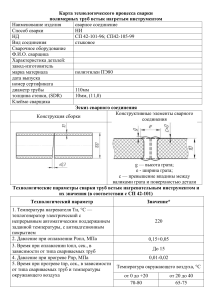
СОДЕРЖАНИЕ Введение…………………………………………………………………3 1. Цели и задачи практики 2. Производственная деятельность предприятия 3. Техника безопасности при ТО………………………………………4 4. Виды работ: 4.1. Проверка деталей, подготовка кромок, проверка скоса. Разметка, сборка, резка труб………...5 4.2. Сварка неповоротного стыка при вертикальном расположении трубы…...8 4.3. Сварка неповоротного стыка при горизонтальном расположении трубы ……………………………………………………………………14 4.4. Сварка поворотного стыка…………………………………………………17 4.5. Сварка угольным электродом…………………………………………......24 4.6. Сварка металлическим электродом………………………………………..30 4.7. Выполнение ручной дуговой сварки простых деталей из углеродистой стали в нижнем, наклонном, вертикальном, горизонтальном положениях шва…………………………………………………………………………32 4.8. Газовая сварка в вертикальном положении шва……………………33 4.9. Газовая сварка в горизонтальном положении шва …………………34 4.10. Выполнение газовой сварки труб в поворотном и неповоротном положениях………........................................................................................35 Заключение…………………………………………………………………37 Список литературы………………………………………………………...38 Введение Производственная практика необходима для подготовки высококвалифицированных специалистов. Она направлена на закрепление практических знаний, полученных студентами в стенах техникума, путём изучения опыта работы предприятий учреждений организаций овладения технологическими навыками и передовыми методами труда по специальности приобретения знаний основ производственных отношений и принципов управления с учетом технических финансовых и человеческих факторов. 1. Цель и задачи практики Цель практики: Цель производственной практики - это закрепление знаний, полученных студентами в процессе обучения, на основе изучения опыта работы на функционирующем предприятии, а также овладение производственными навыками. Задача практики: 1. изучение специфики деятельности организации. 2. знакомство с графиком работы организации, ее структурными подразделениями. 3. знакомство с инструкцией по технике безопасности. 4. формирование профессиональных навыков в конкретной профессиональной области. 5. приобретение опыта работы по специальности, слесарь по ремонту строительных машин. 6. приобретение опыта работы в коллективе. 7. выполнение требований и действий, предусмотренных программой производственной практики и заданий руководителя. 8. выявление недостатков в работе организации и перспектив ее функционирования. 9. разработка предложений по устранению недостатков и совершенствованию деятельности организации. 2. Производственная деятельность предприятия 3. Техника безопасности при ТО При выполнении сборочных и сварочных работ существуют следующие опасности для здоровья рабочих: 1. Поражение электрическим током: Травма возникает при замыкании электрической цепи сварочного аппарата через тело человека. Причинами являются: недостаточная электрическая изоляция аппаратов и питающих проводов, плохое состояние специальной одежды и обуви, сырость и теснота помещений. В условиях сварочного производства электротравмы происходят при движении тока по одному из трёх путей: рука-туловище-рука, рукатуловище-нога, обе руки-туловище-обе ноги. При движении тока по третьему пути сопротивление цепи наибольшее, следовательно, степень травматизма наименьшая. Наиболее сильное действие тока будет при движении его по первому пути. 2. Заземление. Заземление служит для защиты от поражения электрическим током при прикосновении к металлическим частям электрических устройств корпуса источников питания, шкафы управления и другие, оказавшимся под напряжением в результате повреждения электрической изоляции. 3. Поражение зрения. Спектр лучистой энергии, выделяемый сварочной дугой, состоит из инфракрасных, световых, и ультрафиолетовых лучей. Интенсивность излучения возрастает повышение тока сварочной дуги. Это излучение вызывает у сварщика, незащищённого щитком со светофильтром, заболевание слизистой и иногда роговой оболочки глаз. 4. Отравление вредной пылью и газами: Отравляющие вещества: в покрытии электродов или нержавеющая сталь, а также марганец, углерод, азот, хлор, фтор, фосфор. Эти вещества попадают в дыхательные пути, чтобы предостеречься от таких отравлений стали нужно внедрять новые марки покрытых электродов и порошков с наименьшими токсичными свойствами, вентиляция, приток свежего воздуха через электродержатель и шлем, а также необходимо применять и респираторы с химическим фильтром, а иногда противогазы. 5. Ожоги. Ожоги возникают в случае разбрызгивания жидкого металла и шлака, прикосновение сварщика к неостывшим предметам голыми участками кожи. Следует следить за одеждой, применять при сварке капюшоны, защитные очки. 4. Виды работ 4.1 Проверка деталей, подготовка кромок, проверка скоса. Разметка, сборка, резка труб При подготовке труб к сварке поверхности труб зачищают стальными щетками или шлифовальными машинками на длину 10-30 мм от стыка. Трубы толщиной до 5 мм сваривают без разделки кромок, у толстостенных труб кромки скашивают под углом 15-35°. Угол скоса проверяют шаблоном, а перпендикулярность - угольником. Свариваемые стыки центруют. Соосность труб проверяют линейкой длиной 400 мм. Допускаемый просвет между трубой и линейкой на расстоянии 200 мм от стыка для труб диаметром до 100 мм не более 1 мм, для труб большего диаметра — 2 мм. Смещение кромок и разность толщин труб при необработанных концах не должны превышать 10—15% толщины стенки и не должны быть больше 3 мм. Расстояние между швами должно быть не менее 200 мм. При сварке сначала трубы прихватывают в трех-четырех местах, выдерживая зазоры между стыками для газовой сварки 0,5-2 мм, для ручной электросварки 1,5-3 мм при толщине стенки до 8 мм и 2-3,5 мм при толщине стенки более 8 мм. При сварке наиболее ответственных соединений скосов производят механическую обработку, обеспечивают точную центровку стыков. Сварку выполняют с применением подкладных колец. Перед сборкой труб под сварку проверяют правильность подготовки фасок кромки стыкуемых труб должны быть зачищены до металлического блеска с внутренней и наружной сторон на длине не менее 20 мм. Не допускается наличие на зачищенных поверхностях грязи, масла, влаги, окалины и продуктов коррозии. Торцы труб при загрязнении обезжиривают ацетоном, бензином, уайт-спиритом. Перед началом сварки проверяют подготовку кромок труб. Форма кромок оговаривается в технических условиях монтажа и зависит от вида сварки. Для электродуговой сварки и сварки в газовой среде рекомендуется скашивать кромки на 30-35° (по отношению к плоскости торца трубы) для полуавтоматической и автоматической сварки под слоем флюса - на 15-25°. Кромки труб обрабатывают на станках или с помощью газовой резки. Свариваемые участки тщательно очищают до металлического блеска стальными щетками, карборундовыми кругами и др. Монтаж и сварка днищ. После развертывания полотнищ днищ и проверки соответствия размеров проектным приступают к подготовке днища для сварки монтажных швов. Кромки с помощью стальных щеток очищают от грязи и ржавчины, затем приспособлением прижимают одну к другой и прихватывают. К сварочным работам при монтаже тепловых сетей допускаются сварщики, выдержавшие испытание в соответствии с Правилами испытания электросварщиков и газосварщиков, утвержденными Госгортехнадзором СССР. Перед сборкой и сваркой труб в звенья и звеньев в плети нужно очистить трубы от грунта, мусора и пр., при необходимости обрезать или выправить деформированные концы труб, проверить наличие фасок на кромках труб, очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм. Сварка алюминиевых труб. Подготовка алюминиевых труб к сварке заключается в очистке зоны шва и в скосе кромок под углом 20-25°. Поверхности труб по обе стороны стыка на длину не менее 30-50 мм должны быть очищены от различных загрязнений. Чистый алюминий и сплавы очищают водным раствором, содержащим 1% КаОН, 5% КазР04 и 3% жидкого стекла. Раствор нагревают до 65-70° С и наносят на кромки и прилегающую к ним зону шириной не менее 30 мм. После этого кромки промывают горячей водой, сушат, травят 10%-ым раствором азотной кислоты, снова промывают и вторично сушат. Форма подготовки кромок определяется, помимо способа сварки, типом соединения, диаметром и толщиной стенки трубы. Кромки стыков обрабатывают механическим путем на токарных или трубоотрезных станках. Подготовка труб к сварке включает в себя правку свариваемых концов, очистку кромок от грязи, масла и окислов и сборку под сварку. Для правки свариваемых концов труб применяют различные приспособления механического, гидравлического и пневматического типов. Большое распространение получили расширители, состоящие из гидравлического домкрата с радиальными колодками, вставляемыми внутрь трубы. С помощью ручного насоса повышают давление в цилиндре домкрата, в результате чего колодки раздвигаются и, упираясь в стенки трубы, выпрямляют их. Максимальное усилие 784 Н, время, затрачиваемое на операцию 4-6 мин. Кромки труб обрабатывают на заводах-изготовителях со снятием фаски под сварку. Обычно угол скоса составляет 25-30°. При отсутствии скоса кромок фаску снимают резцом или резаком-труборезом. Подготовка труб к сварке. Перед сваркой стальных труб надлежит очистить трубы от попавших внутрь их комьев грунта, грязи, камней и пр. выправить деформированные при перевозке концы труб проверить форму кромок очистить до металлического блеска кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм. Обработка кромок труб (подготовка фаски и притупления) под сварку производится после ручной кислородной резки, а также после резки труб труборезом ТР-2. Кроме этого, при длительном хранении заготовок кромки труб ржавеют, поэтому перед сваркой необходимо удалить ржавчину. Зачистка кромок и снятие фасок производятся абразивными кругами или пневматическими рубильными молотками с последующей зачисткой драчевой пилой. Кромки труб, подлежащие сварке, предварительно проходят необходимую подготовку. Перед сборкой кромкам свариваемых труб придают необходимую конфигурацию, т. е. путем резки выполняют кромку под прямым углом к оси трубы, без специальной разделки с наклоном под углом 35° к оси трубы с необходимым притуплением кромок на внутренней поверхности (У-образная разделка) или фасонную кромку с притуплением (И-образная разделка). Конфигурация кромки свариваемых трубных элементов и притупление кромок зависят от толщины стенки труб и вида сварки. Прямой скос концов труб и трубных элементов без специальной разделки выполняют при небольшой толщине их стенок (обычно до 3 мм). Аргонодуговая сварка стыков труб из хромоникелевых сталей с толщиной стенок 1 — 1,5 мм ведется без присадки. Для сварки применяют автоматы АГН-8-26 конструкции НИИХИММАШ или МС-19 конструкции НИАТ. Подготовка кромок под сварку выполняется по различным вариантам с отбортованными на ус кромками с одним раструбом с двумя раструбами на подкладном кольце с накидной муфтой. Наиболее рациональными являются первые два соединения. Сварка может производиться как переменным током повышенной частоты (500 гц), так и постоянным током прямой полярности. В качестве источников питания применяют сварочные преобразователи повышенной частоты типа ПС-100 или генераторы ПС-300 с дросселем высокой частоты и осциллятором ОСПЗ-1. Все детали и элементы изготовляемого объекта перед сборкой под сварку проверяют на соответствие форм, размеров и качества подготовки кромок, перпендикулярности подготовленных под сварку торцов цилиндрических элементов, качества зачистки поверхностей элементов на прилегающих к кромкам участках, а также плавности и углов наклона переходов требованиям технологического процесса. Необходимая точность сопряжения труб может быть обеспечена в отдельных случаях применением раздачи или обжатия их концов на специальной оправке. На специализированном агрегате изготавливают спиралошовные двухслойные трубы путем формовки и сварки двух наложенных друг на друга полос толщиной 10-12 мм со смещенными кромками. Входная часть агрегата состоит из двух линий, расположенных одна под другой. Первая линия предназначена для подготовки полосы, образующей наружный слой трубы, вторая - для внутреннего слоя трубы. Подготовленные полосы непрерывно подаются в формовочное устройство втулочно-роликового типа и свариваются внутренними и наружными устройствами для дуговой электросварки. Выходящая непрерывная труба разрезается на мерные длины летучим отрезным станком плазменной резки. Автоматическая сварка неповоротных стыков труб с толщиной стенки до 1,5 мм может производиться без разделки кромок, а подготовка кромок труб должна обеспечивать плотную без зазора сборку стыка все заусенцы н другие неровности на кромках труб должны тщательно зачищаться. Для получения качественных сварочных швов, не уступающих по прочности основному материалу, требуются соответствующая подготовка свариваемых деталей, выбор надлежащего режима сварки и правильный подбор присадочного материала. Кромки труб и других деталей выравнивают и тщательно зачищают от грязи и ржавчины напильником или стальной щеткой на ширину не менее 10 мм. Большое значение для получения сварных швов высокого качества имеет подготовка элементов под сварку. Кромки труб или листов в месте сварки на ширину 10-20 мм подлежат тщательной очистке от грязи, следов коррозии и масла, так как их наличие часто является причиной появления дефектов в сварном шве. Перед сборкой труб под сварку нужно проверить правильность подготовки фасок (кромки стыкуемых труб должны быть зачищены до металлического блеска с внутренней и наружной сторон на расстоянии не менее 20 мм). Разрушение участка трубопровода (0168x12 мм) газа раз-газирования на Карачаганакском нефтегазоконденсатном месторождении произошло в зоне приварки штуцера (060x14 мм). В момент, предшествовавший разрушению, трубопровод находился под давлением 3,5 МПа в отсутствие движения среды. Температура стенки трубы составляла минус 25-минус 27°С. Зарождение и докритический рост трещин происходили из-за наличия непровара на границе сплавления кольцевого шва штуцера и основного металла трубы. После достижения трещиной критической длины (40-42 мм) началось лавинообразное разрушение в обе стороны от штуцера, о чем свидетельствует наличие шевронного излома. Остановка трещин произошла на основном металле трубы в результате их многократного разветвления. Трещины в шве образовались из-за нарушения технологии подготовки изделий под сварку и возникновения остаточных сварочных напряжений. В соответствии с требованиями нормативной документации штуцер должен изготавливаться без отверстия и привариваться к трубе угловым швом с разделкой кромки. Сверление штуцера и трубы должно выполняться после его приварки с одновременным сверлением отверстия в трубе и удалением возможных непроваров в корне шва. Сварное соединение данного штуцера было выполнено с нарушением технологии изготовления и имело непровары и трещины глубиной до 3 мм. Наличие этих характерных дефектов сварных швов свидетельствовало о том, что контроль качества металла неразрушающими методами не проводился. Предусмотренная технологией местная термическая обработка сварного соединения патрубок-труба, проводимая путем нагрева металла пламенем газовой горелки, не привела к существенному снижению напряжений в сварном шве. Разрушение трубопровода газа разгазирования произошло по механизму сероводородного растрескивания в результате развития недопустимых дефектов (трещины, непровары, высокие остаточные напряжения) в сварном соединении штуцертруба. До начала сварочных работ проводят необходимую подготовку кромок труб. Кромки труб должны быть очищены от окалины, ржавчины, грязи и жира и иметь соответствующую разделку. Разделка необходима для обеспечения полного проплавления (провара) шва на полную толщину стенки трубы. Без разделки кромок можно обеспечить полный провар стенки трубы при толщине не более 3 мм (при ручной электродуговой сварке) и не более 5 мм (при автоматической сварке под флюсом). Трубы для магистральных трубопроводов поставляют с заводов с односторонней разделкой кромок применительно к ручной электродуговой сварке при толщине стенок труб до 16 мм. Трубопроводы из хромоникелевых нержавеющих сталей свариваются хорошо. Сварка выполняется ручным дуговым и автоматическим аргонодуговым методами в поворотном и неповоротном положениях. Кромки под сварку обрабатывают, как правило, механическим способом. Для труб с толщиной стенок более 5 мм также применяется кислороднофлюсовая резка с последующей обработкой кромок на глубину 2-3 мм механическим способом. Разделка кромок труб выполняется под углом 35°, т. е. меньшим, чем при сварке труб из углеродистых сталей. При горизонтальном расположении свариваемых труб форму подготовки кромок делают Vобразной с суммарным углом скоса 70° и притуплением 1,5-2 мм. На вертикально расположенных трубопроводах кромки нижней трубы выполняются без скоса, а пристыковываемая к ней верхняя труба— со скосом 55-60° и притуплением 1,5-2 мм. Перед сваркой тщательно зачищают кромки и прилегающие места до металлического блеска. 4.2. Сварка неповоротного стыка при вертикальном расположении трубы Сварка неповоротного вертикального стыка Сварной шов выполняется за два приема. Периметр стыка условно делится вертикальной осевой линией на два участка, каждый из которых имеет три характерных положения: потолочное (позиции 1-3); вертикальное (позиции 4-8); нижнее (позиции 9-11). Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой: lmin=0,5 dэ, мм, где dэ - диаметр электрода. Оканчивают шов в нижнем положении. Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрытия швов - «замковое» соединение зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок» Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад». Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого. Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А. При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении. Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм. Облицовочный шов сваривают за один или несколько проходов. Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода. При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендуется подбирать токовый режим, но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочного положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок. В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов: 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки - на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак остыть. 2. При большой толщине металла зажигают и обрывают дугу на одной и той же кромке. Не рекомендуется зажигать дугу в том месте, где только что был ее обрыв. Нельзя не оборвав дугу, перемещать электрод вперед но разделке, а затем вновь возвращаться на шов. 4.3. Сварка неповоротного стыка при горизонтальном расположении трубы Сварка неповоротного горизонтального стыка Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» - минимальное. При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении - средней. Корневой шов лучше выполнять с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода - такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым). Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика. Четвертый валик - горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным. «Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм. Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений. Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским. 4.4. Сварка поворотного стыка Подготовка труб к сварке поворотным способом Прежде чем приступать к сборке и сварке труб поворотным способом, необходимо убедиться в их соответствии требованиям проекта и техническим условиям. Речь идет о таких основных характеристиках, как наличие сертификата на металлопрокат, отсутствие эллипсности и разностенности труб, соответствие металла изделия нормам технических условий или ГОСТов по химическому составу и механическим свойствам. Обязательным этапом подготовки стыков к дальнейшей сварке является проверка перпендикулярности плоскости реза трубы к ее оси. Кроме того, оценивают угол раскрытия шва, который по нормативам должен быть не более 60–70 градусов, и величину притупления в пределах 2–2,5 мм. С торцов труб механическим способом снимают фаски, например, при помощи газовой резки. Главное, чтобы способ позволял задать необходимую форму, размеры и обеспечивал хорошее качество кромок. Такие показатели, как разница в толщине стенок двух труб и смещение их кромок, не должны быть более 10 % от толщины стенки или 3 мм. Мастер должен сформировать одинаковый зазор между соединяемыми кромками элементов, составляющий 2-3 мм. Перед сваркой труб поворотным способом стыкуемые кромки и прилегающие к ним внутренние и наружные поверхности обрабатывают на протяжении 15–20 мм, чтобы удалить масло, окалину, ржавчину и просто грязь. Прихватки, являющиеся обязательной составляющей сварного шва, должны делать те же сварщики, что собираются варить стыки, при этом используются одни и те же электроды. Если производится соединение труб диаметром до 300 мм, то необходимы четыре прихватки на равном расстоянии друг от друга высотой 3-4 мм и длиной по 50 мм. Для эффективной работы с изделиями диаметром более 300 мм прихватки располагают по всему стыку, оставляя между ними по 250–300 мм. Во время монтажа трубопроводов рекомендуется проводить сварку максимального количества стыков поворотным способом. Трубы с толщиной стенки 12 мм сваривают в три слоя. При помощи первого слоя обеспечивается местный провар в корне шва и надежное сплавление кромок. Важно, чтобы наплавленный металл формировал на всем протяжении окружности узкий ниточный валик высотой 1–1,5 мм. Избежать сосулек и грата можно за счет возвратно-поступательного движения электрода с короткой задержкой на сварочной ванне. Также необходимо незначительное поперечное колебание электрода между кромками и образование отверстия в вершине угла скоса кромок. Стоит пояснить, что отверстие появляется из-за проплавления основного металла дугой, и его размер должен быть всего на 1-2 мм больше зазора между трубами. Для сварки бесшовных труб поворотным способом при толщине стенки от 10 мм установлен максимальный показатель смещения внутренних кромок в 2 мм. Возможны местные внутренние смещения до 3 мм на участке 100 мм и менее. Если толщина стенки составляет до 10 мм, допускается смещение внутренних кромок в пределах 2 мм. При этом данный показатель нельзя превышать даже на отдельных участках. Для сборки бесшовных труб нормативные акты не устанавливают возможное смещение. Но нужно понимать, что во время наложения облицовочного слоя шва от него должен формироваться плавный переход к основному металлу конструкции. Размер зазора и требования к прихваткам при сварке труб поворотным способом устанавливается в соответствии с выбранным методом формирования первого (корневого) слоя шва. Не менее важную роль в данном случае играют диаметры сварочных материалов, регламенты технологических карт и инструкций. Однако при любых значениях зазор может быть не более 4 мм. Не допускается укладка в разделку любых закладных предметов, таких как электроды, арматура, крепежные изделия и др. При сборке трубопровода заводские продольные и спиральные швы смещают относительно друг друга минимум на 75 мм, если ведется работа с трубами диаметром до 530 мм. Смещение производится на 100 мм при большем диаметре труб. Если по техническим причинам данные требования оказываются невыполнимы – из-за захлестов, приварки кривых холодного гнутья, пр. – сварка может проводиться только после соответствующего разрешения представителя службы строительного контроля заказчика. Трубы диаметром 426 мм и более свариваются при помощи внутреннего центратора. Но последний не должен приводить к появлению дефектов на внутренней поверхности трубы. Внутренний центратор можно удалить, только когда закончены работы по всему периметру корневого слоя шва – данное правило действует практически при всех способах сварки. Исключение составляет только использование электродов с целлюлозным покрытием – тогда центратор смещают после наложения корневого слоя шва и горячего прохода. Если для сварки труб поворотным способом используется наружный центратор, его разрешается удалить после завершения работы над всеми доступными для сварки фрагментами стыка. Важно, чтобы участки корневого слоя шва равномерно располагались по периметру стыка. Наружные центраторы (чаще всего гидравлические) могут использоваться во время выполнения захлестов, в том числе путем варки катушки, стыков между трубой и соединительной деталью, трубой и запорной арматурой, а также если применение внутренних центраторов представляется технически невозможным. Если предполагается обработка труб с толщиной стенки от 22 мм, предварительный прогрев стыков производится только установками индукционного нагрева. Нужно понимать, что необходимо добиться равномерного нагревания торцов по периметру стыка, а также прилегающих к нему участков шириной 150 ± 75 мм в обе стороны от стыка. В процессе такой подготовительной работы изоляция не должна утратить свою целостность. При применении газопламенного нагрева необходимо использовать термоизолирующие пояса, боковые ограничители пламени. Режимы предварительного подогрева, требования относительно сохранения температуры между сварочными слоями содержатся в технологических картах. Для получения более точных результатов замер температуры проводят минимум в четырех точках по периметру стыка, отступив 10–15 мм от торца. Немаловажно, что автоматическая стыковая контактная сварка не предполагает этапа предварительного подогрева кромок труб. 4.5. Сварка угольным электродом Угольные электроды изготавливают из аморфного электротехнического угля в виде стержней круглого сечения диаметром от 6 до 18 мм, длиной 250-700 мм с гладкой черной поверхностью. Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60-70°, а для сварки цветных металлов - 20-40°. Процессу сварки угольными электродами присущи такие особенности: температуры плавления и кипения угольных электродов весьма высоки и настолько близки (Тпл = 3800 °C, Ткип = 4200 °C), что практически процесс плавления не удается наблюдать, видно лишь медленное испарение, чистый углерод имеет Тпл ≈ 3500 °C, Ткип = 3467 °C, поэтому он не плавится, а возгоняется; сварку угольными электродами можно вести только на прямой полярности (минус на электроде). При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения; коэффициент полезного действия дуги при сварке угольным электродом значительно ниже, чем при сварке металлическим плавящимся электродом; дуга в процессе сварки чувствительна к различным внешним воздействиям, потокам газов, ветру и т. п., а также сильно поддается магнитному дутью. Вместе с тем угольные электроды успешно применяют для сварки тонколистового металла, заварки дефектов литья, сварки цветных металлов и наплавки твердых сплавов. В настоящее время используют следующие способы сварки угольным электродом тонколистового металла: без присадочного материала; с подачей присадочного материала в дугу; с предварительной укладкой присадочного материала. Сварка без присадочного материала - это наиболее простой способ, который получил наибольшее распространение. Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1-3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала успешно сваривают уголки, швеллеры и другие профили, в которых шов образуется за счет расплавленного металла кромок или полок. Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям. Характерные типы сварных соединений, которые можно выполнять этим способом, показаны на рис. 1. Рис. 1. Характерные типы сварных соединений без присадочного материала: а - стыковое соединение листов толщиной 1-2 мм с отбортовкой кромок; б - присоединение штампованного днища к обечайке; в - соединение кожухов, емкостей и т. п.; г - угловое соединение; д, е, ж, з, и - различные виды соединений из уголков, швеллеров и листов, соединение внахлест Сварка тонких листов с подачей присадочного материала в дугу ведется по схеме, приведенной на рис. 2. Сварщик в левой руке держит присадочный пруток, а в правой - держатель с угольным электродом. Факел дуги направляют на конец присадочного материала, и этим предупреждают прожоги при сварке тонких листов. Такой способ рекомендуется для сварки стальных листов толщиной 0,3 - 1,0 мм. Рис. 2. Сварка тонких листов с подачей присадочного металла в дугу Он дает также хорошие результаты при заварке дефектов литья и при сварке цветных металлов. Сварку с подачей присадочного материала в дугу можно выполнять «левым» и «правым» способом. При «левом» способе (рис. 3, а) присадочный пруток раз Рис. 3. Сварка с подачей присадочного материала в дугу: а — левый способ; б — правый способ мешают между электродом и основным металлом, пламя дуги направлено на основной металл. При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл. При «правом» способе нагрев более концентрированный, чем при «левом», что позволяет производить сварку на больших скоростях. Однако при «правом» способе велика вероятность прожогов. На практике чаще применяют «левый» способ, а «правый», как правило, используют при сварке металла больших толщин. Сварку с предварительной укладкой прутков или полосок применяют при выполнении стыковых и угловых швов из листов большой толщины (рис. 4). При этом получается усиленный шов за счет сплавления кромок свариваемых листов и присадочного прутка. Сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения; диаметр электрода — в зависимости от толщины свариваемых листов с таким расчетом, чтобы электрод не разогревался по всей длине до светло-красного каления, которое вызывает его быстрое испарение, растекание и расход. Примерные режимы сварки соединений низкоуглеродистой стали угольными электродами приведены в табл. 1. Рис. 4. Сварка с предварительной укладкой прутков или полосок: а односторонний стыковой шов с укладкой прутка; б - односторонний стыковой шов с укладкой прутка и подкладкой под шов полоски; в, г односторонний угловой шов с укладкой прутка; д - односторонний стыковой шов с укладкой полоски и подкладкой под шов полоски; е - двухсторонний стыковой шов с укладкой с обеих сторон полоски; ж - двухсторонний стыковой шов с укладкой полоски в зазор между свариваемыми листами. Таблица 1. Режимы сварки соединений из низкоуглеродистой стали угольными электродами. Толщина Сила Диаметр Скорость Вид соединения металла, мм тока, А электрода, мм сварки, м/ч Односторонний 2 200 10 20 стыковой шов 3 300 12 20 Односторонний 2 150 10 20 угловой шов 3 250 10 15 С отбортовкой 1 130 10 30 кромок 2 200 10 40 Увеличение плотности тока можно допускать при использовании графитовых электродов. Графитовые электроды изготавливают из кристаллического углерода - графита. Цвет графитовых электродов темно-серый с металлическим блеском. Они мягкие, легко режутся, при сварке дают лучшие результаты, чем угольные. Благодаря высокой электропроводности и стойкости против окисления они медленнее испаряются и более стойки против растрескивания. При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2. Таблица 2. Режимы сварки соединений при отбортовке графитовыми электродами. Толщина металла, Диаметр электрода, Сила тока, Скорость сварки, мм мм А м/ч 1,5 5 90-100 45 2 6 125-135 40 2,5 6-8 100-250 35 3 6-8 250-275 33 При сварке тонких листов угольным электродом наружный вид шва лучше, чем при сварке покрытым металлическим электродом. Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами. Сварку ведут на переменном токе на режимах, приведенных в табл. 3. Таблица 3. Режимы сварки угольными электродами при использовании дуги косвенного действия. Вид сварки и материалы Толщина свариваемого Сила элемента, мм тока, А 0,3-0,6 15—30 1-3 25—50 5-10 60—150 Сварка свинца, медных листов и сплавов алюминия Сварка нержавеющей стали, медных листов и сплавов алюминия Нагрев металла, пайка твердыми припоями, наплавка твердых сплавов 4.6. Сварка металлическим электродом Сварочные электроды изготавливаются из материала, проводящего электричество, для обеспечения подведения силового тока к свариваемому предмету. Это приспособление было изобретено русским профессором В. В. Петровым в самом начале XIX века во время проведения экспериментов с электрической дугой. В последствии сварочные электроды постоянно адаптировались под практические цели – сварку металлических деталей. Сегодня выпускается более двухсот видов этих изделий. Технологии сварки настолько разнообразны, что электроды, которые необходимы для этого процесса, различаются по такому количеству параметров, что как-то сгруппировать и точно классифицировать эти изделия достаточно сложно. Можно ввести только самые общие принципы деления, и то с некоторыми оговорками. Все сварочные электроды делятся на две большие группы: 1. Неплавящиеся, которые производятся из материалов с очень высокой температурой плавления: вольфрам, углерод, графит. В процессе сварки такими электродами необходима подача припоя – проволоки из того же металла, что и свариваемые детали. Припой плавится и заполняет пространство между свариваемыми кромками, создавая прочный шов 2. Плавящиеся, которые изготавливаются из различных сортов стали. На поверхность подобных сварочных электродов наносится специальный слой, состоящий из веществ, которые плавясь, защищают сварную ванну от попадания воздуха и придают материалу соединения дополнительную прочность. В процессе работы плавящийся электрод расходуется на заполнение сварной полости. Одним из самых востребованных сварочных электродов является изделие под маркой СЭОК 46.00 или ОК 46. Этот тип изделий разработан для сварки углеродистых сталей методом ручной дуговой сварки при любом положении шва: вертикальном, диагональном или горизонтальном. Рекомендованы при необходимости сварки загрязненных, ржавых или влажных поверхностей. Сварочные электроды ОК 46 эффективны при работе с деталями, имеющими гальваническое покрытие, и обеспечивают высокую вязкость металла шва. Для сварки конструкций из стали, содержащей до 0,25% углерода, широко используются сварочные электроды группы МР-3. Также данное изделие отлично подходит для сваривания конструкционных элементов из низколегированных сталей. Сварочные электроды МР-3 характеризуются высокими показателями металла шва по механической прочности: ударной вязкости, сопротивление деформации на изгиб и на разрыв. Данные изделия эффективны для формирования шва в вертикальном, диагональном или горизонтальном положении. Рекомендованы при необходимости сварки загрязненных, ржавых или влажных поверхностей. 4.7. Выполнение ручной дуговой сварки простых деталей из углеродистой стали в нижнем, наклонном, вертикальном, горизонтальном положениях шва Сварка в нижнем положении При нижнем положении электрод можно перемещать в любом направлении: слева направо, справа налево, от себя, к себе и т. д. Электрод следует наклонять под небольшим углом (10-15 градусов) к вертикали в сторону ведения сварки. Не следует наклонять электрод в сторону какой-либо кромки, чтобы не вызвать при этом подреза. Если позволяют, то швы угловых, тавровых и нахлесточных соединений необходимо сваривать в положении "в лодочку", что создаёт большие неудобства для сварщика. Корневой валик выполняется ниточным, т.е., без колебаний электродом. В зависимости от размеров сечения швов они выполняются однослойными или многослойными. Однопроходная сварка производительна и экономична, но у неё имеются недостатки: металл шва имеет грубую структуру. Одновременно увеличивается зона термического влияния, что также нежелательно. Сварка в наклонном положении Довольно часто сварные швы выполняются в наклонном положении, т. е., шов ведут вверх по наклонной плоскости. Угол наклона до 15-20 градусов не создаёт никаких затруднений в сварке и даже улучшает качество шва. Сварка по горизонтали Сварка горизонтальных швов - это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют ещё и верхние швы, которые может заварить только опытный специалист. Поэтому сварка горизонтального шва требует определённой ловкости, хорошего глазомера и понимания сути проделываемых манипуляций. Сварка в горизонтальном положении шва проводится на "короткой" дуге, средними или слабосильными токам. Особое внимание уделяется расположению электрода, как относительно центральной оси формируемого валика. Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика - 80 градусов. Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод "углом вперёд без поперечных колебаний, только вдоль линии стыка. Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причём, если второй валик получился с выступом, то третьим слоем заполняют "лодочку" между предыдущим валиком и стенками раздела. Ну, а если второй валик вышел нормальный, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок. Пространство между соседними валиками третьего слоя заполняют четвёртой наплавкой. Если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечными продольных перемещений электрода. Следующие слои формируются по тому же принципу, что и третий валик. Сварка по вертикали Дуговая сварка вертикальных швов реализуется совсем не так, как горизонтальная. Ведь извечный "враг" сварщиков - сила гравитации вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх. В процессе вертикальной сварки необходимо учитывать следующие нюансы: Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. В процессе их формирования следует избегать поперечных смещений электрода. Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. В-третьих, сила сварочного тока должна быть максимальной, но при выборе конкретных значений необходимо нивелировать риск "подрезов" основного металла чересчур сильной дугой. Поэтому, сила тока не должна доходить до максимума. В-четвёртых, угол наклона электрода должен равняться минимум 80 градусам. При меньших значениях появляется эффект "козырька", препятствующего плавлению основного металла. В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки, но в этом случае необходимо выдерживать 80-градусный наклон "углом вперед". В-шестых, валики укладываются в вертикальный раздел "полочками", т. е., каждый последующий слой опирается на предыдущую наплавку. Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером. 4.8. Газовая сварка в вертикальном положении шва Газовая сварка относится к группе способов сварки плавлением. Существенное технологическое отличие газовой сварки от дуговой — более плавный и медленный нагрев металла. Это отличие сварочного газового пламени от сварочной дуги, которое в одних случаях является недостатком, в других — достоинством газового пламени, определяет основные области его применения: для сварки низкоуглеродистой, специальной и инструментальной сталей, цветных металлов, чугуна, а также для выполнения наплавочных работ. Благодаря универсальности, сравнительной простоте и портативности необходимого оборудования газовую сварку целесообразно применять для многих видов ремонтных работ. Сравнительно медленный нагрев металла газовым пламенем быстро снижает производительность газовой сварки с увеличением толщины металла, и при толщине более 8 … 10 мм она обычно экономически невыгодна. При замедленном нагреве разогревается большой объем основного металла, прилегающего к сварочной ванне, что, в свою очередь, вызывает коробление свариваемых изделий. Это важное обстоятельство делает газовую сварку технически нецелесообразной для таких объектов, как строительные металлоконструкции, мосты, вагоны, станины крупногабаритных машин и т. п. Медленный нагрев также вызывает длительное пребывание металла в зоне высоких температур, что влечет за собой перегрев, укрупнение зерна и ухудшение механических свойств металлов. В то же время медленный нагрев металла газовым пламенем при ремонте деталей из чугуна снижает перепад температур, способствует удалению газов из металла деталей и предотвращает трещинообразование. Сварка вертикальных швов с применением механизированной сварки в среде защитных газов может выполняться двумя методами: 1. Метод ведения «сверху-вниз». Применяется в основном при сварке металлов толщиной до 5 мм включительно 2. Метод «снизу-вверх». Применяется для сварки металлов толщиной от 4 мм и выше Вне зависимости от метода сопло горелки располагается под углом 45–80 градусов к поверхности свариваемого металла, направление вылета проволоки — вверх и в сторону для лучшего контроля сварочной ванны. Основные рекомендации при сварке сварных швов в вертикальном положении: 1. При розжиге дуги электрод должен располагаться перпендикулярно по отношению к свариваемой поверхности; 2. Металл кристаллизуется быстрее при короткой дуге, тем самым снижая риск появления подтёков; 3. В процессе сварки электрод держат под наклоном, чтобы расплавленный металл не оплывал вниз; 4. Если металл подтекает, увеличивают ширину продольного шага между чешуйками; 5. Поперечные движения электродом во всю ширину сварочной ванны, строго равномерные на всём протяжении сварочного процесса; 6. Режимы сварки точно подобрать под сварку вертикальных швов с применением тестовой сварки на сторонних образцах; 7. Использовать исправное, настроенное оборудование. 4.9. Газовая сварка в горизонтальном положении шва Особенности сварки соединений по горизонтали Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°. Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого, сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак. Сварка горизонтальных швов включает в себя следующие этапы: Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку. Первый валик обычно создается на средней или высокой силе тока. Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром. Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок. Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода. Формирование остальных слоев осуществляется по такому же принципу, как и третий валик. Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны. Сложности, возникающие в процессе сварки Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться. Расплавленный металл может вытекать из сварочной ванны. Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез. Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно. Инструменты Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы: Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто. Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение. Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность. Параметры тока и перемещение электрода Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью. Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов. В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным. Если же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл. Техника безопасности Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности. Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора. 4.10. Выполнение газовой сварки труб в поворотном и неповоротном положениях При газовой сварке трубопроводов на поворотных стыках трубы 14–48 мм с толщиной стенки до 3 мм сваривают левым способом, а трубы 57–159 мм с толщиной стенки более 3 мм – правым способом. При этом сварочная ванна должна располагаться ниже верхней точки трубы. В случае работы с неповоротными стыками сварку ведут встречными швами. При диаметре труб до 100 мм включительно таких швов два, на трубы толще 100 мм накладывают 4 шва. Сварку выполняют преимущественно правым способом. Во время сварки одного стыка не допускаются перерывы в работе. Присадочный пруток располагают более полого к изделию, а по окончании сварки пламя горелки отводят от расплавленного металла постепенно. После каждого прохода обязательно зачищают поверхность предыдущего шва от шлака. Сварку ведут как можно более короткой дугой. Ширина шва должна перекрывать ширину разделки на 1,5–2 мм в каждую сторону. Облицовочный шов выполняют так, чтобы он имел плавное сопряжение с поверхностью трубы. В отличие от сварки газовой, при сварке дугой встречные швы выполняют так, чтобы сварка следующего шва велась на максимальном удалении от только что выполненного предыдущего. Сварка неповоротных стыков труб — один из самых сложных видов сварочных работ. Основная сложность заключается в необходимости выполнения сварки в различных положениях. Неповоротные стыки по положению в пространстве бывают вертикальными (ось трубы горизонтальная) и горизонтальными (ось трубы вертикальная). Вот некоторые рекомендации по выполнению сварки неповоротных стыков: 1. Стыки труб при толщине стенок свыше 3 мм сваривают несколькими слоями, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равна двум-трем диаметрам электрода. 2. Стыки труб диаметром более 300 мм сваривают обратноступенчатым способом, длина каждого участка должна быть 150-300 мм. Каждый участок варится короткой дугой, равной половине диаметра электрода. 3. Начинать сварку надо «углом назад», а заканчивать — «углом вперед». Сварка неповоротных стыков труб требует опыта выполнения данного вида работ, поэтому её стоит доверить профессионалам. Заключение Список литературы 1. Алексеев Е.К., Мельник В.И. Сварка в промышленном строительстве, - М.: Стройиздат , 1977 . 2. Багрянский К.В., Добротина З.А., Хренов К.К. Теория сварочных процессов. - К.: Вища школа, 1976. - 424 с. 3. Болдырев А.М. Технология сварки в строительстве. Уч. пособие, Воронеж, 1987. 4. Гривняк И. Свариваемость сталей. - М.: Машиностроение, 1984. - 215 с. 5. Жизняков С.Н., Мельник В.И. Сварка и резка в строительстве. - М.: Стройиздат, 1995. - 544 с. 6. Рыбаков В.М., Ширшов Ю.В., Чернавский Д.М. и др. Сварка строительных металлических конструкций. - М.: Стройиздат, 1993. -267 с. 7. Сварка и резка в промышленном строительстве: в 2-х т. /Под ред. Б.Д. Малышева. - М.: Стройиздат, 1989. - 990 с.- (Справочник строителя) . 8. Сварочные материалы для дуговой сварки Справочное пособие: в 2-х т., т.1. Защитные газы и сварочные флюсы/ Под. ред. Н.Н. Потапова. -М.: Машиностроение, 1989. - 544 с. 9. Словарь-справочник. /Под ред. академика АН УССР Хренова К.К. Киев, Наукова думка, 1974. 10. Справочник сварщика. /Под ред. Степанова В.В. изд. 4. М.: Машиностроение, 1982. -560 с. 11. Болдырев А.М., Орлов А. С., Сварочные работы в строительстве и основы технологии металлов: Учебник. – М.: изд. АСВ, 1994. – 432с. 12. Жизняков С.Н. Сварка и резка в строительстве. – М. Стройиздат 1995. 544с.