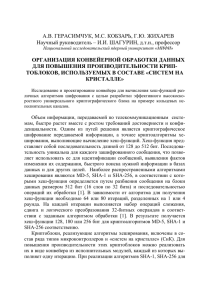
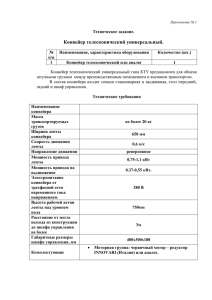
ГРУЗОПОДЪЕМНЫЕ УСТРОЙСТВА Классификация и направления развития конвейеров Классификация. Конвейеры классифицируют по области применения, по способу передачи перемещаемому грузу движущей силы, по характеру приложения движущей силы, по роду перемещаемых грузов. В зависимости от области применения различают конвейеры общего назначения и специальные. Первые применяют во многих отраслях народного хозяйства (например, ленточные конвейеры общего назначения), а вторые – в какой-либо одной отрасли (например, подземные скребковые конвейеры в горной промышленности). По способу передачи движущей силы транспортируемому грузу конвейеры бывают: механические; самотечные (гравитационные) устройства, в которых груз перемещается под действием собственной силы тяжести; пневматические, в которых движущей силой является поток воздуха. По характеру приложения движущей силы – с тяговым элементом (лентой, цепью, канатом и др.) и без него (винтовые, инерционные, роликовые и др.). По роду перемещаемых грузов. Различают конвейеры для транспортировки насыпных материалов (ленточные, пластинчатые, ковшовые, скребковые, винтовые конвейеры, ковшовые элеваторы, транспортирующие трубы), штучных (ленточные, пластинчатые, тележечные, люлечные, подвесные, роликовые, шаговые конвейеры, люлечные и полочные элеваторы) и людей (ленточные и пластинчатые конвейеры, эскалаторы). По назначению и положению на производственной площадке конвейеры бывают стационарные, переставные, (переставляемые по мере изменения мест выработки в шахте или карьере), переносные и передвижные Классификация и направления развития конвейеров • • • • Направления развития. Современное развитие производства основано на базе комплексной механизации и автоматизации транспортных и погрузо-разгрузочных операций с широким использование конвейеров, что позволяет значительно повысить производительность труда, снизить стоимость продукции. Решение этих задач предопределяет следующие направления развития конвейеров. Расширение области применения конвейеров, в том числе и автоматизированных транспортно-технологических системах производства. Создание конвейеров для бесперегрузочного транспортирования грузов от начального до конечного пунктов как по прямолинейной, так и по сложной пространственной трассам большой протяженности. Т.е. замена нескольких отдельных конвейеров одним или единой транспортной системой без промежуточных перегрузок. Работы в этом направлении ведутся по пути создания и внедрения многоприводных конвейеров различных типов (подвесных. Пластинчатых, скребковых, ленточных), мощных ленточных конвейеров со сверхпрочными лентами. Криволинейных (изгибающихся) скребковых. Пластинчатых и ленточных конвейеров. Повышение производительности конвейеров. Это направление реализуется путем выбора наиболее рациональной формы грузонесущего элемента конвейера для увеличения количества груза на единице его длины. А также путем увеличения скорости транспортирования. Классификация и направления развития конвейеров • • • • • • • Создание конвейеров с крутонаклонной и сложнокомбинированной горизонтально-вертикально-горизонтальной трассой для высокопроизводительного транспортирования насыпных и штучных грузов. Повышение надежности конвейеров и упрощение их обслуживания в тяжелых условиях их эксплуатации. Создание конвейеров с составными элементами долговременной эксплуатации. Работы в этом направлении являются основными предпосылками для перехода к полной автоматизации управления конвейерами и их комплексами. Автоматизация управления конвейерами и их комплексами с применением ЭВМ. Снижение металлоемкости и уменьшение габаритных размеров конвейеров путем создания принципиально новых облегченных конструкций с применением пластмасс. Легких сплавов, тонкостенных гнутых профилей. Создание новых типов конвейеров, основанных на перспективных методах транспортирования: на магнитной подвеске и воздушной подушке грузонесущего элемента. С приводом от линейных асинхронных электродвигателей. Улучшение условий труда обслуживающего персонала и производственных рабочих. Исключение возможности потерь транспортируемого груза, полная герметизация и изоляция от окружающей среды пылевидных. Горячих, газирующих и химически агрессивных грузов при их транспортировании. Унификация и нормализация оборудования с одновременным увеличением его типоразмеров на базе единых унифицированных сборочных единиц. Ленточный конвейер Пластинчатый конвейер Пластинчатый конвейер Ленточный конвейер. Типы конвейеров Ленточный конвейер. Типы конвейеров Типы конвейеров Люлечные цепные конвейры Типы конвейеров Приводные барабаны ТАЛИ Ленточный конвейер. Типы конвейеров • Ленточный конвейер - наиболее производительный вид непрерывного транспорта. Ленточный конвейер используют для транспортировки, погрузки, сушки, обработки различных сыпучих и штучных грузов. Условия эксплуатации ленточного конвейера отличаются большим разнообразием: от жаркого климата до работы на открытом воздухе при минусовых температурах. • по типу трассы: 1. Горизонтальный ленточный конвейер (угол наклона 0 градусов) 2. Наклонный ленточный конвейер (угол наклона до 30 градусов) 3. Крутонаклонный ленточный конвейер (угол наклона до 60 градусов) 4. Конвейер с изменяющимся углом наклона (встроенный механизм подъема разгрузочной точки) 5. Z-образный ленточный конвейер 6. L-образный ленточный конвейер 7. V-образный ленточный конвейер (для грузов цилиндрической формы) 8. Телескопический ленточный конвейер (изменяющаяся длина конвейерной трассы) Ленточный конвейер. Типы конвейеров • 1. Стационарный ленточный конвейер 2. Передвижной ленточный конвейер • по типу несущей поверхности: 1. С прямой гладкой поверхностью ленты 2. Желобчатый ленточный конвейер или транспортер 3. Конвейер с перегородками (поперечинами) на ленте 4. Конвейер с гофробортом (бортиками) на ленте 5. Конвейер с модульной лентой модульный конвейер • по сферам применения: 1. Общепромышленный ленточный конвейер 2. Пищевой ленточный конвейер 3. Конвейер ленточный для маркировки колбасных изделий Состав ЛЕНТОЧНОГО КОНВЕЙЕРА • Ленточный конвейер состоит из привода (мотор-редуктор и приводной барабан), поддерживающей поверхности (ролики или металлический лист), несущего органа - конвейерной ленты, станции натяжения (натяжной барабан и винт натяжения) и опор. • В движение конвейерная лента приводится фрикционным приводом. Привод ленточного конвейера состоит из приводного барабана и приводного механизма, соединенных между собой тихоходной муфтой. Приводной механизм состоит из двигателя, редуктора и соединяющих их муфты, которые устанавливаются на своей раме. Также часто мотор-редуктор устанавливают непосредственно на вал приводного барабана. • Конвейерная лента располагается на роликоопорах: верхняя ветвь ленты на верхних (желобчатых или прямых), нижняя ветвь на нижних прямых. Состав ЛЕНТОЧНОГО КОНВЕЙЕРА • Обеспечение фрикционной связи приводного барабана с лентой осуществляется путем натяжения ленты натяжным устройством. Натяжные устройства ленточного конвейера могут быть винтовые, тележечные и вертикальные. Кроме того, на ленточном конвейере имеются средства автоматизации его работы: центрирующие роликоопоры, устройства против схода и пореза ленты и др. • Приводной барабан и натяжное устройство ленточного конвейера устанавливаются на свои опоры, а роликоопоры на секции, которые сами устанавливаются на стойки средней части. В ряде случаев, целесообразно нижнюю ветвь ленты поддерживать прямыми роликоопорами, которые устанавливаются на стойках с кронштейном. Состав ЛЕНТОЧНОГО КОНВЕЙЕРА • Стационарные ленточные конвейеры общего назначения должны проектироваться для каждого конкретного условия применения. При проектировании ленточного конвейера определяется схема его трассы, исходные данные (производительность, скорость ленты, характеристика транспортируемого груза) и другие условия эксплуатации данного конвейера. По исходным данным производится тяговый расчет ленточного конвейера(приближенным или уточненным методом). Трасса ленточного конвейера по возможности должна быть прямолинейной или с минимальным числом перегибов, а длина и высота подъема должны обеспечиваться существующим оборудованием, т.е. тяговой способностью привода и прочностью ленты. Угол наклона конвейера или отдельных его участков, а также угол поворота трассы должны быть не более допустимых. Наилучшее месторасположение привода горизонтального конвейера или конвейера, работающего на подъем, в головной части. Привод ленточного конвейера должен располагаться так, чтобы тянуть ленту, а не толкать ее. Для конвейеров, работающих на спуск в генераторном режиме, привод целесообразно устанавливать в хвостовой части. Синтез трассы конвейера • • Расстановка поддерживающих и направляющих устройств Поэтапно, с добавлением на каждом этапе новых составных частей, в масштабе изображается трасса конвейера Расстановка поддерживающих и направляющих устройств • 1) показать положение концевых барабанов, причем образующие обечаек концевых барабанов должны находиться на одном уровне друг с другом и с верхней (груженой) ветвью конвейера • 2) показать, начиная от натяжного (заднего) барабана и кончая приводным, положение холостой ветви, идущей параллельно верхней груженой ветви. В случае равенства диаметров барабанов лента закольцовывается вокруг них. При неравенстве диаметров концевых барабанов на холостой ветви на расстоянии 0,8– 1,0 м от центра приводного барабана устанавливается отклоняющий барабан (роликоопора). В случае сложной трассы – выпуклостью вверх – отклоняющий барабан устанавливается на холостой ветви не у приводного барабана, а в месте перегиба холостой ветви так, чтобы расстояние между ветвями ленты по всей длине трассы было одинаковым. В случае сложной трассы – выпуклостью вниз – холостая ветвь на криволинейном участке опирается на рядовые роликоопоры, расположенные по радиусу; Расстановка поддерживающих и направляющих устройств • 3) расставить рядовые, а, в случае необходимости, и специальные роликоопоры на рабочей и холостой ветвях ленты (рис. 3.9, в). На рисунке показываются только центральные (нижние) ролики роликоопор; • 4) расставить рядовые роликоопоры на рабочей ветви с шагом lр. • 5) расставить рядовые роликоопоры на холостой ветви с шагом l'р, начиная от отклоняющего барабана (роликоопоры) у приводного барабана (если его нет – от оси приводного барабана). • 6) установить, в случае необходимости, очистительные устройства для ленты и концевых барабанов. • 7) разбить трассу конвейера на прямолинейные (горизонтальные и наклонные) и криволинейные участки и пронумеровать точки сопряжения этих участков по ходу движения ленты, начиная с точки сбегания ленты с приводного барабана. В точках изменяется характер движения ленты от прямолинейного к прямолинейному, и наоборот. Расстановка поддерживающих и направляющих устройств • Криволинейными являются участки огибания лентой барабанов всех типов, а также выпуклый участок трассы в пределах центрального угла его дуги. Участки загрузки, разгрузки, очистки и т. п., в связи с их малой длиной по сравнению с длиной прямолинейных участков, считают сосредоточенными в точку и нумеруют одной точкой, совпадающей, как правило, с ближайшей точкой сопряжения участков. Например, длиной участка загрузки считается точка 5', совпадающая с точкой 5 сбегания ленты с натяжного барабана, так как расстояние от участка загрузки до натяжного барабана мало́ по сравнению с длиной рабочей ветви ленты, поэтому этим расстоянием можно пренебречь (на рис. 3.9, г точка 5' выделена). • • Тяговый расчет конвейера методом обхода трассы по контуру • Цель данного этапа – определить уточненно методом обхода трассы по контуру тяговое усилие на барабане и мощность привода конвейера, после этого проверить прочность предварительно выбранной ленты, а в случае выполнения условия её прочности – провести расчет привода, натяжного устройства и проверочные расчеты отдельных элементов и узлов. • Сущность метода обхода трассы по точкам состоит в том, что усилие в каждой последующей по ходу её движения точке контура складывается из усилия в предыдущей точке и силы сопротивления на участке между • этими точками. • По результатам тягового расчета строят диаграмму натяжений тягового органа. или, к примеру, в числах: Сопротивления движению тягового органа (ленты) • Сопротивление, Н, на прямолинейном груженом участке рабочей (верхней) ветви конвейера определяют по формуле где w – коэффициент сопротивления перемещению груза, (табл. 3.13); g – ускорение свободного падения, м/с2; qг = Q/3,6 v – погонная масса груза на ленте, кг/м; Q и v – заданная производительность, т/ч и скорость ленты, м/с; qл – погонная масса выбранной ленты, кг/м; = Lг cos b – длина горизонтальной проекции г = груженого участка, м; L – длина груженого участка, м; b – угол наклона груженого участка; г mp np / L – погонная масса вращающихся частей роликоопор груженой ветви конвейера, кг/м; для наклонного участка = mp np cos b / Lг кг/м; mp – масса вращающихся частей роликоопоры, кг (см. табл. 3.8); np – количество рядовых роликоопор на груженом участке, м; Н = Lг sin b – высота подъема груза, м. Знак плюс принимается при перемещении груза вверх, знак минус – при перемещении вниз. Тяговый расчет конвейера методом обхода трассы по контуру Роликоопоры Условия работы Прямые Желобчатые конвейера Легкие 0,018 0,02 Средние 0,022 0,025 Тяжелые 0,03 0,03 Условия работы конвейера Тяговый расчет конвейера методом обхода трассы по контуру Сопротивление, Н, на прямолинейном участке холостой ветви конвейера определяется по ф – погонная масса вращающихся частей роликоопор холостой ветви конвейера, кг/м; для наклонного участка погонная масса – масса вращающихся частей роликоопоры, кг – количество роликоопор на холостом участке; Lх – длина холостого участка, м; – длина горизонтальной проекции холостого участка, м; Нх – высота вертикальной проекции холостого участка, м. Сопротивление, Н, на криволинейном участке при огибании лентой роликовой батареи: Кинематический и силовой расчет привода цепного конвейера • Подобрать электродвигатель и выполнить кинематиче-ский и силовой расчет привода цепного конвейера по исходным дан-ным: окружная сила на тяговой звездочке F=10 кН; скорость тяговой цепи V=0,5 м/с; шаг цепи t=100 мм; число зубьев тяговой звездочки z=13. 1 – электродвигатель; 2 – редуктор; 3 – муфта упругая; 4 – цепная передача; 5 – вал машины– тяговые звездочки конвейера; 6 – рама (плита); Кинематический и силовой расчет привода цепного конвейера • Решение: • 1. Выбор электродвигателя • 1) Мощность на выходном валу • Рвых= F*V=10*0,5=5 кВт. • 2) Общий КПД привода • η= ηм*ηб*ηт*ηц*ηпп = 0,98*0,97²*0,94*0,99=0,86 • где ηм = 0,98 – КПД муфты ηб =0,97 – КПД быстроходной зубчатой передачи передачи, ηт =0,97 – КПД тихоходной зубчатой передачи, ηц = 0,94 – КПД цепной передачи, ηпп = 0,99 – КПД опор выходного вала. • 3) Требуемая мощность двигателя • Рэ.m.= Рвых/η = 5/0,86 = 5,81 кВт • 4) Кинематические параметры выходного вала. • Диаметр приводной звездочки D=t*103/sin(180/zзв) = 100*10-3/sin(180/13)=0,418 м Скорость и частота вращения выходного вала ωвых= 2V/ D = 2*0,5/0,418 = 2,39 с-¹ nвых= 30ωвых/ π = 30* 2,39/3,14 =22,85 мин-¹ Кинематический и силовой расчет привода цепного конвейера • • • • • • • • • 5) Общее передаточное число привода u = uбп uтп uц, где, uбп – передаточное число быстроходной ступени редуктора, uтп – передаточное число тихоходной ступени редуктора, uц – передаточное число цепной предечи. По табл. uбп=(3,15...5), uтп = (2,5...5,6), uц = (2...5), тогда u= (3,15...5)* (2,5...5,6)* (2...5) =16...140. 6) Диапазон возможных частот вращения двигателя nэ.m.. = (umin ... umаx) nвых= (16...140)*22,85 = 256...2240 мин-¹. 7) Выбор электродвигателя. В соответствии с рекомендациями выбираем электродвигатель АИР132М/960 с номинальной мощностью РэП = 7,5 кВт и час-тотой вращения вала nэ = 960 мин-¹, диаметром вала d = 38 мм. 2. Кинематический расчет привода 1) Уточненное значение общего передаточного числа u= nэ /nВых = 960/22,85 = 42, 2) Разбивка u по ступеням привода. Разбавку передаточного числа привода между ступенями осуществим исходя из зависимости Кинематический и силовой расчет привода цепного конвейера • По рекомендациям табл. примем uоп = uц = 3, тогда uред = 42/3 = 14. В соответствии с рекомендациями табл. произведем разбивку передаточных чисел по ступеням редуктора что соответствует стандартным значениям uт = 3,15 и uб = 4,5 Уточняем фактическое передаточное число редуктора uФ.ред = uб uт = 3,15 * 4,5 = 14,175 Определяем отклонение фактического передаточного числа от ранее полученного Допускаемое отклонение ± 4%. Таким образом, передаточные числа ступеней привода uб = 4,5, uт =3.15, uц = 3. 3) Частоты и скорости вращения валов Вал двигателя nэ=960 мин-¹ ωэ= π nэ /30 = 3,14*960/30 = 100,5 с-¹, Быстроходный вал редуктора nБ = nэ =960 мин-¹; ωБ= ωэ= 100,5 с-¹ Промежуточный вал редуктора nп= nб / uб =960/3,15=305 мин-¹; ; ωп= ωб / uб = 31,9 с-¹ Тихоходный вал редуктора nт = nп / uТ =305/4,5=68 мин-¹; ωт= ωп / uт = 7,1 с-¹ Выходной вал привода nвых = nт / uц =68/3=22,6 мин-¹; ωвых= ωп/ uц = 2,36 с-¹. Отклонение от требуемой частоты вращения выходного вала привода: Кинематический и силовой расчет привода цепного конвейера • Таким образом, передаточные числа ступеней привода uб = 4,5, uт =3.15, uц = 3. 3) Частоты и скорости вращения валов Вал двигателя nэ=960 мин-¹ ωэ= π nэ /30 = 3,14*960/30 = 100,5 с-¹, Быстроходный вал редуктора nБ = nэ =960 мин-¹; ωБ= ωэ= 100,5 с-¹ Промежуточный вал редуктора nп= nб / uб =960/3,15=305 мин-¹; ; ωп= ωб / uб = 31,9 с-¹ Тихоходный вал редуктора nт = nп / uТ =305/4,5=68 мин-¹; ωт= ωп / uт = 7,1 с-¹ Выходной вал привода nвых = nт / uц =68/3=22,6 мин-¹; ωвых= ωп/ uц = 2,36 с-¹. Отклонение от требуемой частоты вращения выходного вала привода: Кинематический и силовой расчет привода цепного конвейера • 3. Силовой расчет привода • 1) Мощности на валах Вал двигателя Рэ= Рэ.т= 5,81 кВт, Быстроходный вал редуктора Рб.= Рэ *ηМ = 5,81 * 0,98 = 5,69 кВт, Промежуточный вал редуктора Рп.= Рб * ηб = 5,93 * 0,97= 5,52 кВт, Тихоходный вал редуктора РТ.= РП * ηТ = 5,75* 0,97= 5,36 кВт, Выходной вал привода Рвых.= Рт * ηц * ηпп = 5,75* 0,94.0,99 = 4,99 кВт Некоторое несоответствие получается в результате округления расчетных параметров. Моменты на валах