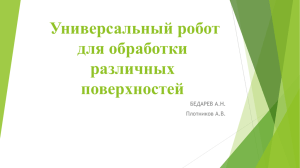
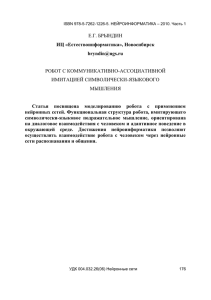
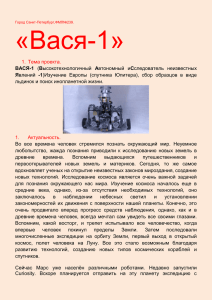
Содержание Введение…………………………………………………………….......... 1 Теоретическая часть 1.1 Описание компоновки роботизированного технологического комплекса и используемого в нем оборудования …………………….. 1.2 Описание конструкции, кинематической схемы используемого в РТК промышленного робота и принцип работы его приводов ……… 1.3 Конструкция и принцип работы захватного устройства для заданной детали …...…………………………………………………….. 2 Практическая часть 2.1 Расчет захватного устройства промышленного робота…………. 2.2 Проведение монтажных и пуско-наладочных работ РТК 2.3 Проведение ремонтных работ промышленного робота.... 2.4 Программирование РТК для захвата и перемещения заданной детали…………………………………………………………………… 3 Общие требования по безопасности при интеграции промышленных роботов ….…………………………….…………………………………….. Заключение………..……………………………………………………...... Список используемых источников информации ……………………….. Приложение А. Чертеж планировки РТК и спецификация Б. Сборочный чертеж захватного устройства и спецификация В. Чертеж детали Г. Программа управления РТК Изм. Лист №документа Подпись Дата м.Разраб. Кулик К.К. Провер. Горегляд М.С. Н. Контр. Петренко С.В. Утв. ДП 15.02.11. 2023.09.ПЗ Лит. Пояснительная записка Лист Листов 3 ГБПОУ КСТ гр.СРП-412/20 гр.К11/12ТМИ Тема: "Монтаж и пусконаладка робототехнического комплекса с использованием шарнирного робота для захвата и перемещения детали 412.20.009 Втулка". Предмет исследования: монтаж и пусконаладка робототехнического комплекса с шарнирным роботом для захвата и перемещения детали. Объект исследования: робототехнический комплекс с шарнирным роботом и захватным устройством для детали 412.20.009 Корпус. Актуальность: В современной промышленности все большую роль играет автоматизация технологических процессов с целью увеличения производительности и улучшения качества выпускаемой продукции. Внедрение роботизированных систем значительно снижает воздействие человеческого фактора и обеспечивает непрерывность выполнения операций. Важно правильно установить и настроить эти комплексы, учитывая особенности обрабатываемых деталей, что непосредственно влияет на успешную работу системы. Проблема: Основной целью проекта является разработка специализированного захватного устройства для шарнирного робота, который входит в состав робототехнического комплекса. Это устройство должно быть спроектировано таким образом, чтобы обеспечить надежный захват и управление уникальной деталью - 412.20.009 Корпус. Несмотря на продвижение робототехники, на российском рынке ограничен набор доступных решений по захватным механизмам, адаптированным для конкретных задач. Поэтому требуется самостоятельная разработка конструкции захватного устройства с учетом особенностей целевой детали. Задачи: 1. Исследование архитектуры и компоновки роботизированной системы. Оценка структуры и взаимодействия компонентов, таких как промышленный робот, периферийные устройства, система транспортировки и прочее. Рассмотрение взаимного расположения элементов и их влияние на эффективность работы комплекса. 2. Исследование конструкции манипулятора, его кинематической схемы и принципа работы приводов шарнирного робота. Особое внимание уделено количеству и типам кинематических пар, а также особенностям привода каждого из звеньев. 3. Для разработки конструкции захватного устройства для детали 412.20.009 "Корпус" необходимо учитывать его размеры, массу, форму и другие параметры. Определение типа захвата (импульсный, фрикционный и др.), а также количество и расположение захватных элементов играют важную роль в проектировании захватного механизма. Также необходимо провести анализ требований к безопасности при захвате и удержании детали, чтобы избежать повреждений или несчастных случаев. 4. Расчеты для обеспечения надежности захватного устройства. Проведение необходимых инженерных расчетов для обеспечения требуемых усилий захвата, прочности и долговечности элементов захватного механизма. 5. Организация и проведение монтажа и пусконаладки системы. Разработка подробного плана монтажных работ, согласование сроков и ресурсов. Аккуратное выполнение сборки и подключения всех узлов и оборудования. Проведение пусконаладочных испытаний, настройка всех параметров системы, тщательная проверка ее работоспособности. 6. Проведение комплексного ремонта промышленного робота. Включает в себя диагностику неисправностей, замену изношенных деталей и узлов манипулятора, а также тщательное тестирование для восстановления его эффективности. 7. Разработка и программирование алгоритмов управления роботизированным комплексом. Создание программного обеспечения для координации перемещений робота, его взаимодействия с периферийным оборудованием и выполнения заданных действий. Методология: Комплексный подход с использованием методов анализа, расчета, моделирования, синтеза. 1 Теоретическая часть 1.1 Описание компоновки роботизированного технологического комплекса Роботизированный технологический комплекс — это гибкая производственная система, в которой промышленные роботы реализуют всю технологию производства Роботизированные за исключением сварочные управления комплексы и контроля. обладают высокой функциональностью и обеспечивают максимальную гибкость в применении, что позволяет значительно увеличить производительность и сократить до минимума производственные издержки. Робототехнические комплексы (далее — РТК) используются в различных отраслях промышленности, а также в научных исследованиях и разработках. Они могут быть использованы для автоматизации производственных процессов, выполнения сложных операций, а также для проведения научных экспериментов. В промышленности РТК используются для выполнения таких задач, как сварка, покраска, сборка, упаковка и другие операции, требующие высокой точности и повторяемости. Также они могут быть использованы в качестве манипуляторов для перемещения тяжелых грузов или опасных материалов. В научных исследованиях РТК используются для проведения экспериментов, требующих высокой точности и контроля. Например, они могут использоваться для изучения поведения роботов в сложных условиях, для тестирования новых технологий или для исследования поведения материалов при высоких температурах или давлениях. Кроме того, РТК могут использоваться в образовательных учреждениях для обучения студентов робототехнике и программированию. Они также могут быть использованы для создания прототипов новых продуктов или для разработки новых технологий. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 4 Основным вспомогательным РТК является робот. Он выполняет операции, такие как перемещение деталей, их обработка и т. д. Робот может быть, как автономным, так и управляемым оператором. Для того чтобы робот мог выполнять свои функции, ему нужна технологическая оснастка. Она включает в себя различные приспособления, которые позволяют роботу работать с различными деталями. Например, это могут быть зажимы, держатели, направляющие и т. д. Система управления роботом — это еще один важный элемент РТК. Она обеспечивает управление роботом и контроль над его работой. Система управления может быть, как встроенной в робота, так и внешней. Информационная система РТК служит для сбора и обработки данных о работе робота. Она может включать в себя датчики, камеры, устройства ввода—вывода и другое оборудование. Информационная система позволяет контролировать процесс работы робота и вносить корректировки при необходимости. Также бывают разные классификации РТК: Комплексы различаются по характеру производства: По виду технологического процесса комплексы бывают предназначенными для: Робототехнические комплексы технологического оборудования производятся по типу основного и сварочные, режущуе, бывают: покрасочные, сборочные, распиловочные, шлифованные, полировочные, сверлящие, фрезеровочные, токарные, лазерно—резочные Также комплексы различают по типу применяемых роботов и числу единиц обслуживаемого оборудования. Показателями, которыми характеризуется РТК являются: Объем выпускаемых партий продукции, без переналадки комплекса; Номенклатурой выпускаемых видов продукции. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 5 По компоновке комплексы распределяются на 3 типа: 1. Линейные 2. Круговые 3. Линейно—круговые Сейчас приведем пример РТК механообработки. РТК токарной обработки деталей массой до 160 кг. Многопозиционный РТК предназначенные для токарной обработки валов в условиях серийного производства. Способы установки обрабатываемых деталей: в самоцентрирующемся патроне; в самоцентрирующемся патроне и заднем центре; в центрах. Применение РТК обеспечивает; увеличение производительности оборудования на 20 — 25% в результате высокой концентрации операций на станках с ЧПУ и сокращения вспомогательного времени; сокращение простоев оборудования благодаря гибкой системе транспортирования и параллельной работе оборудования; сокращение затрат на средства автоматизации, так как один ПР обслуживает несколько станков; ликвидацию тяжелого, неквалифицированного труда операторов путем автоматизации загрузки — выгрузки деталей массой до 160 кг в условиях частой смены обрабатываемых изделий; быструю и легкую переналадку оборудования при смене объектов производства; высвобождение четырех производственных рабочих. В дипломной работе используется РТК похожего типа, но с различиями по сравнению с системой на рисунке 1. Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ Лист 6 Рисунок 1 — Многопозиционный РТК мод. АСВР—05 Как вспомогательная зона РТК для перемещения заготовок, будут использованы поворотные радиусные ленточные конвейера с модульной лентой, пример продемонстрирован на рисунке 2. Рисунок 2 — Стол ленточный СЛ-6014 Роликовые столы для производства представляют собой специализированное оборудование, предназначенное для перемещения различных грузов, материалов и деталей в процессе производства. Они являются неотъемлемой частью многих производственных линий и операций, обеспечивая эффективное и безопасное перемещение объектов между различными этапами обработки. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 7 Роликовые столы обычно состоят из металлической рамы, на которой установлены ряды роликов. Ролики могут быть изготовлены из различных материалов, таких как сталь, пластик или полиуретан, в зависимости от типа перемещаемых грузов и требуемой нагрузки. Основные типы роликовых столов: 1. Горизонтальные: Используются для перемещения объектов по прямой линии. Они могут иметь одну или несколько линий роликов для перемещения грузов разной ширины. 2. Наклонные: Предназначены для перемещения материалов под углом. Угол наклона может быть различным, обычно от 5 до 30 градусов. 3. Вертикальные: Используются при необходимости вертикального перемещения грузов. Они могут быть оснащены специальными захватами для удержания груза во время подъема. 4. Поворотные: Обеспечивают возможность поворота перемещаемого объекта на заданный угол. Поворот может осуществляться как по часовой стрелке, так и против часовой стрелки. В дипломной работе используется Стол ленточный СЛ-6014 изображенный на рисунке 2. Этот ленточный стол является мощным и эффективным оборудованием, способным переработать до 20 тонн сырья в час. Благодаря широкой ленте размером 1400 мм, обеспечивается быстрая и плавная подача материала. Рабочая длина стола составляет 6 метров, что позволяет работать с крупными партиями сырья. Одним из преимуществ данного оборудования является возможность регулировки высоты рабочей поверхности в диапазоне от 900 до 1300 миллиметров. Таким образом, стол может быть адаптирован под различные виды сырья и производственные нужды. Габариты стола составляют от 4800 до 6300 миллиметров в длину и 2000 миллиметров в ширину при высоте 1700 миллиметров, что обеспечивает достаточно места для комфортной работы оператора. Весит этот мощный агрегат 820 килограмм. В РТК будет использован станок горизонтальный фрезерный центр с ЧПУ SINO HMC500, рисунок 3. Рисунок 3 — Горизонтальный фрезерный центр с ЧПУ SINO HMC500 Горизонтально—фрезерные обрабатывающие центры с ЧПУ серии HMC обеспечивают высокую эффективность и стабильность при максимальной нагрузке во время процесса резания. Станки серии HMC предназначены для обработки применяемых во всех промышленности, особо отраслях энергетическом сложных корпусных машиностроения: машиностроении, деталей, автомобильной аэрокосмической отрасли, приборостроения, производстве комплектующих для нефтедобычи и во многих других отраслях. Станина. Массивная конструкция станины выполнена из чугуна. Колонна и основание усилены специальными поперечными ребрами жесткости, которые препятствуют возникновению вибраций и колебаний шпиндельной бабки. Анализ методом конечных элементов используется для проверки всех отливок, чтобы гарантировать высокую жесткость конструкции и свести к минимуму деформацию. Благодаря широкой монолитной станине с линейными направляющими и высококачественной ШВП для высоких нагрузок исключается возможность провисания стола. Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ Лист 8 Направляющие. Для осей станка предусмотрены высокоскоростные, высокоточные линейные направляющие качения роликового типа, которые обеспечат безукоризненное выполнение самых сложных типов обработки, в том числе при обработке с малой величиной хода, применяющихся в таких отраслях, как аэрокосмическая, автомобильная и медицинская промышленность, а также при производстве штампов и пресс—форм. ШВП. ШВП класса С3 с двойными гайками обеспечивают высокую точность и длительный срок службы. Кроме того, конструкция с предварительным натягом по всем осям исключает тепловую деформацию и обеспечивает исключительную точность станка. Подшипники. В ШВП станков Sino устанавливаются высокоточные и сверхпрочные подшипники NSK, обеспечивающие плавность перемещения осей. Производители проводят исследование подшипников сразу по четырём направлениям: трибологии, материаловедению, технологиям анализа и механотронике. Что позволяет постоянно улучшать свойства подшипников и создавать изделия, отвечающие самым требовательным видам механической обработки. Система быстрых линейных перемещений. Использование серводвигателей с прямым приводом увеличивает способность осей нести большую нагрузку и обеспечивает высокую динамическую точность и плавное ускорение/замедление. Система автоматической смены инструмента. Стандартная вместимость инструментального магазина станка составляет 24 позиции и устанавливается сбоку. Держатель инструмента сделан из индустриальной пластмассы, имеет малый вес и невосприимчив к коррозии. Жесткая конструкция инструментального магазина позволяет производить смену инструмента с высокой скоростью, в том числе и тяжелого инструмента. Опционально возможна установка магазина инструментов на 40 позиций. Система охлаждения. Станок оснащён высокопроизводительным погружным насосом и баком для СОЖ большой ёмкости. На торце Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 9 шпиндельной бабки расположены сопла, через которое подаётся СОЖ на инструмент и заготовку. Пневматическая система. Пневматическая система подготавливает воздух, очищая его от загрязнений и влаги. Блок электромагнитных клапанов контролирует программу с помощью, чтобы обеспечить быстрое и правильное выполнение смены инструмента. Каждый раз, когда происходит смена инструмента, из центра шпинделя выдувается чистый сжатый воздух для очистки внутреннего отверстия шпинделя и хвостовика инструмента, что повышает точность и жёсткость крепления шпинделя и инструмента и увеличивает срок службы шпинделя. Промышленный робот в дипломном проекте будет использоваться KR AGILUS KR 10 R1100—2 HO, представлено на рисунке 4. Рисунок 4 — Промышленный робот KR AGILUS KR 10 R1100—2 HO Промышленный робот KR Agilus KR 10 R1100—2 является одним из самых компактных и мощных роботов на рынке. Он обладает грузоподъемностью до 10 кг и радиусом действия до 1100 мм, что позволяет ему выполнять широкий спектр задач. Робот имеет 6 осей и контроллер KR C2 Compact, что обеспечивает высокую точность и скорость работы. Операционная система Microsoft Windows Embedded позволяет легко программировать и настраивать робота. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 10 Рисунок 5 — Технические характеристики промышленного робота KR AGILUS KR 10 R1100—2 HO Рисунок 6 — Диапазон движений осей промышленного робота KR AGILUS KR 10 R1100—2 HO Рисунок 7 — кинематическая схема робота KR AGILUS KR 10 R1100—2 HO KR Agilus KR 10 R1100—2 имеет множество интерфейсов связи, включая Ethernet, RS—232 и USB, что делает его универсальным и совместимым с различными системами. Робот работает от сети 100—240 В и имеет размеры 1200x700x1800 мм. Вес робота составляет около 300 кг, что позволяет легко перемещать его по производственной площадке. Робот оснащен системами безопасности, включая систему предотвращения столкновений и систему аварийного останова, а также имеет высокую степень защиты от пыли и влаги. KR Agilus KR 10 R1100—2 может работать с различными материалами и изделиями, что делает его идеальным выбором для широкого спектра промышленных приложений. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 11 Рисунок 7 — Программируемый логический контроллер Siemens LOGO! 230RCE Программируемый логический контроллер (или ПЛК) - это специализированный компьютер, который используется для контроля и управления различными автоматизированными системами. Он работает по заранее написанному алгоритму, который может быть изменен или дополнен в зависимости от потребностей системы. ПЛК используются в различных отраслях промышленности, включая производство, транспорт, энергетику и т.д. Они позволяют автоматизировать процессы, снижать затраты на труд и повышать эффективность работы. Одним из примеров ПЛК является Siemens LOGO!230RCE. Этот контроллер предназначен для управления роботами и другими устройствами на производстве. Он имеет ряд преимуществ, таких как простота использования, надежность и возможность интеграции с 1.2 Описание конструкции используемого в РТК промышленного робота Робот KR AGILUS KR 10 R1100—2, разработанный компанией KUKA, является шестиосевым роботом, способным работать с высокими скоростями. Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ Лист 15 Его универсальность позволяет использовать его в различных областях применения. KR AGILUS KR 10 R1100—2 возможно монтировать в любом положении — на полу, потолке или стене. Он обеспечивает высокую точность даже в ограниченных пространствах благодаря интегрированной системе энергоснабжения и проверенной технологии управления KUKA. Этот робот имеет грузоподъемность до 11 кг и длину руки 1101 мм. KR AGILUS KR 10 R1100—2 обеспечивает максимальную повторяемость и постоянную точность. KR AGILUS обладает защитой от электростатического разряда, что делает его идеальным для использования в производстве электроники. Система энергоснабжения KR AGILUS KR 10 R1100—2 интегрирована, что позволяет оптимально использовать пространство Робот с максимальной грузоподъемностью 11 кг и максимальным радиусом действия 1101 мм. Робот будет установлен на полу. Особенности этого робота включают быстроту ввода в эксплуатацию, интуитивно понятный пользовательский интерфейс и управление через smartPAD pro. Он также имеет опцию предварительно сконфигурированного захвата и может измерять усилия процесса с помощью датчиков крутящего момента на шарнирах. Робот поддерживает HRC и обеспечивает простое техническое обслуживание с использованием зон вмешательства. Внутренняя кабельная трасса обеспечивает подачу питания, а быстрая смена задач и подключение к экосистеме iiQKA упрощают работу. Робот имеет большой рабочий радиус и занимает мало места. Он проверен в промышленности и сочетает в себе преимущества обычного робота и кобота. Технические характеристики робота включают точность повторного позиционирования ±0,02 мм, 6 осей, площадь рабочей зоны 208×208 мм и диапазон рабочих температур от 0° C до 45° C. Робот управляется контроллерами KR C5 micro или KR C4 compact и весит 53 кг. Лист Изм Лист №докум. Подпись Дата ДП 15.02.11. 2023.09.ПЗ 12 На фото 5 продемонстрированно направления вращений осей робота. Рисунок 5 — Направление вращения осей робота На следующем рисунке показано возможное ограничение диапазона движения оси 1 в зависимости от угла наклона робота. Рабочее пространство продемонстрированно на рисунке 6, оно должно быть ограниченым необходимым минимальным размером. Рабочее пространство должно быть защищено соответствующими средствами защиты. Защитные устройства (например, защитные ворота) должны располагаться внутри зоны безопасности. В случае остановки манипулятор и внешние оси отключаются, тормозят и останавливаются в опасной зоне. Изм Лист №докум. Подпись Дата ДП 15.02.11. 15.02.11. 2023.09.ПЗ Лист 13 14 Рисунок 9 - Контроллер KUKA KR C4 Для управления роботом требуется контроллер KUKA KR C4 продемонстрированный на рисунке 9. Контроллер KR C4 является ведущим инструментом управления движением роботов и сегодня, и завтра, уменьшая стоимость их интеграции, эксплуатации и обслуживания. Также, благодаря открытому промышленному стандарту, KR C4 обеспечивает увеличение гибкости и эффективности роботизированной системы в долгосрочной перспективе. Архитектура программного обеспечения системы управления KR C4 включает системы управления Robot Control, PLC Control, Motion Control (например, KUKA.CNC) с единой базой данных и инфраструктурой. В контроллере KUKA KR C4 впервые системы управления Robot и Motion Control легко и интерактивно объединены с системами управления для ПЛК, ЧПУ и обеспечения безопасности. Благодаря простому и гибкому программированию робота с помощью встроенных форм и новому программированию движения Spline, решения по автоматизации на основе KUKA KR C4 превосходны во всех отношениях. Кроме того, KUKA KR C4 обладает интеллектуальным, гибким и масштабируемым потенциалом применения. Опция High-End SoftPLC обеспечивает полный доступ ко всей системе ввода-вывода и позволяет управлять вводами / выводами робота, целой роботизированной ячейкой или линейкой роботов. Кроме того, такие переменные, как положения оси или скорости, могут быть считаны и обработаны с помощью функциональных блоков. Опция управления KUKA.CNC позволяет напрямую программировать и управлять роботами KUKA с помощью G-кода. KUKA.CNC может обрабатывать даже самые сложные программы из систем CAD / CAM и обеспечивает максимальную точность, благодаря ЧПУ-планированию траектории. Благодаря растущему числу роботизированных функций в восходящих CAD / CAM-системах, робот может играть непосредственную роль в процессах обработки. Контроллер KR C4 включает в себя полноценный контроллер безопасности в систему управления безопасностью без использования специального оборудования. Функции безопасности и ориентированная на безопасность связь реализуются через протоколы Ethernet. Концепция безопасности использует многоядерную технологию и обеспечивает двухканальную работу, необходимую для приложений безопасности. Характеристики контроллера KR C4. 1. Размеры: контроллер KR C4 имеет размеры 615 мм в длину, 580 мм в ширину и 540 мм в высоту. 2. Процессор: устройство оснащено многоядерным процессором. 3. Жесткий диск: в контроллере используется твердотельный накопитель (SSD). 4. Интерфейс: KR C4 обладает широким спектром интерфейсов, включая USB 3.0, Gigabit Ethernet (GbE), а также порт DVI-I. 5. Количество поддерживаемых осей: контроллер способен обрабатывать данные с 9 осей одновременно. 6. Частота тока: KR C4 может работать с частотой тока в диапазоне от 49 Гц до 61 Гц. 7. Напряжение питания: для работы контроллера необходимо трехфазное напряжение 380–575 В переменного тока (VAC). 8. Класс защиты: корпус контроллера имеет степень защиты IP54, что обеспечивает защиту от пыли и воды. 9. Диапазон рабочих температур: KR C4 способен работать при температурах от +5 °C до +45°C. 10. Вес: масса контроллера составляет 150 кг. 1.3 Конструкция и принцип работы захватного устройства для заданной детали Манипуляция в производстве - это процесс перемещения, пакетирования, сортировки или подготовки продуктов на производственной линии. Этот процесс обеспечивает эффективность и скорость производства, а также снижает риски ошибок. Одним из примеров манипуляции в производстве является перемещение сырья или готовой продукции с помощью конвейерной ленты или роботов. Это позволяет сократить время работы и улучшить качество производства. Захватное устройство промышленного робота - это важный элемент, позволяющий промышленному роботу захватывать и удерживать объекты во время работы. Оно может быть легко заменено, в зависимости от нужд задачи. На рисунке 10 продемонстрированы примеры захватов. Рисунок 10 – виды захватного устройства В зависимости от задачи, промышленные роботы могут использовать различные типы захватных устройств, такие как губки, присоски и другие. Важно, чтобы захватное устройство было надежным, точным, безопасным для объектов манипуляции и прочным при малых размерах и массе. Захватные устройства могут обслуживающими только позицию, обеспечивающими обслуживание одну быть однопозиционными, или многопозиционными, нескольких позиций одновременно. Многопозиционные захватные устройства могут быть последовательного, параллельного или комбинированного действия. При расчете механических захватных устройств необходимо учитывать прочность деталей, движущую силу захвата, силу в точке контакта с объектом, возможные повреждения объекта во время захвата и способность удерживать объект во время работы. Это позволит обеспечить безопасность и эффективность работы промышленного робота. По виду управления захватные устройства делятся на четыре группы: неуправляемые - устройства, захватывающие и отпускающие деталь без воздействия управляющих сигналов; командные, у которых закрывание и открывание губок происходит по управляющей команде при взаимодействии с деталью или технологическим оборудованием; управления жесткопрограммируемые промышленным управляемые - роботом; адаптивные от - системы устройства, гибкоуправляемые от программного управления промышленным роботом и имеющие обратную связь. В зависимости от степени специализации захватные устройства бывают трех типов: специализированные, обеспечивающие захватывание и удержание деталей с ограниченным диапазоном конструктивно- технологических параметров; специальные, выполняющие соответствующие функции с деталями одного вида; универсальные, способные захватывать и удерживать детали с широким диапазоном форм и геометрических параметров. Создание универсальных захватывающих устройств является сложной технической задачей. • Захватные обеспечивающими устройства только могут быть захватывание и однофункциональными, удержание объекта манипулирования, и многофункциональными, выполняющими наряду с основными функциями также и другие, как например, распознавание, измерение и т.п. По виду преобразователей энергии могут использоваться силовые приводы, сила упругости, сила тяжести самого объекта манипулирования, усилия пружин. • В общем случае захватные устройства включают в себя следующие основные элементы: соединительные фланцы; силовые приводы или устройства преобразования энергии в механическую силу; передаточные механизмы или механизмы преобразования различных видов движений, направлений перемещений и изменения передаточных отношений и соответственно скоростей перемещений; рабочие элементы захвата, то есть элементы непосредственного контактирования с объектом манипулирования. • Передаточные механизмы могут быть: рычажно-шарнирными, рычажно-кулисными, рычажно-зубчатыми, рычажно-винтовыми, рычажнокулачковыми, клиновыми. Захватные устройства могут иметь два, три и более "пальцев", осуществляющих захват. Для магнитных захватов рабочими элементами являются элементы магнитной системы, к которым притягивается объект, для вакуумных - присоска, ограничивающая полость разряжения воздуха. Узел крепления захватного устройства к руке манипулятора называется механическим интерфейсом. Рисунок 12 - Общая структура захватных устройств К захватным устройствам промышленных роботов предъявляются требования общего характера и специальные, связанные с конкретными условиями. К обязательным требованиям относятся следующие: надежность захватывания и удержания соблюдения необходимых объекта манипулирования скоростных характеристик при условии манипулятора; стабильность базирования изделия в схвате; прочность захватного устройства при малых габаритах и массе; необходимое соответствие с технологическим оборудованием по точности позиционирования; простота управления и малое время срабатывания; высокая надежность в эксплуатации, простота конструкции. К специальным требованиям относятся: широкодиапазонность, то есть возможность захватывания и базирования деталей в широком диапазоне массы, формы и размеров; обеспечение возможности захватывания близко расположенных деталей; легкость и быстрота смены захватного устройства; возможность изменения усилия удержания объекта манипулирования. Кроме того, при проектировании захватных устройств необходимо учитывать общие требования безопасности, предъявляемые к промышленным роботам, робототехнологическим комплексам и участкам. В каждом конкретном случае выбор конструкции захватного устройства зависит от целого ряда факторов, основными из которых являются следующие: Форма, характеристики и взаимное положение поверхностей объекта манипулирования. Для захвата не могут быть использованы участки поверхностей, по которым осуществляется фиксация объекта в технологическом оборудовании и на которые он устанавливается перед захватыванием. Целесообразно осуществлять захват объекта манипулирования за предварительно обработанные поверхности, что уменьшает погрешности его фиксирования в схвате. С целью обеспечения необходимого запаса надежности удерживания объекта целесообразно осуществлять захват таким образом, чтобы уменьшить силы инерции при переносе. Технические технологического характеристики оборудования, основного которые и вспомогательного определяют требования к направлению движения схвата при захватывании и отпускании объекта манипулирования, направлению ввода объекта в зону установки, к обеспечению свободы перемещения объекта по отдельным координатам в захватном устройстве, реализации поисковых движений, применению специальных удлинителей в условиях работы в зоне высоких температур. Условия сохранности объекта манипулирования, к которым относятся условия неповреждения поверхностей захвата, прочности, сохранения формы. Положение и движение объекта манипулирования в момент захватывания определяют требования к точности позиционирования и ориентирования объекта перед захватыванием, а также к способу подачи объекта перед захватом. Необходимость информационного обеспечения процессов захватывания и отпускания. Кроме того, отдельной задачей является проблема унификации схватов и их элементов. Механические захватные устройства работают по принципу удержания объекта манипулирования с помощью сил трения и запирающего действия рабочих элементов. Эти устройства характеризуются функциональной универсальностью и конструктивным разнообразием. Наибольшее распространение получили командные захватные устройства, которые разделяют по типу усилительно-передаточных устройств на: шарнирно-рычажные, реечно-шестеренные, реечно-рычажные, кулиснорычажные, клино-рычажные, гаечно-винтовые, кулачковые, червячные. Выбор той или иной схемы при проектировании захватных устройств обусловлен в основном следующими факторами; необходимостью преобразования перемещения выходного звена двигателя в требуемую величину хода губок схвата (в зависимости от диапазона захватываемых размеров); требуемой траекторией перемещения губок при захватывании и отпускании объектов; требованиями к надежности удерживания объектов. Магнитные захватные устройства обеспечивают большие усилия притяжения на единицу площади, позволяют работать с заготовками, имеющими отверстия, а также при невозможности применения вакуумных захватов. Они просты по конструкции, надежны в эксплуатации, позволяют регулировать удерживающую силу. К недостаткам относятся: возможность работы только с объектами из магнитных материалов, значительная масса и вероятность остаточного магнетизма у деталей, что бывает недопустимо. По способу удержания заготовки магнитные захваты делятся на захваты с постоянными магнитами и принудительным снятием заготовок, с управляемой магнитной системой, электромагнитные. Захваты с управляемой магнитной системой работают по принципу широко распространенной магнитной оснастки: магнитных плит, измерительных стоек. В связи со сложностью управления захваты с постоянными и управляемыми магнитами не нашли широкого распространения в промышленности. Наиболее простыми по конструкции, технологии изготовления и системе управления являются электромагнитные захватные устройства. К недостаткам таких устройств следует отнести жесткие требования к стабильности энергоснабжения, так как даже кратковременное обесточивание катушки электромагнита связано с выпаданием заготовки. Кроме того, для них характерно наличие остаточного магнетизма, нагрев электромагнитной катушки при длительном включении. Для устранения остаточного магнетизма, вызывающего «залипание» деталей при отключении электромагнита, необходимо в процессе его изготовления произвести отжиг сердечника с нагревом 600 - 700 С и последующим охлаждением вместе с электропечью, в которой производят нагрев. Электромагнитные захватные устройства (ЭМЗУ) могут различаться по типу исполнения электромагнитной катушки, типу магнитопровода, типу источника питания, количеству обмоток электромагнита, типу системы управления. Наибольшее распространение в робототехнике получили захватные устройства двух типов: cо стержневым электромагнитом, с кольцевым электромагнитом. Исходными данными для расчета ЭМЗУ являются: 1) параметры захватываемой заготовки - геометрические размеры, марка материала, масса; 2) паспортные данные промышленного робота -угловые и линейные скорости перемещения звеньев, типы приводных систем, траектории манипулирования; 3) циклограмма работы ЭМЗУ - время включенного и выключенного состояния; 4) напряжение питания катушки ЭМЗУ. В дипломной работе