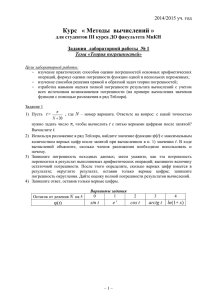
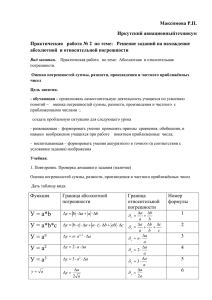
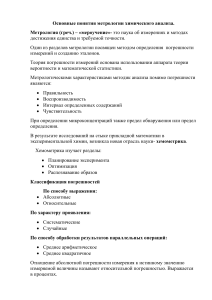
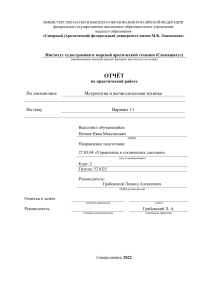
4645 УДК 62-50:004.057.8 ПРОБЛЕМЫ КОМПЕНСАЦИИ ПОГРЕШНОСТЕЙ ПЕРЕМЕЩЕНИЙ В СОВРЕМЕННЫХ СИСТЕМАХ ЧПУ Р.Л. Пушков МГТУ «Станкин» Россия, 127994, Москва, Вадковский пер., 1 E-mail: pushkov@ncsystems.ru С.В. Евстафиева МГТУ «Станкин» Россия, 127994, Москва, Вадковский пер., 1 E-mail: svetlana.evstafieva@gmail.com Е.В. Саламатин МГТУ «Станкин» Россия, 127994, Москва, Вадковский пер.,1 E-mail: salamatin@ncsystems.ru Ключевые слова: ЧПУ, задачи управления, погрешности, точность станка, алгоритмы коррекции, интерпретатор Аннотация: Одной из основных задач, которую может решить система ЧПУ, является задача компенсации систематической составляющей погрешностей механической системы станка. Компенсация накопленной погрешности шага ходового винта, зазоров в приводе подачи, тепловых деформаций производится по определенным алгоритмам коррекции, которые отрабатываются системой ЧПУ. Таким образом, достигается существенное повышение точности станка. Для работы алгоритмов коррекции сначала производится ряд измерений погрешностей перемещения осей станка (например, при помощи лазерного интерферометра), далее по полученным данным производится заполнение внутренних таблиц системы ЧПУ, впоследствии эти данные используются алгоритмами коррекции для компенсации погрешностей. 1. Введение Современные станки с ЧПУ отличаются высокой точностью и скоростью обработки. Высокая точность обработки обеспечивается, в том числе, и за счет приводов подачи. Привода подачи являются следящими, т.е. контролируют такие параметры как ток, скорость и положение. Для обеспечения высокой производительности, необходимо сочетания высокой скорости и точности обработки. Поэтому одна из важнейших задач привода подачи – это обеспечение быстрого и высокоточного выхода в заданную позицию. Механическая часть привода подачи состоит из следующих элементов: двигатель, шарико-винтовая передача, подшипники и соединительный элемент, в качестве которого может использоваться, например, сильфонная муфта, или, если требуется увеличить крутящий момент двигателя, зубчатый или ременной редуктор [1]. Каждый из этих элементов может быть выполнен с погрешностями изготовления (отклонения от пряXII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4646 молинейности, погрешности шага винта и т.п.). Также погрешности возникают во время сборки (несоосность соединяемых элементов, люфты (зазоры) в соединениях и т.п.). Все эти погрешности приводят к снижению точности перемещения исполнительного узла привода подачи, и соответственно к снижению точности обрабатываемой детали. Использование системы управления позволяет «учесть» возникающие погрешности и компенсировать их значения. 2. Погрешности, возникающие в приводах подачи Для приводов подачи характерны следующие виды погрешностей: погрешности обработки: погрешность размеров; отклонения расположения поверхностей; отклонения формы; волнистость поверхностей; шероховатость поверхностей; погрешность формообразования: интерполяция и аппроксимация траектории; настройки; схема обработки; геометрические погрешности: погрешности изготовления; погрешности сборки; тепловые и упругие деформации; погрешности позиционирования – являются специфичными для станков с ЧПУ и определяют разность между требуемыми и фактическими положениями узлов при их перемещении: погрешности, зависящие от привода: изменение скорости в процессе подхода к точке, динамика и тип привода; погрешность перемещения; кинематические погрешности: погрешность изготовления винта; динамические погрешности: вынужденные колебания; параметрические колебания; автоколебания. 2.1. Люфты в передаче Один из самых распространенных видов погрешностей это зазоры или люфты в передаче. Высокоточные ШВП имеют три класса преднатяга: люфтовой (без преднатяга), с преднатягом (незначительный преднатяг по четырем точкам контакта) и с прецизионным преднатягом (преднатяг с двумя точками контакта). Преднатяг – внутренняя сила между гайкой и винтом, которая устраняет свободный осевой и радиальный люфт. Он обеспечивает повторяемость перемещений и повышенную жесткость системы. Преднатяг достигается либо с использованием двух гаек и натяжением их по отдельности, либо изменением длины окружности в одной отдельной гайке. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4647 Прецизионный преднатяг (рис. 1) – люфт между гайкой и винтом отсутствует. Преднатяг составляет порядка 10% от величины динамической нагрузки. Обычно используются в приводах подачи, где требуется повторяемость и высокая жесткость, обеспечивающая перемещение больших нагрузок с минимальными отклонениями. Рис. 1. Прецизионный преднатяг с двумя точками контакта. С преднатягом (рис. 2) – незначительный преднатяг по четырем точкам контакта. Размер шариков несколько больше, чем размер канавок, это обеспечивает появление четырех точек контакта. Люфт между гайкой и винтом отсутствует. Преднатяг составляет порядка 5% от величины динамической нагрузки. Применяется, главным образом, в приводах, где необходима повторяемость результатов. Рис. 2. Преднатяг с четырьмя точками контакта. ШВП без преднатяга (рис. 3) – размер шариков меньше канавки, следовательно, появляется зазор между гайкой и винтом. Между винтом и гайкой возможен осевой люфт, что неблагоприятно сказывается на повторяемости. Нельзя контролировать момент сопротивления. Точность хода незначительна. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4648 Рис. 3. ШВП без преднатяга. Наличие зазора в шарико-винтовой передаче приводит к тому, что в начале движения будет «мертвый» ход, до того, как этот зазор будет выбран. Ситуация усугубляется тогда, когда необходимо часто менять направление перемещения по оси. В этом случае «мертвый» ход будет возникать каждый раз при смене направления перемещения вдоль оси. Поэтому очень распространенной является практика «оптимизации» перемещений по оси, когда подход к точке стараются выполнять всегда только с одной стороны. Обычно устанавливают минимально необходимый натяг, при котором исключается возникновение зазора при реверсировании нагрузки. Необоснованно большой натяг уменьшает долговечность, повышает тепловыделение и не дает значительных преимуществ по жесткости. 2.2. Погрешность шага винта Любые винтовые пары имеют погрешность шага, которая заключается в неравномерности шага винта от витка к витку. В итоге, наличие погрешности шага винта приводит к погрешности позиционирования. Для решения задачи компенсации данной погрешности применяют специальные таблицы погрешностей. При помощи лазерного интерферометра производится замер положения исполнительного органа станка через определенные расстояния. Ошибки в позиционировании, полученные при замере, заносятся в таблицу в памяти системы ЧПУ. Во время отработки команд система ЧПУ читает из таблицы значение компенсации, соответствующее текущей позиции исполнительного органа, и добавляет его к необходимому перемещению. Для промежуточных точек используется значение погрешности, полученное методом интерполяции между двумя ближайшими точками измерений. Для большей точности может применяться двунаправленная компенсация, когда значения погрешностей замеряются интерферометром при перемещении оси как в одном, так и в другом направлении и компенсируются также в разных направлениях. Точность позиционирования, обеспечиваемая системой ЧПУ, зависит от количества точек на оси, для которых замеряется значения погрешности и от длины оси. В современных системах ЧПУ может быть занесено в память несколько сотен точек на каждую ось. 2.3. Отклонение от прямолинейности В процессе изготовления любые направляющие будут иметь отклонения от прямолинейности, что будет приводить в процессе работы станка к перемещению по нескольким осям (двум) при заданном перемещении вдоль одной оси. Для компенсации данной погрешности при перемещении вдоль оси, с определенной периодичностью, при помощи индикаторов замеряется отклонение по двум другим осям. По измеренным отклонениям заполняется таблица в памяти системы ЧПУ. Во время отработки команд система ЧПУ считывает значение компенсации и, в соответствии с ним, добавляет перемещение по двум другим осям. 3. Компенсация погрешностей системами ЧПУ Наиболее распространенные системы числового программного управления компенсируют погрешности различных типов: компенсация погрешности шага ходового винта, компенсация люфтов, компенсация отклонений от прямолинейности, трехмерная компенсация положения инструмента, компенсация тепловых деформаций. СравниXII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4649 тельные данные о возможных компенсациях погрешностей для различных производителей СЧПУ представлены в таблице 1. Таблица 1. Сравнительные данные о возможных компенсациях погрешностей для различных производителей СЧПУ. Вид погрешности Погрешность люфта Погрешность шага винта Наклон (перекос) Периодическая погрешность шага винта Отклонение от прямолинейности Объемная погрешность Тепловые погрешности Трение сцепления FANUC + HEIDENHAIN + SIEMENS + + + + + + + + + + + + + + - + + + + - + - 3.1. Компенсация погрешности шага ходового винта Рассмотрим более подробно компенсацию погрешности шага ходового винта на примере системы ЧПУ FANUC [2] (рис. 4). При помощи лазерного интерферометра производится замер положения исполнительного органа станка через определенные расстояния. Ошибки в позиционировании, полученные при замере, заносятся в таблицу в памяти системы ЧПУ. Во время отработки команд система ЧПУ читает из таблицы значение компенсации, соответствующее текущей позиции исполнительного органа, и добавляет его к необходимому перемещению. Для промежуточных точек используется значение погрешности, полученное методом интерполяции между двумя ближайшими точками измерений. Для большей точности может применяться двунаправленная компенсация, когда значения погрешностей замеряются интерферометром при перемещении оси как в одном, так и в другом направлении и компенсируются также в разных направлениях. Точность позиционирования, обеспечиваемая системой ЧПУ, зависит от количества точек на оси, для которых замеряется значения погрешности и от длины оси. Рис. 4. Компенсация погрешности шага винта. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4650 3.2. Модуль компенсации геометрических и тепловых погрешностей в системе ЧПУ АксиОМА CTRL Геометрическая задача системы ЧПУ – Это набор связанных модулей, обеспечивающих управление формообразованием по заданной программе. Основными модулями геометрической задачи системы являются: интерпретатор управляющих программ, интерполятор траектории, модуль разгона и торможения. Архитектура геометрической задачи системы «АксиОМА Контрол» в целом подчиняется данной схеме, однако имеет ряд отличительных особенностей, наиболее важной из которых является разбиение траектории на микрокоманды движения перед осуществлением кинематических преобразований и расчетов контурной скорости. Микрокоманда – это объект, содержащий заданные координаты в программной и осевой системах координат и все параметры, необходимые для контроля движения по траектории. Задача управления движением, таким образом, разбивается на два независимых этапа: подготовка микрокоманд движения с шагом, определяемым заданной точностью прохода контура и требуемой плавностью задания скорости; обеспечение движения по траектории, состоящей из микрокоманд, с применением заданного закона разгона и торможения. Общая схема работы подсистемы управления движением представлена на рис. 5. Рис. 5. Конвейер управления движением системы ЧПУ АксиОМА Контрол. Интерполятор на основе подготовленных интерпретатором кадров управляющей программы и заданных параметров управления выполняет генерацию точек траектории для микрокоманд. Длина пути для микрокоманды определяется кривизной контура и заданной в машинных параметрах точностью. Модуль кинематических преобразований осуществляет изменение координат точек контура в соответствии с заданным положением заготовки и параметрами выбранного режима коррекции инструмента. После этого производится расчет приращений позиций приводов, необходимых для достижения инструментом точки с заданными ранее координатами. Кроме того, определяется путь инструмента относительно заготовки, проходимый между точками в трехмерном пространстве. Таким образом, в микрокоманду записывается вся информация, необходимая для определения задаваемых приводам позиций. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4651 Модуль компенсаций включается в работу на последнем этапе подготовки микрокоманды. Он учитывает все механические погрешности, приводящие к несоответствию фактических и заданных позиций в машинной системе координат, и записывает окончательные значения позиций в микрокоманду, которая затем добавляется в буфер. Управление движением по траектории обеспечивается модулем разгона и торможения, набором программных регуляторов и модулей обмена данными с физическими приводами. Применение микрокоманд движения позволяет решить задачу обобщения алгоритмов управления и обеспечения гибкости геометрической задачи в целом, так как микрокоманды имеют один и тот же формат вне зависимости от типа траектории и кинематики станка. Таким образом, задача поддержки компенсаций в системе «АксиОМА Контрол» возлагается на отдельный модуль, работающий в рамках функциональной подсистемы классического интерполятора. Даже при наличии надежных датчиков положения компенсация погрешностей на уровне интерполятора системы ЧПУ может принести существенную пользу, так как замыкание по положению при достаточно существенных величинах отклонений не всегда работает эффективно (ошибку нельзя предсказать, что ведет к заметным скачкам скорости при регулировании по положению и неполной компенсации рассогласования). Компенсация погрешности на уровне интерполятора уменьшает разность между заданным и фактическим положением, что облегчает работу контура обратной связи и улучшает динамические качества управления. Система ЧПУ Аксиома Контрол поддерживает следующие типы компенсаций: компенсация собственной погрешности оси; перекрестная компенсация; температурная компенсация; интерполяционная компенсация длины инструмента. Компенсация собственной погрешности оси – это минимизация погрешности положения, обусловленной конструкцией конкретной оси и не зависящей от положения других осей. Примеры применения: ошибки ШВП, ошибки линейного датчика оси. Перекрестная компенсация – это минимизация погрешности положения, обусловленной механической связью оси с другой осью. Варианты применения: отклонения от прямолинейности, наклоны, перекосы. На рис. 6 показан пример. Здесь прогиб направляющей оси X является причиной ошибки позиционирования по оси Z. Рис. 6. Погрешность оси, зависящая от положения другой оси. Температурная компенсация – минимизация погрешности положения, связанной с изменениями линейных размеров механических элементов станка при изменении температуры. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4652 Интерполяционная компенсация длины инструмента – коррекция длины инструмента с изменяемой ориентацией в многокоординатных системах. Пример показан на рис. 6. Фактическое расстояние от точки вращения узла крепления до конца инструмента меняется при изменении ориентации. Рис. 7. Отклонение фактической длины инструмента от номинальной. Данные для компенсаций определяются путем прямых измерений ошибок и организуются в таблицах, которые можно загружать из текстовых файлов. Таблицы содержат ограниченное число компенсационных значений (обычно это десятки или сотни измерений), но коррекции для промежуточных положений осей определяются системой с помощью линейной аппроксимации. Следует отметить, что в таблицах вводятся данные измерений как для положительного, так и для отрицательного направления перемещения (обычно ошибки для разных направлений отличаются из-за люфтов, изменения векторов прилагаемых к осям сил и других эффектов). Описание таблицы содержит следующие данные (см. рис. 8): начало интервала измерений в единицах оси (мм или градусы); приращение позиции между измерениями в единицах оси; номер компенсируемой физической оси станка; номер перемещаемой оси (только для перекрестных компенсаций). Рис. 8. Параметры измерения компенсаций. Система поддерживает одновременное включение нескольких компенсаций для одной оси. В этом случае компенсации суммируются. Однако, на оператора при этом возлагается ответственность за корректность методики измерения и наличие физического смысла комбинации нескольких компенсаций. Перед измерением все активные таблицы компенсаций должны быть отключены. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4653 Процедура измерения компенсационных значений состоит из следующих шагов: 1) Оси переводятся в ноль осевой системы координат станка и реферируются. Как правило, в точке реферирования погрешность считается равной нулю, и измерительный прибор калибруется по этому условию. 2) Ось перемещается в начало интервала измерений. Производится первое измерение. 3) Ось перемещается на расстояние, равное заданному приращению между измерительными позициями. Производится измерение фактического положения оси. 4) Шаг 3 повторяется до достижения последней измерительной позиции. 5) Ось перемещается правее последней измерительной позиции и возвращается в эту позицию. Производится первое измерение в отрицательном направлении. 6) Шаг 3 повторяются до достижения начала интервала измерений. Направление движения при этом отрицательное. Таким образом, производится измерение позиций на заданном числе узлов интервала. Значения компенсаций для таблицы определяются исходя из соотношения: C = Pзад – Pизм, где Pзад – заданная позиция оси, Pизм – измеренная позиция. Для измерения температурных компенсаций процедура иная, а данные измерений обрабатываются по-другому: 1) Измеряется температура элемента, расширение которого влияет на точность позиционирования (либо же элемент целенаправленно нагревается до заданной температуры). 2) Ось перемещается в любую начальную точку интервала измерений (как правило, это точка, близкая к началу отсчета оси или датчика положения). Производится измерение начальной позиции. 3) Последовательно производится ряд измерений фактического положения для точек, отстоящих от начала интервала на произвольную величину. При этом значение компенсации определяется как разность между заданным и фактическим расстоянием между началом интервала и точкой текущего измерения. 4) Аналитически или графически определяются параметры прямой, аппроксимирующей полученное множество измерительных данных (пары позиция - величина коррекции). Определяется позиция, для которой величина отклонения равна нулю (P0) и тангенс наклона прямой к компенсируемой оси (tan(A)). См. рис. 9 для справки. Все шаги повторяются для нескольких заданных температур, после чего в таблицу заносятся пары значений P0, tan(A) для каждой температуры. Рис. 9. Параметры измерения температурных компенсаций. Данные измерений записываются в текстовые файлы для последующей загрузки в систему ЧПУ. Файл таблицы компенсаций состоит из заголовка с описанием и блока данных и в общем виде имеет формат, схожий с форматом простейшего INI-файла. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. 4654 Файл коррекции легко получить из текстового файла, экспортированного из excel и других типов электронных таблиц. 4. Заключение Применение современных интерференционных измерительных средств позволило практически оценить эффект от программной компенсации погрешностей на токарном станке СА700 производства ОАО «САСТА». В рамках исследования точности станка проведены измерения отклонения от прямолинейности оси X. Процедуры измерений основаны на интерферометрическом методе, что обеспечило субмикронную точность регистрируемых данных. В таблице 2 приведены данные измерений. Процедура измерений в обоих направлениях проведена 3 раза для повышения достоверности результатов. Таблица 2. Данные измерений погрешности станка CА700. Позиция по оси X, мм Погрешность по оси Z, мм (по 3 значения для положительного и отрицательного направления движения) –0.0278 –0.0321 0.0306 0.0274 0.0693 0.0611 0.0783 0.0668 0.0219 0.0168 50 100 150 200 250 –0.0294 –0.0329 0.0297 0.0261 0.0682 0.0601 0.0773 0.0658 0.0217 0.0161 –0.0286 –0.0332 0.0288 0.0259 0.0673 0.0597 0.0761 0.0654 0.0205 0.0158 Максимальное отклонение составило ~78 мкм на позиции X=200 мм. Имеется люфт величиной от 30 до 90 мкм. Усредненные значения погрешностей использованы для формирования таблицы перекрестной компенсаций, загруженной в систему ЧПУ «АксиОМА Контрол», установленную на станке. После этого измерения были повторены (таблица 3): Таблица 3. Данные измерений погрешности станка CА700 после включения компенсации. Позиция по оси X, мм 50 100 150 Погрешность по оси Z, мм (по 3 значения для положительного и отрицательного направления движения) 0.0031 –0.0095 –0.0106 –0.0103 0.0127 –0.0043 –0.0116 –0.0082 –0.0059 0.0113 XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г. –0.0077 –0.0023 –0.0085 –0.0067 0.0123 4655 Позиция по оси X, мм 200 250 Погрешность по оси Z, мм (по 3 значения для положительного и отрицательного направления движения) 0.0129 –0.0144 –0.0138 0.0078 0.0068 0.0119 –0.0142 –0.0135 0.0081 0.0073 0.0127 –0.0141 –0.0140 0.0071 0.0064 Согласно полученным результатам, отклонение от прямолинейности оси X не превышает 14 мкм. Таким образом, применение программной компенсации отклонения от прямолинейности позволило в несколько раз уменьшить погрешность позиционирования станка. Следует отметить, что станок не оснащен линейными датчиками положения, отчасти поэтому микронная точность оказалась недостижимой. Список литературы 1. 2. 3. 4. 5. 6. 7. Мартинова Л.И., Козак Н.В., Нежметдинов Р.А., Пушков Р.Л. Реализация открытости управления электроавтоматикой станков в системе ЧПУ класса PCNC // Приборы и системы. Управление, контроль, диагностика. 2011. № 2. Мартинов Г.М., Козак Н.В., Нежметдинов Р.А., Григорьев А.С., Обухов А.И., Мартинова Л.И. Метод декомпозиции и синтеза специализированных систем ЧПУ // Автоматизация в промышленности. 2013. № 5. С. 8-14. Мартинова Л.И., Мартинов Г.М. Практические аспекты реализации модулей открытой системы ЧПУ // Автотракторное электрооборудование. 2002. № 3. С. 31-37. Мартинова Л.И., Пушков Р.Л., Козак Н.В., Трофимов Е.С. Решение задач синхронизации и точного позиционирования осей в системе ЧПУ // Автоматизация в промышленности. 2011. № 5. С. 30-35. Мартинов Г.М., Нежметдинов Р.А. Кроссплатформенный программно-реализованный логический контроллер управления электроавтоматикой станков с ЧПУ // Автоматизация и современные технологии. 2013. № 1. С. 015-023. Martinov G.M., Martinova L.I. Trends in the numerical control of machine-tool systems // Russian Engineering Research. 2010. Vol. 30, No. 10. P. 1041-1045. Мартинов Г.М., Козак Н.В., Нежметдинов Р.А. Специфика построение панелей управления систем чпу по типу универсальных программно-аппаратных компонентов // Автоматизация и современные технологии. 2010. № 7. С. 34-40. XII ВСЕРОССИЙСКОЕ СОВЕЩАНИЕ ПО ПРОБЛЕМАМ УПРАВЛЕНИЯ ВСПУ-2014 Москва 16-19 июня 2014 г.