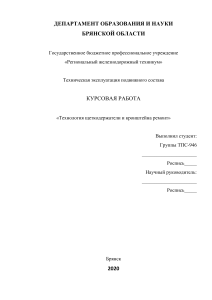
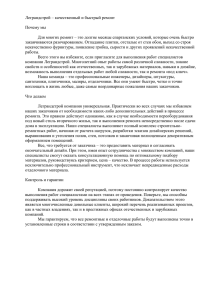
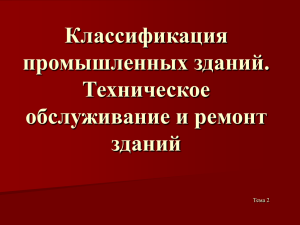
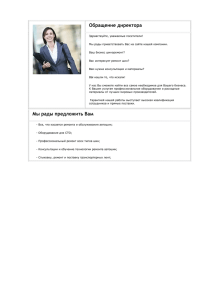
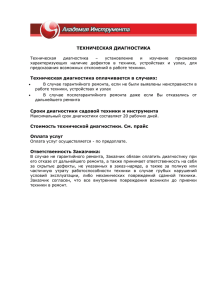
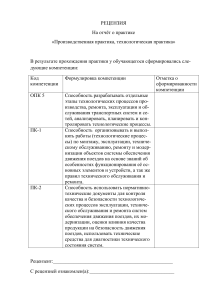
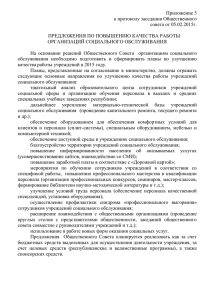
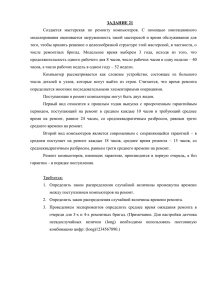
1 Ремонтно - механическая служба 1.1 Вопросы ремонтно-механической службы (РМС) предприятия 1.1.1 Задачи и выбор структуры ремонтно-механической службы предприятия Задача ремонтно-механической службы предприятия -организация комплекса работ по эксплуатации, техническому обслуживанию и ремонту основного технологического и механического оборудования и руководство этим комплексом, обеспечение постоянной работоспособности оборудования и его модернизация, изготовление запасных частей, необходимых для ремонта, повышение культуры эксплуатации действующего оборудования, повышение качества ремонта и снижение затрат на его выполнение. Структура механослужбы предприятия может быть различной в зависимости от мощности предприятия. Наиболее часто применяемой структурой механослужбы для крупного предприятия является схема: главный механик предприятия – заместитель начальника цеха по оборудованию – старший механик цеха (отделения) – механик цеха (отделения) – бригадир слесарей – слесари, токари, сварщики. Ее и принимаем. 1.1.2 Задачи отдела главного механика (ОГМ) предприятия и выбор его структуры Задачей ОГМ предприятия является обеспечение работоспособного состояния и нормального функционирования оборудования. Этот отдел координирует и направляет деятельность цехов и служб предприятия по подготовке месячных и годовых графиков планово-предупредительных ремонтов (ППР), разрабатывает мероприятия по их осуществлению и контролирует их выполнение. В ОГМ поступают заявки на запасные части и детали оборудования, на основе которых составляются сводные заявки и оформляются наряды и заказы на приобретение и изготовление деталей. Для промышленного предприятия большой мощности в состав ОГМ входят: - технический аппарат (планово-производственное бюро – ППБ; - бюро планово-предупредительного ремонта оборудования – БППР; - бюро технологической подготовки; - бюро нормирования; - конструкторское бюро и архив. Рисунок 1 - Структура ОГМ Отдел главного механика руководит работой механиков цехов и ремонтных подразделений предприятия, выполняющих текущий ремонт оборудования, организует работу по централизованному капитальному ремонту оборудования, осуществляемому подрядными организациями или в ремонтно-механическом цехе предприятия. Возглавляет ОГМ главный механик, подчиняющийся непосредственно главному инженеру предприятия. 1.1.3 Выбор состава цехов ОГМ предприятия В подчинении у ОГМ проектируемого предприятия находятся следующие цехи: - модельный цех (отделение); - литейный цех; - ремонтно - механический цех; - кузнечно - прессовый цех; - цех нестандартного оборудования. 1.1.4 Выбор типа складов ОГМ предприятия Для бесперебойного обеспечения ремонтных работ запасными частями на предприятиях организуют центральные склады запасных частей, а также готовых к установке часто сменяемых узлов. Там же хранятся покупные запасные детали, узлы и материалы. Применяют четыре способа хранения: - на открытых площадках; - в полузакрытых складах (под навесами); - в закрытых неотапливаемых складах; - в закрытых отапливаемых складах. На открытых площадках хранятся детали и узлы машин, которые не восприимчивы к атмосферным осадкам или к прямому воздействию солнечных лучей. Они оснащены: подъездными путями (железнодорожными, автомобильными); оборудованием для погрузки и разгрузки грузов (козловые краны, автопогрузчики, автомобили); местами для складирования деталей, металлопроката и узлов машин. В полузакрытых складах (под навесами) хранится оборудование, детали и узлы машин, которые восприимчивы к атмосферным осадкам или к прямому воздействию солнечных лучей. В закрытых неотапливаемых складах хранится оборудование, детали и узлы машин, которые восприимчивы к атмосферным осадкам, прямому воздействию солнечных лучей, а также резкому перепаду температур окружающей среды. Они оснащены: автомобильным транспортом; оборудованием для погрузки и разгрузки грузов (подвесные мостовые краны, автопогрузчики); местами для складирования деталей, металлопроката и узлов машин; стеллажами для хранения деталей. В закрытых отапливаемых складах хранится оборудование, детали и узлы машин, которые восприимчивы к атмосферным осадкам, прямому воздействию солнечных лучей, резкому перепаду температур, а также имеющих высокие требования по влажности окружающей среды. Они оснащены: оборудованием для погрузки и разгрузки грузов (краныштабелеры, автопогрузчики); местами для складирования деталей, металлопроката и узлов машин; стеллажами для хранения деталей высотой до 6 м. В данном отделении имеется открытый склад, который защищён от воздействия атмосферных осадков при помощи навеса. На этом складе хранятся детали и узлы машин, а также различные виды расходных материалов, не боящихся атмосферных осадков. Также в отделении есть закрытый склад, на котором хранят оборудование, детали и узлы, которые боятся прямого воздействия атмосферных осадков и солнечных лучей. Такие расходные материалы как подшипники хранятся в специальных шкафах с постоянной температурой окружающего воздуха. 1.1.5 Организация смазочного хозяйства предприятия Материальная база смазочного хозяйства предприятия - это центральный склад смазочных материалов предприятия с центральной регенерационной станцией и аналитической лабораторией смазочных материалов; цеховые (циркуляционные) и склады; цеховые пластичных системы смазочных для жидких материалов; системы трубопроводной раздачи пластичных смазочных материалов со складов по цехам и заправки централизованных систем; системы трубопроводной раздачи свежих автотранспортная материалов; и сбора система отработанных развоза централизованная тарных масел;централизованная пластичных автотранспортная смазочных система с автомаслозаправщиками для развоза свежих и сбора отработанных масел; централизованный пассажирский автотранспорт для лаборантов-отборщиков проб смазочных материалов на анализ и доставки проб в центральную лабораторию смазочных материалов; специализированный участок изготовления и ремонта смазочного (и гидравлического) оборудования и аппаратов в механическом цехе предприятия; стационарные и передвижные внутрицеховые и внутризаводские устройства для механизированного выполнения смазочных операций. Основная задача смазочной службы - обеспечение надежного и экономичного смазывания на всех этапах существования оборудования. Центральный склад смазочных материалов - начальный и головной элемент материальной базы смазочного хозяйства. Кустовой (районный) склад смазочных материалов предназначен для обслуживания определенной группы близкорасположенных родственных цехов. Цеховый склад смазочных материалов предназначен для обслуживания тех цехов, которые по своему расположению и специфике не обслуживаются кустовым складом. Его вместимость определяется месячным запасом смазочных материалов. В отделении имеется склад смазочных материалов, работники которого производят выдачу смазочных материалов производственным участкам. 1.2 Вопросы цеховой ремонтно-механической службы 1.2.1 Выбор метода ремонта оборудования в отделении В зависимости от конструктивных особенностей оборудования, возможностей ремонтных предприятий и обеспеченности запасными частями и деталями применяют различные методы ремонта: - индивидуальный; - обезличенный; - смешанный. При индивидуальном методе ремонта все узлы и детали ремонтируемой машины после их восстановления и ремонта устанавливают на ту же машину. Преимущество метода - сокращение времени приработки узлов и деталей, недостаток - перерывы в работе технологической линии. Применяется для предприятий малой мощности. При обезличенном методе ремонта снятые с ремонтируемой машины узлы и детали направляют для ремонта и восстановления в центральные ремонтные мастерские предприятия или на ремонтный завод, а на ремонтируемую машину устанавливаются узлы и детали, полученные со склада запасных частей, где они хранятся в составе узлов оборотного фонда. Преимущества метода - сокращение общего времени нахождения машины в ремонте и повышение качества ремонта, недостатки - «омертвление» капитала и необходимость в дополнительных производственных площадях для хранения сменных узлов и деталей. Применяется на предприятиях средней и большой мощности. Разновидностями обезличенного метода ремонта являются: - агрегатно-узловой метод применяют в случае, если на предприятии имеется значительный парк однотипного оборудования. В одних случаях заменяют целиком агрегат (оборудование) для проведения его ремонта, в других случаях меняют только его основные узлы, подвергающиеся интенсивному износу. Недостатком агрегатно-узлового метода ремонта является необходимость создания резервного оборудования и хранения или большого количества узлов машин в оборотном фонде, что связано с «омертвлением» денежных средств. - метод периодической замены ремонтных комплектов (ПЗРК) применяют на предприятиях в случае необходимости выполнения для оборудования текущих ремонтов. В этом случае при выполнении текущих ремонтов заменяются только быстроизнашивающиеся детали, входящие в комплект, и который хранится на складе запасных частей (деталей). При смешанном методе ремонта оборудования используются варианты индивидуального и обезличенного методов. В проектируемом отделении принимаем обезличенный метод ремонта оборудования. 1.2.2 Выбор системы ремонтов оборудования в отделении На предприятиях широко применяют систему планово- предупредительных ремонтов (ППР) оборудования, назначением которой является предупреждение прогрессирующего износа деталей и внезапных отказов. Она представляет собой совокупность организационных и технических мероприятий по эксплуатации, техническому обслуживанию и ремонту оборудования, направленных на обеспечение его надежности и долговечности при бесперебойном функционировании. Применяют три системы ППР: - послеосмотровая система ППР; - стандартных ремонтов ППР; - периодическая система ППР. Послеосмотровая системаППР основана на плановых осмотрах оборудования (обычно 1 раз в месяц), при которых устанавливают необходимость проведения текущего ремонта, назначают сроки его проведения и объем предстоящих ремонтных работ. Применяется на предприятиях с относительно невысокой загрузкой технологического оборудования. Система стандартных ППР применяется для тех видов оборудования, внезапный отказ которых может вызвать крупные материальные потери или несчастные случаи. Эта система связана с использованием назначенного ресурса, при исчерпании которого оборудование независимо от технического состояния следует заменять новым. Систему периодических ППР используют на предприятиях с непрерывным циклом производства и высокой загрузкой оборудования. Эта система состоит из периодически повторяющихся работ по осмотру и ремонту оборудования и связана с применением графиков ППР. Для проектируемого отделения принимаем систему периодических ППР. 1.2.3 Расчет годового графика планово-предупредительных ремонтов отделения В период эксплуатации оборудования отделения применяются различные формы контроля технического состояния оборудования и мероприятия по восстановлению его работоспособности. Такими мероприятиями в «Положении о планово-предупредительных ремонтах» предусмотрены: - технический осмотр ТО; - текущий ремонт Т либо текущий первый Т1 и текущий второй Т2; - капитальный ремонт К. Для оборудования проектируемого отделения предусмотрены ТО, Т и К. Рассчитываются ремонтные циклы основного и вспомогательного оборудования отделения для капитального ремонта оборудования. На основании расчетов ремонтных циклов основного и вспомогательного оборудования отделения заполняется годовой график ППР на будущий календарный год. Исходной точкой отсчета для внесения данных в график ППР является дата пуска оборудования в эксплуатацию после его монтажа. Если оборудование вводится в повторную эксплуатацию после капитального ремонта, то дата пуска в колонке 20 определяется как дата последнего капитального ремонта оборудования плюс время на проведение ремонта. Примечания: в графике ППР учитывается все оборудование отделения, даже если оно однотипное или вспомогательное; если в графике ППР всего одна технологическая линия, то данные по ремонту основного и вспомогательного оборудования необходимо вносить в график согласно основному в данной технологической линии оборудованию; если в графике ППР несколько технологических линий, то сроки проведения ремонтов линий необходимо сместить на некоторую величину (13 месяцев); если начало проведения ТО, Т1, Т2, Т, К совпадает с выходными или праздничными днями, то их необходимо начинать в понедельник последующей недели; если проведениеТ, Т1, Т2, К прерывается выходными или праздничными днями, а ремонты в эти дни не были предусмотрены деятельностью ремонтно-механической службы отделения или подрядной (кооперативной) организации, то ремонт прерывается, при этом график ППР смещается на количество вышеуказанных нерабочих дней. Расчет ведем следующим образом: Из «Положения о ППР...» выписываем периодичности выполнения ТО, Т, К, а также их продолжительность для всего оборудования главного корпуса обогатительной фабрики для свинцово-цинковой руды и сводим эти данные в таблицу 9. Таблица 1 Периодичность и продолжительность ремонтов основного и вспомогательного технологического оборудования главного корпуса обогатительной фабрики № п/ п 1 2 3 Наименование оборудования Конвейер ленточный В=0,65м, L=30м Редукционная дробилка КРД-700/100 Мельница шаровая МШР 2,7х3,6 Колво 2 2 2 Средне годовая Периоди Продолжит трудоемкос ч ельность, ть, ность,ч ч чел∙ ч Вид ремонта ТО Т К ТО Т К ТО Т К 730 8760 26280 730 8760 35040 680 5440 32640 3 8 24 8 96 144 8 48 96 33 12 39 36 3 1 84 338 100 1. Переводим периодичность для ТО из часов в дни: Тч то Тдн ; то = 𝑛час (1) где Тчто -периодичность выполнения техосмотра в часах, 𝑛час - количество часов работы оборудования за сутки, 𝑛час =24. 2. Определяем коэффициент кратности периодичностей для Т и ТО: Тч Кт−то = чт , Тто (2) где Тчт -периодичность выполнения текущего ремонта в часах. 3. Определяем коэффициент кратности периодичностей для К и ТО: Тч Кк−то = чк , Тто (3) где Тчк -периодичность выполнения капитального ремонта в часах 4. Определяем периодичность для Т в днях: дн Тдн т = Кт−то · Тто . 5. Определяем периодичность для К в днях: (4) дн Тдн к = Кк−то · Тто . (5) 6. Определяем время проведения ТО в днях: 𝑛ч дн 𝑛то = то; Зто (6) ч где 𝑛то -время проведения ТО в часах, Зто -занятость технического персонала на проведении ТО. дн ч Если 𝑛то ≤ Зто , то 𝑛то =0 7. Определяем время проведения Т в днях: 𝑛ч 𝑛тдн = т ; Зт (7) где 𝑛тч -время проведения Т в часах, Зт -занятость технического персонала на проведении Т. 8. Определяем время проведения К в днях: 𝑛ч 𝑛кдн = к ; Зк (8) где 𝑛кч -время проведения К в часах, Зк -занятость технического персонала на проведении К. 1. Конвейер ленточный B=0,65м; L=30м Тч 730 𝑛час 24 то 1. Тдн = то = =30дн Тч 8760 Тто 730 Тч 26280 Тто 730 2. Кт−то = чт = 3.Кк−то = чк = =12 =36 дн 4. Тдн т = Кт−то · Тто =12·30=360дн дн 5. Тдн к = Кк−то · Тто = 36·30=1080дн 6. Принимаем время работы ремонтных рабочих равным 8 часов, т.е. Зто =Зт =Зк = 8часов. 𝑛ч 3 Зто 8 дн 𝑛то = то = =0,4≈0дн - время проведения ТО. 𝑛ч 8 Зт 8 7. 𝑛тдн = т = = 1 дн - время проведения Т. 𝑛ч 24 Зк 8 8. 𝑛кдн = к = = =3 дня - время проведения К. Строим структуру ремонтного цикла: Пуск – 30 – 30 – ТО 3 3 3 – 30 – ТО – 30 – 30 – ТО ТО ТО 3 3 ТО 3 3 ТО – 30 – 3 ТО – 30 – 3 ТО – 30 – – 30 – – 30 – ТО ТО 3 3 ТО 3 3 ТО ТО 3 ТО 3 ТО – 30 – К 24 3 3 ТО – 30 – Т – 30 – –30 – – 30 – 3 ТО – 30 – – 30 – – 30 – – 30 – – 30 – ТО ТО 3 – 30 – 8 – 30 – – 30 – – 30 – 3 ТО 3 ТО ТО 3 – 30 – ТО 3 3 ТО – 30 – – 30 – – 30 – 3 ТО ТО 3 ТО 3 – 30 – – 30 – – 30 – – 30 – 3 ТО 3 ТО 3 ТО 3 ТО ТО 3 – – 30 – – 30 – –30 – 3 Т 8 – – 30 – . 2. Редукционная дробилка КРД-700/100 Тч 730 𝑛час 144 то 1. Тдн = то = = 5,3≈6дн Тч 8760 Тто 730 Тч 35040 Тто 730 2. Кт−то = чт = 3.Кк−то = чк = = 12 =48 дн 4. Тдн т = Кт−то · Тто =12·6=72 дн дн 5. Тдн к = Кк−то · Тто = 48·6=288дн 6. Принимаем время работы ремонтных рабочих равным 8 часов, т.е. Зто =Зт =Зк = 8часов. 𝑛ч 8 Зто 8 дн 𝑛то = то = =1дн - время проведения ТО. 𝑛ч 96 Зт 8 7. 𝑛тдн = т = =12дн - время проведения Т. 𝑛ч 144 Зк 8 8. 𝑛кдн = к = = =18дн - время проведения К. Строим структуру ремонтного цикла: Пуск – 6 – – ТО 8 –6– ТО 8 ТО 8 –6– –6– ТО 8 ТО 8 –6– –6– ТО Т ТО –6– 96 8 8 ТО –6– –6– 8 ТО 8 ТО –6– 8 ТО –6– 8 –6– ТО 8 ТО –6– 8 –6– –6– ТО 8 ТО 8 –6 – ТО –6– ТО 8 8 –6 –6 – ТО – ТО – ТО 8 8 8 –6 – ТО –6– ТО 8 ТО 8 –6– 8 –6– ТО –6– ТО 8 –6– ТО –6– 8 –6– ТО –6– ТО –6– ТО –6 – ТО –6– ТО 8 8 ТО 8 8 8 Т –6– 8 –6– ТО 96 8 –6– ТО –6– –6 – ТО 8 8 8 –6– ТО –6– ТО 8 ТО –6– ТО 96 8 ТО –6– ТО 8 Т –6– 8 ТО –6– –6– 8 ТО –6– 8 8 8 –6– ТО –6– К 8 –6 –6 144 . 3. Мельница шаровая МШР 2,7х3,6 Тч 680 𝑛час 24 то 1. Тдн = то = = 28,3≈28дн Тч 5440 Тто 680 Тч 32640 Тто 680 2. Кт−то = чт = 3.Кк−то = чк = =8 =48 дн 4. Тдн т = Кт−то · Тто =8·28=224дн дн 5. Тдн к = Кк−то · Тто = 48·28=1344дн 6. Принимаем время работы ремонтных рабочих равным 8 часов, т.е. Зто =Зт =Зк = 8часов. 𝑛ч 8 Зто 8 дн 𝑛то = то = =1дн - время проведения ТО. 𝑛ч 48 Зт 8 7. 𝑛тдн = т = =6дн - время проведения Т. 𝑛ч 96 Зк 8 8. 𝑛кдн = к = = = 12дн - время проведения К. Строим структуру ремонтного цикла: Пуск – 28 – 28 – Т 48 – 28 – ТО 8 – 28 – ТО 8 – 28 – ТО 8 – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 – 28 – ТО 8 – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 –28 – ТО – 28 – 8 ТО 8 ТО – 28 – – 28 – ТО ТО ТО 8 – 28 – – 28 – ТО 8 8 8 – 28 – – 28 – 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 – 28 – ТО – 28 – ТО 8 8 – 28 – –28 – Т 48 ТО 8 – 28 – – Т 48 Т – 28 – 48 – 28 – ТО 8 – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 – 28 – –28 – ТО 8 ТО 8 – 28 – – 28 – ТО 8 ТО 8 – 28 – – 28 – ТО ТО 8 – 28 – – 28 – 8 ТО 8 ТО – 28 – 8 – 28 – Т 48 К – 28 – ТО 8 – 28 – . 96 1.2.4 Учет внеплановых ремонтных работ в отделении В процессе производства иногда возникает потребность во внеплановом ремонте оборудования, не предусмотренном графиками ППР. Они вызываются недостаточной надежностью оборудования, неудовлетворительным качеством ремонта, выполняемого по графику ППР или в связи с переносом плановых сроков производства ремонтных работ. К внеплановым ремонтным работам относятся работы по восстановлению работоспособности машин и механизмов после случайных отказов, регулированию механизмов по мере износа деталей, переналадке механических устройств оборудования при изменении технологии или изменении характеристик обрабатываемых материалов и т.п. Полное исключение внеплановых ремонтов не оправдано экономически, так как повлечет за собой значительное сокращение межремонтных периодов с одновременным увеличением числа плановых ремонтов и резким повышением эксплуатационных расходов на их проведение. Поэтому выполнение мероприятий, направленных на сведение к минимуму количества внеплановых ремонтов, экономически целесообразно для важнейшего технологического оборудования, работающего с высокой нагрузкой и определяющего выполнение производственного плана цеха. Для остального оборудования внеплановые ремонты могут определяться уровнем, экономически приемлемым для предприятия, в зависимости от вида и загрузки оборудования и характера производства. 1.2.5 Выбор базы для проведения ремонтов для оборудования отделения Существует пять основных направлений проведения капитального ремонта оборудования: - выполнение ремонта заводами-изготовителями оборудования (фирменный ремонт); - ремонт на специальных ремонтных заводах; - ремонт с привлечением специализированных ремонтных организаций, имеющих свои ремонтные базы на предприятиях, эксплуатирующих оборудование; - ремонт силами ремонтно-механического цеха предприятия; - ремонт силами ремонтно-механической службы цехов. Фирменный ремонт заключается в перевозке ремонтируемого оборудования на предприятие-изготовитель и возврате его после ремонта. Положительными особенностями этого вида ремонта являются высокое его качество при использовании заводских деталей и сборочных единиц. Недостатки - завод-изготовитель находится далеко от предприятия, использующего это оборудование, а также большие габариты и масса установок. В некоторых случаях этот метод применяется при выполнении ремонтных работ выездными бригадами завода-изготовителя. Ремонт оборудования на ремонтном заводе (РМЗ) имеет две разновидности: - отправка ремонтируемого оборудования на ремонтный завод и приемка его после ремонта; - ремонт оборудования на месте его установки. В первом случае оборудование направляют на ремонтный завод, который, как правило, размещается вблизи нескольких предприятий с однотипным или схожим по конструктивным признакам оборудования. На ремонтном заводе проводят капитальный ремонт и изготавливают запасные части в виде деталей и узлов действующего оборудования. После ремонта оборудование возвращают на предприятие-заказчик. Во втором случае капитальный ремонт осуществляется непосредственно на месте установки оборудования специализированными бригадами ремонтного завода, командированными ремонтным заводом на предприятие. Недостатки - РМЗ на территории Северного Кавказа в настоящее время отсутствуют. Ремонт с привлечением специализированных (подрядных) ремонтных организаций заключается в организации на предприятиях ремонтных баз, на которых функционируют бригады ремонтников, оснащенные специальными приспособлениями, инструментами и подъемно-транспортными механизмами. Предприятие-заказчик заключает с этими организациями договора на проведение ремонтных работ на предприятии. Характеризуется высоким качеством ремонта оборудования, но и высокой стоимостью проведения ремонтов. Этот метод ремонта применяется на предприятиях средней и большой мощности. Ремонт силами ремонтно-механического цеха предприятия заключается в организации на предприятии ремонтно-механического цеха (РМЦ), оснащенного необходимым станочным парком и ремонтным персоналом. РМЦ проводит ремонты в цехах предприятия согласно графикам ремонтов, он подчинен отделу главного механика. Этот метод применяется на предприятиях средней и небольшой мощности. Ремонт силами ремонтно-механической службы цехов заключается в подготовке опытных слесарей-ремонтников (бригадиров) конкретного оборудования путем их командирования в специализированные центры обучения РФ для освоения ими навыков приемов проведения ремонта за счет собственных средств предприятия (командировочные расходы: обучение, проживание в общежитии, суточные расходы, среднемесячная оплата труда работника за время отсутствия). Подготовленный специалист возглавляет бригаду ремонтников для проведения ремонтов оборудования цеха. Бригада ремонтников формируется бригадиром на период проведения ремонтов из состава слесарей цеха, а по окончании ремонта эти слесари занимаются повседневной работой по проведению межремонтного обслуживания оборудования цеха. Оплата труда ремонтников – аккордно-премиальная. Применяется на предприятиях средней и малой мощности. Этот метод проведения ремонтов является прогрессивным в существующих условиях экономики предприятий, но имеет недостаток – возможная потеря специалиста по проведению ремонта конкретного оборудования. Принимаем ремонт силами ремонтно-механической службы цеха с привлечением подрядных организаций для ремонта сложного оборудования. 1.2.6 Расчет численности слесарей отделения Плановая численность ремонтных рабочих отделения для выполнения годового объема ремонтных работ определяется по формуле: ЧСП = КСП ·∑𝜏 ФН ·КН ·КМ (9) где - годовые суммарные трудозатраты на ремонт оборудования отделения, чел.·ч.; ФН – номинальный годовой фонд рабочего времени одного работника, ФН = 2022 час; КН – коэффициент планируемого выполнения норм выработки, КН = 1,1÷1,2; КМ – коэффициент механизации ремонтных работ, КМ = 1,0÷1,3; КСП – коэффициент списочного состава, КСП = 1,4÷1,8. В свою очередь ∑𝜏 = 𝑁1 ∙ 𝜏1 + 𝑁2 ∙ 𝜏2 + ⋯ + 𝑁3 ∙ 𝜏3 , (10) где 𝜏1 , 𝜏2 , … , 𝜏𝑛 - нормативная среднегодовая трудоемкость технических осмотров и ремонтов отдельных видов оборудования; чел.·ч.; N1,N2, …,Nn – число единиц отдельных видов оборудования. Т.к. отделение само выполняет все виды обслуживания и ремонтов, то 𝜏1 = 𝜏1ТО + 𝜏1Т + 𝜏1К (11) 1) Конвейер ленточный 2= 33 + 12 + 39 = 84чел·ч, N2=2 2) Редукционная дробилка 1= 36 + 3 + 1= 40чел·ч, N1=2 3) Мельница шаровая 3= 84 + 338 + 100 = 522чел·ч, N3=2 Тогда: =2·84+2∙40+2·522= 1292чел·ч Подставив все значения в формулу (137), получим: ЧСП = 1,4· 1292 2022·1,2·1,2 = 0,6 ≈ 1чел. Принимаем бригаду ремонтных рабочих отделения в количестве одного человека: один слесарь 5 разряда. 1.2.7 Расчет численности дежурных слесарей отделения В обязанности дежурного слесаря входит проведение техническое обслуживание оборудования. Если в смене происходит отказ механического оборудования, первым на устранение отказа приходит дежурный слесарь. При децентрализованной форме дежурные слесари входят в состав цеховой механослужбы и подчинены непосредственно механику цеха (старшему механику). При централизованной форме дежурные слесари состоят в штате цеха по ремонту металлургического оборудования (ЦРМО), подчиненного отделу главного механика предприятия. В ЦРМО за каждым технологическим цехом закреплен механик по обслуживанию и ремонту, которому подчинены дежурные слесари. Количество дежурных слесарей определяется по формуле: Чдеж = где Кд ·КСП ·∑𝜏 (12) ФН ·КН ·КМ =4912- годовые суммарные трудозатраты на ремонт оборудования отделения, чел.·ч.; ФН – номинальный годовой фонд рабочего времени одного работника, ФН = 2022 час; КН – коэффициент планируемого выполнения норм выработки, КН = 1,1÷1,2; КМ – коэффициент механизации ремонтных работ, КМ = 1,0÷1,3; КСП – коэффициент списочного состава, КСП= 1,4÷1,8. Кд =0,2 -коэффициент учета количества дежурных слесарей. Подставим все значения в формулу (140), получим: Чдеж = 0,2· 1,4· 1292 2022·1,2·1,2 = 0,2 ≈ 1чел. Принимаем одного дежурного слесаря 5 разряда. 1.2.8 Проектирование рабочего места ремонтников отделения Рабочие места ремонтников (рисунок 21) находятся непосредственно на участках, к которым они прикреплены. 1 – верстак слесарный; 2 – стол производственный; 3 – стеллаж-подставка подкатной; 4 – станок вертикально-сверлильный типа 2С125; 5 – станок точильно-шлифовальный типа 3К634; 6 – стеллаж для приспособлений; 7 – стеллаж елочный; 8 – тележка с ящиком для отходов; 9 – ларь для ветоши; 10 – установка моечная ультразвуковая; 11 – раковина для мытья рук; 12 – рукосушитель электрический; 13 – стул поворотный – 2 шт. Рисунок 2 - Рабочее место ремонтников Рабочее место должно содержаться в чистоте и порядке, не допускается его загромождение материалами, готовыми изделиями, тарой, металлом, мешающими выполнению производственных операций и перемещению людей. Полы в рабочей зоне должны регулярно убираться, не допускается наличие на них проливов ГСМ и едких жидкостей. Необходимые для работы материалы и детали должны быть устойчиво уложены, чтобы исключалось их падение, раскатывание и опрокидывание. Освещение и вентиляция рабочего места выполняются в соответствии с проектом и должны обеспечивать безопасное производство работ или безопасное перемещение работающих. Свободные проходы и проезды должны соответствовать нормам и обеспечивать безопасное перемещение людей и транспортных средств в рабочей зоне. Инструменты и приспособления должны соответствовать характеру выполняемой работы. Запрещается работа неисправным инструментом и приспособлениями, а также на неисправном оборудовании. Технологические агрегаты и установки должны иметь необходимые контрольно-измерительные приборы и сигнализацию, что позволит следить за нормальным ходом технологического процесса. При выявлении недостатков в состоянии безопасности рабочего места необходимо принять меры к их устранению. До устранения недостатков выполнение работ прекратить. 1.2.9 Выбор складского хозяйства цеха Ремонтно-механическая служба цеха имеет склады двух видов: - склад запасных частей и сменного оборудования; - склад подшипников. Назначение склада запасных частей и сменного оборудования: прием, складирование, хранение, учет и выдача; накопление оборудования для проведения капитальных ремонтов; поддержание на нормативном уровне запаса запасных частей; выявление быстроизнашивающихся деталей. Норма запасных частей на складе 3,2–3,7 % от массы установленного механического оборудования. Центральный склад подшипников изолируют от других складов. Помещение склада должно быть закрытым, сухим, отапливаемым, с системой регулирования температуры (20 ± 5 ℃) и влажности (ниже 60 %), окна – с несолнечной стороны, защищенные занавесами. 1.2.10 Заявка на горюче-смазочные материалы (ГСМ) для отделения на год В цехе смазочное хозяйство организуется на каждом участке индивидуально. На каждом участке у слесарей имеется запас смазочных материалов и приспособлений для смазки. К смазочным материалам относятся масла смазочные индустриальные, нигрол, солидол, литол. Таблица 2 Заявка на ГСМ для отделения ГОСТ Годовой расход (литры) ГОСТ 4366-76 3096 258 Масло ГОСТ 20799-75 индустриальное с присадкой И-50А 3-5%ДФ-11 3000 250 № п/п Тип смазки Солидол УС 1. 2 Месячный расход по цеху Примечание (литры) 1.3 Вопросы сборки и монтажа классификатора 1.3.1 Порядок монтажа машины Перед монтажом классификатора необходимо проверить его комплектность согласно товаросопроводительному листу, состояние узлов, произвести их очистку от возможного загрязнения и смыть защитную смазку. Монтаж классификатора производить в следующей последовательности: Установить классификатор на фундамент и закрепить болтами. Рамакорыто должна опираться на фундамент всеми подушками. Для разгрузки фундаментных болтов от сдвигающих усилий в конструкции фундаментов должен быть предусмотрен упор для верхней части рамы - корыта. Стойки нижней торцевой стенки рамы-корыта, образующие карман для нижней опоры спирали, должны быть выставлены строго по отвесу. Установить и собрать механизм подъема, соединив винт с подвеской. Установить концевые выключатели, установить мотор-редуктор. При поставке классификатора с нижней опорой на подшипниках качения дополнительно подсоединить ее трубопровод к системе водоснабжения чистой воды. При отсутствии грузоподъемных средств необходимой грузоподъемности или по другим причинам, исключающим установку классификатора в собранном виде, необходимо снять спираль и моторредуктор с верхней опорой, для чего: -отсоединить фланец верхней опоры от вала спирали, при этом проверить наличие рисок на фланцах, определяющих их взаимное положение и, при отсутствии рисок или плохой видимости, нанести их; -снять крышки, закрывающие подшипники цапф верхней опоры, и снять привод спирали; -снять спираль. 1.3.2 План расположения фундаментных болтов редукционной дробилки КРД-700/100 Рисунок 3 - План расположения фундаментных болтов 1.3.3 Выбор и расчет фундаментных болтов классификатора Для крепления оборудования к фундаменту применяются фундаментные или анкерные болты (глухие, съемные и группа болтов, устанавливаемых в готовые фундаменты), дюбели, патроны. Существуют следующие типы фундаментных болтов 1) Н=25d 2) Н=15d 3) Н=10d 4) Н=8d Рисунок 4 - Типы фундаментных болтов Для крепления машины и приводных механизмов выбираем болт с анкерной заделкой, изготовленный из стали Ст3 (р=140МПа). Вычислим расчетную вертикальную нагрузку на болт. Рн=10∙G, кН, (13) где: G – вес машины, G=11,5 т. Рн=10∙G=10∙23,6=236кН, Определяем усилие предварительной затяжки от действия вертикальной нагрузки; при этом примем Кст=2; х=0,6. Р3∙в=Кст∙(1-х)∙Рн=2∙(1-0,6)∙ 236=188кН (14) Необходимая площадь сечения болтов по резьбе: 𝐹общ = Рз⋅в +х⋅Рн 100⋅[𝛿р ] = (188+0,6⋅236)⋅103 100⋅140 = 23,5см2 (15) Крепление классификатора осуществляется болтами в количестве 6шт. Сечение одного болта F1 = Fобщ /6=23,5/6=3,91см2 𝜋𝑑 2 F1= 4 4𝐹 4·3,91 𝜋 3,1416 ; d=√ = √ = 2,23см =22,3мм. (16) Принимаем болт с резьбой М24. Проверяем сечение болта на выносливость. Определяем допускаемое напряжение болта на разрыв, при этом принимаем: α=2,25; μ=1,4: 0,278 0,278 140 21,,258 48,65мПа р q р (17) где: α – коэффициент, учитывающий число циклов нагружения; μ – коэффициент, учитывающий масштабный фактор. Площадь сечения болтов из условия выносливости: 𝐹в = х⋅Рн 200⋅[𝜎р ] = 𝑞 0,6⋅236 200⋅48,65 = 0,014см2 ≤ 23,5см2 Вычислим длину болта. Мы приняли болт типа 1, у которого длина H=25d При d=16мм H=25·24=600мм. (18) 1.3.4 Схема строповки дробилки Соединение аппарата с грузоподъёмным оборудованием называется строповкой, а его разъединение - расстроповкой. Прежде чем застропить машину, монтажнику необходимо подобрать грузозахватные устройства, соответствующие массе и характеру груза; грузозахватные устройства используют только те, которые предназначены для данного груза (машины). Затем монтажник должен убедиться, что деталь свободно стоит на прокладках или основании. Различают следующие способы строповки. Канатный охватывающими - строповка корпус одним аппарата и или несколькими прикреплёнными стропами, к крюку грузоподъёмного оборудования. Канатными стропами стропят аппараты небольшой массы или если к аппаратам нельзя приварить или закрепить другим способом устройства, к которым можно было бы прикрепить стропы. Значительное применение этот способ имеет при монтаже горизонтальных аппаратов. В зависимости от требований (характера) подъёма этот способ имеет несколько разновидностей. Наиболее простой — это подъём горизонтальных аппаратов одним или двумя кранами. При таком подъёме стропы должны рассчитываться на усилие G/2. Канатными стропами можно поднимать аппараты в горизонтальном положении, а поворачивать их в вертикальное положение. В практике подъёма аппаратов применяется способ строповки с помощью затягивающейся петли. Принцип этого способа заключается в том, что канат, огибающий аппарат, создает петлю, затягиваемую усилием подъёма. Строповка с помощью захватных устройств на аппарате имеет наиболее широкое применение. Этот способ строповки заключается в том, что на аппарате закрепляют штуцера, к которым, в свою очередь, прикрепляют строп. Рисунок 5 - Схема строповки дробилки 1.4 Вопросы обслуживания, ремонта и смазки классификатора 2КСН-20 1.4.1 Неисправности в работе дробилки их устранение Таблица 3 1.2 Быстроизнашивающиеся детали Таблица 2. Ведомость изнашивающихся деталей оборудования Узлы и М М С Чи Сред детали атериал асса редний сло негодовая (кг) срок деталей потребность службы (мес.) в в сего узл е Вал С 8 2 1 1 0,5 эксцентриков таль 40Х ,3 4 Рекомен дуемые мероприятия по повышению надежности Соблюд ение правил ый Ось подвижной щеки С таль 40Х ,4 Подши С пники борка ,7 эксцентриков ого вала Футеро 11 вочные плиты 0Г13Л ,0 дробящих щек 4 6 3 1 1 0,33 2 8 4 2 2 0,5 1 6 3 1 8 1 6 8 эксплуатации, ТО Соблюд ение правил эксплуатации, ТО Соблюд ение правил эксплуатации, ТО Соблюд ение правил эксплуатации, ТО 1.4.2 Эксплуатация классификатора К обслуживанию дробилки допускаются лица, прошедшие специальный инструктаж и знаюшие его устройство и работу. Дробилка (рис. 6) осуществляет дробление материалов между неподвижным наружным дробящим конусом и гирационно движущимся (качающимся относительно неподвижной точки с постоянной амплитудой) внутренним дробящим конусом. Дробилка состоит из следующих узлов: станины 8, опорного кольца 3, регулирующего кольца 2 с неподвижным дробящим конусом и колонками 23, подвижного дробящего конуса 4, привода. Станина 8 представляет собой стальную отливку цилиндрической формы с двумя патрубками, расположенными на боковой стенке и в нижней части. Нижний фланец станины крепится болтами к фундаменту, а на верхнем фланце установлено опорное кольцо 3, прижимающееся к станине болтами с амортизирующими пружинами. Неподвижный конус предохраняется от износа броней 19, закрепляемой на конусе скобами 22. В верхней части дробилка закрывается кожухом 24, на котором устанавливается приемная воронка 25, откуда подлежащие дроблению материалы попадают на распределительную тарелку/ загрузочного устройства. В нижнем патрубке станины запрессована бронзовая (биметаллическая) втулка 9, внутри которой смонтирован валэксцентрик 10 с коническим колесом 7 В эксцентричной расточке вала установлена бронзовая конусная втулка 11, в которую входит вал 13 подвижного дробящего конуса. Вал-эксцентрик 10 опирается на подпятник 12, состоящий из набора бронзовых и стальных дисков. Подвижный дробящий конус футеруется броней 20. Плотность прилегания броней 19 и 20 к поверхности подвижного и неподвижного конусов обеспечивается цинковой или пластмассовой заливкой 21. Нижняя часть подвижного конуса опирается на сферический подпятник 6, установленный на опорной чаше 17. Для предотвращения попадания пыли и мелких частиц дробимого материала в зазор между подвижным конусом и опорной чашей встроен гидрозатвор 18, в ванне которого циркулирует вода или отработавшее масло. Приводится дробящий конус от электродвигателя через вал 16, установленный на бронзовых втулках в корпусе 15; на вал 16 насажена коническая шестерня 14 вращающая колесо 7. Смазка и охлаждение подшипников приводного вала, сферического подпятника и передачи зубчатой эксцентрикового узла, осуществляются от централизованной циркуляционной смазочной системы с жидким смазочным материалом. Рисунок 6 Для контроля работы смазочной системы устанавливаются сигнализатор расхода масла, термометры и манометры. Величина зазора между бронями дробящих конусов изменяется путем вращения по резьбе регулирующего кольца 2 относительно опорного кольца. При попадании в дробилку недробимых предметов под действием усилий, значительно превышающих нормальные, сжимаются амортизирующие пружины 5, неподвижный конус вместе с опорным кольцом приподнимается и недробимый предмет проходит через дробилку. Техническое использование 1. Использовать дробилку в соответствии с ее назначением и техническими данными, а также в соответствии с указаниями, изложенными в разделе 3 и п. 3.2. 2. Перед дроблением комкующиеся породы должны быть промыты, а мелкие фракции в питании отсеяны. Это необходимо для повышения производительности дробилки, уменьшения износа броней и потребляемой мощности. 3. Не допускать: попадание недробимых предметов в дробилку, проверяя исправность железоотделителей на питающих конвейерах. Пропуск через дробилку недробимых предметов приводит к быстрому выходу из строя основных корпусных деталей ,и деталей привода. После каждого случая заклинивания дробилки или после пропуска крупного недробимого предмета дробилку необходимо осмотреть и в случае необходимости разобрать, убедиться в исправности ее деталей и только после этого вновь пустить в работу; загрузку материала непосредственно в выпускное отверстие приемной воронки, а также загрузку избыточного количества материала. Это приводит к неравномерному распределению материала по окружности дробильной камеры ("односторонняя подача материала"), к его "под прессовке" и в результате к ухудшению качества дробления, снижении: производительности, ускоренному износу и поломке основных деталей дробилки. Поток загружаемого материала должен 6ыть направлен на амортизирующую подушку из этого материала, образующуюся между наружными стенками и выпускным отверстием приемной воронки (см рис. 6); подачу в дробилку кусков дробимого материала размером более 70 мм; дробления материалов прочностью на сжатие выше нормы; перегрузки дробилки, следя за показаниями электроизмерительных приборов; использование дробящей брони до полного износа и разрушения поскольку обломки броней могут заклинить дробилку; загромождения прилегающей к дробилке площади и рабочего места; работу дробилки при выходе из строя смазочной системы. 4. Регулировать предусмотренным размер механизмом разгрузочной поворота, щели вращая специально зубья кожуха регулирующего кольца, или с помощью роликовой стойки, закрепляемой на бобышке опорного кольца, и троса, наматываемого на обечайку кожуха, с приводом от лебедки. 5. Дробленый продукт должен свободно проходить к транспортирующим устройствам, не накапливаться под дробилкой и не нарушать ее работоспособность. 1.4.3 Ремонт привода дробилки Ремонт начинают с проверки величины износа зубьев шестерен, подшипников, шеек валов, надежности посадок шестерен редукторов, а также соединительных муфт. При разборке редуктора после слива масла и воды сначала снимают крышки редуктора и, не изменяя положения верхних вкладышей подшипников (их зажимают специальными скобами), измеряют боковые и радиальные зазоры в зацеплении шестерен редуктора, торцовые и боковые зазоры в подшипниках между валом и вкладышем, а также между корпусом и наружной поверхностью вкладыша. Данные замеров записываются в специальный формуляр. Во время ремонта редуктора помимо измерения зазоров проводят ремонт и восстановление износившихся деталей и узлов, их сборку, центровку, обкатку и испытание. После ремонта и сборки редуктора его шестерни должны проворачиваться вручную без рывков и заеданий. Если во время ремонта редуктора снимался его корпус, то при его установке на фундаментные рамы следует щупом проверить плотность прилегания плоскостей редуктора к раме (зазор не должен превышать 0,1 мм). Полумуфты насаживают на вал в нагретом состоянии легкими ударами молотка. Посадку полумуфт проверяют на радиальное и осевое биение индикатором. При износе рабочей стороны зубьев более чем на 20 % по толщине их наплавляют на месте электросваркой качественными электродами до полного восстановления профиля. После наплавки зубья обрабатывают наждачным кругом фрезерованием. Для фрезерования венцовых шестерен используют специальные переносные фрезерные станки. При одностороннем износе подвенцовой и венцовой шестерен, если отсутствует возможность их восстановления, их переворачивают на 180° при помощи двух талей грузоподъемностью по 5 т, укрепленных на специальных козлах. Подвенцовую шестерню переворачивают после снятия ее с вала специальным гидравлическим приспособлением. 1.4.4. Расчет и составление пооперационного графика проведения капитального ремонта дробилки КРД-700/100 Исходными данными для составления пооперационного графика ремонта оборудования являются нормативы, взятые из «Типовых норм времени на ремонт оборудования...», а также данные преддипломной практики и материалы организаций-исполнителей ремонта. Численность ремонтников определяется по формуле: ЧК = τк , чел ТК (19) где: τк - трудозатраты на проведение капитального ремонта, чел·ч ТК - продолжительность капитального ремонта, ч При построении графика необходимо учесть следующие правила: 1. Должно быть строгое чередование операций. 2. Ремонтники должны без перерывов переходить с одной операции на другую. 3. В каждый ремонтный день должно быть одинаковое количество ремонтников. 4. Ремонтники не должны мешать друг другу. Продолжительность операции обозначается на графике отрезком прямой, причем этот отрезок должен быть не слишком коротким, но и не слишком длинным. Короткие отрезки не несут полезной информации о ходе выполнения ремонта, а по длинным отрезкам трудно судить об оперативности проведения ремонта. Малые отрезки на этом графике допускаются в виде исключения, для обозначения целых разделов. Для составления пооперационного графика капитального ремонта мельницы из типовых норм времени выписываем нормы времени на капитальный ремонт по всем видам операций и сводим их в таблицу 4. Таблица 4 Данные для расчета пооперационного графика капитального ремонта классификатора Наименование операций Нормы времени, чел.∙ час 1. Демонтаж узлов 1. Отключить от электросети, вычистить остатки материала 2. Отключить от маслостанции 3. Слить масло 4. Демонтировать кожух с приемной воронкой 5. Демонтировать неподвижный дробящий конус 6. Отсоединить и демонтировать привод 7. Демонтировать подвижный конус 8. Снять футеровку с подвижного конуса 9. Снять футеровку с неподвижного конуса 2. Ремонт. 10.Очистить детали и узлы. Промыть и просушить. Определить износ базовых деталей 11.Замена частей с большим износам 12.Замена футеровки 8,0 2,0 6,0 5,5 6,0 12,0 8,0 8,5 8,5 6,0 12,0 12,0 Продолжение таблицы 4 3. Сборка узлов. 13. Установить футеровку на подвижный и неподвижный конус 14. Установить подвижный конус и привод 15.Установить неподвижный конус 16. Установить кожух с приемной воронкой 5. Общий монтаж 17. Установить редуктор и электродвигатель, закрепить. Произвести соединение муфт 18. Установить спираль с траверсой и закрепить крышки подшипников. Отрегулировать зацепление шестерен 19. Залить масло и подключить дробилку с маслостанции 20. Установить ограждение привода, закрепить 21. Пробный пуск дробилки на холостом ходу 22. Проверка работы дробилки под нагрузкой, сдача в эксплуатацию Итого Численность ремонтников: ЧК = τк 266 = = 5,56 ≈ 6чел Тк 48 где: к=266 - трудозатраты на проведение капитального ремонта, чел·ч ТК=48 - продолжительность капитального ремонта, ч. 12,0 10,0 8,0 8,0 10,0 10,0 4,5 4,5 3,0 12,0 266 Действительная продолжительность ремонта составит Т= 266 6 = 44,4ч Оцениваем количество дней ремонта, принимая, что ремонтники работают только в дневную смену, продолжительностью 8 часов. Тогда: N= 48 8·6 = 1дн Принимаем на заданный капитальный ремонт трех слесарей 5 разряда и трех слесарей 4 разряда. Разбиваем их на две бригады: -первая бригада в количестве трех человек – один слесарь 5 разряда и два слесаря 4 разряда; - вторая бригада в количестве трех человек - два слесарь 5 разряда и один слесарь 4 разряда. Длина отрезка на графике определяется по формуле: 𝑇рем = 𝜏1 +𝜏2 +…+𝜏𝑛 𝑛рем ,ч (20) где 𝜏1 + 𝜏2 + … + 𝜏𝑛 - трудоемкость операций, обозначенных на графике одним отрезком, чел∙ч; 𝑛рем - количество ремонтников на данной операции, чел Отсюда: Т1=8,0 : 3=2,6ч; Т2=2,0: 2=1 ч; Т3=6,0 :3 = 3 ч; Т4=5,5 :3 = 1,8ч; Т5=6,0:3 = 2 ч; Т6=12,0:4 = 3 ч; Т7=8,0 : 3= 2,6ч; Т8=8,5 :3 = 3,0ч; Т9=8,5 :3 = 3,0ч. Т10=6,0:3=2,0ч; Т11=12,0:3=6,0ч; Т12=12,0 :3=6,0ч; Т13=12,0 :3 =6,0ч; Т14=10,0:3 = 3,3ч; Т15=8,0 :6 = 1,3 ч; Т16=8,0:6 = 1,3ч; Т17=10,0 :6 = 1,6ч; Т18=10,0: 3=3,3 ч; Т19=4,5 :3=1,5ч; Т20=4,5: 3 = 1,5ч; Т21=3,0: 2=1,5ч; Т22=12,0 :6=2,0ч; 1.4.5 Расчет и составление сетевого графика капитального ремонта дробилки КРД-700/100 На первом этапе строится скелет графика, состоящего из стрелок (работа) и кружочков (события). Кружочки делятся на четыре сектора: в верхнем секторе указывается номер события, в левом - раннее свершение события (РС), в правом - позднее свершение события (ПС), в нижнем резерв времени на свершение события (РВС). Определяются ранние окончания (РО) событий по формуле РО РСпредш Т (21) где РСпредш - раннее свершение предшествующего события, ч; РС1=0; T - время выполнения работы, ч. Если раннее окончание ( РО ) одно, то раннее свершение последующего события равно раннему окончанию, РС послед РО . Отсюда: РО0-01 = 0 + 2,6 = 2,6; РО0-03= 0+ 1,0 = 1,0; РО01-02= РС01 + 3,0 = 2,6+3,0=5,6; РО03-04 = РС03+ 1,8 = 1,0+1,8=2,8; РО04-05 = РС04+ 2,0 = 2,8+2,0=4,8; РО05-06 = РС05+ 3,0= 4,8+3,8=7,8; РО06-07 = РС06 + 2,6 = 7,8+2,6=10,4; РО07-11= РС07 + 3,0 = 10,4+3,0=13,4; РО06-08 = РС06 + 3,0 = 7,8+3,0=10,8; РО08-09 = РС08 + 3,0 = 10,8+3,0=13,8; РО09-10 = РС09 + 2,0 = 13,8+2,0=15,8; РО10-12= РС10 + 6,0 = 15,8+6,0=21,8; РО11-13= РС11 + 6,0 = 13,4+6,0=19,4; РО12-14= РС12 + 6,0 = 21,8+1,8=26,8; РО14-15 = РС14 + 3,3 = 26,8+3,3=30,1; РО15-16 = РС15 + 1,3 = 30,1+1,3=31,4; РО16-17 = РС16 + 1,3 = 31,4+1,3=32,7; РО17-18 = РС17 + 1,6= 32,7+1,6=34,6; РО17-19 = РС17 + 3,3 = 32,7+3,3=36,0; РО18-21= РС18 + 1,5 = 36,0+1,5=37,5; РО19-20= РС19 + 1,5 = 37,5+1,5=39,0; РО20-22= РС20 + 1,5 = 39,0+2,0=41,0;. При достижении конечного события графика (у которого нет последующих событий) раннее свершение этого события приравнивается к позднему свершению РС = ПС. После этого расчет ведется в обратном порядке. Определяется позднее начало (ПН) события по формуле: ПН= ПСпослед. – Т где ПСпослед-позднее свершение последующего события. ПН22-20= РС22 – 1,5= 39,8; ПН21-18= РС21 – 3,0= 39,0; ПН20-19 = РС20 – 1,5= 38,3; ПН19-17= РС19 – 2,3= 36,0; ПН18-17 = РС18 – 3,0= 36,0; (22) ПН17-16 = РС17 – 3,9= 32,1; ПН16-15 = РС16 – 3,0= 29,1; ПН15-14 = РС15 – 3,0= 26,1; ПН14-12= РС14 – 1,8= 24,3; ПН13-11= РС13 – 5,0= 17,8; ПН12-10= РС12 – 5,0= 19,3; ПН11-07= РС11 – 4,0= 13,8; ПН10-09 = РС10– 5,0= 14,3; ПН09-08 = РС09– 2,0= 12,3; ПН08-06= РС08– 4,5= 7,8; ПН07-06 = РС07– 6,0= 7,8; ПН06-05= РС06– 3,8= 4,0; ПН05-04 = РС05– 1,2= 2,8; ПН04-03 = РС04– 1,3= 1,5; ПН03-0 = РС03– 1,5= 0; ПН02-01= РС02– 1,5= 1,5; ПН01-0 = РС01– 1,5= 0. Из полученных (ПН) выбирается меньшее значение, которое и будет поздним свершением события ПС = ПН. Рассчитав все ПС, вычислим резерв времени (РВС) на свершение каждого события по формуле: РВС=ПС-РС , РВС01 = 1,5–1,5 = 0; РВС02 = 3,0 – 3,0 = 0; РВС03 = 1,5-1,5 =0; РВС04 = 2,8–2,8 =0; РВС05 = 4,0 -4,0 = 0; РВС06 = 7,8– 7,8= 0; РВС07 = 13,8–13,8 = 0; РВС08 = 12,3–12,3 = 0; (23) РВС09 = 14,3–14,3 = 0; РВС10 = 19,3 - 19,3 = 0; РВС11 = 17,8-17,8 = 0; РВС12 = 24,3-24,3 = 0; РВС13 = 22,8–22,8 = 0; РВС14 = 26,1–26,1= 0; РВС15 = 29,1–29,1= 0; РВС16 = 32,1–32,1 = 0; РВС17 = 36,0 -36,0 = 0; РВС18 = 39,0–39,0 = 0; РВС19= 38,3–38,3 = 0; РВС20 = 39,8 – 39,8 = 0; РВС21 = 42,0 – 42,0 = 0; РВС22 = 41,3 - 41,3 = 0; 1.4.6 Выбор типа и расчет количества смазки для узла дробилки При выборе смазочного материала необходимо составить тепловой баланс узлов машины и рассмотреть два варианта: - тепло в узле трения отводится через корпусные детали; - тепло не отводится через корпусные детали. В первом случае возможно использование разовой подачи смазки (масленки, установки смазки масляным туманом и т.д.). Во втором случае выбирается система централизованной циркуляционной смазки. 1.4.6.1 Расчет системы циркуляционной смазки Расчет включает 3 этапа: 1 – выбор сорта масла; 2 - определение способа подвода смазки материала; 3 - определение оборудования. производительности насоса и параметров Сорт масла выбирается из условия жидкостного трения между контактируемыми деталями, а жидкостное трение определяется вязкостью масла. Например: для подшипников скольжения вязкость определяется эмпирической формулой: W x2 1,06 10 2 L d [ S0 ] , м /с 3 (24) где W- нагрузка на подшипник, Н; x– относительный зазор, x Dd d (25) L - длина ступицы (вкладыша), м; d - диаметр шейки вала; - угловая скорость; S o - критерий Зоммерфельда. В нашем случае L= 300мм, D=580мм, d=250мм, ω =56,3с-1 , S0 = 0,29,W=56300Н x= ν=1,06·103 · 580−250 250 =1,32. 56300·1,22 0,3·0,58·56,3·0,29 =3,8 м2 /с. По таблице принимаем к использованию масло И-5А. Далее определяется тепловой баланс машины, узла трения, по результатам которого принимаем картерную смазку или циркуляционную. Количество тепла, выделяемое узлом трения: Методика расчета теплового баланса по справочнику Л.Я.Переля. Подшипники качения: Расчет, проектирование и обслуживание опор . Тепловыделение трения в этих подшипниках определяется по формуле: (26) где M – полный момент трения в подшипнике, Н·м; n – частота вращения подшипника, n=56,3об/мин. Количество теплоты, образовавшейся при трении: (27) Момент трения (Н·мм) в подшипниках общего применения может быть рассчитан по формуле: (28) где μ – коэффициент трения; μ=0,002 для радиальных подшипников качения; P – эквивалентная динамическая нагрузка на подшипник, Р=56300Н; d – диаметр отверстия подшипника, d=0,05м. (Романова А.В. Методики определения тепловыделения в подшипниках качения общего применения // Студенческий: электрон. научн. журн. 2019. № 5(49). URL: https://sibac.info/journal/student/49/131645 ) М=0,5·0,002·56300·0,05=2,815Н·мм N= 1,047·10-4 ·2,815·56,3=0,0166 Q1=3600·0,0166=59,76Дж Количество тепла, которое отводится в окружающую среду через корпусные детали: Q2 (T1 T2 ) k F где T1- температура узла трения; Т1 = 40° T2 - температура окружающей среды; Т2 = 20° k - коэффициент теплопередачи; Вт/мК; k=0,145 Вт/м·К F - суммарная площадь корпусных деталей; F=0,5 м2. Q2=(40-20)·0,145·0,5=1,45Вт=3600·1,45=5220 Дж Если Q1 Q2 , то можно использовать картерную систему смазки. 5.4.7 Таблица смазки классификатора (29) Таблица 5 Таблица смазки № смазыва емой точки Смазываемая точка и способ смазки 1 Привод спирали Униол2 Униол2 6 мес. 18мес. 2 Опора нижняя Униол2 Униол2 6 мес. 18мес. 3 Механизм подъема спирали Привод подъема спирали Солидол УС-2 20 кг ГОСТ 1033-73 периодически по мере высыхания 4 Литол 24ГОСТ 21150-75 Смазочные материалы Колич Срок Срок ество пополнен замены смазки ия 1 мес 6 мес