Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Пермский национальный исследовательский политехнический университет»
Березниковский филиал
О.В. Рахимова
ТЕХНОЛОГИЯ МИНЕРАЛЬНЫХ УДОБРЕНИЙ
Утверждено на заседании кафедры и Ученого совета
в качестве учебного пособия
Березниковский филиал
Пермского национального исследовательского политехнического университета
2013
УДК 546
ББК 24.1
Р27
Рецензенты:
канд. техн. наук О.К. Косвинцев
(Березниковский филиал Пермского национального исследовательского
политехнического университета);
канд. техн. наук Л.В. Белкин
(ОАО «Березниковский содовый завод»)
Р27
Рахимова, О.В.
Технология минеральных удобрений: учеб, пособие/О.В. Рахимо­
ва. - Пермь: Березниковский филиал Перм. нац. исслед. политехи, ун-та,
2 0 1 3 .- 134 с.
ISBN 978-5-398-00993-4
Рассмотрены теоретические основы технологии и процессы произ­
водства калийных, азотных, фосфорных и сложных твердых и жидких
удобрений.
Написано в соответствии с программой курса «Технология удобре­
ний и солей» и предназначено для студентов всех форм обучения специ­
альности 240301.65 «Химическая технология неорганических веществ» и
направления 240100 «Химическая технология».
УДК 546
ББК 24.1
ISBN 978-5-398-00993-4
©ПНИПУ, 2013
ВВЕДЕНИЕ............................................................................................................................................................. 5
1. КЛАССИФИКАЦИЯ И СВОЙСТВА МИНЕРАЛЬНЫХ УДОБРЕНИЙ.....................................7
1.1. Классификация минеральных удобрений........................................................................................ 7
1.2. Ассортимент минеральных удобрений.............................................................................................9
1.3. Свойства минеральных удобрений................................................................................................... 11
Контрольные вопросы ...„............................................................................................................................ 13
2. ТИПОВЫЕ ПРОЦЕССЫ ^ ПРОИЗВОДСТВЕ МИНЕРАЛЬНЫХ УДОБРЕНИЙ.................. 15
2.1. Сырье для производства минеральных удобрений..................................................................... 15
2.2. Растворение...............................................................................................................................................17
2.3. Кристаллизация...................................................................................................................................... 21
2.4. О бж и г.........................................................................................................................................................27
2.5. Флотация...................................................................................................................................................31
2.6. Гранулирование...................................................................................................................................... 32
2.7. Кондиционирование.............................................................................................................................. 33
Контрольные вопросы..................................................................................................................................35
3. ТЕХНОЛОГИЯ КАЛИЙНЫХ УДОБРЕНИЙ......................................................................................36
3.1. Виды калийных удобрений и сырье для их получения............................................................36
3.2. Производство|хлорида калия.............................................................................................................38
3.3. Получение хлорида калия из сильвинита галургическим способом....................................41
3.3.1. Принципиальная схема получения хлорида калия из сильвинита
галургическим способом.............................................................................................................. 42
3.3.2. Статический анализ получения хлорида калия из сильвинита.....................................42
3.3.3. Растворение сильвинита.............................................................................................................. 46
Факторы, влияющие на процесс растворения сильвинита..................................................... 46
Технологическая схема отделения растворения........................................................................49
3.3.4. Осветление горячего насыщенного щелока..........................................................................50
3.3.5. Кристаллизация хлорида калия из насыщенного раствора..............................................50
3.3.6. Обезвоживание и сушка кристаллов хлорида калия..........................................................53
3.3.7. Обработка готового продукта....................................................................................................54
Контрольные вопросы..................................................................................................................................54
3.4. Получение хлорида калия из сильвинита флотационным способом ...................................55
3.4.1. Виды и особенности флотации..................................................................................................55
3.4.2. Флотационные реагенты..............................................................................................................57
3.4.3. Физико-химические основы флотации.................................................................................. 58
3.4.4. Схемы флотационного обогащения сильвинита................................................................. 60
3.4.5. Технология флотационного обогащения сильвинитовой руды ..................................... 66
Технологическая схема обесшламливания сильвинита.......................................................... 67
Технологическая схема сильвиновой флотации........................................................................ 68
Сгущение и обезвоживание продуктов обогащ ения................................................................ 70
Сушка и обработка готового продукта......................................................................................... 71
Контрольные вопросы..................................................................................................................................71
3.5. Получение хлорида калия из карналлита......................................................................................72
Контрольные вопросы..................................................................................................................................75
3.6. Производство^ульфата калия............................................................................................................75
3.6.1. Получение сульфата калия из природного сырья...............................................................76
3.6.2. Конверсионные способы получения сульфата калия.........................................................77
Производство K2SO 4 из хлорида калия и сульфата аммония................................................77
Производство K 2SO4 из хлорида калия и мирабилита.............................................................78
Получение сульфата калия из хлорида калия и эпсомита.......................................................81
Контрольные вопросы..................................................................................................................................82
4. ТЕХНОЛОГИЯ АЗОТНЫХ УДОБРЕНИЙ...........................................................................................83
4.1. Классификация азотных удобрени й.................................................................................
4.2. Произволство|аммиачной селитры....................................................................................
4.2.1. Состав и свойства аммиачной селитры....................................................................
4.2.2. Способы снижения слеживаемости аммиачной селитры..................................
4.2.3. Физико-химические основы процесса нейтрализации
азотной кислоты аммиаком...........................................................................................
4.2.4. Технологическая схема получения гранулированной аммиачной селитры
4.2.5. Производство водоустойчивой аммиачной селитры...........................................
4.2.6. Известково-аммиачная селитра..................................................................................
Контрольные вопросы....................................................................................................................
4.3. Производство[карбамида......................................................................................................
4.3.1. Состав и свойства карбамида......................................................................................
4.3.2. Физико-химические основы синтеза карбамида..................................................
4.3.3. Выделение непрореагировавших веществ из плава синтеза.............................
4.3.4. Технологическая схема синтеза карбамида............................................................
Контрольные вопросы....................................................................................................................
4.4. Другие виды твердых азотных удобрений......................................................................
4.5. Производство|жидких азотных удобрений.....................................................................
4.5.1. Виды жидких азотных удобрений..............................................................................
4.5.2. Физико-химические основы получения К А С ........................................................
4.5.3. Технология получения раствора К А С .......................................................................
Контрольные вопросы.....................................................................................................................
5. ТЕХНОЛОГИЯ ФОСФОРНЫХ УДОБРЕНИЙ.....................................................................
5.1. Классификация фосфорных удобрений.............................................................................
5.2. Сырье для получения фосфорных удобрений и способы его переработки.........
5.3. Производство|простого суперфосфата..............................................................................
Схема получения простого суперфосфата......................................................................
5.4. ПроизводствоТдвойного суперфосфата..............................................................................
5.5. Другие виды фосфорных удобрений.................................................................................
Контрольные вопросы.....................................................................................................................
6. ТЕХНОЛОГИЯ КОМПЛЕКСНЫХ УДОБРЕНИЙ...............................................................
6.1. Производство^нитрата калия................................................................................................
6.1.1. Способы получения нитрата калия.............................................................................
6.1.2. Конверсионный способ получения нитрата калия из NaN 03 и К С1..............
Теоретические основы процесса........................................................................................
Схема получения нитрата калия..........................................................................................
6.2. Сложные|удобрения на основе фосфорной кислоты...................................................
6.2.1. Теоретические основы производства........................................................................
6.2.2. Технологические схемы производства аммофоса.................................................
6.3. Сложные^удобрения на основе фосфорной и азотной кислот..................................
6.3.1. Теоретические основы процесса..................................................................................
6.3.2. Технологические схемы производства нитроаммофоски...................................
6.4. Сложные удобрения на основе азотнокислотного разложения фосфатов............
6.4.1. Теоретические основы.....................................................................................................
6.4.2. Способы получения сложных удобрений на основе азотнокислотного
разложения фосфатов........................................................................................................
Контрольные вопросы.....................................................................................................................
Список литературы...............................................................................................................................
...83
...84
....84
....85
„..86
„..87
...90
...91
...91
...92
...92
...93
...94
...95
...96
...97
...98
...98
.100
.103
104
105
105
105
107
108
109
111
113
114
114
114
116
116
118
119
120
122
124
124
126
127
127
129
132
133
М и н е р а л ь н ы е у д о б р е н и я -технические продукты, основные ми­
неральные вещества которых содержат питательные элементы, необходимые
для роста и развития растений и повышения плодородия почв.
В образовании ткани растения, его росте и развитии участвует большин­
ство химических элементов (около 70). Однако только 16 элементов абсолютно
необходимы для жизнедеятельности растений:
- кислород, водород, углерод - на их долю приходится 90% массы сухо­
го вещества растений;
- азот, калий, фосфор, магний, сера, кальций - составляют 8 - 9% рас­
тительной массы;
- бор, железо, медь, марганец, цинк, молибден, кобальт - составляют
всего 1 - 2% растительной массы.
Замена одного элемента другим невозможна, так как каждый выполняет
свою функцию в растении.
Главными элементами являются кислород, углерод и водород, основную
массу которых растения получают из воздуха и воды. Остальные элементы рас­
тения извлекают из почвенного раствора.
Наибольшее значение после кислорода, углерода и водорода среди эле­
ментов, обеспечивающих растения питанием, имеют азот, фосфор и калий.
Удобрения, содержащие эти элементы, являются основными минеральными
удобрениями. Роль и значение этих питательных элементов - действующих ве­
ществ удобрений - рассмотрены ниже.
Огромное значение азотных удобрений в увеличении урожайности сель­
скохозяйственных культур обусловливается исключительно важной ролью азо­
та в жизни растений. Азот входит в состав белков, являющихся главной состав­
ной частью цитоплазмы и ядра клеток, в состав нуклеиновых кислот, хлоро­
филла, ферментов и других органических азотистых соединений, которые иг­
рают важную роль в процессах обмена веществ в растении. При достаточном
снабжении растений азотом в них усиливается синтез органических азотистых
веществ. Растения образуют мощные листья и стебли с интенсивно-зеленой ок­
раской, хорошо растут и кустятся; улучшается формирование и развитие орга­
нов плодоношения. В результате резко повышаются урожай и содержание бел­
ка в нем. При недостатке азота рост растений резко замедляется, листья бывают
мелкие, бледно-зеленой окраски, что связано с нарушением синтеза хлорофил­
ла, преждевременно желтеют, стебли становятся тонкими и слабо ветвятся.
Ухудшаются также формирование и развитие репродуктивных органов и налив
зерна, сильно снижаются урожай и содержание белка в нем.
Фосфор - важный элемент питания растений. Фосфор входит в нуклеи­
новые кислоты и нуклеопротеиды, участвующие в построении цитоплазмы и
ядра клеток. В растительной клетке фосфор играет исключительно важную
роль в энергетическом обмене, участвует в разнообразных процессах обмена
веществ, деления и размножения. Особенно велика роль этого элемента в угле­
водном обмене, в процессах фотосинтеза, дыхания и брожения. Большая роль
фосфора в углеводном обмене обусловливает положительное влияние фосфор-
ных удобрений на накопление сахара в сахарной свекле, крахмала в клубнях
картофеля и т. д. Фосфор играет также важную роль в обмене азотистых ве­
ществ в растении. При недостатке фосфора замедляется рост и задерживается
созревание растений, снижается урожай и ухудшается его качество. Недоступ­
ные для растений минеральные и органические соединения фосфора переходят
в усвояемые очень медленно. Несмотря на большие общие запасы фосфора, его
усвояемых соединений в почве содержится обычно мало, и, чтобы получить
высокий урожай, необходимо внесение фосфорных удобрений.
Калий является одним из основных, наряду с азотом и фосфором, необ­
ходимых элементов минерального питания. В отличие от азота и фосфора он не
входит в состав органических соединений в растении, а находится в клетках
растения в ионной форме в виде растворимых солей в клеточном соке. Физио­
логические функции калия в растительном организме разнообразны. Он оказы­
вает положительное влияние на физическое состояние коллоидов цитоплазмы,
повышает их оводненность, набухаемость и вязкость, что имеет большое зна­
чение для нормального обмена веществ в клетках, а также для повышения ус­
тойчивости растений к засухе. При недостатке калия растения быстрее вянут, в
растении тормозится синтез белка, в результате нарушается весь азотный об­
мен. Калий повышает активность ферментов, участвующих в углеводном обме­
не, чем объясняется положительное влияние калийных удобрений на накопле­
ние крахмала в клубнях картофеля, сахара в сахарной свекле и других корне­
плодах. Под влиянием калия повышается морозоустойчивость растений, по­
вышается устойчивость растений к различным заболеваниям.
Некоторые питательные элементы, например, железо, сера, магний, каль­
ций, почти всегда находятся в почве в достаточном количестве.
Такие элементы, как бор, медь, марганец, цинк, молибден и кобальт, тре­
буются растениям в ничтожных количествах. Эти питательные элементы назы­
ваются микроэлементы.
Основные питательные элементы - азот, фосфор и калий - требуются рас­
тениям в больших количествах, поэтому их вносят в почву в виде удобрений.
1. КЛАССИФИКАЦИЯ И СВОЙСТВА МИНЕРАЛЬНЫХ УДОБРЕНИЙ
1.1. Классификация минеральны х удобрений
Удобрения классифицируют по различным признакам.
1. П о п р о и с х о ж д е н и ю удобрения разделяют на минеральные, ор­
ганические, органо-минеральные и бактериальные.
- Минеральные (искусственные) удобрения - продукты неорганического
происхождения, изготовляемые промышленно-заводским путем. Минеральные
удобрения содержат питательные для растений химические элементы в виде
неорганических соединений, преимущественно солей. К минеральным удобре­
ниям относят также выпускаемые промышленностью некоторые органические
соединения, например, мочевину (карбамид) и продукт ее конденсации с фор­
мальдегидом.
- Органические удобрения - продукты естественного происхождения,
содержащие питательные элементы преимущественно в виде органических со­
единений (навоз, торф, солома и др.).
- Органо-минеральные удобрения - смесь органических и минеральных
удобрений. Эти удобрения получают, например, путем обработки аммиаком
или фосфорной кислотой органических веществ, таких как торф, сланцы и др.
- Бактериальные удобрения - содержат культуры микроорганизмов,
способствующих накоплению в почве усвояемых форм питательных элементов.
2 . П о с о с т а в у минеральные удобрения подразделяются на 4 группы:
- азотные - питательный элемент в них представлен азотом (N);
- фосфорные или фосфатные - содержат в качестве питательного эле­
мента фосфор (в пересчете на Р2О5);
- калийные - содержат в качестве питательного элемента калий (в пере­
счете на К20);
- микроудобрения - удобрения, предназначенные для питания растений
микроэлементами (В, Mo, Со, Mn, Zn, Си), требующимися в малых количествах.
3. П о с р о к а м в н е с е н и я удобрения разделяют на следующие виды:
- основные (предпосевные), вносимые до посева;
- припосевные, вносимые во время посева;
- подкормки, вносимые в период развития растений.
4. П о а г р о х и м и ч е с к о м у в о з д е й с т в и ю минеральные удобре­
ния разделяют на прямые и косвенные.
- Прямые удобрения предназначены для непосредственного питания
растений. Они содержат питательные элементы.
- Косвенные удобрения применяют для химического, физического, мик­
робиологического воздействия на почву с целью улучшения условий использо­
вания удобрений. Например, для нейтрализации кислотности почв применяют
молотые известняки, доломит, гашеную известь; для мелиорации солонцов ис­
пользуют гипс; для подкисления почв используют гидросульфит натрия.
5. П о с о д е р ж а н и ю г л а в н ы х п и т а т е л ь н ы х э л е м е н т о в
удобрения бывают простые (<односторонние) и комплексные (многосторонние).
- Простое удобрение - удобрение с гарантированным содержанием
только одного основного питательного элемента. Простое удобрение может со­
держать негарантированное количество других питательных элементов, напри­
мер, аммонизированный суперфосфат, содержит 21% Р20 5 (содержание уста­
новлено нормативно-техническим документом) и 2% N (негарантированное со­
держание).
- Комплексное удобрение - удобрение с гарантированным содержанием
двух или трех главных питательных элементов. Комплексные удобрения могут
быть двойными (азотно-фосфорные, азотно-калийные и фосфорно-калийные)
или тройными (азотно-фосфорно-калийные). Тройные удобрения также назы­
вают полными.
Наличие питательных элементов в комплексном удобрении выражается в
следующей очередности: азот - фосфор - калий (N:P:K или N:P20 5:K20). Ком­
плексные удобрения, в которых соотношение питательных элементов соответ­
ствует агротехническим требованиям, называются уравновешенными.
Комплексные удобрения разделяют по характеру их производства на
сложные, комбинированные (сложно-смешанные) и смешанные.
- Сложные удобрения содержат два или три питательных элемента в со­
ставе одного химического соединения. Например, аммофос - NH4H2P 0 4 калий­
ная селитра - KNO3, магний-аммонийфосфат MgNH4P 0 4. Соотношение между
питательными элементами в этих удобрениях определяется их формулой.
- Комбинированные (сложно-смешанные) удобрения - удобрения, полу­
чаемые путем химической переработки сырья по единому технологическому
процессу, обеспечивающему одинаковый или близкий химический состав. Пи­
тательные элементы в таких удобрениях могут содержаться в виде различных
химических соединений, а соотношение между элементами питания в этих
удобрениях определяется количеством исходных материалов при их получении.
- Смешанное удобрение {тукосмеси) - удобрение, получаемое механи­
ческим смешиванием простых удобрений (тукосмешение).
6 . П о к о н ц е н т р а ц и и д е й с т в у ю щ и х в е щ е с т в различают
минеральные удобрения низкоконцентрированные (содержание питательных
элементов до 25%), концентрированные (до 60%) и высококонцентрированные
(более 60%).
7. П о а г р е г а т н о м у с о с т о я н и ю различают удобрения жидкие
(удобрения в виде раствора или суспензии) и твердые. Твердые удобрения бы­
вают порошковидные, имеющие размер частиц менее 1 мм и гранулированные твердые удобрения, имеющие форму зерен (гранул) размером 1 - 4 мм.
Кроме того, можно выделить следующие виды удобрений.
- Безбалластные удобрения - удобрения, все компоненты которых слу­
жат для питания растений.
- Многофункциональные удобрения - удобрения, содержащие кроме пи­
тательных элементов вещества, оказывающие специфическое действие на рас­
тения и почву.
- Медленнодействующие удобрения - удобрения, содержащие питатель­
ные элементы, долго сохраняющиеся в почве.
- Физиологически-кислые удобрения - это такие удобрения, катион ко­
торых усваивается растением. При этом взамен извлекаемых катионов почвен­
ный раствор обогащается ионами водорода, что приводит к накоплению в почве
свободной кислоты (происходит подкисление почвы).
- К физиологииески-щелочным относятся удобрения, анион которых ус­
ваивается. В результате обменных процессов в почвенном растворе накаплива­
ется ион ОН", что приводит к подщелачиванию почвы.
1.2. Ассортимент минеральных удобрений
Ассортимент выпускаемых удобрений исчисляется десятками наимено­
ваний и охватывает все виды удобрений: азотные, фосфорные, калийные, мик­
роудобрения, комплексные удобрения.
Важнейшим показателем качества удобрений является содержание в них
полезных для растений элементов - действующих веществ. Основными дейст­
вующими веществами являются соединения азота, фосфора и калия.
По своим качественным показателям удобрения должны быть пригодны для
бестарных перевозок, хранения и сухого тукосмешения. Удобрения не должны
содержать химически агрессивных примесей, таких как активный хлор, биурет.
Жидкие удобрения должны быть стабильны, не выделять осадков и газов
при изменении температуры во время хранения и транспортирования, лишены
агрессивных свойств по отношению к оборудованию, трубопроводам.
Азотные удобрения выпускаются в твердом и жидком видах. Среди твер­
дых азотных удобрений самым концентрированным является карбамид
(46% N), затем идет аммиачная селитра (34% N). Остальные твердые азотные
удобрения выпускают в меньших количествах.
Из жидких азотных удобрений самым концентрированным является без­
водный аммиак, содержащий 82% N. Менее концентрированны аммиакаты,
водные растворы карбамида и аммиачной селитры (КАС), аммиачная вода.
Фосфорные удобрения выпускают водорастворимые и водонераствори­
мые. К водорастворимым фосфорным удобрениям относятся суперфосфаты простой (14 - 21% Р2О5), обогащенный (22 - 40% Р2О5), двойной (40 - 50%
Р20 5), тройной (до 57% Р2О5).
В труднорастворимом фосфорном удобрении - фосфоритной муке - со­
держание Р20 5 может изменяться в значительных пределах. В качестве удобре­
ний могут применяться обесфторенные фосфаты, мартеновский шлак, преципи­
тат и другие материалы, содержащие соединения фосфора.
Все калийные удобрения хорошо растворимы в воде. При внесении в
почву они быстро растворяются и вступают во взаимодействие с почвенным
поглощающим комплексом.
В ассортименте выпускаемых калийных удобрений преобладает концен­
трированная форма - хлорид калия (60% К20). Сульфат калия производится в
меньших количествах. Кроме того, выпускаются магнийсодержащие калийные
удобрения - калимагнезия и отработанный электролит производства магния из
карналлита. В качестве калийных удобрений в сельском хозяйстве используют­
ся также в ограниченных масштабах сырые калийные соли (каинитовая руда),
цементная пыль и нефелиновые хвосты.
Ассортимент простых минеральных удобрений представлен в табл. 1.1.
Ассортимент простых минеральных удобрений
Содержание пита­
Главные компоненты тельных элементов,
Наименование
%
Аммиак жидкий (безводный)
82,3 N
NH3
Аммиак водный технический
NH3 + Н20
16,5-20,1 N
Селитра аммиачная (нитрат аммония)
n h 4n o 3
32,0-35,0 N
Сульфат аммония
19,9-21,0 N
(NH4)2S04
Хлорид аммония технический
n h 4ci
24,5-25,0 N
Бикарбонат аммония
МЦНСОз
18,0 N
Сульфонитрат аммония
(NH4)2S04-2NH4N 03
25,0-27,0 N
Смесь сульфата аммония и сульфата
(NH4)2S04Na2S04
16,0 N
натрия
Селитра натриевая (нитрат натрия)
15,0-16,0 N
NaN03
Селитра кальциевая
Ca(N03)2-3H20
13,0-15,0 N
Мочевина (карбамид)
CO(NH2)2
46,0-46,5 N
Соли углеаммонийные, содержащие
NH3+NH4N 03+C0(NH2)2
17,0-49,0 N
свободный аммиак (аммиакаты)
Водные растворы селитры аммиачной
16,0-32,0 N
NH4N03+C0(NH2)2
и карбамида (КАС)
Селитра известково-аммиачная
20,0-30,0 N
NH4N 03+CaC03
NH2CONHCH2
33,0-42,0 N
Удобрение карбамидо-альдегидное
Цианамид кальция
CaCN2+C
18,0-23,0 N
Ca(H2P04)2H20
+
H3P04
Суперфосфат простой
14,0-21,0 P20 5
+ CaS04
Суперфосфат обогащенный
Ca(H2P04)2+H3P04
22,5-40,0 P20 5
Суперфосфат двойной
Ca(H2P04)2H20+H3P04
40,0-50,0 P20 5
Преципитат
CaHP04-2H20
27,0-46,0 P20 5
Мука фосфоритная
Ca3(P04)2-CaF2
16,0-35,0 P20 5
Шлак фосфорный (томасовский или
4CaOP20 5 +
14,0-20,0 P20 5
мартеновский)
5Ca0P20 5 Si02
Термофосфат
Na20-4Ca0P20 5*Si02
20,0-35,0 P20 5
4(CaMg)0P20
5
+
Фосфат плавленый
20,0-35,0 P20 5
5(CaMg)0P20 5 Si02
Ca3(P04)2*CaC03 + орга­
Мука костяная
30,0 P20 5
нические соединения
ЗСаОР2С>5+
Фосфат обесфторенный
20-38 P20 5
4CaOP20 5 Si02
Метафосфат кальция
65-70 P20 5
Ca(P03)2
Полифосфат кальция
CanPnO(3n+i)
До 60,0 P205
Хлорид калия
He менее 60,0 K20
KC1
38,0-45,0 K20, не
«Камекс» (отработанный электролит)
KC1 + MgS04
менее 3,5 Mg
Сульфат калия
K2S04
48,0-52,0 K20
26,0-30,0 K20
Сульфат калия-магния (калимагнезия)
K2S04+MgS04
10,0-14,0
K20 до
Каинит
MgS04KCl-3H20
22,0 MgS04
Калийсодержащая зола от электро­
K2S04+CaSi03+CaC03 He менее 14,0 K20
фильтров при производстве цемента |
1.3. Свойства минеральных удобрений
Для характеристики удобрений важное значение имеют следующие ос­
новные физико-химические, механические и товарные свойства, влияющие на
условия их производства, хранения, транспортирования и непосредственного
применения: гигроскопичность, слеживаемость, гранулометрический состав,
рассеваемость.
Г и г р о с к о п и ч н о с т ь характеризует способность удобрений погло­
щать влагу из воздуха. При повышенной гигроскопичности удобрения отсыре­
вают, сильно смешиваются, ухудшается их сыпучесть и рассеваемость, гранулы
теряют свою прочность.
Для оценки гигроскопичности используют следующие величины.
Гироскопическая точка (К) определяется как отношение парциального
давления паров воды над насыщенным раствором соли (Ра) при данной темпе­
ратуре к давлению паров воды в момент насыщения ими воздуха (Р) при этой
же температуре:
/, = ^ - • 100.
р
Гигроскопическая точка соответствует относительной влажности воздуха
(ф), при которой вещество ни теряет, ни поглощает влагу (равновесная относи­
тельная влажность). Следовательно:
вещество поглощает влагу из воздуха, если ф > h\
вещество подсыхает (теряет влагу), если ф < h.
Чем выше гигроскопическая точка, тем меньше гигроскопичность веще­
ства - вещество с высокой гигроскопической точкой не будет поглощать влагу
даже при относительно высокой среднегодовой влажности воздуха.
Коэффициент гигроскопичности (у) - скорость поглощения влаги су­
хим веществом.
Скорость поглощения влаги, то есть количество влаги, поглощенное ве­
ществом в единицу времени, можно выразить уравнением
w = ^ - = K{Wp- W ) l
где К - коэффициент скорости поглощения влаги; W - влажность вещества в
текущий момент времени; Wp - равновесная влажность.
Скорость поглощения влаги сухим веществом, то есть в начальный мо­
мент времени, когда W= 0, есть коэффициент гигроскопичности, тогда
dW
w = — = KWp = у.
dx
И
Гигроскопичность удобрений оценивается по 10-балльной шкале:
у, моль/(кг*ч)
Меньше 1
1-3
3-5
5-10
больше 10
Класс гигроскопичности веществ
практически негигроскопично
мало гигроскопично
гигроскопично
сильно гигроскопично
чрезвычайно гигроскопично
Значение у для одного и того же вещества может быть различным в зави­
симости от его гранулометрического состава и способа изготовления.
Кальциевая селитра имеет балл гигроскопичности около 9, гранулиро­
ванная аммиачная селитра и карбамид - 5, гранулированный простой и аммо­
низированный суперфосфат - соответственно 4-5 и 1-3, хлорид калия - 3-4,
сульфат калия - 0,2-0. Гигроскопичность удобрений определяет способ их упа­
ковки, условия транспортировки и хранения. Бестарное хранение и транспорти­
ровка допустимы только для удобрений с баллом гигроскопичности меньше 3.
С л е ж и в а е м о с т ь - склонность удобрений переходить в связанное и
уплотненное состояние. В результате слеживаемости дисперсный материал об­
разует агломераты различной величины и прочности.
Слеживаемость зависит от следующих факторов.
Влажность удобрений. Свободная влага представляет собой насыщенный
раствор соли, поэтому при подсыхании влажного удобрения происходит кри­
сталлизация мелких частиц, что приводит к образованию многочисленных кон­
тактов срастания. Иными словами, выделяющиеся кристаллики связывают ме­
жду собой более крупные частицы, и удобрение слеживается.
Гигроскопичность. Удобрения с повышенной гигроскопичностью слежи­
ваются сильнее. При колебаниях влажности воздуха они то увлажняются, то
подсыхают, что приводит к образованию между частицами контактов кристал­
лизационного типа и, в конечном итоге, к образованию агломератов.
Размер и форма частиц. Число точек касания частиц в массе материала
тем больше, чем они мельче, и это приводит к более интенсивному уплотне­
нию. Крупные частицы сферической формы (гранулы) имеют наименьшее чис­
ло точек касания и слеживаются меньше.
Прочность гранул. Непрочные и, особенно, пустотелые гранулы под
влиянием давления в слое могут разрушаться с образованием мелких частиц,
связывающих крупные.
Для снижения слеживаемости минеральных удобрений в настоящее время
предусмотрены следующие способы.
Гранулирование продукта - гранулированные удобрения слеживаются
меньше, чем порошковидные, так как крупные и, особенно, сферические части­
цы имеют наименьшую поверхность, а, значит, меньше точек соприкосновения.
Получение продукта с минимальным содержанием влаги, что снижает
выделение мелких частиц из насыщенного раствора и уменьшает вероятность
образования кристаллических мостиков между частицами.
Применение кондиционирующих добавок, вносимых в процессе производ­
ства удобрения в растворы или плавы. Кондиционирующие добавки ингибиру­
ют кристаллизацию при хранении продукта, изменяют его гигроскопичность,
затрудняют полиморфные превращения.
Охлаждение продукта перед складированием позволяет повысить гигро­
скопическую точку вещества и уменьшить кристаллизацию мелких частиц при
хранении.
Кондиционирование - поверхностная обработка гранул - способствует полу­
чению более прочных гранул, снижению или устранению гигроскопичности и т.д.
Применение герметичной тары.
Для установления характеристики неслеживаемости используется показа­
тель <<рассыпчатость», который включен в отечественную нормативно­
техническую документацию. При оценке качества удобрения показатель «рас­
сыпчатость» в настоящее время является обязательным.
Г р а н у л о м е т р и ч е с к и й с о с т а в - процентное содержание отдель­
ных фракций удобрения. От гранулометрического состава зависят склонность
удобрения к уплотнению, сводообразованию при хранении, слеживаемость и
рассеваемость.
Гранулометрический состав удобрений разнообразен. Гранулированные
удобрения имеют размер гранул 1-6 мм, чаще 1-4 мм. При этом содержание
фракции 2—4 мм, в зависимости от вида удобрения, может составлять от 30 до
90%, фракции 1-2 мм - от 6 до 60% и т.д.
Изменение физической формы удобрения путем гранулирования положи­
тельно отражается на его агрономической эффективности, снижает физические
потери, улучшает физико-механические свойства, а также состояние производ­
ственной среды при работе с ними, благодаря снижению пыления продуктов.
Поэтому главным требованием потребителя к качеству удобрений является вы­
пуск всего объема удобрений в гранулированном виде.
Улучшение гранулометрического состава удобрений путем выравнивания
гранул по размерам позволяет повысить эффективность внесения удобрений в
почву. Однако в сфере производства выравнивание гранулометрического со­
става требует дополнительных стадий классификации продукта, создает необ­
ходимость возвращения части некондиционного продукта на переработку и,
следовательно, ведет к снижению производительности оборудования и росту
затрат на получение удобрений.
Для обеспечения сохранности гранулометрического состава важное зна­
чение имеет показатель прочности гранул - свойство гранул удобрения сохра­
нять размеры и форму под воздействием внешних сил. Этот показатель харак­
теризует способность минерального удобрения сохранять свой гранулометри­
ческий состав в процессах транспортирования, погрузочно-разгрузочных работ,
хранения, подготовки к внесению и внесения в почву.
Р а с с е в а е м о с т ь - способность к равномерному рассеву удобрений.
Этот показатель зависит, прежде всего, от сыпучести (подвижности) и грану­
лометрического состава. Оценивается по 10-балльной шкале. Чем выше рассе­
ваемость, тем выше балл. При хорошей рассеваемости удобрений и их смесей
можно с успехом использовать простые по конструкции и высокопроизводи­
тельные центробежные разбрасыватели.
Контрольные вопросы
1. Что называют минеральными удобрениями?
2. Какие элементы необходимы для жизнедеятельности растений?
3. Какие элементы называют главными питательными элементами?
4. Какое значение имеют главные питательные элементы в росте и раз­
витии растений?
5. Какие элементы называют микроэлементами?
6. По каким признакам классифицируют минеральные удобрения?
7. Какие из перечисленных удобрений относятся к физиологическикислым: хлорид калия, кальциевая селитра, сульфат амлюния, хлорид аммония,
натриевая селитра, аммиачная селитра?
8. Что характеризует гигроскопичность вещества? Какие характери­
стики используют для оценки гигроскопичности удобрений?
9. Гигроскопическая точка аммиачной селитры при 20°Сравна 60%. Бу­
дет ли аммиачная селитра поглощать влагу при относительной влажности
воздуха 72%?
10. Как оценивается класс гигроскопичности минеральных удобрений?
11. Какие факторы оказывают наибольшее влияние на слеживаемость
удобрений?
12. Какой показатель, включенный в отечественную нормативно­
техническую документацию, используют для установления характеристики
неслеживаемости ?
13. Какие способы снижения слеживаемости применяют в промышлен­
ности?
14. В чем заключаются преимущества гранулированных удобрений перед
порошковидными ?
2. ТИПОВЫЕ ПРОЦЕССЫ В ПРОИЗВОДСТВЕ МИНЕРАЛЬНЫХ
УДОБРЕНИЙ
2.1. Сырье для производства минеральных удобрений
Ассортимент минеральных удобрений исчисляется десятками наименова­
ний, что обусловливает необходимость использования самых различных сырье­
вых источников. Один и тот же продукт нередко вырабатывается из разного
сырья, что связано с применением различных схем технологического процесса
и диктуется главным образом требованиями качеству продукции или экономи­
ческими соображениями - близостью источников сырья, запасами тех или иных
видов сырья и т.п.
В производстве минеральных удобрений широко используют природное
минеральное сырье - горные породы.
Горные породы (руды) - минеральные агрегаты, состоящие из одного или
нескольких минералов более или менее однородного состава.
Минерал - простое вещество или химическое соединение, возникающее в
результате природных процессов (или искусственно получаемое).
По происхождению горные породы бывают магматические {извержен­
ные) - возникли при остывании изверженной магмы; осадочные - образовались
в результате отложения осадков из воды морей и океанов; метаморфические образовались в результате преобразования магматических и осадочных пород в
глубоких частях Земли под действием высоких температур и давлений. Раство­
римые горные породы называют также солевые отложения.
В зависимости от состава горные породы различают:
- мономинеральные, состоящие из одного минерала, например, кварцит
состоит из кварца (Si02); мрамор - из кальцита (СаСОз).
- полиминеральные, в состав которых входит несколько минералов, на­
пример, сильвинит состоит из галита (NaCl), сильвина (КС1) и минералов не­
растворимого остатка; карналлитовая порода состоит из карналлита
(KCl-MgCl2-6H20 ), галита, ангидрита (CaSCU) и др.
Сырьем для получения аммиака служат азот воздуха, а также природное
ископаемое топливо - природный газ, реже нефть или каменные угли.
Помимо природного сырья для производства минеральных удобрений ис­
пользуют полупродукты и продукты химической и других отраслей промыш­
ленности. К таким видам сырья относятся, прежде всего, минеральные кислоты:
азотная, серная, фосфорная, и щелочи - главным образом, аммиак. Аммиак пе­
рерабатывают на различные удобрения, но частично его применяют непосред­
ственно в качестве жидкого азотного удобрения.
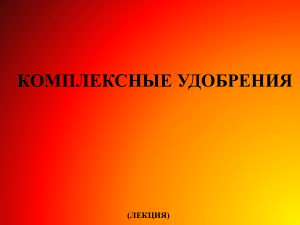
На рис. 2.1 показана схема производства основных минеральных удобре­
ний и приведены средние расходные нормы по сырью (для сульфата калия и
сложных удобрений - нитрофос(ки) и нитроаммофс(ки) - расход сырья зависит
от вида удобрения и способа его получения).
| Qt5m
~^0.23т
Рис. 2.1. Технология производства основных минеральных удобрений
Многообразие минеральных солей и видов сырья, используемых для их
получения, вызывает необходимость применения самых различных методов
производства. Технологические схемы производства минеральных солей весьма
разнообразны, но в большинстве случаев они складываются из одних и тех же
типовых процессов.
Переработка природного водорастворимого сырья основана на процессах
растворения, выщелачивания, кристаллизации и на их сочетании. Помимо ука­
занных процессов для выделения минерала из солевых горных пород также ис­
пользуют флотацию. Для переработки труднорастворимого сырья используют
процессы обжига, химического растворения и др.
2.2. Растворение
Растворением твердого тела в жидкости называют процесс разрушения
кристаллической структуры под действием растворителя с образованием рас­
твора - гомогенной системы, состоящей из растворителя и перешедших в него
молекул, ионов. Растворение - это гетерогенный процесс, который сопровож­
дается сольватацией (если растворитель вода - гидратацией). Гидратация образование в растворе соединений растворенных частиц (ионов или молекул)
с молекулами воды. Таким образом, при растворении образуются новые соеди­
нения, значит, растворение представляет собой химическую реакцию. Однако,
растворение различают физическое и химическое. При переработке водорас­
творимого сырья используют физическое растворение.
Физическое растворение - обратимый процесс, при котором возможна
кристаллизация растворившегося вещества из раствора.
Любой гетерогенный процесс, в том числе и растворение, характеризует­
ся наличием стадий, связанных с переносом вещества от одной фазы к другой.
Перенос вещества может осуществляться за счет конвекции и диффузии. Кон­
векцией называется перемещение всей среды в целом. Конвекцию можно соз­
дать, например, интенсивным перемешиванием. Диффузией называется пере­
мещение молекул вещества в неподвижной среде под влиянием градиента кон­
центрации. Суммарный перенос вещества за счет диффузии и конвекции назы­
вается конвективной диффузией.
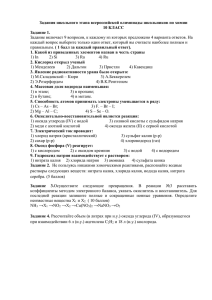
Для гетерогенных процессов, протекающих с уменьшением размера твер­
дого материала вплоть до его исчезновения, в частности для процесса раство­
рения, характерна модель «сжимающаяся сфера». Согласно этой модели, меха­
низм процесса растворения может быть представлен следующими основными
стадиями (рис. 2.2):
I. Диффузионный процесс - диффузия растворителя из объема фазы к по­
верхности частиц растворяющегося вещества через пограничный слой толщи­
ной 5.
II. Межфазовый процесс - гидратация поверхностных ионов и отрыв их
от кристаллической решетки.
III. Диффузионный процесс - диффузия растворившейся соли через по­
граничный слой в объем.
Рис. 2.2. Механизм процесса
растворения твердого вещества:
1 - твердый реагент; 2 - пограничный слой
Пограничный слой представляет собой пленку насыщенного раствора у
поверхности кристалла. Эта пленка остается неподвижной даже при наличии
конвекции внутри объема жидкости. Считается, что внутри этой пленки кон­
векция отсутствует, а доставка вещества через пограничный слой осуществля­
ется только за счет диффузии, причем, диффузия вещества через пограничный
слой часто бывает затруднена.
Если процесс растворения лимитируется межфазовым переносом
(стадия//), то соль растворяется недиффузионно, если наиболее медленной
является диффузионный процесс (стадии I и III), то растворение соли характе­
ризуется диффузионным типом растворения. Большинство солей относятся к
диффузионнорастворимым - NaCl, КС1, Na2S 04, MgCl2*6H20 и др. К числу со­
лей, растворение которых лимитируется межфазовым процессом, относятся,
например, кизерит MgS04 H20 , лангбейнит K2S 0 4-2MgS04 (недиффузионнора­
створимые соли).
Скорость растворения - это количество вещества, перешедшего в рас­
твор в единицу времени на единице поверхности раздела фаз:
w= — = K S A c ,
с/т
где dG - масса вещества, растворенного за время dx; К - коэффициент скорости
растворения; S - поверхность раздела фаз; Ас - движущая сила процесса рас­
творения.
Согласно уравнению повысить скорость растворения можно, увеличивая
коэффициент скорости К, поверхность раздела фаз S и движущую силу процес­
са Ас.
Поверхность раздела фаз зависит от размера частиц и может быть увели­
чена путем измельчения твердого тела. Однако в процессе растворения S
уменьшается, а значит, скорость растворения тоже уменьшается.
Движущая сила процесса растворения - разность между концентрацией
насыщенного раствора с„ и текущей концентрацией сх:
Дс = сн- с х.
Концентрация насыщенного раствора (растворимость) зависит от приро­
ды соли и при данной температуре является величиной постоянной. Кинетиче­
ски наиболее выгодная ситуация возникает тогда, когда сх = 0 на протяжении
всего процесса растворения. В технологическом аспекте эта ситуация лишена
смысла, так как целью процесса является получение раствора возможно боль­
шей концентрации. Поэтому процесс организуют так, чтобы концентрация
жидкости непрерывно возрастала, а движущая сила при этом уменьшается. К
концу процесса, когда сн ~ сх, скорость растворения минимальна. Движущая
сила зависит от типа растворителя и способа растворения (прямоток или проти­
воток, непрерывный или периодичный процесс). Для повышения движущей си­
лы необходимо процесс вести при такой технологически приемлемой темпера­
туре, при которой растворимость вещества (с„) максимальна.
Коэффициент скорости растворения является функцией многих пере­
менных и зависит от коэффициента диффузии и коэффициента межфазового
процесса. В общем случае коэффициент скорости растворения равен
где у - коэффициент межфазного процесса; D - коэффициент диффузии; б толщина пограничной пленки.
Если процесс растворения лимитируется диффузией, то у » D/Ъ, а коэф­
фициент скорости растворения К ~ D/Ъ. В случае, когда наиболее медленной
является гидратация и отрыв ионов у « D/Ъ и К ~ у. Таким образом, для солей,
растворяющихся диффузионно, коэффициент скорости равен отношению
к Л .
8
Толщина пограничного слоя 5 - величина, не имеющая физического
смысла, поэтому из соотношения К = D/Ъ невозможно рассчитать К. Многие
исследователи пользовались этим выражением для определения б. Значение К
находят экспериментально. Из этого отношения видно, что увеличить коэффи­
циент скорости растворения можно, повышая коэффициент диффузии, или
уменьшая толщину пограничного слоя. Коэффициент диффузии определяется в
основном природой веществ и слабо зависит от температуры. Значительно
больший эффект может быть достигнут за счет уменьшения толщины пленки б
различными способами. Таким способом является, например, проведение про­
цесса при интенсивном перемешивании, приводящее к срыванию пленки.
Химическое растворение также, связано с разрушением кристаллической
решетки, однако между растворяемым веществом и растворителем протекает
химическая реакция, в результате меняется химическая природа твердого тела,
что обусловливает необратимость процесса, то есть растворенное вещество
нельзя выделить кристаллизацией.
Химическое растворение часто используют для переработки труднорас­
творимого сырья, например, кислотное разложение фосфатов с целью перевода
нерастворимого Р20 5 (фосфат кальция) в растворимое состояние (дигидрофос­
фат кальция):
Ca5F(P04)3 + 7Н3Р 0 4 +5Н20 = 5Са(Н2Р 0 )2Н20 + HF.
Химическое растворение может протекать без образования или с образо­
ванием новой твердой фазы. Если химическое растворение не осложняется обра­
зованием твердой фазы, то процесс подчиняется закономерностям физического
растворения и включает стадии диффузии и химической реакции. Для ускорения
диффузионных процессов применяют перемешивание. Для увеличения скорости
химической реакции повышают температуру. Независимо от того, какая стадия
является лимитирующей, твердый материал подвергают измельчению.
В производстве минеральных удобрений часто используют процесс вы­
щелачивания. Выщелачивание - это извлечение жидким растворителем твердо­
го компонента из системы, состоящей из нескольких твердых фаз. При выще­
лачивании разделение смеси твердых компонентов ведут путем обработки ее
растворителем, в котором один компонент растворим хорошо, а другие нет. От­
личие от растворения - система остается гетерогенной. В старину выщелачива­
нием называли процесс получения щелоков, например, поташного щелока при обработке водой древесной золы из нее извлекали растворимый К 2С 0 3.
Выщелачивание, как метод разделения веществ, является частным случа­
ем экстракции. Экстракция - это метод разделения веществ, основанный на из­
влечении компонентов из водных солевых систем органическими растворите­
лями. При выщелачивании растворитель - вода или водный раствор, при экс­
тракции - органическая жидкость. При выщелачивании извлечение осуществ­
ляют из твердой фазы, при экстракции - из водного раствора.
Так как при выщелачивании происходит разрушение кристаллической
структуры твердого тела и образование раствора, то выщелачивание - это част­
ный случай растворения.
Если обрабатываемая твердая система состоит из нескольких раствори­
мых компонентов, а извлечь нужно один, то выщелачивание ведут раствором,
насыщенным всем компонентами, кроме извлекаемого. Таким образом ведут
выщелачивание хлорида калия из сильвинита:
Сильвинит
(NaCl + КС1) +
Раствор, насыщенный
NaCl и не насыщенный КС1
NaCl (твердый)
* КС1 (раствор)
Если разделяемая система представляет собой механическую смесь рас­
творимых и нерастворимых частиц, то закономерности процесса растворения
существенно не изменятся (например, в случае выщелачивания хлорида калия
из сильвинита).
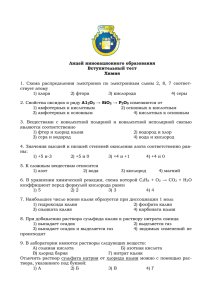
Если растворимый компонент находится в
порах нерастворимой (инертной) части системы
(рис. 2.3), то выщелачивание идет значительно
медленнее. Это объясняется тем, что в этом случае
величина диффузионного сопротивления возрас­
тает, так как молекулам растворителя необходимо
диффундировать не только через пограничный
Рис. 2.3. Вид частиц
слой, но и внутри твердого тела.
при выщелачивании
2.3. Кристаллизация
Кристаллизация - это образование новой твердой фазы, выделяющейся
из раствора (расплава или пара). Все способы кристаллизации из раствора делят
на две группы - изотермические и политермические (рис. 2.4).
г
Кристаллизация
Изотермическая
J
Политермическая
i
Рис. 2.4. Способы кристаллизации из раствора
Изотермическая кристаллизация - это кристаллизация, протекающая
при постоянной температуре. К изотермическим относятся способы, связанные с
удалением части растворителя, высаливанием и химическим взаимодействием.
Удаление части растворителя (испарение воды) может проводиться пу­
тем кипения раствора (интенсивный способ) и поверхностным испарением
(медленный способ).
Высаливание - кристаллизация соли путем введения в раствор веществ,
понижающих ее растворимость. Высаливание можно осуществить следующими
путями:
1. Введение в насыщенный раствор соли вещества, образующего кри­
сталлогидрат. В результате свободная вода (растворитель) связывается в кри­
сталлизационную.
2. Введение в насыщенный раствор соли вещества, содержащего одина­
ковый с данной солью ион. В этом случае произведение концентраций ионов
растворенного вещества станет выше его произведения растворимости (ПР) и
избыток вещества выделится в твердую фазу. Например, если в насыщенный
раствор хлорида натрия ввести раствор MgCb, то вследствие увеличения кон­
центрации ионов С1 произведение [Na+]*[C1 ] станет больше величины ПР и
равновесие реакции NaCl(TB) = Na+ + Cl сместится в сторону образования кри­
сталлов хлорида натрия.
3. Введение вещества, изменяющего структуру раствора. Например, при
введении в раствор сульфата натрия этилового спирта, растворимость Na2S04 в
смешанном растворителе (спирт + вода) понижается.
Испарение воды и высаливание применяются для солей, у которых рас­
творимость слабо зависит от температуры.
Химическое осаждение основано на образовании труднорастворимого
вещества в результате реакции.
Политермическая кристаллизация - кристаллизация охлаждением рас­
твора. Этот вид кристаллизации применяется для солей, у которых раствори­
мость сильно понижается с уменьшением температуры - при охлаждении горя­
чего насыщенного раствора содержание вещества в нем становится выше рав­
новесного и образуются кристаллы. Для солей, у которых растворимость по­
вышается с понижением температуры (Na2S 0 3, M nS04 и др.), кристаллизация
будет проходить при нагревании раствора. При изогидрической кристаллиза­
ции количество растворителя (воды) остается постоянным.
На практике в ряде случаев комбинируют рассмотренные выше методы
кристаллизации. Так, при вакуум-кристаллизации раствор охлаждается за счет
адиабатического испарения части растворителя. Частичное испарение раство­
рителя характерно и для некоторых кристаллизаторов охладительного типа, на­
пример, для башенных кристаллизаторов, барабанных с воздушным охлажде­
нием, качающихся и др.
Кристаллизация из раствора складывается из следующих стадий:
1. Образование пересыщенного раствора.
2. Появление зародышей (центров) кристаллизации.
3. Рост кристаллов.
Очередность отдельных этапов во времени может быть различной. Они
либо следуют один за другим, либо протекают почти одновременно, совмеща­
ясь друг с другом. В целом процесс кристаллизации может быть охарактеризо­
ван следующими основными параметрами: степень пересыщения, скорость зародышеобразования и скорость роста кристаллов.
1 Образование пересыщенных растворов
Образование твердой фазы может происходить только из пересыщенных
растворов. Пересыщенным называется раствор, концентрация которого выше
концентрации растворимости. Пересыщение является движущей силой процес­
са кристаллизации. Для характеристики пересыщения используют следующие
величины.
Абсолютное пересыщение - разность между концентрациями пересы­
щенного и насыщенного растворов:
Дс = сп - с н,
где Ас - абсолютное пересыщение; сп - концентрация пересыщенного раствора;
сн - концентрация насыщенного раствора (растворимость).
Относительное пересыщение - отношение абсолютного пересыщения к
концентрации насыщенного раствора:
_ сп ~ сн _ ^ с
сн
сн
Степень пересыщения - отношение концентрации пересыщенного рас­
твора к концентрации насыщенного раствора:
На графике зависимости растворимости твердого вещества от температу­
ры (рис. 2.5) область пересыщенных растворов находится выше равновесной
кривой, сама кривая отвечает концентрации насыщения, а ниже кривой - об­
ласть ненасыщенных растворов.
Можно выделить три состояния существования раствора: стабильное, метастабильное и лабильное. Стабильное состояние (область S) - это такое со­
стояние, при котором кристаллизация невозможна. Стабильному состоянию
раствора отвечают концентрации, равные или меньшие равновесной (раствори­
мости). На графике зависимости концентрации насыщения от температуры эта
область находится ниже равновесной кривой 1 (кривая растворимости).
Метастабильное состояние - это такое состояние, при котором кристал­
лизация возможна, но раствор может быть достаточно устойчивым. Этому со­
стоянию отвечает область невысоких пересыщений. Метастабильная область
делится на две зоны. В первой зоне (М/) самопроизвольное зарождение кри­
сталлов невозможно, кристаллизация возможна только при введении затравки.
Эта зона находится между кривой растворимости (кривая 1) и кривой первого
предельного пересыщения (кривая 2). Вторая зона отвечает концентрациям, при
которых самопроизвольное зародышеобразование возможно, но происходит
через некоторый промежуток времени. Вторая зона метастабильности (М2) рас­
полагается между кривыми 2 и 3 (второе предельное пересыщение или вторая
граница метастабильности).
Лабильное состояние (область L) характеризуется тем, что кристаллиза­
ция при нем наступает сразу.
2. П о я в л е н и е з а р о д ы ш е й ( ц е н т р о в ) к р и с т а л л и з а ц и и
Зародыш - мельчайшая частица новой фазы, способная к дальнейшему рос­
ту. Зародыши новой фазы образуются из дозародышевых ассоциатов. Ассоциат
представляет собой ионные или молекулярные образования, состоящие из различ­
ного числа простейших частиц (ионов или молекул). Небольшие ассоциаты могут
существовать и в ненасыщенном растворе. При переходе раствора из стабильного
состояния в нестабильное они постепенно увеличиваются, образуя в конечном
итоге частицы новой фазы. До тех пор, пока ассоциаты не приобрели присущих
новой фазе свойств, раствор рассматривается как гомогенная система. Переход из
ассоциата к мельчайшему кристаллу осуществляется в результате фазового пре­
вращения, которое приводит к упорядочиванию структуры.
Различают гомогенное, гетерогенное и вторичное зародышеобразование.
Гомогенное зародышеобразование - происходит в растворах, не содержащих
примеси других фаз. Гетерогенное - в присутствии примеси твердой фазы.
Присутствие примеси твердой фазы ускоряет появление зародышей, причем
степень влияния тем больше, чем ближе примесь по своей природе, по строе­
нию кристаллической решетки к кристаллизующемуся веществу. Вторичное
зародышеобразование происходит в присутствии кристаллов переходящего в
твердую фазу вещества, то есть в присутствии затравки.
Одной из основных характеристик процесса возникновения новой фазы
является скорость зародышеобразования. Скоростью образования зародышей
называют число центров кристаллизации N, образующихся в единицу времени:
dN
W" =T~dx
Экспериментально скорость образования зародышей определяют путем
подсчета частиц новой фазы в единице объема в данный момент времени. Под­
счет числа частиц может быть выполнен различными способами. В случае, ко­
гда зародышеобразование происходит за очень короткий промежуток времени,
то есть при изучении кристаллизации труднорастворимых соединений при
больших пересыщениях, число частиц в единицу времени может быть подсчи­
тано по данным о массе осадка и среднем размере содержащихся в нем частиц.
В других случаях для подсчета применяются специальные системы, состоящие
из счетчика, электронного анализатора и магнитного устройства. Современные
системы подсчета позволяют определять N для частиц размером не менее
1 мкм. Для подсчета частиц можно использовать и микроскоп. С его помощью
можно определить не только общее число кристаллов, но и распределение их
по размерам.
На скорость зародышеобразования влияют следующие факторы.
1. Степень пересыщения - чем выше пересыщение, тем больше wN. При
высоких пересыщениях в единицу времени образуется значительно больше за­
родышей, чем при низких.
2. Температура оказывает неоднозначное влияние на образование заро­
дышей. С одной стороны, с ростом температуры повышается энергия соударе­
ний, увеличивается активность центров кристаллизации, расположенных на по­
верхности твердых примесей, что приводит к повышению wN. С другой сторо­
ны, для солей со значительным температурным коэффициентом растворимости
(сильное повышении растворимости вещества при увеличение температуры
раствора), с повышением температуры понижается пересыщение и, следова­
тельно, уменьшается скорость зародышеобразования.
3. Перемешивание раствора, как правило, способствует кристаллообразо­
ванию, особенно при использовании затравки (вторичное зародышеобразование).
3. Р о с т к р и с т а л л о в
Термодинамически устойчивые зародыши увеличивают свою массу за
счет растворенного вещества и вырастают в кристаллы. Кристалл представляет
собой структуру в виде правильной пространственной решетки, в узлах которой
находятся соответствующие его составу ионы, атомы или молекулы. Рост кри­
сталлов происходит в результате следующих стадий: диффузия ионов из рас­
твора к поверхности растущего кристалла через пограничный слой жидкости;
разрушение гидратной оболочки ионов у границы с твердой поверхностью;
ориентированное сращивание ионов, достигших поверхности частиц, в кри­
сталлическую решетку; диффузия молекул воды, освободившихся после раз­
рушения гидратной оболочки, через пограничный слой в раствор.
Различают линейную и массовую скорость роста.
Линейная скорость роста кристалла - перемещение грани кристалла в
единицу времени:
где L - линейный размер.
Если речь идет об увеличении объема, то wL может быть представлена как
сумма отдельных скоростей роста кристалла.
Массовая скорость роста кристалла - изменение массы кристалла {т) во
времени:
dm
w, =— .
1 dx
Скорость роста кристалла, как линейная, так и массовая, зависят от сте­
пени пересыщения, температуры, интенсивности перемешивания, наличия
примесей и других факторов.
С увеличением степени пересыщения скорость роста кристаллов, как
правило, возрастает. Повышение температуры тоже ускоряет рост кристаллов,
так как способствует диффузии и увеличению скорости образования кристал­
лической решетки. В частности, при повышении температуры уменьшается
степень гидратации ионов и облегчается их переход из раствора в твердую фа­
зу. При перемешивании ускоряется диффузия и уменьшается пограничный
слой, что так же способствует более быстрому росту кристалла.
Под скоростью кристаллизации понимают либо изменение концентрации
раствора, отнесенное к единице времени (w = dc/dx), либо количество кристал­
лической фазы, образовавшейся в единицу времени в единице объема
(w = dm/(dx-V)). Графически ход кристаллизации отражается зависимостью
концентрации раствора от времени.
Скорость кристаллизации в системе определяется скоростями зародышеобразования и роста кристаллов. Естественно, все, что оказывает влияние на
образование зародышей и их рост, отражается и на кинетике процесса кристал­
лизации.
К кристаллическим продуктам, получаемым в промышленности, предъ­
являют определенные требования. Прежде всего - это размер и форма кристал­
лов, от которых зависят как дальнейшие технологические операции, так и каче­
ство готового продукта. Крупные кристаллы легче отстаиваются, фильтруются,
промываются, удерживают меньше влаги, легче высушиваются. Мелкие кри­
сталлы быстрее растворяются и обычно более чисты, чем крупные.
Размер получаемых кристаллов зависит от соотношения скоростей обра­
зования зародышей и роста кристаллов. Если
велика, то появляется множе­
ство зародышей, степень пересыщения падает, в результате wi снижается и об­
разуются мелкие кристаллы. При невысокой wN зародышей образуется немного
и снятие пересыщения идет за счет их роста, в результате образуются крупные
кристаллы.
Выше было сказано, повышение степени пересыщения ускоряет как про­
цесс образования зародышей, так и их рост. Однако это влияние сказывается
по-разному. Для характеристики скоростей обоих процессов можно воспользо­
ваться следующими упрощенными уравнениями
где kN n kL- константы скорости; а и b - коэффициенты, зависящие от различ­
ных факторов.
Из сопоставления этих уравнений видно, с увеличением пересыщения об­
разование зародышей ускоряется быстрее, чем рост кристаллов (рис. 2.6). Это
приводит к уменьшению размеров кристаллов. Для получения крупнокристал­
лического продукта необходимо поддерживать небольшое пересыщение. На­
пример, при политермической кристаллизации охлаждать раствор медленно, а
при изотермической - медленно выпаривать воду.
Степень пересыщения, S
=
С п/С н
Рис. 2.6.3ависимость скоростей образования
зародышей и их роста от степени пересыщения
Кроме пересыщения на размер и форму кристаллов оказывают влияние и
другие факторы. Повышение температуры кристаллизации способствует обра­
зованию более крупных кристаллов. Интенсивное перемешивание напротив,
способствует измельчению появившихся кристаллов, и как следствие, образо­
ванию мелких кристаллов. Для получения крупнокристаллического продукта
часто вводят затравку - мелкие кристаллы кристаллизующегося вещества. При
этом пересыщение должно быть невысоким, тогда новые зародыши не образу­
ются, а происходит рост затравочных кристаллов. Иногда для получения круп­
ных кристаллов пользуются специальными добавками, способствующими по­
вышению скорости роста.
2.4. Обжиг
Обжиг - высокотемпературная обработка твердых зернистых материалов
с целью осуществления тех или иных химических превращений. Иногда обжиг
проводят с целью придания твердому веществу определенных свойств, напри­
мер, в технологии силикатов твердый материал обжигают для придания ему
прочности. В производстве минеральных удобрений обжиг часто проводят с
целью перевода труднорастворимых соединений в растворимую форму.
В зависимости от характера химических явлений, протекающих при тер­
мической обработке твердых материалов, различают следующие виды обжига:
- кальцинация или кальцинирующий обжиг - процесс, проводимый с це­
лью удаления из твердого вещества летучих компонентов, чаще воды или диок­
сида углерода, например кальцинация гидрокарбоната натрия в производстве
кальцинированной соды:
2NaHC03 = Na2C 0 3 + С 0 2 + Н20 2,
дегидратация гидроксида алюминия в производстве глинозема
2А1(ОН)3 = А120 3 + ЗН20 и др.;
- окислительный обжиг - термическая обработка твердых веществ в
присутствии окислителя. Чаще всего в качестве окислителя применяют кисло­
род воздуха. Примером окислительного обжига может служить обжиг серного
колчедана
4FeS2 + 1102 = 2Fe20 3 + 8S 02;
- восстановительный обжиг, осуществляемый в присутствии восстано­
вителя, например, углерода. В качестве газообразных восстановителей исполь­
зуют СН4, СО или Н2. Примером восстановительного обжига является восста­
новление сульфата бария углеродом при высоких температурах:
B aS04 + 4С = BaS + 4СО;
- спекающий обжиг или спекание - это химическое взаимодействие
твердых компонентов, проводимое при высокой температуре, например, спека­
ние природных фосфатов (фторапатита) с содой и кремнеземом в производстве
термических фосфатов:
Ca5F(P04)3 + Na2C 0 3 + S i0 2 = 3CaNaP04 + Ca2S i04 + NaF + 2C 02.
В этом случае фосфат и сода - исходные компоненты, a S i0 2 - добавка,
связывающая избыточный оксид кальция в силикат, что способствует смеще­
нию равновесия реакции вправо при более низких температурах. В металлургии
под спеканием понимают термическую обработку порошкообразных материа­
лов с целью уменьшения пористости и повышения прочности;
- сплавление - это химическое взаимодействие твердых компонентов,
проводимое при температуре выше температуры плавления.
Смесь твердых компонентов, предназначенная для обжига, называется
шихта. Например, шихта - смесь сульфата бария и угля, фосфата, соды и крем­
незема. Если обжиг идет при температуре выше температуры плавления твер­
дых компонентов (даже если плавятся не все), то прокаленная шихта называет­
ся плав. Продукт, получаемый в результате спекания, называется спек.
Обжиг - гетерогенный процесс, для описания которого подходит модель
с фронтальным перемещением зоны реакции (модель с непрореагировавшим
ядром). Согласно этой модели химическая реакция сначала протекает на внеш­
ней поверхности частицы. Постепенно зона химической реакции продвигается
внутрь, оставляя за собой твердый продукт реакции и инертную часть исходно­
го твердого реагента. Гетерогенный процесс, описываемый моделью с фрон­
тальным перемещением зоны реакции, можно разделить на пять основных ста­
дий (рис. 2.7.):
/ - внешняя диффузия газообразного реагента к поверхности твердой час­
тицы через пограничный слой газа, обедненный этим компонентом;
II - внутренняя диффузия газообразного реагента через поры твердого
продукта реакции к ядру твердого реагента;
///-хим ическая реакция на поверхности непрореагировавшего ядра;
IV - внутренняя диффузия газообразных продуктов реакции через слой
твердых продуктов;
V- внешняя диффузия газообразных продуктов внутрь газового потока.
Рис. 2.7. Схема гетерогенного процесса:
1 - твердый исходный реагент; 2 - твердый продукт реакции;
3 - пограничный газовый слой
На практике механизм твердофазного процесса более сложный и кроме
перечисленных стадий может включать и многие другие - адсорбция, диссо­
циация реагентов, электронные переходы, перестройка кристаллической ре­
шетки и т.д. В случае, когда нет исходного газообразного реагента, например,
при обжиге С аС 03, стадии I и II отсутствуют.
В случае обжига под скоростью будем понимать изменение массы т ис­
ходного твердого реагента в единицу времени на единице поверхности:
dm 1
w =--------- .
dx S
Общая скорость обжига, как и любого гетерогенного процесса, складыва­
ется из скоростей его отдельных стадий - химической реакции и диффузии.
Наиболее медленная стадия, определяющая скорость гетерогенного процесса в
целом, называется лимитирующей.
Если скорость гетерогенного процесса ограничена диффузионными про­
цессами, то есть лимитирующей стадией является перенос вещества от фазы к
фазе, а сама химическая реакция протекает быстро, то считается, что процесс
протекает в диффузионной области. При этом, если наиболее медленной явля­
ется диффузия газообразного реагента через пограничный газовый слой (стадии
/ и V), то процесс протекает во внешнедиффузионной области. Если лимити­
рующей стадией является молекулярная диффузия газообразного реагента че­
рез слой твердого продукта к поверхности раздела фаз (стадии II и IV), то про­
цесс протекает во внутридиффузионной области.
Скорость некоторых твердофазных процессов ограничена скоростью хи­
мической реакции, а явления переноса протекают быстро, например, для реали­
зации аллотропных превращений диффузия вообще не нужна. В этом случае
лимитирующей стадией является химическая реакция на поверхности раздела
фаз (стадия III), а процесс протекает в кинетической области.
Многие процессы по своему характеру являются промежуточными между
этими двумя случаями - скорость химической реакции соизмерима со скоро­
стью диффузионных процессов. В этом случае считается, что процесс протека­
ет в переходной области.
В общем случае скорость гетерогенного процесса, в частности обжига, вы­
ражается уравнением
dm
А_
w =------= К -S-АС.
dx
где К - коэффициент скорости гетерогенного процесса; АС - движущая сила;
S - поверхность раздела взаимодействующих фаз.
Поверхность раздела может быть увеличена измельчением твердого
компонента. Однако сильное измельчение нежелательно, так как при этом по­
вышаются энергозатраты на измельчение, увеличивается пылеунос и изменя­
ются свойства обжигаемых материалов (например, облегчается плавление, что
может привести к сильному спеканию и значительно затруднить обжиг). В не­
которых случаях степень дробления обусловлена конструкцией печи. Напри­
мер, в шахтных печах при сильном измельчении обжигаемого материала созда­
ется большое гидравлическое сопротивление, препятствующее движению газа.
Движ ущая сила гетерогенного процесса в каждом конкретном случае
носит определенный характер. При обжиге вида Аг + ВТ= продукты движущая
сила выражается уравнением:
АС = Сг - Ср,
где Сг - концентрация газообразного компонента А в передающей фазе (в газо­
вом объеме); Ср - концентрация этого же компонента в зоне реакции.
Так как концентрация газообразного реагента в зоне реакции значительно
меньше его концентрации в передающей фазе, то можно принять, что движу­
щая сила процесса эквивалентна концентрации газообразного компонента в
объеме, то есть АС = Сг. В данном случае для увеличения движущей силы про­
цесса обжига необходимо повышать концентрацию газообразного компонента.
Для обжига вида ВТ = Мт+ Nr движущую силу процесса удобнее выра­
жать через разность парциальных давлений:
АС = Ар = р т-Рг,
где р т_ равновесное парциальное давление газа над поверхностью твердого те­
ла; р г - парциальное давление газообразного компонента N в объеме.
В данном случае для увеличения Ар необходимо обеспечить отвод газо­
образного продукта из зоны реакции и повысить температуру (с повышением t
увеличивается р т).
Коэффициент скорости процесса обжига является функцией многих пе­
ременных и в общем случае определяется сопротивлением газовой погранич­
ной пленки ( 1/р), сопротивлением слоя твердых продуктов ( 1/D) и сопротивле­
нием химической реакции (Ilk), то есть
где р - коэффициент массопереадачи, характеризующий внешнюю диффузию
газообразного или жидкого компонента из объема фазы к поверхности твердого
тела через пограничный слой; D - коэффициент диффузии, характеризующий
внутреннюю диффузию; к - константа скорости химической реакции.
С учетом этого соотношения уравнение скорости обжига принимает вид:
dm
1
W = ----- = --------- 7--- ч-- 7— ч - S АС.
dr
( / ,p )+ W + f e )
Решение уравнения сводится к определению времени т, необходимого
для осуществления процесса. Аналитический расчет этого выражения значи­
тельно упрощается, если известна лимитирующая стадия процесса. В этом слу­
чае сопротивление данной стадии существенно превышает сопротивление двух
других стадий. Например, если процесс протекает в кинетической области, то
1/ к » 1/р и 1/ к » 1/Д а уравнение можно представить следующим образом
dm 1 „ д„
w = -------- = - т -5- ЛС/
л
К
то есть скорость процесса определяется скоростью химической реакции на гра­
нице раздела фаз.
Зная лимитирующую стадию, можно применить конкретные пути интен­
сификации обжига. Если процесс протекает в кинетической области, то необхо­
димо повышать температуру, так как в этом случае значительно повышается к:
_Е_
к = А-е RT
Если процесс лимитируется внешней диффузией, то необходимо повы­
шать р = 5/D7, используя перемешивание твердого материала (печи КС, вра­
щающиеся печи и т.д.)
В случае, когда наиболее медленной является внутренняя диффузия, что­
бы облегчить диффузию газа внутри твердого тела, необходимо измельчение.
Дробление и измельчение частиц (уменьшение радиуса) всегда благоприятно
влияет на интенсивность обжига, но особенно сильно - во внутридиффузионной области.
Из уравнения w =------= K S A C сложно получить общую кинетическую
dx
модель процесса обжига. Чаще всего пользуются эмпирическими уравнениями,
выведенными на основании изучения топохимического взаимодействия.
2.5. Флотация
Флотация - метод обогащения, заключающийся в разделении минералов
на основе различной способности их удерживаться на границе раздела фаз в
жидкой среде. При флотации через пульпу обогащаемой руды продувают пу­
зырьки воздуха. Частицы не смачиваемых минералов прилипают к пузырькам
воздуха и всплывают на поверхность в виде минерализованной пены, а смачи­
ваемые частицы остаются в суспензии во взвешенном состоянии или тонут.
Смачиваемость или несмачиваемость можно создавать искусственно, применяя
поверхностно активные вещества.
В процессе пенной флотации участвуют три фазы - твердая, жидкая, га­
зообразная. Поверхность твердых тел обладает свободной энергией, величина
которой характеризует природу и особенность поверхности минералов и спо­
собность их к взаимодействию водой. Одним из проявлений такого взаимодей­
ствия является смачивание водой поверхности минерала. Для того, чтобы вода
смачивала поверхность минерала, силы притяжения между молекулами мине­
рала и воды должны превышать силы взаимодействия между молекулами воды.
Поверхности, которые смачиваются водой, называются гидрофильные,
несмачиваемые поверхности - гидрофобные. Степень смачивания поверхности
твердого тела количественно оценивается величиной краевого угла (0) - угол
между твердой поверхностью и касательной в точке соприкосновения трех фаз,
отсчитываемый всегда в сторону жидкой фазы (рис. 2.8).
Рис. 2.8. Определение краевого
угла смачивания:
сгт_ж - поверхностная энергия на границе твердое - жидкое; стж_, - поверхностная энергия
на границе жидкость - газ; 0° - полное смачивание; 180° - полное несмачивание.
Флотируемость минерала зависит от степени смачивания его поверхности
водой. Чем хуже минерал смачивается, тем легче пузырек воздуха вытесняет с
поверхности воду, сильнее закрепляется на минерале, и выносит его на поверх­
ность. Более прочное прилипание будет при большем угле 0.
Процесс закрепления минерального зерна на пузырьке воздуха происхо­
дит на поверхности раздела вода - воздух и протекает самопроизвольно. Само­
произвольные процессы по второму закону термодинамики возможны только
при уменьшении свободной энергии системы. Убыль свободной энергии систе­
мы в результате закрепления минерального зерна на пузырьке воздуха называ­
ется работой прилипания
AW = a„._T(l-c o s 0 ),
где A W - работа прилипания, отнесенная к единице площади прилипания; с ж.гсвободная поверхностная энергия, Дж/м“; 0 - краевой угол смачивания.
Чем больше 0, тем больше гидрофобность, тем лучше идет флотация, так
как больше убыль свободной энергии системы.
2.6. Гранулирование
Гранулирование (от лат. granulum - зернышко) - совокупность физико­
химических и механических процессов, обеспечивающих получение гранул, то
есть частиц определенных размеров, формы, структуры и физических свойств.
Размер гранул зависит от вида материала, способа его дальнейшей пере­
работки или применения, и для минеральных удобрений обычно составляет 2—
4 мм. Изменение физической формы удобрения путем гранулирования положи­
тельно отражается на его агрономической эффективности, снижает физические
потери, улучшает физико-механические свойства, а также состояние производ­
ственной среды при работе с ними, благодаря снижению пыления продуктов.
Поэтому главным требованием потребителя к качеству удобрений является вы­
пуск всего объема туков в гранулированном виде.
Ниже рассмотрены важнейшие методы гранулирования.
Окатывание - формирование гранул, достигаемое агрегированием и на­
слаиванием частиц с уплотнением структуры.
Окатывание включает следующие стадии:
- смачивание частиц материала связующим (например, водой), в резуль­
тате чего образуются отдельные комочки-агломераты частиц;
- наслаивание мелких частиц на более крупные;
- уплотнение агломератов в слое материала.
Чаще всего гранулирование окатыванием осуществляют в барабанном гра­
нуляторе, принцип действия которого основан на вращении барабана, установ­
ленного горизонтально или под углом 1 - 3° (частота вращения 5-20 мин _I).
Окатывание в барабанном грануляторе происходит на боковой цилиндрической
поверхности барабана. Для интенсификации окатывания применяют также ско­
ростные и вибрационные грануляторы, в которых получают более плотные и од­
нородные по размерам гранулы. В скоростном грануляторе слой материала
сильно перемешивается посредством шнека (частота вращения 1000-2500 мин”1)
н вала с насаженными на него штырями или пластинами. Корпус вибрацион­
ного гранулятора - горизонтальный прямоугольный или трапециевидный ко­
роб - крепится специальными пружинами к опорной плите и подвергается ме­
ханическим колебаниям (частота 5-50 Гц, амплитуда 2-5 мм), благодаря кото­
рым материал хорошо перемешивается и уплотняется.
Прессование - получение гранул в форме брикетов и плиток путем уп­
лотнения сухих порошков с последующим дроблением спрессованного мате­
риала. Для прессования применяют валковые и вальцевые прессы.
Диспергирование плава заключается в разбрызгивании горячего высоко­
концентрированного раствора (плава) в капли, которые при охлаждении за­
твердевают, образуя гранулы правильной сферической формы. Диспергирова­
ние плава может осуществляться двумя способами:
- приллирование - разбрызгивание горячего плава и охлаждение капель в
полых грануляционных башнях.
- разбрызгивание плава на поверхность твердых частиц в аппарате бара­
банного типа или с псевдоожиженным слоем с одновременным охлаждением
гранул в противотоке холодного воздуха; этот метод имеет немаловажное пре­
имущество перед приллированием - обеспечивает получение гранул с наиболее
плотной структурой и, следовательно, более высокой прочности.
Диспергирование суспензий и растворов - разбрызгивание жидкости на
поверхность частиц, составляющих вращающийся, взвешенный или псевдо­
ожиженный слой, с одновременной сушкой продукта до требуемой влажности.
В результате разбрызгивания тонкие пленки жидкости наслаиваются на центры
гранулообразования; гранулы растут вследствие кристаллизации пленок. Такой
способ гранулирования осуществляют в барабанных грануляторах-сушилках
(аппаратах БГС) и аппаратах с псевдоожиженным слоем.
Рассмотрим варианты выбора методов гранулирования для производства
минеральных удобрений.
Основным методом гранулирования простых азотных удобрений является
приллирование. Этим методом получают практически все гранулированные
азотные удобрения (аммиачная селитра, карбамид), исключение составляет
лишь производство сульфата аммония, для гранулирования которого применя­
ют прессование и распыливание в псевдоожиженном слое.
Единственным методом гранулирования хлористого калия является пока
прессование; в стадии разработки находятся новые способы гранулирования,
основанные, например, на использовании окатывания.
Основными методами гранулирования фосфорсодержащих (простых и
комплексных) удобрений являются:
- окатывание, в том числе распыливание пульпы на поверхность частиц,
сочетаемое с последующим окатыванием (этим методом гранулируют большую
часть фосфорсодержащих удобрений);
- прессование сухих порошков и тукосмесей;
- распыливание суспензии в псевдоожиженном слое.
Техника гранулирования расплавов сложных удобрений развивается в
двух направлениях: разбрызгивание и охлаждение расплавов в полых башнях;
охлаждение расплава на поверхности твердой фазы в аппаратах барабанного
типа или в аппаратах с псевдоожиженным слоем.
2.7. Кондиционирование
Кондиционирование - процесс, проводимый на конечной стадии получе­
ния удобрений с целью доведения физико-химических свойств продукта до
уровня, обеспечивающего его длительную сохранность. Кондиционирование
заключается в поверхностном модифицировании гранул или кристаллов с по­
мощью различных веществ, предотвращающих поглощение влаги или образо­
вание кристаллических связей между частицами. Кондиционирование гранул
позволяет снизить или полностью устранить гигроскопичность и слеживаемость. Кондиционирование порошковидных удобрений проводится с целью
снижения слеживаемости и пылимости.
Для кондиционирования гранулированных удобрений применяются сле­
дующие добавки и вещества.
О п у д р и в а ю щ и е д о б а в к и . Наиболее распространены гидрофильные
порошки: гипс, кизельгур, диатомит, каолин и др., обладающие большой удель­
ной поверхностью. Механизм их действия состоит в том, что, адсорбируя влагу
из воздуха, они уменьшают содержание свободной влаги в частицах удобрения
а также создают на поверхности гранул защитную оболочку, исключающую
контакт частиц удобрения между собой. Гигроскопические свойства инертных
добавок можно повысить добавлением таких гигроскопичных соединений как
хлорид или нитрат кальция.
О б р а б о т к а г р а н у л п о в е р х н о с т н о - а к т и в н ы м и веществами
( П А В ) . Более перспективным для модификации поверхности гранул мине­
ральных удобрений является применение поверхностно-активных веществ, ор­
ганических гидрофобных агентов.
Механизм действия ПАВ обусловлен рядом явлений.
Анионные ПАВ (ариловые сульфонаты, жирные кислоты и их соли, по­
лимеры и сополимеры акриловой кислоты и др.) - предотвращают слеживание
путем торможения кристаллизации на поверхности и уменьшения поверхност­
ного натяжения, создавая солевой раствор, который распределяется по поверх­
ности как тонкая пленка.
Катионные ПАВ (жирные амины) - прилипают к поверхности гранул и
делают ее гидрофобной, что уменьшает способность удобрения поглощать вла­
гу. Катионные ПАВ также оказывают влияние на форму кристалла и подавляют
образование зоны контакта, а также уменьшают предел прочности на растяже­
ние связей между гранулами.
Органические гидрофобные агенты (парафины, синтетические полимеры,
минеральные масла и др.) - создают гидрофобный барьер между гранулами, ко­
торый предотвращает смачивание по точкам контакта и задерживает поглоще­
ние влаги из окружающего воздуха.
Для достижения высокой эффективности обработки предпочтительно ис­
пользование комбинированного эффекта различных добавок. Одним из приме­
ров комбинированного продукта являются жирные амины, растворенные в ми­
неральном масле с добавками, усиливающими кондиционирующие действие
например, парафинов.
К а п с у л и р о в а н и е г р а н у л - покрытие гранул удобрения тонкой во­
донепроницаемой пленкой органических полимеров.
Выбор вещества для кондиционирования удобрений зависит от коэффи­
циента гигроскопичности (у):
у < 3 - покрытия не рекомендованы;
у = 3,0-5,0 - применяют опудривающие вещества;
у = 5,0-10,0 - обработка ПАВ;
у > 10 - полимерные капсулы.
Контрольные вопросы
1. Дайте общую характеристику сырья в производстве минеральных
удобрений.
2. Приведите механизм процесса растворения твердого тела.
3. Какие соли называются диффузионнорастворимыми? В каких случаях
соль характеризуется недиффузионным типом растворения?
4. Как зависит скорость растворения от поверхности раздела фаз?
5. Как можно увеличить движущую силу процесса растворения и коэф­
фициент скорости растворения?
6. В каких случаях применяют химическое растворение? В чем заключа­
ется отличие химического растворения от физического?
7. Какой процесс называют выщелачиванием? Чем выщелачивание отли­
чается от растворения?
8. Перечислите способы кристаллизации из раствора. Чем обусловлен
выбор изотермической или политермической кристаллизации?
9. Что является движущей силой кристаллизации? Охарактеризуйте со­
стояния существования раствора.
10. От каких факторов зависит размер получаемых кристаллов? Какие
условия необходимо соблюдать для получения крупных кристаллов?
11. Что такое обжиг? Какие виды обжига вы знаете?
12. Перечислите основные стадии обжига, как гетерогенного процесса.
Назовите пути интенсификации обжига.
13. Что такое флотация? Охарактеризуйте условия проведения процесса.
14. От чего зависит флотируемость минерала?
15. Какой процесс называют гранулированием? Охарактеризуйте важ­
нейшие методы гранулирования.
16. Обоснуйте варианты выбора метода гранулирования для производ­
ства минеральных удобрений.
17. На какой стадии производства минеральных удобрений применяют
кондиционирование? Какие вещества могут быть использованы для обработки
поверхности гранул?
18. Обоснуйте выбор способа кондиционирования гранул в производстве
минеральных удобрений.
3. ТЕХНОЛОГИЯ КАЛИЙНЫХ УДОБРЕНИИ
3.1. Виды калийных удобрений и сырье для их получения
Современное производство калийных удобрений является одной из наи­
более развитых отраслей туковой промышленности. Количество этих удобре­
ний, ежегодно поставляемых сельскому хозяйству, измеряется десятками мил­
лионов тонн. Производство калийных удобрений характеризуется высоким
уровнем концентрации добычи и переработки. Более 80% запасов используе­
мой для производства калия руды приходится всего на три страны - Канаду,
Россию и Белоруссию, являющимися крупнейшими производителями калийных
удобрений. Как следствие, большая часть калийных удобрений поступает во
внешнеторговый оборот. Среди многочисленных (около 150 стран) и террито­
риально рассредоточенных потребителей наибольшая доля потребления прихо­
дится на Азиатские страны, Латинскую и Северную Америку.
Все используемые калийные удобрения являются водорастворимыми. Их
делят на хлоридные и бесхлорные.
Основным компонентом хлоридных удобрений является КС1. К ним отно­
сятся:
- хлорид калия - содержит до 60% основного компонента в пересчете на
К20 (или от 95 до 99% КС1);
- отработанный электролит - побочный продукт производства магния
электролизом карналлита, содержит до 45% К20 ;
- размолотый сильвинит - до 20% К20 и размолотая каинитовая руда
(KCl-MgS04-3H20 ) - до 12% К20.
Сырые калийные руды (сильвинит и каинит) в последнее время в качест­
ве удобрений применяются редко, так как содержат много балласта.
Основным компонентом бесхлорных удобрений является K2S 04. К ним
относятся:
- сульфат калия - содержит до 52% К20 ;
- калимагнезия двойная соль сульфатов калия и магния
(K2S 04 M gS04), содержащая до 29% К20 ;
- калийно-магниевый концентрат, получаемый в результате переработки
природных сульфатных руд.
Основным источником для получения солей калия служат природные ис­
копаемые минеральные соли, образовавшиеся миллионы лет назад за счет ис­
парения рассолов материковых озер, изолированных от океанов и морских ла­
гун. Пласты солей разделены друг от друга слоями и прослойками породообра­
зующих минералов в основном осадочного происхождения - гипс, ангидрит,
карбонаты, силикаты и др.
Наиболее распространены месторождения хлоридного типа, представ­
ленные сильвинитовыми и сильвинито-карналлитовыми рудами. Самые круп­
ные хлоридные месторождения - Саскачеванское (Канада), Верхнекамское
(Россия), и Старобинское (Беларусь).
Запасы Верхнекамского месторождения исчисляются 24 млрд, т К20 , пло­
щадь распространения - 3500 км2 Строение Верхнекамского месторождения
(рис. 3.1) представлено снизу вверх пластами глинисто-ангидритовых отложений
(мощность 380 м), солевой формацией (450-500 м), переходной толщей и толщей
глинисто-мергелистых пород. В солевой формации выделяют пласт подстилаю­
щей каменной соли мощностью 250-400 м и пласт покровной каменной соли
мощностью до 40 м, между которыми находится толща калийных солей.
До 4Z7м
1
&
%
1
Сильбинитокарналлитобая
зона
Сильбинитобая
зона
От20 до
115м
1- глинисто-ангидритобые отложения,2 - каменная соль (подстилающая}.
3 - сильбинитобая зона,
4 - сильбинито-карналлитобая зона,
5 - покробная каменная соль,
в - переходная толщо
От 7 до
Шм
250№м
Рис. 3.1. Схематичное строение Верхнекамского месторождения
В толще калийных солей выделяют 2 зоны:
- Силъвинито-карналлитовая (верхняя) зона сложена чередующимися
слоями карналлитовых солей, пестрых сильвинитов и каменной соли. В этой
зоне насчитывается девять пластов калийных солей, разделяемых прослойками
каменной соли. Из 9 пластов верхней зоны рабочих два - пласты Б и В.
- Сильвинитовая(нижняя) зона включает шесть пластов, состоящих из
перемежающихся слоев сильвинита и каменной соли. Из шести пластов нижней
зоны рабочих два - Красный II (Кр. II) и А.
Благодаря сравнительной чистоте и неглубокому залеганию (260-390 м)
мощных пластов сильвинита и карналлита Верхнекамское месторождение от­
носится к наиболее значительным месторождениям мира.
Саскачеванское месторождение калийно-магниевых солей хлоридного
типа является крупнейшим в мире. Запасы этого месторождения исчисляются
* Пестрый сильвинит - смесь кристаллов молочно-белого сильвина с серыми,
голубыми и синими кристаллами галита
34 млрд, т К20 , площадь распространения —5100 км“, глубина залегания пла­
стов - 600-2700 м.
Запасы Старобинского месторождения исчисляются 1,2 млрд т К20 , пло­
щадь распространения - 350 км2, глубина залегания пластов - 380-650 м. Сильвинитовые и карналлитовые руды Старобинского месторождения характеризу­
ются высоким содержанием нерастворимого остатка-до 12%.
Месторождения хлоридного типа являются источником для получения
хлорида калия. Сульфат калия получают из хлорид-сульфатных калийных и ка­
лийно-магниевых солей, которые в природе встречаются в виде массивов или в
небольших количествах совместно с сильвинитом. К числу наиболее распро­
страненных минералов данного типа относятся кизерит (M gS04 H20), лангбейнит (K2S 0 4-2MgS04), каинит (K C lM gS04-3H20 ) и др. Запасы природных ис­
точников позволяют производить только половину потребляемого сульфата ка­
лия. На территории бывшего СССР производство сульфата калия из природно­
го сырья было осуществлено на базе хлоридно-сульфатных полиминеральных
руд Прикарпатья. Характерной особенностью этих руд является сложный и
разнообразный минералогический состав.
Месторождения солей могут существовать, если они перекрыты от грун­
товых вод так называемой водозащитной толщей (ВЗТ), состоящей из водоне­
проницаемых пород сланца, сформировавшимися одновременно с солевыми
отложениями. Нарушение ВЗТ приводит к затоплениям и потере соляных руд­
ников. Из отечественных месторождений наиболее «опасное» Верхнекамское,
где под солевой толщей расположен горизонт контактных рассолов, находя­
щихся под большим гидростатическим давлением, а над слоем ВЗТ - огромное
количество грунтовых вод.
Кроме природного ископаемого сырья для получения калийных солей ис­
пользуются естественные растворы, например, рассолы Большого Соленого
озера (США), донные залежи озера Сёрлз (США), рапа Мертвого моря, в кото­
рой сосредоточено максимальное, среди других озер, количество калия.
3.2. Производство хлорида калия
Хлорид калия - основное калийное удобрение. На его долю приходится
до 95% выпускаемых калийных солей.
В настоящее время главным источником получения хлорида калия являются
сильвинитовые руды, представляющие собой сростки сильвина (до 30%, иногда
больше) и галита (до 80%). Сильвинитовые руды, как правило, содержат примеси
карналлита, сульфата магния и нерастворимый остаток (н.о.). В состав н.о. входят
глины (алюмосиликаты, гидрослюды, полевой шпат и т.д.) - 42-51%; сульфаты
(ангидрит C aS04, гипс C aS04-2H20 ) - 5-30%; карбонаты кальция и магния пе­
ременного состава (доломит, магнезит и т.д.) - 10—20%.
Средний состав сильвинитовых руд на действующих калийных рудниках
Верхнекамского месторождения приведен в табл. 3.1.
Таблица 3.1
Средний состав сильвинитовых руд Верхнекамского месторождения
Содержание, % масс.
КС1
н.о.
КС1
н.о.
БКПРУ-2
БКПРУ-4
Пласты А и Б
42,1
42
6,2
1,9
Пласт Кр. II
38,4
33,5
2,5
1,8
СКРУ (1,2, 3)
~ 34
~ 1,5
~ 23
- 1,2
Минералогический состав сильвинитовых руд различных месторождений
представлен двумя основными солевыми минералами: сильвином и галитом.
Для сильвина характерен широкий спектр окраски: от сургучно-красной
до молочно-белой. Красная окраска сильвина объясняется наличием равномер­
но распределенных мельчайших частичек (от микрона до 0,1 мм) гематита и гетита. Для красного сильвина характерны также включения карбонатов. Молоч­
но-белая окраска сильвина связана с рассеиванием света на мельчайших газово­
жидких и твердых включениях.
Для разделения калийных руд используются, в основном, различия со­
ставляющих компонентов в следующих свойствах:
1. Растворимость минералов в воде, в основном, в диапазоне температур
25-105°С.
2. Физико-химические свойства поверхностей в трехфазной системе твер­
дое - жидкость - газ.
3. Плотность минеральных компонентов.
4. Электрические свойства минералов.
5. Радиометрические, фотометрические свойства.
6. Магнитные свойства.
В промышленной практике для разделения минеральных компонентов
калийных руд нашли применение первые четыре показателя разделения, яв­
ляющихся основой для химического, флотационного, гравитационного и элек­
тростатического методов обогащения калийных руд.
Химические (галургические) методы, основанные на различиях в раство­
римости солевых минералов в воде, широко используются для разделения
сильвинитовых руд за счет повышения в интервале температур 25-105°С рас­
творимости хлорида калия при небольшом изменении растворимости хлорида
натрия. При использовании химических методов из горячих солевых растворов
при их охлаждении под вакуумом выделяют кристаллы КС1.
Физико-химические свойства поверхностей минеральных частиц, селек­
тивно изменяемых под воздействием флотационных реагентов, заложены в ос­
нову флотационного метода обогащения солей, широко используемого в про­
мышленности для разделения сильвинитовых руд.
Плотность и крупность минеральных частиц является основой разделения
гравитационными методами. Они используются при разделении пневматиче­
ской сепарацией, отсадкой, в поле сил тяжелой жидкости и тяжелых суспензий,
а также при подготовке руд к обогащению, например, обесшламливание перед
флотационным разделением сильвина и галита, обеспыливание руды перед
электро- и фотосепарацией и т.д.
Электрические свойства, создаваемые на поверхности минеральных час­
тиц коронным разрядом или трибоэлектризацией, являются основой процессов
электрической сепарации калийных руд. В промышленном масштабе в Герма­
нии для разделения хартзальцевых калийных руд широко используется метод
электростатической сепарации. В других странах метод не нашел промышлен­
ного применения.
Из физических свойств при разделении калийных руд в лабораторных ус­
ловиях и на опытных установках доказана эффективность использования раз­
ницы в оптических свойствах сильвина и галита {фотометрический метод се­
парации).
Разница в магнитных свойствах солевых и водонерастворимых (н.о.) ми­
нералов установлена и использована на стадии лабораторных исследований для
предварительного обесшламливания руды, разделяемой, например, флотацион­
ным или другим механическим методом.
Промышленными методами производства хлорида калия из сильвинита
являются галургический и флотационный. Многолетний опыт применения этих
методов позволяет заключить, что флотация обладает рядом преимуществ пе­
ред галургическим:
- обогащение осуществляется в пульпе при нормальной температуре,
что резко снижает коррозию аппаратуры, а также улучшает условия труда;
- хлористый калий получается менее слеживающимся;
- сокращаются капитальные затраты, требуется значительно меньший
расход технологического пара, что снижает затраты на сооружение ТЭЦ.
Но флотационный метод производства хлористого калия из сильвинита
обладает по сравнению с галургическим и рядом недостатков:
- содержание КС1 в продукте не превышает, как правило, 95%;
- галитовые отвалы содержат незначительные примеси жирных аминов,
что затрудняет их переработку на кормовую и особенно на пищевую поварен­
ную соль;
- безвозвратно теряется содержащийся в сильвините бром, поскольку
флотационное обогащение не сопровождается растворением хлористого калия
в оборотном растворе; другими словами, галургический метод производства
хлористого калия обеспечивает лучшую возможность для комплексного ис­
пользования сырья и получение продукта более высокого качества.
Практика показала, что при флотационном обогащении калийных руд с
невысоким содержанием глинистого шлама себестоимость хлористого калия
ниже себестоимости продукта, получаемого галургическим методом.
С увеличением в перерабатываемом сырье содержания глинистого шлама
резко растет расход флотореагентов. Так как себестоимость хлористого калия,
полученного флотационным методом, в значительной мере определяется затра* Кизеритовый хартзальц - твердая калийная соль среднего состава: 55% NaCl,
24% КС1, 18% MgSCVPbO и ангидрит
тами на флотореагенты, то в случае переработки калийных руд с большим со­
держанием глинистого шлама себестоимость может оказаться выше себестои­
мости хлористого калия, получаемого галургическим методом.
В мировой практике обогащения калийных руд используются сочетания
различных методов и схем, что позволяет более эффективно осуществлять раз­
деление минеральных компонентов руды и повышать качество готовой продук­
ции. Наиболее широкое промышленное применение получил метод флотации в
сочетании с доводочным химическим.
3.3. Получение хлорида калия из сильвинита
галургическим способом
Получение хлорида калия из сильвинита галургическим способом осно­
вано на различной растворимости КС1 и NaCl в зависимости от температуры. С
повышением температуры растворимость КС1 сильно увеличивается, а раство­
римость NaCl повышается незначительно. При совместном растворении этих
солей растворимость КС1 значительно повышается с увеличением температуры,
тогда как растворимость NaCl уменьшается (рис. 3.2). Если сильвинит раство­
рять в горячей (100°С) воде, то в раствор будут переходить обе соли, и процесс
растворения будет продолжаться до полного насыщения обеими солями 275 г/л NaCl и 353 г/л КС1.
Рис. 3.2. Зависимость растворимости КС1 и NaCl от температуры
Так как с увеличением температуры растворимость NaCl уменьшается, то
при охлаждении раствора из него будет кристаллизоваться только хлорид ка­
лия. При этом после кристаллизации КС1 (в результате охлаждения, например
до 25°) в растворе останется то же количество NaCl - 275 г/л и только 170 г/л
КС1. Таким образом, 353 - 170 = 183 г КС1 можно выделить в виде кристаллов.
Если раствор, оставшийся после отделения кристаллов (маточный раствор), на­
греть до 100°, то он станет недонасыщенным по КС1 и при соприкосновении с
новыми порциями сильвинита может растворять КС1, а хлорид натрия при этом
останется в твердой фазе. При охлаждении насыщенного раствора из него снова
будут выделяться кристаллы КС1. Таким образом, процесс является цикличе­
ским.
3.3.1 Принципиальная схема получения хлорида калия из сильвинита
галургическим способом
Принципиальная схема получения КС1 из сильвинита галургическим спо­
собом представлена на рис. 3.3.
фильтрат
сильдинит
готобый продукт
Рис. 3.3. Принципиальная схема получения хлорида калия
галургическим способом
Процесс включает следующие стадии:
- дробление сильвинитовой руды с целью раскрытия минералов сильвина
и галита и увеличения площади взаимодействия твердой и жидкой фаз;
- растворение сильвинита с целью наиболее полного разложения сильви­
нита на КС1 и NaCl, то есть получение насыщенного по хлориду калия щелока
и галитового отвала с минимальным содержанием КС1;
- отделение галитового отвала от горячего насыщенного щелока;
- осветление насыщенного щелока от солевого и глинистого шлама;
- противоточная промывка глинистого шлама с целью уменьшения по­
терь хлорида калия с жидкой фазой шламов;
- охлаждение насыщенного раствора с целью кристаллизации из него
хлорида калия;
- отделение кристаллов КС1 от маточного раствора и их сушка;
- нагрев маточного раствора, в результате чего он становится недонасьпценным по хлориду калия и возвращается на стадию растворения сильвинита.
3.3.2. Статический анализ получения хлорида калия из сильвинита
Для определения наиболее рациональных режимов данной технологии
необходимо провести статический анализ, при котором должна быть рассмот­
рена трехкомпонентная система КС1 - NaCl - Н20 .
На рис. 3.4 изображены изотермы растворимости при 25 и 100°С для сис­
темы КС1 - NaCl - Н20 в прямоугольном треугольнике состава, углы которого
отвечают 100%-м компонентам, то есть КС1 (т. К), NaCl (т. N) и Н20 (т. О), сто­
роны - двухкомпонентным системам. Любая точка внутри треугольника соот­
ветствует трехкомпонентной системе. Кривые к\Е\ооП\ и k2E2sn2 отвечают изо­
термическим сечениям растворимости при температурах 100 и 25°С. Любая
точка внутри поля к\Е\ооК и к2Е25К соответствует системе из твердого хлорида
калия и насыщенного этой солью раствора при 25 и 100°С. Иными словами по­
ля к\Е\ооК и к2Е25К представляют собой области кристаллизации хлорида калия
при 100 и 25°С. Фигуративные точки внутри полей n\E\00N и n2E25N выражают
системы из твердого хлорида натрия и раствора, насыщенного этой солью при
100 и 25°С.
Эвтонические точки Еюо и Е2s отвечают растворам, насыщенным одно­
временно хлористым калием и хлористым натрием при 100 и 25°С.
Фигуративные точки внутри треугольников N E]0oK и NE25K выражают
трехфазные системы, состоящие из насыщенного раствора солей КС1 и NaCl и
двух твердых солей при 100 и 25°С.
При обработке сильвинита горячим маточником образуется раствор, на­
сыщенный солями хлористого калия и хлористого натрия. На диаграмме рас­
творимости (рис. 3.4) ему отвечает т. Е ш . Если этот раствор подвергнуть охла­
ждению от 100 до 25°С, то при температуре 25°С т. Е т попадает в поле кри­
сталлизации хлорида калия (к2Е25К ), то есть при охлаждении насыщенного рас­
твора состава т. Е т образуются твердый хлористый калий и насыщенный рас­
твор состава т. R, образующейся при пересечении соединительной линии К Е т
и изотермы растворимости при 25°С. Количество кристаллов КС1 пропорцио­
нально длине отрезка R E m •
Маточный раствор (т. R) после отделения кристаллов хлорида калия по­
дается на выщелачивание сильвинита, состав которого характеризуется точ­
кой S. При взаимодействии раствора (т. R) и сильвинита (т. S) образуются сис­
темы, характеризуемые фигуративными точками на линии SR. Точка т, образо­
вавшаяся в результате пересечения линий RS и E ]0oN9 характеризует оптималь­
ное соотношение количеств маточного раствора и сильвинита, поступающих в
растворитель.
Из диаграммы видно, что при оптимальном соотношении исходных
сильвинита и маточного раствора на выходе из растворителя образуются насы­
щенный раствор состава т. /Гюо и твердая фаза т. N, представляющая собой чис­
тый хлористый натрий, идущий в отвал.
Технологически это соответствует полному разделению сильвинита на
чистые хлорид калия и хлорид натрия, так как в отвале будет 100%-й хлори­
стый натрий (т. N), а из насыщенного раствора (т. Еюо) при охлаждении до
25°С, как показано выше, выпадут кристаллы чистого хлорида калия.
К онц ен трац и я N a G ,
% м асс.
Рис. 3.4. Моделирование процессов растворения сильвинита и последующей
кристаллизации охлаждением с помощью диаграммы растворимости
системы КС1 - NaCl - Н20
Если маточника подается меньше, чем это требуется по оптимальному со­
отношению, например, т. т и тогда количество фаз определится из соотношения
Количество маточного раствора (т. К)
Количество сильвинита (т. S)
_
m\S
Rm \
При температуре 100°С фигуративная точка т\ попала в поле совместной
кристаллизации КС1 и N a C l, то есть в поле KEwoN. По правилу соединительной
прямой определяем, что на выходе из растворителя система состоит из насы­
щенного раствора т. Еюо и твердой фазы т. Si.
При охлаждении насыщенного раствора т. Е т , как показано выше, выпа­
дут кристаллы хлорида калия, а твердая фаза т. S\ (отвал) представляет собой
уже не чистый хлористый натрий, а с примесью хлористого калия. Значит, если
маточника брать меньше, чем это необходимо по оптимальному соотношению,
не будет достигнуто полного разделения сильвинита, и часть хлорида калия бу­
дет теряться с отвалом.
Если маточного раствора по отношению к определенному количеству
сильвинита в растворитель подается больше оптимального соотношения, то со-
став системы будет отвечать, например, точке т2. В результате выщелачивания
эта система будет состоять из насыщенного раствора т. Е и твердой фазы т. N
(чистый хлорид натрия).
При охлаждении насыщенного раствора состава т. Е до 25°С точка Е по­
падает в поле совместной кристаллизации КС1 и NaCl. Кристаллы хлористого
калия и хлористого натрия находятся в равновесии с эвтоническим раствором
состава т. E2s, следовательно, для определения состава и количества фаз, обра­
зующихся при охлаждении насыщенного раствора т. Е, через точки Е25 и Е
нужно провести соединительную прямую, которая пересечет гипотенузу KN в
точке S2. При охлаждении до 25°С система состоит из насыщенного раствора т.
Е25 и твердой фазы т. S2. В этом случае кристаллизуется не чистый хлорид ка­
лия, а загрязненный хлоридом натрия.
Таким образом, условиям наиболее полного разделения сильвинита и по­
лучения продукта высокого качества отвечает количественное отношение ма­
точного раствора и сильвинита, определяемое положением точки т.
Так как количество выпавших кристаллов КС1 пропорционально длине
отрезка REm , то надо найти такие условия растворения и кристаллизации, ко­
торые бы обеспечили наиболее длинный путь кристаллизации хлорида калия.
Изотермы растворимости при температурах, больших, чем 100°С на диаграмме
будут располагаться выше линии к\Е\0оК, а при температурах, меньших, чем
25°С - ниже линии к2Е25п2, поэтому при повышении температуры растворения
и понижении температуры кристаллизации длина отрезка, характеризующего
выход КС1 в твердую фазу, будет увеличиваться. Таким образом, для наиболь­
шего выхода продукта растворение желательно вести при более высокой тем­
пературе, а кристаллизацию - при более низкой.
В вакуум-кристаллизаторе помимо охлаждения происходит самоиспарение части растворителя, за счет чего также может кристаллизоваться соль.
На рис. 3.5 показано графическое моделирование процесса кристаллиза­
ции испарением части растворителя.
Предположим, что одновременно с охлаждением раствора т. £юо испари­
лось такое количество растворителя, что состав начального раствора (т. Е\оо)
изменился по лучу испарения (Н20 - Е т ) до фигуративной т. а. При этом ко­
личество испарившейся воды пропорционально длине отрезка Ета. При 25°С
фигуративная т. а попадает в поле совместной кристаллизации солей. По пра­
вилу соединительной прямой определяем, что в этом случае система будет со­
стоять из насыщенного раствора т. Е25 и твердой фазы т. £>, примерного состава
83% КС1 и 17% NaCl.
Таким образом, при кристаллизации с испарением части растворителя
можно получить хлористый калий с примесью хлористого натрия. Для получе­
ния КС1 без примеси NaCl, необходимо, чтобы количество испарившейся воды
не превышало длины отрезка Е т а\. С этой целью в вакуум-кристаллизатор не­
обходимо возвращать часть конденсата.
К о н ц е н т р а ц и я N aC I, % м а с с .
Рис. 3.5. Моделирование процесса кристаллизации испарением части
растворителя
3.3.3. Растворение сильвинита
Факторы, влияющие на процесс растворения с ильвинита
На стадии растворения происходит выщелачивание КС1 из сильвинита
горячим оборотным щелоком, насыщенным хлоридом натрия и ненасыщенным
хлоридом калия.
На процесс выщелачивания хлорида калия из сильвинита влияют сле­
дующие факторы.
Степень дробления сильвинита. Дробление способствует раскрытию
минералов сильвина и галита. С увеличением степени измельчения руды воз­
растает интенсивность растворения. Однако сильное измельчение нежелатель­
но, так как:
-увеличивается количество солевого шлама (мелкие частицы галита), в
результате возрастает нагрузка на отстойники;
- тонкодисперсные частицы сильвина выносятся потоком щелока вместе
с солевым шламом, что приводит к потерям хлорида калия;
- появление мелких частиц руды связано с раскрытием глинистых компо­
нентов, обладающих тонкой структурой, что резко ухудшает условия осветле­
ния щелоков.
Оптимальный размер частиц - 5 ± 0,25 мм.
Температурный реж им играет чрезвычайно важную роль. С повышени­
ем температуры возрастает скорость процесса, так как:
- повышается коэффициент скорости растворения за счет увеличения ко­
эффициента диффузии;
- повышается концентрация насыщения КС1, а, значит, и движущая сила
растворения.
С повышением температуры увеличивается выход хлорида калия с единицы
объема циркулирующего щелока, что вызвано ростом растворимости КС1.
Таким образом, с точки зрения и статики, и кинетики процесса темпера­
тура растворения должна быть как можно более высокой. Однако при этом уве­
личивается расход энергии на подогрев раствора. Кроме того, для предотвра­
щения кипения раствора при высокой температуре необходимо использовать
растворитель, работающий под давлением, что приведет к увеличению капи­
тальных затрат.
Оптимальная температура процесса выщелачивания КС1 из сильвинита
составляет 100°С, температура растворяющего щелока - 110—118°С. Для под­
держания такой температуры используют острый пар.
Направление потоков твердой и ж идкой фаз. Чаще всего выщелачива­
ние КС1 осуществляют в трех последовательно работающих растворителях.
При этом направление жидкой фазы (растворяющего щелока) и твердой фазы
(сильвинитовой руды) может быть различным как по чередованию в аппаратах
- внешний прямоток или противоток, так и внутри растворителя - внутренний
прямоток или противоток.
Внешний прямоток - руда и щелок движутся прямотоком через аппараты
(рис. 3.6). В этом случае в первом растворителе скорость процесса очень высо­
ка, так как поверхность раздела фаз S и движущая сила процесса Дс максималь­
ны. Однако к концу процесса текущая концентрация раствора сх приближается
к концентрации насыщения с„, в результате чего движущая сила становится
минимальной.
Рис. 3.6. Внешний прямоток
Скорость растворения снижается к концу процесса и за счет уменьшения
площади соприкосновения. Такой режим характеризуется невысокой интенсив­
ностью, поэтому в отвале содержится значительное количество КС1, который
не успевает раствориться. Для снижения потерь хлорида калия с хвостами в
этом случае необходимо повышать время растворения, то есть увеличивать ко­
личество растворителей.
Внешний противоток - последовательность прохождения растворителей
рудой и щелоком противоположна (рис. 3.7) - свежая руда контактирует с уже
почти насыщенным щелоком (движущая сила в этом случае мала, но макси­
мальна поверхность раздела фаз), а слабый ненасыщенный щелок с уже почти
выщелаченным сильвинитом (поверхность раздела фаз минимальна, но велика
движущая сила). В этом случае на протяжении всего процесса сохраняется вы­
сокая скорость. Однако при внешнем противотоке увеличивается количество
солевого шлама в насыщенном щелоке. Скорость совместного растворения
хлорида калия и хлорида натрия одинакова и они совместно достигают состоя­
ния равновесия. Но так как в сильвините хлорида натрия в 2 раза больше, то
вначале NaCl переходит в раствор в большем количестве, чем при равновесном
растворе, насыщенном обеими солями. Так как процесс на этом не заканчивает­
ся, то при растворении КС1 происходит выделение NaCl в виде мелких кри­
сталлов - солевого шлама. При противотоке интенсивность растворения NaCl
тоже велика, поэтому количество солевого шлама в этом случае выше.
Руда
Щелок
_________*
Рис. 3.7. Внешний противоток
Для увеличения интенсивности процесса растворения и уменьшения ко­
личества солевого шлама в насыщенном щелоке применяют комбинированную
схему (рис. 3.8) - внешний противоток и внутренний прямоток в одном из рас­
творителей (чаще в первом по ходу движения руды).
Рис. 3.8. Комбинированная схема растворения сильвинита
Количественное отнош ение руда : растворяющ ий щелок. Если щелока
будет меньше оптимального количества, то не весь хлорид калия перейдет в
раствор и будет теряться с отвалом. Если же щелока будет больше оптимально­
го количества, то увеличится объем циркулирующего щелока на единицу коли­
чества КС1.
Кроме того, на скорость выщелачивания хлорида калия из сильвинита
влияют состав руды, скорость перемешивания, форма аппарата - растворителя.
Т ехно л ог иче с к а я схема отделения растворения
Технологическая схема отделения растворения сильвинита представлена
на рис. 3.9.
Дробленый
Рис. 3.9. Технологическая схема растворения сильвинита
Растворение сильвинита осуществляется в двух шнековых растворителях
(7, 2) и шнековой мешалке (3), работающих по принципу внешнего противото­
ка. Передача руды из первого растворителя во второй и удаление отвала из вто­
рого растворителя осуществляется наклонными элеваторами с дырчатыми ков­
шами, из которых щелок сливается обратно в растворители.
Дробленый сильвинит системой конвейеров и расходных бункеров пода­
ется в первый шнековый растворитель (7). Одновременно с рудой в первый
растворитель поступает слив второго растворителя - средний щелок. С целью
уменьшения шламообразования растворитель работает по принципу внутренне­
го прямотока. В первом растворителе происходит частичное выщелачивание
хлорида калия и образование насыщенного щелока. Полученный в первом рас­
творителе горячий насыщенный щелок с температурой 95-97°С поступает на
осветление от солевого и глинистого шлама.
Руда обезвоживающим элеватором из первого растворителя транспорти­
руется на довыщелачивание хлорида калия во второй шнековый раствори­
тель (2), сюда же поступает горячий растворяющий щелок - маточный раствор
после вакуум-кристаллизации, нагретый в теплообменниках (4) до 110—115°С.
Во втором растворителе образуется средний (недонасыщенный) щелок.
Галитовый отвал из второго растворителя обезвоживающим элеватором
подается в шнековую мешалку (3). Здесь происходит окончательное извлечение
хлорида калия и рекуперация тепла - за счет тепла галитового отвала в мешалке
нагреваются различные потоки (часть холодного маточного раствора, фильтрат
со стадии обезвоживания галитового отвала, промывные растворы). Слив шне­
ковой мешалки поступает во второй растворитель; галитовый отвал - на обез­
воживание.
Галитовый отвал, выгружаемый из шнековой мешалки, подвергается
обезвоживанию на ленточных вакуум-фильтрах (5). С целью снижения потерь
хлорида калия с жидкой фазой отвала может быть предусмотрена его промывка
на вакуум-фильтрах. Фильтрат (маточный раствор) направляется в шнековую
мешалку, где нагревается за счет тепла галитового отвала.
3.3.4. Осветление горячего насыщенного щелока
Горячий насыщенный щелок, выходящий из растворителей, представляет
собой концентрированный водный раствор хлоридов калия и натрия, содержа­
щий тонкие частицы солевого и глинистого шлама, уносимых потоком щелока.
Солевые частицы образуются в растворителях в результате процесса высалива­
ния NaCl из щелоков и уноса мелких классов руды.
Выделение взвешенных частиц осуществляют путем их осаждения из
раствора в аппаратах различного типа. Солевой шлам состоит из сравнительно
быстро оседающих частиц, а глинистые частицы оседают с заметной скоростью
только после введения флокулянта. Это позволяет произвести отдельное осаж­
дение солевого и глинистого шлама.
Осветление насыщенного щелока может осуществляться в два приема сначала осаждают солевой шлам в отстойниках типа «Брандес». Затем в от­
стойниках типа «Дорр» осаждают более мелкие частицы глинистого шлама.
Чтобы ускорить данный процесс, в щелок вводят флокулянт, способствующий
укрупнению мелкодисперсных глинистых частиц, эффективное осаждение ко­
торых без добавки флокулянта было бы невозможно.
Для осветления щелока также применяются многоконусные отстойники, в
которых оседают оба вида взвешенных частиц - в первых конусах осаждаются
более крупные частицы солевого шлама, в последующих - глинистые частицы.
В дальнейшем солевой шлам, содержащий большое количество насы­
щенного раствора, возвращают в отделение растворения; глинистый шлам - на
шламохранилище. Для снижения потерь хлорида калия с жидкой фазой глини­
стого шлама может быть предусмотрена его противоточная промывка.
При осветлении щелока его температура понижается на 2-5°С. Чтобы
предотвратить кристаллизацию хлорида калия в процессе осветления, на стадии
растворения необходимо получить щелок, концентрация которого равна кон­
центрации насыщения при температуре ~ 90°С.
3.3.5. Кристаллизация хлорида калия из насыщенного раствора
Способ кристаллизации определяется, прежде всего, зависимостью рас­
творимости соли от температуры.
Для солей, у которых растворимость мало меняется с изменением темпе­
ратуры, применяется изотермическая кристаллизация - испарение части рас­
творителя при постоянной температуре.
Для солей, растворимость которых сильно зависит от температуры, при­
меняется политермическая кристаллизация, осуществляемая охлаждением на­
сыщенных растворов. Так как при этом содержание воды в системе остается
неизменным, то такой вид кристаллизации называется также изогидрическая.
Как уже было рассмотрено, растворимость КС1 сильно повышается с уве­
личением температуры, поэтому при охлаждении насыщенного раствора про­
исходит кристаллизация хлорида калия. Однако осуществление изогидрической
кристаллизации КС1 в промышленном масштабе связано с трудностями в аппа­
ратурном оформлении. В связи с этим охлаждение горячего насыщенного ще­
лока с целью выделения из него кристаллов КС1 осуществляется путем адиаба­
тического самоиспарения раствора под вакуумом.
Как известно, температура кипения любой жидкости зависит от давления
и увеличивается по мере его повышения. Поэтому, понижая давление над рас­
твором, можно вызвать его кипение, что приведет к испарению части раствори­
теля. А так как испарение связано с затратами тепловой энергии, то кипение
раствора при адиабатических условиях приведет к его охлаждению. В этом
случае кристаллизация хлорида калия осуществляется как за счет снижения
температуры раствора, так и за счет уменьшения количества воды в растворе в
результате ее испарения.
В процессе кипения раствора под вакуумом образуется соковый (рас­
творный) пар, тепло конденсации которого используют для подогрева маточно­
го раствора. Благодаря этому утилизируется 40-70% теплоты, затраченной на
нагревание щелоков. В результате удаления части растворителя из щелока, на­
сыщенного КС1 и NaCl, может кристаллизоваться хлорид натрия. Чтобы ис­
ключить загрязнение готового продукта, необходимо предусмотреть частичный
возврат конденсата сокового пара в раствор.
Охлаждение насыщенного щелока проводят ступенчато - постепенно по­
вышая вакуумметрическое давление. Использование многоступенчатых вакуум-кристаллизационных установок (ВКУ) обеспечивает постепенное охлажде­
ние щелока при небольших перепадах температур и соответственно при не­
больших пересыщениях в каждой ступени, что позволяет получать более круп­
ные кристаллы хлорида калия. При укрупнении кристаллов, наряду с улучше­
нием товарных качеств продукта, повышается производительность аппаратов
для обезвоживания и сушилок вследствие снижения влажности осадка. Число
ступеней ВКУ зависит от различных факторов. Так, например, с увеличением
числа ступеней охлаждения:
- повышается степень использования тепла сокового пара;
- возрастает общая площадь зеркала испарения;
- уменьшается перепад температур в каждой ступени, что позволяет по­
лучать более крупные кристаллы.
С другой стороны, увеличение числа ступеней охлаждения приводит к
увеличению габаритов ВКУ, росту объема производственных помещений. Уве­
л имение числа ступеней свыше 14-15 нерационально, так как почти не дает
дальнейшего повышения температуры нагреваемого щелока.
Многоступенчатые вакуум-кристаллизационные установки могут включать
как горизонтальные, так и вертикальные аппараты. Горизонтальные вакуумкристаллизаторы более компактны, имеют большее зеркало испарения, в них
меньше потери вакуума за счет гидростатического давления. В вертикальных ап­
паратах обеспечивается меньший унос брызг щелока с паровоздушной смесью.
Рассмотрим в качестве примера принципиальную схему 14-ступенчатой
установки (рис. 3.10), состоящей из одного вертикального и шести горизон­
тальных (поделенных на секции) аппаратов. Горячий насыщенный раствор за­
сасывается в первый корпус ВКУ и по переточным трубам перетекает вместе с
выпадающими кристаллами КС1 из одной ступени в другую. Вытекающая из
последней ступени суспензия хлорида калия, направляется на обезвоживание.
Первые девять ступеней установки работают с рекуперацией тепла - па­
ро-воздушная смесь (ПВС), образующаяся в результате кипения раствора, по­
ступает в поверхностные конденсаторы (1-9), где в трубном пространстве за
счет тепла конденсации сокового пара нагревается маточный раствор до темпе­
ратуры ~70°С. Дальнейшее нагревание маточного раствора до 115°С осуществ­
ляют в паровых подогревателях. С такой температурой растворяющий щелок
поступает в отделение растворения на выщелачивание хлорида калия из силь­
винита.
КС1 на сушку
Рис. ЗЛО. Принципиальная схема ВКУ
Остальные корпуса ВКУ работают без утилизации тепла конденсации,
так как выходящий из этих ступеней пар имеет низкую температуру. Соковый
пар после X-XIV ступеней поступает в конденсаторы смешения, где в результа­
те орошения ПВС водой происходит конденсация пара.
Конденсат из первых четырех поверхностных конденсаторов (1-4) воз­
вращается в I-IV ступени ВКУ на разбавление насыщенного раствора, а кон­
денсат из последующих конденсаторов (5-14) применяется в технологических
целях.
Отсос сокового пара из кристаллизаторов осуществляется с помощью па­
ровых эжекторов. Система отсоса паровыми эжекторами паро-воздушной смеси
построена таким образом, что эта смесь нагнетается из каждой последующей
ступени в предшествующую, благодаря чему в системе создается ступенчатый
вакуум. Из последнего вспомогательного конденсатора (15) ПВС вакуумнасосом (76) выбрасывается в атмосферу.
В 14-ступенчатой ВКУ перепад температур в каждой ступени составляет
4-5°С. При этом получаются кристаллы, средний размер которых не превышает
0,2 мм при значительном содержании фракции менее 0,15 мм. Увеличение чис­
ла ступеней не позволяет значительно повысить размер кристаллов. Укрупне­
ние кристаллов может быть достигнуто путем введения затравки.
Получение весьма крупных и однородных кристаллов хлорида калия воз­
можно в аппаратах с регулируемой кристаллизацией, в которых требуемая
крупность кристаллов достигается регулированием потоков жидкой и твердой
фаз, влияющими на время пребывания кристаллов в аппаратах (время их роста).
Получаемые при этом кристаллы имеют размер до 1,7 мм.
Применяемая на БКПРУ-4 регулируемая вакуум-кристаллизационная ус­
тановка (РВКУ) состоит из 7 корпусов - первые четыре корпуса работают с ре­
куперацией тепла, а три последующих - с тепловыми потерями. В каждом ва­
куум-кристаллизаторе производится многократная перекачка (внутренняя цир­
куляция) раствора, которая осуществляется с помощью осевых пропеллерных
мешалок, установленных под циркуляционными трубами. Поступающий на
кристаллизацию раствор смешивается с циркулирующим внутри корпуса пото­
ком суспензии кристаллов продукта в маточном растворе и засасывается в цир­
куляционную трубу. При выходе из циркуляционной трубы раствор вскипает,
часть воды испаряется, температура раствора снижается до температуры, соот­
ветствующей давлению в корпусе, раствор становится пересыщенным. Пере­
сыщение снимается при контакте пересыщенного раствора с массой взвешен­
ных в циркулирующем потоке кристаллов, при этом продукт кристаллизуется
главным образом на поверхности уже имеющихся в суспензии кристаллов, в
результате чего их размеры увеличиваются. В процессе циркуляции суспензии
происходит классификация кристаллов: суспензия укрупненных кристаллов в
маточном растворе выводится из нижней части корпуса; мелкие кристаллы
удаляются с маточным раствором через верхний слив (часть маточного раство­
ра откачивается во внешний циркуляционный контур); кристаллы средних раз­
меров продолжают циркуляцию, в процессе которой происходит их рост.
3.3.6. Обезвоживание и сушка кристаллов хлорида калия
Обезвоживание кристаллов хлорида калия осуществляется в два этапа:
сгущение суспензии кристаллизата и окончательное обезвоживание до остаточ­
ной влажности 4-6%.
Сгущение суспензии кристаллизата, образующейся в процессе вакуумкристаллизации, осуществляется в гидроциклонах (массовое отношение жид­
кой и твердой фаз сгущенной суспензии Ж:Т = 1) или в сгустителях различного
типа (Ж:Т = 1,4-1,7). Обезвоживание сгущенной суспензии осуществляют в
центрифугах.
Сушка влажного осадка хлорида калия осуществляется горячими топоч­
ными газами - продуктами сгорания топлива (мазут, природный газ). Влаж­
ность хлорида калия после сушки не должна превышать 0,5%. Для сушки гото­
вого продукта применяют печи различных конструкций - барабанные вращаю­
щиеся печи, печи кипящего слоя и др. Из печей вентиляторы отсасывают пото­
ки запыленных дымовых газов через циклоны, в которых происходит отделе­
ние пылевых фракций продукта. Через подключенные к циклону шлюзовые за­
творы циклонная пыль поступает в гидрожелоба, откуда смывается водой из
системы оборотного водоснабжения. Суспензия циклонной пыли возвращается
в процесс.
После циклонов дымовые газы, содержащие наиболее мелкие фракции
хлорида калия, поступают на «мокрую» газоочистку сначала в трубу Вентури, а
затем в скруббера. Для «мокрой» газоочистки используют воду и раствор соды,
который необходим для нейтрализации кислых вод в скрубберах, содержащих
продукты сгорания топлива.
3.3.7. Обработка готового продукта
По согласованию с потребителями хлорид калия обрабатывают реагентами-антислеживателями и пылеподавителями, предотвращающими его слеживаемость и пылимость при дальнейшем хранении и транспортировании.
Для обработки хлористого калия готовят водный раствор, содержащий
антислеживатель - железистосинеродистый калий, кальцинированной соды и
пылеподавитель. При выпуске окрашенного хлористого калия обработку сухого
продукта осуществляют красящей суспензией, содержащей антислеживатель железистосинеродистый калий, пылеподавитель и железный сурик, окраши­
вающий продукт в розовый цвет.
Контрольные вопросы
1. На какие виды делят калийные удобрения?
2. Что является источником для получения калийных удобрений?
3. Охарактеризуйте схему строения Верхнекамского месторождения ка­
лийных солей.
4. Чем представлен минералогический состав силъвинитовыхруд?
5. Охарактеризуйте способы выделения хлорида калия из силъвинитовых
руд. Какие способы нашли применение в промышленности?
6. Дайте сравнительную характеристику флотационного и галургического способов обогащения сильвинита.
7. На чем основано получение хлорида калия из сильвинита галургическим
способом?
8. Приведите принципиальную схему получения хлорида калия галургиче­
ским способом. Дайте краткое описание каждой стадии.
9. С использованием диаграммы растворимости трехкомпонентной
системы KCl-NaCl-H 20 обоснуйте:
а) оптимальное соотношение «руда растворяющий щелок»;
б) оптимальную температуру процессов растворения сильвинита и
кристаллизации хлорида калия;
в) необходимость возврата в вакуум-кристаллизатор части конденсата.
10. Охарактеризуйте влияние степени дробления руды, температуры и
соотношения «руда : щелок» на процесс выщелачивания хлорида калия из силь­
винита.
11. Какое влияние на процесс выщелачивания сильвинита оказывает на­
правление потоков жидкой и твердой фаз? В чем заключается сущность ком­
бинированной схемы?
12. Дайте описание технологической схемы растворения сильвинита.
13. С какой целью проводят осветление горячего насыщенного щелока?
Какой прием используют для интенсификации осаждения глинистых частиц?
14. Как предотвратить кристаллизацию хлорида калия в процессе ос­
ветления горячего насыщенного щелока?
15. На чем основана кристаллизация хлорида калия из насыщенного рас­
твора?
16. Как утилизируют тепло конденсации сокового пара, образующегося
при вакуум-кристаллизации.
17. С какой целью осуществляют возврат части конденсата сокового
пара на кристаллизацию?
18. В чем заключаются преимущества и недостатки многоступенчатой
вакуум-кристаллизационной установки.
19. Дайте описание принципиальной схемы ВКУ.
20. С какой целью осуществляется обработка готового продукта раз­
личными реагентами?
3.4. Получение хлорида калия из сильвинита флотационным способом
3.4.1. Виды и особенности флотации
Флотация (от англ, flotation - всплывание) - один из наиболее распро­
страненных методов обогащения полезных ископаемых, основанный на раз­
личной способности поверхности минералов смачиваться водой.
Различают пленочную, пенную и масляную флотацию. В процессе пле­
ночной флотации измельченная порода высыпается на поверхность текущей во­
ды. При этом гидрофильные частицы под действием силы тяжести опускаются
на дно, а гидрофобные не могут преодолеть сил поверхностного натяжения во­
ды и остаются на поверхности раздела вода - воздух. В пенной флотации сус­
пензия минерала (пульпа) насыщается пузырьками воздуха. Гидрофобные час­
тицы закрепляются на пузырьках и выносятся ими на поверхность, образуя
слой минерализованной пены, а гидрофильные частицы остаются взвешенными
в пульпе. В масляной флотации вместо пены используют эмульсию - частицы
гидрофобного минерала избирательно смачиваются маслом и всплывают. Пле­
ночная и масляная флотация характеризуются невысокой интенсивностью, а
масляная к тому же - большим расходом масла, поэтому в промышленности
применяется пенная флотация.
Процесс насыщения пульпы пузырьками воздуха называется аэрирова­
ние. Аэрирование может осуществляться следующими способами:
- диспергирование воздуха в жидкости (обычная пенная флотация);
- образование пузырьков газа в результате химической реакции (хими­
ческая флотация);
- эжектирующее и диспергирующее действие струй (гидравлический
способ) и др.
При флотационном обогащении калийных солей используется обычная
пенная флотация. При этом диспергирование воздуха осуществляется методом
барботирования (подача воздуха через затопленные пористые перегородки) или
с помощью механических устройств (за счет турбулентного воздействия пото­
ков жидкости на газовую фазу).
При флотационном обогащении сильвинита применяются также пенная
сепарация и колонная флотация. Оба эти процесса являются разновидностями
пенной флотации. Пенная сепарация - свободное падение частиц через слой
пены. Особенность колонной флотации заключается в противоточном движе­
нии пузырьков воздуха и частиц минерала.
Подавляющее большинство минералов хорошо смачивается водой, по­
этому при обогащении природных руд используют специальные вещества флотационные реагенты, с помощью которых можно направленно изменять
смачиваемость поверхности того или иного минерала (избирательно увеличить
ее или уменьшить) и, таким образом, регулировать процесс флотации.
Благодаря тому, что с помощью флотореагентов можно избирательно вли­
ять на значение краевого угла, флотационное обогащение обладает такой особен­
ностью, как универсальность - флотацией можно разделить любые минералы.
Еще одна особенность этого вида обогащения заключается в том, что флотация
возможна только при разделении сравнительно мелких минералов. Для практиче­
ского осуществления флотации необходимо, чтобы подъемная сила пузырька с за­
крепившейся на нем частицей была больше веса частицы:
~ ~ (Рж - рг)'5 > —^ " (Р т ~Рж)'9'
(ЗЛ)
6
6
где dr и d7 - диаметр пузырька и частицы; рж, рг и рт - плотность соответствен­
но жидкости, газа и твердого.
Выполнение условия (3.1) достигается оптимальным выбором размера
частиц dT при измельчении обогащаемой руды.
В теоретическом отношении более изучена флотация нерастворимых ми­
нералов (оксидов, сульфидов и др.), а минералы, входящие в состав сильвинита
- сильвин и галит - хорошо растворимые соли. Поэтому флотационное обога­
щение сильвинита характеризуется рядом особенностей:
- флотационное обогащение сильвинита осуществляется не в воде, а в
растворе, насыщенном хлоридом калия и хлоридом натрия;
- в насыщенном растворе солей происходит изменение формы, структу­
ры и поверхностных свойств флотореагентов, и, как следствие, изменение их
флотационной способности;
- вследствие изменчивости состава растворов, температуры, давления и
др. происходит кристаллизация солей из растворов.
3.4.2. Флотационные реагенты
В зависимости от назначения различают следующие группы флотацион­
ных реагентов: собиратели, пенообразователи, депрессоры, активаторы, регуля­
торы среды.
С о б и р а т е л и ( к о л л е к т о р ы ) - вещества, способные избирательно ад­
сорбироваться на поверхности минерала, делая ее гидрофобной. В качестве со­
бирателей обычно применяют поверхностно-активные вещества (ПАВ), молеку­
лы которых обладают гетерополярной структурой, то есть состоят из полярной и
неполярной частей. Полярная часть молекулы ПАВ представлена различными
функциональными группами - карбоксильной (-СООН), гидроксильной (-ОН),
аминогруппой (-NH2), сульфогруппой (-S 020H ) и др. Неполярная группа пред­
ставлена гидрофобным углеводородным радикалом. При флотационном спосо­
бе получения хлорида калия флотируемым минералом является сильвин. В ос­
нове гидрофобизации сильвина лежит избирательная адсорбция на его поверх­
ности реагента - собирателя. В качестве собирателя при флотации хлорида ка­
лия применяются катионоактивные ПАВ - первичные алифатические амины
жирного ряда с числом углеродных атомов 16 - 22, в частности октадециламин
C i8H37NH2. С увеличением длины углеводородной цепи (> С22) резко снижается
растворимость аминов, а при числе углеродных атомов меньше 16 снижаются
поверхностно-активные свойства. На практике используют 1%-ый раствор со­
лянокислых солей аминов - RNH3C1, так как эти соли лучше растворимы в воде.
Механизм гидрофобизации поверхности хлорида калия можно предста­
вить следующим образом. Полярная группа аминов взаимодействует с ионами
кристалла КС1, а неполярная часть, обращенная в сторону жидкой фазы, обра­
зует на поверхности кристалла гидрофобный слой.
Амины способны адсорбироваться и на поверхности галита, но в значи­
тельно меньших количествах. Избирательная адсорбция амина именно на по­
верхности кристалла КС1 объясняется различными гипотезами, например:
- аналогия структурных параметров кристаллических решеток хлорида
калия и пленки амина - группа -NH2 занимает в поверхностном слое кристал­
лической решетки хлорида калия место катиона;
- близкое совпадение размеров аминной группы собирателя (1,43 А) и
радиуса иона калия (1,33 А) и др.
На адсорбцию амина хлоридом калия влияют следующие факторы.
- Температура. На кривой, характеризующей зависимость количества ад­
сорбированного амина хлоридом калия от температуры, имеется максимум. На
положение этого максимума оказывает состав применяемого собирателя. Макси­
мальная адсорбция октадециламина хлоридом калия наблюдается при 35°С.
- p H пульпы. При увеличении pH среды выше 8 адсорбция амина резко
падает. Объясняется это тем, что в зависимости от pH среды форма существо­
вания молекул амина изменяется. В кислой среде амин диссоциирует с образо­
ванием поверхностно-активного катиона RNH* В щелочной среде в растворе
находятся только молекулы амина RNH2, которые адсорбируются значительно
хуже, чем ионы.
- Присутствие минералов нерастворимого остатка. Адсорбция ами­
нов на хлориде калия существенно осложняется в присутствии глинистого
шлама. Минералы н.о. адсорбируют значительное количество реагента и тем
самым повышают его расход, снижают качество получаемого хлорида калия.
П е н о о б р а з о в а т е л и ( в с п е н и в а т е л и ) - вещества, способствующие
образованию устойчивых пен. В качестве пенообразователей при флотации ка­
лийных солей применяют неионогенные ПАВ, например, реагент Т-66 (смесь терпеновых кислот) и анионоактивные ПАВ, например, оксаль и др.
Д е п р е с с о р ы (или п о д а в и т е л и ) - вещества, понижающие флотируемость минералов, флотация которых нежелательна. Депрессоры снижают
адсорбцию собирателя на поверхности таких минералов или повышают их гидрофильность. При флотационном обогащении калийных солей в качестве де­
прессора применяют, например, сульфитспиртовую барду (лигносульфонат),
которая подавляет флотацию минералов нерастворимого остатка.
А к т и в а т о р ы - вещества, улучшающие адсорбцию собирателя на по­
верхности минерала. При флотации калийных солей в качестве активатора
применяются, например, пентадекан, аполярный реагент ГФК (гидрофобизатор
калийный - смесь остаточного и дистиллятного остатков фенольной очистки
масел), газойль.
Р е г у л я т о р ы с р е д ы - вещества, изменяющие pH и состав среды, в ко­
торой протекает флотация.
3.4.3. Физико-химические основы флотации
В теории флотации выделяют четыре стадии взаимодействия минераль­
ных частиц и пузырьков воздуха:
- столкновение частицы с пузырьком;
- закрепление частицы на пузырьке;
- сохранение образовавшегося комплекса пузырек-частица;
- вынос минерализованного пузырька в пену.
Вероятность флотации W рассматривается как произведение вероятно­
стей всех перечисленных стадий:
W = W„W2Wm pWB.
С т о л к н о в е н и е ч а с т и ц ы с п у з ы р ь к о м . При столкновении части­
цы с пузырьком воздуха решающее значение имеют силы инерции частицы.
Существует критический размер частиц dKp, меньше которого частицы не могут
соударяться с пузырьком за счет инерционных сил
где v - кинематическая вязкость жидкости; г| - коэффициент динамической вяз­
кости жидкости; Ар —разность плотностей минерала и жидкости; D - диаметр
пузырька.
В зависимости от значения dKp различают крупные частицы (с/ > с/кр), ко­
торые могут столкнуться с пузырьком за счет сил инерции, и мелкие (d < d^)
безинерционные частицы.
На столкновение минеральной частицы с пузырьком влияет турбулентное
движение - при турбулентном движении вероятность столкновения существен­
но выше, чем при ламинарном.
З а к р е п л е н и е ч а с т и ц ы на п у з ы р ь к е . Закрепление частицы на
пузырьке состоит из двух стадий:
- утончение и разрушение жидкой пленки (гидратного слоя) между пу­
зырьком и частицей;
- прилипание частицы к пузырьку воздуха.
Таким образом, важнейшими свойствами стадии закрепления являются
гидратированность (толщина гидратного слоя) и смачиваемость поверхности
минерала.
Прилипание частицы к пузырьку произойдет, если процесс будет сопро­
вождаться уменьшением свободной поверхностной энергии. Запас свободной
поверхностной энергии трехфазной системы «пузырек-частица-жидкость» до
прилипания составит
F 1= ^ж-г'^ж-г + ^ж-т’^ж-т,
где З'ж-г» Зж-т - поверхность пузырька и частицы соответственно; аж-г, <Ък-т межфазовое натяжение на границе раздела жидкость-газ и жидкость-твердое
соответственно.
В случае прилипания частицы к пузырьку воздуха при площади прилипа­
ния в 1 см2 свободная поверхностная энергия системы равна
F 2 = №c-r - О'СЪк-г + (5ж-т - 1)'СУж-Т + l ’Or-T.
Убыль свободной поверхностной энергии составит
AF = Fj - F\ = Ог_т - стж-т “ аж-гУчитывая, что (стг-т - <*ж-т)= cos0(c%-r)> получим
AF = аЖ-г(со50 - 1).
Из полученного выражения видно, что чем гидрофобнее поверхность
(0 > 90°, cos0 < 0), тем энергетически выгоднее прилипание частиц к пузырькам.
С о х р а н е н и е к о м п л е к с а п у з ы р е к - ч а с т и ц а . Условием сохране­
ния частицы на пузырьке является преобладание сил, способствующих прили­
панию, над силами отрыва.
Равновесие сил записывается в следующем виде:
F\ = F2 + F 3,
где F\ - сила прилипания (сила поверхностного натяжения); F2 - суммарные
силы отрыва (сила тяжести, сила трения, сила инерции и др.); F3 - капиллярная
сила отрыва, обусловленная избыточным давлением газа в пузырьке (по срав­
нению с давлением жидкости на том же уровне).
При пенной флотации основными силами, действующими на флотируе­
мую частицу, являются центробежная сила отрыва (Р,) и сила прилипания (F\).
Значения этих сил могут быть вычислены по следующим соотношениям:
F\ = n-a-sin0; Р, = V-pт-/,
где П - периметр смачивания; о - поверхностное натяжение; 0 - краевой угол;
V - объем частицы; рт - плотность частицы; /' - ускорение относительного дви­
жения частицы по пузырьку при вихревых движениях суспензии; i ~ (30-50)xg.
В момент отрыва частицы действует равновесие, тогда
Pi = F\ или 77-a-sin0 = F-pт*/.
Для частицы кубической формы V= с?, I l = 4d, тогда
4J-a*sin0 = </*pW,
откуда максимальный размер частицы, которая еще может удержаться на пузырьке, равен
4Ко sin 0
Рт'
где К - отношение действительного периметра контакта к поверхности верхней
грани частицы (К < 1).
В ы н о с м и н е р а л и з о в а н н о г о п у з ы р ь к а в п е н у . Важным зве­
ном в процессе флотации, определяющим конечные ее результаты, является
стадия транспортировки минерализованных пузырьков из пульпы в пену. Для
реализации этой стадии необходимо выполнение следующих условий:
1. Низкая коалесценция (слияние) пузырьков в растворе. Скорость коалесценции пузырьков уменьшается с увеличением вязкости жидкости. Флота­
ция сильвина осуществляется в насыщенных растворах солей, обладающих по­
вышенной по сравнению с водой вязкостью, что обеспечивает выполнение пер­
вого условия.
2. Выполнение условия всплывания комплекса «пузырек-частица»:
_ Рм ~Рс
- < 1,
Рс
где Уг и FM- соответственно объем пузырьков и частиц в комплексе «пузырекчастица»; рм и рс - плотность минеральных частиц и суспензии.
Данное условие выдерживается для сильвина при любой плотности сус­
пензии и для частиц н.о. с плотностью суспензии не менее 1400 кг/м3
3.
Наличие минеральных частиц с низкой смачиваемостью. Выполнен
этого условия обеспечивается высокой гидрофобизацией частиц собирателем при
устранении негативных факторов, препятствующих гидрофобизации.
3.4.4. Схемы флотационного обогащения сильвинита
Применяемые в калийной промышленности схемы флотационного обо­
гащения сильвинита основаны на переводе в пенный продукт КС1 с помощью
катионоактивных собирателей. Отличия в схемах обусловлены методами выде­
ления глинистого шлама. К основным операциям флотационного обогащения
сильвинита относятся:
1) измельчение руды;
2) обесшламливание;
3) сильвиновая флотация;
4) обезвоживание концентрата и его сушка;
5) обезвоживание хвостов флотации;
6) сгущение шламовых суспензий.
Схема флотационного обогащения сильвинита представлена на рис. 3.11.
Сильдинит
на сушку
Рис. 3.11. Схема флотационного обогащения сильвинитовой руды
1.
И з м е л ь ч е н и е р у д ы . Измельчение руды перед флотацией осуще
ствляется для разделения сростков минералов сильвина и галита и доведения
крупности частиц до таких размеров, при которых возможно осуществление
флотации. Для флотации, протекающей с достаточной скоростью и избиратель­
ностью, необходимо добиваться оптимального гранулометрического состава
флотируемого материала. Флотация осуществляется лучше всего при некото­
рой средней крупности частиц. Сильное переизмельчение руды приводит к об­
разованию тонких шламов (очень мелкие частицы минералов), что ухудшает
флотацию, так как:
- снижается скорость флотации - высокая удельная поверхность тонких
частиц приводит к нехватке флотоактивных пузырьков воздуха;
- снижается избирательность флотации - мелкие частицы пустой поро­
ды попадают в пенный продукт как за счет их механического выноса в пену,
так и за счет их частичной гидрофобизации;
- ухудшается флотируемость крупных частиц - мелкие частицы «отнима­
ют» у крупных реагенты, необходимые для их флотации; кроме того, мелкие час­
тицы, обладая повышенной флотационной активностью, покрывают поверхность
пузырьков, препятствуя прилипанию к ним более крупных частиц;
- увеличивается расход реагентов;
- увеличиваются потери хлорида калия со шламами.
Кроме того, переизмельчение руды ухудшает такие процессы, как отстаи­
вание, обезвоживание, сушка концентрата, приводит к увеличению пылимости
готового продукта, отрицательно сказывается на производительности мельниц.
Слишком крупные частицы плохо флотируются, что приводит к потерям
ценного компонента с хвостами. Для флотации крупных частиц необходимо уве­
личивать расход реагентов-собирателей, что снижает избирательность флотации.
Таким образом, оптимальным является такое измельчение руды, при ко­
тором:
- достаточно полно раскрываются сростки сильвина и галита, что позво­
ляет получать концентрат высокого качества и хвосты с минимальным содер­
жанием полезного компонента;
- отсутствуют крупные частицы, флотация которых невозможна вслед­
ствие их больших размеров;
- получают минимальное количество тонких шламов.
Типовая схема мокрого измельчения сильвинита отечественных фабрик
включает следующие операции (рис. 3.12):
- предварительная классификация для выделения фракции менее 0,8 мм
с целью исключения переизмельчения;
- мокрое измельчение;
- поверочная классификация для выделения фракции более 0,8 мм и воз­
врат ее на измельчение.
Классификацию руды осуществляют на дуговых ситах с поперечной щелью
шириной 1,6 мм. Эффективность классификации на ситах не превышает 60%.
Мокрое измельчение осуществляется в стержневых мельницах, работаю­
щих в замкнутом цикле с ситами предварительной и поверочной классифика­
ции (рис. 3.12).
Маточный
растйор
(-10 мм)'
Конечный продукт
измельчения
Рис. 3.12. Типовая схема мокрого измельчения сильвинитовой руды
2.
О б е с ш л а м л и в а н и е с и л ь в и н и т а . Обесшламливаниесильвинита
то есть выделение глинистого шлама, необходимо по следующим причинам:
- глинистый шлам обладает природной флотируемостью, поэтому при
флотации минералы н.о. будут переходить в пенный продукт, ухудшая качество
готового продукта;
- минералы н.о. способны адсорбировать значительное количество кати­
онных собирателей, что приводит к увеличению расхода дорогостоящих реа­
гентов и повышению себестоимости продукта.
Различают следующие способы обесшламливания сильвинитовой руды:
- депрессия глинистого шлама;
- флотационное обесшламливание;
- механическое обесшламливание;
- комбинированные способы.
Депрессия глинистого шлама основана не на выделении глинистого шла­
ма, а на подавлении его флотации с помощью реагентов-депрессоров. Такие
реагенты гидрофилизируют поверхность минералов нерастворимого остатка и
«экранируют» её от сорбции собирателя. В качестве реагентов-депрессоров
глинистого шлама применяются, например, сульфитспиртовую барду или карбамидоформальдегидную смолу марки КС-МФ, получаемую на основе синтеза
мочевины, формальдегида, полиэтиленполиаминов.
Схематично процесс флотации с применением реагентов-депрессоров
представлен на рис. 3.13.
Сильбинит
Отход
Концентрат
на сушку
Реагенты■ / - реагент-собиратель КС1;
2 - реагент-пенообразобатель,
3 - реагент-депрессор
Рис. 3.13. Схема флотации с депрессией глинистого шлама
Депрессия глинистого шлама связана с использованием дорогостоящих
реагентов, поэтому может применяться лишь при небольшом содержании н.о. в
руде. Кроме того, перевод тонкодисперсных частиц глинистого шлама в хвосты
флотации значительно осложняет их дальнейшее обезвоживание.
Флотационное обесшламливание - метод выделения глинистого шлама,
основанный на флотации минералов н.о., а минералы КС1 и NaCl при этом пе­
реходят в камерный продукт. Шламовая флотация осуществляется с использо­
ванием реагента-собирателя и флокулянта. В качестве собирателя глинистого
шлама применяются оксиэтилированный моноалкилфенол (Неонол АФ 9-25),
оксиэтилированный амин Ethomeen НТ/40 (Этомин НТ/40). В качестве флокулянтов применяют высокомолекулярные полиакриламидные соединения, на­
пример, аккофлок, праестол и др. Флокулянты способствуют укрупнению час­
тиц глинистого шлама (флокуляция), что интенсифицирует процесс флотации
минералов н.о. и снижает расход реагента-собирателя.
Схема флотационного обесшламливания представлена на рис. 3.14.
КС1 на сушку
Рис. 3.14. Схема флотационного обесшламливания сильвинита:
п/п - пенный продукт; к/п - камерный продукт; ш/х - шламохранилище
Процесс шламовой флотации включает две стадии - основную и перечистную флотацию шламов. В результате основной шламовой флотации, которая про­
текает с использованием реагентов, происходит переход глинистого шлама в пен­
ный продукт и отделение его от основных минералов сильвинита - сильвина и га­
лита. Пенный продукт основной шламовой флотации направляется на перечистную флотацию с целью снижения потерь КС1 с твердой фазой шламов. Перечистная флотация шламов осуществляется без использования реагентов. Пенный про­
дукт перечистной шламовой флотации - глинистый шлам - подвергается сгуще­
нию с целью снижения потерь хлорида калия с жидкой фазой шламов. Слив сгу­
стителя, представляющий собой маточный раствор, возвращается в процесс, а
сгущенные шламы перекачиваются в шламохранилище. Камерный продукт пере­
чистки - промежуточный продукт - возвращается в процесс.
Метод шламовой флотации, как доказано многолетней практикой его ис­
пользования на флотационных фабриках ОАО «Уралкалий», является эффек­
тивным методом удаления глинистого шлама. Флотационное обесшламливание
сильвинита характеризуется высокой эффективностью разделения по н.о., но
связано с затратами реагентов. Этот метод целесообразен при содержании н.о. в
руде не более 3%.
Механическое (гравитационное) обесшламливание руды основано на раз­
личной крупности частиц глинистого шлама и частиц сильвина и галита. Меха­
ническое обесшламливание осуществляют после стадии измельчения и класси­
фикации руды в аппаратах различной конструкции (гидроциклоны, дуговые си­
та, конусы, гидросепараторы, сгустители и др.). Наибольшее распространение
получило механическое обесшламливание в гидроциклонах. Слив гидроцикло-
на представляет собой основную массу жидкой фазы с мелкими частицами гли­
нистого шлама, пески гидроциклона - частично обесшламленный сильвинит.
К преимуществам гравитационного обесшламливания относятся отсутст­
вие применения реагентов и простота эксплуатации гидроциклонов.
Недостатком данного вида обесшламливания является низкая эффектив­
ность разделения по н.о. Для повышения эффективности применяют многоста­
дийное гравитационное обесшламливание (предпочтение этому методу отдает­
ся на зарубежных калийных фабриках). Многостадийное гравитационное обес­
шламливание сильвинитовых руд Верхнекамского месторождения затруднено в
связи с их высокой шламуемостью (образованием тонких частиц), что отрица­
тельно сказывается на показателях процесса.
Комбинированный метод обесшламливания представляет собой сочета­
ние гравитационного обесшламливания и последующей флотации песков гид­
роциклонов. Возможно также комбинирование методов механического обес­
шламливания, шламовой флотации и депрессии н.о. Такой метод применяется
при обогащении руд с высоким содержанием н.о. Схема обесшламливания
сильвинита с использованием механического и флотационного выделения гли­
нистого шлама представлена на рис. 3.15.
Измельченный
Гпинистый шлам б ш /х
Рис. 3.15. Комбинированная схема обесшламливания сильвинита
З . С и л ь в и н о в а я ф л о т а ц и я . На стадии флотации сильвина происхо­
дит разделение сильвинита на КС1 и NaCl.
Схема сильвиновой флотации представлена основной флотацией и двумятремя перечистными флотациями (рис. 3.16).
Основная сильвиновая флотация осуществляется в присутствии реаген­
тов: для избирательной гидрофобизации частиц хлорида калия используют ка­
тионный реагент-собиратель (амины), а для получения устойчивой пены - пе­
нообразователь. Камерный продукт основной сильвиновой флотации представ­
ляет собой галитовые хвосты; пенный продукт - черновой концентрат. С целью
повышения содержания основного компонента черновой концентрат подверга­
ют трем перечистным флотациям, которые осуществляются без использования
реагентов. Камерный продукт перечисток - промпродукт - возвращают в про­
цесс, пенный продукт - концентрат - обезвоживают на вакуум-фильтрах или
центрифугах и направляют на сушку.
Обесшламленный сильдинит
КС1 на сушку
Рис. 3.16. Схема сильвиновой флотации
С целью снижения потерь хлорида калия с жидкой фазой галитовой сус­
пензии камерный продукт основной флотации подвергают обезвоживанию с
использованием процессов сгущения и фильтрования.
3.4.5. Технология флотационного обогащения силъвинитовой руды
Технология переработки сильвинитовой руды включает следующие опе­
рации:
- подготовительные - сухое дробление руды, мокрое измельчение,
классификацию исходной руды и слива мельницы;
- основные операции - предварительное гидромеханическое и флотаци­
онное обесшламливание сильвинитовой пульпы, разделение сильвина и галита
флотационным методом, перечистные операции флотации чернового сильвина
и черновых шламов;
- вспомогательные операции - обезвоживание и удаление солевых отхо­
дов, удаление отвальных шламов, приготовление водных растворов реагентов.
Применяемые в калийной промышленности схемы флотационного обо­
гащения сильвинита несколько отличаются друг от друга. Это обусловлено не­
одинаковым качеством перерабатываемых руд и различными требованиями к
качеству получаемого продукта.
Схемы флотационного обогащения сильвинита различаются, прежде все­
го, по способам выделения глинистого шлама.
С использованием метода флотационного обесшламливания по настоящее
время успешно работают Соликамские фабрики 2-го и 3-го рудоуправления
ОАО «Уралкалий». На Березниковской фабрике 2-го рудоуправления использу­
ется наиболее сложная схема обесшламливания, сочетающая использование
гравитационного, флотационного обесшламливания и депрессии н.о. реагента­
ми-депрессорами, а на 3-м рудоуправлении - сочетание гравитационного и
флотационного обесшламливания. Различие схем обесшламливания на фабри­
ках России зависит от содержания в руде н.о. Так, на фабриках, работающих по
схеме только флотационного обесшламливания, содержание в руде н.о. не пре­
вышает 2,5 % , на фабриках 2-го и 3-го Березниковских рудоуправлений оно
повышается соответственно до 6 и 4 %. Кроме того, на фабрике БКПРУ-2 со­
держание в руде другого вредного компонента MgCb достигает 1,5-2,0 %.
На зарубежных калийных фабриках отдается предпочтение гравитацион­
ному методу многостадийного обесшламливания, что, по-видимому, можно
объяснить более низкой шламуемостью руд в сравнении с верхнекамскими
сильвинитами. Основные обесшламливающие аппараты - гидроциклоны и гид­
росепараторы. В последнее время появляется интерес к процессу флотационно­
го обесшламливания с использованием колонных машин.
Количество контрольных перечисток концентрата зависит от состава пе­
рерабатываемой руды и требований к качеству готового продукта и обычно не
превышает трех.
Технолог ическа я схема обесшламливания сильвинита
Схема обесшламливания сильвинитовой руды представлена на рис. 3.17.
Обесшламливание сильвинитовой пульпы осуществляется по комбиниро­
ванной схеме, в которой сочетают механические и флотационные способы очи­
стки пульпы от глинисто-карбонатных минералов.
Сильвинитовую пульпу (Ж:Т = 2,6-4,0) насосами подают в гидроциклоны
первой стадии механического обесшламливания (7) диаметром 750 мм. Давле­
ние пульпы на входе в гидроциклоны поз. 18 должно поддерживаться в преде­
лах 80-120 кПа. Разделение в гидроциклонах происходит по классу крупности
0,2 мм.
Пески гидроциклонов (7) (Ж:Т = 1,0-1,3) разбавляют маточным раствором
до Ж:Т не более 3,5 и перекачивают насосом на вторую стадию механического
обесшламливания в гидроциклоны (2) диаметром 500 мм.
Пески гидроциклонов (2) (Ж:Т = 0,5-0,6) совместно с камерным продук­
том (Ж:Т не более 4,5) флотомашин контрольной шламовой флотации (7) под­
вергают процессу флотационного обесшламливания в восьмикамерной машине
ФМ-6,3 КСМ (5).
Плотность питания шламовой флотации (3) изменяется в пределах 1391 1401 кг/м3 или Ж:Т = 2,5-2,7. В питание основной шламовой флотации для фло­
куляции шламов, подают водный раствор полиакриламида с массовой долей
0,06 %, а в качестве реагента-собирателя шламов используют водный раствор
этомина с массовой долей ( 1,6±0,2) %.
Камерный продукт флотомашины (5) - обесшламленный сильвинит - на­
правляется на дальнейшую переработку. Пенный продукт шламовой флотации,
сливы гидроциклонов (7) и (2) самотеком поступают в колонные машины
МПСГ (4), где происходит их перечистка. Для интенсификации процесса пере­
чистки шламов в питание машины МПСГ подают флокулянт - водный раствор
полиакриламида с массовой долей 0,06 %.
Рис. 3.17. Технологическая схема обесшламливания сильвинита
Пенный продукт колонных машин (Ж:Т = 4-10) самотеком поступает в
сгуститель шламов (б). Сгущенный глинистый шлам после сгустителя (б) на­
правляется на шламохранилище.
Камерный продукт колонных машин (4) поступает в сгустители (5). Раз­
грузки сгустителей (5) насосами подают на контрольную шламовую флотацию
в четырехкамерную флотационную машину ФМ-6,3 КСМ (7).
В приемный карман машины (7) подают водный раствор ПАА с массовой
долей 0,06 %. Камерный продукт флотомашины (7) поступает в приемный кар­
ман флотомашин основной шламовой флотации (3), пенный продукт контроль­
ной шламовой флотации подвергается перечистке в колонных машинах (4).
Т е х н о л о г и ч е с к а я схема с ил ьв ин ов о й флотации
Технологическая схема сильвиновой флотации представлена на рис. 3.18.
Обесшламленную сильвинитовую пульпу подают на основную сильвиновую флотацию, осуществляемую в двух параллельно работающих 6- 8-камерных
флотомашинах ФМ-6,3 КСМ (7).
Рис. 3.18. Технологическая схема сильвиновой флотации
Плотность питания флотомашин (7) 1386-1401 кг/м3 или Ж:Т = 2,5-2,8
достигают подачей оборотного маточного щелока в приемный карман каждой
нитки флотомашины. В карман флотомашины предусмотрена подача раствора
реагента-депрессора - карбамидоформальдегидной смолы. Туда же подают пе­
нообразователь и водный раствор амина с массовой долей 0,7-0,9%, с темпера­
турой 50-70°С. В раствор амина для активизации процесса флотации добавля­
ют (при приготовлении раствора в реагентом отделении) аполярный реагент газойль каталитический в количестве 0,05 %.
Камерный продукт флотомашин (7) представляет собой галитовые отхо­
ды (хвосты), которые направляют на обезвоживание.
Пенный продукт флотомашин (7) - черновой концентрат - со 2-ой по по­
следнюю камеры с плотностью 1383-1416 кг/м3 или Ж:Т = 2,0-2,96 самотеком
поступает на классификацию на дуговые сита (2) с целью выведения крупных
фракций концентрата в готовый продукт. Надрешетный продукт сит (2) прохо­
дит стадию выщелачивания в контактирующем аппарате (6), куда в качестве
выщелачивающего агента подают воду.
Подрешетный продукт сит (2) самотеком поступает на первую перечистную флотацию в четырехкамерную флотомашину ФМ-6,3 КСМ (3).
Черновой концентрат первых камер основной сильвиновой флотации по­
ступает в питание второй перечистной флотации (4), пенный продукт второй
перечистной флотации - в питание третьей перечистной флотации (5). Плот­
ность питания каждой перечистной флотации должны поддерживать в пределах
1338-1367 кг/м3 или Ж:Т = 3,0-4,0 путем подачи маточного щелока в концен­
трационные желоба предыдущих перечистных операций.
На второй и третьей перечистных флотациях установлены трехкамерные
флотомашины ФМ-6,3 КСМ.
Камерный продукт (промпродукт) флотомашин перечистных флотаций
(3)-(5) направляют в голову процесса - на измельчение. Концентрат третьей пе­
речистной флотации направляют на обезвоживание.
От эффективности операций сгущения и обезвоживания продуктов обо­
гащения при переработке растворимых калийных солей зависит извлечение по­
лезного компонента из руды и качество готовой продукции. При повышении
влажности сбрасываемых галитовых и шламовых отходов растут потери жид­
кой фазы, третья часть которой представлена хлоридами натрия (20-23%) и ка­
лия ( 10- 12%).
Хвосты основной сильвиновой флотации обезвоживаются в три стадии
(рис. 3.19):
1. Сгущение в гидроциклонах (7).
2. Фильтрация песков гидроциклона на ленточных вакуум-фильтрах (2)
до остаточной влажности не более 8%.
3. Сгущение слива гидроциклона и фильтрата в сгустителях (3).
Рис. 3.19. Технологическая схема обезвоживания галитовых хвостов
Обезвоживание суспензии готового флотоконцентрата осуществляется на
центрифугах или ленточных вакуум-фильтрах до остаточной влажности не бо­
лее 6%.
Процесс сгущения продуктов обогащения основан на осаждении твердых
частиц под действием силы тяжести и отделении их от жидкой фазы в виде
сгущенного продукта. На фабрике в технологическую схему включены опера­
ции сгущения промпродуктов, хвостов, отвальных шламов.
Интенсификация сгущения шламов и полнота осветления щелоков, воз­
вращаемых в процесс, обеспечивается подачей в сгуститель флокулянта поли­
акриламида. ПАА повышает скорость осаждения шламовых частиц.
Эффективность сгущения зависит от удельной нагрузки по твердому,
скорости восходящего потока жидкости в сгустителе, плотности (Ж:Т) питания.
Сушка влажного осадка хлорида калия осуществляется горячими топоч­
ными газами - продуктами сгорания топлива (мазут, природный газ). Влаж­
ность хлорида калия после сушки не должна превышать 0,5%. Для сушки гото­
вого продукта применяют печи различных конструкций - барабанные вращаю­
щиеся печи, печи кипящего слоя и др. Из печей вентиляторы отсасывают пото­
ки запыленных дымовых газов через циклоны, в которых происходит отделе­
ние пылевых фракций продукта.
После циклонов дымовые газы, содержащие наиболее мелкие фракции
хлорида калия, поступают на «мокрую» газоочистку сначала в трубу Вентури, а
затем в скруббера. Для «мокрой» газоочистки используют воду и раствор соды,
который необходим для нейтрализации кислых вод в скрубберах, содержащих
продукты сгорания топлива.
Высушенный хлорид калия обрабатывают реагентами-антислеживателями и пылеподавителями, предотвращающими его слеживаемость и пылимость при дальнейшем хранении и транспортировании.
В качестве реагента-антислеживателя используют ферроцианиды щелоч­
ных и щелочноземельных металлов. В качестве пылеподавителя применяют
полиэтиленгликоль.
Контрольные вопросы
1. На чем основан флотационный способ обогащения полезных ископае­
мых?
2. В чем заключается сущность пенной флотации? Какими способами
может быть достигнуто аэрирование суспензии минерала?
3. Назовите разновидности пенной флотации.
4. Какие особенности характерны для флотационного обогащения при­
родных руд? В чем заключается особенность флотационного обогащения силь­
винита?
5. На какие группы делят флотационные реагенты? Дайте характери­
стику каждой группы.
6. Какие вещества используют в качестве реагента-собирателя при
флотации хлорида калия? В чем заключается механизм гидрофобизации по­
верхности КС1?
7. Охарактеризуйте влияние различных факторов на процесс адсорбции
амина хлоридом калия.
8. Какие стадии взаимодействия минеральной частицы и пузырька воз­
духа выделяют в теории флотации? Охарактеризуйте каждую стадию.
9. Перечислите основные операции флотационного обогащения сильви­
нита.
10. Обоснуйте оптимальную степень измельчения сильвинита. Почему
нежелательно переизмельчениеруды?
11. Приведите типовую схему мокрого измельчения сильвинитовой руды.
12. С какой целью осуществляют обесшламливание сильвинита? Пере­
числите способы обесишамливания.
13 На чем основана депрессия глинистого шлама? Почему этот способ
применяют только в сочетании с другими методами обесшламливания?
14. В чем заключается сущность флотационного обесшламливания? Ка­
кие при этом использую реагенты?
15 В каких случаях целесообразно применение флотационного обесшлам­
ливания? Дайте описания принципиальной схемы флотационного обесшламли­
вания.
16. На чем основано механическое обесшламливание сильвинита? В чем
заключается преимущество этого способа перед другими?
17. В каких случаях применяют комбинированную схему обесшламлива­
ния? Дайте описание принципиальной схемы комбинированного обесшламлива­
ния сильвинита.
18. В чем заключается назначение стадии сильвиновой флотации? С ка­
кой целью проводят перечистную флотацию.
19. Дайте описание технологической схемы обесшламливания сильвинитовой пульпы по комбинированной схеме.
20. Дайте описание технологической схемы сильвиновой флотации.
21. Как влияет эффективность процессов обезвоживания и сгущения
продуктов обогащения на показатели производства хлорида калия?
3.5. Получение хлорида калия из карналлита
Карналлит - минерал, имеющий следующий состав - KCl-MgCl2*6H20 .
Карналлит - основной минерал карналлитовых залежей и в небольших количе­
ствах может встречаться совместно с сильвинитом. Карналлит обычно пред­
ставлен крупнозернистыми агрегатами красного, бурого, оранжевого, желтого
цветов. Карналлитовая порода сложена из 45-85% карналлита, 18-50% галита,
с небольшим содержанием ангидрита и глинистых веществ.
Все способы переработки природного карналлита на хлорид калия осу­
ществляются только галургическим методом и основаны на большей раствори­
мости хлорида магния по сравнению с КС1 и NaCl.
Растворимость хлорида натрия мало меняется с изменением температуры,
поэтому NaCl практически не влияет на переработку карналлитовой руды и при
растворении природного карналлита в воде образуется трехкомпонентная сис­
тема КС1 - MgCl2- Н20.
В прямоугольном треугольнике состава по изображены изотермы раство­
римости тройной системы при температурах 25 и 105°С (рис. 3.20).
В данной системе образуется кристаллогидрат MgCl2-6H20 (бишофит) —т. Б
и двойная гидратированная соль KCl-MgCl2-6H20 (карналлит) - т. К.
Кривая т2к2- кривая насыщенных растворов при температуре 105°С: т2Е2 раствор, насыщенный бишофитом; Е\Е2 - раствор насыщенный карналлитом;
Е2к2- хлоридом калия. Точки Е х и Е2 отвечают растворам насыщенным двумя со­
лями. т. Е\ - раствор, насыщенный бишофитом и карналлитом, т. Е2 —карналли­
том и хлоридом калия. Карналлит является инконгруэнтно растворимой двойной
солью луч испарения ОК не пересекает кривую насыщенных растворов этой со­
ли Ь\Е2.
MgCl2
Все способы получения КС1 из карналлита можно разделить на две группы:
- методы неполного растворения;
- методы полного растворения.
Группа методов неполного растворения основана на том, что при обра­
ботке карналлита ограниченным количеством воды происходит его разложение
по реакции:
КС1- MgCl2-6H20 + яН20 — КС1(ТВ) + MgCl2(p.p) + (6 + л)Н20 .
Проследим это процесс по диаграмме при температуре 105°С.
Добавление к карналлиту (т. К) небольшого количества воды, например, в
соотношении, определяемым т. А, перемещает состав системы по лучу раство­
рения из т. К в т. А, которая оказывается в поле совместной кристаллизации
карналлита и хлорида калия. Это означает, что КС1 выделяется в твердую фазу
уже с первых порций воды. При этом система в т. А будет состоять из раствора
т. Е 2 и твердой фазы состава т. S\\
Количество раствора Е 2_____ ASi
Количество твердой фазы S\
Е2А
Дальнейшее добавление воды в соотношении, определяемым, т. В приве­
дет к образованию системы, состоящей из раствора т. Е2 и кристаллов КС1:
Количество раствора Е2
Количество кристаллов КС1
KCl-ff
ВЕ2
Видно, что точка В отвечает оптимальному количеству воды, так как
дальнейшее добавление воды приведет к снижению количества хлорида калия в
твердой фазе и при достижении т. D получится раствор, насыщенный КС1. А
при меньшем количестве воды, как это было показано выше, образуется хлорид
калия, загрязненный карналлитом.
Такой процесс, проводимый при высокой температуре, называется непол­
ным горячим растворением. Получаемый таким способом хлорид калия извле­
кается в виде очень мелких кристаллов (шлам), взвешенных в жидкости. После
осветления раствора, получаемого в результате растворения, сначала отделяют
галит, а потом шламовый КС1. Продукт загрязнен примесями, в частности, гли­
нистыми частицами.
Если аналогичный процесс проводить при температуре 25°С {неполное
холодное разложение), то выход хлорида калия будет выше, но при низких
температурах уменьшается скорость осаждения шлама и процесса фильтрации,
поэтому неполное горячее растворение получило большее распространение.
Метод полного растворения заключается в полном растворении руды и
последующей изотермической кристаллизации. При этом галит и глинистый
шлам можно сразу отделить от раствора.
Этот способ целесообразней проводить при повышенных температурах,
поэтому, рассмотрим процесс при 105°С.
При полном растворении карналлита водой получим систему, которая ха­
рактеризуется, например, фигуративной точкой F (ненасыщенный раствор), при
этом количество воды, необходимой для получения ненасыщенного раствора
состава т. F, можно найти из соотношения
Количество карналлита
Количество воды
=
OF
FK
После отделения нерастворимых примесей раствор направляют на кри­
сталлизацию выпариванием, при этом фигуративные точки системы будут пе­
ремещаться по лучу кристаллизации ОК. При достижении т. В будет достигнут
максимальный выход хлорида калия, а количество испарившейся при этом во­
ды составит
Количество ненасыщенного раствора
Количество испарившейся воды
__
ОВ
FB
Дпя увеличения выхода хлорида калия в твердую фазу на растворение це­
лесообразней подавать не воду, а раствор, насыщенный хлоридом калия. В этом
случае процесс растворения отобразится отрезком K-kj.
Пусть соотношение исходного карналлита и раствора т. к\ определяется
положением т. п\. В этом случае на выходе из растворителя получим ненасы­
щенный при 105°С раствор состава т. п\. После отделения нерастворимых при­
месей раствор направляется на кристаллизацию испарением (луч кристаллиза­
ции Оп2). К моменту достижения системой фигуративной т. п2 выпадет наи­
большее количество кристаллов КС1, наилучшего по содержанию основного
компонента.
Методы полного растворения более сложны в аппаратурном оформлении,
чем методы неполного растворения (в последних отсутствует стадия кристал­
лизации), но при неполном растворении получается продукт низкого качества и
велики потери хлорида калия с отвалом. Кроме того, методами полного раство­
рения можно перерабатывать бедную карналлитовую породу.
При переработке карналлита на КС1 образуется большое количество рас­
творов, насыщенных карналлитом и хлоридом магния.
При обоих методах после отделения кристаллов хлорида калия образуют­
ся маточные растворы (т. Е |), переработкой которых можно получить чистый
карналлит и бишофит.
В нашей стране переработка карналлитовых руд на хлорид калия не име­
ет места, так как получение хлорида калия из сильвинита значительно выгод­
нее. Карналлит Верхнекамского месторождения является исходным сырьем для
получения металлического магния.
Контрольные вопросы
1. Охарактеризуйте минералогический состав карналлитовых руд.
2. На чем основаны способы переработки карналлитовой руды на КС1?
3. Охарактеризуйте диаграмму растворимости трехкомпонентной сис­
темы KCl - MgCU - Н 20.
4. В чем состоит сущность методов неполного растворения карналлита?
5. С использованием диаграммы растворимости трехкомпонентной
системы KCl - MgCl2 - Н20 выполните геометрическое моделирование про­
цесса получения хлорида калия методом неполного растворения карналлита.
6. На чем основаны методы полного растворения карналлита?
7. С использованием диаграммы растворимости трехкомпонентной
системы KCl - MgCl2 - Н20 выполните геометрическое моделирование про­
цессов полного растворения карналлита и последующей кристаллизации хло­
рида калия.
8. Какие приемы используют для увеличения выхода хлорида калия при
выделении его из карналлита?
3.6. Производство сульфата калия
Хлорид калия - самое распространенное калийное удобрение. Он дешев,
производится из недефицитного сырья, содержит достаточное большое количе­
ство питательного элемента, обладает хорошими физическими свойствами. Но
эта соль содержит в своем составе хлор и поэтому внесение его под некоторые
сельскохозяйственные культуры нежелательно. Так, качество продукции и
урожайность цитрусовых, картофеля, сахарной свеклы, винограда и др. снижа­
ются под влиянием хлорид-иона. Поэтому под эти культуры в качестве простых
бесхлорных калийных удобрений используют сульфат калия.
Сульфат калия применяют в виде соли, содержащей до 53% К20 .
3.6.1. Получение сульфата калия из природного сырья
Сульфат калия в виде чистого вещества встречается в природе крайне
редко. Обычно он залегает в виде минералов сложного состава, в которых
сульфат калия ассоциирует с хлоридами и сульфатами калия, магния, натрия и
др. К таким минералам относятся
каинит - K C lM gS04-3H20 ;
лангбейнит - K2S04*2MgS04;
гиенит - K2S04-MgS04-6H20 ;
полигалит - K2S04'MgS04-2CaS04‘2H20 и др.
Калийные минералы обычно сопровождаются другими минералами, в ча­
стности галитом, ангидритом - C aS04, кизеритом - MgS04*H20 , эпсомитом M gS04*7H20 и др. Кроме этих минералов, в рудах содержатся примеси минера­
лов нерастворимого остатка.
Сульфатно-хлоридные калийные руды могут быть переработаны в бесхлорные калийные удобрения гидротермическим методом, основанным на
конверсии хлорида калия в сульфат при прокаливании в присутствии водяного
пара. При нагревании до 800°С каинита или смеси хлорида калия и руды, со­
держащей сульфат магния, процесс можно выразить реакцией:
M gS04 + 2КС1 + Н20 = MgO + K2S 0 4 + 2НС1.
Присутствие водяного пара значительно ускоряет процесс. Образующий­
ся сульфат калия выщелачивают водой или оборотным щелоком.
Подобным способом можно получать сульфат калия из других руд. Гид­
ротермический способ получения сульфата калия энергоемок и может оказать­
ся экономичным только при условии использования на месте производства по­
лучаемой соляной кислоты (на 1 т К20 образуется до 7 т 27%-ой соляной ки­
слоты).
Сульфатно-хлоридные калийные руды могут быть переработаны в бесхлорные калийные удобрения флотационным или галургическим методами.
Крупнейшее в мире месторождение полиминеральных калийных руд
сульфатно-хлоридного типа находится в Прикарпатье. Сложность минералоги­
ческого состава и колебания в содержании основных минералов в различных
участках Прикарпатского месторождения, а также наличие значительных коли­
честв примеси глинистых веществ затрудняют переработку этого вида сырья. С
учетом взаимной растворимости солей в системе Na+, К+, Mg2+ || SO] , СГ, Н20
она может осуществляться по разным схемам.
Комбинированный способ переработки полиминеральных руд включает
следующие основные стадии:
1.
Растворение исходной руды в оборотных маточных растворах, в ре
зультате чего происходит выщелачивание легкорастворимых солей - шенита,
сильвина, карналлита, каинита и др. В твердой фазе остаются галит, лангбей­
нит, полигалит и другие труднорастворимые минералы.
2. Охлаждение насыщенного щелока в вакуум-кристаллизационной уста­
новке, в результате чего происходит кристаллизация шенита, который может
быть переработан на чистый сульфат калия.
3. Флотационное обогащение галито-лангбейнитового остатка, в резуль­
тате чего получают лангбейнитовый концентрат и галитовые хвосты - отход
производства. Лангбейнитовый концентрат может быть использован как бесхлорное удобрение (калийно-магниевый концентрат) или переработан на более
концентрированное удобрение.
4. Переработка избыточных хлор-магниевых щелоков с получением со­
единений магния или искусственного карналлита.
3.6.2. Конверсионные способы получения сульфата калия
Запасы природных источников позволяют производить только половину
потребляемого сульфата калия. Кроме того, переработка природных калийно­
сульфатных руд сложна, поэтому в промышленности широкое распространение
получили конверсионные способы получения K2S 0 4.
Конверсионные способы получения сульфата калия основаны на обмен­
ном разложении солей - хлорида калия и сульфатсодержащих электролитов - в
растворах:
2КС1 + Na2S 04 = K2S 0 4 + 2NaCl;
2КС1 + (NH4)2S 0 4 = K2S 04 + 2NH4CI;
2KC1 + M gS04 = K2S 0 4 + MgCl2.
Производство K2S 0 4 из хлорида калия и сульфата аммония
В качестве компонента, содержащего сульфат-ион для получения K2S 0 4
может быть использован сульфат аммония. Он является одним из распростра­
ненных азотных удобрений, однако, агрохимическая ценность его невелика в
связи с низкой концентрацией питательных веществ (21,2% азота). Поэтому ис­
пользование сульфата аммония в качестве исходного сырья для получения цен­
ного бесхлорного калийного удобрения целесообразно.
Исследования системы К+, NH*// СГ, SO^+; Н20 показали, что при взаи­
модействии хлорида калия и с сульфатом аммония в водной среде образуются
двойные соли сульфатов и хлоридов калия и аммония, представляющие собой
непрерывный ряд твердых растворов переменного состава, в которых соотно­
шение компонентов зависит от соотношения исходных реагентов.
Наличие в системе двойных солей исключает возможность получения
чистого сульфата калия. Проведение конверсии в одну ступень при максималь­
ном извлечении по калию (82,2%) позволяет получить продукт, содержащий
68 % K2S 0 4 и 32% (NH4)2S 0 4. Получение сульфата калия более высокого каче­
ства приводит к значительному снижению степени извлечения калия, поэтому
одностадийная конверсия хлорида калия с сульфатом аммония является непри­
емлемой. Для повышения качества и степени извлечения конверсию выгодно
проводить в две ступени:
1 ступень - взаимодействие хлорида калия с сульфатом аммония с обра­
зованием двойной соли
2(NH4)2S 0 4 + 2КС1 = (NH4)2S 0 4 K2S 0 4 + 2NH4C1;
2 ступень - взаимодействие двойной соли и хлорида калия с образовани­
ем сульфата калия
(NH4)2S 04 K2S 04 + 2КС1 = 2K2S 0 4 + 2NH4C1.
Фильтрат после второй ступени конверсии содержит значительное коли­
чество хлорида калия, поэтому его возвращают в процесс - на первую стадию.
Принципиальная схема получения сульфата калия из хлорида калия и
сульфата аммония представлена на рис. 3.21.
Рис. 3.21. Принципиальная схема получения сульфата калия
из хлорида калия и сульфата аммония
Аналогичная схема лежит в основе получения сульфата калия из хлорида
калия и Na2S 04 или M gS04.
Производство K2S 0 4 из хлорида калия и мирабилита
Низкосортный сульфат натрия, не имеющий промышленного сбыта, по­
лучается в качестве побочного продукта в больших количествах в различных
химических производствах, например, при получении синтетических жирных
кислот. В связи с этим переработка Na2S 0 4 на ценное калийное удобрение сульфат калия - является весьма выгодной. Кроме того, в больших количествах
получают мирабилит (Na2S 04-10Н2О) из природного сырья - рапы соляных озер.
Конверсия хлорида калия с мирабилитом (Na2SO4 10H2O) осуществляется
в две стадии - на первой ступени конверсии образуется глазерит:
6КС1 + 4Na2SO4 10H2O = Na2S 04-3K2S 04 + 6NaCl + 40H2O.
Глазерит (Na2S 0 4-3K2S 04) является промежуточным продуктом. На вто­
рой ступени конверсии его перерабатывают в сульфат калия путем взаимодей­
ствия с хлоридом калия в водной среде:
Na2S 0 4-3K2S 0 4 + 2КС1 = 4K2S 0 4 + 2NaCl.
Рассмотрим обе ступени конверсии на основе анализа диаграммы четы­
рехкомпонентной взаимной водной системы 2КС1 + Na2S 04 <-►K2S 04 + 2NaCl.
Известно, что температура 25°С является оптимальной в данном произ­
водстве, так как в этих условиях обеспечивается относительно высокая степень
конверсии хлорида калия на обеих стадиях производства.
На диаграмме (рис. 3.22) точки растворимости чистых солей совпадают с
вершинами углов квадрата. Точки двойных эвтоник лежат на сторонах квадра­
та, точки тройных эвтоник - внутри. Рассматриваемая система содержит две
конгруэнтные тройные точки А и В и две инконгруэнтные - С и D.
На диаграмме имеются поля кристаллизации, в каждом из которых раствор
насыщен одной солью. В системе при температуре 25°С существует двойная соль
- глазерит (Na2S 04-3K2S 04) и кристаллогидрат - мирабилит (Na2SO4*10H2O). Этим
соединениям на диаграмме также соответствуют свои поля кристаллизации.
Линии на безводной проекции внутри квадрата - линии совместной кри­
сталлизации двух солей, поля которых соприкасаются (отображают составы
растворов, насыщенных двумя солями).
Все точки квадратной диаграммы дают лишь состав солевой массы сис­
темы, содержание воды в системе по такой диаграмме определить нельзя. Для
этой цели следует нанести линии изогидр или построить водную диаграмму.
Точка R, соответствует солевой массе исходного раствора, в котором КС1
и Na2S 0 4 находятся в стехиометрическом соотношении.
Точка R находится в поле кристаллизации глазерита, значит, при взаимо­
действии КС1 и мирабилита кристаллизуется глазерит. Луч кристаллизации
проходит из т. G через т. R до пересечения с изотермой. При этом видим, что
луч кристаллизации заканчивается в т. А (тройной раствор, насыщенный
Na2S 0 4, NaCl и глазеритом). В этой точке не содержится КС1, то есть достига­
ется полная конверсия хлорида калия. Таким образом, т. R отвечает оптималь­
ному соотношению исходных компонентов. Если хлорида калия будет меньше
оптимального (т. R перемещается к т. N2), то уменьшится выход глазерита (а,
значит, и K2S 0 4) в твердую фазу. Если КС1 будет больше оптимального (т. R
перемещается к т. К\), то не достигается полной конверсии хлорида калия.
Образовавшийся на первой стадии глазерит отделяют от раствора и на­
правляют на вторую ступень конверсии с хлоридом калия. В производственных
условиях на первой стадии конверсии кристаллизуется не чистый глазерит, а с
примесью NaCl и Na2S 0 4. Присутствие Na2S 04 приписывают образованию
твердого раствора.
Рис. 3.22. Безводная проекция диаграммы взаимной системы
2КС1 + Na2S 04 <-►K2S 04 + 2NaCl при 25°С
Оптимальное отношение глазерита (т. G) и хлорида калия (т. A^i) определя­
ется точкой Р, так как в этом случае достигается максимальный выход K2S04 в
твердую фазу. Точка Р находится в поле кристаллизации сульфата калия, значит,
на второй ступени конверсии происходит кристаллизация сульфата калия. Маточ­
ный раствор после отделения кристаллов K2SO4 (раствор D) содержит значитель­
ное количество хлорида калия. В производстве этот раствор используют на первой
стадии конверсии, что позволяет значительно повысить степень конверсии по ка­
лию. К раствору D добавляют такое количество хлорида калия, чтобы обеспечить
цикличность процесса - отношение раствора D и хлорида калия на первой ступе­
ни конверсии соответствует т. L. В соответствии с принятой схемой сначала из
хлорида калия, мирабилита и маточного раствора D (от конверсии глазерита) го­
товят смесь, состав которой определяется положением т. R\. Смесь состава т. R\
подвергают первой ступени конверсии, в результате чего кристаллизуется глазерит (т. G). Получаемый при этих оптимальных условиях глазерит в дальнейшем
подвергают конверсии с хлоридом калия, как это было рассмотрено выше.
Схема получения сульфата калия из хлорида калия и мирабилита анало­
гична схеме, показанной на рис. 3.19. Для достижения более полного использо­
вания сырья и максимального выхода сульфата калия в твердую фазу преду­
смотрено следующее:
- частичная выпарка раствора £>;
- утилизация глазеритовых маточных растворов (раствор А).
Получение сульфата калия из хлорида калия и эпсомита
В зарубежной промышленности широкое распространение получил кон­
версионный способ производства сульфата калия из хлорида калия и эпсомита,
кизерита или лангбейнита.
Конверсия хлорида калия с эпсомитом (MgS04*7H20 ) осуществляется в
две стадии - на первой ступени конверсии образуется шенит:
2КС1 + M gS04-7H20 = M gS04 K2S 04-6H20 + MgCl2 + Н20 .
Шенит (M gS04 K2S 0 4-6H20 ) является промежуточным продуктом. На
второй ступени конверсии его перерабатывают в сульфат калия путем взаимо­
действия с хлоридом калия в водной среде:
M gS04 K2S 0 4-6H20 + 2КС1 = 2K2S 04 + MgCl2-6H20 .
Рассмотрим обе ступени конверсии на основе анализа диаграммы четы­
рехкомпонентной взаимной водной системы 2КС1 + MgS04 K2S 04 + MgCl2.
Проекции изотермы (t = 25°С) системы KCl-MgS04-H20 (рис. 3.23) по­
строены упрощенным способом по узловым точкам диаграммы.
Рис. 3.23. Безводная проекция диаграммы взаимной системы
2КС1 + MgS04 <-►K2S 04 + MgCl2 при 25°С
Соответствующие точки на диаграмме соединены прямыми линиями, ко­
торые отображают составы растворов, насыщенных двумя солями. На диаграм­
ме выделены четыре области, отвечающие растворам, насыщенным одной со­
лью - эпсомитом, шенитом, хлоридом калия и сульфатом калия. В данной сис­
теме при 25°С существуют также другие соли и кристаллогидраты, область
кристаллизации которых на диаграмме не показана.
Как видно из диаграммы, K2S04 может
получен прямой конверсией
хлорида калия и эпсомита, если соотношение исходных реагентов определяется,
например, положением т. X. В этом случае вых^д сульфата, определяемый дли­
ной отрезка ХМ, невелик. К тому же образующейся при конверсии раствор со­
става т. М, в данном случае являлся бы отходом производства. Раствор М насы­
щен хлоридом калия, поэтому при получении K*S04 в одну ступень будут вели­
ки потери калия - наиболее ценного компонента.
Более выгодна технология, в которой про^еЖуточным продуктом являет­
ся шенит. Такая технология состоит из двух стадий.
1. Взаимодействие эпсомита с оборотным раствором состава т. М, в соот­
ношении, определяемым положением т. R. Точ^а R отвечает оптимальному со­
отношению исходных реагентов, так как в этом случае достигается максималь­
ный выход шенита в твердую фазу. В результате первой ступени конверсии
кристаллизуется шенит (т. R находится в поле кристаллизации шенита) и отхо­
дящий раствор состава т. N.
2. Взаимодействие шенита с хлоридом кал^я с образованием сульфата ка­
лия и оборотного раствора состава т. М, который возвращается на первую сту­
пень конверсии.
Раствор состава т. N путем выпарки может быть переработан на бишофит
(MgCl2-6H20).
Контрольные вопросы
1. В чем заключается преимущество бесхлорных калийных удобрений пе­
ред хлоридными?
2. Назовите источники получения сульфата калия.
3. В чем заключается гидротермический Метод переработки природных
руд на сульфат калия?
4. Охарактеризуйте основные стадии комбинированного способа пере­
работки калийно-сульфатных руд.
5. На чем основаны конверсионные способы получения сульфата калия?
6. Опишите процесс получения K 2S 0 4 из хлорида калия и сульфата аммо­
ния. В чем заключается преимущество проведения конверсии в две ступени?
7. Какой промежуточный продукт образуется при конверсии хлорида кау
лия и сульфата натрия?
8. Охарактеризуйте диаграмму растворимости (безводные проекции)
четырехкомпонентной взаимной системы 2КС1 + Na 2S 0 4 «-* K 2S 0 4 + 2NaCl.
9. С использованием безводных проекций диаграммы четырехкомпонентной
взаимной системы опишите ход процессов получения K 2S 0 4из КС1 и Na2S 0 4.
10. Какие приемы используют для повышения степени конверсии и выхо­
да сульфата калия при взаимодействии КС1 и Na 2S 0 4.
11. Какой промежуточный продукт образуется при конверсии хлорида
калия и сульфата магния?
12. Охарактеризуйте диаграмму растворимости (безводные проекции)
четырехкомпонентной взаимной системы 2КС1 + M gS0 4 +-+K 2S 0 4 + MgCl2.
13. С использованием безводных проекций диаграммы четырехкомпонент­
ной взаимной системы опишите ход процессов получения K 2S 0 4из КС1 и MgS04.
4. ТЕХНОЛОГИЯ АЗОТНЫХ УДОБРЕНИЙ
4.1. Классификация азотных удобрений
Все азотные удобрения в зависимости от того, в какой форме содержится
в них азот, подразделяются на пять групп:
аммиачные - азот содержится в виде свободного аммиака (NH3); к ним
относятся жидкие азотные удобрения: безводный аммиак, водный аммиак;
- аммонийные - азот представлен ионом аммония (NH*), связанным с
кислотным остатком: сульфат, карбонат аммония, сульфат аммония-натрия;
- нитратные - азот находится в окисленной форме в виде солей азот­
ной кислоты: натриевая и кальциевая селитры;
- аммонийно-нитратные - азот находится в аммонийной и нитратной
формах: аммиачная селитра;
- амидные - азот находится в амидной форме ( NH2): карбамид, циана­
мид кальция.
Некоторые азотные удобрения, например аммиакаты, могут сочетать раз­
личные формы.
Классификация азотных удобрений представлена на рис. 4.1.
Рис. 4.1. Классификация азотных удобрений
Азотные удобрения выпускаются в твердом и жидком видах. Среди твер­
дых удобрений наиболее концентрированным является карбамид (мочевина),
содержащий 45-46% N. Из жидких удобрений самым концентрированным явля­
ется жидкий аммиак, содержащий 82% N.
4.2. Производство аммиачной селитры
4.2.1. Состав и свойства аммиачной селитры
Аммиачная селитра (нитрат аммония, NH4NO3) - концентрированное
азотное гранулированное удобрение, содержащее не менее 34% азота. Аммиач­
ная селитра может применяться под любые культуры и на всех почвах.
В аммиачной селитре половина азота находится в нитратной и половина в
аммонийной форме. Из раствора NH4NO3 растения быстрее поглощают катион
NH*, чем анион N 0 3, поэтому аммиачная селитра физиологически кислое
удобрение, но подкисляет почву слабее, чем сульфат аммония.
Нитрат аммония очень хорошо растворим в воде. Например, при 100°С в
1 г воды растворяется больше 9 г NH4NO3. Выпаркой раствора NH4NO3 при
температуре, выше температур его кристаллизации воду можно удалить прак­
тически полностью, и раствор превратится в расплавленную соль. Чистый нит­
рат аммония плавится при 169,6°С.
Аммиачная селитра характеризуется двумя отрицательными свойствами термодинамическая неустойчивость и слеживаемость.
Т е р м о д и н а м и ч е с к а я н е у с т о й ч и в о с т ь . Аммиачная селитра термодинамически неустойчивое соединение: высококонцентрированные рас­
творы (плав) и готовый продукт способны разлагаться с выделением оксидов
азота и элементарного азота по реакциям:
NH4HO3 = N2+ 1/202 + 2Н20 ,
(4.1)
NH4HO3 = N20 + 2Н20 .
(4.2)
Кроме того, возможно разложение нитрата аммония до аммиака и азотной
кислоты:
NH4HO3 = NH3 + HNO3.
(4.3)
При температурах, близких к производственным (160 - 200°С), скорость
реакций (4.1) - (4.2) мала. При повышении температуры скорость реакций уве­
личивается. При 200 - 270°С идет интенсивное разложение по реакции (4.1).
При быстром нагревании до 400 - 500°С происходит разложение со взрывом по
реакции (4.2).
Термодинамическая неустойчивость аммиачной селитры является причи­
ной следующих нежелательных явлений.
1. Взрывоопасность. Практически взрывоопасной является температура
300°С. Чистый нитрат аммония не чувствителен к ударам или трению, но при
определенных условиях обладает взрывчатыми свойствами - под влиянием де­
тонации возможно разложение со взрывом. Взрывоопасность NH4NO3 возрас­
тает в присутствии минеральных кислот (азотной, серной, соляной), органиче­
ских веществ (например, масла) и порошкообразных металлов. Замедляет раз­
ложение ингибитор карбамид. В производственных условиях поддерживается
температура значительно ниже взрывоопасной.
2. Потери связанного азота. При низких температурах скорость разло­
жения очень мала, поэтому разложение аммиачной селитры при температурах
ниже 200°С незначительно. Тем не менее, термодинамическая возможность ре­
акций (4.1) - (4.2) является причиной потерь связанного азота. В производст­
венных условиях потери азота от разложения NH4N 0 3 составляет 0,15 - 0,5%.
С л е ж и в а е м о с т ь . При хранении аммиачная селитра сильно слежива­
ется - теряет сыпучесть и превращается в твердую монолитную массу, с трудом
поддающуюся измельчению. Можно назвать следующие причины слеживаемости аммиачной селитры.
1. Хорошая растворимость нитрата аммония в воде.
2. Гигроскопичность. Аммиачная селитра - весьма гигроскопичное веще­
ство: при 30°С гигроскопическая точка равна ~ 60%, то есть при относительной
влажности воздуха нитрат аммония будет увлажняться.
3. Полиморфные превращения. В интервале от -50°С до температуры
плавления 169,9°С нитрат аммония существует в пяти кристаллических фор­
мах, различающихся структурой и плотностью кристаллов (табл. 4.1).
Таблица 4.1
Модификация
/
II
III
IV
V
Температурный предел
стабильного существования
модификации, °С
169,6- 125,8
125,8-84,1
84,1 -3 2 ,3
32,3-(-17)
-1 7 -(-5 0 )
Кристаллическая система
Кубическая
Тетрагональная
Ромбическая, моноклинная
Ромбическая, бипирамидальная
Тетрагональная
В процессе гранулирования аммиачной селитры происходит последова­
тельная перекристаллизация через образование модификаций II —►III —>IV. В
результате происходят структурные и объемные изменения, что снижает проч­
ность гранул и вызывает слеживаемость.
4.2.2. Способы снижения слеживаемости аммиачной селитры
Для снижения слеживаемости аммиачной селитры в настоящее время
предусмотрены следующие способы.
1. Гранулирование продукта. Гранулированная (приллированная) амми­
ачная селитра слеживается меньше, чем мелкокристаллическая и чешуйчатая
селитра, так как сферические частицы имеют наименьшую поверхность, а, зна­
чит, меньше точек соприкосновения.
2. Получение продукта с минимальным содержанием влаги, что снижает
выделение мелких частиц из насыщенного раствора и уменьшает вероятность
образования кристаллических мостиков между частицами.
3. Охлаждение продукта перед складированием обеспечивает образова­
ние наиболее стабильной кристаллической модификации (IV) и позволяет
уменьшить кристаллизацию мелких частиц.
4. Введение кондиционирующих добавок. Кондиционирующие (модифи­
цирующие) добавки вносятся в процессе получения аммиачной селитры в рас­
твор или плав. В настоящее время наибольшее распространение в качестве кон­
диционирующей добавки получил нитрат магния, механизм действия которого
сводится к следующему.
- Нитрат магния хорошо растворим в воде и растворах аммиачной се­
литры. Безводный нитрат магния может присоединять до шести молекул воды,
образуя гексагидрат нитрата магния M g(N03)2-6H20 . В технологическом про­
цессе производства аммиачной селитры нитрат магния используют в виде вод­
ного раствора, который вводят в раствор аммиачной селитры, поступающий на
упаривание. В процессе упаривания нитрат магния обезвоживается. Обезво­
женный нитрат магния, находясь в гранулах селитры, связывает оставшуюся в
плаве аммиачной селитры влагу в кристаллизационную. Если безводного нит­
рата магния в гранулах достаточно для связывания всей находящейся в них
влаги, то получается практически безводная амселитра, обладающая хорошими
физико-химическими свойствами.
- Нитрат магния замедляет переход модификации II —>III и обеспечивав
ет метастабильный переход II —►IV, что увеличивает прочность гранул.
5. Модификация поверхности гранул (кондиционирование). Для модифи­
кации поверхности гранул аммиачной селитры могут применяться опудривающие добавки - гипс, кизельгур, диатомит, каолин и др. Однако, опудривающим
добавкам присущ ряд недостатков: большие расходы (до 10 массовых %),
вследствие чего понижается содержание питательных веществ в удобрении;
высокая запыленность производственных помещений, сопутствующая их при­
менению; уменьшение эффективности во времени из-за осыпания их с поверх­
ности гранул и др.
Более перспективным для модификации поверхности гранул аммиачной
селитры является применение ПАВ и органических гидрофобных агентов диспергатор НФ, лиламин, Миксент-Агро-123 и др.
6. Упаковка продукта в герметизированную тару.
В настоящее время предусмотрен выпуск аммиачной селитры в гранули­
рованном виде с минимальным содержанием влаги (не более 0,2%). Также обя­
зательным является охлаждение гранул перед складированием или упаковкой и
введение в раствор кондиционирующей добавки - M g(N03)2. На ряде предпри­
ятий азотной промышленности для повышения прочности гранул аммиачной се­
литры применяют комбинированный антислеживатель лиламин, что позволяет
полностью устранить слеживаемость и повысить качество аммиачной селитры.
4.2.3. Физико-химические основы процесса нейтрализации
азотной кислоты аммиаком
Получение нитрата аммония основано на нейтрализации азотной кислоты
аммиаком:
H N 03 + NH3 = NH4N 0 3 + Q.
(4.4)
Реакция (4.4) практически необратима и протекает с большой скоростью.
Реакция нейтрализации азотной кислоты аммиаком представляет собой хемосорбционный процесс, протекающий в диффузионной области.
При использовании 100%-ых исходных реагентов образуется твердый
продукт. Однако применение концентрированной азотной кислоты невыгодно,
поэтому в промышленности используют разбавленную кислоту, в результате
образуется не твердый продукт, а раствор аммиачной селитры.
Образование аммиачной селитры сопровождается выделением большого
количества тепла. Применение азотной кислоты концентрацией выше 60% для
получения растворов аммиачной селитры при существующем оформлении про­
цесса не представляется возможным, так как в этом случае в аппаратах - ней­
трализаторах развивается температура, значительно превышающая температуру
кипения азотной кислоты, что может привести к ее разложению с выделением
окислов азота. Обычно применя!от разбавленную азотную кислоту концентра­
цией 57 - 60%.
Так как процесс идет с выделением большого количества теплоты, то в
адиабатических условиях будет происходить сильное повышение температуры,
а это нежелательно, так как:
- с ростом температуры повышается скорость разложения аммиачной
селитры, а значит, увеличиваются потери связанного азота;
- с повышением температуры возрастает давление паров аммиачной се­
литры, и она будет уноситься в виде тумана;
- с увеличением температуры повышаются требования к коррозионной
устойчивости материала, из которого выполнен аппарат - при температурах
ниже 140°С устойчивым материалом является недорогая сталь, при 140-170°
необходимо применять более дорогую низкоуглеродистую сталь, а при темпе­
ратурах выше 170°С - титан.
В связи с этим температура в зоне реакции поддерживается в пределах
148-165°С. Для поддержания оптимальной температуры необходимо отводить
тепло из реакционной зоны. В современных установках отвод теплоты осуще­
ствляется в реакционной зоне - тепло нейтрализации используется для частич­
ного упаривания раствора (одновременно с нейтрализацией происходит кипе­
ние раствора).
При упаривании растворов аммиачной селитры за счет тепла реакции в
аппаратах - нейтрализаторах образуется соковый пар. Для уменьшения потерь
связанного азота с соковым паром процесс нейтрализации ведут в слабокислой
среде, то есть при небольшом избытке азотной кислоты.
Нейтрализацию в большинстве случаев проводят под абсолютным давле­
нием 1,2 атм., что позволяет использовать соковые пары в качестве греющего
пара для производственных нужд.
4.2.4. Технологическая схема получения гранулированной аммиачной селитры
Производство аммиачной селитры включает следующие стадии:
- нейтрализация азотной кислоты аммиаком;
- донейтрализация;
- получение высококонцентрированного плава аммиачной селитры;
- гранулирование плава;
- очистка отработанного воздуха.
Для улучшения свойств аммиачной селитры, в частности, для снижения
слеживаемости, предусмотрено введение различных добавок в раствор или
плав, обработка гранул поверхностно-активными веществами, герметичная
упаковка готового продукта. Схема процесса приведена на рис. 4.2.
Рис. 4.2. Технологическая схема производства аммиачной селитры:
1 - подогреватель азотной кислоты; 2 - подогреватель аммиака; 3 - аппарат ИТН;
4 - донейтрализатор; 5 - выпарной аппарат; 6 - грануляционная башня;
7 - промывные скрубберы
Н е й т р а л и з а ц и я азотной кислоты аммиаком проводится под давлени­
ем, близком к атмосферному, в аппарате ИТН 3 при температуре 145—165°С.
азотная кислота предварительно подогревается в подогревателе 1 до 70-90°С за
счет тепла конденсации сокового пара. Аммиак подогревается в теплообменни­
ке 2 до 120-130° паровым конденсатом.
Аппарат ИТН включает две зоны:
- нижняя реакционная - здесь осуществляется нейтрализация и частич­
ное выпаривание раствора аммиачной селитры;
- верхняя сепарационная, где происходит отделение сокового пара от ки­
пящего раствора аммиачной селитры.
Соковый пар, образующийся при испарении раствора аммиачной селитры
в аппарате ИТН, поступает в сепарационную часть аппарата, где промывается
от примесей аммиака и аммиачной селитры на четырех колпачковых тарелках
слабым раствором амселитры и конденсатом сокового пара.
На вторую (по ходу сокового пара) промывную тарелку подается слабый
раствор амселитры с массовой концентрацией до 20 г/дм3, затем раствор пере­
текает на первую промывную тарелку и по переточной трубе в реакционную
часть аппарата ИТН на смешение с реакционным раствором. Закисленный рас­
твор амселитры, проходя вторую и первую тарелки, контактирует с соковым
паром и поглощает из него непрореагировавший аммиак.
Ца четвертую промывную тарелку аппарата подается конденсат сокового
пара, который проходит четвертую и третью тарелки, поглощает аммиачную
селитру из сокового пара, и в виде слабого раствора с массовой долей NH4NO3
5_Ю% выводится из аппарата.
Над верхней промывной тарелкой аппарата ИТН установлен отбойник,
где соковый пар освобождается от брызг конденсата сокового пара и выходит
из аппарата с массовой концентрацией NH4NO3 не более 4 г/дм3 и HN 0 3 не бо­
лее 4 г/дм3 Соковый пар из аппаратов ИТН частично (20-40 %) используется в
качестве теплоносителя в подогревателях азотной кислоты и подогревателях
воздуха, а остальная часть направляется в скруббер 7, где смешивается с возду­
хом, выходящим из грануляционной башни.
Образующийся в аппарате ИТН 92-93%-уый раствор аммиачной селитры
разбавляется промывными растворами и с концентрацией 89-91% направляется
в донейтрализатор 4.
Д о н е й т р а л и з а ц и я осуществляется с целью нейтрализации избыточ­
ной азотной кислоты аммиаком и создания щелочной среды для предупрежде­
ния коррозии выпарных аппаратов. Для улучшения свойств аммиачной селитры
(снижения слеживаемости) в донейтрализатор вводится кондиционирующая
добавка - раствор нитрата магния. Нитрат магния относится к добавкам, связы­
вающим воду. Он хорошо растворим в воде и растворах аммиачной селитры.
Безводный нитрат магния может присоединять до шести молекул воды, образуя
гексагидрат нитрата магния. В технологическом процессе производства амми­
ачной селитры нитрат магния используют в виде водного раствора, который
вводят в раствор аммиачной селитры, поступающий на упаривание. Нитрат
магния находится в виде ионов. В процессе упаривания нитрат магния обезво­
живается. Обезвоженный нитрат магния, находясь в гранулах селитры, связы­
вает оставшуюся в плаве амселитры влагу в химические соединения. В процес­
се кристаллизации плава, содержащего нитрат магния, происходит также обра­
зование двойных аммонийно-магниевых солей, что проводит к изменению гиг­
роскопической точки. Донейтрализованный раствор поступает на следующую
стадию.
Получение в ы с ококон ц ен три ров ан н ого плава ам м и ­
а ч н о й с е л и т р ы осуществляют путем выпаривания раствора при давлении
близком к атмосферному в одну ступень в вертикальном выпарном аппарате с
падающей пленкой 5. Выпаривание осуществляется за счет использования теп­
лоты конденсации греющего пара и противоточной продувки горячим возду­
хом. Аппарат состоит из двух зон: кожухотрубная тепломассообменная - в
верхней части аппарата и тарельчатая массообменная - в нижней. Греющий
пар подается в межтрубное пространство верхней зоны аппарата. Раствор сте­
кает по внутренней поверхности трубок в виде пленки и упаривается до кон­
центрации 99-99,5%. Далее плав проходит тарельчатую зону, куда противото­
ком подается горячий воздух. За счет разности давлений паров воды над рас­
твором и в сухом воздухе обеспечивается удаление воды из плава до остаточ­
ной влажности 0,2-0,3%. Увлажненный воздух из массообменной зоны посту­
пает в трубки кожухотрубной части выпарного аппарата, контактируя при этом
с упариваемым раствором. Паровоздушная смесь из выпарного аппарата посту­
пает в промыватель (на схеме не показан). Окончательная очистка паровоздуш­
ной смеси от NH3 и NH4NO3 осуществляется в промывном скруббере 7.
Высококонцентрированный плав аммиачной селитры с концентрацией
99,7- 99,8% направляется на гранулирование.
Г р а н у л и р о в а н и е п л а в а осуществляется в грануляционной башт
не 7, обеспечивающей высоту падения гранул 50 м.
Плав амселитры через леечные акустические грануляторы равномерно в
виде капель разбрызгивается по всему сечению полного объема башни. Встреч­
ным потоком воздуха падающие капли плава охлаждаются и кристаллизируют­
ся в виде гранул. Образующиеся гранулы амселитры с температурой 70-120°С
поступают в аппарат для охлаждения гранул в кипящем слое (на схеме не пока­
зан) до температуры не более 50°С.
О ч и с т к а о т р а б о т а н н о г о в о з д у х а . Загрязненный примесью ам­
миачной селитры и аммиаком воздух из грануляционной башни, промывателя
паровоздушной смеси, а так же соковый пар из аппаратов ИТН поступают на
очистку в промывной скруббер 7.
Скруббер выполнен в виде двух блоков, расположенных вдоль длинных
сторон башни в верхней ее части. Отработанный воздух и соковый пар посту­
пает под промывные тарелки аппарата.
На верхнюю тарелку каждой секции непрерывно подается закисленный
раствор амселитры с массовой концентрацией NH4N0 3 не более 25% и HN03 до
20 г/л. Закисление раствора необходимо для улавливания аммиака, содержаще­
гося в воздухе. Промывной раствор, пройдя тарелки скруббера, возвращается в
бак (на схеме не показан), откуда насосом вновь подается в скруббер.
Воздух после очистки на тарелках скруббера проходит фильтрующие
элементы и с массовой концентрацией NH4N 0 3 не более 0,08 г/дм3, и NH3 не
более 0,05 г/дм3 выбрасывается в атмосферу на высоте 73 метра вентиляторами,
установленными по одному на каждую секцию скруббера.
4.2.5. Производство водоустойчивой аммиачной селитры
Водоустойчивая аммиачная селитра находит применение в производстве
промышленных взрывчатых веществ, а также может применяться как удобре­
ние пролонгированного действия - медленно растворяется, меньше вымывается
из почвы и полнее усваивается растениями.
Процесс получения водоустойчивой аммиачной селитры включает сле­
дующие стадии.
1. Нейтрализация азотной кислоты аммиаком в аппарате ИТН с получе­
нием раствора аммиачной селитры.
2. Донейтрализация раствора.
3. Выпаривание раствора до состояния высококонцентрированного плава.
4. Введение в плав раствора Fe2(S 04)3 в количестве, обеспечивающем со­
держание Fe3+ в плаве 0,06-0,09% масс.
5. Гранулирование путем диспергирования плава в грануляционной башне.
6. Обработка гранул «ожелезненной» аммиачной селитры смесью жир­
ных кислот с парафином, в результате чего на поверхности гранул протекает
реакция
Fe2(S 04)3 + 6R-COOH = 2Fe(RCOO)3 + 3H2S 04.
Образовавшиеся на поверхности гранул соли (жирные мыла) адсорбиру­
ют непрореагировавшую жирную кислоту с образованием нерастворимых со­
лей типа Fe(RCOO)3 R-COOH, называемых кислыми мылами. Кислые мыла
представляют собой тончайшую гидрофобную пленку на поверхности гранул.
7. Охлаждение гранул аммиачной селитры.
8. Упаковка готового продукта.
4.2.6. Известково-аммиачная селитра
Аммиачная селитра является физиологически-кислым удобрением. При
длительном ее внесении почва подкисляется, что ведет к снижению урожайно­
сти. Поэтому применение аммиачной селитры для удобрения кислых почв, ко­
торые весьма распространены, требует их известкования. Наиболее удобно
применять известково-аммиачную селитру - NH4N 0 3*CaC03.
Известково-аммиачную селитру получают введением в плав нитрата ам­
мония тонко молотого доломита (CaC03M gC03) или известняка (СаС03) с по­
следующим гранулированием.
При смешении плава аммиачной селитры с известняком происходит час­
тичное разложение нитрата аммония:
NH4N03 = H N 03 + NH3.
Разложение нитрата аммония является причиной потерь (0,3 - 0,8%) свя­
занного азота в виде аммиака. Кроме того, при взаимодействии азотной кисло­
ты с СаС03 образуется нитрат кальция:
2HN03 + СаС03 = Ca(N03)2 + Н20 + С 0 2.
Появляющаяся в продукте примесь нитрата кальция (0,4 - 1,2%) повыша­
ет его гигроскопичность.
Соотношение NH4N 0 3 : С аС 03 в известково-аммиачной селитре может
быть различным - от 80 : 20 до 53 : 47. Чем больше известняка, тем меньше со­
держание питательного элемента. Так, при соотношении NH4N 0 3 : СаС03, рав­
ном 60 : 40, содержание азота составляет 20,5%.
Контрольные вопросы
1. Приведите классификацию азотных удобрений.
2. Какое минеральное удобрение называется аммиачной селитрой? Ка­
кими свойствами она обладает?
3. Чем обусловлена пожаро- и взрывоопасность аммиачной селитры?
4. Почему в процессе получения аммиачной селитры возможны безвоз­
вратные потери связанного азота?
5. Назовите причины слеживаемости аммиачной селитры.
6. Какие способы предусмотрены для снижения спеживаемости аммиач­
ной селитры. В чем заключается механизм действия магнезиальной добавки?
7. Почему для получения аммиачной селитры не используется концен­
трированная азотная кислота?
8. Какое негативное влияние оказывает повышение температуры в зоне
реакции при получении нитрата аммония?
9. За счет чего в современных установках поддерживается оптималь­
ный температурный режим процесса нейтрализации азотной кислоты?
10. Почему процесс нейтрализации азотной кислоты аммиаком ведут в
слабокислой среде?
11. С какой целью нейтрализацию азотной кислоты аммиаком проводят
под повышенным давлением?
12. Перечислите основные стадии получения гранулированной аммиачной
селитры. Дайте описание технологической схемы.
13. В какой зоне аппарата ИТН установлены колпачковые тарелки? Для
чего они предназначены?
14. С какой целью проводится донейтрализация раствора NH 4NO 3?
15. Как осуществляют получение высококонцентрированного нитрата
аммония?
16. Какой метод гранулирования лежит в основе получения гранул амми­
ачной селитры?
17. Какие стадии включает процесс получения водоустойчивой аммиачщ
ной селитры?
18. В чем состоят преимущества и недостатки известково-аммичной
селитры.
4.3. Производство карбамида
4.3.1. Состав и свойства карбамида
Карбамид (мочевина) - CO(NH2)2 - полный амид угольной кислоты. Кар­
бамид содержит 46% азота, это самое концентрированное из твердых азотных
удобрений. Карбамид в почве преобразуется в углекислый аммоний, который
усваивается растениями. Карбамид вначале несколько подщелачивает, а затем
слабо подкисляет почву, поэтому его следует отнести к удобрениям с неболь­
шой физиологической кислотностью.
Карбамид - белый мелкокристаллический продукт, хорошо растворимый
в воде. Гигроскопичность карбамида при температуре до 20°С сравнительно
небольшая. При хороших условиях хранения слеживается мало, сохраняет
удовлетворительную рассеваемость. Особенно хорошими физическими свойст­
вами обладает гранулированный карбамид.
Карбамид является весьма реакционно-способным соединением, образует
комплексы со многими соединениями, при взаимодействии с кислотами обра­
зует соли. В водных растворах карбамид гидролизуется до С 0 2 и NH3.
При нагревании карбамида образуется биурет (CONH2)2NH, обладающий
токсическим действием, однако содержание его в гранулированном удобрении
не превышает 1% и практически безвредно для растений при обычных способах
применения.
Карбамид обладает следующими преимуществами перед аммиачной се­
литрой:
- при нормальных условиях пожаро- и взрывобезопасен;
- более высокое содержание питательного элемента;
- меньше слеживается.
4.3.2. Физико-химические основы синтеза карбамида
Все промышленные схемы производства карбамида основаны на синтезе
его из аммиака и диоксида углерода:
2NH3 + С 02>-> CO(NH2)2 + Н20 + Q.
(4.5)
Реакция (4.5) является суммарной реакцией процесса, протекающего в
две стадии через образование промежуточного продукта. На первой стадии из
аммиака и диоксида углерода образуется карбамат аммония:
2NH3(Г) + С 0 2(Г) <-> NH4COONH2(Ж) + Q\
(4.6)
затем происходит его дегидратация:
NH4COONH2(>k) ~ CO(NH2)2(>k) + Н20 (ж) - Q.
(4.7)
Реакция (4.6) - обратимая, экзотермическая, протекающая с уменьшением
числа молей газообразных компонентов, следовательно, согласно принципу ЛеШателье, для смещения равновесия вправо необходимо повышать давление и
понижать температуру. Однако, с достаточной для промышленных целей ско­
ростью реакция (4.6) протекает при температурах выше 180°С - при такой тем­
пературе равновесие реакции (4.6) смещено в сторону разложения карбамата
аммония. Чтобы компенсировать неблагоприятное влияние температуры на
равновесие, процесс ведут при давлении ~ 200 атм. При таких условиях реакция
образования карбамата аммония практически необратима и протекает с высо­
кой скоростью, реакция же дегидратации карбамата аммония, определяющая
выход карбамида, обратима.
В соответствии с принципом Ле-Шателье повышение температуры бла­
гоприятствует протеканию реакции (4.7), однако при этом возможно разложе­
ние карбамата аммония по реакции (4.6).
Наличие воды заметно смещает равновесие реакции (4.7) в сторону ис­
ходных веществ. На практике для подавления отрицательного действия воды
синтез карбамида проводят в присутствии избытка аммиака, который связывает
воду с образованием NH4OH.
Температура в процессе синтеза должна поддерживаться в пределах 190—
200°С. Более низкая температура снижает как равновесную степень превраще­
ния исходных реагентов в карбамид, так и скорость процесса. Верхний предел
температуры определяется коррозионной стойкостью материала колонны син­
теза - при повышении температуры выше 200°С резко увеличивается скорость
коррозии.
Чем больше давление в реакторе, тем меньшее количество карбамата ам­
мония может разлагаться на газообразные С 0 2 и NH3, следовательно, с увели­
чением давления степень превращения карбамата аммония в карбамид возрас­
тает. Оптимальное давление в колонне синтеза - 195-220 атм. Более низкое
давление ведет к неполному прохождению реакций, низкой степени превраще­
ния и неустойчивости технологического режима. Более высокое давление уве­
личивает энергозатраты и повышает требования к конструкции оборудования.
Избыток диоксида углерода не оказывает влияния на выход карбамида. При
увеличении избытка аммиака:
- возрастает степень превращения карбамата аммония в карбамид, что
объясняется хорошей растворимостью аммиака в жидкой фазе и одновремен­
ным связыванием воды, выделяющейся при реакции;
- уменьшается количество побочных продуктов и коррозия аппаратуры.
Оптимальное отношение «NH3:C 02» = (3,0 - 3,5) 1. При большем избыт­
ке аммиака затрудняется его отделение на стадиях дистилляции и конденсации,
что приводит к увеличению потерь аммиака. Уменьшение содержания аммиака
снижает степень превращения и увеличивает концентрацию растворов карба­
мата в системе конденсации первой ступени, что может привести к кристалли­
зации солей в трубопроводах и аппаратах.
При соблюдении указанных параметров выход карбамида составляет 6570%.
4.3.3. Выделение непрореагировавших веществ из плава синтеза
Так как исходные NH3 и С 0 2 практически полностью превращаются в
карбамат аммония, а последний разлагается не полностью, то в результате син­
теза образуется плав, содержащий:
Л
С О (Ш 2)Л
раствор карбамида
Н20
> плав синтеза
NH3 избыточный
непрореагировавшее сырье
NH4COONH2
В основе выделения непрореагировавшего сырья из плава синтеза лежит
реакция разложения карбамата аммония на газообразные NH3 и С 0 2:
NH4COONH2 <-> 2NH3 + С 0 2 - Q.
(4.8)
Образующуюся газовую фазу (NH3, С 0 2 и пары воды) отделяют от рас­
твора карбамида. Исходя из принципа Ле-Шателье для смещения равновесия
реакции (4.8) вправо необходимо повышать температуру и понижать давление.
Можно отметить следующие способы разложения карбамата аммония.
1.
Интенсивное нагревание плава при давлении синтеза. Способ разложе
ния карбамата аммония только за счет интенсивного нагревания (без снижения
давления) неприемлем, так как необходимая для этого высокая температура не­
избежно вызовет недопустимые побочные явления: гидролиз карбамида, обра­
зование биурета, коррозию.
2. Понижение давления плава синтеза. Если давление плава снизить до
атмосферного, то при температуре 140-150°С равновесие реакции (4.8) практи­
чески полностью смещается влево и карбамат аммония разлагается. Такой спо­
соб получил в промышленности широкое распространение. С целью более пол­
ной рекуперации сырья и снижения энергозатрат процесс ведут с поступенчатым понижением давления (3—4 ступени).
3. Стриппинг-процесс. Особенность процесса заключается в том, что син­
тез карбамида и разложение карбамата аммония ведут при одном и том же дав­
лении. Если плав нагревать при давлении синтеза в присутствии одного из ис­
ходных реагентов (например, *С02), то парциальное давление другого реагента
(в данном случае NH3) резко снизится, равновесие реакции (4.8) сместится вле­
во и карбамат аммония будет разлагаться. Реагент, с помощью которого ведут
отдувку плава, называется стиппер-агент. Такой процесс отличается более пол­
ным использованием теплоты реакции образования карбамата и более низким
расходом энергии.
Выделяющиеся в процессе дистилляции газообразные аммиак и диоксид
углерода поглощают водой с образованием раствора углеаммонийных солей
(РУАС), который возвращают на синтез.
4.3.4. Технологическая схема синтеза карбамида
Синтез карбамида осуществляется в вертикальном цилиндрическом аппа­
рате - колонне синтеза 1 (рис. 4.3). В нижнюю часть колонны подаются:
- жидкий аммиак, сжатый до давления 200-220 атм и нагретый до 100°С;
- газообразный диоксид углерода, предварительно очищенный от при­
месей, сжатый до давления 200-220 атм и нагретый до 140-150°С;
- водный раствор углеаммонийных солей (РУАС), полученный в резуль­
тате поглощения непрореагировавших С 0 2 и NH3 водой;
- инерты - азот и воздух, необходимые для образования устойчивой пас­
сивирующей пленки, предупреждающей от коррозии.
Реагенты перемешиваются в смесителе, встроенном в нижней части ко­
лонны, и реакционная масса продвигается снизу вверх. Синтез карбамида про­
текает при температуре 190-198°С, давлении 200-220 атм и мольном соотно­
шении компонентов «NH3: СО?: Н20 » = (3,0 -г- 3,5) 1 (0,5 0,8). В таких ус­
ловиях степень превращения С 0 2 составляет 62-67%.
Полученный в реакторе плав синтеза, содержащий 30-35% карбамида,
-20% карбамата аммония, 30-35% избыточного аммиака и 15-17 % воды, пода­
ется на дистилляцию с целью отделения от раствора карбамида непрореагиро­
вавшего сырья и возврата его в процесс. Процесс дистилляции основан на
свойстве карбамата аммония разлагаться при нагревании и понижении давле­
ния с выделением в газовую фазу NH3 и С 0 2.
Дистилляция плава осуществляется в 3 ступени, каждая из которой вклю­
чает испаритель 2, сепаратор 3 и промыватель (конденсатор) 4.
После колонны синтеза плав дросселируется до давления 65-75 атм и по­
ступает в испаритель первой ступени, где при температуре 180-195°С происхо­
дит разложение карбамата аммония. Полученная газожидкостная смесь посту­
пает в сепаратор, где происходит разделение фаз.
Рис. 4.3. Схема получения карбамида с полным жидкостным рециклом
Газовая фаза - NH3, С 0 2, пары воды и инерты - направляется в конденса­
тор. Жидкая фаза, содержащая ~ 50% карбамида, неразложившийся карбамат
аммония, NH3, С 0 2 и воду дросселируется до давления 10-13 атм и поступает в
испаритель второй ступени, где при температуре 150-155°С происходит даль­
нейшее разложение карбамата аммония и выделение NH3, С 0 2, паров воды и
остаточных инетров. Газовая фаза из сепаратора второй ступени поступает в
промыватель, а жидкая фаза, содержащая до 65% карбамида дросселируется до
давления 1,5-3 атм и поступает в испаритель третей ступени дистилляции, где
при температуре 120-130°С происходит почти полное разложение карбамата
аммония и частичное испарение воды. Газовая фаза из сепаратора третей сту­
пени поступает в промыватель, где в результате промывки газа водой происхо­
дит образование РУ АС. Жидкая фаза, выходящая из сепаратора третей ступени
представляет собой 68-72%-ный раствор карбамида содержащий небольшое
количество аммиака (до 2,5%) и С 0 2 (до 1,5%). Этот раствор подается на выпа­
ривание. Упаривание раствора карбамида до практически полного удаления
аммиака и воды осуществляется в 2-х ступенчатой вакуум - выпарной установ­
ке. Плав карбамида гранулируют путем диспергирования в гранбашне.
Контрольные вопросы
1. Какими преимуществами обладает карбамид перед аммиачной селитрой?
2. На чем основан промышленный способ получения карбамида?
3. Какие реакции лежат в основе синтеза карбамида из аммиака и диок­
сида углерода?
4. Обоснуйте оптимальные условия процесса синтеза карбамида.
5. Избыток какого из реагентов оказывает влияние на выход карбамида?
Почему избыток второго реагента не влияет на выход карбамида?
6. Что собой представляет плав синтеза? Какой процесс лежит в основе
выделения непрореагировавшего сырья из плава синтеза?
7. Перечислите способы разложения карбамата аммония. Какие из этих
способов применяются в промышленности?
8. Дайте описание схемы получения карбамида. С какой целью в колонну
синтеза подаются инерты ?
9. Какой способ лежит в основе получения гранул карбамида?
4.4. Другие виды твердых азотных удобрений
Карбамид и аммиачная селитра - основные азотные удобрения. В мень­
ших количествах промышленностью выпускаются и некоторые другие твердые
азотные удобрения.
Нитратные удобрения - натриевая и кальциевая селитра - составляют
менее 1 % выпускаемых азотных удобрений.
Натриевая селитра (нитрат натрия) - N aN 03 - низкоконцентрированное
удобрение, содержащее 15-16% азота. Получают натриевую селитру путем
нейтрализации азотной кислоты щелочами или абсорбцией нитрозных газов
содовым раствором:
Na2C 0 3 + NO + N 0 2 = 2NaN02 + C 0 2,
Na2C 0 3 + 2N 02 = N aN 03 + N aN 02 + C 0 2.
Образующийся в результате абсорбции раствор нитрита и нитрата калия нитрит-нитратный щелок - подвергают инверсии азотной кислотой с целью пе­
ревода нитрита в нитрат:
3NaN02 + 2H N 03 = 3NaN03 + 2NO + Н20 .
Нитрат натрия - мелкокристаллическая соль белого или желтовато­
бурого цвета, хорошо растворимая в воде. Обладает слабой гигроскопично­
стью, но при хранении в неблагоприятных условиях может слеживаться. При
правильном хранении не слеживается и сохраняет хорошую рассеваемость.
Кальциевая селитра (нитрат кальция) - Ca(N 03)2 - содержит 13-15% азо­
та и 14-16% кальция (известно более чем 30 расстройств у корней растений,
связанных с недостатком кальция). Получается при нейтрализации азотной ки­
слоты известью, а также в качестве побочного продукта при производстве ком­
плексных удобрений - нитрофосок - методом азотно-кислотной переработки
фосфатов. Кристаллическая соль белого цвета, хорошо растворимая в воде. Об­
ладает высокой гигроскопичностью и даже при нормальных условиях хранения
сильно отсыревает, расплывается и слеживается. Хранят и перевозят ее в спе­
циальной водонепроницаемой упаковке. Для уменьшения гигроскопичности
гранулируется с применением гидрофобных покрытий. Однако гранулирование
не устраняет полностью неблагоприятные физические свойства удобрения. Изза плохих физических свойств твердой кальциевой селитры ее выгодней полу­
чать в виде жидкого удобрения. Жидкая кальциевая селитра выпускается в виде
50%-го раствора, содержащего 11% N и 13% Са.
Натриевая и кальциевая селитра - физиологически щелочные удобрения.
Растения в большем количестве потребляют анионы N 0 3 чем катионы Na+ или
Са2+, которые, оставаясь в почве, сдвигают реакцию в сторону подщелачивания.
Эти удобрения при систематическом применении на кислых почвах снижают
почвенную кислотность. Особенно хорошие результаты на кислых, бедных ос­
нованиями почвах дает кальциевая селитра. При ее внесении уменьшается ки­
слотность и улучшаются физические свойства почвы, так как кальций коагули­
рует почвенные коллоиды.
Твердые аммонийные удобрения составляют около 6% валового произ­
водства азотных удобрений.
Сульфат аммония - (NH4)2S0 4 - содержит 20,8-21% азота. Кристалличе­
ская соль, хорошо растворимая в воде; гигроскопичность ее очень слабая, по­
этому при нормальных условиях хранения слеживается мало и сохраняет хоро­
шую рассеваемость. Получают сульфат аммония улавливанием серной кисло­
той аммиака из газов, образующихся при коксовании каменного угля, или ней­
трализацией синтетическим аммиаком отработанной серной кислоты различ­
ных химических производств. Большое количество сульфата аммония выраба­
тывается в качестве побочного продукта при производстве капролактама.
Синтетический сульфат аммония белого цвета, а коксохимический из-за
наличия органических примесей имеет серую, синеватую или красноватую ок­
раску. Удобрение содержит около 24% серы и является хорошим источником
этого элемента для питания растений.
Хлорид аммония - NH4C1 - содержит 24-25% азота. Хлорид аммония по­
лучали как побочный продукт при производстве соды, может быть также полу­
чен как побочный продукт производства нитрата калия обменным разложением
хлорида калия и аммиачной селитры. Из-за содержания большого количества
хлора (67%) малопригоден для культур, чувствительных к этому элементу.
Сульфат и хлорид аммония - удобрения физиологически кислые, так как
растения быстрее и в большем количестве потребляют катионы NH* чем анио­
ны. При однократном внесении умеренных доз этих удобрений заметного под­
кисления почвы не наблюдается, при систематическом применении особенно
на малобуферных почвах, происходит значительное их подкисление.
4.5. Производство жидких азотных удобрений
4.5.1. Виды жидких азотных удобрений
По выпуску и использованию в сельском хозяйстве наиболее важными из
азотных удобрений являются аммиачная селитра и карбамид, составляющие
около 60% всех азотных удобрений.
В сельском хозяйстве применяют и жидкие азотные удобрения. Основные
достоинства жидких азотных удобрений заключаются в следующем:
- легкость механизации, транспортирования и внесения удобрений в почву;
- отсутствие слеживаемости и сегрегации питательных веществ;
- наиболее равномерное распределение азота и др.
Использование удобрений в жидком виде позволяет значительно упро­
стить производственный процесс. В виду отсутствия таких энергоемких стадий,
как выпаривание и гранулирование, производство жидких удобрений значи­
тельно дешевле, чем твердых, что приводит к значительному снижению стои­
мости единицы питательного вещества в жидких удобрениях.
К жидким азотным удобрениям относятся: безводный аммиак, аммиачная
вода (водный аммиак), аммиакаты, концентрированные водные растворы кар­
бамида и аммиачной селитры (растворы КАС).
Безводный аммиак - NH3. Это концентрированное удобрение, представ­
ляющее собой бесцветную жидкость с содержанием азота 82,3%. Получают его
сжижением газообразного аммиака под давлением. При хранении в открытых
емкостях быстро испаряется, коррозирует медь, цинк и сплавы, но нейтрален по
отношению к железу, чугуну и стали, поэтому его перевозят и хранят в специ­
альных стальных толстостенных цистернах, способных выдерживать давление
2 5 - 3 0 атмосфер, причем цистерны заполняют не полностью.
Аммиачная вода. Это удобрение представляет собой раствор аммиака в
воде, в зависимости от сортности содержание азота составляет от 16,4 до 20,5%.
Аммиачная вода не разрушает черные металлы, имеет небольшое давление, по­
этому хранят и перевозят ее в емкостях из обычной углеродистой стали. Рабо­
тать с аммиачной водой проще, хотя и в этом случае возможны потери азота за
счет испарения свободного аммиака. Однако из-за низкого содержания азота
транспортировать на далекие расстояния это удобрение не выгодно, и его при­
менение экономично только вблизи производящих предприятий.
Аммиакаты. Получают растворением в водном аммиаке азотных удобре­
ний в различных комбинациях: аммиачную селитру, аммиачную и кальциевую
селитры, карбамид, аммиачную селитру и карбамид. В результате получается
жидкость желтого цвета с содержанием азота от 30 до 50%. Перевозят и хранят
в специальных герметически закрываемых цистернах из алюминия или его
сплавов, рассчитанных на небольшое давление. Можно хранить и в емкостях из
полимерных материалов. Азот в аммиакатах находится в различных формах и
соотношениях, в зависимости от исходных составляющих это может быть сво­
бодный и связанный аммиак, амидная и нитратная форма. По действию на
сельскохозяйственные культуры аммиакаты равноценны с твердыми азотными
удобрениями, но являются существенно менее распространенными по причине
неудобства использования.
Существенным недостатком аммиака и аммиакатов является их коррози­
рующее действие. В особенности это относится к растворам аммиакатов нитра­
та аммония, обладающими повышенными коррозионными свойствами по от­
ношению к черным металлам. Это затрудняет производство, хранение, транс­
портировку и внесение удобрений в почву, так как связано с применением до­
рогостоящих материалов (нержавеющая сталь, алюминий и др.).
Аммиакаты, водный и особенно безводный аммиак во избежание потерь
азота требуется вносить в почву на глубину не менее 10-12 см, а на легких почвах,
с целью уменьшения потерь азота от испарения аммиака, глубину заделки удоб­
рения увеличивают до 14-18 см. Поверхностное внесение таких удобрений недо­
пустимо, так как при этом будут большие потери аммиака. Кроме того, возможны
ожоги листьев и стеблей растений при попадании на них аммиака и аммиакатов.
Поэтому для внесения в почву этих жидких удобрений применяют специальные
машины. Резервуары их должны быть рассчитаны на повышенное давление и
снабжены аппаратурой для контроля давления и дозировки жидкости.
Растворы КАС (карбамидо-аммиачная смесь, карбамид-аммиачная се­
литра) представляют собой смеси водных растворов карбамида и нитрата ам­
мония с регулируемым содержанием азота от 28 до 34%. КАС содержит амид­
ный азот карбамида и аммонийный и нитратный азот аммиачной селитры. Вно­
симый в почву азот легко усваивается растениями, с наивысшим эффектом воз­
действует на них, когда возникает необходимость в быстрой некорневой под­
кормке. Растворы КАС можно также использовать для приготовления двойных
и тройных жидких тукосмесей. В зависимости от содержания азота, влияющего
на температуру кристаллизации, и, следовательно, на границы применения по
климатическим условиям, удобрения жидкие азотные КАС выпускаются четы­
рех марок: КАС-28 (28% азота), КАС-30 (30% азота), КАС-32 (32% азота) и
КАС-34 (34% азота). Все эти растворы содержат около 0,05% свободного ам­
миака и ингибитор для подавления коррозии.
Растворы КАС имеют ряд преимуществ перед другими жидкими азотны­
ми удобрениями. Основное из них - низкое содержание свободного аммиака.
Это практически исключает потери азота из-за летучести свободного аммиака
при погрузочных операциях, транспортировании и внесении КАС в почву, кото­
рые имеются в случае применения аммиакатов и жидкого аммиака. При приме­
нении растворов КАС отпадает необходимость в создании дорогостоящих гер­
метизированных хранилищ и в использовании специальных, рассчитанных на
повышенное давление, цистерн для перевозки этих растворов. Наличие в раство­
рах КАС ингибитора коррозии в присутствии незначительного количества сво­
бодного аммиака (pH растворов ~7,5) позволяет перевозить и хранить их в емко­
стях, изготовленных из обычной углеродистой стали. При применении в сель­
ском хозяйстве растворов КАС нет необходимости немедленного внесения их в
почву, для этой цели могут быть использованы высокопроизводительные назем­
ные агрегаты, а также авиация, что неприемлемо в случае применения аммиака­
тов и жидкого аммиака. Более высокая, чем у аммиаксодержащих азотных удоб­
рений, плотность растворов КАС дает возможность уменьшить затраты на соз­
дание складов и транспортных средств для их хранения и перевозки. Широкий
диапазон температур кристаллизации различных марок КАС (до - 26°С) позво­
ляет перевозить и хранить круглогодично растворы КАС, соответствующие по
составу различным климатическим условиям районов их потребления.
Производство КАС отличается хорошими экологическими показателя­
ми - низким содержанием выбросов вредных веществ в атмосферу и отсутстви­
ем твердых отходов. К тому же производство КАС не требует использования
дополнительных природных ресурсов, поскольку основано на дальнейшей пе­
реработке аммиачной селитры и карбамида, соответственно, данный продукт
имеет более высокую добавочную стоимость.
4.5.2. Физико-химические основы получения КАС
Для получения устойчивых прозрачных растворов КАС с высоким со­
держанием действующих веществ (азота), то есть для исключения кристаллиза­
ции из них солей, необходимо точное и правильное дозирование исходных
компонентов, оптимальное содержание и соотношение которых определяется
их растворимостью, климатическими условиями и временем года. Последние
два фактора влияют на температуру хранения продукта. Чем ниже эта темпера­
тура, тем больше требуемое разбавление растворов водой. Поэтому при полу­
чении растворов КАС необходимо учитывать зависимость растворимости ис­
ходных компонентов - NH4N0 3 и CO(NH2)2 - от различных факторов (темпера­
тура, соотношение исходных компонентов, содержание азота в растворе и др.).
При смешении исходных растворов аммиачной селитры и карбамида об­
разуется трехкомпонентная система NH4NO3 - CO(NH2)2 - Н20 .
На 4.4 показана диаграмма растворимости трехкомпонентной системы
NH4NO3 - CO(NH2)2 - Н20 .
nh 4n o 3
Рис. 4.4. Политермы растворимости трехкомпонентной системы
NH4NO3 - CO(NH2)2- н2о
В углах треугольника находятся точки, соответствующие 100%-ному со­
держанию солей. Стороны треугольника отвечают соотношению двух компо­
нентов. Любая точка внутри треугольника соответствует трехкомпонентной
системе. Сплошные лини внутри треугольника - кривые, отвечающие изотер­
мическим сечениям растворимости при различных температурах. Эвтонические
точки отвечают растворам, насыщенным одновременно нитратом аммония и
карбамидом при различных температурах. Пунктирными линиями показано со­
держание азота в растворе.
Как видно из диаграммы, минимально возможная температура высалива­
ния равна примерно (- 26,5)°С, которая и является точкой замерзания системы.
На кристаллизацию солей из раствора влияют температура, содержание
азота в растворе и массовое отношение CO(NH2)2: NH4NO3. Рассмотрим систе­
му при температуре 20°С и содержании азота в растворе 34%. На участке АВ
система представляет собой ненасыщенный раствор, из которого кристаллиза­
ция солей при температуре 20°С и выше невозможна. При достижении т. А рас­
твор становится насыщенным по карбамиду, а дальнейшее увеличение отноше­
ния CO(NH2)2 : NH4NO3 приведет к кристаллизации карбамида из раствора. В
т.А раствор имеет следующий состав: 44,06% CO(NH2)2 и 38,40% NH4N 0 3 или
CO(NH2)2 : NH4NO3 = 44,06 38,40 = 1,14. При достижении т. В раствор стано­
вится насыщенным по нитрату аммония, а дальнейшее понижение соотношения
CO(NH2)2 : NH4NO3 приведет к кристаллизации нитрата аммония. В т . В рас­
твор имеет следующий состав: 33,40% CO(NH2)2 и 52,61% NH4N 0 3 или
CO(NH2)2 : NH4NO3 = 33,40 : 52,61 = 0,635. Таким образом, чтобы из раствора,
содержащего 34% N не происходило кристаллизации солей при температуре
20°С, отношение исходных реагентов CO(NH2)2 : NH4NO3 должно лежать в
пределах 0 ,6 3 5 - 1,14. Максимальная растворимость CO(NH2)2 и NH4NO3 при
температуре 20°С отвечает составу раствора: 40,09% CO(NH2)2 и 50,37%
NH4NO3 или CO(NH2)2 NH4NO3 = 40,09 : 50,37 = 0,78.
Таким образом, максимальная растворимость нитрата аммония и карба­
мида достигается при соотношении CO(NH2)2: NH4NO3 = 0,78.
Минимальная температура высаливания, то есть температура кристалли­
зации солей из раствора, в системе NH4NO3 - CO(NH2)2 - Н20 зависит от их
концентрации, то есть от содержания азота в растворе. Из диаграммы видно,
что при содержании азота в растворе 34% и оптимальном массовом отношении
CO(NH2)2 : NH4NO3 = 0,78 кристаллизация солей происходит при температурах
ниже 10°С. При содержании азота в растворе 32% и массовом отношении
CO(NH2)2 : NH4NO3 = 0,78 кристаллизация солей происходит при температурах
ниже ~ 0°С. При содержании азота в растворе 30% и CO(NH2)2 : NH4NO3 = 0,78
кристаллизация солей происходит при температурах ниже ~(-10)°С. При со­
держании азота в растворе 28% и CO(NH2)2 NH4NO3 = 0,78 кристаллизация
солей происходит при температурах ниже ~ (-20)°С.
Карбамид является весьма реакционно-способным соединением, в вод­
ных растворах карбамид гидролизуется до С 0 2 и NH3. Гидролиз карбамида крайне нежелательное явление, так как при этом теряется часть связанного азо­
та в результате улетучивания аммиака, и усиливаются коррозионные свойства
раствора. Поэтому определение абсолютных потерь карбамида в зависимости
от условий его переработки позволяет проводить процесс получения жидкого
азотного удобрения КАС в оптимальных условиях с минимальными потерями.
Процесс гидролиза растворов карбамида при 80°С протекает медленно и
абсолютная величина потерь от разложения незначительна. Степень разложе­
ния карбамида уменьшается с повышением концентрации раствора карбамида,
с уменьшением температуры, времени нагревания и концентрации азотной ки­
слоты в растворе.
Для сокращения потерь карбамида в результате гидролиза необходимо
охлаждать водный раствор карбамида и аммиачной селитры.
4.5.3. Технология получения раствора КАС
Растворы КАС (28-34) могут быть получены различными способами, ко­
торые отличаются технологическими решениями и используемыми добавками.
Наиболее распространенными являются схемы, основанные на смешении кон­
центрированных растворов аммиачной селитры и карбамида.
Производство жидкого азотного удобрения КАС включает следующие
стадии (рис. 4.5):
- смешивание в определенном соотношении горячих концентрирован­
ных растворов карбамида и аммиачной селитры;
- охлаждение полученной смеси;
- введение ингибирующей добавки;
- выравнивание состава КАС по содержанию воды;
- защелачивание раствора КАС газообразным аммиаком до pH 7,0 - 7,5.
Рис. 4.5. Схема получения раствора КАС
Раствор аммиачной селитры из аппарата ИТН с массовой долей NH4N 0 3
78-87% с температурой 90-100°С поступает в реактор-смеситель 1. Сюда же из
отделения выпарки цехе карбамида подается раствор карбамида с массовой до­
лей CO(NH2)2 69-78% и температурой 90-100°С. Смеситель 1 представляет со­
бой аппарат с мешалкой или аппарат насадочного типа. Растворы аммиачной
селитры и карбамида, поступающие в реактор-смеситель, смешиваются в необ­
ходимом соотношении в зависимости от исходной концентрации. После смеси­
теля Полученная смесь растворов охлаждается оборотной водой в холодильни­
ке 2 до температуры 30-40°С. Для введения ингибитора коррозии и выравнива­
ния состава КАС по содержанию воды охлажденная смесь растворов подается в
реактор-смеситель 3, который по конструкции аналогичен первому. В смеси­
тель 3 подается ингибитор коррозии, например, фосфорная кислота, и вода, на­
пример конденсат сокового пара аппарата ИТН. Расход конденсата определяет­
ся соотношением исходных растворов аммиачной селитры и карбамида.
Из реактора смесителя 3 раствор КАС поступает в донейтрализатор 4, к>^
да подается газообразный аммиак в количестве, необходимом для нейтрализа­
ции фосфорной кислоты (ингибитора) и защелачивания раствора КАС до
pH = 7,0-7,5 (массовая концентрация аммиака 0,02-0,1%). Из донейтрализатора
готовый раствор КАС подается в хранилища.
Контрольные вопросы
1 . Какие азотные удобрения относятся к основным? Почему другие
азотные удобрения выпускаются в меньших количествах?
2. Какие азотные удобрения относятся к нитратным? В чем заключа­
ется их преимущество?
3. На чем основано получение натриевой и кальциевой селитры? Почему
кальциевую селитру выгоднее получать в виде раствора?
4. Какие азотные удобрения относятся к аммонийным? Какими недос­
татками они характеризуются?
5. Перечислите жидкие азотные удобрения. В чем состоят их преиму­
щества перед твердыми?
6. Какими недостатками характеризуются жидкие аммиачные удобре­
ния. В чем состоят преимущества растворов КАС?
7. Какие факторы необходимо учитывать при получении растворов КАС?
8. С использованием диаграммы растворимости трехкомпонентной
системы NH 4NO 3 - CO(NH 2)2 ~ Н20 обоснуйте оптимальное соотношение кар­
бамида а нитрата аммония в растворе КАС.
9. Как влияет содержание азота в растворе КАС на минимальную тем­
пературу хранения продукта?
10. Почему при получении раствора КАС необходимо предотвращать гид­
ролиз карбамида? При каких условиях гидролиз карбамида будет минимален?
11. Опишите технологическую схему получения раствора КАС из кон­
центрированных растворов карбамида и аммиачной селитры.
5. ТЕХНОЛОГИЯ ФОСФОРНЫХ УДОБРЕНИЙ
5.1. Классификация фосфорных удобрений
Фосфорные удобрения в зависимости от растворимости и доступности
для растений подразделяют на три группы.
1. Удобрения, содержащие фосфор в водорастворимой форме - супер­
фосфат простой и суперфосфат двойной, основное действующее вещество ко­
торых - Са(Н2Р 0 4)2 Н20 . Фосфор из этих удобрений легко доступен растениям.
Водорастворимые фосфорные удобрения более универсальны: их можно при­
менять и на кислой, и на щелочной почве.
2. Удобрения, фосфор которых не растворим в воде, но растворим в сла­
бых кислотах (2%-ной лимонной кислоте) - лимоннорастворимые или в ще­
лочном растворе лимоннокислого аммония (цитратнорастворимые), - преци­
питат, томасшлак, термофосфаты, обесфторенный фосфат. Фосфор в этих
удобрениях находится в доступной растениям форме - в виде СаНР04*2Н20 .
3. Удобрения, не растворимые в воде, и плохо - в слабых кислотах, пол­
ностью растворимые только в сильных кислотах, - фосфоритная мука, костяная
мука, основное действующее вещество которых представлено Саз(Р04)2. Это
более труднодоступные источники фосфора для растений. Трудонорастворимые фосфорные удобрения вносят только на кислых почвах. Фосфор этих
удобрений становится доступным растению только после того, как на них воз­
действует кислота почвы или кислота, выделяемая корнями растений и бакте­
риями. Эти удобрения вносят заблаговременно и тщательно перемешивают с
почвой. Внесенные в повышенных дозах, они обеспечивают растения фосфо­
ром в течение ряда лет, дольше, чем суперфосфат.
Степень растворимости фосфорных удобрений определяет желательные
размеры их частиц. Водорастворимые удобрения используют в основном в виде
гранул (1-4 мм), цитрато- и лимоннорастворимые - обычно в виде порошков,
труднорастворимые - только в виде тонкодисперсных порошков.
5.2. Сырье для получения фосфорных удобрений и способы его переработки
Основным сырьем для производства большинства фосфорных удобрений
являются природные фосфатные руды - апатиты и фосфориты. Основным
полезным соединением фосфатных руд является фосфат кальция, входящий в
состав минералов апатитовой группы общей формулы ЗСа3(Р 04)2-СаХ2, где X
может быть F, С1 или ОН. В природе наиболее распространен фторапатит
3Ca3(P 04)2 CaF2 или
Ca5F(P04)3, реже
встречается гидроксилапатит
ЗСа3(Р 04)2 Са(0Н)2. Природные фосфаты помимо основного минерала содер­
жат примеси посторонних минералов - кварц (Si02), кальцит (СаС03), доломит
(CaC03 M gC 03) и др. При химической переработке фосфатных руд наиболее
вредны примеси MgO, А120 3, Fe20 3.
Апатиты - руды магматического происхождения, они образовались в ре­
зультате остывания и кристаллизации расплавленной магмы. В апатитовых ру­
дах фосфор находится в виде минералов апатитовой группы - чаще в виде фторапатита. Физико-химические свойства компонентов апатитовых руд сущест­
венно отличаются, и это позволяет при флотационном обогащении получать
качественный концентрат.
Апатитовые руды входят в состав многих изверженных горных пород, но
концентрированные месторождения встречаются редко. Крупнейшее в мире
месторождение апатита, находящееся на Кольском полуострове в Хибинской
тундре, представлено апатит-нефелиновыми рудами.
Фосфориты - руды осадочного происхождения, образовались в результа­
те выделения фосфатов кальция из морской воды. В фосфоритных рудах фос­
фор присутствует в виде фторапатита и апатитоподобных минералов перемен­
ного состава, в которых часть РО^ замещена карбонатной группой.
Фосфатное вещество в фосфоритах может быть выражено формулой
Cax(P0 4);-(C0 3)r F277H20 .
Фосфоритные руды обладают мелкокристаллическим строением, поли­
дисперсностью, пористостью, поэтому их обогащение затруднено.
Крупнейшее в мире месторождение фосфоритов находится в бассейне
Каратау в Южном Казахстане.
Классификация способов переработки природных фосфатных руд и полу­
чаемых при этом продуктов представлена на рис. 5.1.
Рис. 5.1. Классификация способов переработки природных фосфатных руд
5.3. Производство простого суперфосфата
Простой суперфосфат содержит 14-20% усвояемого фосфора в расчете
на Р2О5. Большая часть фосфора в суперфосфате находится в виде дигидрофос­
фата кальция, 5-5,5% массы удобрения содержится в виде свободной фосфор­
ной кислоты. В суперфосфате находится небольшое количество гидрофосфата
и фосфата кальция, фосфатов железа и алюминия. Суперфосфат оценивается по
содержанию в нем усвояемого фосфора, то есть растворимого в воде и цитратном растворе (аммиачный раствор лимоннокислого аммония). Усвояемый фос­
фор в суперфосфате составляет 88-98% общего содержания.
Суперфосфат выпускается в виде гранул размером 1^4 мм. Гранулиро­
ванный суперфосфат обладает хорошими физическими свойствами: не слежи­
вается, сохраняет хорошую рассеваемость. При гранулировании свободная
фосфорная кислота нейтрализуется и суперфосфат высушивается, поэтому со­
держание свободной фосфорной кислоты снижается до 1- 1,5%.
Нейтрализация свободной кислоты, содержащейся в суперфосфате, необ­
ходима вследствие коррозии тары и механизмов. Для нейтрализации обычно
используют мел или аммиак. При нейтрализации свободной кислотности су­
перфосфата аммиаком получают аммонизированный суперфосфат с содержа­
нием азота около 1,5-3%.
Суперфосфат представляет собой фосфорное удобрение, полученное в ре­
зультате разложения серной кислотой природных фосфатных руд. Получаю­
щиеся при этом дигидрофосфат кальция Са(Н2Р 0 4)2 и свободная фосфорная ки­
слота Н3РО4 содержат фосфор в водорастворимой форме.
Разложение фторапатита происходит следующим образом:
2Ca5F(P04)3 + 7H2S 0 4 +3H20 = 7CaS04 + 3Ca(H2P 0 )2 H20 + 2HF.
(5.1)
Уравнение (5.1) отражает лишь конечный результат процесса образования
суперфосфата. Практически же этот процесс протекает в две стадии. Вначале ре­
акция между фосфатом и серной кислотой идет на поверхности частиц измель­
ченного фосфата. При этом фторапатит реагирует с избытком серной кислоты:
Ca5F(P04)3 + 5H2S 0 4 = 5CaS04 + ЗН3Р 0 4 + HF.
(5.2)
Реакция (5.2.) начинается сразу же после смешения реагентов и заканчи­
вается в течение 20—40 минут. На этой стадии процесса из раствора выпадает
большое количество твердого сульфата кальция, малорастворимого в фосфор­
ной кислоте. После полного израсходования серной кислоты по реакции (5.2)
полученная в первой стадии процесса фосфорная кислота реагирует с осталь­
ной частью фторапатита с образованием дигидрофосфата кальция:
Ca5F(P04)3 + 7Н3Р 0 4 +5Н20 = 5Са(Н2Р 0 )2 Н20 + HF
(5.3)
В первой стадии процесса реагирует ~ 70%, а во второй - остальные 30%
апатита. В первой стадии по мере кристаллизации сульфата кальция реакцион­
ная масса постепенно затвердевает, поэтому образование дигидрофосфата
кальция протекает в твердой фазе, в связи с чем реакция (5.3) идет с низкой
скоростью. Вторая стадия называется созревание суперфосфата. Различают:
- камерное созревание - образование дигидрофосфата кальция по реак­
ции (5.3) в химическом реакторе - суперфосфатной камере;
- складское дозревание - дальнейшее образование Са(Н2Р 0 )2 Н20 по ре­
акции (5.3), протекающее при длительном хранении (в течение 6-25 суток)
продукта на складе.
Сульфат кальция, образующийся по реакции (5.2) остается в составе
удобрения и занимает до 50% его массы; фосфора в таком суперфосфате почти
вдвое меньше, чем в исходном сырье. Содержащиеся в исходной руде примеси
полностью переходят в продукт, по этой причине низкопроцентные фосфориты
не используют для изготовления суперфосфата. Наиболее вредное влияние ока­
зывают примеси кислоторастворимых соединений Fe и А1, которые реагируют с
серной и фосфорной кислотами с образованием FeP04 и А1Р04. Фосфаты желе­
за и алюминия являются малорастворимыми соединениями, а так как они свя­
зывают часть фосфорной кислоты, то содержание водорастворимого Р20 5 в су­
перфосфате уменьшается. Явление понижения содержания водорастворимой
части Р205 за счет образования малорастворимого Р20 5 называется ретрогра­
дация суперфосфата. Если содержание в исходной руде содержание оксидов
железа превышает 8%, то такая руда не может быть эффективно использована
для производства суперфосфата.
Схема получения простого суп е рфо с фа та
На рис. 5.2 показана принципиальная схема получения простого порош­
кообразного суперфосфата.
Рис. 5.2. Схема получения простого суперфосфата
Исходная серная кислота концентрацией 65-70% и измельченная фосфат­
ная руда перемешиваются в смесителе 1. Полученная суспензия перетекает в су­
перфосфатную камеру 2. Она представляет собой вертикальный цилиндриче­
ский корпус. Камера вращается вокруг неподвижной центральной трубы. В зо­
не выгрузки суперфосфата в камере находится фрезер - стальная конструкция с
укрепленными на ней ножами. Фрезер вращается в направлении, противопо­
ложном вращению камеры.
По мере вращения камеры (1-0,5 об./час) суперфосфатная масса схваты­
вается и подходит к фрезеру готовой для выгрузки. Температура камерного
продукта за счет тепла реакций достигает 115—120°С. Срезанный ножами фре­
зера суперфосфат попадает в центральную трубу и попадает на транспортер,
передающий продукт на склад. Выделяющиеся при разложении фосфатов со­
единения фтора направляют на абсорбцию.
Степень разложения исходной руды после суперфосфатной камеры со­
ставляет 83-87%, содержание свободной фосфорной кислоты - 11-12%. После
складского дозревания степень разложения повышается до 93-95%, свободная
кислотность снижается до 5%.
После складского дозревания для улучшения физических свойств супер­
фосфата его нейтрализуют и гранулируют. Процесс гранулирования суперфос­
фата включает следующие стадии.
1. Нейтрализация части свободной кислотности. Для нейтрализации ис­
пользуют измельченный известняк или мел:
2Н3Р 0 4 + СаСОз = Са(Н2Р 0 4)2 Н20 + С 0 2.
2. Увлажнение нейтрализованного суперфосфата до влажности - 16% и
окатывание в барабанном грануляторе.
3. Сушка гранул в сушильном барабане.
4. Классификация гранул.
При получении аммонизированного суперфосфата его обрабатывают га­
зообразным аммиаком. Аммиак реагирует со свободной фосфорной кислотой
суперфосфата и дигидрофосфатом кальция:
Н3Р 0 4 + NH3 = NH4H2PO4,
Са(Н2Р 0 4)2+ NH3 = NH4H2P 0 4+ CaHP04.
Аммонизированный суперфосфат имеет необходимые свойства: он не
мажется, хорошо рассеивается, не портит сельскохозяйственные машины. Аммонизации подвергается суперфосфат, в котором процесс разложения фосфата
практически закончился. Получающийся при аммонизации дигидрофосфат
кальция - водорастворимая соль, а гидрофосфат - цитраторастворимая. Содер­
жание азота в аммонизированном суперфосфате составляет 1,5-2,5%.
5.4. Производство двойного суперфосфата
Двойной суперфосфат - концентрированное фосфорное удобрение, кото­
рое получают разложением природных фосфатов фосфорной кислотой. Он со­
держит в 2-3 раза больше усвояемого Р20 5, чем простой суперфосфат: 42-49%.
В двойном суперфосфате практически отсутствует сульфат кальция - CaS04
присутствует лишь как примесь, образующаяся при разложении фосфата экс­
тракционной фосфорной кислотой, загрязненной ионами SO]
В основе получения двойного суперфосфата лежит превращение трудно­
растворимого фторапатита в водорастворимый дигидрофосфат кальция, что
достигается взаимодействием с фосфорной кислотой по уравнению
Ca5F(P04)3 + 7Н3Р 0 4 +5Н20 = 5Са(Н2Р 0)2 Н20 + HF.
В этом процессе фосфорная кислота служит не только реагентом, заме­
няющим серную кислоту, но и носителем питательного элемента - фосфора,
чем объясняется более высокая концентрация Р20 5 в двойном суперфосфате по
сравнению с простым.
Концентрация применяемой фосфорной кислоты и температура процесса
зависят от способа получения двойного суперфосфата. Существуют следующие
схемы производства двойного суперфосфата.
К а м е р н а я с х е м а . Схема камерного способа не отличается от схемы
производства простого суперфосфата (см. рис. 5.2). Фосфатная руда (фосфорит
или апатит) разлагается концентрированной (48-52% Р20 5) фосфорной кисло­
той (упаренная ЭФК или ТФК). Камерный двойной суперфосфат подвергается
длительному (до 25 суток) дозреванию на складе, после чего нейтрализуется,
гранулируется и высушивается. Степень разложения фосфата в камерном про­
дукте составляет 60-70%, после складского дозревания - 70-80%.
Недостатками камерного способа являются:
- высокие затраты на сооружение и эксплуатацию громоздких складов;
- выделение газообразных соединений фтора при дообработке продукта
на складе, что ухудшает санитарно-гигиенические условия труда.
К а м е р н о - п о т о ч н а я с х е м а отличается от камерного способа от­
сутствием складского дозревания. По этой схеме тонкоизмельченный фосфорит
разлагают концентрированной (47-49% Р2О5) фосфорной кислотой в суперфос­
фатной камере. Непосредственно после камерного процесса (степень разложе­
ния руды 70%) продукт подвергают гранулированию, сушке, сортировке гранул
и аммонизации. Степень разложения руды в гранулированном суперфосфате
достигает 80%. Исключение операции складского дозревания возможно при ус­
ловии применения более тонкого измельчения разлагаемой фосфоритной руды
(размер частиц менее 0,07 мм).
П о т о ч н а я с х е м а . В поточной (бескамерной) схеме производства
двойного суперфосфата применяется 28-36%-ная (в пересчете на Р2О5) фос­
форная кислота и фосфатное сырье тонкого помола (рис. 5.3).
По этому способу фосфатное сырье разлагается фосфорной кислотой по­
следовательно в двух реакторах 7. Из-за низкой концентрации фосфорной ки­
слоты и меньшего пребывания реакционной массы в реакторах схватывания не
происходит. Степень разложения фосфата в реакторах не превышает 50%. Из
реакторов суспензия поступает в барабанный гранулятор-сушилку (БГС) 2. С
помощью установленных в БГС пневматических форсунок суспензия распыля­
ется непосредственно на завесу мелких гранул. На их поверхности происходит
кристаллизация из раствора, в результате чего гранулы укрупняются. Затем они
высушиваются в потоке газа-теплоносителя. Коэффициент разложения фосфата
в высушенном продукте достигает 80-85%. После БГС сухие гранулы подаются
на классификацию в грохот 3: фракция менее 1 мм возвращается в БГС (ретур);
фракция крупнее 4 мм после измельчения на дробилке 4 вновь возвращается в
грохот; фракция 1-4 мм, соответствующая кондициям на продукт, поступает в
аммонизатор 5. В аммонизаторе происходит нейтрализация свободной фосфор­
ной кислоты газообразным аммиаком.
Рис. 5.3. Схема производства двойного суперфосфата поточным методом
Для высушивания суспензии в производстве двойного суперфосфата по­
точным способом кроме БГС применяются распылительные сушилки и аппара­
ты с кипящим слоем.
П о т о ч н а я ц и к л и ч е с к а я с х е м а . По этому способу разложение
природного фосфата ведут в 3-5-кратном избытке концентрированной фосфор­
ной кислоты, чаще ТФК. Выделившийся осадок дигидрофосфата кальция, отде­
ляют, нейтрализуют, гранулируют и сушат, а избыточную кислоту возвращают
на разложение. Этот способ позволяет достигать высокой степени разложения
сырья - 98-99%. Получаемый по такой схеме суперфосфат содержит до 57%
РгО^усв), поэтому его называют тройной суперфосфат. Недостатком способа яв­
ляется повышенный расход дорогой ТФК.
5.5. Другие виды фосфорных удобрений
Фосфоритная мука - получается путем размола фосфорита до состояния
тонкой муки. Фосфор в ней содержится в виде соединений фторапатита, гидроксилапатита, карбонатапатита, то есть находится в основном в форме трехкаль­
циевого фосфата Са3(Р0 4)2. Эти соединения не растворимы в воде и слабых ки­
слотах и малодоступны для большинства растений.
Фосфоритная мука негигроскопична, не слеживается, может смешиваться
с любым удобрением, кроме извести. Туковая промышленность выпускает раз­
личные сорта фосфоритной муки с общим содержанием Р20 5 от 19 до 30%. Для
изготовления фосфоритной муки могут быть использованы низкопроцентные
фосфориты, непригодные для химической переработки в суперфосфат. Фосфо­
ритная мука - самое дешевое фосфорное удобрение.
Преципитат - С аН РО ^Н Ю - двухзамещенный фосфат кальция (дикал ьцийфосфат) содержит 38% фосфора в расчете на Р20 5. Получается путем
кислотной переработки фосфатов, при нейтралзации фосфорной кислоты из­
вестковым молоком или мелом, а также в качестве отхода при желатиновом
производстве. Фосфор преципитата не растворим в воде, но растворяется в ли­
монно-кислом аммонии и хорошо усваивается растениями. Удобрение обладает
ценными физическими свойствами: не слеживается, сохраняет хорошую рассеваемость, может смешиваться с любым удобрением.
Фосфатшлак мартеновский - побочный продукт переработки мартенов­
ским способом богатых фосфором чугунов на сталь и железо. Содержит фос­
фор в основном в виде силикофосфатов и свободную окись кальция. Состав
может быть условно представлен как 4С аО Р20 5 + 5 C a 0 P 20 5 S i0 2 Применяе­
мый в качестве удобрений фосфатшлак должен содержать не менее 10% рас­
творимого в 2%-ной лимонной кислоте фосфора (в расчете на P2Os) и иметь
тонкий помол (80% продукта должно проходить через сито с диаметром
0,18 мм). Фосфатшлак нельзя смешивать с аммонийными удобрениями во из­
бежание потерь азота в форме аммиака.
Подобными свойствами обладает томасшлак - побочный продукт при пе­
реработке богатых фосфором чугунов на сталь и железо по щелочному способу
Томаса. В мировом производстве фосфорных удобрений томасшлак занимает су­
щественное место. В нашей стране томасшлак (производимый из керченских руд)
применяется в ограниченных количествах. В нем должно содержаться не менее
14% растворимого в 2%-ной лимонной кислоте фосфора в расчете на Р20 5.
Термофосфаты - Na2O 4C aO P 20 5*Si02 - получают сплавлением или спе­
канием размолотого фосфорита или апатита с щелочными солями - содой или
поташом, природными магниевыми силикатами, а также с сульфатами калия,
натрия и магния. При этом образуются усвояемые растениями кальциево­
натриевые или кальциево-калиевые фосфорнокислые соли, а также другие фос­
фаты и силикофосфаты. Термофосфаты содержат 20-30% лимонно­
растворимого фосфора в расчете на Р20 5. По свойствам и эффективности они
близки к томасшлаку. Могут применяться как основное удобрение на всех поч­
вах, но как щелочные удобрения эффективнее на кислых почвах.
При сплавлении фосфорита или апатита с силикатами магния получаются
плавленые магниевые фосфаты. Они содержат 19-21% усвояемого лимонно­
растворимого фосфора в расчете на Р20 5 и 8-14% MgO, особенно эффективны
на бедных магнием легких песчаных и супесчаных почвах. Термофосфаты
нельзя смешивать с аммонийными удобрениями.
Обесфторенный фосфат получают из апатита путем обработки водяным
паром смеси апатита с небольшим количеством кремнезема (2-3% S i02 при
температуре 1450-1550°С. При этом разрушается кристаллическая решетка
фторапатита и удаляется фтор в газообразной форме, а фосфор переходит в ус­
вояемую (лимонно-растворимую) форму. Обесфторенный фосфат содержит не
менее 36% Р20 5, растворимой в 0,4%-ной НС1. Удобрение негигроскопично, не
слеживается. Тонина помола такова, что 95% продукта должны проходить че­
рез сито диаметром 0,15 мм. Обесфторенный фосфат нельзя смешивать с аммо­
нийными удобрениями.
Контрольные вопросы
1. По какому признаку классифицируют фосфорные удобрения?
2. Почему суперфосфаты желательно выпускать в гранулированном ви­
де, а фосфоритную муку в виде тонко измельченного порошка?
3. Что является сырьем для производства фосфорных удобрений?
4. Перечислите способы переработки природных фосфатных руд. Какие
продукты могут быть при этом получены?
5. На чем основано получение простого суперфосфата? Охарактеризуй­
те реакции, протекающие при получении простого суперфосфата.
6. Почему в производстве простого суперфосфата необходима стадия
длительного складского дозревания?
7. Опишите схему получения простого суперфосфата. Почему порошко­
образный суперфосфат перед гранулированием нейтрализуют?
8. Какой процесс лежит в основе гранулирования простого суперфосфата?
9. На чем основано получение двойного суперфосфата? В чем заключа­
ется преимущество перед простым?
10. Охарактеризуйте схемы производства двойного суперфосфата.
Дайте сравнительную характеристику.
11. Какие продукты могут быть использованы в качестве фосфорных
удобрений?
6. ТЕХНОЛОГИЯ КОМ ПЛЕКСН Ы Х УДОБРЕНИЙ
Комплексные удобрения подразделяют по составу на двойные (например,
азотно-фосфорные, азотно-калийные или фосфорно-калийные) и тройные
(азотно-фосфорно-калийные). По способу производства их делят на сложные,
сложно смешанные (или комбинированные) и смешанные удобрения.
Ассортимент комплексных удобрений представлен в основном следую­
щими формами: двойные азотно-фосфорные удобрения - аммофос, нитроаммофосы и нитрофосы и тройные сложные удобрения - аммофоски, нитроаммо­
фоски и нитрофоски, магний-аммонийфосфат.
В связи с непрерывным увеличением производства и применения мине­
ральных удобрений повышение концентрации питательных веществ в них име­
ет огромное народнохозяйственное значение, так как позволяет уменьшить об­
щую физическую массу минеральных удобрений и объем их перевозок, а, сле­
довательно, значительно снизить расходы на их транспортировку, хранение и
внесение в почву.
6.1. Производство нитрата калия
Нитрат калия (калийная или калиевая селитра) K N 03 кристаллический
бесцветный порошок, плавящийся при 332,8°С. Выше температуры плавления
интенсивно разлагается на нитрит калия и кислород. Нитрат калия хорошо рас­
творим в воде, обладает высоким положительным температурным коэффициен­
том растворения: при повышении температуры с 20 до 114°С растворимость
K N 03 увеличивается почти в 10 раз - с 31,5 до 312 г/100г Н20 .
Нитрат калия используют в производстве дымного (черного) пороха, в
пиротехнике, в пищевой, стекольной промышленности. Он является ценным
безбалластным удобрением, содержащим два питательных элемента - азот и
калий (теоретическое содержание 13,85% N и 46,58% К 20). Другими преиму­
ществами этого удобрения являются его малая гигроскопичность и физиологи­
ческая щелочность.
6.1.1. Способы получения нитрата катя
Нитрат калия может быть получен несколькими методами.
1. Нейтрашзация азотной кислоты щелочами - гидроксидом или карбо­
натом калия:
HN03 + КОН = KN03 + Н20 ,
2HN03 + К:С 05 = 2KN03 + Н20 + С02.
2. Абсорбция нитрозных газов щелочами. Нитрознымп называются газы,
содержащие оксид и диоксид азота. Нптрозные газы могут быть получены
окислением аммиака на платиновом катализаторе. При неполном окислении
NO в газе содержаться как оксид, так и диоксид азота. При полном окислении только диоксид. При поглощении оксидов азота раствором гидроксида калия
образуются нитрит и нитрат калия:
2КОН ^ NO - NO, = 2KNO, + Н20 ,
2КОН - NO, = KNOj + KNO, + H20 .
Образующийся в результате абсорбции раствор нитрита и нитрата калия нитрит-нитратный щелок - подвергают инверсии азотной кислотой с целью пе­
ревода нитрита в нитрат:
3KN02 + 2HN03 = 3KN03 + 2NO + Н20 .
Выделяющийся оксид азота возвращают на абсорбцию, а раствор нитрата
натрия выпаривают с целью выделения кристаллов.
Однако названные способы из-за дороговизны и дефицитности гидрокси­
да калия и, особенно поташа, не нашли широкого промышленного применения.
3.
Получение нитрата калия из хлорида калия и азотной кислоты или ок
сидов азота. При взаимодействии хлорида калия с азотной кислотой или окси­
дами азота протекают процессы, которые схематично можно выразить следую­
щими реакциями:
ЗКС1 + 4H N 03 = 3KN03 + С12 + 2Н20 + NOC1,
2КС1 + 3N 02 + Н20 = 2KN03 + 2НС1 + N 0,
НС1 + 2N 02 = HNO3 + N0C1.
Реакции осуществляются в растворах при 75 - 85°С.
Существуют модификации этого метода. Предлагается, например, обра­
батывать твердый хлорид калия парами азотной кислоты с получением плава
нитрата калия:
КС1 + H N 03 = K N 03 + НС1,
H N 03 + ЗНС1 = N0C1 + С12 + 2Н20.
В другом случае твердый хлорид калия обрабатывают жидким или газо­
образным оксидом азота
КС1 + 2N 02 = KNO3 + N0C1.
Эта реакция ускоряется в присутствии паров воды и идет с большой ско­
ростью при низкой температуре (- 10°С).
Получение нитрата калия из хлорида калия экономически выгодно лишь
тогда, когда используются отходящие газы, содержащие хлор, хлористый водо­
род и нитрозилхлорид. При этом особенно важно утилизировать хлористый
нитрозил, образование которого является причиной потерь связанного азота.
N0C1 может быть окислен до N 0 2 и хлора кислородом воздуха или концентри­
рованной азотной кислотой.
Чтобы предотвратить образование нитрозилхлорида, предложено прово­
дить взаимодействие хлорида калия с азотной кислотой в присутствии диокси­
да марганца. Процесс осуществляется по суммарной реакции:
2КС1 + 4H N 03 + М п02 = 2KN03 + M n(N03)2 + С12 + 2Н20.
Выделенный из раствора нитрат марганца обрабатывают при повышен­
ной температуре водяным паром и кислородом воздуха с целью регенерации
М п02 и H N 03:
M n(N03)2 + Н20 + 1/202 = М п02 + 2HN03.
Все способы получения K N 03 из хлорида калия и азотной кислоты (или
оксидов азота) не нашли промышленного применения из-за трудностей, свя­
занных со значительной коррозией оборудования и необходимостью утилиза­
ции побочных продуктов - НС1, Cl2, NOC1. Тем не менее, рассмотренные спо­
собы являются перспективными, так как не требуют применения дорогостоя­
щих щелочей большого расхода пара.
4. Получение нитрата калия методом катионного обмена. Сущность ме­
тода заключается в обменной гетерогенной реакции между катионом твердой
фазы (катионитом) и катионами жидкой фазы. В качестве исходного сырья ис­
пользуют растворы нитрата кальция и хлорида калия, в качестве катионитов различные природные и искусственные цеолиты, сульфированные угли, орга­
нические смолы.
Получение нитрата калия методом катионного обмена включает следую­
щие стадии:
- пропускание раствора нитрата кальция через К-катионит, в результате
чего происходит обмен между ионами Са2+, находящимися в растворе и ионами
КГ, находящимися в фазе катионита:
Ca(N0 3)2(p-P) + [kat]K2 2K N 03ip.p) + [kat]Ca;
- регенерация катионита раствором хлорида калия:
[kat]Ca + 2КС1 <-> СаС12(р.р) + [kat]K2;
- выпаривание раствора нитрата калия, полученного на стадии катионно­
го обмена, кристаллизация соли, отделение кристаллов и их сушка;
- утилизация раствора хлорида кальция, полученного на стадии регенера­
ции катионита.
В отличие от реакций обмена в растворе, идущих до наступления равно­
весия, ионообменные реакции на ионитах могут быть доведены до конца в ре­
зультате смещения равновесия при осуществлении процесса в динамических
условиях.
Производство нитрата калия указанным методом - процесс сравнительно
энергоемкий, однако, простой технологически и связан с применением недефи­
цитного сырья.
5. Конверсионный метод получения нитрата калия. Конверсионный спо­
соб заключается в обменном разложении между нитратами и хлоридом калия:
NH4N 0 3 + КС1
K N 03 + NH4C1,
NaN 03 + КС1 <-> K N 03 + NaCl и др.
Конверсионные методы получения нитрата калия получили наибольшее
распространение, причем чаще в качестве исходного сырья используют нитрат
натрия и хлорид калия.
6.1.2. Конверсионный способ получения нитрата калия из ИаИОз и КС1
Теоретические основы процесса
Конверсионный метод производства калийной селитры основан на осу­
ществлении реакции обменного разложения:
N aN 03 + КС1 <-> K N 03 + NaCl.
Процесс получения KN 03 складывается из различных операций, осуще­
ствляемых в четырехкомпонентной взаимной системе.
На рис. 6.1 изображена диаграмма растворимости в водной системе
N aN 03 + КС1 <-> K N 03 + NaCl при 5 и 100°С. Как видно, при низких температу­
рах растворимость нитрата калия значительно меньше растворимости других
солей (поле кристаллизации K N 03 при 5°С занимает большую часть площади
квадрата). При 100°С, наоборот, увеличивается поле кристаллизации хлорида
натрия.
Рис. 6.1. Безводные проекции изотерм растворимости четырехкомпонентной
взаимной системы NaN0 3 + КС1 < -> KNO3 + NaCl при 5 и 100°С
Состав раствора эквимолекулярной смеси КС1 и NaN 03 отображается по­
ложением точки а. При температуре 5°С точка а попадает в поле кристаллиза­
ции нитрата калия, что свидетельствует о возможности получения нитрата ка­
лия в одну ступень при низких температурах. При изотермическом испарении
раствора состава точки а при 5°С из него кристаллизуется нитрат калия - выход
K N 03 в этом случае определяется длиной отрезка ab. Однако таким путем про­
цесс конверсии не осуществляют по следующим причинам:
- низкий выход готового продукта;
- низкая скорость процесса;
- загрязнение продукта исходными КС1 и NaN 03 вследствие их непол­
ного растворения при низких температурах.
Более целесообразен процесс конверсии, основанный на осуществлении
обменного разложения при 100°С.
При температуре 100°С точка а оказывается в поле кристаллизации хло­
рида натрия. При выпаривании из этого раствора воды при 100°С, когда будет
достигнуто насыщение, начнется кристаллизация NaCl, и состав солевой массы
системы будет изменяться по линии ас. В точке с начинает кристаллизоваться
хлорид калия, поэтому процесс прекращают. Если после отделения кристаллов
хлорида натрия раствор состава т. с, охладить до 5°С, то точка с окажется в по­
ле кристаллизации K N 03. В этом случае выход нитрата калия будет пропор­
ционален длине отрезка cb.
Для увеличения выхода нитрата калия в исходный раствор вводят избы­
ток N aN 03. Наибольший выход получится, если к концу выделения NaCl рас­
твор окажется насыщенным тремя солями - NaCl, КС1 и K N 03, то есть солевая
масса его изобразится точкой Е2. В этом случае соотношение исходных реаген­
тов определяется положением точки d. После отделения кристаллов хлорида
натрия и охлаждения раствора т. Е 2 из него кристаллизуется K N 03, выход кото­
рого пропорционален длине отрезка Е 2е.
Схема полу ч е н ия нитрата калия
В качестве сырья для получения нитрата калия конверсионным способом
обычно применяют нитрит-нитратные щелока, образующиеся при абсорбции
нитрозных газов раствором кальцинированной соды, а также твердый хлорид
калия с содержанием 95 - 98% КС1.
Нитрит-нитратные щелока предварительно подвергают инверсии с целью
перевода нитрита в нитрат:
3NaN02 + 2H N 03 = 3N aN 03 + 2NO + Н20 .
Раствор после инверсии упаривают до содержания 600 - 700 г/л NaN03 и
направляют в растворитель 1 (рис. 6.2), куда вводят мелкокристаллический
хлорид калия. После растворения хлорида калия при температуре 60-70°С по­
лучают раствор, содержащий 3 0 0 -4 0 0 г/л N aN 03 и 2 7 0 -3 0 0 г/л КС1. В этом
растворе имеется избыток нитрата калия против стехиометрического количества.
2
Рис. 6.2. Схема получения нитрата калия конверсионным методом
Приготовленный раствор поступает на обменное разложение в реактор 2
периодического действия. Процесс конверсии продолжается около 4 часов. По
мере упаривания раствора в него добавляют маточные растворы с первой и
второй кристаллизации. При выпаривании раствора из него кристаллизуется
хлорид натрия в виде шлама. Для ускорения процесса и предотвращения забив­
ки реактора осадком NaCl, в нижнюю часть подают сжатый воздух.
Процесс конверсии заканчивают по достижении плотности раствора в
пределах 1640-1680 кг/м3, что отвечает температуре 125-130°С. Полученную
суспензию обезвоживают на центрифугах или фильтрах 3. Осадок хлорида на­
трия промывают.
Полученный раствора нитрата калия (~ 1000 г/л KNO3 и ~ 170 NaCl) и
промывные воды направляют в кристаллизатор 4, где при охлаждении раствора
до 25-30°С из него кристаллизуется K N 03. После отделения маточного раство­
ра и промывки осадка он содержит 94-96% KNO3 и до 6% NaCl. После сушки
такой продукт может быть использован в качестве комплексного удобрения.
Для получения чистого продукта нитрат калия обезвоживают на центри­
фугах 5 и подвергают перекристаллизации. Маточные щелока после первой и
второй кристаллизации возвращают в цикл. Сушку нитрата калия осуществля­
ют горячим воздухом (105-110°С).
6.2. Сложные удобрения на основе фосфорной кислоты
Аммофос и диаммофос - двойные азотно-фосфорные удобрения, полу­
чаемые нейтрализацией фосфорной кислоты аммиаком. Аммофос в качестве
основного вещества содержит дигидрофосфата аммония NH4H2P 0 4 и 10% гид­
рофосфата аммония (NH4)2H P 04; диаммофос в основном состоит из гидрофос­
фата аммония. В качестве примесей технические продукты содержат сульфат
аммония, фосфаты железа, алюминия, магния и др., причем состав и количество
примесей зависят от степени загрязнения исходной фосфорной кислоты.
При последовательной нейтрализации ортофосфорной кислоты аммиаком
образуются дигидрофосфат, гидрофасфат и фосфат аммония.
Дигидрофосфат аммония - устойчивая негигроскопическая соль; ее тем­
пература плавления 190,5°С, хорошо растворима в воде. Гидрофосфат аммония
термически мало устойчив, при нагревании до 70°С легко разлагается; хорошо
растворяется в воде и частично гидролизуется. Фосфат аммония неустойчив,
разлагается при температуре 30^Ю°С с выделением аммиака, поэтому в качест­
ве удобрения применяться не может.
Аммофос содержит около 10-12% N и 45-52% Р20 5. Аммофос является
самым распространенным сложным удобрением. Это объясняется его высокой аг­
рохимической эффективностью и хорошей совместимостью с другими удобре­
ниями, что позволяет на основе аммофоса получать смешанные удобрения с лю­
бым заданным соотношением питательных веществ. Кроме того, для производст­
ва аммофоса можно использовать бедные фосфоритные руды (24-26% Р2О5).
Аммофос является физиологически кислым удобрением, поскольку вхо­
дящие в его состав ионы NH* нитрифицируются в почве и подкисляют ее. Он
эффективен на любых почвах. Однако для непосредственного внесения исполь­
зуется только часть аммофоса, основная его масса идет на приготовление урав­
новешенных смешанных удобрений.
Диаммофос применяют в основном в качестве кормового средства. Для
производства кормового диаммофоса используется термическая или обесфторенная экстракционная фосфорная кислота. Удобрительный диаммофос грану­
лированный содержит 51-53% Р2О5 и не менее 19% N, его выпускают в ограни­
ченном количестве.
6.2.1. Теоретические основы производства
В производстве аммофоса и диаммофоса протекают следующие реакции:
Н3РО4 + NH 3 = NH4H2PO4,
NH4H2PO4 + NH3 = (NH4)2H P 04.
Дигидрофосфат
аммония
получают
при
мольном
отношении
NH3 : Н3РО4 = 1, гидрофосфат аммония - при отношении равном 2. В процессе
производства аммофоса аммиак берут с небольшим избытком (отношение 1, 1),
поэтому в состав готового продукта входит до 10% (NPL^HPC^.
На технологический процесс получения фосфатов аммония оказывают
влияние примеси, присутствующие в фосфорной кислоте, ее концентрация,
температура, давление и другие факторы.
Образующаяся при нейтрализации экстракционной фосфорной кислоты
аммофосная пульпа представляет собой сложную солевую систему. Кроме
фосфатов, в ее состав входят сульфат аммония (NH4)2S 0 4, фосфаты кальция,
магния, алюминия и железа, кремнефторид аммония (NH4)2SiF6 и различные
комплексные соединения. Комплексные соединения нерастворимы, и их при­
сутствие снижает содержание усвояемого Р2О5 в аммофосе. Образование ком­
плексных соединений происходит при низких значениях pH. Поэтому, чтобы
избежать образования неусвояемых солей в аммофосе, процесс нейтрализации
фосфорной кислоты необходимо вести при pH > 3. Так, при нейтрализации
сравнительно чистой фосфорной кислоты из апатитового концентрата pH в
пульпе поддерживают не выше 4,5, для загрязненной примесями фосфорной
кислоты из фосфоритов Каратау - в пределах 5,0 - 5,5.
Практический режим нейтрализации должен быть таким, чтобы обра­
зующаяся в смесителях (нейтрализаторах) пульпа обладала достаточной под­
вижностью. Вязкая пульпа трудно перекачивается насосами и плохо поглощает
аммиак. Вязкость аммофосной пульпы зависит, прежде всего, от концентрации
исходной фосфорной кислоты, а также от растворимости фосфатов аммония,
температуры и других факторов.
Графический анализ процесса нейтрализации в системе NH3 - Н3РО4Н 20 позволяет подобрать оптимальный режим, при котором образуется текучая
пульпа с небольшим содержанием твердой фазы.
На рис. 6.3 приведена диаграмма растворимости в системе NH3- Н3РО4Н20 и показан процесс нейтрализации аммиаком фосфорной кислоты (30 и 54%
Р20 5) при температуре 75°С и атмосферном давлении.
Рис. 6.3. Растворимость в системе NH3 - Н3РО4 - Н 20
На диаграмме т. А соответствует составу дигидрофосфата аммония
(14,78% NH3 и 85,22% Н3Р 0 4), т. D - составу гидрофосфата аммония (25,76%
NH3 и 74,24% Н3Р 0 4). Точка Е\ - эвтоническая точка состава раствора, насы­
щенного солями (NH4)2H P 04 и (NH4)3P 0 4*2(NH4)2H P 04, т . Е - солями
(NH4)2H P04 и NH4H2P 0 4. Прямые, исходящие из водного угла (т. W) и пересе­
кающие линию BD (пунктирные линии), соответствуют составам комплексов с
мольным соотношением NH3 Н3РО4 от0,55 1 до 2 1.
Ниже кривой изотермы растворимости лежит область ненасыщенных
растворов фосфатов аммония, выше - область пересыщенных растворов и кри­
сталлизации фосфатов аммония. На прямых PR 2 и Р\ЬЛрасполагаются точки со­
става нейтрализованной пульпы.
При получении аммофоса из разбавленной фосфорной кислоты концен­
трацией 30% Р20 5 (41,4% Н3Р 0 4 - точка Р, на рис. 6.3) процесс нейтрализации
до мольного отношения NH3 Н3Р 0 4 = 1 1 можно полностью проводить в сме­
сителях. В этом случае точка состава нейтрализованной пульпы R\ лежит в об­
ласти ненасыщенных растворов, и пульпа обладает высокой подвижностью.
При нейтрализации концентрированной фосфорной кислоты, содержащей
54% Р20 5 (74,5% Н3Р 0 4 - точка Pi) до мольного отношения NH3 : Н3Р 0 4 = 1 1 в
производстве аммофоса (точка Ь2) и до мольного отношения NH3 : Н3Р 0 4 = 2 :1
в производстве диаммофоса (точка Р4) получают густую малоподвижную пуль­
пу. Точки Ь 2 и Z,4 составов нейтрализованных комплексов лежат в области кри­
сталлизации фосфатов аммония. Растворимость фосфатов аммония, образую­
щихся при нейтрализации в этих условиях, наименьшая, поэтому нейтрализацию
концентрированной фосфорной кислоты в производстве фосфатов аммония ве­
дут в две ступени. Первую ступень осуществляют в смесителях до мольного от-
ношения NH3 : H3P 0 4 = 0,55 1 (при получении аммофоса) и до отношения
NH3 : Н3Р 0 4 = 1,45 1 (при получении диаммофоса). При этих отношениях рас­
творимость солей наибольшая и пульпа обладает достаточной подвижностью.
Вторую ступень нейтрализации проводят в барабанах одновременно с
грануляцией продукта.
Температурный режим в нейтрализаторах поддерживается за счет тепла
реакции нейтрализации в пределах 8 0 - 125°С в зависимости от концентрации
применяемой фосфорной кислоты. Более высокая температура приводит к раз­
ложению продуктов и потерям аммиака. За счет тепла реакции нейтрализации
часть воды из пульпы испаряется.
6.2.2. Технологические схемы производства аммофоса
В настоящее время в промышленном масштабе освоены разнообразные
схемы производства аммофоса.
На основе разбавленной экстракционной фосфорной кислоты (19-30%
Р20 5) процесс ведут:
а) с сушкой пульпы в распылительной сушилке и с последующей грану­
ляцией порошковидного аммофоса;
б) с упаркой аммонизированной пульпы в вакуум-выпарных аппаратах и
с грануляцией и сушкой продукта в аппарате БГС;
в) с сушкой пульпы и грануляцией аммофоса в распылительной с кипя­
щим слоем сушилке-грануляторе (РКСГ).
На основе концентрированной (упаренной) фосфорной кислоты (до 54%
Р20 5) процесс ведут:
а) с грануляцией и сушкой продукта в аммонизаторе-грануляторе (АГ);
б) с самоиспарением (за счет тепла химической реакции) нейтрализован­
ной пульпы с грануляцией и сушкой аммофоса в барабанном грануляторе су­
шилке-холодильнике (БГСХ).
Схемы производства аммофоса делятся на ретурные и безретурные. В ретурных схемах отношение ретура и готового продукта не менее 4-х, в безретурных (малоретурных) - не более единицы.
Наиболее распространена в отечественной промышленности безретурная
схема на основе разбавленной фосфорной кислоты с упаркой пульпы и грану­
ляцией и сушкой продукта в аппарате БГС, а также ретурная схема с аппаратом
АГ с использованием упаренной экстракционной фосфорной кислоты. В схемах
предусмотрен замкнутый цикл водооборота и сведены к минимуму выбросы
аммиака и фтора в атмосферу.
Диаммофос получают из концентрированной фосфорной кислоты с при­
менением аппарата АГ, аналогично производству аммофоса, и с применением
вакуум-кристаллизаторов.
Схема с распылительной сушилкой. По этой схеме экстракционная фос­
форная кислота (22-29% Р20 5) нейтрализуется в двух - трех аппаратах с ме­
шалками до pH = 4,5-5,0. Полученную аммофосную пульпу сушат в распыли­
тельной сушилке горячими топочными газами с начальной температурой 600650°С. Высушенный порошковидный аммофос гранулируют окатыванием или
прессованием. Сушка влажных гранул, сортировка на грохотах и охлаждение
товарной фракции осуществляются обычными способами. Распылительная су­
шилка имеет низкую производительность, сложна в обслуживании и требует
повышенного расхода энергии. Поэтому схема с распылительной сушилкой не­
перспективна и на новых заводах не применяется.
Схема с упаркой пульпы в выпарных аппаратах и с грануляцией в аппа­
ратах БГС. Технологическая схема производства аммофоса с упаркой аммофосной пульпы в вакуум-выпарных аппаратах и с грануляцией в аппарате БГС
является в настоящее время наиболее эффективной. Это объясняется освоенно­
стью схемы в промышленности, большой удельной производительностью ап­
парата БГС, малой ретурностью (до 1). Кроме того, по этой схеме можно пере­
рабатывать низкоконцентрированную экстракционную фосфорную кислоту
(19-21% Р20 5).
Фосфорную кислоту предварительно обесфторивают путем осаждения
кремнефторида натрия. Использование в производстве аммофоса обесфторенной (0,5% F) фосфорной кислоты улучшает качество аммофоса и упрощает
очистку отходящих газов.
Обесфторенная экстракционная фосфорная кислота концентрацией 1921% Р2О5 нейтрализуется газообразным аммиаком до pH 4,7-5,2. В процессе
нейтрализации температура пульпы повышается до 100-105 °С и часть воды,
введенной с экстракционной фосфорной кислотой, испаряется.
После нейтрализации аммофосная пульпа выпаривается до влажности 2338%. Упаренная пульпа направляется в аппарат БГС на грануляцию и сушку.
Сушка до остаточной влажности 0,5-1% осуществляется топочными газами при
температуре на входе 600-650°С и на выходе 90-100°С. Сухой продукт сорти­
руют на двухситном грохоте 11. Крупные частицы измельчают и вместе с мел­
кой фракцией в качестве ретура возвращают в аппарат БГС, а товарную фрак­
цию аммофоса (1^4 мм) охлаждают воздухом в аппарате кипящего слоя до 4 0 45 °С и направляют на склад.
Схема с применением аппарата А Г В этой схеме используют обесфторенную концентрированную фосфорную кислоту (50-54% Р20 5). Применение
концентрированной фосфорной кислоты значительно упрощает технологиче­
ский процесс, так как уменьшается объем испаряемой влаги.
При нейтрализации концентрированной фосфорной кислоты аммиаком до
мольного отношения NH3 : Н3РО4 = 0 , 8 - 1 происходит загустевание пульпы. По­
этому в данной схеме нейтрализацию ведут в две стадии. Первая стадия осущест­
вляется газообразным аммиаком до мольного отношения NH3 : Н3Р0 4 = 0,5 - 0,6.
За счет тепла реакции температура пульпы достигает 115-125°С, при этом испа­
ряется 20 - 25% воды, и влажность пульпы снижается до 17-18%.
Частично нейтрализованная пульпа поступает в аммонизатор-гранулятор.
Туда же одновременно подают жидкий аммиак и ретур в количестве 4-8 т/т то­
варного аммофоса. В аппарате АГ осуществляется вторая стадия нейтрализации
и грануляция продукта.
Технико-экономические показатели производства аммофоса в основном
зависят от вида и качества фосфатного сырья. Следует отметить, что выбор
технологической схемы определяется главным образом качеством фосфорной
кислоты. Наилучшие технико-экономические показатели имеет производство
аммофоса на основе экстракционной фосфорной кислоты из Кольского апати­
тового концентрата. При использовании менее качественного фосфатного сы­
рья приведенные затраты на 1 т Р20 5 в аммофосе возрастают на 30-40%, а себе­
стоимость аммофоса —на 18—26%.
6.3. Сложные удобрения на основе фосфорной и азотной кислот
Путем совместной или раздельной нейтрализации Н3Р 0 4 и H N 03 аммиа­
ком получают сложные удобрения нитроаммофос и нитроаммофоску.
Нитроаммофос и нитроаммофоска отличаются от аммофоса более вы­
соким относительным содержанием азота. Уравновешивающие азотные компо­
ненты, например, азотная кислота или нитрат аммония, вводят в состав этих
удобрений либо на стадии аммонизации фосфорной кислоты, либо перед гра­
нулированием. Таким образом, нитроаммофос и нитроаммофоска кроме дигид­
рофосфата аммония содержат нитрат аммония.
Нитроаммофоска является тройным комплексным удобрением и содер­
жит третий питательный компонент - калий, который вводится в виде КС1 или
K2S 04.
По внешнему виду нитроаммофос и нитроаммофоска представляют собой
гранулы светло-серого или розоватого цвета. Для снижения слеживаемости
гранулы удобрений подвергаются кондиционированию различными добавками:
диатомитом, тальком, кизельгуром и др.
Таблица 6.1
Состав нитроаммофоса и нитроаммофоски
Состав, %
Соотношение
Соотношение
N : Р20 5: К20 NH4H2P0 4: NH4NO3: КС1
1 : 1 :0
1 : 1 :1
1 : 1,5 : 1,5
4 1 , 4 : 58, 6: 0
2 9 ,4 :4 1 ,7 :2 8 ,9
35,5 : 29,6 : 34,4
N
р 2о 5
К20
25,6
18,2
14,7
25,6
18,2
22,2
0
18,2
22,2
Суммарная
концентрация
действующих
веществ, %
51,2
54,6
59,1
6.3.1. Теоретические основы процесса
При нейтрализации смеси азотной и фосфорной кислот аммиаком проте­
кают реакции:
H N 03 + NH3 = NH4N 0 3 + Q,
H3P 0 4 + NH3 = NH4H2P 0 4 + Q.
Нейтрализацию ведут при температуре 120°С. В процессе нейтрализации
происходит частичное испарение воды из реакционной массы за счет тепла ре­
акции. Нейтрализованный комплекс на выходе из аппарата-нейтрализатора со­
держит 24% воды и смесь солей NH4N 0 3 и NH4H2P 0 4. Соотношение между
этими солями определяется заданным соотношением N Р20 5 в различных мар­
ках готового удобрения.
Графический анализ процесса получения нитроаммофоса позволяет опре­
делить основные условия стадий нейтрализации и выпаривания для продукта с
заданным соотношением N : Р2О5.
На рис. 6.4 приведены изотермы растворимости в системе NH4NO3 - NH4H2PO4 - Н20 при температурах 120 и 170°С.
На диаграмме линия WN соответствует составам нейтрализованных ком­
плексов с соотношением N Р2О5 равным 1 1.
Рис. 6.4. Растворимость в системе NH4 NO3 - NH4 H2 P 0 4 - Н20 при 120 и 170°
Фигуративная точка на выходе из нейтрализатора для указанного соот­
ношения N : Р20 5 - т. а - располагается на пересечении линии WN с линией ML,
соответствующей местоположению комплексов, содержащих 24% воды. Из
диаграммы видно, что в точке а нейтрализованный комплекс при температуре
120°С представляет собой гетерогенную систему, при этом равновесной твер­
дой фазой является дигидрофосфат аммония.
Для температуры 120°С, при которой реакционная масса выходит из ней­
трализатора, соотношение жидкой и твердой фаз определяется отношением
длин отрезков aF и ab. Состав нейтрализованного комплекса в т. а равен
31,55% NH4H2PO4 и 44,45% NH4N 0 3.
В процессе выпаривания раствора при 170°С до остаточной влажности
2% фигуративные точки нейтрализованного комплекса передвинутся по линии
WN до пересечения в точке d с линией RS, соответствующей местоположению
комплексов, содержащих 2% воды. При выпаривании сначала раствор станет
насыщенным дигидрофосфатом аммония (т. с), который в дальнейшем начнет
кристаллизоваться. Отношение жидкой и твердой фаз в т. d определяется отно­
шением длин отрезков dF и kd\ это отношение равно 4,4.
При получении нитроаммофоски в нейтрализованный комплекс вводят
хлорид калия (реже - сульфат калия). Часть вводимого КС1 реагирует с нитра­
том аммония:
КС1 + NH4NO3 = K N 03 + n h 4c i .
Образование KNO3 и NH4C1, менее гигроскопичных чем исходные соли,
улучшает физические свойства нитроаммофоски.
6.3.2. Технологические схемы производства нитроаммофоски
Нитроаммофоска может быть получена по ретурной схеме с гранулиро­
ванием в аппарате АГ и безретурной схеме с грануляцией из расплава.
Ретурная схема. Производство нитроаммофоски по ретурной схеме с
гранулированием в аппарате АГ осуществляют аналогично производству ам­
мофоса. Уравновешивающий азот в виде плава аммиачной селитры вводят на
стадии гранулирования. Таким образом, производство нитроаммофоски скла­
дывается из следующих основных стадий: получение плава аммиачной, селит­
ры, получение аммофосной пульпы, гранулирование и сушка.
Упаренную экстракционную фосфорную кислоту (47 - 52% Р2О5) нейтра­
лизуют газообразным аммиаком при температуре 110 - 120°С и мольном отно­
шении NH3 : Н3РО4 = 0,7.
Нейтрализацию азотной кислоты аммиаком проводят в аппарате ИТН при
150°С. Полученный раствор аммиачной селитры после донейтрализации упари­
вают в выпарном аппарате пленочного типа до содержания 95 - 97% NH4NO3.
В аммонизатор-гранулятор вводят пульпу аммофоса, плав нитрата аммо­
ния, хлорид калия, ретур и газообразный аммиак (мольное отношение
NH3 Н3РО4 = 1,04). Количество ретура составляет 5 - 10 т/т готового продукта.
Одновременно с нейтрализацией и гранулированием в аппарате АГ происходит
частичная подсушка гранул за счет тепла химических реакций.
Гранулы нитроаммофоски при температуре 105°С и влажности 1,3-1,5%
поступают из аппарата АГ в барабанную сушилку. Сушка осуществляется то­
почными газами до конечной влажности гранул не более 0,5%. Высушенную
нитроаммофоску сортируют. Товарную фракцию (1-4 мм) охлаждают до 3545°С, кондиционируют и направляют на упаковку. Крупные гранулы измельча­
ют и вместе с мелкой фракцией возвращают в качестве ретура на грануляцию.
Безретурная схема. Упаренная экстракционная фосфорная кислота
(54% Р2О5) и 57%-ная азотная кислота поступают в смеситель, где тщательно
перемешиваются. Смесь кислот нейтрализуют газообразным аммиаком в ней­
трализаторе при 115 - 120°С до pH = 2,8 - 3,2. При этом в растворе образуются
NH4H2PO4 и NH4NO3. Одновременно с нейтрализацией происходит частичное
выпаривание пульпы за счет тепла реакции. Выпаривание аммонизированной
пульпы до состояния плава, содержащего 2-2,5% воды, ведут при 170°С.
Плав нитроаммофоса тщательно перемешивается с хлоридом калия и по­
ступает в корзину гранулятора. При вращении корзины гранулятора плав раз­
брызгивается по сечению грануляционной башни и, охлаждаясь встречным по­
током воздуха, застывает в виде гранул. Далее гранулы охлаждают воздухом до
40 - 45°С, после чего продукт элеватором сортируют по фракциям.
Товарную фракцию гранул размером 1-4 мм опудривают нейтрализую­
щим тонко измельченным материалом и упаковывают. В процессе охлаждения
и кондиционирования гранулы подсушиваются до 1%. Крупную фракцию гра­
нул измельчают и вместе с мелкой фракцией возвращают в качестве ретура на
смешение с плавом.
К достоинствам схемы относится практически полное отсутствие ретура
(около 5% от массы готового продукта).
Отходящие газы производства нитроаммофоски содержат до 0,1 г/м3 фто­
ра, 2 г/м3 аммиака и пыль. Они очищаются, в абсорбционных аппаратах, рабо­
тающих в замкнутом цикле с использованием технологических жидкостей.
6.4. Сложные удобрения на основе азотнокислотного разложения фосфатов
Разложением фосфатов азотной кислотой получают нитрофосфаты нитрофос и нитрофоску, а также удобрения типа нитроаммофоски, состав и
свойства которых были описаны выше.
Нитрофосфаты, содержащие два питательных элемента - азот и фосфор,
называются нитрофосами. В большинстве случаев перед гранулированием к
нитрофосу добавляют соль калия (КС1 или K2S 04) и получают тройное удобре­
ние - нитрофоску.
Состав нитрофосок различен, он зависит от способа их получения. Обыч­
но нитрофоска содержит гидрофосфат кальция, дигидрофосфат аммония, нит­
рат аммония и соли калия. Таким образом, Р20 5 в нитрофоске находится в цитратнорастворимой (СаНР04) и водорастворимой (ЫНД^РСХО формах, причем
водорастворимый Р20 5 составляет 50-60% от усвояемого.
Азотнокислотная переработка фосфатов позволяет использовать азотную
кислоту не только для разложения, но и как носитель питательного азота, пере­
ходящего в состав удобрения. Этим методом можно перерабатывать природные
фосфаты с повышенным содержанием магния, на 5% сократить капитальные за­
траты по сравнению с объемом капитальных вложений на раздельное получение
фосфорной кислоты и ее переработку сложные удобрения. Кроме того, из азот­
нокислотного раствора можно попутно выделить редкоземельные элементы.
6.4.1. Теоретические основы
Производство удобрений методом азотнокислотного разложения природ­
ных фосфатов состоит из двух основных стадий:
1) разложения фосфатов азотной кислотой с получением азотнокислого
раствора
2) переработка азотнокислого раствора.
Разложение фосфатов азотной кислотой протекает по следующему ос­
новному уравнению:
Ca5F(P04)3 + IOHNO3 = ЗН3РО4 + 5Ca(N03)2 + HF.
Одновременно с кислотой реагируют содержащиеся в природных фосфа­
тах примеси с образованием нитратов железа, алюминия, магния и редкозе­
мельных элементов.
В результате процесса разложения образуется азотнокислый раствор, так
называемая азотнокислотная вытялска, содержащая главным образом фос­
форную кислоту и нитрат кальция.
Скорость разложения фосфата зависит от степени измельчения фосфатно­
го сырья, температуры, расхода азотной кислоты и, в меньшей степени, от ее
концентрации. Чем выше степень измельчения и температура, тем выше ско­
рость разложения. Оптимальной температурой процесса является 50-70°С .
Повышение температуры сверх оптимальной приводит к потерям азотной ки­
слоты и усилению коррозии аппаратуры.
Для разложения фосфатов обычно используют 57 - 62%-ную азотную ки­
слоту. Изменение концентрации кислоты в этих пределах мало влияет на ско­
рость процесса. Значительное влияние на процесс разложения фосфатов оказы­
вает расход азотной кислоты. Например, при разложении апатита стехиометри­
ческим количеством азотной кислоты почти полное разложение фосфатов
(98 - 99%) достигается за 9 0 - 120 мин. Если же количество кислоты увеличено
до 11 0 - 115% от стехиометрии, апатит разлагается полностью через 30 мин.
Обычно разложение апатита ведут стехиометрическим количеством кислоты. В
отдельных случаях превышение нормы равно 2 - 3%. Исключение составляют
процессы, в которых значительный избыток кислоты (2 0 -3 0 % ) нужен для
осуществления последующих операций.
Переработка азотнокислотного раствора основана на его нейтрализа­
ции аммиаком. Состав и качество получаемого удобрения зависят от содержа­
ния кальция в растворе и количества вводимого аммиака.
При нейтрализации вытяжки аммиаком в зависимости от степени аммонизации кальций взаимодействует с Р20 5 с образованием усвояемых дигидро- и
гидрофосфатов кальция. Чтобы получить большую часть Р2О5 в водораствори­
мой форме, нейтрализацию раствора аммиаком следует проводить до pH не бо­
лее 3,5-3,8. В этом случае протекают следующие реакции:
ЗН3РО4 + 5Ca(N03)2 + 3NH3 = 1,5Са(Н2Р 0 4)2 + 3NH4N 0 3 + 3,5Ca(N03)2,
ЗН3РО4 + 5Ca(N03)2 + 6NH3 = 3CaHP04 + 6N H ,N 03 + 2Ca(N03)2.
Дальнейшее увеличение степени аммонизации приводит к образованию
нерастворимого фосфата кальция Са3(Р 04)2.
В азотнокислотной вытяжке массовое отношение СаО Р20 5 такое же, как
в исходном фосфате, то есть 1,3 - 1,8. Однако не весь кальций расходуется на
образование фосфатов кальция. Значительная его часть остается в пульпе в ви­
де Ca(N03)2 и переходит в состав продукта. В присутствии гигроскопичного
нитрата кальция ухудшаются физические свойства удобрения. Чтобы получить
удобрения без примеси нитрата кальция, избыток кальция необходимо удалить
из раствора до достижения отношения СаО Р20 5 = 0,79. В этом случае весь
кальций связывается с Р2О5 в цитратнорастворимый СаНР04 (в дикальцийфосфате отношение СаО : Р20 5 = 0,79). Для получения части фосфора в водорас­
творимой форме необходимо еще больше уменьшить соотношение СаО : Р20 5 в
растворе, чтобы часть свободной фосфорной кислоты превратилась при ней­
трализации аммиаком в водорастворимый моноаммонийфосфат NR^bPQ*.
Иными словами, из 5-и моль Ca(N 03)2, образовавшихся при азотнокислотном
разложении фосфатов, из сферы реакции аммонизации необходимо вывести 3,5
моль. При этом условии реакция нейтрализации аммиаком протекает по сле­
дующему уравнению:
ЗН3РО4 + l,5C a(N 03)2 + 4,5NH3 = 1,5СаНР04 + 1,5NH4H2P 0 4 + 3NH4N 0 3.
Избыток кальция можно не только удалить из азотнокислотного раствора,
но и связать его в нерастворимое соединение. Многочисленные способы полу­
чения сложных удобрений на основе азотнокислотного разложения фосфатов
отличаются преимущественно различными методами выделения избытка каль­
ция из азотнокислотных растворов.
6.4.2. Способы получения сложных удобрений на основе
азотнокислотного разложения фосфатов
Условно способы азотнокислотного разложения фосфатов можно разде­
лить на две группы.
К первой группе относятся процессы, при осуществлении которых весь
кальций остается в продукте, но его в значительной степени связывают в нерас­
творимое соединение. Этими способами получают нитрофосы.
Ко второй группе относятся способы, при осуществлении которых избы­
ток кальция полностью выводится из процесса. Состав продуктов, получаемых
при этом, не отличается от состава нитроаммофосок, полученных на основе
фосфорной кислоты.
Азотно-сернокислотный способ. Этим способом получают нитрофоску с
отношением N : Р20 5: К20 =1 1 1.
Фосфат разлагают смесью азотной (57%-ая) и серной кислот (92%-ая),
суммарный расход которых составляет 140% от стехиометрического количества.
Часть серной кислоты расходуется на разложение фосфата, а остальное количе­
ство - на связывание избытка кальция в азотнокислотном растворе. Образую­
щийся при этом дигидрат сульфата кальция CaS04-2H20 (гипс) остается в
удобрении, что приводит к снижению концентрации питательных веществ
до 32 - 35%.
Процесс разложения апатита проводят при 70 - 80 °С и интенсивном пе­
ремешивании пульпы в течение 1 ч, при этом степень разложения сырья дости­
гает 98%. Образовавшийся азотнокислотный раствор нейтрализуют аммиаком и
добавляют КС1. Нейтрализованная пульпа, содержащая 21 -2 5 % влаги, посту­
пает на гранулирование и сушку
Азотно-сернокислотно-сульфатный способ. Сущность его заключается в
связывании избытка кальция серной кислотой и сульфатом аммония и удалении
образующегося дигидрата C aS04*2H20 из азотнокислотного раствора. При час­
тичном удалении гипса получают удобрение типа нитрофоски; при полном
удалении - получают нитроаммофоску.
Для получения нитроаммофоски фосфат разлагают на 60% азотной и на
40% - серной кислотой. Следовательно, 40% СаО апатита связывается в суль­
фат кальция; остальные 60% избыточного СаО осаждают сульфатом аммония:
Ca(N03)2 + (NH4)2S 04 + 2Н20 = 2NH4N 0 3 + C aS04-2H20 .
Процесс ведут при температуре в реакторе 55 - 57°С, времени пребыва­
ния реагентов 4,5 ч и отношении жидкой и твердой фаз, равном 3-м. В этих ус­
ловиях степень разложения фосфата достигает 98%.
После разложения азотнокислый раствор отделяют от осадка сульфата
кальция и нейтрализуют газообразным аммиаком до pH = 4,5. Аммонизирован­
ную пульпу упаривают до 10-15% Н20 , затем смешивают с КС1 в смесителе,
гранулируют и сушат в аппарате БГС.
Гипс, выделенный на вакуум-фильтре, может быть переработан на суль­
фат аммония путем обработки сульфата кальция 32 - 35%-ным раствором кар­
боната аммония при температуре 50 - 55 °С:
CaS04 + (NH4)2C 0 3 = CaC03 + (NH)2S 0 4.
Отфильтрованный раствор сульфата аммония возвращают на осаждение
избытка кальция.
К преимуществам данного процесса следует отнести экономию серной
кислоты, уменьшение отходов сульфата кальция и возможность использования
апатитового концентрата с повышенным содержанием магния.
Азотнокислотный способ с вымораживанием нитрата кальция (политермическая кристаллизация) основан на уменьшении растворимости Ca(N03)2
в азотнокислотном растворе при понижении температуры. При охлаждении
раствора до 5°С и ниже нитрат кальция кристаллизуется в виде тетрагидрата
Ca(N03)2-4H20. Степень выделения нитрата кальция зависит от концентрации и
нормы азотной кислоты. Чем выше концентрация кислоты, тем больше выделя­
ется нитрата кальция при меньших затратах холода. Например, при использо­
вании 55 - 65%-ной HN03 можно осадить большую часть кристаллов Ca(N03)2
при 5 - 10°С. Если разложение фосфата вести 47%-ной H N 03, то для осаждения
того же количества нитрата кальция необходимо охладить раствор до ми­
нус 5 - минус 10°С.
С повышением нормы азотной кислоты степень выделения нитрата каль­
ция увеличивается. Наибольшая степень выделения (80 - 85%) достигается
при разложении фосфата 55 - 60%-ной азотной кислотой, взятой в избытке
125% от стехиометрического количества, и понижении температуры до (- 5)°С.
В этих условиях массовое отношение СаО : P2Os в жидкой фазе уменьшается до
0,25 - 0,18, что обеспечивает получение удобрения типа нитроаммофоски с вы­
соким содержанием водорастворимого Р20 5.
Процесс получения азотнокислотной нитроаммофоски заключается в сле­
дующем. Апатитовый концентрат разлагают 58-60% -ной H N 03 (норма 125%
от стехиометрии) при температуре 45 - 50°С. Время пребывания пульпы в ре­
акторах 2 - 2,5 ч, степень разложения фосфата 98%. Полученный азотнокис­
лотный раствор осветляют от взвешенных частиц нерастворившегося фосфата и
охлаждают в кристаллизаторах. При медленном охлаждении до 5°С в течение
5 - 6 ч из раствора выпадают крупные, хорошо фильтрующиеся кристаллы
Ca(N03)2-4H20 .
После отделения кристаллов нитрата кальция маточный раствор нейтра­
лизуют газообразным аммиаком до pH = 6. Температура раствора поддержива­
ется на уровне 130 °С.
Аммонизированный раствор концентрируют в выпарном аппарате при
температуре 180°С до образования 99,5%-ного плава. Плав смешивают в смеси­
теле с хлоридом калия и гранулируют в башне. После охлаждения и рассева то­
варную фракцию кондиционируют и направляют на склад. Крупные гранулы
измельчают, вместе с мелкой фракцией они составляют ретур.
Кристаллы нитрата кальция, отделенные от маточного раствора, могут
быть переработаны в нитрат аммония. Для этого осадок промывают азотной
кислотой и направляют на конверсию. Конверсия нитрата кальция осуществля­
ется методом обменного разложения:
Ca(N 03)2 + (NH4)2C 0 3 = C aC 03 + 2NH4N0 3.
Часть раствора NH4N 0 3 возвращают в процесс для поддержания заданно­
го соотношения N : Р20 5 в нитроаммофоске, а остальной раствор перерабаты­
вают в стандартную аммиачную селитру. Карбонат кальция является отходом
производства.
Достоинствами данного метода являются независимость от серосодержаще­
го сырья, отсутствие отходов сульфата кальция и получение удобрений с высоким
содержанием водорастворимого Р20 5. К недостаткам метода следует отнести уве­
личение капитальных и энергетических затрат на специальные холодильные уста­
новки, периодические остановки на размораживание кристаллизаторов.
При сопоставлении технико-экономических показателей различных спосо­
бов переработки азотнокислотного раствора очевидно преимущество схемы по­
лучения нитроаммофоски с вымораживанием и конверсией нитрата кальция. В
табл. 6.2 представлены расходные коэффициенты на производство сложных
удобрений из апатитового концентрата с соотношением N : Р20 5: К 20 = 1 1 1.
Таблица 6.2
Расходные коэффициенты на 1 т суммы питательных веществ (N+P20 5+K20 )
в производстве сложных удобрений азотнокислотным способом
Показатели
нитрофоска состава
11,8 : 11,8: 11,8
азотно­
сернокислотным
способом
нитроаммофоска
состава 17 17 17
азотно-сернокис­
лотно-сульфатным
способом
нитроаммофоска
состава
16,7 16,7 16,7
с вымораживанием
нитрата кальция
Апатитовый концентрат,
(Р20 5)
0,344
0,343
0,340
Азотная кислота, т (N)
0,140
0,132
0,149
Аммиак, т (N)
0,202
0,0645
0,204
—
0,132
—
Хлорид калия, т (К20 )
0,353
0,346
0,340
Серная кислота (100%
H2S 0 4), т
0,542
0,328
—
т
Сульфат аммония, т (N)
Контрольные вопросы
1. В чем заключаются преимущества нитрата калия как удобрения.
2. Перечислите и охарактеризуйте способы получения нитрата калия.
3. На чем основаны конверсионные способы получения нитрата калия?
4. Объясните, почему конверсию КС1 и N aN 03 не проводят при низких
температурах.
5. Пользуясь диаграммой (см. рис. 6.1) опишите ход процессов получения
нитрата калия. С какой целью нитрат натрия берут в избытке?
6. Опишите схему получения нитрата калия конверсионным способом.
7. В чем достоинство аммофоса как удобрения? Почему гидрофосфат
аммония редко применяют в качестве удобрения, а фосфат аммония - не при­
меняют?
8. На чем основано получение аммофоса и диаммофоса?
9. Чем руководствуются при выборе практического режима процесса
нейтрализации фосфорной кислоты аммиаком?
10. Пользуясь диаграммой (см. рис. 6.3), объясните, почему в производст­
ве фосфатов аммония из концентрированной фосфорной кислоты процесс
нейтрализации ведут в две ступени?
11. Охарактеризуйте схемы получения аммофоса. В чем заключаются
достоинства и недостатки различных схем?
12. Какие удобрения получают на основе фосфорной и азотной кислот?
13. В чем состоит преимущество нитроаммофос(ки) перед аммофосом?
14. Пользуясь диаграммой (см. рис. 6.4) объясните, почему в условиях по­
лучения нитроаммофоса образуются гетерогенные системы.
15. Охарактеризуйте схемы получения нитроаммофоски. Какая схема
может быть реализована на базе производства гранулированной аммиачной
селитры?
16. Какие удобрения получают при разложении природных фосфатных
руд азотной кислотой?
17. Какие факторы способствуют увеличению скорости и степени раз­
ложения фосфатов азотной кислотой?
18. Как влияет содержание кальция в азотнокислотном растворе и ко­
личество вводимого аммиака на состав и качество получаемого удобрения?
19. В чем состоит сущность азотно-кислотного способа производства
нитрофоски, его достоинства и недостатки?
20. В чем состоит сущность переработки азотнокислотного раствора
в нитроаммофоску? Достоинства и недостатки различных способов?
Список литературы
1. Позин М.Е. Технология минеральных солей. - Л.: Химия, 1970. - Ч. I,
I I .- 1558 с.
2. Позин М.Е. Технология минеральных удобрений. - Л.: Химия, 1983. 336 с.
3. Соколовский А.А., Унанянц Т.П. Краткий справочник по минераль­
ным удобрениям. - М.: Химия, 1977. - 376 с.
4. Кувшинников И.М. Минеральные удобрения и соли. - М.: Химия,
1987.-256 с.
5. Курмаев Р.Х. Флотационный способ получения хлорида калия из
сильвинита: учебное пособие. Пермь, 1993.
6. Тетерина Н.Н. Технология флотационного обогащения калийных руд /
ОГУП «Соликамская типография». - Пермь, 2002. - 484 с.
7. Печковский В.В., Александрович Х.М. Технология калийных удобре­
ний. - Минск: Высш. шк., 1968. - 264 с.
8. Дохлова А.Н., Кармышов В.Ф., Сидорина Л.В. Производство и приме­
нение аммофоса. - М., 1977. - 240 с.
9. Гольдинов А.А., Копылев Б.А. Комплексная азотнокислотная перера­
ботка фосфатного сырья. - Л.: Химия, 1982. - 207 с.
10.
Термическая фосфорная кислота, соли и удобрения на ее основе / п
ред. Н.Н. Постникова. - М.: Химия, 1976. - 336 с.
И.Позин М.Е., Зинюк Р.Ю. Физико-химические основы неорганической
технологии. - Л.: Химия, 1985. - 384 с.
Учебное издание
РАХИМОВА Олеся Викторовна
ТЕХНОЛОГИЯ МИНЕРАЛЬНЫХ УДОБРЕНИЙ
Учебное пособие
Редактор и корректор Н.В. Шиляева
Подписано в печать 30.05.2010. Формат 60x90/16.
Уел, печ. л. 8,5. Тираж 100 экз. Заказ № 145/2010.
Отпечатано с готового оригинал-макета в типографии центра
«Издательство Пермского национального исследовательского
политехнического университета».
Адрес: 614990, г. Пермь, Комсомольский проспект, 29, к. 113.
Тел. (342)219-80-33.