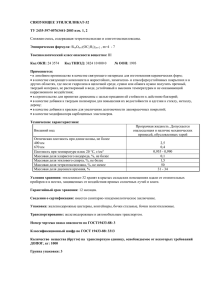
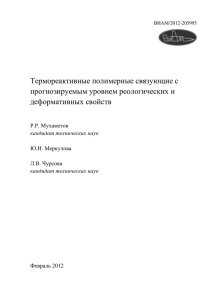
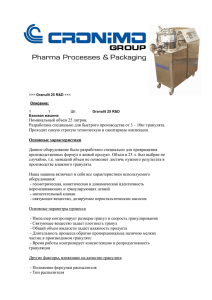
Чертежи детали. Изготовление носков крыла В большинстве конструктивно-силовых схем крыла крутящий момент воспринимается замкнутым контуром носка. Поэтому он должен быть зашит жесткой обшивкой. Крутящие моменты на крыле СЛА сравнительно невелики, и потребная толщина обшивки оказывается небольшой. Она могла бы быть еще намного меньше, если бы такая обшивка не теряла устойчивость. Выходом из сложившегося положения трехслойной обшивки с заполнителем. может быть использование Для склеивания криволинейной обшивки носков крыла требуется плотное сжатие по всей поверхности панели. Использовать для этого традиционные матрицу и пуансон сложно из-за того, что малейшие отклонения толщины листов или неточность изготовления плазов вызывают не проклей и брак. Метод вакуумной пропитки «инфузии» В данном методе для пропитки сухого наполнителя используется только разрежение создаваемое в полости оснастки. Под действием этого перепада между полостью оснастки и источником связующего последнее движется от источника к точке подсоединения вакуумного насоса в полости оснастки, пропитывая наполнитель (рис. 2). Рисунок 2 – Схема изготовления детали VARTM методом Перепад давления не превышает 0,095 МПа, что снижает требования к жесткости оснастки. В этой связи представляется возможным создание упрощенной оснастки, состоящей из жесткой половины с формообразующей поверхностью и верхней гибкой мембраной, герметично закрепляемой на жесткой части. Преимущества на основании которых был выбран данный метод изготовления детали: 1. Получение композита с высоким содержанием армирующего материала; 2. Низкая пористость; 3. Отсутствие материалов с малым сроком жизни (препрегов), время подготовки и сборки вакуумного мешка неограниченно; 4. Отсутствие необходимости в дорогостоящих автоклавах или прессах и инжекционных системах; 5. Возможность изготовления больших деталей целиком без разделения на составные части. 6. Относительная дешевизна процесса Расчет основных параметров структуры материала детали. Армирующий Связующее материал Марки материалов Т-15П давление Т67 4 bar Толщина слоя, мм Плотность ρ, г⁄см3 Поверхностная плотность 𝜌пов , г⁄м2 0,124 - 2,48 1,138-1,146 160 200 Тогда объем слоя материала со связующим в 1 м2 : 𝑉 = 100 ∗ 100 ∗ 𝑙 = 100 ∗ 100 ∗ 0,0124 = 124 см3 Найдем объем армирующего материала: 𝑉арм = 𝛾арм 160 = = 64,5 см3 𝜌арм 2,48 Вычислим объем связующего: 𝑉св = 𝑉 − 𝑉арм = 124 − 64,5 = 59,5 − см3 − объем связующего Полученный объем связующего необходимо нанести на 1 м2 слоя ткани. Найдем объемное содержание связующего: 59,5 ∗ 100% = 47,98 % 124 Найдем необходимое количество связующего: 𝑚св1 = 𝑉св ∗ 𝜌св = 59,5 ∗ 1,138 = 67,71 г 𝑚св 2 = 𝑉св ∗ 𝜌св = 59,5 ∗ 1,146 = 68,18 г Т.к. меньшее количество может дать поры, примем за минимальное количество связующего 68,18 г. Максимальное количество связующего: 𝑚св мах = 𝑚св 2 + 𝑚св 2 ∗ 10% = 68,18 + 6,818 = 75 г Тогда найдем оптимальное количество связующего как: 𝑚= 𝑚св мах + 𝑚св 2 68,18 + 75 = = 71,6 г 2 2 Следовательно, для изготовления носка необходим препрег с нанесением связующего, оптимальное количество которого 71,6±3 г. Связующее: Т67 Эпоксидное связующее Т-67 разработано для получения изделий из ПКМ методами вакуумной инфузии и RTM. Связующее отличается низкой вязкостью при температурах пропитки (менее 100 мПа*с при 50 градусах цельсия), что обеспечивает возможность получение ПКМ с низкой пористостью и высокими физико-механическими характеристиками. Основные преимущества и характеристики: 1. Двухкомпонентное связующее разработанное специально для вакуумной инфузии и RTM процессов. 2. Соотношение компонентов А и В – 100:40,9 (на единицу массы А добавляем 0,409 В) 3. Отверждение при 120°С даёт температуру стеклования 128°С 4. Технологическое окно для проведения пропитки; не менее 60 минут при температуре 50°С 5. Высокие физико-механические характеристики. Армирующий материал: 1)Стеклоткань Т-15(П) Конструкционные стеклоткани вырабатываются из нитей алюмоборосиликатного стекла на эамасливателе "парафиновая эмульсия" и прямом эамасливателе. Стеклоткани невоспламеняемы, негорючи, не подвергаются коррозии, обладают высокой химической стойкостью, рабочий диапазон температур от -200 °С до +550 °С. Материалы на основе стеклоткани обладают высокой стойкостью к разложению и механическому износу, долговечностью.Благодаря хорошей теплоудерживающей способности стекла, стеклоткани и стеклопластики на основе стеклотканей применяются для теплоизоляции трубопроводов, котлов, труб. 2)Пенопласт AIREX C70.75 AIREX- C70 пенопласт с низким весом и закрытой ячейкой универсального использования в производстве “сендвичевых” конструкций. Его превосходная жесткость и прочность по отношению к весу и высокой ударной вязкостью делают это подходящим для большого спектра применений. Пенопласт идеально выдерживает как статические так и динамические нагрузки и совместим к всем типами смол. Жесткий поливинилхлоридный пенопласт ПХВ (PVC) Airex C 70 имеет следующие характеристики Высокая прочность и жесткость по отношению к весу Стойкость к гниению Сопротивление «Затухание» радиоволн Самогашение, хорошее поведение при горении Хорошая тепловая изоляция Низкое поглощение смолы Хорошая совместимость со стиролом Превосходные физико-механические свойства Очень низкое водопоглощение - Фасовка: 1 лист - Размеры листа: 1080 x 500 мм, толщина 1.2 мм. - Номинальная плотность: 80 кг/м3. - Вес: приблизительно 50 гр. - Отжиг Airex C 70.75 без искажений и деформирования при температуре до 65 °C. - Термоформование возможно за время примерно 1 минуту при температуре от 115 °C. Оснастка: Матрица (предъявляются высокие требования к герметичности) Должна быть жесткой и выполнена из материалов с низкой пористостью (во избежании потери связующего на впитывании в матрицу) Этапы вакуумной пропитки: 1) раскрой стеклоткани Т-15(П) с помощью ножниц по подготовленному шаблону 2) раскрой пенопласта «AIREX C70.75» посредством плоттера по модели 3) формовка пенопласта под подсечку 4) воскование матрицы(во избежании прилипания матрицы) 5) сборка «пакета» и укладка в матрицу 6) установка жертвенной ткани (придание определенной шероховатости) 7) установка проводящей сетки (обеспечение быстрой пропитки связующим всей заготовки) 8) установка магистралей подача/обратка и вакуумной ловушки (для выхода лишнего связующего) 9) установка жгутов и вакуумной пленки (создание герметичного пакета для проведения пропитки) 1-й пакет 10) установка жгутов и вакуумной пленки 2-й пакет 11) приготовление связующего «Т67» из компонентов: Соотношение смола (компонент «А») отвердитель (компонент «Б») 100 в.ч./ 40,9 в.ч. 12) заполняем емкость приготовленным связующим 13) запускаем вакуумный насос 14) проверяем герметичность пакета и поджимаем пленку к жгутам 15) опускаем трубку подачи в емкость со связующим (начало процесса пропитки) 16) перекрываем подачу связующего по окончании пропитки 17) перекрываем вакуумный насос 18) выкладку и пропитку производить в подогретой матрице при температуре 30-400 19) в печи начать нагрев детали со скоростью 2…30С/мин, температуру контролировать по датчику (термопаре), установленному непосредственно на оболочке детали, под ВП; 20) по достижении температуры +1000С зафиксировать время начала выдержки температуры, заброс более чем на 50С не допускается; 21) через 90 мин. нагрев матрицы прекратить (или извлечь матрицу из печи) и охлаждать естественным способом при нормальной температуре в рабочем помещении; 22) снимаем пакеты и достаем деталь из матрицы 23) обрезаем облой 24) придаем детали заданную шероховатость (нанесение покрытий) Схема укладки слоев Т-15(П). Слои стеклоткани Направление укладки 1ый слой +45 2ой слой -45 3ий - 6ой 0 Опишем подробнее этап сборки пакета заготовки: Раскрой полотна стеклоткани Т-15(П) на 6 частей с помощью ножниц по подготовленным шаблонам Укладка: 1) 1-й слой направление: +450 2) 2-й слой направление: +450 3) 3-й слой направление: 00 L = 50 мм 4) 4-й слой направление: 00 L = 45 мм 5) 5-й слой направление: 00 L = 40 мм 6) Формованный пенопласт 7) 6-й слой направление: 00 Схема процесса: где: 1) Матрица 2) Заготовка 3) Жертвенная ткань 4) Проводящая сетка 5) Вакуумная пленка 6) Уплотнительный жгут 7) Трубки дренажа преформы и общего дренажа 8) Трубка подачи «связующего» 9) Емкость со связующим 10) Вакуумная ловушка 11) Вакуумный насос 12) Дренажный слой 13) Вакуумная пленка Схема технологии процесса. Подготовка оснастки Укладка армирующих материалов Подготовка вакуумной магистрали Укладка герметизирующего жгута для вакуумного мешка Удаление вакуумного Укладка дренажа мешка и расформовка готового изделия Канал для распределения смолы Установка вакуумного мешка Инфузия Проверка герметичности