Chichenev N. Ekspluatatsiya tehnologicheskogo oborudovaniya.Fragment
реклама

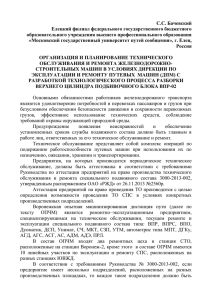
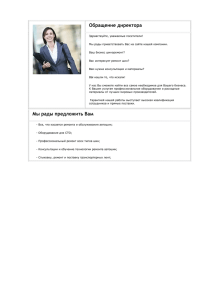
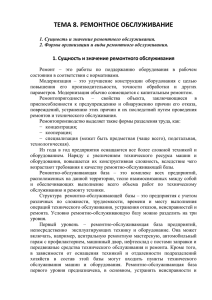
УДК 621 Ч-72 Рецензенты: д-р техн. наук, проф. В.А. Трусов; чл.‑кор. РАН Г.С. Бурханов (ИМЕТ РАН) Чиченев Н.А. Ч-72 Эксплуатация технологического оборудования : учебник / Н.А. Чи­ченев. – 2‑е изд., перераб. и доп. – М. : Издательский Дом НИТУ «МИСиС», 2020. – 481 с. ISBN 978-5-907227-02-6 Дисциплина «Эксплуатация технологических машин» предусмотрена образовательным стандартом высшего образования НИТУ «МИСиС» и учебными планами высших учебных заведений, осуществляющих подготовку специалистов по направлению 15.03.02 «Технологические машины и оборудование». В учебнике рассматриваются общие вопросы технического обслуживания и ремонта технологических машин и оборудования, основные виды смазки и смазочных материалов, системы смазки оборудования и принципы выбора смазочных материалов для узлов трения, методы и способы восстановления деталей, современные подходы к управлению технической эксплуатацией. Предназначен для обучающихся в бакалавриате по направлению подготовки 15.03.02 «Технологические машины и оборудование», профиль «Инжиниринг технологического оборудования», и преподавателей, проводящих занятия по дисциплине «Эксплуатация технологических машин». Может быть рекомендован обучающимся по другим профилям, входящим в направление 15.03.02 «Технологические машины и оборудование», а также обучающимся по техническим направлениям подготовки 15.03.00 «Машиностроение», 22.03.00 «Технологии материалов». УДК 621 ISBN 978-5-907227-02-6 Н.А. Чиченев, 2020 НИТУ «МИСиС», 2020 ОГЛАВЛЕНИЕ Предисловие...................................................................... 8 Введение.......................................................................... 10 1. Техническое обслуживание и ремонт машин и оборудования................................................................. 12 1.1. Основные понятия и определения.............................. 12 1.2. Разновидности ремонтов.......................................... 16 1.3. Система технического обслуживания и ремонта.......... 24 1.4. Организация и проведение технического обслуживания............................................................... 29 1.5. Планирование ремонтов........................................... 32 1.6. Положение о планово-предупредительных ремонтах на предприятиях металлургической промышленности........ 37 1.7. Ремонтопригодность машин и оборудования............... 48 1.7.1. Показатели ремонтопригодности машин, используемые в процессе их эксплуатации..................... 49 1.7.2. Показатели ремонтопригодности машин, используемые на стадии проектирования....................... 50 Контрольные вопросы.................................................... 53 2. Смазка и смазочные материалы...................................... 54 2.1. Основные понятия теории трения и изнашивания........ 54 2.2. Характеристика видов трения скольжения................. 57 2.3. Общие сведения о смазочных материалах................... 59 2.4. Жидкие смазочные материалы и их свойства.............. 61 2.5. Пластичные смазочные материалы и их свойства........ 74 2.6. Твердые смазочные материалы................................. 81 2.7. Сокращение номенклатуры смазочных материалов...... 84 2.8. Выбор смазочных материалов для узлов трения.......... 86 2.8.1. Закрытые зубчатые передачи.............................. 86 2.8.2. Червячные и глобоидные передачи...................... 91 2.8.3. Подшипники качения........................................ 92 2.8.4. Подшипники скольжения.................................. 97 2.8.5. Открытые зубчатые и реечные передачи..............101 2.8.6. Зубчатые муфты...............................................101 2.8.7. Цепные передачи.............................................101 2.8.8. Узлы трения, работающие при высокой и низкой температуре..............................................................102 3 Контрольные вопросы...................................................103 3. Системы смазки технологического оборудования.............106 3.1. Основные понятия и определения.............................106 3.2. Классификация способов и систем смазки.................109 3.3. Нецентрализованные проточные системы жидкой смазки.........................................................................112 3.4. Нецентрализованные циркуляционные системы жидкой смазки.............................................................114 3.5. Централизованная циркуляционная система жидкой смазки.........................................................................117 3.6. Расчет системы жидкой смазки................................123 3.7. Централизованные системы пластичной смазки с ручным приводом.......................................................133 3.8. Автоматизированные централизованные системы пластичной смазки........................................................136 3.9. Состав и принцип действия системы конечного типа......143 3.10. Состав и принцип действия системы петлевого типа.....146 3.11. Двухлинейные дозирующие питатели.....................149 3.12. Расчет систем пластичной смазки...........................152 3.13. Аэрозольные смазочные системы............................156 3.14. Расчет аэрозольной смазочной системы...................160 3.15. Смазочные системы «масло – воздух»......................162 Контрольные вопросы...................................................166 4. Восстановление работоспособности технологического оборудования..................................................................168 4.1. Причины нарушения работоспособности технологического оборудования......................................168 4.2. Процессы восстановления деталей............................177 4.3. Восстановление деталей механической обработкой.....186 4.4. Восстановление деталей пластическим деформированием.........................................................195 4.4.1. Восстановление размеров изношенных поверхностей деталей.................................................195 4.4.2. Восстановление геометрической формы деталей....................................................................202 4.4.3. Восстановление свойств поверхности деталей.......203 4.5. Восстановление деталей сваркой и наплавкой............208 4.5.1. Классификация способов сварки........................208 4 4.5.2. Свариваемость металлов и сплавов......................213 4.5.3. Ручная дуговая сварка......................................215 4.5.4. Газовая сварка.................................................225 4.5.5. Наплавка........................................................228 4.6. Восстановление деталей нанесением покрытий..........244 4.6.1. Газотермическое напыление..............................245 4.6.2. Гальванические покрытия.................................251 4.7. Восстановление деталей полимерными материалами................................................................256 Контрольные вопросы...................................................260 5. Ремонт узлов и деталей машин......................................262 5.1. Технологический процесс ремонта............................262 5.1.1. Схема технологического процесса ремонта...........262 5.1.2. Последовательность осмотра поврежденных деталей....................................................................265 5.1.3. Разборка оборудования.....................................271 5.1.4. Дефектация деталей и средства выявления дефектов...................................................................273 5.1.5. Методы обнаружения скрытых дефектов.............279 5.2. Ремонт базовых деталей..........................................296 5.3. Ремонт деталей общего назначения...........................299 5.4. Балансировка вращающихся деталей машин.............310 5.4.1. Основные виды неуравновешенности..................310 5.4.2. Статическая балансировка.................................319 5.4.3. Динамическая балансировка..............................333 Контрольные вопросы...................................................343 6. Системный подход к эксплуатации технологических машин и оборудования.....................................................345 6.1. Основные понятия и определения.............................345 6.2. Факторы, влияющие на функционирование оборудования...............................................................346 6.3. Организация и управление технического обслуживания и ремонта................................................355 6.3.1. Общие сведения...............................................355 6.3.2. Система технического обслуживания оборудования на фирме «Италсидер» (Италия)..............357 6.3.3. Система технического обслуживания оборудования фирмы «Хёш Хуттенверк» (Германия)......359 5 6.3.4. Система технического обслуживания оборудования Донецкого металлургического завода.......363 6.4. Применение системного подхода к эксплуатации технологических машин и оборудования в металлургии.....370 6.5. Управление эксплуатационными свойствами технологического оборудования......................................374 6.5.1. Основные направления повышения эксплуатационных свойств оборудования.....................374 6.5.2. Повышение эксплуатационных свойств оборудования при проектировании...............................378 6.5.3. Повышение эксплуатационных свойств оборудования при изготовлении...................................381 6.5.4. Повышение эксплуатационных свойств оборудования при эксплуатации..................................383 6.5.5. Экономический подход к надежности оборудования............................................................387 Контрольные вопросы...................................................392 7. Всеобщая производительная эксплуатация......................394 7.1. Основные понятия и определения.............................394 7.2. Цели и задачи ТРМ................................................396 7.3. Принципы 5S........................................................402 7.4. Автономное обслуживание......................................406 7.5. Kaizen – изменение к лучшему.................................410 7.6. Плановое обслуживание..........................................416 7.7. Качественное обслуживание....................................419 7.8. Обучение персонала................................................421 7.9. Служба TPM..........................................................422 7.10. Безопасность, здоровье, окружающая среда.............425 7.11. Развертывание ТРМ..............................................426 8. Общая эффективность оборудования. .............................433 8.1. Основные понятия и определения..............................433 8.2. Понятие ОЕЕ.........................................................439 8.2.1. Основные типы потерь......................................439 8.2.2. Причины потерь...............................................441 8.2.3. Внешние потери...............................................443 8.3. Характеристика потерь основных видов....................444 8.3.1. Классификация потерь.....................................444 8.3.2. Потери от простоев...........................................445 6 8.3.3. Потери от снижения скорости............................445 8.3.4. Потери от выпуска бракованной продукции.........447 8.4. Вычисление OEE....................................................448 8.5. Измерение ОЕЕ......................................................455 8.6. Примеры расчета ОЕЕ.............................................460 Контрольные вопросы...................................................466 Заключение....................................................................468 Библиографический список...............................................470 Словарь терминов (GLOSSARY)..........................................472 7 1. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ МАШИН И ОБОРУДОВАНИЯ 1.1. Основные понятия и определения Основные понятия по данной теме определены ГОСТ 18322–78 «Система технического обслуживания и ремонта техники. Термины и определения», ГОСТ 25866–83. «Эксплуатация техники. Термины и определения» и ГОСТ 13377–75 «Надежность в технике. Термины и определения», а содержание нормативно-технической документации регламентировано ГОСТ 2.601–68 «ЕСКД. Эксплуатационные документы». Ряд терминов пока не стандартизован. Под нормативно-технической документацией (НТД) понимают стандарты, технические условия, чертежи, инструкции по эксплуатации и техническому обслуживанию, правила технической эксплуатации, правила техники безопасности и т.п. Эксплуатация – стадия жизненного цикла изделия, на которой реализуется, поддерживается и восстанавливается его качество. Изделие – единица промышленной продукции, количество которой может исчисляться в штуках (экземплярах). К изделиям допускается относить завершенные и незавершенные предметы производства, в том числе заготовки. Под качеством изделия понимают совокупность его свойств, определяющих соответствие функциональному назначению и, следовательно, способность удовлетворять установленные и предполагаемые потребности. Качество изделий характеризуется рядом показателей (ГОСТ 15467–79), которые можно разделить на следующие три группы: 1) технические, определяющие степень совершенства изделия, – мощность, КПД, производительность, экономичность и др.; 2) производственно-технологические (технологичность конструкции), фиксирующие эффективность конструктивных решений с точки зрения минимизации производственных издержек, средств на эксплуатацию, техническое обслуживание и утилизацию – трудоемкость, материалоемкость, энергоемкость, агрегатность, показатели стандартизации и унификации; 3) эксплуатационные – надежность изделия; удобство и простота обслуживания; эргономические характеристики и степень 12 учета комплекса гигиенических, физиологических и других потребностей человека в системе «человек – машина – среда»; эстетическая оценка (совершенство художественной композиции, внешнее оформление изделия и др.). Под жизненным циклом изделия понимают совокупность разработки, изготовления, обращения, эксплуатации и утилизации изделия от начала исследования возможности его создания до окончания применения (ГОСТ Р 53791–2010). Отличительной особенностью эксплуатации является использование или ожидание использования изделия по назначению. В общем случае эксплуатация изделия включает в себя использование по назначению, транспортирование, хранение, техническое обслуживание и ремонт. Техническая эксплуатация – часть эксплуатации, включающая транспортирование, хранение, техническое обслуживание и ремонт изделия. Техническая эксплуатация представляет собой комплекс мероприятий, осуществляемых обслуживающим персоналом, по обеспечению нормального функционирования оборудования при сохранении установленных технико-экономических показателей. Эти мероприятия включают как управление технологическим процессом и работой агрегатов и машин, так и техническое обслуживание и ремонт, направленные на обеспечение работоспособности оборудования в течение всего срока его службы. Техническое обслуживание (ТО) – комплекс операций или операция по поддержанию работоспособности или исправности изделия при использовании по назначению, ожидании, хранении и транспортировании. В ТО могут входить мойка изделия, контроль его технического состояния, очистка, смазывание, крепление резьбовых соединений, замена некоторых составных частей изделия (например, фильтров, уплотнений и др.), регулировка и т.д. Если периодические ТО различаются содержанием операций, то их нумеруют обычно в порядке возрастания сложности, например: ежесменное ТО, ТО-1, ТО-2 и т.д. ТО является специфическим видом деятельности, отличающейся от ремонта тем, что часть работ выполняется только во время работы изделия – «на ходу»; поэтому для его проведения необходим специально подготовленный персонал. Отметим, что ТО может выполнять как непосредственно эксплуатационный персонал (тогда 13 оно входит в должностные обязанности технологического персонала), так и специализированный персонал, ориентированный на обслуживание оборудования отдельных типов, выполнение операций определенных видов и т.п. Ремонт – комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий и их составных частей. В ремонт, кроме операций ТО, могут входить разборка оборудования и сборочных единиц, обнаружение и устранение дефектов, восстановление деталей, сборка и др. Кроме технического обслуживания и ремонтов, в функции ремонтной службы входят модернизация и реконструкция оборудования. Модернизация оборудования – это внесение в конструкцию машины изменений и усовершенствований, повышающих ее технический уровень и эксплуатационные параметры, такие как производительность, долговечность, точность, безопасность работы, простота обслуживания и др. Модернизацию производят также для устранения морального износа оборудования. В этом случае отпадает необходимость замены морально устаревшего оборудования, что продлевает срок его службы. Экономически обоснованным считается проведение модернизации оборудования при сроке окупаемости затрат 2–3 года, повышении производительности машины не меньше чем на 20…30 % и планируемом сроке эксплуатации оборудования не менее 5 лет. Ниже приведены основные направления модернизации технологического оборудования. 1. Увеличение производительности машины в результате повышения мощности приводов, частоты вращения, числа ходов и величины подачи рабочих органов. Для этого производится замена двигателя и изменение кинематики отдельных механизмов машины, а также осуществляется механизация и автоматизация вспомогательных процессов (крепление и снятие детали, смена скоростей и подач, измерение размеров поверхности детали и др.). 2. Повышение точности, расширение технологических возможностей и изменение технологического назначения оборудования. 14 3. Увеличение долговечности и надежности оборудования в результате повышения износостойкости ответственных деталей, улучшения условий смазки, установки защитных устройств, усиления слабых звеньев (заменой материала, термической обработкой, изменением размеров и формы деталей). 4. Повышение безопасности работы и облегчение обслуживания машины за счет установки блокирующих и предохранительных устройств, ограждений опасных зон, упоров, конечных выключателей, сигнализации различных видов, предохранительных устройств и др. Модернизация оборудования, как правило, проводится в процессе выполнения ремонтных работ, обычно при капитальном ремонте. Реконструкция оборудования – полное или частичное обновление конструкции оборудования с заменой морально устаревших и физически изношенных частей, использование которых должно обеспечить повышение технико-экономических показателей оборудования, таких как увеличение объема выпускаемой продукции, расширение ее ассортимента и повышение качества, снижение затрат на производство продукции, улучшение экологии и др. Система технического обслуживания и ремонта – совокупность взаимосвязанных средств, документации ТОиР и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему. Периодичность ТО (или ремонта) определяется интервалом времени или наработкой между ТО данного вида (или ремонтом) и последующим ТО (или ремонтом) такого же вида или другого, большей сложности. Вид ТО (или ремонта) характеризуется одним или несколькими признаками – объемом работ, трудоемкостью, периодичностью, условиями эксплуатации и т.д. Обычно в промышленности наименьший интервал ТО определяется продолжительностью смены, т.е. равен 4…8 ч. Трудоемкость ТО (или ремонта) определяется трудозатратами на проведение одного ТО (или ремонта) данного вида. Ремонтным циклом называется наименьший повторяющийся интервал времени или наработка изделия, в течение которых выполняются в определенной последовательности в соответствии 15 с требованиями нормативно-технической или эксплуатационной документации все установленные виды ремонта. Длительность ремонтного цикла tц можно представить в виде суммы двух слагаемых – времени эксплуатационной готовности tгот и времени простоя в процессе проведения ремонтных работ tрем. В свою очередь величина tрем складывается из времени простоя в плановом tплан и аварийном tавар ремонте, т.е. tрем = tплан + tавар. Время простоя при плановых ремонтах tплан включает длительность проведения капитального tкап и текущих ремонтов tтек. Время эксплуатационной готовности tгот состоит из времени нахождения в работе tраб и времени нахождения в резерве tрез (табл. 1.1). Таблица 1.1 Структура времени ремонтного цикла Длительность ремонтного цикла tц tрем Время эксплуатационной готовности tгот tраб tрез tплан tкап tтек tавар 1.2. Разновидности ремонтов Применяются плановые ремонты, при которых остановка оборудования осуществляется в соответствии с требованиями научно-технической документации (НТД), и неплановые ремонты, при которых остановка изделия осуществляется без предварительного назначения. Неплановый ремонт после аварии называют аварийным ремонтом. Основная задача ремонтной службы – исключение появления неплановых ремонтов. Аварийные ремонты выполняются в связи с выходом из строя оборудования при выполнении технологического процесса. Причиной аварийного ремонта могут быть как дефекты элементов оборудования, так и ошибки технологического или ремонтного персонала. Содержание и объем ремонтных работ определяются после остановки оборудования. Характерным признаком любого планового ремонта является наличие методики определения объемов ремонтных работ. Основными видами плановых ремонтов являются послеосмотровый, стандартный и планово-предупредительный. 16 В основу послеосмотрового ремонта положены периодические плановые осмотры оборудования, результаты которых используются для подготовки предварительной ведомости дефектов. Окончательный объем работ устанавливается только после остановки разборки машин и агрегатов. На первом этапе выполняется разборка оборудования и выявление деталей, достигших предельного состояния, и определятся содержание и объем ремонтных работ. На втором этапе организуется поиск и поставка необходимых трудовых, материальных и финансовых ресурсов. На третьем этапе выполняются необходимые ремонтные воздействия. Такой ремонт не получил распространения на практике из‑за значительного влияния субъективных факторов на точность оценки состояния оборудования. При стандартном (регламентированном, нормативном) ремонте оборудование ремонтируют строго по графику по истечении заданного периода времени (норматива) независимо от его фактического состояния, а содержание ремонтных работ определяется инструкциями, разработанными проектировщиками оборудования. Такой подход необходим в тех случаях, когда аварийные отказы оборудования создают угрозу для жизни людей, например, отказы мостовых кранов, лифтов, сосудов высокого давления и др. Поскольку многие узлы и механизмы приходится заменять до наступления их предельного состояния, то стандартный ремонт оборудования экономически не выгоден. Ремонт по техническому состоянию – ремонт, при котором контроль технического состояния выполняется с периодичностью и в объеме, установленными в НТД, а содержание и момент начала ремонта определяется техническим состоянием оборудования. Такие ремонты предполагают замену элементов оборудования, которые находятся в предельном состоянии и могут оказать до следующего ремонта. При определении перечня таких деталей и узлов обычно выполняется прогнозирование сроков отказа всех элементов оборудования, которое выполняется на основе статистических данных, результатов технической диагностики или предварительного обследования оборудования. Экономически наиболее эффективными являются ремонты по техническому состоянию, что обусловлено наиболее полным использованием ресурсов элементов оборудования. 17 В промышленности наибольшее распространение получил планово-предупредительный ремонт, или ремонт по текущему состоянию, при котором оборудование ремонтируется по графику, но с учетом его фактического состояния. Если установлено, что ресурс деталей и узлов не исчерпан, то межремонтный период увеличивают, и наоборот. Система планово-предупредительных ремонтов представляет собой комплекс организационно-технических мероприятий, проводимых в плановом порядке для обеспечения работоспособности и исправности машин, оборудования и механизмов в течение всего срока их службы при соблюдении заданных условий и режимов эксплуатации. Эти мероприятия разрабатываются и осуществляются при эксплуатации оборудования с обязательным выполнением указаний, изложенных в инструкциях заводов-изготовителей, а также требований к техническому состоянию оборудования и правил безопасной эксплуатации, установленных Ростехнадзором. Система планово-предупредительных ремонтов основана на планировании ремонтов и носит предупредительный характер. Это означает, что все мероприятия по поддержанию работоспособности оборудования выполняются в соответствии с годовыми и месячными графиками, составленными так, чтобы предупредить преждевременный и неожиданный выход оборудования из строя. Ремонт, выполняемый для обеспечения или восстановления работоспособности изделия и заключающийся в замене и (или) восстановлении отдельных частей, называют текущим ремонтом. Ремонт, выполняемый для восстановления исправности и полного (или близкого к нему) восстановления ресурса изделия с заменой или восстановлением любых его частей, включая базовые, является капитальным ремонтом. В промышленности используется также понятие среднего ремонта, который занимает промежуточное положение между текущим и капитальным ремонтами; он выполняется для восстановления исправности и частичного восстановления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей. 18 В зависимости от трудоемкости и объема выполняемых операций ремонты нумеруют по уровню сложности выполнения: текущие Т1, Т2, …; капитальные К1, К2, …. Различают сосредоточенный и рассредоточенный методы проведения капитальных ремонтов. При сосредоточенном методе весь комплекс ремонтных работ выполняется непрерывно в течение заданного периода времени при полной остановке оборудования. При рассредоточенном методе весь объем ремонтных работ делится на части, большая часть которых осуществляется в процессе проведения текущих ремонтов, что существенно сокращает простои оборудования. Выбор метода проведения текущего и капитального ремонта металлургического, обогатительного и оборудования подобных типов определяется двумя особенностями основного производства: 1) непрерывностью технологических процессов; 2) сильной взаимозависимостью функционирования различных цехов. Если в условиях машиностроительного производства отказ одного металлорежущего станка достаточно легко компенсировать передачей технологической операции на другие станки, то крупные производственные объединения (металлургические комбинаты, горнодобывающие предприятия, нефтеперерабатывающие комплексы и др.), состоящие из единичных агрегатов большой мощности (доменная печь, конвертер, прокатный стан, барабанная мельница и др.), лишены подобной возможности. Поэтому на таких предприятиях распространен агрегатный (агрегатно-модульный) метод ремонта и рассредоточенный капитальный ремонт. Наиболее перспективным методом ремонта оборудования для предприятий любых форм собственности является агрегатномодульный метод, при котором неисправные сменные элементы (агрегаты, механизмы, узлы и детали) заменяются новыми или отремонтированными, взятыми из оборотного фонда. Наиболее эффективным является рассредоточенный агрегатно-модульный метод, при котором даже капитальный ремонт выполняется в течение всего ремонтного цикла; при этом замену неисправных узлов и агрегатов приурочивают к срокам проведения ТО или текущего ремонта. 19 В ряде зарубежных стран замена неисправных агрегатов и узлов приурочивается к плановым срокам проведения ТО, а сам ремонт называется «планово-предупредительное обслуживание». При агрегатно-модульном методе ремонта неисправные сборочные единицы, характеризующиеся свойствами полной взаимозаменяемости (например, электродвигатель, редуктор, насос и т.д.), заменяются новыми или заранее отремонтированными. Продолжительность ремонта равна времени простоя оборудования, необходимого для выполнения ремонта, включая передачу его в ремонт, производство ремонтных работ и приемку отремонтированного изделия. Под ремонтным циклом понимают интервал времени между двумя капитальными ремонтами, т.е. ремонтный цикл – это наименьший промежуток времени (или наименьшая наработка изделия), в течение которого выполняются в определенной последовательности все установленные для данного изделия виды планового ремонта. Время между двумя последовательно проведенными плановыми ремонтами любого вида называют межремонтным периодом. При его расчете используются данные эксплуатации и ремонтов соответствующего оборудования. Длительность ремонтного цикла обычно определяется сроками службы наиболее трудоемких конструктивных элементов, а межремонтных периодов – ресурсом или наработкой быстроизнашивающихся деталей и узлов. Перечень и последовательность циклически повторяющихся плановых ремонтов, выполняемых на протяжении ремонтного цикла, составляют структуру ремонтного цикла (рис. 1.1). В большинстве отраслей промышленности обычно применяется техническое обслуживание с периодическим контролем оборудования, основным назначением которого является предупреждение аварийных простоев машин и агрегатов из‑за их неправильной эксплуатации, преждевременного износа деталей и механизмов, изменения взаимного положения элементов оборудования, нарушения нормальной работы систем смазки и др. С этой целью дежурный и эксплуатационный персонал во время работы оборудования контролируют интенсивность и тональность шумов в редукторах, температуру узлов трения, надежность работы смазочных систем, крепление резьбовых, шпоноч20 ных и других неподвижных соединений, качество выпускаемой продукции и т.д. Отклонения от нормальных условий работы фиксируют в журналах приемки-сдачи смен. Рис. 1.1. Ремонтный цикл 80‑тонного горизонтального конвертера для плавки никеля: К – капитальный ремонт; Т1 и Т2 – первый и второй текущие ремонты; ТО – технические осмотры, осуществляемые через 15 суток (ежесменные технические осмотры не показаны) В процессе эксплуатации оборудование может находиться в техническом состоянии различных видов (ГОСТ 20911–75, ГОСТ 27.002–83): исправное – неисправное, работоспособное – неработоспособное (рис. 1.2). Исправное состояние – состояние объекта, при котором он соответствует всем требованиям нормативно-технической и (или) конструкторской (проектной) документации. Неисправное состояние – состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации. Работоспособное состояние – такое состояние объекта, при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требовани21 ям нормативно-технической и (или) конструкторской (проектной) документации. Рис. 1.2. Схематическое изображение видов технического состояния и дефектов в процессе эксплуатации оборудования Неработоспособное состояние – такое состояние объекта, при котором значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствуют требованиям нормативно-технической и (или) конструкторской (проектной) документации. Предельное состояние – состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна либо восстановление его работоспособного состояния невозможно или нецелесообразно. 22 Переход оборудования из исправного состояния в неисправные состояния (работоспособное, неработоспособное, предельное) называется дефектом (повреждение, отказ, неустранимый дефект). Повреждение – событие, заключающееся в нарушении исправного состояния объекта при сохранении его работоспособного состояния. Повреждение можно рассматривать как дефект, который не приводит к потере работоспособности объекта. Типичными повреждениями являются царапины и вмятины на свободных поверхностях оборудования, незначительные утечки воды и смазочного материала, отсутствие краски и др. Отказ – событие, которое приводит к нарушению работоспособного состояния объекта. Устранимый отказ (дефект) – дефект, устранение которого технически возможно и экономически целесообразно; в противном случае отказ (дефект) называется неустранимым. Классификация отказов приведена на рис. 1.3. Рис. 1.3. Классификация отказов технологического оборудования Частным случаем отказа является сбой, под которым понимают самоустраняющийся отказ или однократный отказ, устраняемый незначительным вмешательством оператора. 23 Для технологического оборудования характерны два вида отказа: 1) поломки или значительные пластические деформации, 2) износ. Восстановление исправного или работоспособного состояния происходит с помощью ТОиР различных видов (табл. 1.2). Таблица 1.2 Возможные переходы видов ТОиР в зависимости от типа дефектов и вида ТОиР Техническое состояние Повреждение Дефект Вид ТОиР Отказ Техническое Текущий и обслужи­ капительный Устра­ Неустравание ремонты нимый нимый Исправное Работоспособное Неработоспособное Предельное 1.3. Система технического обслуживания и ремонта Для большинства предприятий и организаций промышленности системой ТОиР предусмотрены три основных директивных документа, которые определяют организацию, порядок и состав мероприятий по поддержанию исправности и работоспособности находящегося в эксплуатации производственного оборудования: 1) Положение о ТОиР производственного оборудования; 2) Правила технической эксплуатации оборудования; 3) Инструкции по техническому обслуживанию оборудования. Первые два документа носят отраслевой характер, поэтому они часто разрабатываются и утверждаются соответствующим правительственным органом (министерством, комитетом, агентством и т.п.); инструкции обычно утверждаются руководством предприятия (организации). Ответственность за состояние и организацию ремонтной службы (механоремонтного производства) и его соответствие требованиям «Положения о ТОиР» возлагается на директора, главного 24 инженера и главного механика предприятия, а также, в пределах должностных обязанностей, на начальников цехов и их помощников по оборудованию (или механиков). Руководство ремонтной службой предприятий осуществляет главный механик или другое ответственное лицо (начальник отдела, директор по ремонтам и др.). В настоящее время на большинстве промышленных предприятиях применяется система ТОиР, которая основана на принудительной остановке оборудования на профилактические осмотры и ремонты через заранее запланированные промежутки времени (межремонтные периоды) с возможными пределами их изменения. Основные положения системы ТОиР: – внутрисменное техническое обслуживание и проведение профилактических осмотров оборудования эксплуатационным и дежурным персоналом ремонтной службы производственных цехов; – техническое обслуживание оборудования (наладка, регулировка, устранение дефектов и неполадок, мелкий ремонт) ремонтным и эксплуатационным персоналом в межремонтные периоды и подготовка плановых ремонтов; – выполнение плановых ремонтов и испытаний оборудования; – систематическое совершенствование и модернизация оборудования. Профилактические осмотры во время передачи смен выполняет эксплуатационный персонал, работающий на данном оборудовании. При передаче смены операторы (машинисты) постов и дежурные слесари, сдающие смену, записывают в журнал приемки-сдачи смен данные о состоянии обслуживаемого оборудования и выявленных во время работы неисправностях или нарушениях правил технической эксплуатации и технологических инструкций, указывают меры, принятые для их устранения, и ставят об этом в известность персонал, принимающий смену. Данные журнала используются при определении содержания и объемов работ по устранению неисправностей в следующей смене, а также при проведении очередного ремонта. Инженерно-технический персонал цеха периодически проводит плановые профилактические осмотры оборудования по графи25 ку, утвержденному главным механиком предприятия. Основной целью профилактических осмотров является выявление неисправностей, способных вызвать поломку или аварийный выход оборудования из строя, а также установление технического состояния наиболее ответственных деталей и узлов агрегатов и машин с целью уточнения объемов предстоящих плановых ремонтов. Обнаруженные при осмотрах дефекты оборудования записывают в агрегатные журналы, которые заводят для всех основных агрегатов и машин; в эти журналы записывают также результаты ревизий оборудования, выполненных по графику во время проведения ремонтов. Агрегатный журнал служит для систематического накопления данных о техническом состоянии и работоспособности действующего оборудования при его эксплуатации и является основным исходным документом при определении содержания и объемов ремонтных работ, а также установлении сроков службы отдельных деталей и узлов оборудования. Внутрисменное обслуживание выполняет эксплуатационный и дежурный персонал. Функции эксплуатационного персонала заключаются в проверке правильности настройки механизмов, строгом выполнении технологических инструкций, своевременной остановке оборудования при выходе его параметров за допустимые пределы, проверке работы конечных выключателей, тормозных систем и систем сигнализации, содержании оборудования и рабочих мест в чистоте. В функции дежурного персонала входит проверка исправности трубопроводов и арматуры систем технологической, густой и жидкой смазки; контроль состояния подшипниковых узлов, зубчатых передач, гидравлических и пневматических систем; проверка надежности крепления узлов и деталей машин; определение утечек масла из редукторов и гидравлических систем и т.п. Внедрение системы ТОиР на практике означает выполнение следующих основных работ: – соблюдение правил и норм ТО и эксплуатации агрегатов, машин и механизмов и организацию контроля над их соблюдением; – организацию учета работы и состояния оборудования, учета и анализа затрат на его ТОиР, разработку и осуществление мероприятий по совершенствованию агрегатов, машин и механизмов; 26 – планирование и проведение периодических осмотров оборудования, обеспечение межремонтного ТО и ремонта агрегатов, машин и механизмов, контроль и учет их исполнения; – установление и соблюдение норм ТО, структур ремонтного цикла, длительности межремонтных периодов, состава и содержания ремонтных работ оборудования с учетом условий его эксплуатации; – организацию материально-технического снабжения необходимыми видами проката, метизов, канатов, смазочных и других материалов, необходимых для содержания оборудования в исправном состоянии; – организацию и оснащение производственной базы для подготовки и выполнения ремонтов и межремонтного ТО, внедрение прогрессивной технологии изготовления запасных частей, упрочняющих технологий, унификации узлов и деталей, разработку и внедрение системы «АСУ-ремонт» и др. Ремонтная служба состоит из дежурной службы, выполняющей ТО оборудования, и ремонтного производства (завода, цеха или мастерской), осуществляющего подготовку и все виды ремонта. В каждом цехе предусмотрены сменные дежурные бригады, число которых, как правило, соответствует числу сменных бригад эксплуатационного технологического персонала; в ряде случаев сменная дежурная бригада может входить в состав сквозной технологической бригады. Состав дежурной бригады зависит от конкретных производственных условий и обычно включает слесарей по ремонту механического оборудования, слесаря централизованной системы смазки и электросварщика. Ремонтное производство представляет собой совокупность материально-технических средств и ремонтного персонала и предназначено для изготовления и замены изношенных деталей, частичного или полного обновления металлургического оборудования на базе новой техники. В зависимости от системы управления различают две основные формы организации ремонтного производства. 1. Децентрализованная форма, при которой ремонтники и материально-технические средства рассредоточены по технологическим цехам, в которых самостоятельно организуют и осуществляют ремонт всего оборудования. Дежурные бригады 27 состоят в штате технологического цеха и подчиняются непосредственно механику цеха, который в свою очередь подчиняется помощнику начальника цеха по оборудованию или непосредственно начальнику цеха. 2. Централизованная форма, при которой весь ремонтный персонал и все материально-технические средства сосредоточены в централизованных ремонтных цехах. Дежурные бригады состоят в штате централизованного цеха по ремонту технологического оборудования, осуществляющего ТОиР в данном производственном цехе, и подчиняющегося отделу (управлению) главного механика. При полной централизации ремонтной службы в производственных цехах работает только персонал, непосредственно участвующий в технологическом процессе. Такая организация типична для предприятий с небольшим количеством оборудования. Вторая форма считается более прогрессивной, поскольку в условиях специализированных цехов по ремонту оборудования можно подготовить более качественный персонал дежурных бригад и применить при проведении ТОиР современные способы и технические средства. Кроме того, при децентрализованной форме членам дежурной бригады трудно контролировать соблюдение правил технической эксплуатации персоналом сквозной технологической бригады, в состав которой они входят и руководителю которой они подчиняются. На практике обычно реализуется смешанная форма организации ремонтного хозяйства, при которой каждый производственный цех имеет небольшие мастерские для изготовления быстроизнашивающихся деталей и соответствующий штат ремонтников. При этом в службе главного механика имеются специализированные цехи для централизованного ремонта большей части деталей и механизмов металлургического оборудования. Уровень централизации УЦ ремонтной службы обычно определяют по численности ремонтников (реже – по стоимости выполненных работ) по формуле Уц = Чц Чц + Чт 28 ,