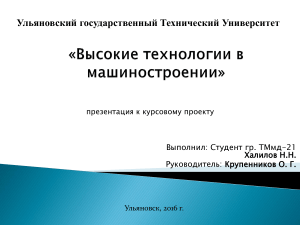
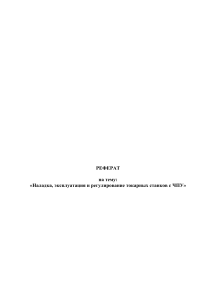
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ ЛУГАНСКОЙ НАРОДНОЙ РЕСПУБЛИКИ «ЛУГАНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМЕНИ ВЛАДИМИРА ДАЛЯ » Кафедра "Автоматизация и компьютерно-интегрированные технологии" ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ по дисциплине "Системы числового программного управления" Тема: "Разработка управляющей программы обработки детали на станке с ЧПУ" Студент Маринченко М.В. (фамилия, инициалы) Группа (подпись) ИТ-381 Защищено с оценкой Руководитель работы (фамилия, инициалы) Луганск, 2020 (подпись) Содержание Содержание .............................................................................................................. 2 Введение ................................................................................................................... 3 Раздел 1 Технологическая подготовка .............................................................. 4 Раздел 2 Определение инструмента ................................................................... 6 Раздел 3 Закрепление заготовки и описание условий токарной оббработки 8 Раздел 4 Назначение режимов обработки. Код ................................................ 9 Заключение ............................................................................................................ 11 Список используемой литературы ...................................................................... 12 ВВЕДЕНИЕ Среди всех новейших станков с чпу наиболее востребованными в сфере машиностроения и металлообработки является токарные автоматы и полуавтоматы. Их используют для изготовления тел вращения высокой точности и монтажных единиц для составления в узлы. Для внутренней и внешней обработки деталей типа тел вращения существуют специальные токарные станки с ЧПУ. Они являются наиболее значимыми по номенклатуре в парке станков с числовым программным управлением. На них точат, сверлят, режут, резблят детали. Ежегодно растет доля оборудования станков числового программного управления в производствах всех направлений. Сегодня обычные устаревшие станки уже никому не нужны. ЧПУ - востребована и неотъемлемая часть современного станка. Они необходимы практически на каждом предприятии. Обычный старый верстат не может выполнить работу точно. Если вам нужны большие партии "штампованной" продукции, то обязательно выбирайте станок с чпу. Его работа не связана с человеческими факторами, машина выполняет свои задачи лучше. Но и без человека тоже не обойтись ведь без специальных управляющих команд чпу не сможет правильно обрабатывать сырье. РАЗДЕЛ 1 ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА К наиболее распространенным методикам изготовления деталей с заданными геометрическими параметрами относится токарная обработка металла. Суть данной методики, позволяющей также получать поверхность с требуемой шероховатостью, заключается в том, что с заготовки убирают лишний слой металла. Технология токарных работ по металлу предполагает использование специальных станков и режущего инструмента (резцы, сверла, развертки и др.), посредством которого с детали снимается слой металла требуемой величины. Токарная обработка выполняется за счет сочетания двух движений: главного (вращение заготовки, закрепленной в патроне или планшайбе) и движения подачи, совершаемого инструментом при обработке деталей до заданных параметров их размера, формы и качества поверхности. За счет того, что существует множество приемов совмещения этих движений, на токарном оборудовании работают с деталями различной конфигурации, а также осуществляют целый перечень других технологических операций, к которым относятся: нарезание резьбы различного типа; сверление отверстий, их растачивание, развертывание, зенкерование; отрезание части заготовки; вытачивание на поверхности изделия канавок различной конфигурации. Эффективность, которой отличается работа на токарном станке, определяется рядом параметров: глубиной и скоростью резания, величиной продольной подачи. Чтобы обработка детали была высококачественной, необходимо организовать следующие условия: высокую скорость вращения заготовки, фиксируемой в патроне или планшайбе; устойчивость инструмента и достаточную степень его воздействия на деталь; максимально возможный слой металла, убираемый за проход инструмента; высокую устойчивость всех узлов станка и поддержание их в рабочем состоянии. Дана модель для задания по программированию токарной обработки детали типа «Ступенчатый вал». Рис.1 Вид модели. Рис.2 - вариант задания РАЗДЕЛ 2 ОПРЕДЕЛЕНИЕ ИНСТРУМЕНТА Токарная обработка предназначена для изготовления деталей типа тел вращения. Обработка выполняется путем резания заготовки (съема стружки) инструментом. При обработке вращается заготовка . Процесс механической обработки заготовок на токарных станках с числовым программным управлением осуществляется в результате рабочих движений заготовки н инструмента, а точность получаемых при этом размеров определяется точностью расположения вершины резца относительно оси вращающейся заготовки. Основными технологическими параметрами, используемыми при обработке заготовки резанием являются: частота вращения шпинделя, скорость резания, подача режущего инструмента. На токарном станке с числовым программным управлением (ЧПУ) используется двухкоординатная система пер смешений: продольная - ось заготовки (координата Z) и поперечная (координата X). Ось Z совпадает с осью шпинделя станка, а ось X направлена перпендикулярно к оси Z и может располагаться в вертикальной либо горизонтальной плоскости в зависимости от компоновочной схемы токарного станка. Движение по оси Z, как и по оси X в положительном направлении соответствует направлению отвода инструмента от заготовки. Нулевые (базовые) точки станка необходимы, чтобы ориентироваться в системах измерений, имеющихся в зоне обработки станка, и составлять управляющие программы. Существуют следующие базовые точки: М — нулевая точка станка. Это неизменная базовая точка, устанавливаемая производителем станка. Относительно данной точки выполняются все размерные функции станка, а также эта точка является началом системы координат: W — нулевая точка детали. Эта точка является исходной позицией для размерных функций программы. После настройки станка производственный процесс осуществляется в такой последовательности: Для пробного прогона программу запускают в воздухе, чтобы инструмент работал на высоте примерно 5 см от объекта. Программу запускают при контакте инструмента с заготовкой, отслеживая поступления сообщений об ошибках. Регулируют смещения, проверяют характеристики заготовки. Настраивают коррекции длины инструмента, чтобы удостовериться в соответствии заготовки заданным параметрам. По завершении работы нужно вынуть заготовку из тисков, снять инструменты со шпинделя, очистить рабочую зону и выключить агрегат. Рис.3-токарный станок Определение заготовки: по варианту индивидуального задания заготовкой будет служить сталь незакаленная, конструкционная. Рис.4 - конструкционная сталь РАЗДЕЛ 3 ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ И ОПИСАНИЕ УСЛОВИЙ ТОКАРНОЙ ОББРАБОТКИ Сталь 25 конструкционная углеродистая сталь является нелегированной конструкционной сталью с нормальным содержанием марганца. Сталь 25 применяется для изготовления деталей требующих большой вязкости и не подвергающихся при эксплуатации высоким напряжениям, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины Обработка нелегированных сталей с большим содержанием углерода схожа с обработкой низколегированных сталей. Обрабатываемость низколегированных сталей зависит от состава легирующих элементов их количества и термообработки (твердости). Для обработки всех материалов этой группы характерен следующий механизм износа пластин - лункообразование и износ по задней поверхности. Контроль над стружкообразованием Для обеспечения надежного стружколомания назначайте глубину резания больше чем величина радиуса при вершине пластины. Выбирайте угол в плане как можно ближе к 90. При необходимости работы с большим значением подачи используйте пластины Wiper. Геометрии -LC и -WL специально предназначены для точения нелегированных сталей. Режимы резания Для предотвращения появления нароста на режущей кромке работайте с высокой скоростью резания. Образование нароста негативно сказывается на шероховатости обработанной поверхности и стойкости инструмента. Острокромочные геометрии пластин в сочетании с тонким покрытием твердого сплава например GC2025 или GC1515 будут снижать вероятность налипания и образования нароста. РАЗДЕЛ 4 НАЗНАЧЕНИЕ РЕЖИМОВ ОБРАБОТКИ. КОД Предел частот вращения 20…2500 об/мин Максимальная скорость рабочей подачи: поперечной – 1000 мм/мин; продольной – 2000 мм/мин Код программы M42 M3 T1 G96 P2500 P100 S200 M8 G95 F35 0 X7000 Z50 X-50 Z300 X6100 Z-11950 X7000 Z300 X6100 G77 X5200 Z-10500 P250 P110 X4600 Z-9900 X5200 Z-10390 Z300 X4600 0 G77 X3100 Z-7000 P300 P1070 G77 X1900 Z-2450 P300 P0 0 X15000 Z3000 T3 S380 F15 X2300 Z0 X-50 Z200 X1400 X1800 Z-2500 X2600 X3000 Z-5929 X4500 Z-7000 Z-9902 G03 X5600 Z-10500 P600 P0 X6000 Z-12000 X7000 X15000 Z3000 T4 S36F20 X3500 Z-3550 X2800 Z-5000 X2600 Z-3550 X2400 Z-5000 X3500 Z-3500 X2200 G04 P300 Z-5050 G04 P300 X3500 X15000 Z3000 T6 S140 F12 X3000 Z-2500 X1400 G04 P30 X3000 0 X20000 Z10000 M9 M5 M2 ЗАКЛЮЧЕНИЕ В индивидуальной работе была осуществлена разработка управляющей программы обработки детали на станке с ЧПУ, модель для задания по программированию токарной обработки детали типа «Ступенчатый вал». В ходе подготовки к написанию программы была изучена деталь типа «Ступенчатый вал. Был изучены методы токарной обработки для детали на чпу станке и описаны настройки станка для осуществления работы по созданию детали. Также был выбран материал, из которого будет создаваться модель и описаны виды работ с ним. И был написана программа при которой токарный станок чпу сможет правильно обработать деталь. Также с помощью индивидуального заданию были закреплены знания управления и программирования станков с ЧПУ. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ 1. Справочник технолога-машиностроителя. В 2-х томах. Под ред. А. Г.Косиловой, изд 5-е. Т 1.- М.: Машиностроение, 1985. 2. Справочник технолога-машиностроителя. В 2-х томах. Под ред. А. Г.Косиловой, изд 5-е.2.- М.: Машиностроение, 1985. 3. Фадюшин И. Л. и др. Инструмент для станков с ЧПУ, многоцелевых станков и ГПС.- М.:Машиностроение, 1990.- 456 с. 4. Сосонкин В.Л., Мартинов Г.М. Программирование систем числового программного управления: Учеб. пособие. - М. Логос, 2008. - 344 с. + компакт-диск. ISBN 978-5-98704-296-8. 5. Баранчукова И.М., Гусев А.А., Крамаренко Ю.Б. и др. Проектирование технологии. Учебник для машиностроительных специальностей вузов Под общ. ред. Ю.М.Соломенцева М.: Машиностроение, 1990. 416 с. ил. (Технология автоматизированного машиностроения)