Уравнение теплового баланса холодильника в общем виде: Ф1 = Ф2 + Ф3 + Фпот , КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 23 44 где Ф1 и Ф₂ – тепловые потоки контактиого газа на входе в холодильник и на выходе из него, кВт; Фз - теплота, отводимая испаряющимся конденсатом, кВт; Фпот – теплопотери в окружающую среду, кВт. Тепловой поток контактного газа на входе в холодильник Ф1, определен в тепловом расчете контактного аппарата: Ф1 = 5536,88 кВт. Для определения значения Ф2 рассчитывают среднюю молярную теплоемкость контактного газа при Т=150+273=423 Κ. Расчет средней молярной теплоемкости контактного газа: Таблица 11 – Средняя молярная теплоемкость контактного газа СН3ОН СН2О СО СО2 N2 Н2 Н2О х i, % Ci, 37,80 6,77 Σ 14,56 54,23 19,01 0,66 2,18 19,02 100,00 40,72 29,88 43,19 29,09 28,94 34,71 – 7,90 7,74 0,20 0,94 6,60 36,33 Дж/(моль·К) Ciхi/100, 11,00 1,96 Дж/(моль·К) Тепловой поток контактного газа на выходе из холодильника: Ф2 = 0,172 ∙ 36,33 = 937,89 кВт. Таблица 12 – Тепловой баланс холодильника Приход кВт % Расход Тепловой поток контактного на входе кВт % 937,89 16,94 мая испаряющимся 4322,15 78,06 Тепловой поток газа 5536,88 100,00 контактного газа на выходе Теплота, отводи- конденсатом Теплопотери окружающую в 276,84 5,00 среду КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 24 45 Окончание таблицы 12 Всего 5536,88 100,00 Всего 5536,88 100,00 Принимают, что теплопотери в окружающую среду составляют 5% от общего прихода теплоты: Фпот = 0,05 ∙ 5536,88 = 276,84 кВт. Теплоту, отводимую испаряющимся конденсатом (тепловую нагрузку холодильника), находят из уравнения теплового баланса: Ф3 = Ф1 − Ф2 − Фпот = 5536,88 − 937,89 − 276,84 = 4322,15 кВт. Расход конденсата: 4322,15 кг кг = 1,991 или 7167,08 , 2171 с ч где 2171 – удельная теплота парообразования при р=0,3 МПа, кДж/кг. 𝑚= 2.5.9 Расчет подконтактного холодильника Выполняют поверочный расчет площади поверхности теплообмена. Необходимую площадь поверхности теплообмена определяют по формуле [1]. Тепловая нагрузка определена в тепловом расчете подконтактного холодильника. Температурная схема теплообмена: Рисунок 4 – Температурная схема теплообмена ∆𝑡𝑚𝑎𝑥 = 680 − 133 = 547 °С, ∆𝑡𝑚𝑎𝑥 = 150 − 133 = 17 °С, ∆𝑡ср = ∆𝑡𝑚𝑎𝑥 − ∆𝑡𝑚𝑎𝑥 517 − 17 = = 153 °С. ∆𝑡𝑚𝑎𝑥 ∆𝑡𝑚𝑎𝑥 2,303 lg ( 2,303 lg ( ∆𝑡𝑚𝑖𝑛 ) ∆𝑡𝑚𝑖𝑛 ) Коэффициент теплопередачи определяют по формуле [1]: к=( 1 1 + ∑ 𝑟ст + )−1 , а1 а2 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 25 46 где а1 – средний коэффициент теплоотдачи от контактного газа к стенке трубы, Вт/(м²∙К); а2 – коэффициент теплоотдачи от стенки трубы к кипящему конденсату, Вт/(м²∙К). Определяют средний коэффициент теплоотдачи от контактного газа к стенке трубы [1]: а1 = Атр 𝑊 0,8 𝑑−0,2 , где Атр – коэффициент, учитывающий физические свойства контактного газа при средней температуре; W – массовая скорость контактного газа в трубном пространстве, кг/(м²∙с); d – внутренний диаметр трубы, м. Теплофизические параметры контактного газа находят при средней температуре 680 + 150 = 415°С. 2 Рассчитывают среднее значение молярной теплоемкости контактного 𝑡ср = газа для интервала температур 150-680 °С (значения Сm при 150 и 680 °С рассчитаны ранее): 47,32 + 36,33 Дж = 41,82 . 2 моль ∙ К Динамическую вязкость контактного газа определяют по формуле [1]. 𝐶𝑚 = Для упрощения расчета делают следующие допущения: а) В поток «метанол» включают метанол и формальдегид; б) В поток «диоксид углерода» включают диоксид и оксид углерода. Расчет динамической вязкости контактного газа: Таблица 13 – Динамическая вязкость контактного газа СН3ОН СО2 N2 Н2 Н2О Σ x i, % 100,00 2,84 37,80 6,77 19,02 Mr 33,57 32,00 44,00 28,00 2,00 18,00 Mixi/100 10,74 1,25 10,58 0,14 3,42 231,00 304,00 315,00 156,00 237,00 𝜇𝑖 ∙107, Па∙с 26,13 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 26 47 Окончание таблицы 13 (Mixi/100) 0,05 ∙107, Па∙с 𝜇см = ( 0,00 0,03 0,00 0,01 0,10 26,13 ) ∙ 10−7 = 262 ∙ 10−7 Па ∙ с. 0,10 Удельная теплоемкость контактного газа с = 41,82 ∙ 1000 Дж = 1600,34 . 26,13 кг ∙ К Принимают, что критерий Прандтля для двухатомных газов Pr=0,72, тогда теплопроводность контактного газа: Вт . м∙К Площадь сечения трубного пространства подконтактного холодильника: 𝜆 = 1600,33 ∙ 262 ∙ 10−7 /0,72 = 0,06 𝑆тр = 0,785 ∙ 0,022 ∙ 1752 = 0,55 м2 . Массовая скорость контактного газа в трубном пространстве: 𝑊= 𝑚𝜏 15890,58 кг = = 8,02 2 . 𝑆тр 3600 ∙ 0,55 м ∙с где mт - расход контактного газа, кг/ч. Коэффициент, учитывающий физические свойства контактного газа, определяют по формуле [1]: 𝜆 𝑃𝑟 0,4 Атр = 17,2 ∙ 10−3 ( 0,6 )( ) , 𝜇 0,73 Атр = 17,2 ∙ 10−3 [0,06/(262 ∙ 10−7 )0,3 ]( 0,72 0,4 ) = 4,61. 0,73 Средний коэффициент теплоотдачи: а1 = 4,61 ∙ 8,020,3 ∙ 0,02−0,2 = 50 Вт . м2 ∙ К Определяют коэффициент теплоотдачи от стенки трубы к кипящему конденсату по формуле [1]: а2 = 𝑁𝑢𝜆 , 𝑙п КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 27 48 где λ – теплопроводность конденсата, Вт/(м·К); lп – определяющий параметр, м. При 133 °С λ=68,6·10-2 Вт/(м·К); lп=7,05·10-6 м. Для выбора формулы, по которой рассчитывают значение критерия Нуссельта, необходимо знать режим движения конденсата в межтрубном пространстве. Критерий Рейнольдса определяют по формуле [1]: 𝑅𝑒 = 𝐵𝜑, где В – коэффициент, учитывающий теплофизические свойства кипящего конденсата, м³/Вт; 𝜑 – поверхностная плотность теплового потока, Вт/м². При 133 °С В=9,03·10-6 м²/Вт. При тепловой нагрузке Фа=4322150 Вт и площади поверхности теплообмена Fa=650 м². 𝜑= Фа 4322150 = = 6649,46 Вт/м2 . 𝐹а 650 𝑅𝑒 = 9,03 ∙ 10−6 ∙ 6649,46 = 0,06. Так как Re>10-2, то для определения критерия Нуссельта используют формулу [1]: 𝑁𝑢 = 0,125𝑅𝑒 0,65 𝑃𝑟 0,33 при 𝑅𝑒 > 10−2 𝑁𝑢 = 0,0625𝑅𝑒 0,5 𝑃𝑟 0,33 . При температуре 133°С Рг=1,29: 𝑁𝑢 = 0,125 ∙ 0,060,65 ∙ 1,290,33 = 0,0218. Коэффициент теплоотдачи от стенки трубы к кипящему конденсату: 10−2 Вт а2 = 0,0218 ∙ 68,6 ∙ = 2125 . 7,05 ∙ 10−6 м2 ∙ К Сумма термических сопротивлений стенки трубы с учетом слоев загрязнений с обеих сторон: ∑ 𝑟ст = 𝑟1 + 𝑟2 + 𝑟3 = 0,00009 + 0,0025 К + 0,00018 = 0,000413 м2 ∙ , 17,5 Вт КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 28 49 где r1 и r3 – сопротивления слоев загрязнений с обеих сторон трубы, м²∙К/Вт; 0,0025 – толщина стенки трубы, м; 17,5 – теплопроводность нержавеющей стали, Вт/(м·К). Коэффициент теплопередачи: к=( 1 1 −1 Вт + 0,000413 + ) = 47,9 2 . 50 2125 м ∙К Площадь поверхности теплопередачи: 𝐹а′ = 4322150 = 589,9 м2 . 47,9 ∙ 153 Запас площади поверхности теплопередачи: (650 − 589,9) ∙ 100 = 10,18 %. 589,9 КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 29 50 ЗАКЛЮЧЕНИЕ Основываясь на изученных материалах и проведенном анализе, можно сделать вывод о том, что выбранная технология производства формальдегида имеет высокий потенциал для успешной эксплуатации и обеспечения стабильного производства данного химического вещества. Для обеспечения эффективного производства формальдегида необходимо обеспечить надлежащее функционирование всех узлов и технологических процессов, а также соблюдение всех установленных норм и стандартов качества. В ходе курсовой работы были рассмотрены химизм, механизм и термодинамика процесса получения формалина, различные способы его производства. Выбранный способ производства – окислительное дегидрирование. К достоинствам этого метода относятся пониженный расход метанола на единицу производимой продукции и более длительный срок эксплуатации катализаторов. Был проведен расчет материального баланса стадии контактирования, рассчитаны основные расходные коэффициенты по метанолу, воздуху и воде – 0,465 кг/кг, 0,931 кг/кг и 0,120 кг/кг соответственно. Было рассчитано основное оборудование: реактор – необходимо установить два реактора для обеспечения необходимой производительности; спиртоиспаритель и подконтактных холодильник. Полученный опыт позволяет более глубоко разбираться в производственных процессах химической промышленности и научиться более эффективно работать с целевыми продуктами и технологиями. Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Лит. ЗАКЛЮЧЕНИЕ Лист Листов 1 1 ТИУ ИПТИ гр. ХТб- 51 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 1. Гутник С.П. Расчеты по технологии органического синтеза: учебное пособие для техникумов / С.П. Гутник – Москва:Химия, 1988. – 272 с. – Текст: непосредственный. 2. Потехин В.М. Основы теории химических процессов технологии органических веществ и нефтепереработки: учебник для вузов, 2-е изд., испр. и доп. /В .М.Потехин, В. В. Потехин – Санкт-Петербург: Химиздат, 2007.- 944с. – Текст: непосредственный. 3. Лебедев Н.Н. Химия и технология основного органического и нефтехимического синтеза: учебник для вузов, 4-е изд. перераб./ Н. Н. Лебедев – Москва: Химия, 1988. – 590 с. – Текст: непосредственный. 4. Варгафтик Н. Б. Справочник по теплофизическим свойствам газов и жидкостей: справочник, 2-е изд., доп. и перераб. /Н.Б.Варгафтик –Москва: Наука, 1972. –721с. – Текст: непосредственный. 5. Томский Политехнический Университет: сайт. – URL: https://earchive.tpu.ru/handle/11683/27797 (дата обращения: 28.03.2024). – Текст: электронный. 6. Библиофонд: электронная библиотека студента: сайт. – URL: https://www.bibliofond.ru/view.aspx?id=469273 (дата обращения: 28.03.2024). – Текст: электронный. 7. Романовский Б. В. Основы химической кинетики / Б. В. Романовский. – М.: Экзамен. – 2006. – Т. 415. – С. 418. – Текст: непосредственный. 8. Chem-Portal: химический портал: сайт. – URL: http://chem-portal.ru (дата обращения: 30.03.2024). – Текст: электронный. Из Лис № докум. Подпись Да та т Томчук Е.В. м. Разраб. Дерюгина Пров. О.П. Н. Утв. Контр. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ СПИСОК ИСПОЛЬЗОВАННЫХ. ИСТОЧНИКОВ Лит. Лист Листов 1 2 ТИУ ИПТИ гр. ХТб- 52 9. ГОСТ 1625-2016 Формалин технический: межгосударственный стандарт: издание официальное: принят Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 октября 2016 г. No 92П): введен впервые: дата введения 2017-07-01 / разработан: Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации материалов и технологий» (ФГУП «ВНИИ СМТ») и Публичным акционерным обществом «Метафракс». Москва : Стандартинформ, 2017. – с. 18. – Текст: непосредственный. 10. ГОСТ 2222-95 Метанол технический. технические условия: Межгосударственный стандарт: издание официальное: принят Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол No 8 от 10 октября 1995 г.): введен впервые: дата введения 2002-01-01 / разработан: Межгосударственным техническим комитетом по стандартизации МТК 181 «Метанол, продукты органического и неорганического синтеза», Научно-исследовательским инсти- тутом «Химтехнология». Минск : Межгосудраственный совет по стандартизации, метрологии и сертификации, 2000. – № 02354. – с. 16. – Текст: непосредственный. КР.18.03.01.03-0400/27К.549.2024.00.ПЗ Изм Лис . т № докум. Под- Дат а пись Лис т 2