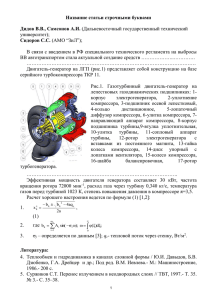
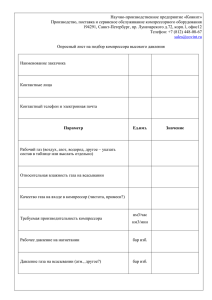
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (национальный исследовательский университет)» Институт 2 «Авиационные, ракетные двигатели и энергетические установки» Кафедра205 ГруппаМ2В-502Б-17 Направление подготовки 24.03.05 Двигатели летательных аппаратов Профиль Техническое регулирование технологических процессов производства двигателей летательных аппаратов Квалификация бакалавр ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА БАКАЛАВРА На тему: «Технология довальцовывания пера рабочей лопатки компрессора турбовального двигателя» ______________________________________________________ Автор ВКРБ__________________________________ (__________) (фамилия, имя, отчество полностью) Руководитель Кравцов Дмитрий Александрович (__________) (фамилия, имя, отчество полностью) Консультант Ионов Алексей Владимирович (__________) (фамилия, имя, отчество полностью) Консультант (__________) (фамилия, имя, отчество полностью) Рецензент (__________) (фамилия, имя, отчество полностью) К защите допустить Заведующий кафедрой 205 (№ каф) (_________) (фамилия, имя, отчество полностью) ___ __________________ 20____г. Москва 2022 г. МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (национальный исследовательский университет)» Институт 2 «Авиационные, ракетные двигатели и энергетические установки» Кафедра205 ГруппаМ2В-502Б-17 Направление подготовки 24.03.05 Двигатели летательных аппаратов Профиль Техническое регулирование технологических процессов производства двигателей летательных аппаратов Квалификация бакалавр УТВЕРЖДАЮ Заведующий кафедрой ___ _________ _____________ (№ каф.) (подпись) (инициалы, фамилия) _____ ________20 г. ЗАДАНИЕ на выпускную квалификационную работу бакалавра Обучающийся ____________________________ Руководитель Кравцов Дмитрий Александрович (фамилия, имя, отчество полностью) (фамилия, имя, отчество полностью) Ст. преподаватель кафедры 205 ______ ( ученая степень, ученое звание, должность и место работы) 1. Наименование темы «Технология довальцовывания пера рабочей лопатки компрессора турбовального двигателя» 2. Срок сдачи обучающимся законченной работы 3. Задание и исходные данные к работе Перечень иллюстративно-графических материалов*при наличии: № Наименование п/п 1. Иллюстративно-графический материал 2. Количество листов 23 2 4. Перечень подлежащих разработке разделов и этапы выполнения работы п/п Трудоёмкость в % от полной трудоёмкости ВКРБ Наименование раздела или этапа Срок выполнения Примечание 5. Исходные материалы и пособия «Турбовальный двигатель ТВ3-117ВМ Конструкция и техническое обслуживание»; А.Д. Богданов, Н.П. Калинин, А.И.Кривко; ГОСТ 3.1105-2011 «Формы и правила оформления документов общего назначения»; «Учебное пособие к курсовому проектированию по технологии ДЛА» В.Е. Логинов; Л.А. Федоров; ОСТ 1 90006-86 «Заготовки из титановых сплавов для изготовления лопаток»; ГОСТ 19807-91 «Титан и сплавы титановые деформируемые марки». 6. Дата выдачи задания Руководитель (подпись) Задание принял к исполнению (подпись) 3 МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (национальный исследовательский университет)» ОТЗЫВ РУКОВОДИТЕЛЯ Институт 2 «Авиационные, ракетные двигатели и энергетические установки» Кафедра205 Группа_________Направление подготовки 24.03.05 Двигатели летательных аппаратов Профиль Техническое регулирование технологических процессов производства двигателей летательных аппаратов Квалификация бакалавр Наименование темы «Технология довальцовывания пера рабочей лопатки компрессора турбовального двигателя» ___________________________________________________________ Руководитель Кравцов Дмитрий Александрович, старший преподаватель кафедры 205, МАИ (фамилия, имя, отчество полностью, ученая степень, ученое звание, должность и место работы) Заключение: _____ _________ 2022 г. Руководитель____________________________ (подпись) 4 МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (национальный исследовательский университет)» ОТЗЫВ КОНСУЛЬТАНТА Обучающийся _________________________________ (фамилия, имя, отчество полностью) Институт 2 «Авиационные, ракетные двигатели и энергетические установки» Кафедра205 ГруппаМ2В-502Б-17 Направление подготовки 24.03.05 Двигатели летательных аппаратов Профиль Техническое регулирование технологических процессов производства двигателей летательных аппаратов Квалификация бакалавр Наименование темы «Технология довальцовывания пера рабочей лопатки компрессора турбовального двигателя» Консультант Ионов Алексей Владимирович, к.т.н., доцент кафедры 205, МАИ (фамилия, имя, отчество полностью, ученая степень, ученое звание, должность и место работы) Заключение: _____ _________ 2022 г. Консультант_____________________________ (подпись) 5 МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ «МОСКОВСКИЙ АВИАЦИОННЫЙ ИНСТИТУТ (национальный исследовательский университет)» ЗАКЛЮЧЕНИЕ РЕЦЕНЗЕНТА О ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЕ БАКАЛАВРА Обучающийся (фамилия, имя, отчество полностью) Институт (Филиал) Группа Направление подготовки Профиль Квалификация бакалавр Кафедра Рецензент (фамилия, имя, отчество полностью, ученая степень, ученое звание, должность и место работы) Отмеченные достоинства: Отмеченные недостатки: Заключение: _____ _________ 20 г. Рецензент _________________________ (подпись) Подпись рецензента заверяю_____________________________________/_____________________ (ФИО) (подпись) М.П. 6 СОДЕРЖАНИЕ. ВВЕДЕНИЕ. ............................................................................................................. 8 1. ТУРБОВАЛЬНЫЙ ДВИГАТЕЛЬ ТВ3-117 .................................................... 9 2. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ «ЛОПАТКА РАБОЧАЯ 6 СТУПЕНИ №0780130973» КОМПРЕССОРА .................................................... 28 3. ПРОЕКТИРОВАНИЕ ЗАГОТОВКИ. ........................................................... 34 4. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА РАБОЧИХ ЛОПАТОК КОМПРЕССОРА. ............................................................................. 40 5. ПРОЕКТИРОВАНИЕ ВАЛЬЦОВОЧНЫХ ВСТАВОК «СПИНКА» «КОРЫТО» ДЛЯ РАБОЧИХ ЛОПАТОК ДВИГАТЕЛЯ ТВ3-117 (ВК-2500). 45 6. ИЗГОТОВЛЕНИЕ РАБОЧИХ ЛОПАТОК 4…12 СТУПЕНИ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ. .............................................. 63 7. ТЕХНОЛОГИЯ ДОВАЛЬЦЕВАНИЯ ПЕРА РАБОЧЕЙ ЛОПАТКИ КОМПРЕССОРА. .................................................................................................. 65 ЗАКЛЮЧЕНИЕ. .................................................................................................... 68 СПИСОК ЛИТЕРАТУРЫ..................................................................................... 69 КОМПЛЕКТ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕХАНИЧЕСКОЙ ОБРАБОТКИ «ЛОПАТКА РАБОЧАЯ 6 СТУПЕНИ»........... 70 7 ВВЕДЕНИЕ. В данной работе рассмотрены технологические процессы изготовления рабочих лопаток компрессора 1…12 ступени турбовального двигателя ТВ3117. Отличием изготовления рабочих лопаток – является формообразование профиля пера. Формообразование профиля пера выполняется двумя технологическими подходами – холодной деформацией (вальцеванием) и высокоскоростным фрезерованием. Эти подходы требуют изготовления отличных заготовок (штамповок) и специальной оснастки. Для холодной деформации (вальцевания) профиля пера, в данной работе, разработан специальный инструмент Вставки (спинка) (корыто). Рассмотрены достоинства и недостатки двух вышеуказанных технологических процессов и, с учетом производственного опыта, предложен новый подход к изготовлению профиля пера лопатки. Предложенный подход имеет достоинства существующих технологий и исключающий их недостатки. Спроектирован новый маршрут и технологический процесс для изготовления Лопатки рабочей 6 ступени ротора компрессора. 8 1. ТУРБОВАЛЬНЫЙ ДВИГАТЕЛЬ ТВ3-117. Турбовальный двигатель ТВ3-117 был разработан в 1965-1972 г. г. в ОКБ117 им. В.Я.Климова под руководством С.П. Изотова и С.В. Люневича. Серийно выпускался с 1972 г. на ПАО «Мотор Сич», Украина. В настоящее время производство перенесено на завод «Петербургские моторы». Двигатель выпускается в 10 модификациях и устанавливается на вертолетах Ми-8МТВ, Ми-17, Ка-32 и др. Основные параметры ГТД следующие: Масса двигателя (сухого) 285 кг. Габаритные размеры двигателя: − длина с агрегатами и выхлопным патрубком 2055 мм.; − ширина 650 мм.; − высота 728 мм. Мощность на выводном валу при стандартной атмосфере с включенным ПЗУ (при Н=0, V=0): − взлётный режим 2100 л.с.; − номинальный режим 1700 л.с.; − I крейсерский режим 1500 л.с.; − II крейсерский режим 1200 л.с.; − малый газ не более 200 л.с. Максимальный расход воздуха через компрессор 9,7 кг/с. Степень повышения давления в компрессоре 9,9. Вертолетный газотурбинный двигатель ТВЗ-117В конструкции С.П. Изотова был создан с учетом отечественного и зарубежного опыта проектирования, производства и эксплуатации. Особенностью конструкции 9 турбовального двигателя является наличие свободной турбины. Мощность, вырабатываемая свободной турбиной, передается главному редуктору и составляет эффективную мощность двигателя. Эта особенность имеет ряд конструктивных и эксплуатационных преимуществ: - позволяет получать желаемую частоту вращения ротора свободной турбины (вала несущего винта вертолета) независимо от частоты вращения ротора турбокомпрессора двигателя; - облегчает раскрутку ротора турбокомпрессора при запуске двигателя; - позволяет получать оптимальные расходы топлива при различных условиях эксплуатации двигателя; - исключает необходимость установки фрикционной муфты в силовой установке вертолета. Рис.1.1. Двигатель ТВ3-117В (вид слева): 1- свеча зажигания; 2-воздушный стартер СВ-78БА; 3-коллектор электропроводов; 4- заслонка 19-19Т; 5-масляный фильтр; 6- датчик давления масла; 7- датчик давления топлива; 8- агрегат зажигания; 9- нижний гидроцилиндр поворота лопаток ВНА и НА; 10- клапан наддува воздуха; 1110 коллектор термопар; 12- трубопровод отвода масла от Ⅳ и Ⅴ опор; 13трубопровод отбора воздуха на охлаждение свободной турбины и наддув Ⅲ опоры; 14- термопара; 15- трубопровод суфлирования 2 опоры;16трубопровод подвода масла к Ⅳ и Ⅴ опорам; 17- трубопровод суфлирования Ⅳ и Ⅴ опор; 18- трубопровод отбора воздуха(из-за 12 ступени) на ПОС и СКВ; 19- штепсельный разъём датчиков ДТА-10; 20- сапун; 21- трубопровод отвода масла из коробки приводов двигателя; 22- фланец отбора горячего воздуха(из-за 12 ступени);23- главный штепсельный разъём. Рис.1.2. Двигатель ТВ3-117В (вид справа): 1- датчик частоты вращения ротора турбокомпрессора Д-2МТ; 2- насос ДЦН-70; 3- термопатрон; 4- исполнительный механизм ИМнр; 5- корпус привода регулятора оборотов свободной турбины; 6- эжектор; 7- электропроводка от датчиков ДТА-10; 8- клеммная коробка; 9- трубопровод отбора воздуха на эжектор; 10- трубопровод наддува 1 опоры; 11исполнительный механизм ИМ-3А; 12- трубопровод подвода топлива к ИМ3А; 13- масляный агрегат МА-78; 14- топливный фильтр; 15- редукционный клапан; 16- кок; 17- топливный трубопровод (от ДЦН-70 к фильтру). 11 1.1. Конструктивно - компоновочная схема двигателя ТВ3-117В Конструктивно - компоновочная схема двигателя включает в себя входное устройство, компрессор, камеру сгорания, турбину компрессора, свободную турбину и выходное устройство. Рис.1.3. Турбовальный двигатель ТВ3-117В: 1-компрессор; 2- направляющий аппарат; 3- ротор; 4- опора; 5- форсунки; 6- свеча зажигания; 7- вал; 8- камера сгорания; 9- турбина компрессора; 10,12- силовые стойки; 11- свободная турбина; 13- силовой конус; 14- выходное устройство; 15- вал свободной турбины. 12 Входное устройство Входное устройство – часть фюзеляжа вертолета, образующая плавный канал для подвода воздуха из атмосферы в компрессор с минимальными гидравлическими потерями. Входное устройство предназначено для подвода воздуха из атмосферы к компрессору с заданными параметрами. Во входном устройстве двигателя происходит ускорение воздушного потока до требуемой скорости за счет разряжения, создаваемого компрессором при его работе. Компрессор двигателя Компрессор двигателя - осевой, двенадцатиступенчатый, высоконапорный, высокомеханизированный с поворотными лопатками входного направляющего аппарата и направляющих аппаратов первых четырех ступеней компрессора, а также с двумя управляемыми клапанами перепуска воздуха из-за седьмой ступени компрессора. Компрессор служит для повышения давления воздуха за счет механической работы, подводимой от турбины компрессора. Камера сгорания Камера сгорания – кольцевая, прямоточная. Камера сгорания предназначена для организации процесса горения топлива и подвода выделяющейся при этом теплоты к рабочему телу − воздуху. В камере сгорания происходит изменение химического состава рабочего тела. Воздух превращается в газ, представляющий собой смесь воздуха с продуктами сгорания. Турбина компрессора Турбина компрессора – реактивная, двухступенчатая осевая. Турбина компрессора предназначена для преобразования части энтальпии газа в механическую работу для привода компрессора и агрегатов двигателя. Свободная турбина Свободная турбина – реактивная, двухступенчатая, осевая. Свободная турбина представляет собой преобразователь энергии газового потока в механическую работу для создания мощности, передаваемой через трансмиссию и редуктор на вращение несущего и рулевого винтов вертолета, а также агрегатов, установленных на главном редукторе. Выходное устройство двигателя Выходное устройство двигателя - выполнено в виде расширяющегося овального патрубка, снижающего скорость газового потока и отводящего его в сторону от оси двигателя с таким расчетом, чтобы исключить попадание горячих газов на элементы конструкции вертолета. Принцип работы двигателя ТВаД - это тепловая машина, предназначенная для преобразования энергии сгорания топлива в работу на выводном валу двигателя, который вращается свободной турбиной. Под энергией сгорания топлива понимается тепловая энергия, выделяющаяся при горении топлива в атмосфере воздуха. Напомним, что горение представляет собой химическую реакцию окисления топлива в кислороде воздуха, идущую с выделением теплоты. Итак, задачей ТВаД как тепловой машины является получение полезной работы из подведенного тепла, выделяющегося в результате сгорания топлива. Рассмотрим эти энергетические процессы, привязав их к конкретным элементам двигателя. Тепловая энергия, выделяемая при сгорании топлива, переходит в прирост внутренней энергии газа в камере сгорания. Полученный прирост внутренней энергии необходимо преобразить в полезную работу. 14 Процесс получения полезной работы от газа идет в свободной турбине двигателя. Условием ускорения потока в турбине является наличие перепада давлений перед турбиной и за ней. Перепад давлений создается компрессором двигателя. Компрессор представляет собой лопаточную машину, с помощью которой за счет подводимой механической работы повышается давление воздуха. Необходимую механическую работу для привода компрессора получают с помощью турбины компрессора, которая устанавливается за камерой сгорания. Турбина компрессора кинематически связана с компрессором, передавая ему свою работу посредством соединяющего их вала. На турбине компрессора лишь часть прироста внутренней энергии и часть перепада давления преобразуется в работу. Между компрессором и турбиной компрессора непрерывно происходит обмен одинаковой величины энергии: компрессор отдает энергию в виде давления воздуха, а турбина компрессора через соединяющий их вал возвращает энергию в виде механической работы. Энергия воздуха в компрессоре повысится настолько, насколько она упадет в турбине компрессора. Компрессор, камера сгорания и турбина компрессора образуют газогенератор. После газогенератора газ обладает не только запасом внутренней энергии, но и запасом энергии сил давления, сумма которых эквивалентна энергии подведенной в виде теплоты в камере сгорания. Оставшийся у газа перепад давлений позволяет продолжить получение работы в следующем элементе двигателя - свободной турбине. В свободной турбине остаток энергии сил давления и часть прироста внутренней энергии превращаются в полезную работу, передаваемую на выводной вал двигателя. 15 Свободная турбина не имеет кинематической связи с вращающимися элементами газогенератора. Если сравнивать по величине работы, производимые турбиной компрессора и свободной турбиной, то примерно 2/3 всей работы на турбинах двигателя приходится на турбину компрессора и 1/3 на свободную турбину. Другими словами, лишь третья часть мощности турбин двигателя оказывается полезной, остальная мощность остается внутри двигателя, приводя в действие газогенератор. После свободной турбины газ, имеющий остаток внутренней энергии, покидает двигатель, отдавая внутреннюю энергию в виде теплоты окружающей среде. Таким образом, полезная работа получается на свободной турбине и равна разности подведенной и отведенной теплоты. 1.2. ОСНОВНЫЕ ПАРАМЕТРЫ ТУРБОВАЛЬНОГО ДВИГАТЕЛЯ Свойства двигателя могут быть представлены в виде количественных и качественных параметров. К количественным параметрам двигателя можно отнести: мощность двигателя, массу двигателя, геометрические размеры и т.д. К качественным параметрам двигателя относятся: удельная мощность двигателя, удельный расход топлива и удельная масса двигателя. 1.3. КОНСТРУКЦИЯ ДВИГАТЕЛЯ ТВ3−117В. Корпус первой опоры Корпус первой опоры представляет собой литую конструкцию, выполненную из алюминиевого сплава. Он имеет наружную и внутреннюю обечайки, соединенные радиальными стойками обтекаемого профиля. Через горизонтальные стойки осуществляется подача воздуха на наддув первой 16 опоры двигателя и противообледенительную систему двигателя. Через вертикальные стойки осуществляется подвод масла на смазку подшипника первой опоры, а также проходят рессоры привода вспомогательных устройств двигателя. Кок предназначен для обеспечения плавного обтекания воздухом первой ступени компрессора. Он представляет собой тело вращения удобообтекаемой формы, выполненное из двухстеночной листовой стали. Кок крепится шпильками к фланцу на корпусе первой опоры. Для защиты от обледенения кок и горизонтальные стойки корпуса первой опоры обогреваются вторичным воздухом камеры сгорания, а вертикальные стойки – маслом, подаваемым к подшипнику первой опоры. Корпус первой опоры задним фланцем соединяется с корпусом компрессора. Рис. 3.1. Корпус 1 опоры: 1−лопатки ВНА; 2−кок; 3−шарнирное гнездо подвески двигателя; 4− силовой фланец; 5−стойка; 6−фланец подвода воздуха к ПОС; 7−фланец корпуса 1 опоры. 17 Рис.3.2. Разрез корпуса 1 опоры: 1−кок; 2−конус; 3−крышка; 4−горизонтальная стойка 5−узел 1 опоры; 6−шарнирное гнездо подвески двигателя; 7−фланец корпуса 1 опоры. Входной направляющий аппарат смонтирован в корпусе 1 опоры. Поворотные заканчиваются лопатки входного цилиндрическими направляющего цапфами, на аппарата которые (рис.7) установлены фторопластовые втулки, играющие роль подшипников скольжения. Во внутренних цапфах лопаток входного направляющего аппарата (ВНА) имеются каналы, через которые горячий воздух из кольцевой полости первой опоры (поступающий из - за 5 ступени компрессора) подводится на обогрев передних кромок лопаток ВНА. Для управления лопатками ВНА на их верхних цапфах установлены рычаги, которые через сферические подшипники соединены с осями поворотного кольца. 18 К наружной обечайке корпуса 1 опоры крепится силовой фланец (рис. 4) с четырьмя шарнирными гнёздами крепления двигателя к вертолёту. Во внутренней обечайке смонтирован центральный привод агрегатов. К передней стенке внутренней обечайки крепится съёмный кок с двухстеночным обтекателем. Конструкция кока позволяет устанавливать на место обтекателя пылезащитное устройство. Пылезащитное устройство (ПЗУ). Для очистки воздуха, поступающего в газовоздушный тракт двигателя, от песка и пыли применяется инерционное пылезащитное устройство с двумя ступенями очистки. Сепаратор представляет собой ряд колец специального профиля, закрепленных в канале с помощью радиальных стоек. При работе двигателя воздух, засасываемый компрессором, движется по кольцевому криволинейному каналу, образованному задней стенкой центрального обтекателя “гриба” и воздухосборника. Частицы песка и пыли обладая большей массой, чем воздух, двигаясь по инерции прижимаются к задней стенке обтекателя и попадают во внутреннюю полость сепаратора – пылевую ловушку (рис. 3.2). Далее воздух проходит в основной тракт через криволинейные каналы, образованные кольцами сепаратора. При прохождении воздушного потока через криволинейные каналы, образованные кольцами сепаратора, частицы песка и пыли отбрасываются на цилиндрическую часть обтекателя. Пылевой концентрат, перемещаясь по обтекателю, попадает в трубопровод отвода пыли. Пыль за счет эжекции, возникающей при истечении сжатого газа из эжекторов, выбрасывается за борт. Включение эжектора осуществляется летчиком. 19 Рис.3.3. Пылезащитное устройство: 1−центральный обтекатель; 2−обтекатель воздухозаборника; 3−входной тоннель; 4−эжектор; 5−пылевая ловушка; 6−сепаратор; 7−трубопровод сброса пыли. Компрессор. Компрессор является одним из основных элементов турбовального двигателя со свободной турбиной ТВ3-117В. Двенадцатиступенчатый компрессор с поворотными лопатками входного направляющего аппарата (ВНА) и направляющих аппаратов первых четырех ступеней предназначен для повышения давления поступающего из атмосферы воздуха и подачи его в камеру сгорания. Он представляет собой лопаточную машину, в которой воздуху сообщается энергия, идущая на повышение его полного давления. Подводимая к воздуху в компрессоре энергия в виде работы отбирается от газа с помощью турбины компрессора. К компрессорам предъявляются следующие требования: 1. Высокий уровень КПД, т.е. минимальные потери работы, подводимой от турбин компрессора на повышение давления воздуха. 20 Причины потерь: - гидравлические потери из-за вязкости воздуха и шероховатости поверхности, т.е. потери, связанные с преодолением трения; - перетекание воздуха через зазоры между статором и ротором; - завихрение потока; - отбор воздуха на охлаждение элементов двигателя и нужды вертолета. 2. Устойчивая работа в широком диапазоне изменения условий полета и режима работы двигателя. 3. Равномерность потока воздуха на входе в камеру сгорания. 4. Малые габариты и масса. Добиваются за счет конструктивного совершенства и применения более легких материалов (титановые, алюминиевые сплавы, композитные материалы). 5. Высокая прочность, износоустойчивость, надежность достигаются специальной обработкой поверхности, применением специальных покрытий, применением пылезащитных устройств, тщательным контролем технического состояния. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ Степень повышения давления 𝜋К – представляющая собой отношение статического РК или полного давления РК * на выходе из компрессора к соответствующему давлению воздуха на входе в компрессор 𝜋К = РК = 9,9 РВ Массовый секундный расход воздуха через компрессор 𝐺В = 9,7 кг⁄сек Компрессор состоит из следующих основных узлов: статора; входного направляющего аппарата; ротора; первой опоры; второй опоры. 21 Статор компрессора. Статор компрессора состоит из корпуса, направляющих и спрямляющих аппаратов. Статор компрессора выполнен из отдельных титановых цилиндрических оболочек, сцентрированных и соединенных между собой при помощи фланцев и призонных болтов. Это обеспечивает равномерную жесткость корпуса статора компрессора по окружности и дает возможность уменьшить радиальные зазоры с ротором. Кроме того, применение цилиндрических оболочек упростило технологию изготовления статора компрессора. Статор компрессора состоит из 4-х корпусов. Корпуса соединяются между собой фланцами и самоконтрящимися гайками. Обечайка корпуса и кожух образуют кольцевую полость, которая через отверстия в стенке обечайки и наружной обойме направляющего аппарата 7 ступени соединяется с проточной частью компрессора. На наружной поверхности кожуха имеется фланец для отбора воздуха на охлаждение свободной турбины и наддува третьей опоры двигателя, а также два фланца для установки клапанов перепуска воздуха (рис.3.4). Во фланцах корпусов имеются радиальные отверстия, служащие гнездами для установки цапф поворотных лопаток направляющих аппаратов. На наружной поверхности обечайки корпуса статора приварены 2 уголковых штуцера для отбора воздуха (из-за 5 ступени компрессора) для наддува уплотнений первой и четвертой опоры двигателя. Рис.3.4. Статор компрессора (вид справа): 1−фланец для осмотра лопаток седьмой и восьмой ступеней ротора компрессора; 2−резервный фланец; 3−фланец для установки клапана перепуска; 4−фланец для отбора воздуха на охлаждение свободной турбины и наддува третьей опоры; 5- Фланец для отбора воздуха на нужды вертолета. Лопатки направляющих аппаратов № 1 и № 2 имеют нижние цапфы (покрытые антифрикционным покрытием), которые входят в цилиндрические гнезда разъемных внутренних обойм. Спрямляющий аппарат компрессора является силовым элементом конструкции двигателя и состоит из 2-х кольцевых обечаек и двух рядов лопаток, служащих для полного спрямления потока на выходе из компрессора. Лопатки, изготовленные штамповкой, запрессовываются в бандажные кольца и припаиваются. 23 Ротор компрессора. Ротор компрессора барабанно-дискового типа изготовлен из 12 дисков, соединенных между собой электронно-лучевой сваркой, кроме диска первой ступени, который крепится призонными болтами к проставке, приваренной к диску второй ступени (рис. 3.5). Рис.3.5. Ротор компрессора: 1−лабиринтное уплотнение; 2−лопатка; 3−болт; 4−лабиринтное уплотнение; 5−экран; 6−задняя цапфа; 7,8−заглушка; 9−передняя цапфа; 10−болт; 11−штифт; 12−винт. Передняя цапфа (9) ротора изготовлена как одно целое с диском второй ступени. Задняя цапфа (6) крепится призонными болтами (3) к диску девятой ступени. Такое конструктивное выполнение ротора с консольно установленными дисками первой и трёх последних ступеней позволило сократить расстояние между опорами ротора, что существенно повысило изгибную и осевую жесткость конструкции. Внутри барабана ротора установлены две заглушки. Заглушка (7) отделяет масляную полость первой опоры от внутренней полости барабана. Заглушка (8) отделяет внутреннюю полость барабана от попадания вторичного воздуха камеры сгорания. 24 Внутри передней цапфы ротора имеется шлицы для установки конической рессоры, передающей крутящий момент от ротора компрессора к центральной конической шестерне привода агрегатов. Внутри задней цапфы имеются шлицы для передачи крутящего момента от вала турбины к валу компрессора. Для предотвращения попадания масла во внутреннюю полость ротора установлен экран (5). Рабочая лопатка компрессора состоит из профильной части (пера) и замковой части (хвостовика). Рабочие лопатки должны удовлетворять ряду требований, основными из которых являются следующие: - высокая прочность вследствие воздействия на лопатку значительных центробежных и газодинамических сил, вызывающих в ней напряжения кручения, растяжения и изгиба; - высокие вибрационные характеристики для предотвращения возникновения опасных колебаний; - высокая точность изготовления и степень чистоты поверхности (8 – 10 класс) для обеспечения равномерности потока и высокого уровня КПД компрессора; - лопатка должна быть легкой и достаточно технологичной, допускающей массовое производство. Крепление рабочих лопаток к дискам ротора компрессора осуществляется с помощью замка типа «ласточкин хвост». Сечение его выполнено в форме трапеции с плоскими рабочими поверхностями. Паз в ободе диска тоже представляет собой трапецию, расположенную под некоторым углом к оси ротора с фиксацией от перемещения пластинчатыми замками (рис.3.5). 25 Рис.3.6. Крепление лопаток I− III ступени. Применение такого замка объясняется присущими ему преимуществами: - относительно небольшой высотой, что позволяет применять диски с малой толщиной обода; - относительно небольшой толщиной, что обеспечивает возможность размещения необходимого числа лопаток на диске (барабане) с целью получения решетки нужной густоты; - технологичностью конструкции. Недостатком такого крепления является его низкая способность к гашению колебаний лопаток. Фиксация лопаток от осевых перемещений индивидуальная (отдельная для каждой лопатки) или общей для всех лопаток колеса (рис. 3.6). Индивидуальная фиксация лопатки (3) на диске (1) осуществляется пластинчатым замком (2). Причем лопатки первых трех ступеней устанавливаются в продольные трапециевидные пазы в ободе дисков. Рабочие лопатки остальных ступеней ротора компрессора с относительно небольшой массой устанавливаются в поперечные трапециевидные пазы дисков (4) и фиксируются после сборки в нужном положении (рис.3.6). 26 Рис.3.7. Фиксация рабочих лопаток компрессора IV − XII ступени: 1−вкладыш; 2−резьбовой штифт; 3−рабочая лопатка 4− диск В этом случае лопатки заводятся в паз последовательно через специальное окно. После установки всех лопаток они смещаются в пазу на половину шага, и хвостовики двух замыкающих лопаток (3) фиксируются от перемещения в окружном направлении специальным резьбовым штифтом (2). Для предотвращения задевания деталей ротора о детали статора выполнены радиальные и осевые зазоры. Наличие зазоров ведёт к снижению КПД и напорности компрессора. На двигателе ТВ3−117В перетекание воздуха уменьшается за счет нанесения специальных покрытий на внутреннюю поверхность колец направляющих аппаратов и выполнением кольцевых гребешков на барабане ротора компрессора, образующих воздушные лабиринтные уплотнения (1,4 рис. 3.7). 27 2. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ «ЛОПАТКА РАБОЧАЯ 6 СТУПЕНИ №0780130973». 28 29 30 2.1. Лопатка рабочая 6 ст. входит в состав осевого компрессора турбовального двигателя ВК-2500. Он предназначен для вертолётов «Ка-52» и «Ка-92», а также для «Ми-17», «Ми-35», «Ми-28» и их модернизаций. Двигатель полностью состоит из отечественных компонентов (предшественник ТВ3-117 собирался на Украине на запорожском заводе АО «Мотор Сич»). 2.2. Лопатка рабочая 6 ст. является роторной лопаткой 12-и ступенчатого компрессора. 2.3. Конструкция детали (лопатки) состоит из трёх элементов: - пера лопатки определенного профиля, построенного по сечениям; - ромбовидного хвостовика; - полки, соединяющей профиль пера лопатки радиусом R1,8. 2.4. Точность изготовления (допуски) детали (лопатки) составляют от 0,04 до 0,3 мм в зависимости от выполняемого элемента. Отдельно вынесено в таблицу требование на размер (по клину) В3. Лопатки с размером (по клину) В3 полнее или у́же на 0,1 мм изготавливаются с целью исключения натяга или зазора при установке лопаток на диск ротора. Высота лопатки выполняется с припуском 0,45-0,15 мм по перу под окончательную шлифовку лопаток на роторе. В состав комплекта лопаток входят лопатки с «выкружкой» со стороны «спинки» и «корыта» профиля пера для установки стопорного штифта. Так называемые – замковые лопатки. 2.5. Шероховатость детали (лопатки): - по профилю пера, радиусу перехода пера в полку R1,8 и полки со стороны пера – Ra 0,4; - на торце пера лопатки и торцах полки – Ra 3,2; - неуказанные поверхности – Ra 3,2. Точности изготовления и требования к шероховатости поверхности определяют методы обработки, а именно: протяжка, фрезерование, полирование. 31 2.6. Контроль внешнего вида; заправка кромок пера, плавности перехода R1,8 на профиль пера, плавности профиля пера по сечениям, скругление кромок хвостовика и т.д., требуется выполнять по контрольным образцам. Для этого необходим выпуск контрольных образцов и их оформление. 2.7. Лопатка рабочая 6 ст. выполняется из материала – титановый сплав ВТ-8. ВТ8 — металлический сплав, основу которого составляет титан (Ti), его содержание в ВТ8 может колебаться в диапазоне от 87.55% до 90%. Обязательно в сплаве ВТ8 присутствуют алюминий, молибден, кремний. Допустимое количество примесей определено в таблице химического состава. ГОСТ 19807 - 91. Применение: применяется в деталях ГТД (дисках, лопатках компрессора низкого давления, деталях крепления вентилятора). Максимальная рабочая температура до 480º С. Таблица 2.1. Химический состав, % (ГОСТ 19807 - 91) Fe C Si Mo N Ti Al Zr O H Примесей до до 0.2- 2.8- до 87.55- 5.8- до до до прочих 0.3 0.1 0.4 3.8 0.05 90.9 7 0.5 0.15 0.015 0.3 Примечание: Ti - основа; процентное содержание Ti дано приблизительно. Таблица 2.2. Механические свойства материала (ГОСТ 19807 - 91) Сортамент - Разме р мм Напр. в T 5 - МПа МПа % % Пруток, ГОСТ 26492-85 930-980 Пруток, повышенн. качество, 930- ГОСТ 26492-85 1230 6-8 7-9 KCU кДж / м2 15- 200- 20 300 1930 300 Термо обр. - Отжиг Отжиг 32 Таблица 2.3. Физические свойства материала (ГОСТ 19807 - 91) T E 10- 5 10 6 C R 10 9 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м 20 1.15 8.01 4520 1360 100 8.6 8.79 200 9.8 10.04 0.502 300 10.3 11.3 0.544 400 10.9 12.92 0.628 500 11.4 14.24 0.67 15.49 0.712 600 Обозначения к таблицам 2.2. и 2.3. Механические свойства : в Предел кратковременной прочности, [МПа] T Предел пропорциональности (предел текучести для остаточной деформации), [МПа] 5 Относительное удлинение при разрыве, [ % ] Относительное сужение, [ % ] KCU Ударная вязкость, [ кДж / м2] HB Твердость по Бринеллю, [МПа] Физические свойства : T Температура, при которой получены данные свойства , [Град] E Модуль упругости первого рода , [МПа] Коэффициент температурного (линейного) расширения (диапазон 20o - T) , [1/Град] Коэффициент теплопроводности (теплоемкость материала), [Вт/(м·град)] Плотность материала, [кг/м3] C Удельная теплоемкость материала (диапазон 20o - T), [Дж/(кг·град)] R Удельное электросопротивление, [Ом·м] 33 3. ПРОЕКТИРОВАНИЕ ЗАГОТОВКИ. 3.1. Количество деталей (лопаток) на одно изделие “моторокомплект” составляет 88 штук. Годовая потребность изделий компрессоров двигателей – 150 ед. Это показывает, что данная деталь требует серийного изготовления. 3.2. Отталкиваясь от формы детали и необходимого количества изготовления, выбираем метод выполнения заготовки – штамповка. 3.3. ОСТ 1 90006-86 Заготовки из титановых сплавов для изготовления лопаток. Настоящий стандарт распространяется на механически обработанные заготовки из титановых сплавов, предназначенные для изготовления крупно-, средне-, мало- и микрогабаритных штамповок лопаток. Механически обработанные заготовки изготавливаются из горячекатаных прутков. 3.4. Сортамент. 3.4.1. Размеры механически обработанных заготовок и предельные отклонения по ним должны удовлетворять требованиям таблицы 3.1. Таблица 3.1. Диаметр механически обработанных заготовок, мм от 9 до 25 от 26 до 50 55 Предельные отклонения по диаметру, мм -0,28 -0,34 -0,40 3.4.2. Овальность и огранка заготовок не должна выводить из размера за предельные отклонения по диаметру. 3.4.3. Допускаемая кривизна мерных заготовок не должна превышать: - 0,3 мм - при длине заготовки до 6-ти диаметров; - 0,5 мм - свыше 6-ти до 12-ти диаметров. 34 3.4.4. Допускаемая общая кривизна заготовок кратной длины не должна превышать произведения допускаемой кривизны мерной заготовки на величину кратности. Допускаемая кривизна заготовок немерной длины не должна превышать 3 мм на 1 погонный м. 3.4.5. Заготовки титановые должны быть ровно обрезаны, косина реза не должна превышать допускаемых отклонений по длине. Мерные заготовки с торцов должны иметь фаску, на заготовках кратной и немерной длины фаска не изготавливается. 3.4.6. Пример условного обозначения заготовки из сплава марки ВТ8, круглого сечения, диаметром 30 мм, мерной длины 300 мм, механически обработанной прошедшей ультразвуковой контроль поставляемой по ОСТ1 90006-86. Заготовка ВТ8.КР 30x300 ОСТ1 90006-86 ОУ 3.5. Технические требования. 3.5.1. Заготовки из титана поставляются без термической обработки. 3.5.2. Химический состав материала заготовок должен удовлетворять требованиям OCT1 90013-81 на соответствующую марку материала. Содержание основных компонентов и примесей в материале заготовок устанавливается в соответствии с химическим составом исходного слитка. 3.5.3. Поверхность механически обработанных заготовок должна быть чистой, без уступов, торцы без следов от центра. 3.5.4. Макроструктура заготовок не должна иметь расслоений, трещин, пустот, участков ликвационного происхождения, металлических и неметаллических включений, видимых невооруженным глазом. 3.5.5. Параметр шероховатости поверхности Ra темплетов под контрольное травление на макроструктуру должен быть не более 2,5 мкм. Поверхность макротемплетов после контрольного травления должна быть матовой 35 3.6. Маршрутная карта для изготовления штамповки детали (лопатки). Эскиз. 36 37 38 39 4. ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА РАБОЧИХ ЛОПАТОК КОМПРЕССОРА. Рис. 4.1. Лопатки рабочие компрессора 1…12 ступени для двигателей ТВ3-117/ВК-2500. 4.1. Подготовка производства изготовления рабочих лопаток основана на сформировавшейся серийной технологии изготовления лопаток р.к. 4…9 ступени компрессора двигателя РД-33. Профиль пера формируется методом холодного вальцевания профиля пера. Заготовкой лопаток является точная штамповка с припуском по профилю 0,3 мм на сторону. Вальцевание производиться за 2…3 вальцовки с промежуточной термообработкой для снятия нагартованного слоя. 4.2. За основу выпуска заготовки (точной штамповки) лопатки компрессора для двигателя ТВ3-117 взята «Лопатка рабочая 6 ступени». Штамповка имеет припуск по перу 0,15 мм на сторону и 1…1,3 мм припуска по граням хвостовика лопатки. В соответствии с чертежом штамповки изготовлен штамп, выпущена экспериментальная партия заготовок штамповок. Конструктивное отличие лопаток рабочего колеса компрессора двигателя РД-33 от рабочих лопаток компрессора двигателя ТВ3-117 является то, что ромбовидный хвостовик лопаток двигателя Т3-117 прямой, начиная с 6 по 12 ст. Данный элемент (профиль и клин хвостовика) выполняется на вертикально-протяжном станке. 40 Главной проблемой технологии изготовления лопаток – является титановый сплав, холодная деформация (вальцовка) которых на территории РФ не применяется. Рис. 4.2. Точная штамповка рабочей лопатки 6 ступени. Рис. 4.3. Чертёж точной штамповки. 41 Рис. 4.4. Технические требования к чертежу точной штамповки. 4.3. Вальцевание профиля пера лопатки. Вальцевание профиля пера производится на Вальцовочных станах ВС2С, производства Савёловского машиностроительного завода СМЗ. Данное оборудование является специальным, спроектированным и изготавливаемым для проведения холодного вальцевания профиля пера лопаток. Настройка (наладка) вальцовочного стана выполняется согласно инструкции по наладке. 42 Рис. 4.5. Вальцовочный стан ВС-2С. Главным инструментом при холодном вальцевании являются вальцовочные вставки «спинка» «корыто». Вставки изготавливаются из сплава Р6М5Ф3МП и имеют твердость 60 HRC. Главным элементом вставок является профиль повторяющий профиль «спинки» и «корыта» лопатки шероховатостью Ra 0,2, сечения которых расположены на дуге с радиусом 102 мм. Рабочий профиль вставок предназначенных для вальцевания лопаток ротора и статора компрессора РД-33 изготавливается и доводится вручную, с применением шаблонов и контршаблонов, количество которых 43 определялось требованием чертежа – не менее 15 комплектов. Профиль шаблонов и контршаблонов доводиться по требованию Технологического бюро цеха изготовителя лопаток – этот процесс оформляется документально в рамках требования чертежа СТП. Процесс доводки продолжается по нынешнее время. К основным факторам, влияющим на геометрическую точность вальцованных лопаток, относятся: 1. форма и точность заготовки для холодного вальцевания; 2. жесткость системы стан-инструмент-деталь (СИД); 3. кинематическая схема вальцевания; 4. точность инструмента для вальцевания; 5. технологическая смазка при вальцевании. На точность вальцованных лопаток основное влияние оказывает распределение толщины пера заготовки, поэтому в технических условиях на заготовку для вальцевания оговариваются два основных требования: 1. общее предельное отклонение всех точек по толщине пера (недоштамповка); 2. В максимальная разность отклонений по толщине (разнотолщинность). результате анализа установлено, расчет геометрических характеристик пера заготовок для холодного вальцевания является важнейшим этапом при разработке технологии изготовления холодновальцованных лопаток. 44 Рис. 4.6. 5. ПРОЕКТИРОВАНИЕ ВАЛЬЦОВОЧНЫХ ВСТАВОК «СПИНКА» «КОРЫТО» ДЛЯ РАБОЧИХ ЛОПАТОК ДВИГАТЕЛЯ ТВ3-117 (ВК-2500). 5.1. Изготовление вставок производится с применением 3D технологий и оборудования с ЧПУ. Отделом Главного технолога совместно технологическим бюро цеха разработана инструкция по проектированию, доводке и ремонту вальцовочных вставок. Ранее изготовление рабочего профиля вставок выполнялось на приборе с применением шаблонов. 5.2. На основе данной инструкции выполнено проектирование вальцовочных вставок. 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 5.3. Чертежи вставок «спинка» «корыто». 61 62 6. ИЗГОТОВЛЕНИЕ РАБОЧИХ ЛОПАТОК 4…12 СТУПЕНИ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ. При изготовлении опытной партии рабочих лопаток 4…12 ступени методом вальцевания в объёме двух моторокомплектов, выяснилось, что данный метод производства является затратным в части подготовки производства изготовления точных штамповок, а именно: - Необходимость механической обработки прутка перед штамповкой (придание формы булавы); - Низкая стойкость штампов в рамках обеспечения точности припуска по перу. Вследствие чего частый ремонт штампов и дополнительное изготовление дублеров. Большие проблемы выявлены и в процессе производства лопаток: - Высокая точность изготовления ложементов кассеты удерживающей лопатку за перо при протягивании хвостовика и необходимость постоянной их доводки от партии к партии штамповок; - Возникающая «чернота» (необработанных участков) на кромках профиля при вальцевании, вследствие излишнего растрава штамповок после травления; - Большой объём отхода лопаток в брак по причине растрескивания кромок пера; - Нестабильное качество промежуточной термообработки, связанная с образованием дефектного слоя на поверхности титанового сплава. Что приводит к трещинам на профиле при вальцевании и потребности повторной термообработки всей партии садки (500 деталей). В связи с вышеуказанным, изготовление рабочих лопаток компрессора переведено на высокоскоростное фрезерование профиля пера. Введена новая конструкторская документация. Спроектирована заготовка «упрощенная штамповка». 63 Рис. 8.1. Чертёж заготовки «упрошённой штамповки». Подготовка производства изготовления лопаток проведена с учетом ранее спроектированной и изготовленной оснасткой для изготовления лопаток методом вальцевания. Фрезерование координатных профиля станках пера лопаток производилось Willemin-Macodel на 5-и (Швейцария). Рис. 8.2. Пяти координатный станок Wellimin-Macodel W-408. 64 7. ТЕХНОЛОГИЯ ДОВАЛЬЦЕВАНИЯ ПЕРА РАБОЧЕЙ ЛОПАТКИ КОМПРЕССОРА. Из всего вышеуказанного, мы видим, что существует два технологических подхода изготовления рабочих лопаток. Эти технологии имеют как свои достоинства, так и недостатки, которые представлены в Таблице 9.1. Таблица 9.1. Технология вальцевания профиля пера лопатки. Достоинства Недостатки Технология высокоскоростного фрезерования профиля пера лопатки. Достоинства Недостатки Длительный цикл фрезерования Упрошённая (баланс между штамповка или полный переход на шагом строки и заготовку из плиты. припуском на полировку). Быстрый процесс обработки. Сложности, связанные с изготовлением точной штамповки. Достижение необходимой по чертежу шероховатости. Большое количество вальцовочных итераций (2…4 вальцовки). Быстрая переналадка. Шероховатость поверхности профиля пера не выше 6 класса. Необходимость в промежуточной термообработке. Малый объем необходимой оснастки. Низкая стойкость режущего инструмента. Большое количество переналадок вальцовочного стана. Отсутствие промежуточной термообработки (как при вальцевании). Необходимость 100% ручной полировки профиля пера. Низкий объём ручных полировальных работ. Низкие требования к квалификации оператора вальцовочного стана, по сравнению с полировщиком. Возможность серийного производства. Большой парк обрубных штампов Низкий объём (предварительных, незавершенного полуокончательных, производства. окончательных). Большой объем незавершенного производства. 65 Цель или идея работы заключается в том, чтобы объединить технологии фрезерования и вальцевания в одну, исключив большую часть недостатков и объединить достоинства обоих технологий. Идея заключается в довальцовывании профиля пера лопатки после фрезерования. Преимущества, получаемые при данном способе изготовления профиля пера лопатки: 1. Снижение ручных полировальных работ. 1.1. Подготовка (обучение) рабочего (полировщика) для полирования профиля пера лопаток требует длительного времени от 2 лет, особых навыков (усидчивость, внимательность, аккуратность и т.д.), компетенций работы со сложной измерительной оснасткой. 1.2. Полировщики имеют, как правило, узкий спектр навыков и работают только с определенными лопатками компрессора. 1.3. Ручные полировальные работы напрямую связаны с риском человеческого фактора, который может привести к массовому браку. 1.4. Возникновение прижогов на поверхности пера лопаток. 1.5. При полировке деталей из титановых сплавов образуется пожароопасная пыль. 2. Вальцевание. 2.1. Механическая обработка снимает весь дефектный слой с заготовки, что приводит к снижению риска возникновения трещин па кромках пера лопатки. 2.2. Фрезерование для полировки профиля требует припуск не выше 0,03 мм на сторону. Для вальцевания необходимый припуск может достигать 0,1 мм на сторону. 2.3. Исходя из п.2.2 снижается объем режущего инструмента на партию деталей и количество его переточек. 2.4. Возможность увеличения шага строки при фрезеровании 66 профиля пера, что приведёт к уменьшению времени операции. 2.5. Точность получаемой заготовки после фрезерования значительно выше, чем точность прецизионных заготовок штамповок. Этот факт приведёт к стабильности при выполнении вальцевания. 2.6. Не требуется выполнять промежуточную термообработку, что экономит электроэнергию и ресурс печного оборудования на производстве. 3. Трудоемкость вальцовки в разы ниже по сравнению с полированием профиля. 67 ЗАКЛЮЧЕНИЕ. В данной работе рассмотрены проблемы и задачи изготовления рабочих лопаток компрессора из титанового сплава ВТ-8 турбовального двигателя. Рассмотрена технологическая подготовка производства изготовления заготовок (штамповок), изготовление необходимой оснастки для штамповки и механической обработки деталей методом вальцевания и методом высокоскоростного фрезерования. Проанализированы достоинства и недостатки двух методов (вальцевания и фрезерования) изготовления профиля пера лопаток, и предложен новый метод подготовки и формирования профиля пера лопаток с учетом опыта производства и достоинств этих подходов. Предложенный метод сократит затраты на изготовление, повысит качество изготовления и снизит количество ручных полировальных работ. 68 СПИСОК ЛИТЕРАТУРЫ. 1. «Турбовальный двигатель ТВ3-117ВМ Конструкция и техническое обслуживание»; А.Д. Богданов, Н.П. Калинин, А.И.Кривко. 2. ГОСТ 3.1105-2011 «Формы и правила оформления документов общего назначения». 3. «Учебное пособие к курсовому проектированию по технологии ДЛА» В.Е. Логинов; Л.А. Федоров. 4. ОСТ1 90006-86 «Заготовки из титановых сплавов для изготовления лопаток». 5. ГОСТ 19807-91 «Титан и сплавы титановые деформируемые марки». 69 КОМПЛЕКТ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС МЕХАНИЧЕСКОЙ ОБРАБОТКИ «ЛОПАТКА РАБОЧАЯ 6 СТУПЕНИ». 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120