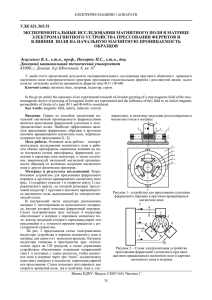
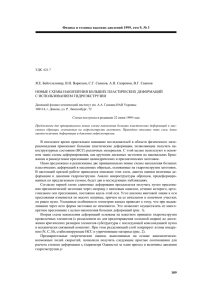
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К КУРСОВОМУ ПРОЕКТУ на тему: “ПРОЕКТИРОВАНИЕ ПРОЦЕССА ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ В ЖЕСТКИХ ПРЕССФОРМАХ И РАЗРАБОТКИ КОНСТРУКЦИЙ ИНСТРУМЕНТА” Проект выполнил студент Руководитель Санкт-Петербург Оглавление 1.Назначение напусков и припусков ........................................................................................................ 2 2. Усадка при спекании ............................................................................................................................. 3 3.Расчет высоты засыпки ............................................................................................................................ 4 1 4.Технология и схема прессования детали. .......................................................................................... 5 5.Прочностной и жесткостной расчет пресс-формы................................................................................ 7 5.1 Расчет матриц на прочность. ..............................................................................................7 5.2.Расчет пуансонов на сжатие и изгиб .....................................................................7 5.3. Геометрия пресс-форм. ......................................................................................................8 5.3. Циклограмма работы пресс-формы. .................................................................................9 1.Назначение напусков и припусков На рисунке представлен чертеж готовой детали с указанием шероховатостей. 2 Рис.1. Чертеж готовой детали. Для шероховатости Ra=0,63 выбираем припуск 0,5 мм, для всех остальных поверхностей припуск составляет 0,2 мм. ∅30 : 30 - 2*0,5= 29 мм ∅35 : 35 - 2*0,2 = 34,6 мм ∅60 : 60 + 2*0,2 = 60,4 мм ∅90 : 90 + 2*0,2 = 90,4 мм ∅110 : 110 - 2*0,2 = 109,6 мм ∅130 : 130 + 2*0,2 = 130,4 мм H7,5 : 7,5 + 1+0,5 = 9,0 мм H10 : 10 + 0,2+0,5 = 10,7 мм H15 : 15 + 2*0,2= 15,4 мм H60 : 60 + 2*0,2 = 60,4 мм 2. Усадка при спекании В нашем случае усадка в горизонтальном и вертикальном направлении различна. KВ= 1,008; Kг =1,016 3 ∅30 : 29 * 1,016 = 29,46 мм ≈ 29,5 мм ∅35 : 34,6 * 1,016 = 35,15 мм ≈ 35,2 мм ∅60 : 60,4 * 1,016 = 61,36 мм ≈ 61,4 мм ∅90 : 90,4 *1,016 = 91,84 мм ≈ 91,8 мм ∅110 : 109,6 * 1,016 = 111,35 мм ≈ 111,4 мм ∅130 : 130,4 * 1,016 = 132,48 мм ≈ 132,5 мм H7,5 : 9,0 * 1,008= 9,072 мм ≈ 9,1 мм H10 : 10,7 * 1,008 = 10,78 мм ≈ 10,8 мм H15 : 15,4 * 1,008 = 15,52 мм ≈ 15,5 мм H60 : 60,4 * 1,008 = 60,88 мм ≈ 60,9 мм 3.Расчет высоты засыпки Таблица 1. Данные для построения кривой прессования.(97%Fe, 3%C) ρ, г/см^3 Р, Мпа 4,24 4,96 5,51 5,93 6,12 6,31 6,37 6,44 6,72 6,91 100 1000 200 300 400 500 600 700 800 900 Диаграмма зависимости плотности изделия от давления прессования 8 7 ρ, г/см^3 6 5 4 3 2 1 0 0 100 200 300 400 500 600 700 800 900 1000 Р, МПа Рис.2 Диаграмма зависимости плотности изделия от давления прессования 4 Рис. 3. Размеры заготовки перед спеканием и размеры объема засыпки порошка в прессформу. Р = 800 МПа; ρ0 = 3,3 г⁄ 3 ; ρP=800 = 6,44 г⁄ 3 см см 𝜌к ℎ0 = ; 𝜌0 ℎк ℎ0 = 6,44 ∗ 61 = 119,0 мм (общая высота свободнозасыпанного порошка) 3,3 4.Технология и схема прессования детали. В качестве технологии изготовления детали выбираем следующую, в соответствии с таблицей технологических процессов А + М = (холодное прессование + спекание) + (механическая обработка). Выбираем схему прессования два независимых пуансона снизу и один сверху. Расчет напусков на выступ на фланце по условию разноплотности. 5 Рис. 4 Схема расчета разноплотности выступа на фланце. Заданная разноплотность между элементами фланца составляет 15%. 𝜌𝑘1,2 = ℎверх = ℎН,Н1 ∗ 𝜌нас ℎ𝑘1,2 6,44 ∗ 8,2 = 16,0 мм 3,3 𝜌𝑘2 = ℎн ∗ 𝜌нас 16,0 ∗ 3,3 = = 6,44 г⁄ 3 см ℎ𝑘2 8,2 𝜌𝑘1 = ℎн1 ∗ 𝜌нас 16,0 ∗ 3,3 = = 4,93 г⁄ 3 см ℎ𝑘1 10,7 Разница плотностей составила: 6,44 − 4,93 ∗ 100% = 23,4% 6,44 Разница плотностей составила 23,4% (>15%), пересчитаем высоту засыпки и разноплотность с напуском 1 мм. ℎверх = 6,44 ∗ 9,1 = 17,7 мм 3,3 ℎнижн = 119,0 − 17,7 = 101,3 мм 𝜌𝑘2 = ℎн ∗ 𝜌нас 17,7 ∗ 3,3 = = 6,42 г⁄ 3 см ℎ𝑘2 9,1 𝜌𝑘1 = ℎн1 ∗ 𝜌нас 17,7 ∗ 3,3 = = 5,46 г⁄ 3 см ℎ𝑘1 10,7 Разница плотностей составила: 6 6,42 − 5,46 ∗ 100% = 14,9% 6,42 В данном случае разноплотность составляет 14,9% (<15%). 5.Прочностной и жесткостной расчет пресс-формы 5.1 Расчет матриц на прочность. При расчете прочности матриц рассматриваются два случая: - давление на внешнюю матрицу; - давление на внешний нижний пуансон со стороны втулки (2). Рб = 800∙0,4 = 320 МПа 66,252 145,752 𝜎𝑟 = ⋅ (1 − ) ⋅ 320 = −319Мпа 145,752 − 66,252 66,252 66,252 145,752 𝜎𝜃 = ⋅ (1 + ) ⋅ 320 = 486 МПа 145,752 − 66,252 66,252 σэкв = - σr < [ σ ]= 1000-1200 МПа σэкв = 486 – (- 319) = 805 МПа < [ σ ] 30,72 66,252 𝜎𝑟2 = ⋅ (1 − ) ⋅ 320 = −320Мпа 66,252 − 30,72 30,72 30,72 66,252 𝜎𝜃2 = ⋅ (1 + ) ⋅ 320 = 495 МПа 66,25 − 30,72 30,72 σэкв2 = - σr < [ σ ]= 1000-1200 МПа σэкв2 = 495 – (- 320) = 815 МПа < [ σ ] 5.2.Расчет пуансонов на сжатие и изгиб Расчет пуансонов на потерю устойчивости. 𝑃к1 = (2 ∙ 𝜋 2 ∙ Е ∙ 𝐽𝑚𝑖𝑛) (2 ∙ 𝜋 2 ∙ 215 ∙ 109 0,1 ∙ (0,06144 − 0,02954 )) = = 57,5 МН 𝑙2 0,3152 7 4 4 Jмин=0,1∙(𝐷нар −𝐷ст ), где Dст и Dнар - диаметры стержня (детали) и наружный диаметр пуансона соответственно. 𝑃к2 = (2 ∙ 𝜋2 ∙ Е ∙ 𝐽𝑚𝑖𝑛) 𝑙2 = (2 ∙ 𝜋2 ∙ 215 ∙109 0,1∙(0,13254 −0,06144 )) 0,2162 = 2674 МН Истинное усилие: 𝐹ист.1 = 𝑃 ∗ 𝑆пов−ти1 = 800 ∗ 3,14 ∗ (30,72 − 14,752 ) = 1,82 МН 𝐹ист.2 = 𝑃 ∗ 𝑆пов−ти2 = 800 ∗ 3,14 ∗ (66,252 − 30,72 ) = 8,66 МН 5.3. Геометрия пресс-форм. На рис. 5 и 6 представленны чертежы пресс-форм для прессования внешних фланцев. Рис. 5. Пресс-форма для прессования внешних фланцев (схема выпрессовки). Рис. 6. Пресс-форма для прессования внешних фланцев (засыпка и прессовка). 8 5.3. Циклограмма работы пресс-формы. На рис.7 представленна циклограмма работы пресс-формы. Рис. 7 Циклограмма работы пресс-формы. где: 1-засыпка порошка; 2-подвод верхнего пуансона (ВП) к позиции начала прессования; 3-рабочий ход, прессование; 4-отвод ВП в верхнее положение, выпрессовка; 5-завершение выпрессовки; 6-снятие выпрессовки; 7-отвод нижнего пунсона (НП) в положение засыпки порошка; 8-засыпка порошка; *-нулевой отметкой является верхний торец матрицы; 9