")
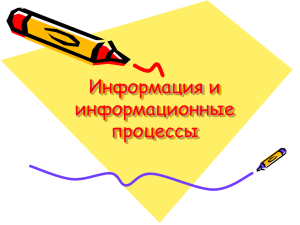
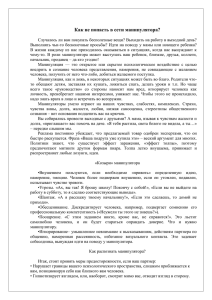
Министерство образования и науки Республики Татарстан Государственное автономное профессиональное образовательное учреждение «Технический колледж им. В.Д. Поташова» Специальность: 15.02.11 «Техническая эксплуатация и обслуживание роботизированного производства» Шифр: 150211.6088.9-6.00.00 Отчет по производственной практике (по профилю специальности) по ПМ 01 Осуществление комплекса работ по узловой сборке и пусконаладке манипуляторов на технологических позициях роботизированных участков на предприятии Завод двигателей ПАО «КАМАЗ» Разработал студент III курса Руководитель практики от предприятия, Должность________ __________________________________ (Ф.И.О. руководителя практики, подпись) Оценка ______________ «_21_» __06___ 2023г. Руководитель от места учебы Трегубов А.С._________ Оценка ____________ «21» ___06__ 2023г. Набережные Челны 2023 СОДЕРЖАНИЕ ЦЕЛИ И ЗАДАЧИ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ ................................ 3 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНА ТРУДА ................................................................................................ 4 1 КРАТКАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ: СТРУКТУРА ПРЕДПРИЯТИЯ, ПРАВИЛА ВНУТРЕННЕГО РАСПОРЯДКА, РАБОЧЕЕ МЕСТО НА ПЕРИОД ПРАКТИКИ И РУКОВОДИТЕЛИ ПРАКТИКИ ОТ ПРЕДПРИЯТИЯ ...................................................................................................... 6 2 РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ РАБОТЫ МАНИПУЛЯТОРА ............................................................................................... 8 3 СБОРКА МАНИПУЛЯТОРОВ НА ТЕХНОЛОГИЧЕСКИХ ПОЗИЦИЯХ .......................................................................................................... 11 4 ПУСКОНАЛАДКА МАНИПУЛЯТОРА НА ТЕХНОЛОГИЧЕСКИХ ПОЗИЦИЯХ .......................................................................................................... 14 5 РАЗРАБОТКА УП ОБРАБОТКИ НА СВЕРЛИЛЬНОМ СТАНКЕ С ЧПУ ........................................................................................................................ 16 6 РАЗРАБОТКА УП ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ .................................................................................................. 18 7 НАСТРОЙКА И КОНФИГУРИРОВАНИЕ ПРОГРАММИРУЕМЫХ ЛОГИЧЕСКИХ КОНТРОЛЛЕРОВ МАНИПУЛЯТОРОВ .......................... 20 8 РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ МАНИПУЛЯТОРОВ ........................................................................................... 22 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ. И ЛИТЕРАТУРЫ .... 24 2 ЦЕЛИ И ЗАДАЧИ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ Ознакомиться с целями и задачами учебной практики: Цели и задачи производственной практики. Требования безопасности труда, пожарной безопасности и охрана труда. Краткая характеристика предприятия: структура предприятия, правила внутреннего распорядка, рабочее место на период практики и руководители практики от предприятия. Расчет технологических параметров работы манипулятора Сборка манипуляторов на технологических позициях. Пусконаладка манипулятора на технологических позициях. Разработка УП обработки на сверлильном станке с ЧПУ Разработка УП обработки деталей на фрезерном станке с ЧПУ. Настройка и конфигурирование программируемых логических контроллеров манипуляторов Разработка управляющих программ для манипуляторов Обработка и анализ полученной информации, подготовка отчета по практике 3 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА, ПОЖАРНОЙ БЕЗОПАСНОСТИ И ОХРАНА ТРУДА Обязанности работника по охране труда: -соблюдать требования ОТ - правильно применять средства защиты - проходить обучение -Проходить медосмотры - извещать руководителя о несчастных случаях и ситуациях которые к ним могут привести - правильно использовать материалы и оборудование, применять технологии - следить за исправностью оборудования - известь руководителя о неисправностях, приостановить работу Инструкция по технике безопасности на производстве. Согласно закону, обязанности по составлению инструкций, а также проведению инструктажей по ОТ возлагаются на руководителей подразделений. Специалист по ОТ должен оказывать им методическую помощь. Содержание инструкций сильно разнится в зависимости от должности или квалификации специалиста. Одним из видов обучения на предприятии являются инструктажи. Четко разделяются несколько видов таких инструктажей: вводный ; первичный ; повторный; целевой; внеплановый . Для каждого из них предусмотрен отдельный порядок и периодичность проведения, которые подробно описаны в отдельных статьях. Обучение по ОТ в том или ином виде должен пройти весь штат предприятия, однако программы и длительность инструктажей заметно отличаются, поскольку зависят от должности, степени ответственности проходящего инструктаж. Проведение инструктажа следует фиксировать в журнале регистрации. 4 Обучение охране труда в учебном центре проходят руководители организации, его заместители, на которых приказом работодателя возложены обязанности по охране труда, руководители филиалов и их заместители, на которых приказом работодателя возложены обязанности по охране труда. Пожарная безопасность: -нельзя работать на неисправном оборудовании; -проводя ремонт или обслуживание станков, их надо отключать от питания; -нельзя чистить станки горючими или легковоспламеняющимися материалами; -на взрывоопасных производствах пользуются специальными инструментами и приспособлениями, которые при соприкосновении с металлами не образуют искр; -нельзя использовать открытый огонь для проведения каких-либо мероприятий по обслуживанию, ремонту или эксплуатации. 5 1 КРАТКАЯ ХАРАКТЕРИСТИКА ПРЕДПРИЯТИЯ: СТРУКТУРА ПРЕДПРИЯТИЯ, ПРАВИЛА ВНУТРЕННЕГО РАСПОРЯДКА, РАБОЧЕЕ МЕСТО НА ПЕРИОД ПРАКТИКИ И РУКОВОДИТЕЛИ ПРАКТИКИ ОТ ПРЕДПРИЯТИЯ ОАО «КАМАЗ» имеет более 110 дочерних и зависимых предприятий, владеет долями в уставных капиталах еще более 50 различных фирм и предприятий. Вместе они образуют «Группу КАМАЗ» В состав входят: «Автомобильный завод», ОАО «КАМАЗ- Металлургия», «Камский литейный завод», «Камский кузнечный завод», «Камский автомеханический завод», ОАО «Камский прессово-рамный завод», ОАО «КАМАЗ-Дизель», ЗАО «Ремдизель», ОАО «Торговофинансовая компания „КАМАЗ“», ОАО «Нефтекамский автозавод» (НЕФАЗ), ОАО «Автоприцеп-КАМАЗ» (Бывший СЗАП г.Ставрополь), Дилерский центр «Автосила», ОАО «КамазТехОбслуживание», ООО «КАМАЗавтотехника», ОАО «КамазИнструментСпецМаш», ОАО "КИП «Мастер», ООО «КАМАЗ-ФИНАНС», ОАО «КАМАЗ-КАПИТАЛ», «Научнотехнический центр» «ОАО КАМАЗ» и др. На территории Завода Двигателей находятся: -главный корпус, который состоит из сборочной и агрегатной части. -3 административных корпуса -корпус сборки колес -На заводе функционируют две основные службы, занимающие производством: Заместитель директора по сборочному производству и Заместитель директора по агрегатному производству. Сборочное производство состоит из: -Производство сборки двигателей. -Производство сборки деталей. -Производство сдачи двигателей. Агрегатное производство состоит из: 6 -Производство мостов -Механосборочное производство. Для предприятия характерно выделение элементов производственной структуры нескольких уровней: 1) для предприятия – цехи 2) для цеха – участки 3)для участка – рабочие места Основное производство машиностроительного предприятия, как правило включает в себя: заготовительные подразделения, обрабатывающие подразделения и сборочные подразделения. Кроме этого, в состав входят вспомогательные цехи и обслуживающие хозяйства. В производственную структуру предприятия вкючаются подразделения только производственного назначения. В производственную структуру не входят общезаводские хозяйства и учреждения по обслуживанию работающих, а также службы управления и охраны завода. Правила внутреннего распорядка: работа идет с 7:00 до 19:00, с 11:00 до 12:00 обед, перерывы: с 9:00 до 9:15, с 15:00 до 15:15 , с 17:00 до 17:10. 7 2 РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ РАБОТЫ МАНИПУЛЯТОРА Поворот вокруг оси Z (изменение φ1) осуществляется равномерно, так как первая производная от угла поворота постоянная величина φ1’ = (0,39t)’ = const Полный оборот совершается за время Т1=2π /(π/8)=16 с Вертикальное движение (изменение S1) циклично и осуществляется по закону синуса с периодом Т2: S1 = 0,3 - 0,3 sin ((π/24)t) Т2 = (2π)/(π/24) = 48 (сек) Горизонтальное движение (изменение S2) циклично и осуществляется по закону косинуса с периодом Т3: S2 = 1 - 0,4cos ((π/24)t) Т3 = (2π)/(π/24) = 48 (сек) Общее время цикла Т определяется как наименьшее общее кратное Т1, Т2, Т3: Т = 48 сек Движение рассматриваемого производственного робота циклично и повторяется через каждые 48 секунды. Формулы: Общая скорость точки D определяется из уравнения: 8 Ускорение есть вторая производная от каждого уравнения системы, определяющей положение точки D в пространстве в произвольный момент времени: Общее ускорение точки D определяется из уравнения: 9 рис. робот манипулятор,общие положения. 10 3 СБОРКА МАНИПУЛЯТОРОВ НА ТЕХНОЛОГИЧЕСКИХ ПОЗИЦИЯХ При проектировании технологического процесса с применением робота исходят из того, что производительность робота всегда выше производительности человека, но в тоже время необходимо учитывать “неадекватность" робота, его преимущества и недостатки. Необходимо также учитывать производственные условия, в которых будет работать робот, а также температурный режим, загазованность и запыленность воздуха, вибрации и другие факторы окружающей среды, влияющие на работу как манипулятора, так и системы управления робота. При выборе ПР для данного технологического процесса следят за соблюдением требований, предъявляемых к нему: -робот должен быть предназначен для выполнения функций соответствующих технологическому процессу; -должен обладать высокой перегрузочной способностью, т.е. отношение должно быть в пределах 3-4; -жесткие характеристикам требования к массогабаритным электродвигателя, это и диктуется энергетическим необходимостью перемещения рабочего органа ПР вместе с двигателем; -высокая точность позиционирования; -номинальная грузоподъемность; -соблюдение скоростных режимов перемещения заготовки. Компоновка промышленного робота существенно зависит от схемы расположения двигателей привода звеньев манипулятора. Возможны две принципиально отличающиеся схемы промышленных роботов - с двигателями приводов на подвижных звеньях и с двигателями на основании робота, иногда применяется комбинированная схема. Наиболее часто применяется схема с силовыми двигателями, расположенными на подвижных звеньях руки и кисти робота. Эта схема достаточно удобна для 11 программирования движений и управления ими. Если приводные двигатели расположены на основании робота, то программирование движений звеньев затрудняется из-за наличия планетарного механизма со сложной кинематической связью между углами поворота валов двигателей и относительными углами поворота звеньев руки, тем более, что при данной схеме конструкция самого манипулятора усложняется. В виду того, что наш технологический процесс ориентирован на то, чтобы манипулятор имел высокую степень маневренности, высокую точность позиционирования, легкость программирования движений звеньев, то остановимся на схеме манипулятора, у которого приводные двигатели расположены на подвижных звеньях руки робота. Проанализировав технологический процесс, определив при этом наиболее подходящую схему манипулятора и соблюдая все требования, предъявляемые к ПР, остановимся на электромеханическом роботе Виктора Шеймана модели “ Стенфорд Арм”. Этот робот управляется от ЭВМ и может использоваться как для производственных, так и для научных целей. Каждое из исполнительных звеньев манипулятора робота приводится в движение системой электродвигатель-редуктор (волновой или червячный). Манипулятор "Стэнфорд Арм": -имеет шесть степеней свободы рабочего органа, не считая движения схвата; -пять движений исполнительного устройства вращательные, а шестое линейное (продольное перемещение руки прямоугольного сечения, которое осуществляется в направляющих качения); -продольный ход руки 800 мм; -рабочей зоной является почти полная сфера диаметром 2000 мм; -грузоподъемность 5 кг; 12 -предмет манипулирования может перемещаться рукой манипулятора из любой точки рабочего пространства в другую, наиболее удаленную, за 2 с; -максимальная линейная скорость рабочего органа манипулятора 5 м/с (обычно линейные скорости движения рабочего органа не превышают 1,1 м/с); -точность позиционирования 1 мм; В цепях обратных связей управления всеми движениями рабочего органа манипулятора установлены потенциометры, оптические кодовые датчики или позиционные резольверы, а также аналоговые или числовые датчики скорости (в зависимости от назначения манипулятора). По командам ЭВМ включаются приводные электродвигатели, изменяется скорость движения рабочего органа манипулятора, а также осуществляется его позиционирование (после торможения) в нужной точке рабочего пространства 13 4 ПУСКОНАЛАДКА МАНИПУЛЯТОРА НА ТЕХНОЛОГИЧЕСКИХ ПОЗИЦИЯХ Пусконаладочные работы (ПНР) – это комплекс работ, который необходим для ввода оборудования в эксплуатацию на предприятии заказчика. Пусконаладочные работы можно разделить на несколько этапов: 1. Проверка выполнения рекомендаций при монтаже оборудования, выявление возможных нарушений. 2. Проверка работ, связанных с подключением оборудования к необходимым энергоносителям, согласно требованиям для каждой единицы оборудования. 3. Запуск оборудования. Производится необходимая регулировка узлов и агрегатов оборудования. Тестирование любых видов автоматики, охлаждений, защит. Настройка ПО (программного обеспечения), если таковое установлено на оборудовании. 4. Проверка оборудования на холостом ходу и других режимах согласно правилам эксплуатации оборудования. 5. Инструктаж персонала Заказчика по работе и обслуживанию оборудования. 6. Подписание актов выполненных работ. Проведение пусконаладочных работ специалистами исключит любые риски нарушений при запуске оборудования в эксплуатацию, позволит выявить возможные нарушения при монтаже и подключении оборудования, а также получение рекомендации по правильной эксплуатации оборудования на весь срок службы. 14 Что необходимо выполнить Заказчику перед вызовом специалистов на ПНР: 1. Подготовить фундамент, согласно руководству по эксплуатации Оборудования. 2. Произвести распаковку и расконсервацию Оборудования. 3. Установить Оборудование на фундамент, согласно руководству по эксплуатации. 4. Подвести в рабочую зону Оборудования необходимые коммуникации, согласно руководству по эксплуатации. 5. Произвести заземление Оборудования. 6. Подготовить и залить в необходимом количестве масло и смазочные материалы, согласно руководству по эксплуатации. 7. Обеспечить мерительный инструмент, если он необходим. 8. Выделить при необходимости подсобных рабочих которые в и грузоподъемные механизмы. 9. Назначить ответственных лиц, процессе пусконаладочных работ проходят инструктаж по работе с Оборудованием. 15 5 РАЗРАБОТКА УП ОБРАБОТКИ НА СВЕРЛИЛЬНОМ СТАНКЕ С ЧПУ N5 T1 M06 N10 G00 X-62.548 Y-9.885 Z15.000 N15 Z2.000 N20 G01 Z-65.000 N25 G03 X-52.015 Y-0.448 I0.548 J9.985 K0.000 N30 G03 X-62.340 Y10.094 I-9.985 J0.548 K0.000 N35 G01 X-79.653 Y9.804 N40 X-79.628 Y10.004 N45 X-79.578 Y10.405 N50 X-79.525 Y10.805 N55 X-79.470 Y11.205 N60 X-79.413 Y11.605 N65 X-79.355 Y12.004 N70 X-79.294 Y12.403 N75 X-79.231 Y12.802 N80 X-79.166 Y13.200 N85 X-79.099 Y13.598 N90 X-79.030 Y13.996 N95 X-78.960 Y14.393 N100 X-78.887 Y14.790 N105 X-78.812 Y15.187 N110 X-78.735 Y15.583 N115 X-78.656 Y15.979 N120 X-78.575 Y16.374 N125 X-78.493 Y16.770 N130 X-78.408 Y17.164 N135 X-78.321 Y17.558 N140 X-78.232 Y17.952 N145 X-78.141 Y18.345 16 N150 X-78.048 Y18.738 N155 X-77.954 Y19.131 N160 X-77.857 Y19.522 N165 X-77.758 Y19.914 N170 X-77.658 Y20.305 N175 X-77.555 Y20.695 N180 X-77.450 Y21.085 N185 X-77.344 Y21.474 N190 X-77.235 Y21.863 N195 X-77.125 Y22.251 N200 X-77.012 Y22.639 N205 X-76.898 Y23.026 N210 X-76.781 Y23.413 N215 X-76.663 Y23.798 N220 X-76.543 Y24.184 N225 X-76.420 Y24.568 N230 X-76.296 Y24.952 N235 X-76.170 Y25.336 N240 X-76.042 Y25.719 N245 X-75.912 Y26.101 N250 X-75.780 Y26.482 N255 X-75.646 Y26.863 N260 X-75.511 Y27.243 N265 X-75.373 Y27.623 N270 X-75.234 Y28.002 М5 17 6 РАЗРАБОТКА УП ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ N5 T1 M06 N1945 X-76.532 Y-23.911 N1950 X-76.653 Y-23.527 N1955 X-76.771 Y-23.142 N1960 X-76.887 Y-22.757 N1965 X-77.001 Y-22.371 N1970 X-77.113 Y-21.985 N1975 X-77.224 Y-21.598 N1980 X-77.332 Y-21.211 N1985 X-77.439 Y-20.823 N1990 X-77.543 Y-20.434 N1995 X-77.646 Y-20.045 N2050 X-78.644 Y-15.734 N2055 X-78.723 Y-15.340 N2060 X-78.800 Y-14.945 N2065 X-78.875 Y-14.549 N2070 X-78.948 Y-14.154 N2075 X-79.019 Y-13.758 N2150 G01 Z-20.000 N2155 G03 X-52.375 Y-8.498 I40.980 J-33.335 K0.000 N2160 G03 X47.989 Y-21.468 I52.130 J8.592 K0.000 N2165 G03 X38.445 Y36.164 I-48.196 J21.625 K0.000 N2170 G03 X-41.254 Y33.563 I-38.719 J-35.936 K0.000 N2175 G03 X-41.410 Y31.831 I1.207 J-0.982 K0.000 N2180 G02 X-41.518 Y30.094 I-1.422 J-0.783 K0.000 N2185 G03 X-20.823 Y-46.527 I41.316 J-29.946 K0.000 N2190 G03 X34.842 Y-36.891 I20.620 J46.480 K0.000 18 N2195 G03 X-8.911 Y50.427 I-35.041 J37.062 K0.000 N2200 G03 X-41.518 Y30.094 I8.709 J-50.279 K0.000 N2205 G03 X-41.053 Y29.198 I0.458 J-0.332 K0.000 N2210 G02 X-40.580 Y28.305 I0.007 J-0.568 K0.000 N2215 G03 X-45.217 Y20.048 I40.351 J-28.089 K0.000 N2220 G03 X-35.672 Y-33.956 I45.137 J-19.868 K0.000 N2225 G03 X48.178 Y8.812 I35.432 J34.115 K0.000 N2230 G03 X-40.580 Y28.305 I-48.408 J-8.596 K0.000 N2235 G03 X-40.606 Y26.632 I1.230 J-0.856 K0.000 N2240 G02 X-40.585 Y24.958 I-1.311 J-0.853 K0.000 N2245 G03 X8.061 Y-46.465 I40.299 J-24.830 K0.000 N2250 G03 X18.384 Y43.688 I-8.238 J46.611 K0.000 N2255 G03 X-32.865 Y34.467 I-18.647 J-43.389 K0.000 N2260 G03 X-40.585 Y24.958 I32.579 J-34.339 K0.000 N2265 G03 X-40.059 Y24.107 I0.477 J-0.294 K0.000 N2270 G02 X-39.524 Y23.261 I0.050 J-0.561 K0.000 N2275 G03 X-44.932 Y-8.457 I39.235 J-23.011 K0.000 N2280 G03 X41.762 Y-17.394 I44.686 J8.523 K0.000 N2285 G03 X32.263 Y32.020 I-41.924 J17.561 K0.000 N2290 G03 X-39.524 Y23.261 I-32.551 J-31.770 K0.000 N2295 G03 X-39.414 Y21.526 I1.340 J-0.786 K0.000 N2300 G02 X-39.248 Y19.796 I-1.292 J-0.997 K0.000 М5 19 7 НАСТРОЙКА И КОНФИГУРИРОВАНИЕ ПРОГРАММИРУЕМЫХ ЛОГИЧЕСКИХ КОНТРОЛЛЕРОВ МАНИПУЛЯТОРОВ Программирование ПЛК производится в среде программирования CoDeSys версии 2.3.9.41.Начинаю с конфигурирования ПЛК. Конфигурация производится во вкладке «Конфигурация ПЛК». Здесь задаю задействованные в проекте выходные элементы (ВЭ), модуль обмена данными, протокол по которому будут передаваться данные, а также расположение переменных в памяти ввода-вывода ПЛК. Программирование ПЛК производим на языке «CFC».Этот язык предназначен для проектирования систем управления непрерывными технологическими процессами. Проектирование сводится к выбору из библиотек готовых функциональных блоков, их позиционированию на экране, установке соединений между их входами и выходами, а также настройке параметров выбранных блоков. Первым делом переходим в настройку подключения «Конфигурирование ПЛК» Настройки подключения панели оператора ИП-320. Для связи ПЛК 150 и ИП320 можно использовать интерфейс связи RS-485 или RS-232. В данном шаблоне используется RS-232 При настройке необходима в 1 строке установить скорость обмена информацией 115200 – корректней всего, в 6 строке нужно установить протокол RTU, а не ASCII т.к. панель управления работает только в протоколе RTU. Использование шаблона позволяет сэкономить время на создания действующего проекта, минимизировать ошибки при создании регистров и привязки передаваемых параметров на контрольную панель. Шаблон подходит к ПЛК 150 (Slave) и ИП320 (Master). При необходимости можно легко редактировать шаблон под свои нужды: добавка регистров памяти ввода-вывода, настройка интерфейса связи, скорости обработки данных самим ПЛК и т. д. 20 Настройка подключения ПЛК и ИП-320 завершено. Программирование МДВВ.Настройка подключения МДВВ производим по ModBus (Master) интерфейс связи RS-485, для того чтобы ПЛК был мастером для МДВВ и мог управлять входами и выходами. Нажмите правой кнопкой мыши на пункте ModBus (Master), в появившемся контекстном меню выберите пункт добавить подэлемент. Здесь мы выбираем уже настроенную конфигурацию МДВВ. В нашем случае будем использовать стандартную конфигурацию. Выберите пункт OWEN_MDVV. В окне справа выберите вкладку «Параметры модуля». В столбце «Значения» введите параметры, как показано на (рис. 3). В параметре Module Slave Address вы может задать удобный вам адрес прибора МДВВ, кратный 8. Например, 24. Напомню, что адреса модулей и других подчиненных устройств, работающих с ПЛК по одному интерфейсу, не должны совпадать. Разверните модуль OWEN_MDVV[VAR]. Раскроется список оперативных параметров, которые будут передаваться контроллером на МДВВ в процессе работы. Есть выбор конкретной работы прибора входов и выходов: Value on output, Value on input – используется для приема данных со счетчиков целочисленные от 0 до 1000. Это позволяет управлять не только включенным или выключенным состоянием выхода, но и задавать скважность замыкания/размыкания выходного устройства (режим ШИМ). PWM period on output [SLOT] - это режим ШИМ выходов. Также если в вашем проекте один или несколько выходов МДВВ не используются, вы можете их не опрашивать, заменив пустым элементом EmptyMdbb. Для этого нажмите правой кнопкой на элементе, который не планируете использовать, например на Value on output 1[SLOT]. В контекстном меню выберите пункт заменить элемент, а затем EmptyMdbb (см. рис.4). В случае, если выходы МДВВ не планируется использовать в режиме ШИМ, модули PWM period on output [SLOT] рекомендуется заменять пустыми модулями. 21 8 РАЗРАБОТКА УПРАВЛЯЮЩИХ ПРОГРАММ ДЛЯ МАНИПУЛЯТОРОВ 1. Разработка структуры системы управления.Для управления работой манипулятора следует подавать в определенной последовательности сигналы на ИМ1-1, ИМ1-2, ИМ2-1, ИМ2 2, ИМ3-1, ИМ3-2, ИМ4-1, ИМ4-2, ИМ5-1, ИМ5-2 и учитывать выходные сигналы с КВ1-1, КВ1-2, КВ2-1, КВ2-2, КВ3-1, КВ3-2, КВ4-1, КВ4-2. Исходя из всего вышесказанного, можно получить следующую общую схему системы управления: Входы "Фотодатчик 1" и "Фотодатчик 2" служат для распознания типа детали. Технический процесс работы манипулятора и всей линии в целом проходит под управлением устройства автоматики в соответствии с командами программы пользователя. С помощью этой программы устройство автоматики обрабатывает сигналы, поступающие на входы от датчиков процесса. Результат обработки сигналов далее выдается через выходы на управляющие процессом механизмы. 2 Функциональная блок-схема алгоритма управления промышленным роботом.Для составления программы управления роботом составим концептуальную блок-схему алгоритма управления: Алгоритм включения меркера М0.0 (сегмент 1) ЕСЛИ нажата кнопка "ПУСК" (Е33.5 сигнал 1) ИЛИ нажата кнопка "Тара 1 сменена" (Е33.2 сигнал 1) ИЛИ нажата кнопка "Тара 2 сменена" (Е33.3 сигнал 1) И-НЕ нажата кнопка "СТОП" (Е33.4 сигнал 0) ТОГДА взводится триггер (S/R) (М2.2 S=1) И включается меркер М0.0 (М0.0 сигнал 1) ЕСЛИ нажата кнопка "СТОП" (Е33.4 сигнал 1) ИЛИ сработал КВ2-1 (Е32.2 сигнал 1) И включен "Переполнение тары 1" (А33.2 сигнал 1) 22 ИЛИ сработал КВ2-1 (Е32.2 сигнал 1) И включен "Переполнение Тары 2" (А33.3. сигнал 1) ТОГДА сбрасывается триггер (S/R) (M2.2 R=1) И включается меркер М0.0 (М0.0 сигнал 0) 2 Алгоритм включения меркера М0.1 (сегмент 2) ЕСЛИ сработал "фотодатчик 1" (Е33.0 сигнал 1) И сработал "фотодатчик 2" (Е33.1 сигнал 1) ТОГДА взводится триггер (S/R) (М2.3 S=1) И включается меркер М0.1 (М0.1 сигнал 1) ЕСЛИ сработал КВ1-2 (Е32.1 сигнал 1) И "Схват открыт" (А33.1 сигнал 1) ТОГДА сбрасывается триггер (S/R) (М2.3 R=1) И выключается меркер М0.1 (М0.1 сигнал 1) 3 Алгорим включения "Схват закрыт" (сегмент 3) ЕСЛИ включен меркер М0.0 (М0.0 сигнал 1) И сработал КВ2-1 (Е32.2 сигнал 1) ТОГДА включить таймер (SS) (Т1: Т!-!S) И через время t=0,7 сек (КТ0007.2) включится "Схват закрыт" (А33.0 сигнал1 ) ЕСЛИ сработал КВ4-2 (Е32.7 сигнал 1) ИЛИ включен меркер М0.1 (М0.1 сигнал 1) И сработал КВ1-2 (Е32.1 сигнал 1) ТОГДА сбросить таймер (SS) (Т1: R=1) И выключится "Схват закрыт" (А33.0 сигнал 0) 4 Алгоритм включения ИМ2-1 (сегмент 4) ЕСЛИ "Схват закрыт" (А33.0 сигнал 1) И включен меркер М0.0 (М0.0 сигнал 1) И сработал КВ2-1 (Е32.2 сигнал 1) ТОГДА взводится триггер (S/R) (М1.0 S=1) И включается ИМ2-1 (А32.2 сигнал 1) 23 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ. И ЛИТЕРАТУРЫ Основные источники: Delphi. Программирование на языке высокого уровня: Учебник для вузов / В. В. Фаронов. – СПб.: Питер, 2004. – 640 с lamsystems-it.ru otherreferats.allbest.ru studfile.net studopedia.org КАMAZ Стандартизация разработки программных средств: учеб. пособие / В. А. Благодатских, В. А. Волнин, К. Ф. Поскалов Дополнительные источники: Электронная библиотека https://znanium.com/. 24