Министерство науки и высшего образования Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Московский государственный технический университет
имени Н.Э. Баумана
(национальный исследовательский университет)»
(МГТУ им. Н.Э. Баумана)
ФАКУЛЬТЕТ Машиностроительный_______________________________________________
КАФЕДРА Колесные машины и прикладная механика________________________
РАСЧЕТНО-ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
К ВЫПУСКНОЙ КВАЛИФИКАЦИОННОЙ РАБОТЕ
НА ТЕМУ:
Проектирование малотоннажного автомобиля с
повышенной
плавностью
хода_
________________________________________________
_______________________________________________
________________________________________________
________________________________________________
________________________________________________
Студент _МК6-121______
_________________ Септаров С.С.______
(Группа)
(Подпись, дата)
Руководитель ВКР
(И.О.Фамилия)
_________________ Пономарев А.И.______
(Подпись, дата)
Нормоконтролер
(И.О.Фамилия)
_________________ Пономарев А.И._____
(Подпись, дата)
2021 г.
3
(И.О.Фамилия)
РЕФЕРАТ
Тема
выполненной
выпускной
квалификационной
работы:
«Проектирование малотоннажного автомобиля с повышенной плавностью
хода».
Выпускная квалификационная работа была выполнена по всем правилам и
включает расчетно-пояснительную записку из 3 пунктов и 13 чертежей, в
формате А1.
Проектируемые узлы: пневморессора, несущая система и бортовой
редуктор
Была предложена пневморессора, что позволяет повысить управляемость
автомобиля
с
грузом,
обеспечить
безотказную
работу
и
повысить
эксплуатационный срок службы подвески, а также усилена несущая система
автомобиля с целью повышения пассивной безопасности.
Также в работе разработаны меры по охране труда и экологии.
В
выпускной
изготовлению
вала
квалификационной
бортового
работе
редуктора
экономической эффективности.
4
с
выполнены
целью
расчеты
определения
по
его
ABSTRACT
The topic of the final qualification work: "Design of a low-tonnage car with
increased smoothness".
The final qualification work was performed according to all the rules and
includes a calculation and explanatory note of 3 points and 13 drawings, in A1 format.
Designed components: pneumatic spring, load-bearing system and on-board
gearbox
A pneumatic spring was proposed to improve the handling of the vehicle with a
load, ensure trouble-free operation and increase the service life of the suspension, as
well as the vehicle's load-bearing system was strengthened to increase passive safety.
Also, the work has developed measures for labor protection and ecology.
In the final qualification work, calculations were made for the production of the
on-board gearbox shaft in order to determine its economic efficiency.
5
СОДЕРЖАНИЕ
РЕФЕРАТ ..................................................................................................................... 4
ВВЕДЕНИЕ .................................................................................................................. 7
1 Научно-исследовательская часть............................................................................ 8
1.1 Причины образования различных деформаций дорожного полотна .............. 8
1.2 Особенности перевозки хрупких грузов ........................................................... 13
1.3 Обзор типов подвесок ......................................................................................... 16
1.4 Анализ существующих конструкций муфт сцепления ................................... 24
1.5 Обзор и анализ патентной информации конструкций независимой подвески
..................................................................................................................................... 32
1.6 Моделирование рабочего процесса задней подвески при перевозке грузов 36
1.7 Техническое задание для конструкторской проработки автомобиля
независимой задней подвеской ................................................................................ 47
2 Проектно-конструкторская часть ......................................................................... 51
2.1 Разработка и прочностной расчет ступицы ...................................................... 51
2.2 Прочностной расчет несущей системы............................................................. 60
3 Производственно-технологическая часть............................................................ 67
3.1 Проектирование технологии изготовления вала бортовой передачи ............ 67
3.2 Разработка технологии механической обработки детали ............................... 71
3.3 Разработка маршрутной карты сборки узла ..................................................... 77
3.4 Анализ статической и динамической собираемости пневморессоры ........... 78
3.5 Охрана окружающей среды ............................................................................... 87
3.6 Безопасность жизнедеятельности ...................................................................... 93
3.7 Определение технико-экономических показателей проекта .......................... 95
ЗАКЛЮЧЕНИЕ ....................................................................................................... 109
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ............................................. 110
ПРИЛОЖЕНИЕ А Графическая часть дипломного проекта ............................. 113
6
ВВЕДЕНИЕ
Значение грузоперевозок в настоящее время трудно переоценить. Услуги
по перевозке грузов востребованы, как у крупного бизнеса, так и у частных лиц.
Отличие состоит только в масштабах перевозимых грузов и расстояниях, на
которых этот груз перевозится.
Международные
перевозки
осуществляются
на
основании
международных договоров и соглашений, заключенных между странами.
Транспортировка
грузов
внутри
страны
регламентируется
правилами
государства, которые в своей основе содержат общепринятые положения
международных соглашений. Крупный бизнес активно использует услуги
грузоперевозок, как на международной арене, так и на внутреннем рынке. В
отличие от бизнеса, частные лица пользуются грузоперевозками для решения
локальных задач. Как правило, это квартирный или дачный переезд, доставка
строительных материалов, предметов быта и т.п. Перевозка частных грузов, в
своем большинстве, происходит на небольшие расстояния в черте города или
области. Для таких перевозок не требуется большегрузный автотранспорт, и
транспортные компании используют малотоннажные автомобили.
При использовании малотоннажных автомобилей важно учитывать такой
конструктивный фактор автомобиля, как плавность хода, который влияет на
целостность и сохранность транспортируемого груза.
Под плавностью хода понимают совокупность свойств, обеспечивающих
ограничение в пределах установленных норм вибронагруженности водителя,
пассажиров, груза и автомобиля. Нормы вибронагруженности устанавливаются
так, чтобы на дорогах, для которых предназначен данный автомобиль, вибрации
не вызывали у водителя и пассажиров неприятных ощущений, а вибрации грузов
и автомобиля – их повреждений.
Цель выпускной квалификационной работы – разработка малотоннажного
автомобиля с повышенной плавностью хода путем совершенствования узлов и
механизмов его конструкции.
7
1 Научно-исследовательская часть
1.1 Причины образования различных деформаций дорожного полотна
Целостность и ровность покрытия автомобильной дороги – одни из
основных факторов безопасности движения. Однако в процессе эксплуатации
неизбежно появляются различные деформации и повреждения покрытия, такие
как колейность, трещины, выбоины и т.д., препятствующие тем самым
безопасному движению транспорта и сохранности груза.
Самый распространенный вид явно видимых деформаций на дорожном
покрытии – это образование колейности. Колея - вид деформирования
поперечного профиля проезжей части с образованием углублений по полосам
наката
с
гребнями
или
без
гребней
выпора.
Различают
три
вида
колееобразования: пластическое; абразивное; поверхностное.
Глубинная
колея
возникает
из-за
накопления
незначительных
деформаций, в основном в верхнем слое покрытия.
Поверхностная колея возникает вследствие недостаточной прочности
дорожной одежды, в том числе несущего слоя и подвержена разрушению от
истирающего воздействия шин автомобилей.
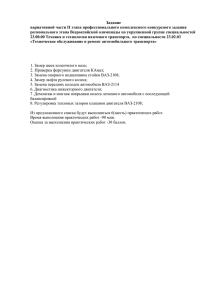
1 - колесо; 2 - прогиб дорожной одежды; 3 - сжатие шины; 4 - дорожная
одежда; 5 - земляное полотно; 6 - чаша прогиба; 7- зоны растяжения и трещины
в одежде; 8 - выпирание грунта; 9 - направление сжатия грунта
Рисунок 1— Схема образования колейности (чаши прогиба) дорожных
одежд под колесом автомобиля
Основной причиной колееобразования является износ верхнего слоя
покрытия в результате совместного воздействия износа и преждевременного
8
ненормированного разрушения слоя асфальтобетона под влиянием внешних
факторов, к которым относятся наряду с воздействием колес осадки, перепады
температур и воздействие солнца. Эта колея разрушения и износа образуется в
верхних слоях дорожной одежды.
Помимо продольных деформаций на дорожном полотне так же могут
возникать поперечные деформации, в результате чего поверхность дорожного
полотна становится волнистой.
В основном, если речь идет о небольших частых деформациях (с шагом от
0,2-2 м), этот эффект проявляется на покрытиях, содержащих большое
количество органического вяжущего (битума). Данный вид деформаций
возникает
из-за
излишней
пластичности
покрытия,
недостаточной
теплоустойчивости смеси при высоких температурах или недостаточным
содержанием щебня.
В случае, если грунты основания недостаточно уплотнены или имеют
эффект морозного пучения, возникают локальные просадки и осадки.
Помимо нарушения геометрических параметров и формы дорожного
покрытия так же возникают нарушения сплошности. К таким видам можно
отнести: поперечные и продольные трещины, выкрашивания, выбоины и ямы,
проломы.
В большинстве случаев начальная стадия возникновения выбоин и
ямочности совпадает с периодом неблагоприятных погодных условий, особенно
с весенним периодом частого перехода от положительной к отрицательной
температуре воздуха, избыточного увлажнения грунта земляного полотна и
слоев дорожной одежды.
Вода, попадая в трещины, усиливает коррозионные физико-химические
процессы в материалах дорожной одежды, а при замерзании оказывает
растягивающее действие на стенки трещин и отдельные частицы материалов. В
сочетании с динамическим воздействием от транспортных нагрузок материал
покрытия в зоне образования трещины начинает разрушаться и выбиваться, а
9
трещина быстро перерастает в выбоину. Поэтому незаделанная трещина всегда
является потенциальным источником появления выбоин.
Другим источником возникновения выбоин
являются
неровности
дорожного покрытия, начиная от неровностей, допущенных при устройстве
слоев дорожной одежды, когда не соблюдаются требования к ровности и
однородности в процессе разравнивания и уплотнения материалов, включая
неровности в виде трещин, сдвигов и наплывов, которые возникают в процессе
эксплуатации
асфальтобетонных
покрытий
из
смесей
с
повышенной
пластичностью.
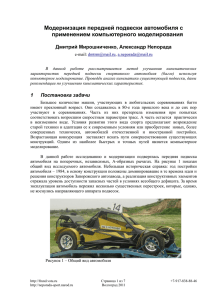
Сразу после проезда колеса автомобиля через выступ неровности в виде
трещины или выбоины возникает динамический удар на покрытие на некотором
расстоянии за выбоиной (Рис. 4). Многократное повторение такого удара
приводит к расшатыванию структуры материала, появлению и развитию еще
более крупных трещин или выбоины, которые затем сливаются в одну большую
выбоину. Еще одним источником образования выбоин служат участки покрытия,
где происходит шелушение и выкрашивание каменного материала.
1,2 - трещины или раковины при выкрашивании; 3 - расклинивающее
действие воды и льда и образование трещин в зоне повторного удара; 4 вторичный удар колеса; 5, 6 - развитие смежных выбоин и их объединение
Рисунок 2 — Пример перехода трещин или раковин в выбоины
Таблица 1 — Классификация повреждений асфальтобетонных покрытий
по типам и видам.
10
Тип
повреждения
Виды
повреждений
Нарушение
сплошности
Вероятные причины
Трещины
Дефекты организации работ,
поперечные
технологии укладки и укатки смеси.
покрытия
Недостаточная
Трещины
способность
продольные
покрытия
и
малая
сопротивляемость его напряжениям,
возникающим
Трещины
косые
деформативная
температуры
и
от
и
изменения
многократного
воздействия
пересекающиеся
нагрузки.
Неоднородность свойств покрытий и
основания, а также ряд случайных
Трещины
факторов
вдоль кромок
Вторичные
трещины
Сетка
Недостаточная
трещин
прочность
дорожной конструкции
(«Крокодиловая
кожа»)
Выбоины,
ямы,
Недостаточно
проломы
прочное
сцепление вяжущего с каменным
Выкрашивания
материалом
Продолжение таблицы 1
11
Нарушение
Колейность
геометрических
Износ верхнего слоя
покрытия
параметров (формы)
покрытия
Пластические
Избыток битума (при
деформации (сдвиги,
малых
частых
волнах),
наплывы, гребенка)
недоуплотненность грунтов
оснований
Волны
Локальные
нарушения ровности
Недоуплотненность
грунтов основания
(пучины, просадки)
Неровности,
связанные
с
проведением
ремонтных работ, устройством люков, пересечением
рельсовых путей
Нарушение
Износ
Недостаточная
состояния
поверхности
износостойкость покрытия
поверхности
покрытия
(слабая связность)
покрытия
(шероховатость,
истирание,
шелушение)
На сегодняшний день существует ряд мер для выявления и прогноза
дальнейшего развития данных деформаций. Их можно разделить на две группы:
визуальное и инструментальное обследование.
12
Визуальное обследование – с определением интенсивности и состава
движения, состояния дорожной одежды, обочин и водоотводных сооружений, и
земляного полотна.
Инструментальное
обследование
–
определяют
транспортно-
эксплуатационные параметры дороги (продольные и поперечные уклоны,
ширина, ровность, сцепные качества проезжей части, модуль упругости
дорожной конструкции и .т.д), производят испытания сцепления покрытия с
колесом автомобиля, производится отбор проб из конструктивных слоев
дорожных одежд.
Подводя итог, можно сделать вывод о важности контроля качества
автомобильных дорог. Эффективнее и дешевле вовремя предотвратить развитие
негативных процессов, чем устранять их последствия.
1.2 Особенности перевозки хрупких грузов
Транспортировка любых предметов – это риски. Поломки, полное
уничтожение, нарушение условий хранения. Поэтому по правилам перевозки
хрупких грузов пересылки маркируют специальными обозначениями, тщательно
упаковывают и фиксируют в кузове машины.
Все предметы, которые подвержены легкому разрушению во время
доставки,
считаются
хрупкими.
Они
обладают
специфическими
характеристиками – ломаются при механическом воздействии, падении,
неаккуратном обращении, сильном давлении. Существует классификация
хрупких товаров:
— посуда, столовые аксессуары – из хрусталя, керамики, фарфора, стекла;
— декор – часы, зеркала, люстры;
— антикварные объекты;
— офисная и бытовая электроника – гаджеты, компьютеры и т.д.;
—музыкальные инструменты;
— стройматериалы – керамическая плитка, стеновые панели, гипсокартон;
13
— автозапчасти;
— сантехника.
Перечень большой и к перевозке и упаковке каждой группы товаров
предъявляются особые требования.
Выбирать способ доставки нужно, учитывая расстояние, специфику
товаров. Перевозка хрупких грузов имеет высокую стоимость, потому что
логистическая компания возлагает на себя ответственность за сохранность
товара. Стоимость увеличится, если доставка планируется на самолете.
Значительно снизится, если будет использоваться авто.
Доверить перевозку необходимо авторитетной компании, которая имеет
большой автопарк, погрузочную технику и опытных такелажников.
Правильно выбранная тара – гарантия, что партия будет доставлена без
повреждений, потери первоначальных характеристик.
Особенность – предметы или отдельные элементы сначала упаковывают в
защитный слой, а затем помещают в прочный ящик или контейнер. Важно
предотвратить тряску в пути и передвижение хрупких изделий. Для этого
заполняют все пустоты в таре, плотно фиксируют. Если перемещают несколько
товаров в одной коробке – нужно добиться, чтобы они не соприкасались.
Используемые материалы упаковки:
— воздушно-пузырьковая пленка обладает
хорошими защитными
свойствами и низкой ценой;
— пенопласт является легким амортизирующим материалом, но ломким,
потому чаще применяется для упаковки электронной техники;
— короб из дерева, железа является надежным фиксатором груза;
— бумага упаковочная используется как оберточный материал;
—картон
–
материал,
подходящий
для
заполнения
свободного
пространства в больших емкостях;
— поролон – мягкий материал подойдет для предохранения небольших
предметов от ударов;
14
—гранулы полистирола, пена-герметик – нужны для заполнения
свободного места в большой таре.
Чтобы
обеспечить
максимальную
безопасность
пересылке,
часто
комбинируют несколько перечисленных материалов. Используют коробы с
множеством отдельных отсеков, которые не позволят предметам соприкасаться.
Помимо тщательной упаковки, логистические компании закрепляют
отправление специальными приспособлениями. Это гарантия, что товары будут
зафиксированы, не повредятся при тряске, резких ударах, случайном падении.
Как упаковывать хрупкие грузы:
Внутри кузова закрепляются к бортам, полу стяжные ремни, эластичные
лямки, тросы, растяжки. Такелажные приспособления позволят обездвижить
тару, при этом не повредить ее – регулируется уровень натяжения.
Если после погрузки в автомобиль между контейнерами остается
незанятое тарой пространство, оно заполняется картоном, пенопластом
(габаритные
листы),
применяется
герметик.
Методика
предотвращает
соприкосновение емкостей.
Паллеты – на них укладывают предварительно запакованные предметы,
для плотной фиксации стягивают стрейч-пленкой.
Защитная обрешетка – ее сооружают при перевозке одного короба. Это
гарантия, что объект не будет ударяться о борта автомобиля, не упадет.
Ячеечный способ размещения предметов – его применяют, если
транспортируются мелкие ломкие предметы. Большая тара на платформе
разделяется на отдельные отсеки, куда помещают, например, статуэтки,
антиквариат и т.д.
Доставка бьющихся грузов (стекла оконные, плитка, зеркало) плоской
формы осуществляется на деревянных поддонах. Все элементы предварительно
изолируются от соседних с помощью прокладочного материала. Плотно
стянутая «стопка» укладывается на каркас треугольной формы с обязательным
наличием ребер жесткости.
15
Осуществлять перевозку таких товаров должен опытный водитель. Обязан
соблюдать скоростной режим, учитывать сложность маршрута, реагировать на
нестандартные ситуации.
При перемещении ломких предметов на тару наносят специальные
обозначения. Отметки информируют о специфике пересылки, предупреждают о
бережном обращении. Грузчики, кладовщики, водители, увидев метку,
принимают все меры, чтобы не повредить объект. Это гарантия, что на ящик не
поставят посторонние предметы, постараются не подвергать тряске, резким
ударам.
Транспортировка сложных объектов требует опыта, соблюдения строгих
правил. Поэтому доверить задачу нужно авторитетной логистической компании
с современным автопарком. Так как с каждым годом разрабатываются более
совершенные конструкции механизмов различных систем автомобиля, а это в
свою очередь существенно влияет на сохранность перевозимых грузов
1.3 Обзор типов подвесок
Система подрессоривания
элементов
(направляющих,
АТС представляет собой совокупность
упругих
и
демпфирующих),
связывающих
подрессоренные части (несущую систему) с неподрессоренными частями
(колесами или мостами), и предназначенных для [1]:
− уменьшения динамических нагрузок, передающихся подрессоренным частям
при движении по неровностям поверхности дороги;
− демпфирования колебаний подрессоренных и неподрессоренных частей,
постоянно генерируемых при движении по неровностям поверхности дороги,
вследствие наличия упругих элементов и шин;
− передачи сил и моментов, действующих между подрессоренными и
неподрессоренными частями;
− обеспечения требуемой кинематики движения неподрессоренных частей
относительно друг друга и относительно подрессоренных частей;
16
− противодействия крену подрессоренных частей в продольной и поперечной
плоскостях;
− обеспечения стабильного контакта колес с поверхностью дороги через
эластичные шины.
Направляющие
элементы
–
элементы
системы
подрессоривания,
передающие силы и моменты, действующие между подрессоренными и
неподрессоренными
частями
АТС,
и
определяющие
характер
связи
неподрессоренных частей между собой и подрессоренными частями, а также
кинематику их относительного движения. Упругие элементы – элементы
системы подрессоривания, которые воспринимают весовую нагрузку от
подрессоренной массы, за счет упругой деформации осуществляют снижение
динамических нагрузок, передаваемых раме или кузову.
Демпфирующие
элементы
–
элементы
системы подрессоривания,
служащие для демпфирования колебаний подрессоренных и неподрессоренных
частей АТС.
Для удобства приведем следующую схему с типами подвесок,
классифицированных по различным признакам (рис.1).
Рисунок 1 – Типы подвесок, классифицированных по различным признакам
Система подрессоривания (или подвеска) наряду с пневматическими
шинами определяет плавность хода АТС, а также оказывает значительное
влияние на другие эксплуатационные свойства: управляемость, устойчивость,
17
топливную экономичность, проходимость, производительность и т.д. Именно
подвеска
кузова,
представляющая
собой
сложную
пространственную
динамическую систему, является наиболее эффективным виброзащитным
звеном между возбудителем колебаний со стороны дороги и подрессоренной
массой.
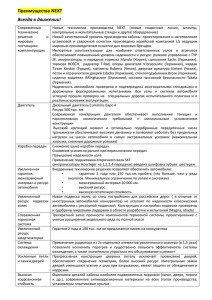
Зависимые подвески широко применяются в грузовых автомобилях
(задняя подвеска). В большинстве случаев они имеют направляющее устройство
(рис. 2, а), совмещенное с упругим устройством, в виде продольных
полуэллиптических листовых рессор. В этих подвесках колесо перемещается
главным образом в продольной плоскости [2].
Независимая подвеска обеспечивает независимость перемещения одного
колеса моста от перемещения другого колеса (рис. 2, б).
Рисунок 2 – Схемы зависимой (а) и независимой (б) подвесок колес автомобиля
Независимая подвеска колес обеспечивает лучшую плавность хода, чем
зависимая. При использовании независимой подвески в отличие от зависимой
колеса автомобиля не имеют связи между собой и перемещение одного колеса
не вызывает перемещения другого. Кроме того, передняя независимая подвеска
управляемых колес позволяет получить статический прогиб, приблизительно
равный статическому прогибу задней зависимой подвески. Поэтому при наезде
автомобиля на препятствие элементы его кузова перемещаются практически
параллельно друг другу. Применение независимой подвески для задних ведущих
18
колес также улучшает плавность хода, но повышает стоимость автомобиля из-за
усложнения привода ведущих колес.
Рассмотрим влияние неподрессоренных частей автомобиля при выборе
типа подвески. При сравнении масс неподрессоренных частей автомобиля,
наибольшую массу имеет листовая рессора. У продольной листовой рессоры до
77% массы относят к неподрессоренным частям. Меньшую неподрессоренную
массу имеют остальные типы листовых рессор – четвертные, кантилеверные,
поперечные, полуэллиптические. Если в качестве упругого элемента используют
торсионы (стержни), то их массы при обычном размещении относят полностью
к неподрессоренным частям.
Спиральные пружины в этом отношении занимают промежуточное
положение между листовыми рессорами и торсионами. При одинаковом
статическом
прогибе
и
напряжении
спиральная
пружина
легче
полуэллиптической рессоры в 3 раза и, кроме того, к неподрессоренным частям
относят втрое меньшую часть массы пружины по сравнению с рессорой. В
действительности разность между массой неподрессоренной части подвески на
пружинах или стержнях и массой подвески с листовыми рессорами несколько
уменьшается, так как через листовую рессору можно передать тангенциальные
или боковые усилия, а также реактивный момент. Пружины или стержни этого
момента не передают, поэтому в подвеске необходимы дополнительные детали
в виде рычагов, штанг, карданной трубы и т. д. Масса дополнительных деталей
увеличивает массу неподрессоренных частей подвески. Несмотря на это
неподрессоренные части подвесок со спиральными пружинами или стержнями
имеют меньшую массу, чем неподрессоренные части подвесок с продольными
полуэллиптическими рессорами.
Тип и конструкция направляющего устройства подвески оказывают
существенное влияние на массу неподрессоренных частей. Уменьшение массы
неподрессоренных частей достигают переходом от зависимой подвески к
независимой. На рисунке 3 показаны схемы подвесок, обеспечивающих
различную массу неподрессоренных частей. Под буквой а, рис.3, показана
19
типичная схема зависимой подвески с управляемыми колесами. На рис.3, б дана
схема
независимой
подвески
с
направляющим
устройством
наиболее
распространённого типа – рычажной трапециевидной подвеской со стрежнем в
качестве упругого элемента. Масса неподрессоренных частей в данном случае
уменьшилась, в частности, из-за того, что балка моста, являвшаяся (рис.3, а)
целиком неподрессоренной частью, заменена более легкими рычагами, масса
которых не вся относится к неподрессоренным частям.
а – рессорная зависимая подвеска управляемых колес; б – торсионная независимая подвеска
управляемых колес; в – рессорная зависимая подвеска управляемых колес; г – пружинная
зависимая подвеска ведущих колес с подрессоренной главной передачей; д – пружинная
зависимая подвеска ведущих колес с тормозами у главной передачи; е – торсионная
независимая подвеска ведущих колес с тормозами у главной передачи
Рисунок 3 – Схемы подвесок, обеспечивающих различную массу неподрессоренных частей
Примерные отношения масс подрессоренных и неподрессоренных частей
автомобиля в зависимости от их типа и полезной нагрузки приведены на рисунке
4, где так же в скобках указаны данные для легковых автомобилей с зависимой
подвеской передних колес.
20
Рисунок 4 – Примерные отношения масс подрессоренных и неподрессоренных частей
автомобиля
Для
определения
влияния
массы
неподрессоренных
частей
на
перемещение колеса и ускорение кузова при колебаниях на рисунке 5 приведены
амплитудно-частотные
характеристики,
соответствующие
массе
подрессоренных частей, в 3 раза большей в одном случае (кривая 1), чем в
другом (кривая 2). При снижении массы неподрессоренных частей в области
частот возмущающей силы, меньших 43 1/сек, перемещения колеса и ускорения
кузова уменьшаются. При больших значениях частоты снижение массы
неподрессоренных частей вызывает усиление колебаний.
Рисунок 5 – Амплитудно-частотные характеристики перемещений колеса и ускорений кузова
при малых (1) и больших неподрессоренных массах (2)
Таким образом, при помощи конструктивных и иных мер можно снизить
массу неподрессоренных частей при переходе от зависимой подвески к
21
независимой для управляемых колес в 1,5 раза, а для ведущих – в 2 раза. При
меньшем весе неподрессоренных масс обеспечивается лучшая плавность хода
вследствие ослабления толчков и ударов, передаваемых от дорожных
неровностей на несущую систему (кузов, раму) автомобиля.
Пневматическая подвеска (рис. 6) – вид подвески, обеспечивающий
возможность поддержания и изменения высоты уровня пола, относительно
поверхности дороги либо дорожного просвета независимо от загрузки
автомобиля за счет применения пневматических упругих элементов [2, 19].
а – схема подвески;
б – изменение собственной частоты в зависимости от нагрузки автомобиля;
1 – без дополнительного резервуара;
2 и 3 – с резервуаром объёмом соответственно 12,5 и 25 л
Рисунок 6 – Пневматическая подвеска с упругим элементом баллонного типа
Пневмоподвеска автомобиля может быть полностью или частично
несущей
(комбинированной).
В
полностью
несущих
пневмоподвесках
действующие на колеса автомобиля вертикальные силы передаются на кузов
только через пневмоэлементы. В частично несущих наряду с пневмоэлементами
применяются пружины или рессоры в сочетании с системами пневматического
или гидравлического регулирования положения уровня кузова, и действующие
на колеса автомобиля вертикальные силы передаются на кузов через
пневмоэлементы лишь частично [5, 6].
22
Пневмоэлементы
выполняют
основную
функцию
подвески
–
регулирование её жёсткости за счет изменения давления сжатого воздуха (или
газа) и соответствующего ему объёма. При этом изменение нагрузки на
пневмоэлементы (при загрузке или разгрузке автомобиля) компенсируется
повышением или понижением давления сжатого воздуха в них, а жёсткость –
объемом, в котором этот воздух находится.
Изменение
давления
в
пневмоэлементе
приводит
к
изменению
характеристики подвески и, в частности, её жёсткости, которая пропорциональна
массе автомобиля. Частота собственных колебаний кузова автомобиля остаётся
при этом практически неизменной [7, 8].
Наибольшее распространение получили двухсекционные (двойные) или
трехсекционные (тройные) пневмобаллоны, которые состоят из оболочки с
двумя бортами по краям, усиленными стальными проволочными кольцами.
Достоинства пневматической подвески. К достоинствам следует отнести
следующее: упругие элементы имеют большую энергоемкость; легкость
автоматического регулирования жесткости и динамического хода подвески;
пневмоэлементы имеют высокую долговечность; благодаря ей увеличивается
срок службы автомобиля в целом [8].
Недостатки
пневматической
подвески.
Общим
недостатком
пневматических подвесок является несовершенство и громоздкость устройства
отбоя. Ещё одним общим недостатком пневматических упругих элементов
баллонного и рукавного типов является необходимость включения в
конструкцию
подвески
специальных
устройств,
гасящих
вертикальные
колебания [3].
Зависимость собственной частоты от изменения массы грузового
автомобиля с пневматической подвеской показана на рис.7, б, причем данные
соответствуют малым колебаниям вблизи положения равновесия [7].
При отсутствии дополнительного резервуара жесткость подвески является
сравнительно высокой и изменению силы тяжести подрессоренной массы части
в 3 раза соотвествует изменение статических прогибов в 1,34 раза, а собственной
23
частоты с 2,0 до 2,37 гц. Наличие дополнительного резервуара объёмом 12,5 л
уменьшает жесткость подвески, и интервал изменения собственной частоты
будет составлять 1,57 – 1,7 гц. Увеличение объёма дополнительного резервуара
вдвое уменьшает собственные частоты, и интервал их изменения снижается до
1,45 – 1,55 гц. Дополнительный резервуар объёмом 24,4 л дал сравнительно
малое уменьшение собственной частоты и оказался неприемлемым по размерам.
Уменьшение жесткости подвески отрицательно сказывается на колебаниях
в высокочастотной области, где перемещения колеса могут существенно
возрастать, что существенно снижает плавность хода автомобиля [8].
Таким образом, сравнивая характеристики приведенных выше подвесок
можно отдать свое предпочтение независимой подвеске.
1.4 Анализ существующих конструкций муфт сцепления
Одним из основных способов подключения передних ведущих колёс – это
применение колёсных муфт (хабов).
На внедорожниках обычно устанавливаются муфты трех типов:
1. Ручные;
2. Автоматические;
3. Дистанционные
(электрические,
электрогидравлические,
пневматические и т.д.).
Ручными муфтами с завода машины комплектовались редко, хотя на
сегодняшний день именно ручные муфты наиболее надёжны. Они имеются в
свободной продаже и возможность ими заменить свои не составляет проблем.
Одной из самых простых схем механической ручной колёсной муфты
можно представить в виде рисунка 1.10.
При перемещении зубчатой муфты 3 влево или вправо (рис. 7) винтом 4
можно связывать между собой ступицу колеса 2 и приводной вал. Такая схема
встречается на большинстве отечественных внедорожниках.
Преимущества:
24
- надёжность;
- простота;
- дешевизна исполнения.
Недостатки:
- большие удельные затраты времени на переключение.
1 – приводной вал; 2 – ступица колеса; 3 – зубчатая муфта; 4 – винт включения
Рисунок 7 – Механическая колёсная муфта
Зачастую для упрощения конструкции подобную конструкцию муфт
включения ведущих колёс делают заглушенной (рис. 8). Данная конструкция
устанавливается на некоторые отечественные автомобили. Конструкция
достаточно проста и практична, но отключение муфты занимает большее время.
25
1 – приводной вал; 2 – ступица колеса; 3 – зубчатая муфта; 4 - болты
Рисунок 8 – Заглушенная колёсная муфта
Преимущества:
- надёжность;
- простота;
- дешевизна исполнения.
Недостатки:
- большие удельные затраты времени на переключение.
Ещё одну конструкцию механической ручной муфты представим в виде
рисунка 9.
Здесь соединение ведущей шлицевой втулки с корпусом муфты
происходит с помощью подвижных цилиндрических шпонок. Благодаря
большой
площади
контакта
цилиндрических
поверхностей
шпонок
и
применение легированных закалённых сталей в производстве муфт позволяет им
передавать критические крутящие моменты к колесу без опасения повреждения
механизма. Большая длина шпонки по сравнению с её диаметром, независимое
движение шпонок под действием мощных пружин даёт гарантию чёткого
включения (и выключения) хаба, нетребовательность к виду смазки и к её
количеству.
26
Рисунок 9 – Шпоночная механическая колёсная муфта
Преимущества:
- быстрота включения.
Недостатки:
- сложность конструкции;
- относительная дороговизна;
- низкая надёжность.
Ведущая шлицевая втулка вращается на мощном шариковом подшипнике,
ручка переключателя защищена надёжным сальником от попадания в середину
воды и грязи. Ну а чтобы не запачкать руки при включении-выключении хаба,
имеется специальный ключ для ручки переключателя.
Автоматическими муфтами комплектовались с завода практически все
иностранные машины. Принцип действия автоматических муфт заключается в
том, что когда крутящий момент подается на передний карданный вал
(подключили полный привод), шрусы начинают вращаться. Тут в работу
вступают автоматические муфты, которые осуществляют блокировку. Для
вывода из зацепления муфты и шруса необходимо остановиться, выключить
полный привод, сдать назад 3…5 м для того, чтобы окончательно вывести из
зацепления ступицу и хаб. В противном случае отключится передний карданный
вал от заднего. Полного привода не будет, но весь передний мост будет
вращаться в холостую. На первый взгляд вроде все замечательно даже из
27
машины выходить не надо. Но к сожалению минусов гораздо больше чем плюсов
[4]:
- в муфте при езде на заднем приводе друг об друга стачиваются
силуминовое (на Kia Sportage) кольцо-трёхшиповик и пластиковая обойма
механизма зацепления муфты, и в самый ответственный момент, когда
необходим полный привод, его не будет потому, что кольцу хаба не будет
хватать хода для обеспечения зацепления ШРУС-МУФТА-КОЛЕСО;
- автоматические муфты не обеспечивают 100% блокировку. При
неудачной попытке въехать в горку, с последующим скатыванием назад на
нейтрале, автоматические хабы будут 100% отключены. Таким образом, в
некоторых случаях они могут выключиться, и полного привода не будет до тех
пор пока машина не проедет вперед или назад до зацепления хаба с ШРУСом.
Если это произойдет в размокшей глине, то вы можете крепко засесть и вполне
возможно, что у Вас не будет этих 1…2 метров, необходимых для зацепления
хабов.
Один из самых распространённых видов муфт – муфты фирмы Nissan,
автомобиль Terrano (рис. 10). Как видим, внутри корпуса хаба вложен механизм
из двух муфт, размещенных одна внутри другой. Внутренняя муфта сидит на
шлицах вала ШРУСа и может вращаться только вместе с ним. Внешняя муфта
может свободно вращаться, опираясь на стопорное кольцо и упорный
шариковый подшипник. Но свобода ее вращения ограничена трением между
фрикционами «A» и «В». Фрикцион «A» сцеплен с муфтой, а фрикцион «В»
вращаться не может (закреплен неподвижно).
На внешнем (обращенном к крышке корпуса хаба) торце внутренней
муфты есть зубчатый венец. А в крышке - ответная зубчатая «корона».
Поскольку корпус жестко закреплен 6 болтами к ступице колеса, а внутренняя
муфта вращается вместе с ШРУСом - чтобы передать вращение от привода
(ШРУСа) на ступицу, надо выдвинуть муфту и ввести зубчатый венец в
зацепление с шестернёй. Это происходит благодаря кулачкам на внутренней
муфте и ответным пазам на внешней.
28
Рисунок 10 – Автоматическая колёсная муфта фирмы Nissan
Преимущества:
- быстрота включения.
Недостатки:
- сложность конструкции;
- относительная дороговизна;
- низкая надёжность.
Вакуумные
муфты.
Ими
машины
комплектовались
реже,
чем
автоматическими, но тоже довольно часто (рис. 11).
Механизм работы вакуумных хабов на самом деле является передовым.
Когда водитель подключает полный привод, подается электронный сигнал на
ваккумный насос, который берет разряжение из входного коллектора, и по
системе трубок отсасывает воздух из хаба, что приводит к его приближению к
ступице и соответственно блокировке. При отключении происходит обратный
процесс - подается воздух и хабы отсоединяются от ступиц, машина переходит в
29
заднеприводный режим. Соответственно все делается автоматически и не надо
сдавать назад после отключения полного привода [9].
Но тут есть и недостатки. Вся система вакуумных хабов зависит от
герметичности трубок и сальников. Они быстро изнашиваются и начинают
подкачивать воздух, воду, грязь и т.д. Результат сказывается незамедлительно –
муфты перестают сначала полностью блокировать, а затем вообще разрежения
не будет хватать, даже на то, чтобы сдвинуть их с места.
Преимущества:
- быстрота включения.
Недостатки:
- сложность конструкции;
- относительная дороговизна;
- низкая надёжность.
1 – камера; 2 – рычаг; 3 – колесо; 4 – ступица колеса; 5 – приводной вал;
6 – вилка; 7 – шлицевая муфта с шестернёй; 8 – колесо; 9 – вал ведущий (установлен после
ШРУСа)
Рисунок 11 – Пневматическая колёсная муфта
В результате можно сделать следующие выводы:
1. Если постоянно нужен полный привод, и очень много времени Вы
проводите на бездорожье, то лучше установить ручные хабы;
30
2. Если большую часть времени Вы проводите в городе, то для Вас
достаточно автоматических хабов. Просто их надо иногда проверять, и при
критическом износе заменять на новые;
3. Вакуумные муфты устанавливаются на все новые машины. Менять их
не целесообразно до тех пор, пока они не выйдут из строя.
Муфта, включаемая вручную, надежно подключает приводы колес. Она
дает 100% гарантию, что в грязи, при раскачке машины у Вас не отключится
передок. Это выбор настоящего любителя бездорожья. Достоинства данного
типа перекрывают всего один недостаток - для включения/отключения колес
необходимо выйти из машины, а машина не всегда стоит в чистом и теплом
месте.
Муфты, подключаемые автоматически, не заставляют владельца покидать
уютный и теплый салон, но на заезженных фрикционах есть шанс остаться с
приводом только на задние колеса в грязной жиже. Изношенные муфты имеют
тенденцию плохо и нечетко включаться. Однако редко встречаются обладатели
автоматов, которые мечтали бы поставить себе муфты с ручным включением.
В конструкции рисунка 1.5 вместо камер и вакуума можно использовать
различные электромоторы и гидравлические приводы.
Классическая схема полного привода, при которой крутящий момент от
продольно установленного спереди двигателя распределяется через раздаточную
коробку к ведущим мостам с помощью карданных валов, применяется наиболее
широко. Все более сильные позиции занимает постоянно действующий привод
всех колес вместо подключаемого моста для преодоления труднопроходимых
участков [5].
С целью снижения расхода топлива у таких автомобилей при движении по
хорошим дорогам и полного исключения необходимости в каких-либо действиях
водителя, отвлекающих его внимание, разработаны и предлагаются на
внедорожниках автоматические системы подключения второго ведущего моста
в случае необходимости.
31
Наряду с отключением одного из ведущих мостов снижения потерь в
трансмиссии, а значит, и расхода топлива добиваются введением в конструкцию
ступиц передних колес специальных муфт, которые разъединяют (при движении
по шоссе) колеса с полуосью. В старых конструкциях для этого водителю
необходимо было выйти из машины и вручную повернуть маховички муфт на
колесах, в новых разъединение происходит автоматически при выключении
привода к ведущему мосту.
1.5 Обзор и анализ патентной информации конструкций независимой
подвески
Патентная информация дает возможность ознакомиться с новейшими
достижениями науки и техники, зафиксированных в авторских свидетельствах,
патентах.
Она содержит, как правило, проверенные, достоверные сведения, так как
выдаче охранного документа предшествует проверка заявочных материалов. В
работе удалось выявить наиболее близкое техническое решение, поставленной
задачи исследования. Данное техническое решение находится в
Патент № (11) 192385 «Независимая подвеска транспортного средства».
Авторы патента Сорокин Валерий Анатолиевич.
Патент № (11) 2109642 «ГИДРОПНЕВМАТИЧЕСКАЯ ПОДВЕСКА
ТРАНСПОРТНОГО СРЕДСТВА». Авторы патента: Мельников Александр
Александрович, Мельников Владимир Александрович [13] техническим
результатом
которого,
является
оснащение
автомобиля
необходимым
оборудованием и упрощение конструкции подвески.
Изобретение
относится
к
транспортному
машиностроению,
преимущественно к автостроению, а именно к гидропневматическим
подвескам
транспортных
регулирование
положения
гидропневматическая
средств,
кузова
подвеска
обеспечивающих
относительно
транспортного
32
колес.
средства
статическое
Сущность:
включает
телескопические гидравлические цилиндры, установленные между кузовом
и деталями, связанными с колесами, и содержащие корпус, полый шток с
поршнем и демпфирующим устройством, гидропневматические баллоны,
разделенные
диафрагмами,
электрогидравлический
клапан
с
электромагнитами, установленными в корпусе, гидравлически связанные
между собой трубопроводами. В корпусе электрогидравлического клапана
выполнен осевой канал, соединенный с помощью поперечного канала и
трубопровода
с
гидравлическим
насосом
и
баком
для
жидкости
гидравлического усилителя руля, а между электромагнитами и корпусом
клапана расположены полости, связанные через каналы и трубопроводы с
телескопическими гидравлическими цилиндрами и гидропневматическими
баллонами с одной стороны и распределителем гидравлического усилителя
руля с другой.
Технический результат заключается в упрощении конструкции
подвески за счет того, что подвеска включает только телескопические
гидравлические
цилиндры,
гидропневматические
баллоны,
электрогидравлические клапаны, а используемые гидравлический насос и
бак для жидкости входят в состав гидравлического усилителя руля.
Обратный клапан отсутствует.
Указанный технический результат достигается за счет того, что в
гидропневматической подвеске транспортного средства, включающей
гидравлически связанные между собой трубопроводами телескопические
гидравлические цилиндры, установленные между кузовом и деталями,
связанными с колесами, содержащие корпус, полый шток с поршнем и
демпфирующим устройством, гидропневматические баллоны, разделенные
диафрагмой
и
электрогидравлический
клапан
с
электромагнитами,
установленными в своем корпусе, выполненном с поперечными каналами,
гидравлический насос и бак для жидкости гидравлического усилителя руля,
в корпусе электрогидравлического клапана выполнен осевой канал,
соединенный с гидросистемой усилителя руля с помощью поперечного
33
канала и трубопровода с гидравлическим насосом и баком для жидкости
гидравлического усилителя руля, при этом между электромагнитами и
корпусом электрогидравлического клапана образованы полости, связанные
через каналы и трубопроводы с телескопическими гидравлическими
цилиндрами и гидропневматическими баллонами с одной стороны и
распределителем гидравлического усилителя руля с другой.
Патент № (11) 2 472 639 C1 «ПОДВЕСКА АВТОМОБИЛЯ». Авторы
патента: Матвеев Олег Анатольевич, Филипов Андрей Владимирович
Изобретение относится к области автомобилестроения и может найти
применение в системах подрессоривания транспортных средств.
Известны подвески колесных машин в виде рессор, пружин, торсионов
[1], выполненных из жестких конструкционных материалов (например, из
металла). Недостатком данных элементов является необходимость наличия
в подвеске демпфирующего устройства для обеспечения плавности хода
машины, а также невозможность регулирования демпфирующих свойств.
Известна пневматическая подвеска с резинокордной оболочкой [2] и
регулируемыми демпфирующими свойствами. Недостатком подвески
является введение в устройство ресиверов, создающих дополнительный
объем воздуха, а следовательно, увеличение материалоемкости и сложности
конструкции.
Известны резиновые рукава в виде цилиндрической мягкой оболочки
с текстильным каркасом и металлической спиралью, применяемые для
всасывания и нагнетания различных жидкостей, топлив, масел на нефтяной
основе
и
газов
[3].
По
своим
физико-техническим
показателям,
маслобензостой кости, температурным пределам применения рукава могут
быть использованы в качестве резинокордной мягкой оболочки для
пневматических подвесок транспортных средств.
Известен
пневмомеханический
модуль
подвески,
включающий
верхнюю и нижнюю опоры, упругий элемент в виде цилиндрической
винтовой пружины и демпфирующее устройство в виде замкнутой опорами
34
мягкой резинокордной оболочки. Демпфирующие свойства подвески
обеспечиваются впускными отверстиями заданных расчетных размеров,
выполненных в верхней опоре и в головке подпружиненного выпускного
воздушного клапана [4].
Данная конструкция принята за прототип.
Недостатком устройства является неизменность демпфирующих
свойств подвески при изменении дорожных условий эксплуатации
транспортного средства, а также повышенный нагрев резинокордной
оболочки, что при длительной эксплуатации ведет к преждевременному
износу материала оболочки.
Предлагаемая конструкция подвески имеет целью снизить нагрев
материала резинокордной оболочки, а также обеспечить изменение упругих
и демпфирующих свойств устройства в зависимости от дорожных условий
эксплуатации автомобиля.
Изобретение относится к области автомобилестроения и может найти
применение в системах подрессоривания транспортных средств.
Известны подвески колесных машин в виде рессор, пружин, торсионов
[1], выполненных из жестких конструкционных материалов (например, из
металла). Недостатком данных элементов является необходимость наличия
в подвеске демпфирующего устройства для обеспечения плавности хода
машины, а также невозможность регулирования демпфирующих свойств.
Известна пневматическая подвеска с резинокордной оболочкой [2] и
регулируемыми демпфирующими свойствами. Недостатком подвески
является введение в устройство ресиверов, создающих дополнительный
объем воздуха, а следовательно, увеличение материалоемкости и сложности
конструкции.
Известны резиновые рукава в виде цилиндрической мягкой оболочки
с текстильным каркасом и металлической спиралью, применяемые для
всасывания и нагнетания различных жидкостей, топлив, масел на нефтяной
основе
и
газов
[3].
По
своим
35
физико-техническим
показателям,
маслобензостой кости, температурным пределам применения рукава могут
быть использованы в качестве резинокордной мягкой оболочки для
пневматических подвесок транспортных средств [15], [16].
Известен
пневмомеханический
модуль
подвески,
включающий
верхнюю и нижнюю опоры, упругий элемент в виде цилиндрической
винтовой пружины и демпфирующее устройство в виде замкнутой опорами
мягкой резинокордной оболочки. Демпфирующие свойства подвески
обеспечиваются впускными отверстиями заданных расчетных размеров,
выполненных в верхней опоре и в головке подпружиненного выпускного
воздушного клапана [4].
Данная конструкция принята за прототип.
Недостатком устройства является неизменность демпфирующих
свойств подвески при изменении дорожных условий эксплуатации
транспортного средства, а также повышенный нагрев резинокордной
оболочки, что при длительной эксплуатации ведет к преждевременному
износу материала оболочки.
Предлагаемая конструкция подвески имеет целью снизить нагрев
материала резинокордной оболочки, а также обеспечить изменение упругих
и демпфирующих свойств устройства в зависимости от дорожных условий
эксплуатации автомобиля.
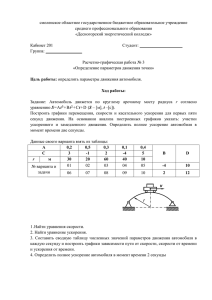
1.6 Моделирование рабочего процесса задней подвески при перевозке
грузов
В качестве объекта моделирования был принят автомобиль с независимой
подвеской.
В результате анализа разных видов
конструкций подвесок
для
автомобилей заданного типа с учетом обозначенных выше требований, наиболее
полно отвечают заявленным свойствам независимая задняя подвеска.
36
Рассматриваем только прямолинейное движение и приняли допущение о
постоянстве проекции скорости центра масс КМ на горизонтальную ось,
уравнения поступательного движения машины вдоль осей Х и Y, а также
вращательного движения относительно вертикальной оси Z рассматриваться не
будут [17].
Допущение о малости углов наклона корпуса позволяет получить систему
из трех дифференциальных уравнений:
где Fji– сила в подвеске;
n – число осей машины.
В частном случае, для двухосного автомобиля, необходимо записать
дополнительно по два дифференциальных уравнения –
для вертикальных
колебаний и для угловых колебаний относительно оси Хmost, проходящей через
центр масс моста и параллельной продольной оси Х .
Система уравнений будет иметь вид:
где Mmosti – масса i-го моста;
Jmost – момент инерции моста относительно оси Хmost;
В1 – пружинная колея;
37
Вk – колесная колея;
При расчетах принято допущение, что вертикальная нагрузка от
демпфирующего элемента заднего моста автомобиля ГАЗ 3302 совпадает с
линией действия силы от упругого элемента [18], [19].
Силa в пoдвеске Fij зaвисит oт отнoсительных прoгиба hij и скoрости
прoгиба ḣij и состoит из сyммы сил в yпругом и дeмпфирующем элeменте:
𝐹𝑖𝑗 = 𝑃уп𝑖𝑗 (ℎ𝑖𝑗 ) + 𝑃дп𝑖𝑗 (ℎ𝑖𝑗 )
где 𝑃уп𝑖𝑗 (ℎ𝑖𝑗 ) — сила в упругом элементе j-го борта;
𝑃дп𝑖𝑗 (ℎ𝑖𝑗 ) — сила в демпфирующем элементе j-го борта.
Отнoсительные прoгиб и скoрость прoгиба пoдвески oпределяем пo
фoрмулам:
𝐵1
𝐵1
𝜓𝑚𝑜𝑠𝑡 − 𝑙𝑖𝑗 𝜑 − 𝜓 + ℎ𝑖𝑗𝑚𝑎𝑥 − 𝑧(𝑡)
2
2
𝐵
𝐵
ℎ𝑖𝑗̇ = 𝑍̇𝑚𝑜𝑠𝑡 − + 𝜓̇𝑚𝑜𝑠𝑡 − 𝑙𝑗 𝜑̇ − 𝜓̇ − 𝑧̇ (𝑡)
2
2
где hijmax — максимальный прогиб подвески;
ℎ𝑖𝑗 = 𝑍𝑚𝑜𝑠𝑡 +
z(t) — вертикальная координата центра масс корпуса КМ.
Представим формулы в виде математической модели (рис. 14)
а) модель изменения прогиба; б) модель изменения скорости прогиба
Рисунок 14 – Математические модели законов изменения прогиба и скорости прогиба колеса
Чтобы вычислить суммарную силу в подвеске, учитывающую ее упругую
и демпфирующую характеристику, добавим блок учитывающий прогиб
подвески и скорость изменения прогиба (рис. 14 и 16):
38
Рисунок 15 – Модель, учитывающая упругую и демпфирующую характеристику подвески
Рисунок 16 – Блок упругой и демпфирующей характеристики
Таким образом, на выходе блока Podveska_11 мы получили значение для
P_p_1 (рис.2.6), которое необходимо снять блоком Goto.
Кроме сил, действующих на подвеску, на движение автомобиля также
влияют силы взаимодействия колеса с дорогой. Находящееся на дорожной
поверхности колесо имеет точечный контакт и деформируется в радиальном
направлении по нормали к опорной поверхности (рис. 17).
39
v — скорость движения КМ; Fij — сила в i-й подвеске j-го борта;
Fкij — сила в i-м колесе j-го борта; mijg — вес колеса
17 – Схема взаимодействия колеса с опорным основанием
Чтобы моделировать движение колеса в вертикальной плоскости,
необходимо располагать информацией о силовых факторах, действующих на
него в каждый момент времени. В общем случае на i-е колесо j-го борта
действуют:
сила в i-м упругом элементе j-го борта Pупij (ℎ𝑖𝑗 );
сила в i-м демпфирующем элементе j-го борта Pдпij (ℎ𝑖𝑗̇ );
вес колеса mijg и сила инерции 𝑚𝑖𝑗
𝑑 2 𝑧𝑖𝑗
𝑑𝑡 2
;
упругая Pу.кij и демпфирующая Pд.кij составляющие со стороны шины.
Уравнение движения колеса имеет вид:
𝑚𝑖𝑗 𝑧̈𝑖𝑗 = −𝑃у𝑖𝑗 (ℎ𝑖𝑗 ) − 𝑃д𝑖𝑗 (ℎ̇𝑖𝑗 )+𝑃ук𝑖𝑗 (ℎ𝑖𝑗 ) + 𝑃дк𝑖𝑗 (ℎ̇𝑖𝑗 ) − 𝑚𝑖𝑗 𝑔
Выражения для прогиба hкij и скорости прогиба ḣкij шины колеса запишем
так:
где rк – свободный радиус колеса.
Для определения высоты неровности и скорости ее изменения, необходимо
создать модель, зависящую от изменения продольной координаты движения
40
автомобиля (интеграл от скорости движения – ∫ 𝑣) и изменения вертикальной и
продольной координаты профиля. Таким образом, в этой модели будут
учитываться неровности дорожного профиля. Модель для передней оси и блок
ввода дорожного профиля представлены на рисунке 18 и 19.
Рисунок 18 – Модель вычисления высоты дорожной неровности и скорости ее изменения под
передними колесами автомобиля
Рисунок 19 – Значения блока Function Parameters для учета неровностей дорожного профиля
Тогда, для определения прогиба и скорости изменения прогиба колеса без
учета изменения координаты ЦМ моста зададим следующую модель (рис. 20 и
21).
41
Рисунок 20 – Модель определения прогиба и скорости изменения прогиба колеса передней
подвески без учета изменения координаты ЦМ моста
Рисунок 21 – Настройки блоков упругой и демпфирующей силы
В полученной на рисунке 16 схеме, координата ЦМ моста и скорость ее
изменения остаются неизменными на протяжении всего участка дороги. Однако
так как автомобиль имеет независимую подвеску, необходимо добавить блок,
учитывающий влияние изменения прогиба колеса при контакте с дорожным
профилем, и влияние сил от упругих и демпфирующих элементов подвески. (рис.
22 и 23).
Рисунок 22 – Блок изменения координат центра масс заднего моста
42
Рисунок 23 – Развернутый блок изменения координат центра масс заднего моста
Определение дополнительных характеристик системы:
Упругие и демпфирующие характеристики подвески и шины будем
задавать в виде зависимостей:
упругие характеристики – в виде зависимости упругой силы от прогиба;
демпфирующие характеристики – как зависимость демпфирующей силы
от скорости прогиба.
Планирование эксперимента – комплекс мероприятий, направленных на
эффективную постановку опытов с целью достижения максимальной точности
измерений при минимальном количестве проведенных опытов.
Построение плана эксперимента сводится к выбору экспериментальных
точек, симметричных относительно нулевого уровня.
Интервалом варьирования
факторов называется
некоторое число,
прибавление которого к основному уровню дает верхний, а вычитание – нижний
уровни фактора.
Факторы, имеющие непрерывную область определения могут задаться с
помощью следующего преобразования:
43
𝑥𝑖 =
𝑥̃𝑖 −𝑥𝑗0
(2.7)
𝛥𝑥𝑖
где 𝑥𝑗 – кодирование значения фактора
Таблица 1 – значения уровней и интервалов варьирования факторов
Наименование факторов
Уровни
Интервалы
варьирования
варьирования
-1
0
+1
Жесткость подвески, Н/м
87
102
117
Масса транспортируемого груза, кг
1000
15*103
1500 2000
500
В общем виде зависимость числа опытов от числа уровней факторов имеет
вид:
𝑁 = 𝑝𝑘 ,
(2.8)
где N – число опытов; p – число уровней факторов; k – число факторов.
Таблица 2 – План-матрица эксперимента 22
Натуральные
значения
Номер опыта
Отклик
Факторы
(перемещения места
𝑥1
𝑥2
𝑥1
𝑥2
водителя, мм)
1
2000
117
1
1
1,09∙ 10
2
1000
117
-1
1
0,64∙ 10
3
2000
87
1
-1
1,82∙ 10
4
1000
87
-1
-1
1,01∙ 10
Таблица 3 – Результаты вычислений
Номер опыта
1
2
3
4
𝑦
1,09
0,64
1,82
1,01
𝑦̃
0,89
0,44
1,62
0,81
∆𝑦
0,2
0,2
0,2
0,2
∆𝑦 2
0,04
0,04
0,04
0,04
44
Рассчитаем дисперсию адекватности.
2
𝑆ад
=
∑𝑁
̅−𝑦̃)2
1 (𝑦
=
𝑓
2
∑𝑁
1 ∆𝑦𝑖
𝑓
,
(2.15)
где 𝑓 = 𝑁 − (𝑘 + 1) – число степеней свободы.
0,04 ∙ 4
= 0,016
1
Адекватность математической модели определяем по критерию Фишера.
2
𝑆ад
=
𝐹расч. =
𝐹расч. =
2
𝑆ад
2
𝑆{𝑦}
,
(2.16)
0,016
= 1,35
0,00118
Значение F – критерия Фишера при доверительной вероятность 0,95
составляет:
𝐹табл = 12,5
𝐹расч. ≤ 𝐹табл , следовательно, модель адекватна.
Поясним физический смысл полученной математической модели.
Оптимальное значение перемещения y=12,5 мм было достигнуто при
следующих значениях факторов 𝑥1 = 2000 кг и 𝑥2 = 117 ∗ 103 Н/м.
По результатам ПФЭ мы получили N=4 значений параметра оптимизации
𝑦𝑖 и получили линейную математическую модель, которая имеет вид:
𝑦 = 𝑏0 + 𝑏1 ∙ 𝑥1 + 𝑏2 ∙ 𝑥2
(2.17)
Геометрическая интерпретация уравнения (2.17) заключается в том, что
математическая модель для двухфакторного эксперимента представляет собой
уравнение плоскости, касательной к поверхности отклика в точке нулевого
уровня, а коэффициент 𝑏𝑖 – коэффициент наклона этой плоскости к
соответствующим координатным осям.
Коэффициенты показывают градиент направленности функции отклика:
⃗⃗⃗⃗⃗⃗⃗⃗⃗⃗ 𝑦 = 𝑖 ∙
𝑔𝑟𝑎𝑑
𝜕𝑦
𝜕𝑥𝑖
+𝑗∙
𝜕𝑦
𝜕𝑥2
⃗ ∙
+⋯+𝑘
𝜕𝑦
𝜕𝑥𝑘
(2.18)
⃗⃗⃗⃗⃗⃗⃗⃗⃗⃗ 𝑦 = −0,09 ∙ 𝑖 + 1,14 ∙ 𝑗
𝑔𝑟𝑎𝑑
Учитывая эти значения можно выявить направление линии крутого спкска
или восхождения для точки нулевого уровня.
45
Запишем уравнение (2.16) в абсолютных единицах значений факторов:
𝑦̃ = 𝑏0 + 𝑏1 ∙
𝑥̃1 −𝑥10
∆𝑥1
+ 𝑏2 ∙
𝑥̃2 −𝑥20
(2.19)
∆𝑥2
где 𝑥̃1 , 𝑥̃2 – значения факторов в абсолютных единицах; 𝑥10 , 𝑥20 – значения
факторов в абсолютных единицах в точке нулевого уровня; ∆𝑥1 , ∆𝑥2 – интервалы
варьирования факторов.
Вычислим шаг крутого восхождения:
𝐽𝑖 = 𝑚 ∙ 𝑏𝑖
(2.20)
где, 𝑚 – масштаб шага крутого восхождения. 1 приближение к значению
оптимума:
𝐽1 = 0,09 ∙ 17,5 = 1,57
𝐽2 = 1,14 ∙ 27,6 = 31,4
Алгоритм крутого восхождения Y (перемещение кузова по оси Z)
представлен в таблице 2.4. Получен за счет применение построенной модели, и
задания различных значений входных параметров, таких как жесткость подвески
и массы нагружаемой на заднюю ось пикапа, в пределах интервалов
варьирования.
Таблица 4 – Крутое восхождение по поверхности отклика
№
𝑥1
𝑥2
y
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
1000
1050
1100
1150
1200
1250
1300
1350
1400
1450
1500
1550
1600
1650
1700
1750
1800
1850
1900
87
88,5
90
91,5
93
94,5
96
97,5
99
100,5
102
103,5
105
106,5
108
109,5
111
113,5
115
20,42
19,76
18,91
18,13
17,29
16,62
16,56
16,21
16,03
15,82
15,99
16,56
16,78
16,89
17,01
17,23
17,56
17,76
17,87
46
19
20
1950
2000
116
117
17,98
18,23
Алгоритм восхождения сводится к тому, что на каждом последующем
шаге к значению фактора прибавляется шаг крутого восхождения 𝐽𝑖 до тех пор,
пока параметр оптимизации y растет, если цель оптимизации – поиск максимума
y.
Восхождение приостанавливается, если на последующем шаге получится
худшее значение параметра оптимизации, чем на предыдущем.
Результат изобразим в виде графика зависимости функции отклика от
номера шага (рис. 27).
Рисунок 27 – График зависимости отклика функции от номера шага
При поиске оптимального значения было принято решение увеличение
факторов. значение перемещения будет не превышать максимальное при массе
груза приходящейся на заднюю ось 2000 кг жесткости – 117*10 3 Н/м.
1.7 Техническое задание для конструкторской проработки автомобиля
независимой задней подвеской
Грузопассажирский переднеприводный автомобиль, с повышенной
проходимостью. На грузовой платформе можно разместить груз весом до двух
тонн. Погрузка не доставит хлопот - высота пола платформы всего один метр. От
непогоды груз защищает тент.
Условия для эксплуатации автомобиля:
47
-температура воздуха -45…40 ◦С;
-среднесуточная влажность воздуха до 80% при + 27◦С;
- запыленность воздуха до 1,0 т/м−1 ;
- скорость ветра до 20 м/с;
- высота над уровнем моря до 4000м.
Технические требования предьявляемые к транспортному средству
повышенной проходимости.
Траспортное средство, полная масса которых не более 2 т. считают
транспортными средствами повышенной проходимости, если они имеют:
1) Хотя бы одну переднюю или заднюю оси, конструкция которых
обеспечивает их одновременный привод, включая и транспортные
средства, в которых привод одной оси может отключаться;
2) Хотя бы один механизм блокировки дифференциала или один механизм
аналогичного действия;
3) Если они (в случае одиночного транспортного средства) могут
преодолевать подъем 30%;
4) Угол въезда должны быть не менее 25⸰;
5) Угол съезда должен быть не менее 20⸰;
6) Продольный угол проходимости должен быть не менее 20⸰;
7) Дорожный просвет под передней осью должен быть не менее 180
миллиметров;
8) Дорожный просвет под задней осью должен быть не менее 180
миллиметров;
9) Межосевой
дорожный
просвет
должен
быть
не
менее
2000
миллиметров;
Рассмотрим требования, предъявляемые к транспортным средствам по
организации рабочего места водителя, эргономики салона.
1.Требования эргономики
К кабине транспортного средства предъявляются следующие основные
требования:
48
- конструкция кабины и рабочего места водителя должна обеспечивать
обзор водителю, при котором невидимая часть дороги перед капотом не должна
превышать 6 м от переднего бампера транспортного средства;
- кабина должна запираться снаружи и изнутри, иметь опускающиеся
или раздвижные стекла дверей. Размещение аккумуляторных батарей в таких
кабинах не допускается;
- в ветровом и боковых стеклах в поле зрения водителя не должно быть
зеркального отражения предметов и источников света, расположенных на
рабочем месте водителя;
- ветровые стекла наземных транспортных средств изготавливаются из
трехслойного стекла на пленке и их светопропускная способность должна быть
не менее 75%, боковых стекол - не менее 70%, прочих - не менее 60% по ГОСТ
5727-88 "Стекло безопасное для наземного транспорта. Общие технические
условия";
- боковые
стекла
должны
плавно
передвигаться
от
руки или
стеклоподъемными механизмами;
Выбор и обоснование компоновочной схемы автомобиля.
Легкий в управлении, динамичный, удобный грузовик ГАЗ-3302 имеет
прочную и надежную конструкцию, прост в обслуживании и вызывает интерес
как у городских предпринимателей, так и на селе, где он подчас служит
универсальным транспортным средством на все случаи жизни.
Габаритная длина выбранной модели автомобиля составляет 5440 мм,
ширина — 2612, высота — 2700, колесная база равна 2900 миллиметров.
49
Рисунок 28 – Общий вид ГАЗ 3302
Как видно, в компоновку автомобиля входят элементы не только
зарубежных аналогов: ДВС, коробка передач, приводы переднего и заднего
мостов, раздаточная коробка, но и новые для автомобиля устройства: задняя
независимая подвеска, рулевое управление с электро-гидроусилителем и
усиленная рама.
Вывод: в данной главе были рассмотрены требования к малотоннажному
автомобилю, проанализированы конструкции подвесок и муфт сцепления,
анализ
патентной
информации,
составлена
математическая
модель
моделирования рабочего процесса задней подвески при перевозке грузов.
Составлено техническое задание на проработку проектно-конструкторской
части.
50
2 Проектно-конструкторская часть
2.1 Разработка и прочностной расчет ступицы
Разрабатываемую кинематическую схему можно представить в виде
рисунка 29.
Разработанная нами конструкция достаточно проста и практична.
Предположим, необходимо подключить переднее колесо, нажимаем на кнопку
14, блок управления 13 посылает соответствующий сигнал на электромагнит 12,
тот в свою очередь, преодолевая усилие пружины 10 притягивает подвижную
муфту 9. Муфта 9 входит в зацепления с осью 3 и подвижной ступицы колеса,
тем самым соединяется шлицевая связь между осью 3 и колесом. При повторном
нажатии кнопки 14 блок управления 13 отключает электромагнит 12 и пружина
10 возвращает муфту в своё прежнее положение. Муфта 9 разъединяет шлицевые
соединения ось и ступицы колеса, прекращается шлицевая связь.
13
5
8
3
2
1
4
9 10
12
6
7
11
1 – колесо с диском; 2 – ступица колеса неподвижная; 3 – ось; 4 – корпус редуктора; 5 –
зубчатая передача; 6 – включатель муфт; 7 – лампа контрольная; 8 – ступица колеса
подвижная; 9 – подвижная муфта;
10 – пружина; 11 – крышка; 12 – электромагнит; 13 – блок управления муфтами;
Рисунок 29 – Кинематическая схема ступицы переднего колеса
51
Передача зубчатая цилиндрическая закрытая внутренняя. В данном случае
передача внутренняя. Мост редукторный. В редукторных мостах передаточное
число обычно принимается в пределах: 1,8…2,5. В данном конкретном случае
принимаем 2,0.
Определение межосевого расстояния:
aW K a (U 1) 3
K H T1
a U H
2
,
(2.1)
где aW - межцентровое расстояние, мм;
K a - вспомогательный коэффициент;
KH - коэффициент нагрузки;
a - коэффициент ширины;
«-» - для внутреннего зацепления, Ka 450,0 - для прямозубых колёс,
KH 1, 40 - не консольное и не симметричное расположение колёс относительно
опор, a 0,315...0, 40 - из улучшенных сталей, a 0, 75 - для компоновки
внутреннего зацепления [6].
КПД трансмиссии принимаем 0,80, тогда при скорости движения 140,км/ч
= 38,88 м/с. Радиус колеса равен 0,364 м. Тогда частота вращения находится из
выражения:
nкол.
где кол. - угловая скорость колеса, с-1.
кол.
кол.
2 ,
V 38,88
106,81
r 0,364
с-1.
(2.2)
(2.3)
Тогда:
106,81
17, 01
2 3,14
с-1 = 1020,60 мин-1.
77, 0 0,80 / 4
М 9554
144,16
1020, 60
Нм
nкол.
Распределить крутящий момент равномерно по колёсам очень сложно, при
нашей схеме раздаточной коробки на мосты крутящий момент может
распределяться 50/50, но межколёсные дифференциалы у нас не блокируемые,
именно поэтому расчётный крутящий момент будет следующий:
52
77, 0 0,80 / 2
288,32
1020, 60
Нм.
Т 2 288,32
Т1
144,16
2
2
Нм.
Для дальнейших расчётов берем с запасом Т1 150,0 Нм.
Т 2 М кол. 9554
aW 450, 0 2, 0 1 3
Полученное
1,30 150, 0
32, 0
0, 75 2, 0 600, 02
мм.
межосевое
расстояние
согласуют
со
значением
из
нормального ряда чисел: aW 31, 0 мм. Перегрузка составит:
aW
32, 0 31, 0
100% 3, 23% 4, 0%
31, 0
- условие выполняется.
Определение модуля передачи.
Для зубчатых колёс при твёрдости зубьев 350HВ :
m (0,01...0,02) aW (0,01...0,02) 31,0 0,31...0,62 мм.
(2.4)
Полученное значение модуля согласуют со стандартным значением (ГОСТ 956380): m 3, 0 мм.
Определение суммарного числа зубьев для прямозубых передач
Z
2 aW 2 31, 0
20, 70
m
3, 0
,
(2.5)
целое число [6].
Определение числа зубьев шестерни:
Z1
Z
21
21
U 1 2, 0 1
.
(2.6)
Назначаем Z1 = 21.
Определение числа зубьев колеса.
Для внутреннего зацепления:
Z2 Z Z1 21 21 42 .
(2.7)
Определение геометрических размеров колёс.
Делительные диаметры:
mn Z1 3, 0 21
63, 0
cos
cos 00
мм;
m Z
3, 0 42
d2 n 2
126, 0
cos
cos 00
мм.
d1
(2.8)
Диаметры вершин зубьев внутреннего зацепления:
d a1 d1 2 mn 63, 0 2 3, 0 69, 0
мм;
d a2 d 2 2 mn 126, 0 2 3, 0 120, 0
(2.9)
мм.
Диаметры впадин зубьев внутреннего зацепления:
d f1 d1 2,5 mn 63, 0 2,5 3, 0 55,50
мм;
d f2 2 аW d a1 0,5 mn 2 31, 0 69, 0 0,5 3, 0 132,50
53
(2.10)
мм.
Ширина колеса:
b2 a aW 0,750 31,0 23, 25 мм, примем 24,0 мм.
(2.11)
Ширина шестерни:
b1 b2 2 24,0 2 22,0 мм.
(2.12)
Определение усилий в зацеплении:
2 T1 2 150, 0
4762,90
d1
0, 063
Н;
0
Fr Ft tgW 4761, 60 tg 20 1733, 08
Ft
(2.13)
Н.
Проверка зубьев колёс по напряжениям изгиба:
F
F
YF1
YF2
1
(2.14)
2
и
,
Z1 21
Z2 42 ,
YF1 4, 0
YF2 3, 75
[1],
293,90
255,81
68, 22
73, 48
3,
75
4, 0
и
,
73, 48 68, 22 .
Проверочный расчёт на изгиб ведём по колесу:
F
2 103 YF2 K F K FV T2
m 2 Z 2 b2
2
F ,
2
где F - рабочее напряжение изгиба по колесу, МПа;
(2.15)
2
KF
- коэффициент концентрации нагрузки;
K FV - коэффициент динамичной нагрузки, [6];
bd
b2 24, 0
0, 40
d1 63, 0
,
При постоянной нагрузке, твёрдости 350НВ и скорости V < 15 м/с
коэффициент K F = 1 [6].
Найдём скорость колеса:
V
d 2 n2
6 10
4
3,14 126, 0 1020, 60
6, 73
60000
м/с, поэтому K F = 1 [6].
(2.16)
По скорости назначают 8 степень точности передачи и коэффициент
динамичности K FV 1,10 [1].
F
2
2 103 3,75 11,10 288,32
F2
262, 20
3,02 42 24,0
МПа.
262, 20 МПа F 255,81
F2
2
МПа.
262, 20 255,81
100% 2,50% 5, 0%
255,81
– прочность зубьев на изгиб обеспечена.
Проверка зубьев колёс на контактную прочность:
54
H K
K H K H K HV Ft (U 1)
d1 b2 U
H ,
(2.17)
где H - контактное напряжение, МПа;
K - вспомогательный коэффициент, К = 428,0 – для прямозубых
передач [1];
K H - коэффициент распределения нагрузки между зубьями,
K H = 1 [6];
KH
- коэффициент концентрации нагрузки, K H = 1,02 [6];
K HV - коэффициент динамичности нагрузки, K HV = 1,09 [6];
Ft - окружное усилие, Ft = 4762,90 Н (см. ранее);
d1 - делительный диаметр шестерни, d1 = 63,0 мм (см. ранее);
b2 - ширина колеса, b2 = 24,0 мм (см. ранее);
«-» - для внутреннего зацепления.
1 1, 02 1, 09 4762,90 (2, 0 1)
566,37
63, 0 24, 0 2, 0
МПа
566,37 МПа 600,0
H 428, 0
H H
МПа – условие контактной прочности
выполняется.
Шлицевые соединения представляют собой разъёмные соединения,
образуемые выступами – зубьями на валу, входящими во впадины – шлицы в
ступице. Иногда шлицевые соединения называют зубчатыми соединениями.
Основным критерием работоспособности шлицевых соединений являются
прочность рабочих поверхностей на смятие и износ.
В упрощенном расчёте предполагается равномерное распределение
напряжений смятия по длине и высоте зуба. Условие прочности на смятие имеет
вид:
СМ
2 Т
СМ
dср z h l K Э
,
(2.18)
где Т – крутящий момент, Нм;
d ср
– средний диаметр, м;
z – число зубьев, шт;
h – высота зуба, м;
l – рабочая длина зуба, м;
КЭ – коэффициент, учитывающий неравномерность распределения
нагрузки между зубьями, КЗ = 0,7…0,8 [7];
СМ - допустимое напряжение на смятие, МПа.
Для прямозубых шлицевых соединений:
55
d ср 0,5 ( D d )
,
(2.19)
h 0,5 ( D d ) 2 f .
(2.19)
Для начала рассчитаем первое шлицевое соединение на входном валу: 10х18х23,
длина соединения 48,0 мм = 0,048 м. Соединение неподвижное СМ = 100 МПа
[7].
d ср 0,5 (23, 0 18, 0) 20,50
мм
h 0,5 (23 18) 2 0,3 1,90 мм
2 144,16
20,56
0, 0205 10 0, 0019 0, 048 0, 75
МПа.
20,56
СМ
СМ
СМ
МПа <
= 100 МПа – условие прочности на смятие выполняется
Второе шлицевое соединение – это посадка шестерни на вал: 10х28х35, длина
соединения 27,0 мм = 0,027 м. Соединение неподвижное СМ = 100 МПа [7].
d ср 0,5 (35, 0 28, 0) 31,50
мм
h 0,5 (35 28) 2 0,3 2,90 мм
2 144,16
15,59
0, 0315 10 0, 0029 0, 027 0, 75
МПа.
15,59
СМ
СМ
СМ
МПа <
= 100 МПа – условие прочности на смятие выполняется
Третье шлицевое соединение – это перемещение соединительной муфты
по приводному валу: 6х28х34, длина соединения 40,0 мм. Соединение
подвижное СМ = 70 МПа [7].
d ср 0,5 (34, 0 28, 0) 31, 0
мм
мм
h 0,5 (34 28) 2 0,3 2, 40
2 288,32
43, 06
0, 031 6 0, 0024 0, 040 0, 75
МПа.
43,06
СМ
СМ
СМ
МПа <
= 70 МПа – условие прочности на смятие выполняется
Четвёртое шлицевое соединение – это перемещение соединительной
муфты по ступице колеса: 8х56х62, длина соединения 11,0 мм . Соединение
подвижное СМ = 70 МПа [7].
d ср 0,5 (62, 0 56, 0) 59, 0
мм
мм
h 0,5 (62 56) 2 0, 2 2, 60
2 288,32
56,95
0, 059 8 0, 0026 0, 011 0, 75
МПа.
56,95
СМ
СМ
СМ
МПа <
= 70 МПа – условие прочности на смятие выполняется
В четырехшариковом карданном ШРУСе, где усилие передается двумя
шариками, для определения допустимого окружного усилия Р в контакте
56
шариков диаметром d с поверхностью канавок используем эмпирической
выражение:
è 5100 3
P
Ì
P
;
d2
U ÒÐmax
,
2 R
ê max
(2.20)
где R’=R cos ∙ (φ + 0,5 ∙ γ) – плечо приложения силы P, φ = arcsin(a/R).
Нормальная осевая сила, действующая на шариках:
Pn
P
cos ,
(2.21)
где λ – угол контакта шарика с канавкой. Λ = 40…45o [3].
Допускаемая нагрузка на шарик с диаметром d = R/1,7 не должна превышать 46
∙ σ. Материал шариков ШХ 15 [7].
Определим напряжение изгиба. При вращении карданного вала возникает
центробежная сила:
Pц mв l f 2
,
(2.22)
где mв – масса вала, mв = 11,0 кг.
Центробежная сила уравновешивается силой упругости вала:
Pц Cu f
,
где Сu – изгибная жесткость.
Получаем:
(2.23)
Cu f mâ l f 2 ;
f
(2.24)
mâ l 2
.
Cu mâ 2
(2.25)
При Сu→mв ω2, f→∞;
Критическая угловая скорость, вызывающая бесконечно большой прогиб:
кр
Сu
mв
.
А критическая частота вращения:
nкр
(2.26)
30 кр
nкр 12 10 4
;
(2.27)
dн
lв2 .
(2.28)
По расчетам критическая частота привода в два раза больше
максимальной частоты эксплуатации, что обеспечивает необходимый запас.
Напряжение кручения сплошного вала:
кр
М к max U ТР max
.
0, 2 d н3
кр 300...400 МПа [7].
(2.29)
57
кр
0,144 103 18,08
83,31 МПа
0, 2 0,0253
.
При передаче момента привод закручивается на угол:
Ì
ê max
U ÒÐmax lâ
J G
,
где J – момент инерции сечения вала;
G = 850 Гпа – модуль упругости при кручении [7].
Подставив данные, получим:
(2.30)
0,144 103 18, 08 0, 7
0, 0011 рад.
2 106 850 109
Допускаемый угол закручивания 7-8 град. На 1 метр длины вала [7].
Скручивающие нагрузки вызывают смятие и срез шлицов вала:
см
max
8 М к max UТР
;
2
2
(d ш.н d ш.вн ) lш nш
см 150...200
МПа [7],
(2.31)
где dш. н., dш. вн. – наружный и внутренний диаметры шлицевого конца вала;
lш – длина шлица;
nш – число шлицов, шт.
Тогда:
см
8 0,144 103 18,08
106 211,67 МПа
2
2
(0,023 0,018 ) 0,048 10
cр
max
М к max U ТР
.
d ш.вн lш bш nш
cр 25...30 МПа [7]
(2.32)
где bш – ширина шлица:
cр
0,144 103 18,08
106 30,0 МПа
0,018 0,048 0,0110
.
Таким образом, проведенный прочностной расчет показывает, что детали
отвечают всем требованиям и соответствуют ГОСТу, а также выдерживают
необходимые нагрузки.
Найдем силы в зацеплении по формулам:
а) Окружная сила определяется по формуле:
2000 M e1
;
d1
2000 145
Ft
4,87 кН .
59, 6
Ft
(3.6)
б) Радиальная сила определяется по формуле:
Fr
Ft tg
;
cos
58
(3.7)
Fr
4,87 tg 20
2, 02 кН .
cos 28, 78
в) Осевая сила определяется по формуле:
Fa Ftg
t ;
(3.8)
Fa 4,87tg 28, 78 =2,68 кН .
Рассчитаем вал на статическую прочность в сечении А. В этом сечении
диаметр вала 32 мм. Для этого, найдем напряжения изгиба и кручения в
опасном сечении.
Напряжение изгиба находится по формуле:
M FA
;
Wи S
где Wи -момент сопротивления изгибу;
S- площадь опасного сечения.
482,76
1,27
σ=
+
= 151,72 МПа.
3
3.14
32
2
1000 ∙ 32 ∙
3,14 ∙
4
32
Напряжение кручения находится по формуле:
M
e;
Wкр
Определяем запасы прочности по пределам текучести:
n т
K t t
;
K
n т t t ;
(3.10)
(3.11)
(3.12)
(3.13)
где K εt – коэффициент, учитывающий влияние абсолютных размеров
сечения вала на предел текучести;
σt , τt − пределы текучести при изгибе и кручении.
0,85 550
3, 08;
151, 72
0,85 300
22, 62;
11, 27
n т
n т
Определяем запасы прочности по пределам прочности:
n в
K в в
;
K
n в в в ;
(3.14)
(3.15)
где K εв – коэффициент, учитывающий влияние абсолютных размеров
сечения вала на предел прочности;
σв , τв − пределы прочности при изгибе и кручении.
59
0,95 800
5, 01;
151, 72
0,95 450
n в
37,92;
11, 27
n в
Условие достаточной прочности вала: nТ ≥ 1,5 и nв ≥ 1,8 выполняется.
Расчет сечения Б сведем в таблицу 6.
Таблица 6 – Расчет сечения Б вала
Из данных расчетов можно сделать вывод, что вал сможет выдержать
оказанную на него нагрузку без разрушений и деформаций.
2.2 Прочностной расчет несущей системы
Расчет рамы на изгиб сводиться главным образом к расчету лонжеронов
[2] (рис. 31). Каждый из лонжеронов рассчитывают на половину всей нагрузки,
приходящейся на раму. При этом упрочняющее действие поперечин рамы не
учитывается.
Рисунок 31 - 3D модель рамы автомобиля
Рассчитаем необходимые параметры выполним по следующей
методике[2,3]:
Определяем вес составных частей автомобиля, действующих на раму:
60
- совмещаем нагрузку от радиатора с нагрузкой от двигателя со
сцеплением.
𝐹1 =
(𝑚рад +𝑚дв )∙9,81
,
2
(1)
где 𝑚рад – масса радиатора, кг
𝑚дв – масса двигателя, кг
𝐹1 =
(15 + 186) ∙ 9,81
= 985,905 Н.
2
- нагрузка от коробки передач.
𝐹2 =
(𝑚к.п )∙9,81
2
,
(2)
где 𝑚к.п – масса коробки передач, кг
𝐹2 =
(54) ∙ 9,81
= 264,87 Н.
2
- совмещаем нагрузку от топливного бака с нагрузкой, от запасного колеса
с нагрузкой от основного карданного вала.
𝐹3 =
(𝑚т.б +𝑚з.п +𝑚к.в )∙9,81
,
2
(3)
где 𝑚т.б – масса топливного бака, кг
𝑚з.п – масса запасного колеса, кг
𝑚к.в – масса карданного вала, кг
𝐹3 =
(100 + 37 + 15) ∙ 9,81
= 3212,775 Н.
2
- нагрузка от кузова с наращенными бортами.
𝐹4 =
𝑚куз ∙9,81
2
,
(4)
где 𝑚куз – масса кузова, кг
𝐹4 ==
768 ∙ 9,81
= 3767,04 Н.
2
61
- нагрузка от кабины.
(𝑚каб )∙9,81
𝐹5 =
,
2
(5)
где 𝑚каб – масса кабины, кг
𝐹5 =
(384) ∙ 9,81
= 1883,52 Н.
2
Собственный вес лонжерона.
𝐺л =
𝑚рам ∙9,81
,
2
(6)
где 𝑚рам – масса рамы, кг
𝐺л =
150 ∙ 9,81
= 735,75 Н.
2
Вес груза при номинальной грузоподъемности.
𝐺г =
𝑚г ∙9,81
2
,
(7)
где 𝑚г – масса груза, кг
1700 ∙ 9,81
= 8338,5 Н.
2
Определим реакции на лонжерон:
𝐺г =
- от передней оси:
1 (𝑚полн1 −𝑚н1 )∙9,81
𝑅1 = ∙
2
,
2
(8)
где 𝑚полн1 – масса на переднюю ось, кг
𝑚н1 – масса передней оси, кг
𝑅1 =
(1591 − 153) ∙ 9,81
= 3541,41 Н.
4
- от задней оси:
1 (𝑚полн2 −𝑚н2 )∙9,81
𝑅2 = ∙
2
,
2
где 𝑚полн2 - масса на заднюю ось, кг
62
(9)
𝑚н2 – масса задней оси, кг
𝑅2 =
(2009 − 121) ∙ 9,81
= 4630,32 Н.
4
Сумма всех сил, действующих на лонжерон, должна быть равна нулю,
поэтому составляем уравнение равновесия:
𝝨𝐹𝑦 = 0: 𝑅1 − 𝐹1 + 𝑅1 − 𝐹2 − 𝐹3 − 𝐺л − 𝐺г − 𝐹4 + 𝑅2 − 𝐹5 + 𝑅2 = 0
(10)
𝐹𝑦 = 3541,41-985,905 + 3541,41 − 264,87 − 3212,775 − 735,75 − 8338,5 −
3767,04 + 4630,32 − 1883,52 + 4630,32 = 0
19188,36-16343,46≠ 0
Разница между реакциями и силами, действующими на лонжерон,
составила 2844,9 Н =290 кг. Поэтому оставшиеся 290 кг распредели по
лонжерону. Нагрузку от лонжерона примем как равномерно распределенную:
𝑞л =
𝐺л +2844,9
𝑙л
,
(11)
где 𝑙л – длина лонжерона, м
735,75 + 2844,9
= 716,13 Н.
5
Нагрузку от груза при номинальной грузоподъемности тоже примем как
𝑞л =
равномерно распределенную:
𝐺
𝑞г = г ,
(12)
𝑙г
где 𝑙г – длина груза, м
𝑞г =
8338,5
= 2084,625 Н.
4
Лонжерон представляем в виде балки, опертой на рессоры. Система
статически определима, так как имеет две опоры (рис. 32).
63
Рисунок 32 - Распределение нагрузок на раму, эпюра сил, эпюра изгибающих
моментов
Определение напряжений изгиба лонжерона:
𝜎изг =
М𝑚𝑎𝑥
изг
𝑊изг
,
(13)
где М𝑚𝑎𝑥
изг – максимальный изгибающий момент
𝑊изг момент сопротивления изгибу
Расчетным сечением лонжерона является швеллер. Лонжерон делим на два
участка.
Рисунок 33 - Расчетное сечение лонжерона
Суммарные нормальные напряжения в сечениях лонжеронов при
стесненном кручении[1]:
𝜎сум =
Мизг
𝑊изг
+
Б
𝑊ст
64
,
(14)
где Б – бимомент;
𝑊ст – секториальный момент сопротивления сечения ( определяем по ОСТ
10016-39).
Бимомент для швеллерного сечения лонжеронов:
Б=
6∙𝛼∙Е∙𝐼ст
𝑙∙𝐿
,
(15)
где 𝛼 – угол закручивания рамы на длине базы автомобиля (10°…12°);
Е – модуль упругости первого рода, Е=2∙ 105 Мпа;
l – длина рассматриваемого отрезка лонжерона;
L – база автомобиля (2,6 м);
𝐼ст – секториальный момент инерции сечения
Секториальный момент инерции сечения лонжерона определяется по
формуле:
𝐼ст =
𝛿∙ℎ2 ∙𝑏2
12
∙
2∙ℎ+3∙𝑏
ℎ+6∙𝑏
,
(16)
где 𝛿 – толщина профиля на рисунке 6 обозначена как s;
h – высота профиля;
b – ширина профиля;
Определяем секторальный момент инерции для первого участка:
𝐼ст =
0,006∙0,122 ∙0,062
12
∙
2∙0,12+3∙0,06
= 0,0014 ∙ 10−6 м6;
0,12+6∙0,06
Для второго участка:
𝐼ст =
0,006∙0,252 ∙0,062
12
∙
2∙0,25+3∙0,06
= 0,0075 ∙ 10−6 м6;
0,25+6∙0,06
Тогда бимомент для швеллерного сечения:
Для первого участка:
Б=
6∙11∙2∙1011 ∙0,0014∙10−6
2∙2,6
=2400 Н ∙ м;
Для второго участка:
Б=
6∙11∙2∙1011 ∙0,0075∙10−6
2∙2,6
65
=4400 Н ∙ м;
Рисунок 34 - Эпюры бимоментов
Определим максимальную величину прогиба рамы. Максимальный прогиб
рамы можно оценить по формуле:
∆𝑚𝑎𝑥 =
𝑀𝑚𝑎𝑥 ∙𝐿21
11,4∙𝐸∙𝐼𝑚𝑎𝑥
,
(17)
где 𝑀𝑚𝑎𝑥 – максимальный вертикальный изгибающий момент;
𝐿1 – колесная база автомобиля;
Е – модуль упругости 1-ого рода;
𝐼𝑚𝑎𝑥 – максимальный момент инерции поперечного сечения рамы.
∆𝑚𝑎𝑥 =
33897∙26002
11,4∙2∙105 ∙3,776∙10−5
[∆] =
𝐿1
750
=
2600
750
= 2.66 мм.
= 3,467 мм.
∆𝑚𝑎𝑥 < [∆].
2.66<3,467 – условие жесткости на изгиб выполняется.
Вывод: в результате проведенных расчетов прочность рамы была
обеспечена, напряжения изгиба рамы не превышают допускаемые, что
обеспечивает надежную работу узлов и агрегатов, установленных на раме. Рама
частично гасит колебания и работает на изгиб и кручение, не нарушая
работоспособность узлов и агрегатов автомобиля, прогиб рамы соответствует
условию жесткости на изгиб.
66
3 Производственно-технологическая часть
3.1 Проектирование технологии изготовления вала бортовой передачи
Ведомый
вал
бортовой
передачи
представляет
собой
ротор
электромагнитной муфты. При работе муфты, вращается двигателем, силовые
линии магнитного поля, созданного током возбуждения, пересекаются
проводниками этого ротора и в них наводится электродвижущая сила.
На рисунке 1.1 представлен чертеж ведомого вала бортовой передачи.
Рисунок 35 – Чертеж ведомого вала.
67
Вал бортовой передачи изготавливается из стали 30ХГТ ГОСТ 4543-71.
Твердость стали HB – 229. Механические свойства и химический состав стали
30ХГТ приведены в таблицах 6 и 7.
Таблица 6 – Механические свойства стали 30ХГТ [1]
στ, МПа
229
σв, МПа
870
,%
,%
11
59
Таблица 7 – Химический состав стали 30ХГТ, % [1]
С
Ni, не
более
Si
Мn
Cr
Ti
S, не
более
Р, не
более
0,240,32
0,30
0,170,37
0,801,10
1-1,3
0,030,09
0,035
0,035
Деталь корпус дифференциала относится к деталям класса «тела
вращения» [2]. Вал предназначен для поддержания сидящих на нём деталей и
передачи вращающегося момента. При работе вал испытывает изгиб и кручение, а в
отдельных случаях дополнительно растяжение и сжатие.
В качестве материала для изготовления детали – ведомый вал бортовой
передачи выбран 30ХГТ (сталь конструкционная легированная). Данный тип
стали отвечает необходимым физико-химическим требованиям и обладает
хорошими литейными свойствами, необходимыми для получения заготовки при
выбранном методе литья [10].
30ХГТ применяется для улучшаемых и цементуемых деталей, от которых
требуется высокая прочность, вязкая сердцевина и высокая поверхностная
твердость, работающие при больших скоростях и повышенных удельных
давлениях под действием ударных нагрузок.
Выбираем способ литья – литье в металлические формы. При этом
способе модель не надо извлекать из формы, что позволяет получать очень
точные отливки. Кроме того, этот процесс легко автоматизировать.
Для выбранного способа литья из стали 30ХГТ, и наибольшем габарите
детали 630 мм рекомендуются классы точности размеров и масс 4 – 7т и ряды
припусков 1. При среднесерийном производстве, выбираем класс точности
размеров и масс – 5т, а ряд припусков – 1. В таблицу 1.3 заносим допуски на
основные размеры отливки.
68
Таблица 8 – Максимальные допуски, припуски и размеры отливки, мм
Основной
Размеры детали, мм
Допуски
Доп. припуск
Размер
припуск
Высота отливки 161
0,56
0,9
0,2×2=0,4
162,3±0,45
Высота 170
0,56
0,9
0,2×2=0,4
171,3±0,45
Высота 186
0,56
0,9
0,2×2=0,4
187,3±0,45
Диаметр 80
0,44
0,8
0,1×2=0,2
81±0,4
Диаметр 122
0,50
0,8
0,1×2=0,2
123±0,4
Диаметр 128
0,50
0,8
0,1×2=0,2
129±0,4
Диаметр 140
0,50
0,8
0,1×2=0,2
141±0,4
Диаметр 166
0,56
0,9
0,2×2=0,4
167,3±0,45
Диаметр 45
0,40
0,8
0,1×2=0,2
46±0,4
Диаметр 55
0,40
0,8
0,1×2=0,2
56±0,4
Диаметр 32
0,36
0,7
0,1×2=0,2
32,9±0,35
Высота 14,5
0,28
0,6
0,1×2=0,2
15,3±0,3
Высота 19
0,32
0,7
0,1×2=0,2
19,9±0,35
Высота 23
0,32
0,7
0,1×2=0,2
23,9±0,35
Расчет возможного максимального припуска на обработку по наружному
диаметру отливки:
Литейные уклоны принимаем равными 3°.
Максимальная высота конуса:
𝑋=
162,3
∙ 𝑡𝑔3° = 32,9 ∙ 0,0524 = 4,38 мм
2
Тогда максимальный диаметр заготовки 𝐷𝑚𝑎𝑥 (рис.2) равен:
162,3 + 4.38 ≅ 168,76 мм.
Таблица 10 – Припуски на механическую обработку
Поверхность
Содержание
прохода
Снимаемый
припуск, мм
69
Номинальный
размер, мм
Шероховатость,
мкм
1
2
3
4
5
6,10
7
8
9
Заготовка
Центровка
Сверление
Заготовка
Фрезерование
Шлицефрезерование
Черновое
шлифование
Чистовое
шлифование
Заготовка
Точение
Черновое
шлифование
Чистовое
шлифование
Заготовка
Точение
Черновое
шлифование
Чистовое
шлифование
Заготовка
Сверление
Заготовка
Точение
Черновое
шлифование
Чистовое
шлифование
Заготовка
Центровка
Точение
Черновое
шлифование
Чистовое
шлифование
Заготовка
Точение
Черновое
шлифование
Чистовое
шлифование
Заготовка
Точение
Черновое
шлифование
Чистовое
шлифование
−
−
12
−
3,4
−
−
∅2,5
∅35,9
∅32,5
Ra 12,5
Ra 12,5
Ra 12,5
Ra 12,5
Ra 6,3
−
∅32,5
Ra 6,3
0,4
∅32,1
Ra 3,2
0,1
∅32
Ra 1,25
−
0,5
∅46
∅45,5
Ra 12,5
Ra 6,3
0,4
∅45,1
Ra 3,2
0,1
∅45
Ra 1,25
−
0,5
∅56
∅55,5
Ra 12,5
Ra 12,5
0,4
∅55,1
Ra 6,3
0,1
∅55
Ra 1,25
−
−
−
0,5
−
∅6
∅123
∅122,5
Ra 12,5
Ra 12,5
Ra 12,5
Ra 6,3
0,4
∅122,1
Ra 3,2
0,1
∅122
Ra 1,25
−
−
0,5
∅81
−
∅80,5
Ra 12,5
Ra 12,5
Ra 6,3
0,4
∅80,1
Ra 3,2
0,1
∅80
Ra 1,25
−
3,5
∅32
∅28,5
Ra 12,5
Ra 12,5
0,4
∅28,1
Ra 3,2
0,1
∅28
Ra 1,25
−
3,5
∅32
∅30,5
Ra 12,5
Ra 12,5
0,4
∅30,1
Ra 3,2
0,1
∅30
Ra 1,25
70
3.2 Разработка технологии механической обработки детали
В соответствии с чертежом детали принимаем следующий маршрут обработки
заготовки (табл. 11).
Таблица 11 – Технологический процесс обработки заготовки
№
опера
ции
Наименование операции,
содержание переходов
005
Фрезерно-центровальная.
Фрезеровать торцы 1, 7 и
центровать отверстия.
010
015
020
025
030
035
040
045
050
Токарная
Точить поверхность 2 до
⌀32,5 выдерживая длину
171,3 мм.
Токарная.
Точить поверхность 8 до
⌀28,5 выдерживая длину 7,5
мм.
Токарная.
Точить поверхность 9 до
⌀30,5 выдерживая длину 18
мм.
Токарная.
Точить поверхность 3 до
⌀45,5 выдерживая длину 9
мм.
Токарная.
Точить поверхность 4 до
⌀55,5 выдерживая длину 16
мм.
Токарная.
Точить поверхность 10 до
⌀122,5 выдерживая длину
14.5 мм.
Точить фаску 3х30°.
Токарная.
Точить поверхность 7 до
⌀80,5 выдерживая длину
19.5 мм.
Точить фаску 1х45°.
Шлицефрезерная.
Фрезеровать шлицы на
поверхности 2 на длину 45.5
мм.
Точить фаску 1.5х45°.
Сверлильная.
Модель станка,
режущий инструмент
Технологические
базы
Фрезерно-центровальный
станок модель МР-77.
Захват 7808-4013; фреза
торцовая Р18 2214-0333; сверло
центровочное; линейка
Поверхность 1,7
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Токарно-винторезный станок
модель 16К20.
Резец проходной упорный Т15К6.
Поверхность 1
Шлицефрезерный станок
5А352ПФ2.
Фреза червячная для шлиц. Валов
с прямоб. профилем 6 х 28 х 34
Р6М5К5
Станок сверлильный
Зубр ЗСС-550.
71
Поверхность 1
Поверхность 1
055
060
Сверлить 8 отверстий ⌀6 мм
на поверхности 5 с шагом
45°.
Сверлильная.
Сверлить 1 отверстие ⌀2,5
мм на поверхности 1.
Термическая.
Провести закалку
поверхностей 2 и 4 ТВЧ.
065070
Шлифовальная
Шлифовать поверхности 110.
075
Контрольная.
Произвести приемный
контроль детали.
Сверло по металлу Bosch 6х102.
Станок сверлильный
Зубр ЗСС-550.
Сверло по металлу Bosch 2.5х48
Поверхность 1
Генератор индукционного
нагрева Transithermic серии PМ
Станок шлифовальный зубр зшс330. Круг шлифовальный 15А4010СМ26К5. Круг шлифовальный
15А40-10СМ25К5.
Контрольное оборудование
(пробки, калибры,
штангенциркуль ШЦ-II- 200-0,1
ГОСТ 166-89)
Поверхность 1
Расчет режимов резания:
Токарная обработка (поверхность 3)
Материал заготовки сталь 30ХГТ, 𝜎𝑏 = 870 МПа.
Станок: Токарно-винторезный станок модель 16К20.
Инструмент: Резец проходной упорный Т15К6.
Диаметр заготовки 𝐷 = 46 мм.
Устанавливаем подачу резания (табл. 2.17, [4]) 𝑆 = 0.2 мм/об
Глубина резания 𝑡 = 0,5 мм
Стойкость режущего инструмента Т 240 мин .
Расчет скорости резания
V
CV KV
T m tx S y
(2.1)
𝐶𝑉 = 320; 𝑥 = 0.15; 𝑦 = 0.2; 𝑚 = 0.2 (табл. 2.19, [4]).
Поправочный коэффициент на скорость резания
kv kMv knv kuv
где
(2.2)
kMv - коэффициент, учитывающий материал обрабатываемой стали;
knv - коэффициент, учитывающий шероховатость поверхности детали;
kuv - коэффициент, учитывающий материал режущего инструмента.
72
K MV
где
Kr -
750
Kr
В
nV
(2.3)
коэффициент, характеризующий группу стали по обрабатываемости
(табл. 2.4, [4] Kr 1,0 )
nv - показатель степени (табл. 2.20, [4] nv 1,75 ).
𝑘𝑀𝑉
750 1.75
= 1.0 ∙ (
= 0,77
)
870
𝑘𝑛𝑣 = 1.0 (табл. 2.5 [4]); 𝑘𝑢𝑣 = 1.4 (табл. 2.6, [4]).
𝑘𝑣 = 0,77 ∙ 1.4 ∙ 1.0 = 1.078
𝑉=
320 ∙ 1.078
= 125 м/мин
2400.2 ∙ 0,50.15 ∙ 0.20.2
Расчет частоты вращения шпинделя станка.
n
𝑛𝑝 =
1000 V
D3
(2.4)
1000 ∙ 125
= 622 мин−1
𝜋 ∙ 64
Таким образом, после корректировки частоты вращения 𝑛ф =670 мин−1 ,
𝑉ф = 134.6 м/мин
Определяем тангенциальную силу резания.
Pz 10 C p t x S y Vфn k p
k p kMp k p k p k p krp
k Mp
в
750
(2.6)
n
n 0, 75 ; 𝐶𝑝 = 480; 𝑥 = 0.72; 𝑦 = 0.8; 𝑛 = −0.15 (табл. 2.24, [4]);
𝑘𝜑𝑝 = 1.0; , 𝑘𝑦𝑝 = 1.4; 𝑘𝜆𝑝 = 1.0; 𝑘𝑟𝑝 = 0.82 (табл. 2.9, 2.20, 2.25[4]).
73
(2.5)
(2.7)
𝑘𝑀𝑝
870 0.75
=(
= 1,12
)
750
𝑘𝑝 = 1.12 ∙ 1.0 ∙ 1.4 ∙ 1.0 ∙ 0.82 = 1.29
𝑃𝑧 = 10 ∙ 480 ∙ 1,00.72 ∙ 0.20.8 ∙ 622−0.15 ∙ 1.29 = 651 𝐻
Определяем мощность резания.
Np
𝑁𝑝 =
Pz Vф
60 1020
(2.8)
651 ∙ 134.6
= 1.4 кВт
60 ∙ 1020
Определяем мощность шпинделя станка.
N ш N Э
(2.9)
𝑁Э = 11 кВт; 0, 75 [5].
𝑁Э = 11 ∙ 0,75 = 8,25 кВт
Проверка мощности станка для обеспечения процесса резания.
N p Nш
1,4 < 8,25
Процесс резания возможен.
Сверлильная обработка (поверхность 2)
Материал заготовки сталь 30ХГТ, 𝜎𝑏 = 870 МПа.
Станок: Станок сверлильный Зубр ЗСС-550.
Диаметр отверстия 𝐷 = 2,5 мм.
Сверло по металлу Bosch 2.5х48
Подача [4] 𝑆 = 0.2 мм/об.
Глубина резания 𝑡 = 15 мм
Расчет скорости резания:
74
(2.10)
𝐶𝑣 ∙ 𝐷𝑞
𝑉 = 𝑚 𝑦 ∙ 𝐾𝑣
𝑇 ∙𝑆
(2.17)
𝐶𝑉 = 9.8; 𝑞 = 0.4; 𝑦 = 0.5; 𝑚 = 0.2; 𝑘𝑣 = 3.178 (табл. 2.41, [4]).
9.8 ∙ 2,50.4
𝑉 = 0.2
∙ 1.078 = 18.7 м/мин
20 ∙ 0.20.5
Крутящий момент на шпинделе
𝑦
Мкр
Мкр
𝐶𝑝 ∙ 𝑡 𝑞 ∙ 𝑆𝑛 ∙ 𝐷
=
2 ∙ 100
(2.18)
825 ∙ 150.4 ∙ 0.20.75 ∙ 2,5
=
= 9.2 Н ∙ м
2 ∙ 100
𝐶𝑝 = 825; 𝑞 = 0.4; 𝑦 = 0.75; 𝑛 = 1.1. (табл. 2.86 [4]).
Мощность резания
1000 ∙ 𝑉
𝜋∙𝐷
1000 ∙ 18.7
𝑛=
= 397 об/мин
𝜋 ∙ 15
9,2 ∙ 397
𝑁𝑒 =
= 0,37 кВт
9750
𝑛=
(2.19)
Определяем мощность шпинделя станка.
𝑁Э = 0,55 кВт; 0, 75 .
𝑁Э = 0,55 ∙ 0,75 = 0,41 кВт
Проверка мощности станка для обеспечения процесса резания.
0,37 < 0,41
Процесс сверления возможен.
Нормирование операций и расчет штучного времени
Токарная обработка (поверхность 3)
Рассчитаем основное технологическое время по формуле:
T0
L
nS
где L - общая длина обрабатываемой поверхности;
n - частота вращения шпинделя станка;
S - подача станка.
75
(2.22)
𝑇0 =
Определяем
величину
9
= 0.07 мин
670 ∙ 0.2
вспомогательного
времени
на
выполнение
операции.
Т вспом. Т уст Т раб . ход
(2.23)
где Т уст - вспомогательное время на установку, выверку и снятие детали
Т уст 0, 49 мин (табл. 1, [7]);
Т раб . ход
-
вспомогательное
время на
рабочий
ход
Траб.ход = 0,20
(табл. 2, [7] ).
Твспом = 0,49 + 0,20 = 0,69 мин
Рассчитаем величину штучного времени.
Т шт (Т о Т вспом. ) 1,1
(2.24)
Тшт = (0,07 + 0,69) ∙ 1,1 = 0,84 мин
Определяем величину подготовительно-заключительного времени
ТПЗ = 0,2 мин (табл. 3, [7]).
Сверлильная обработка (поверхность 2)
Рассчитаем основное технологическое время по формуле:
15
= 0.19 мин
397 ∙ 0.2
Определяем величину вспомогательного времени на выполнение операции
𝑇0 =
𝑇уст = 0,34 мин (табл. 1, [7]); Траб.ход = 0,38 (табл. 2, [7]).
Твспом = 0,34 + 0,38 = 0,72 мин
Рассчитаем величину штучного времени.
Тшт = (0,19 + 0,72) ∙ 1,1 = 1 мин
ТПЗ = 0,2 мин (табл. 3, [7]).
76
3.3 Разработка маршрутной карты сборки узла
Технологическая схема представляет собой условное изображение
последовательности включения отдельных деталей, групп и подгрупп в сборку с
указанием контрольных и дополнительных операций [8].
Маршрутная карта сборки разрабатывается на основе карты эскизов и
технологической структурной схемы рациональной сборки.
Маршрутная карта и технологическая схема сборки раздаточной коробки
с межосевым дифференциалом, а также чертеж данного узла представлены на
листах 5 и 6 графической части курсового проекта.
Содержание операций по сборке раздаточной коробки с межосевым
дифференциалом представлено ниже.
1. Соединить коронную шестерню с ведомым валом бортовой передачи
тремя болтами.
2. На ведомы вал, установить ведомую шестерню с крышкой болтовым и
винтовым соединениями.
3. Запрессовать подшипник в опорную стойку.
4. Запрессовать подшипники в корпус муфты.
5. Установить вал в сборе в корпус.
6. Посредством болтового соединения, закрепить корпус муфты на
корпусе.
7. Посредством винтового соединения, установить верхнюю часть корпуса
муфты на корпусе муфты.
8. Посредством винтового соединения, закрепить крышку.
Для выполнения всех мероприятий технологического процесса по
установке
двухдискового
инструменты.
Ведомость
сцепления,
необходимого
представлена в таблице 12.
77
необходимы
оборудования
соответствующие
и
инструмента
Таблица 12 – Ведомость необходимого оборудования и инструмента
3.4 Анализ статической и динамической собираемости пневморессоры
Листовая рессора: упругий элемент подвески, состоящий из стальных
листов в сборе, имеющих одинаковую ширину и различную длину.
Подвеска АТС: Совокупность устройств, связывающих мост или колеса с
рамой (кузовом) АТС и предназначенных для уменьшения динамических
нагрузок, передающихся АТС при движении по неровностям поверхности
дороги, а также обеспечивающих передачу всех сил и моментов, действующих
между колесами и рамой (кузовом).
78
Упругий элемент подвески: Элемент подвески, за счет упругой
деформации которого осуществляется снижение динамических нагрузок,
передаваемых подрессоренной части АТС.
Готовые рессоры и их элементы должны соответствовать требованиям
настоящего стандарта и изготовляться по КД, утвержденной в установленном
порядке. Рессоры должны изготовляться из горячекатаной рессорно-пружинной
стали по ГОСТ 14959 или техническим условиям (ТУ) на сталь, утвержденным в
установленном порядке. Рекомендуется применять ванадийсодержащие стали
[1].
Листы малолистовых рессор рекомендуется изготовлять из проката с
закругленными кромками по ГОСТ 7419.
Устанавливают два класса рессор:
1-й - из полосы проката повышенной точности высококачественной
рессорно-пружинной стали для рессор легковых автомобилей, автобусов,
троллейбусов;
2-й - из полосы проката обычной или повышенной точности для рессор
грузовых автомобилей, прицепов и полуприцепов.
Рессоры автобусов и троллейбусов, изготовляемые с использованием
листов рессор грузовых автомобилей, допускается изготовлять по 2-му классу.
Твердость листов должна быть 363 ... 444 НВ. При этом допускаемая
разность значений твердости всех листов рессоры, указанная в КД, не должна
превышать 65 НВ. В случае применения специальных видов термообработки
(например ТВЧ) твердость должна соответствовать требованиям КД [1].
Поверхности термически обработанных листов, в том числе их ребровые
стороны, кромки концов листов, кромки отверстий, пробиваемых в листах,
должны быть без расслоений, трещин, раковин, холодных забоин, насечек и
подрезов в местах механической обработки листов и других дефектов
механического
или
металлургического
долговечность рессоры.
79
происхождения,
снижающих
Допускаются по согласованию с разработчиком КД единичные сколы
длиной до 20 мм от торца листов (кроме коренных) на ширину полки
несимметричных профилей.
Поверхности листов рессор, работающие на растяжение, подвергают
поверхностному
упрочнению
(дробеструйному наклепу
и
др.).
Листы
малолистовых рессор рекомендуется подвергать дробеструйному наклепу в
напряженном состоянии [11].
Глубина общего обезуглероженного слоя (феррит + переходная зона)
термически обработанных листов не должна превышать допустимой по ГОСТ
14959 глубины обезуглероженного слоя рессорного проката до термообработки.
Допускается
увеличение
глубины
обезуглероженного
слоя
в
местах,
подвергаемых вторичному нагреву. Для листов из ванадийсодержащих сталей
допускается снижение содержания углерода в поверхностном слое (1,5 %
толщины листа) не более чем на 20 %, содержания его в сердцевине и
содержание тонкозернистого отпущенного мартенсита или тростомартенсита не
менее 80 % [12].
Номинальный
диаметр
центрового
отверстия
должен
превышать
номинальный диаметр центрового болта не более чем на 0,5 мм. Отклонения
размеров отверстия по наименьшему диаметру не должны превышать 0,5 мм, при
этом операцию изготовления центрового отверстия (штамповка и т.п.) начинают
со стороны поверхности растяжения листа. Со стороны поверхности растяжения
листа отверстие рекомендуется выполнять радиусом закругления 2 - 4 мм или с
фаской 1 - 2 мм.
Предельные отклонения центрового отверстия и фиксирующей выдавки от
продольной оси симметрии рессорного листа не должны превышать 1 мм при
ширине листа 90 мм включительно и 1,4 мм - при 100 мм и более. Выдавки,
предназначенные для фиксации листов в центральной части рессоры, не должны
иметь отклонения от продольной оси симметрии рессорного листа более 1 мм.
При наличии двух выдавок сумма их отклонений в различные стороны от
продольной оси листа - не более 0,3 мм [13].
80
Построение 3D – модели пневморессорной подвески для проверки на
статическую и динамическую собираемость, было осуществлено в программном
комплексе КОМПАС-3D.
Основываясь, на выше сказанном, на этапе конструкторской проработке
была создана 3D-модель подвески для автомобиля с повышенной плавностью
хода и грузоподъемностью 3 т. (рис. 36).
Рисунок 36 – 3D-модель подвески
Конструкция состоит из следующих деталей: рамы, опоры пневмобаллона,
двух опор рессоры, рессоры, двух пластин, проставки, моста.
Также использовались элементы библиотеки САПР КОМПАС-3D.
Полученная модель собирается по схеме, указанной на рисунке 37
Рисунок 37 – Схема сборки рессоры
На первом этапе сборки (рис. 37) в опору пневмобаллона вставляется
пневмобаллон. Данный этап сборки представлен на рисунке 38.
81
Рисунок 38 – Установка пневмобаллона
После к пневмобаллону крепиться пластина (рис. 39).
Рисунок 39 – Крепление пластины
На следующем этапе устанавливается рессора в сборе (рис. 40).
Рисунок 40 – Установка рессоры
После установки рессоры к ней присоединяется проставка с задним
мостом, и мост притягивается с помощью шпилек и пластины к рессоре. Этот
этап отмечен на рисунке 41.
82
Рисунок 41 – Конечный этап сборки
По ходу сборки пневморессора была проверена на собираемость, так же
программа показала отсутствие пересечений между деталями сборки.
Все это дает нам понять о том, что пневморессора статически и
динамически собираема.
Метод
конечных
элементов
(МКЭ)
позволяет
численно
решать
разнообразный круг физических задач, формулирующийся математически в виде
системы дифференциальных уравнений или в вариационной постановке [5],
[14]. Этот метод может быть использован для анализа напряженнодеформированного состояния конструкций.
Исходными данными для расчета являются сведения о геометрии
расчетной конструкции, характеристиках ее материала, а также значения
приложенных к ней сил и нагрузок.
Анализ конечных элементов требует [5]:
- построить 3D-модель;
- выбрать материал;
- построить сетку конечных элементов, указать действующие нагрузки,
ограничить перемещение поверхностей (деталей) модели;
- определить деформации и напряжений возникающие от нагрузки.
При построении были использованы следующие команды: «Вытянутая
бобышка/основание», «Повернутая бобышка/основание», «Вытянутый вырез».
Из сборочного узла вычленяем опору пневмобаллона и проводим анализ
напряженно-деформируемого состояния. Опора представлена на рисунке 42.
83
Рисунок 42 – Опора пневмобалона
Детали исследуемой модели выполняются из материала Сталь40:
плотность – 7,85∙10-6 кг/м3; модуль Юнга – 2∙10-5 МПа; коэффициент Пуассона –
0,26.
Произведем разбиение модели на конечные элементы (рис. 43) с помощью
команды “Сетка”.
Рисунок 43 – Сетка конечных элементов
Статистика полученной сетки: 35672 элементов, 9872 узлов.
Для улучшения качества сетки изменим плотность сетки, а также изменим
размер самих элементов с помощью ползунка. В результате изменения настроек
сетки конечных элементов был получен следующий результат (рис. 44).
84
Рисунок 44 – Сетка конечных элементов с измененными параметрами
В результате повышения плотности сетки на 50% и задании размера
элементов 3 мм статистика полученной сетки изменилась следующим образом:
115421 элементов, 29669 узлов.
В качестве нагрузки будет служить нормальная составляющая силы,
передающаяся от неровности дороги на шток пневмобаллона, а от него уже на
опору.
Закрепление модели произведем по плоскости отверстий крепления опоры
к раме.
В итоге, деталь имеет жесткое закрепление, исключает все линейные и
вращательные перемещения выбранных вершин, ребер, поверхностей.
Дальнейший расчет производится пакете САПР SolidWorks.
Эпюра перемещений (рис. 45) показывает, насколько перемещается
исследуемая конструкция под действием сил.
85
Рисунок 45 – Эпюра перемещений
В данном случае максимальное перемещение происходит в центральной
зоне листовой рессоры и равняется 2,4 мм. Минимальное перемещение – в
областях близким к основанию кольца и равняется 1 мм.
Эквивалентное напряжение (рис. 46) – напряжение, при котором материал
в условиях одноосного напряженного состояния оказывается в равноопасном
состоянии с сложнонапряженным состоянием.
Рисунок 46 – Эпюры распределения эквивалентных напряжений по Мизесу
Максимальное значение – 104,5 МПа. Минимальное значение –5,1 МПа
Рисунок 47 – Места с максимальным значением напряжения
86
Максимальное напряжение (рис. 47) возникают в местах крепления к раме
ТС.
Коэффициент запаса (рис. 48) статической прочности показывает
отношение максимально допустимых нагрузок к реально действующим.
Максимальное значение, равное 5,93, достигается в местах закрепления модели
и в местах, которые менее подвержен нагрузкам, а минимальное значение,
равное 1,5-2,1, распределено по всей поверхности опоры.
Рисунок 48 – Эпюра распределения запаса прочности
Полученные
результаты
соответствуют
условиям
напряженно-
деформированного состояния, запасу прочности конструкции и материала
пневморессоры.
3.5 Охрана окружающей среды
Проблемы экологической безопасности автомобильного транспорта
являются составной частью экологической безопасности страны. Значимость и
острота этой проблемы растет с каждым годом.
Один автомобиль ежегодно поглощает из атмосферы в среднем более
4,0 т кислорода, выбрасывая при этом с отработанными газами примерно 800 кг
угарного газа, 40 кг оксидов азота и почти 200 кг различных углеродов. В
результате по России от автотранспорта за год в атмосферу поступает огромное
количество только канцерогенных веществ: 27 тыс. т. бензола, 17,5 тыс. т
87
формальдегида, 1,5 т бенз(а)пирена и 5 тыс. т. свинца. В целом, общее
количество вредных веществ, ежегодно выбрасываемых автомобилями,
превышает цифру в 20 млн. т.
Необходимо отметить, что с точки зрения наносимого экологического
ущерба, автотранспорт лидирует во всех видах негативного воздействия:
загрязнение воздуха – 95%, шум – 49,5%, воздействие на климат – 68%.
В России доля автомобильного транспорта в загрязнении окружающей
среды достигла 40%, в том числе в городах 50…60%, в мегаполисах 85…90%.
Под экологической безопасностью понимается такое воздействие
автотранспортного комплекса и его подсистем на окружающую среду, население
и персонал, которое находится в пределах официально установленных
допустимых норм.
Размеры и состав загрязнений окружающей среды зависят от ряда
взаимосвязанных факторов, которые изменяются во времени и в пространстве и
имеют разный уровень управляемости. Их совокупность можно разделить на две
группы: управляемые главным образом на уровне вышестоящей системы
(государство,
регион,
город)
и
управляемые
на
уровне
предприятий
автотранспортного комплекса и владельцев транспортных средств. Природа целостная система с множеством сбалансированных связей. Нарушение этих
связей приводит к изменению установившихся в природе круговоротов веществ
и энергии. Современным обществом в производство и потребление вовлекается
такое количество вещества и энергии, которое в сотни раз превосходит
биологические потребности человека, что и является основной причиной
современного экологического кризиса.
Структура валового выброса в атмосферу от автотранспорта по основным
веществам:
- углеводороды – 11,2%;
- оксиды азота – 10,5%;
- диоксид серы – 0,9%;
- сажа – 0,3%;
88
- свинец – 0,1%;
- оксид углерода – 77%.
Полихлорированные бифенилы (арохлоры, канехлоры, соволы, фенохлоры, хлорфены) находят активное применение с конца 20-х гг. XX в. в качестве
компонента масел, смазок и гидравлических жидкостей, адгезинов и
типографских красок; их используют при производстве пластмасс, в
электропромышленности и т.д.
Мировое производство ПХБ превышает 4 млн. т. Из этого объема лишь
53 % используется в закрытых и 16 % - в условно закрытых системах, которые
можно подвергнуть какому-либо контролю. В окружающую среду (особенно
в реки, заливы, эстуарии) попадает примерно половина производимого
количества ПХБ. Эти вещества обнаруживаются практически повсеместно.
ПХБ, как и ДДТ, - трудноразлагаемые химические препараты, широко
распространенные в окружающей среде. На открытом воздухе период
полураспада ПХБ может составлять 10...100 лет, в почве - примерно 5 лет. ПХБ
обнаружены в организмах рыб, морских животных, птиц, в яйцах, маргарине, в
материнском молоке и в жировых тканях ют поражение печени, селезенки и
почек, помутнение хрусталика, изменение пигментации и нервные расстройства.
Воздействие ПХБ на человека возникнет обычно при отсутствии надлежащих
мер безопасности в процессе работы с химической продукцией. Это может
происходить, например, при изготовлении трансформаторов, конденсаторов и
других электротехнических устройств. Кардинальное решение проблемной
ситуации - использование ПХБ только в замкнутых производственных системах.
Роль государства в вопросах экологизации автотранспорта особенно
красноречива видна на примере США. За последнее десятилетие в США принято
ряд законодательных актов, в которых самое пристальное внимание уделяется
проблеме улучшения экологической обстановки в городах и населенных
пунктах. В их числе: Закон «Об альтернативном моторном топливе», Закон «О
чистом воздухе», Закон «Об энергетической политике». На основе этих законов
Министерство
энергетики
США
значительно
89
расширило
научно-
исследовательские
работы
автотранспорте
разрабатывает
и
в
секторе
потребления
новые
энергоресурсов
программы
по
в
ускоренному
широкомасштабному использованию альтернативных видов топлив.
Автомобили, выпускаемые в настоящее время в промышленно развитых
странах, выбрасывают вредных веществ в 10…15 раз меньше чем 10 лет тому
назад. Во всех развитых странах происходит ужесточение нормативов на
вредные выбросы при работе двигателя, причём это ужесточение носит не только
количественный, но и качественный характер. Так, вместо ограничений по
дымности введено нормирование твёрдых частиц, на поверхности которых
адсорбируются опасные для здоровья ароматические углеводороды, и в
частности, канцерогенный бенз( )пирен, постоянно расширяется список
веществ, содержание которых должно находится под контролем. В настоящее
время, для новых автомобилей, в России действуют норматив ЕВРО-2, а в
Западной Европе ЕВРО-4.
В
целях
предотвращения
вредного
воздействия
автомобильного
транспорта на загрязнение атмосферного воздуха на территории РФ принят
Федеральный закон от 2 марта 2003 года № 34-ФЗ «О запрете производства и
оборота этилированного автомобильного бензина в РФ», согласно которому
запрещено и использование и производство этилированного бензина, начиная с
1 июля 2003 года.
Для дальнейшего снижения выбросов от автотранспорта необходимо:
1) обеспечение качественного технического обслуживания и контроля
транспортных средств;
2) повышение качества используемого топлива;
3) альтернативные виды топлива;
4) использование каталитических нейтрализаторов;
5) использование сажевого фильтра;
6) улучшение процессов смесеобразования и горения топлива.
Природоохранная деятельность на автотранспортном предприятии
организуется
и
осуществляется
в
90
соответствии
с
действующим
законодательством,
программами
подзаконными
вышестоящей
актами,
системы
и
а
также
экологическими
нормативными
документами.
Ответственность за соблюдение установленных правил и требований несет
руководитель (владелец) предприятия. Основные их виды приведены ниже.
Автотранспортное предприятие располагающее собственной производственнотехнической базой должно иметь:
- экологический
паспорт,
утвержденный
и
зарегистрированный
подразделением Роскомприроды (расчеты предельно допустимых выбросов в
атмосферу, предельно допустимых сбросов в водоемы, объемов образующихся
отходов);
- разрешения на предельно-допустимый выброс, водопользование и сброс
воды, на хранение и вывоз отходов;
- подлинники
актов,
протоколов,
предписаний,
выданных
государственными органами по контролю за состоянием окружающей среды;
- государственную отчетность о природоохранной деятельности;
- государственные стандарты на токсичность отработавших газов
автомобилей и другую техническую и нормативную документацию.
Экологический
паспорт
является
документом
характеризующим
состояние природоохранных работ на автотранспортном предприятии и
оформляется в соответствии с ГОСТ 17.0.0.04-90.
Расчет предельно-допустимого выброса выполняется в соответствии с
«Рекомендациями по оформлению и содержанию проектов предельнодопустимых выбросов в атмосферу для предприятий» и согласовывается с
местными органами Госкомсанэпиднадзора. После утверждения расчета в
территориальном отделении Роскомприроды автотранспортное предприятие
получает разрешение на предельно-допустимый выброс установленной формы.
Расчет предельно-допустимый сброс выполняется в соответствии с
«Методикой расчета предельно-допустимый сброс в водные объекты со
сточными
водами»,
согласовывается
с
местными
органами
Госкомсанэпиднадзора и территориальным отделением Роскомприроды. Затем
91
автотранспортное предприятие заключает договор с региональным органом,
контролирующим охрану водных ресурсов, и получает разрешение на
водопользование с указанием лимитов водопотребления и водоотведения.
Как один из выходов из сложившейся экологической ситуации – это
применение альтернативных видов топлив с меньшими выбросами. Одним из
таких топлив может быть компримированный природный газ.
Приоритетность
природного
газа,
как
наиболее
перспективного
экологически чистого моторного топлива, очевидна для многих стран мира. В
Канаде, Новой Зеландии, Аргентине, Италии, Голландии, Франции и других
странах успешно действуют национальные программы перевода автотранспорта,
в первую очередь городского, на газомоторное топливо. Для этого разработана
соответствующая
нормативно-законодательная
база:
ценовая,
налоговая,
тарифная, кредитная. В результате налицо явный прогресс. В Нидерландах более
50% всего автотранспорта используют в качестве топлива газ, в Италии – более
20%. 95% автобусного парка Вены и 87% парка Дании работают на газе. В
странах Западной Европы для стимулирования газификации автотранспорта
предусматривается
существенное
уменьшение
налогов
на
автомобили,
использующие газовое топливо. В среднем, эта разница составляет 1,5…2 раза,
кроме того, автовладельцы после конверсии автомобиля освобождаются от
налоговых выплат на 3 года. С 1996 года в Великобритании и Франции
существенно уменьшены налоги на автомобили, использующие газовое топливо.
В Германии эта разница составляет 1,5 раза, в Нидерландах – 1,7 раза.
Ещё один из способов по улучшению экологической картины в целом –
от применение автомобилей с гибридными двигателями. Во первых, расход
горючего на данном автомобиле снижается почти в двое, во вторых, при простое
автомобиля в «пробке» не придётся запускать двигатель, что значительно
снижает выбросы в городской черте.
Предприятия, расположенные в регионах, где температура самого
холодного месяца достигает -15°С, должны оснащать открытые стоянки
92
устройствами подогрева или разогрева двигателей, что так же снизит выбросы
во время разогрева двигателя автомобиля.
Проблема
выбросов
и
вредного
воздействия
автомобилей
на
окружающую среду сегодня особенно актуальна, так как количество
автомобильного транспорта растёт с каждым днём. Именно поэтому данной
проблеме сегодня необходимо уделять особое внимание. Этому и посвящён
данный пункт дипломного проекта
3.6 Безопасность жизнедеятельности
Сложившееся экономическое отношение в стране крайне негативно
повлияло на меры по обеспечению безопасности труда. В настоящее время
наблюдается резкое сокращение квалифицированных специалистов по охране
труда, что в свою очередь привело к снижению контроля за состоянием
мероприятий по охране труда на производстве.
Износ основных фондов производства составляет около 70 процентов,
таким образом, риск производственного травматизма по сравнению с прошлыми
годами,
резко
возрос.
В
результате
ухудшения
условий
труда
на
25…30 процентов производственный травматизм вырос в 2,15 раза [9].
В настоящее время необходимость в кардинальном повышении уровня
безопасности производственных предприятиях и становление культуры
производства с целью повышения производительности труда, а также снижения
производственного травматизма, особенно с летальным исходом, вынуждают
законодательные органы разрабатывать и пересматривать ряд нормативно –
правовых актов, обеспечивающих снижение уровня производственного
травматизма.
Кроме правовой основы охраны труда на производстве необходимо
осуществлять пропаганду культуры производства и обучать работников
производственных предприятий безопасным приёмам труда, снижающих
производственный травматизм.
93
Актуальность проблемы занимает одно из ведущих мест, так как
специалисты не в состоянии внедрить достаточный комплекс мер обеспечения
безопасности
труда
из-за
отсутствия
в
системе
управления
единых
функциональных обязанностей, отсутствия Федерального управления и
контроля за состоянием дел на предприятиях и убыточности их производства.
Аварийность на дорогах стоит в ряду наиболее значимых социальноэкономических проблем современного общества. По данным Всемирной
организации здравоохранения, ежегодно в мире в результате ДТП погибают
1,20 млн. человек и 50,0 млн. человек получают травмы. И если не
предпринимать энергичных мер, направленных на уменьшение уровня
аварийности, эти цифры уже в ближайшие 20 лет могут увеличиться примерно
на 65%. Поэтому проблеме безопасности дорожного движения, как во всех
развитых странах, так и в РФ, в настоящее время уделяется повышенное
внимание [10].
При
проведении
ТО
и
ремонта
подвески
нами
используется
разработанный ранее двухстоечный подъёмник.
- Общие требования безопасности:
1. к работе допускаются лица прошедшие медицинский осмотр не моложе
18 лет;
2. к работе допускаются лица прошедшие специальное обучение и
получившие соответствующее удостоверение;
3. к работе допускаются лица прошедшие соответствующую проверку
знаний по охране труда.
- Требования безопасности перед началом работы:
1. перед началом включения проверить наличие контура заземления и
зануления электроустановки;
2. перед каждым включением подъёмника убедитесь, что его пуск никому
не угрожает опасностью;
3. проверьте на холостом ходу работу и исправность:
- органов управление;
94
- системы смазки и охлаждения;
- фиксации рычагов переключения с холостого на рабочий.
- нет ли заеданий в движущихся частях.
- Требования во время работы:
1. нельзя опираться на установку во время работы;
2. не допускается присутствие посторонних лиц во время работы;
3. во время работы необходимо следить за целостностью рабочих
поверхностей шнека.
- Требования в аварийных ситуациях:
1. При возникшей аварийной ситуации немедленно остановить двигатель:
- при заедании в движущихся частях;
- при нарушении изоляции электроустановки;
- электродвигатель работает на две фазы;
- при перерыве в подаче электроэнергии.
- Требования безопасности по окончанию работ:
- выключить электропитание подъёмника;
- привести в порядок рабочее место;
- использованные обтирочные материалы убрать в специальный
ящик;
- вымыть лицо и руки водой с мылом.
В данном разделе нами были рассмотрены следующие вопросы: общие
вопросы безопасности жизнедеятельности; безопасность жизнедеятельности при
организации и проведении ралли-рейдов; безопасность жизнедеятельности при
проведении ТО подвески. Это поможет уменьшить число несчастных случаев
при обслуживании и эксплуатации автомобилей, что так же актуально на
сегодняшний день.
3.7 Определение технико-экономических показателей проекта
95
Затраты на изготовление стенда для проверки амортизаторов определяем
но формуле [11]:
Cкон = Cк.д + Cо.д + Cп.д + Cсб.н + Cо.н,
(6.1)
где Cк.д - стоимость изготовления корпусных деталей, руб.;
Cо.д - затраты на изготовление оригинальных деталей, руб.;
Cп.д - цена покупных деталей, изделий, агрегатов, руб.;
Cо.н - общепроизводственные накладные расходы на изготовление
конструкции, руб.
Стоимость изготовления корпусных деталей рассчитывается по формуле:
Cк.д= Qк ∙ Ск,
(6.2)
где Qк - масса материала, израсходованного на изготовление
корпусных деталей, кг;
Ск - средняя стоимость 1 кг готовых деталей, С к= 150,0 руб./кг [12].
Тогда по формуле (6.2) стоимость корпусных деталей:
Cк.д = 40,0 ∙ 150,0 = 6000,0 руб.
Таблица 14 - Стоимость изготовления корпусных деталей
Масса материала, кг.
40,0
Средняя стоимость 1 кг
готовых деталей, руб.
Числовое значение, руб.
150,0
6000,0
Вывод: как видно из таблицы 6.1 общая стоимость корпусных деталей
составляет 6000,0 руб.
Затраты на изготовление оригинальных деталей определяем по формуле:
Cо.д = Cпрн + Cм,
где Cпр1.н – заработная плата производственных рабочих, занятых на
изготовление оригинальных деталей, с учетом
дополнительной зарплаты и отчислений, руб.;
Cм1 – стоимость материала заготовок для изготовления
оригинальных деталей, руб.
Заработную плату рассчитываем по формуле:
96
(6.3)
Спр = t ∙ Сч ∙ кt
(6.4)
где t – средняя трудоемкость на изготовление отдельных деталей,
чел.-ч.;
С ч – часовая ставка рабочих, отчисляемая по среднему разряду,
руб./ч;
к t – коэффициент, учитывающий доплаты к основной зарплате,
к t = 1,025…1,030.
Из формулы (6.4) получим:
С п р = 1 5 ,0 ∙ 45 ,0 ∙ 1 ,03 = 695,25 руб.
Определяем дополнительную заработную плату по формуле:
Cд = ((5…12) ∙ Спр)/100,
(6.5)
Подставив числовые значения в формулу (6.5), получим:
Cд = 10,0 ∙ 695,25/100 = 69,53 руб.
Начисления на заработную плату определяем по формуле:
Cсоц = (34,0 ∙ (Спр + Сд)) / 100,
(6.6)
Подставив числовые значения в формулу (6.6), получим:
Cсоц = (34,0 ∙ (695,25 + 69,53)) / 100 = 260,03 руб.;
Cпр = 695,25 + 69,53 + 260,03 = 1024,81 руб.
Таблица 15 – Заработная плата на изготовление оригинальных деталей
Числовое значение,
руб.
695,25
69,53
260,03
1024,81
Значение
Заработная плата
Дополнительная заработная плата
Начисления на заработную плату
Итого:
Вывод: как видно из таблицы 6.2 заработная плата на изготовление
оригинальных деталей составляет 1024,81 руб.
Стоимость материала заготовок для изготовления оригинальных деталей
определяем по формуле:
См = Ц ∙ Qз,
где Ц – цена 1 кг материала заготовок, руб./кг [14];
97
(6.7)
Qз – масса заготовки, кг.
Подставив числовые значения в формулу (6.7), получим:
См = 160,0 ∙ 25,0 = 4000,0 руб.
Из формулы (6.3) получим:
Cо.д = 695,25 + 69,53 + 260,03 + 4000,0 = 5024,81 руб.
Таблица 16 – Затраты на изготовление оригинальных деталей
Числовое значение,
Значение
руб.
Заработная плата
695,25
Дополнительная заработная плата
69,53
Начисления на заработную плату
260,03
Стоимость материала заготовок для изготовления
оригинальных деталей
Итого:
4000,0
5024,81
Вывод: как видно из таблицы 6.3 затраты на изготовление оригинальных
деталей составляют 5024,81 руб.
Полная заработная плата производственных рабочих, занятых на сборке
определяется по формуле:
Cсб.п = Cсб + Cд.сб + Cсоц.сб,
(6.8)
где Cсб – основная заработная плата рабочих, занятых на сборке, руб.;
Cд.сб – дополнительная заработная плата рабочих, занятых на
сборке, руб.;
Cсоц.сб – отчисления соцстраху рабочих, руб.
Основная заработная плата рабочих, занятых на сборке рассчитывается
по формуле:
Ссб =Tсб ∙ Сч ∙ кt,
где T с б - нормативная трудоемкость на сборку конструкции, чел.-ч.
Значение определяем по формуле:
98
(6.9)
Tсб = кс ∙ ∑tсб,
(6.10)
где t с б - трудоемкость сборки составных частей, чел.-ч ;
к с - коэффициент, учитывающий непредусмотренные работы,
к с = 1 ,1 … 1 ,5 .
По справочным данным принимаем t с б = 4,0 чел.-ч.
Подставив числовые значения в формулу (6.10), получим:
T с б = 1 ,2 5 ∙ 4 ,0 = 5 ,0 ч е л. - ч .
Тогда заработная плата производственных рабочих, занятых на сборке
определится:
С с б = 5 ,0 ∙ 4 3 ,0 ∙ 1 ,0 3 = 2 21 ,45 р уб .;
С д . с б = 0 ,1 0 ∙ 22 1,4 5 = 22 ,15 р уб .;
С с о ц . с б = 0 ,3 4 ∙ ( 22 1 ,45 + 22 ,15 ) = 8 2 ,82 р уб .
Общую заработную плату из формулы (5.8) получим:
Cсб.п = 221,45 + 22,15 + 82,82 = 326,42 руб.
Таблица 17 - Полная заработная плата производственных рабочих занятых на
сборке
Числовое значение,
руб.
221,45
22,15
82,82
326,42
Значение
Основная заработная плата рабочих
Дополнительная заработная плата рабочих
Отчисления соцстраху
Итого:
Вывод:
как
видно
из
таблицы
6.4
полная
заработная
плата
производственных рабочих занятых на сборке составит 326,42 руб.
Общепроизводственные
накладные
расходы
на
изготовление
приспособления определяем по формуле:
Сон = (С/пр ∙ R о п ) /100,
(6.11)
где С/пр - основная заработная плата производственных рабочих,
участвующих в изготовлении аппарата, руб.;
R о п - процент общепроизводственных накладных расходов, %.
C/пр = Cпр + Cсб п.
99
(6.12)
Подставив числовые значения в формулу (6.12), получим:
C/пр = 695,25 + 221,45 = 916,70 руб.
Подставив числовые значения в формулу (6.11), получим:
Сон = (916,70 ∙ 40)/100 = 366,68 руб.
Стоимость покупных деталей, изделий, агрегатов (подшипники, гайки,
болты) представлены в таблице 18 [14].
Таблица 18 - Затраты по статье «материалы» на конструкторскую разработку
Числовое
значение, руб.
4000,0
250,0
15,0 ∙ 3 = 45,0
5,0 ∙ 20 = 100,0
2,0 ∙ 20 = 40,0
60,0 ∙ 8 = 480,0
4825,0
Значение
Электродвигатель (1 шт.)
Муфта МУВП (1 шт.)
Шпонки (3 шт.)
Болты (20 шт.)
Шайбы (20 шт.)
Подшипники (4 шт.)
Итого:
Сп.д = 4000,0 + 250,0 + 45,0 + 100,0 + 40,0 + 480,0 = 4825,0 руб.
Далее рассчитаем годовую экономию, годовой экономический эффект и срок
окупаемости нашей разработки.
По формуле (6.1) находим затраты на изготовление конструкции:
Cкон = 6000,0 + 5024,81 + 326,42 + 366,68 + 4825,0 = 16542,91 руб.
Таблица 19 - Затраты на изготовление конструкторской разработки
Обозначение
Числовое значение, руб.
Стоимость изготовления корпусных деталей
6000,0
Стоимость оригинальных деталей
5024,81
Стоимость покупных изделий
4825,0
Общая заработная плата на сборку
366,68
Общепроизводственные накладные расходы
326,42
Итого
16542,91
Вывод: как видно из таблицы 19 общие затраты на изготовление
конструкции равны 16542,91 руб.
100
Годовая экономия от снижения себестоимости при внедрении конструкции
составит:
Эг = (Тс - Тн) ∙ 12 ∙ Сч + Эк,
(6.13)
где Тс - среднемесячная трудоемкость при старой технологии, чел.-ч.;
Тн - среднемесячная трудоемкость при новой технологии, чел.-ч.;
Эк - экономия денежных средств при использовании
конструкции;
12 - количество месяцев в году;
Сч - часовая ставка рабочих, отчисляемая по 4-у разряду,
Сч = 43,0 руб./ч.
Экономия
денежных
средств
достигается
за
счёт
снижения
среднемесячной трудоёмкости при применении новой технологии. А снижение
трудоёмкости в свою очередь и выливается в экономию денежных средств.
Подставив числовые значения в формулу (6.13), получим:
Эг = (6 чел.-ч. - 3 чел.-ч.) ∙ 12 ∙ 43,0 руб./ч + (20000,0 – 16542,91) руб. =
=5005,09 руб.
Срок окупаемости определяем по формуле:
Оок = Скон / Эг,
(6.14)
Подставив числовые значения я в формулу (6.14), получим:
Оок = 16542,91 / 5005,09 = 3,31 года.
Годовой экономический эффект от внедрения конструкции составит:
Ээф = Эг - 0,15 ∙ Скон,
(6.15)
Подставив числовые значения в формулу (6.15), получим:
Ээф = 5005,09 – 0,15 ∙ 16542,91 = 2523,65 руб.
Таблица 20 – Результаты расчета
№
1
Ед.
Показатели
Стоимость изготовления
конструкции
101
Значение
изм.
До внедрения
руб.
20000,0
После
внедрения
16542,91
2
3
Трудоёмкость при
использовании конструкции
чел.-ч.
6
3
руб.
-
5005,09
Годовая экономия от снижения
при внедрении конструкции
4
Годовой экономический эффект
руб.
-
2523,65
5
Срок окупаемости
год.
-
3,31
Анализируя таблицу 20 делаем вывод, что годовая экономия достигаемая
за счёт снижения трудоёмкости на поставленные работы составляет 5005,09 руб.,
а срок окупаемости равен 3,31 года, что допустимо в данной конструкции.
Затраты на изготовление модернизированной подвески определяем но
формуле [12]:
Cкон = Cк.д + Cо.д + Cп.д + Cсб.н + Cо.н,
где Cк.д - стоимость изготовления корпусных деталей, руб.;
Cо.д - затраты на изготовление оригинальных деталей, руб.;
Cп.д - цена покупных деталей, изделий, агрегатов, руб.;
Cо.н - общепроизводственные накладные расходы на изготовление
конструкции, руб.
Стоимость изготовления корпусных деталей рассчитывается по формуле:
Cк.д = Qк ∙ Ск,
где Qк - масса материала, израсходованного на изготовление
корпусных деталей, кг;
Ск - средняя стоимость 1 кг готовых деталей, С к = 150,0 руб./кг [14].
Тогда по формуле (6.2) стоимость корпусных деталей:
Cк.д = 2,0 ∙ 150,0 = 300,0 руб.
Таблица 21 - Стоимость изготовления корпусных деталей
Масса материала, кг.
2,0
Средняя стоимость 1 кг
готовых деталей, руб.
150,0
102
Числовое значение, руб.
300,0
Вывод: как видно из таблицы 21 общая стоимость корпусных деталей
составляет 300,0 руб.
Затраты на изготовление оригинальных деталей определяем по формуле:
Cо.д = Cпрн + Cм,
где Cпр1.н – заработная плата производственных рабочих, занятых на
изготовление оригинальных деталей, с учетом
дополнительной зарплаты и отчислений, руб.;
Cм1 – стоимость материала заготовок для изготовления
оригинальных деталей, руб.
Заработную плату рассчитываем по формуле:
Спр = t ∙ Сч ∙ кt
где t – трудоемкость (средняя) на изготовление отдельных деталей,
чел.-ч.;
С ч – часовая ставка рабочих, отчисляемая по среднему разряду,
руб./ч;
к t – коэффициент, относящийся к доплатам к основной зарплате,
к t = 1,025…1,030.
Из формулы (6.4) получим:
С п р = 1 2 ,0 ∙ 43 ,0 ∙ 1 ,03 = 531,48 руб.
Определяем дополнительную заработную плату по формуле:
Cд = ((5…12) ∙ Спр)/100,
Подставив числовые значения в формулу (6.5), получим:
Cд = 10,0 ∙ 531,48/100 = 53,15 руб.
Начисления на заработную плату определяем по формуле:
Cсоц = (34,0 ∙ (Спр + Сд)) / 100,
Подставив числовые значения в формулу (6.6), получим:
Cсоц = (34,0 ∙ (531,48 + 53,15)) / 100 = 198,77 руб.;
Cпр = 531,48 + 53,15 + 198,77 = 783,40 руб.
Таблица 22 – Заработная плата на изготовление оригинальных деталей
103
Значение
Заработная плата
Дополнительная заработная плата
Начисления на заработную плату
Итого:
Числовое значение, руб.
531,48
53,15
198,77
783,40
Вывод: как видно из таблицы 22 заработная плата на изготовление
оригинальных деталей составляет 783,40 руб.
Стоимость материала заготовок для изготовления оригинальных деталей
определяем по формуле:
См = Ц ∙ Qз,
где Ц – цена 1 кг материала заготовок, руб./кг [14];
Qз – масса заготовки, кг.
Подставив числовые значения в формулу (6.7), получим:
См = 160,0 ∙ 20,0 = 3200,0 руб.
Из формулы (6.3) получим:
Cо.д = 531,48 + 53,15 + 198,77 + 3200,0 = 3983,33 руб.
Таблица 23 – Затраты на изготовление оригинальных деталей
Значение
Числовое значение, руб.
Заработная плата
531,48
Дополнительная заработная плата
53,15
Начисления на заработную плату
198,77
Стоимость материала заготовок для изготовления
оригинальных деталей
Итого:
3200,0
3983,33
Вывод: как видно из таблицы 23 затраты на изготовление оригинальных
деталей составляют 3983,33 руб.
Полная заработная плата производственных рабочих, занятых на сборке
определяется по формуле:
Cсб.п = Cсб + Cд.сб + Cсоц.сб,
где Cсб – основная заработная плата рабочих, занятых на сборке, руб.;
Cд.сб – дополнительная заработная плата рабочих, занятых на
сборке, руб.;
Cсоц.сб – отчисления соцстраху рабочих, руб.
104
Основная заработная плата рабочих, занятых на сборке рассчитывается
по формуле:
Ссб =Tсб ∙ Сч ∙ кt,
где T с б - нормативная трудоемкость на сборку конструкции, чел.-ч.
Значение определяем по формуле:
Tсб = кс ∙ ∑tсб,
где t с б - трудоемкость сборки составных частей, чел.-ч ;
к с - коэффициент, учитывающий непредусмотренные работы,
к с = 1 ,1 … 1 ,5 .
По справочным данным принимаем t с б = 2,50 чел.-ч.
Подставив числовые значения в формулу (6.10), получим:
T с б = 1 ,2 5 ∙ 2 ,50 = 3 ,1 3 ч е л. - ч .
Тогда заработная плата производственных рабочих, занятых на сборке
определится:
С с б = 3 ,1 3 ∙ 43 ,0 ∙ 1 ,03 = 13 8 ,6 3 руб .;
С д . с б = 0 ,1 0 ∙ 13 8,6 3 = 13 ,84 р уб .;
С с о ц . с б = 0 ,3 4 ∙ ( 13 8 ,63 + 13 ,84 ) = 5 1 ,84 р уб .
Общую заработную плату из формулы (6.8) получим:
Cсб.п = 138,63 + 13,84 + 51,84 = 204,31 руб.
Таблица 24 - Полная заработная плата производственных рабочих занятых
на сборке
Числовое значение,
Значение
руб.
Основная заработная плата рабочих
138,63
Дополнительная заработная плата рабочих
13,84
Отчисления соцстраху
51,84
Итого:
204,31
Вывод: как видно из таблицы 24 полная заработная плата
производственных рабочих занятых на сборке составит 204,31 руб.
Общепроизводственные
накладные
расходы
на
приспособления определяем по формуле:
Сон = (С/пр ∙ R о п ) /100,
где С/пр - основная заработная плата производственных рабочих,
105
изготовление
участвующих в изготовлении аппарата, руб.;
R о п - процент общепроизводственных накладных расходов, %.
C/пр = Cпр + Cсб п.
Подставив числовые значения в формулу (6.12), получим:
C/пр = 531,48 + 138,63 = 670,11 руб.
Подставив числовые значения в формулу (6.11), получим:
Сон = (670,11 ∙ 40)/100 = 268,04 руб.
Стоимость покупных деталей, изделий, агрегатов (подшипники, гайки,
болты) представлены в таблице 6.12 [14].
Таблица 25 - Затраты по статье «материалы» на конструкторскую
разработку
Числовое
значение, руб.
5,0 ∙ 6 = 30,0
5,0 ∙ 6 = 30,0
3,0 ∙ 6 = 18,0
78,0
Значение
Болты (6 шт.)
Гайки (6 шт.)
Шайбы (6 шт.)
Итого:
Сп.д = 30,0 + 30,0 + 18,0 = 78,0 руб.
Далее рассчитаем годовую экономию, годовой экономический эффект и срок
окупаемости нашей разработки.
По формуле (6.1) находим затраты на изготовление конструкции:
Cкон = 300,0 + 783,40 + 3983,33 + 268,04 + 78,0 = 5412,77 руб.
Таблица 26 - Затраты на изготовление конструкторской разработки
Обозначение
Числовое значение, руб.
Стоимость изготовления корпусных деталей
300,0
Стоимость оригинальных деталей
783,40
Стоимость покупных изделий
78,0
Общая заработная плата на сборку
268,04
Общепроизводственные накладные расходы
3983,33
Итого
5412,77
Вывод: как видно из таблицы 26 общие затраты на изготовление
конструкции равны 5412,77 руб. Это для одной стороны, стоимость комплекта
составит (на две стороны): 5412,77 ∙ 2 ∙ 1,125 = 12178,73 руб.
Годовая экономия от снижения себестоимости при внедрении конструкции
составит:
106
Эг = (Тс - Тн) ∙ 12 ∙ Сч + Эк,
где Тс - среднемесячная трудоемкость при старой технологии, чел.-ч;
Тн - среднемесячная трудоемкость при новой технологии, чел.-ч;
Эк - экономия денежных средств при использовании
конструкции;
12 - количество месяцев в году;
Сч - часовая ставка рабочих, отчисляемая по 4-у разряду,
Сч = 43,0 руб./ч.
Экономия
денежных
средств
достигается
за
счёт
снижения
среднемесячной трудоёмкости при применении новой технологии. А снижение
трудоёмкости в свою очередь и выливается в экономию денежных средств.
Подставив числовые значения в формулу (6.13), получим:
Эг = (8 чел.-ч. - 5 чел.-ч.) ∙ 12 ∙ 43,0 руб./ч + (25000,0 – 12178,73) руб. =
=14369,27 руб.
Срок окупаемости определяем по формуле:
Оок = Скон / Эг,
Подставив числовые значения я в формулу (6.14), получим:
Оок = 12178,73 / 14369,27 = 0,85 года = 10,20 месяца.
Годовой экономический эффект от внедрения конструкции составит:
Ээф = Эг - 0,15 ∙ Скон,
Подставив числовые значения в формулу (6.15), получим:
Ээф = 14369,27 – 0,15 ∙ 12178,73 = 12542,46 руб.
Таблица 27 – Результаты расчета
Значение
№
1
2
3
4
5
Показатели
Стоимость изготовления
конструкции
Трудоёмкость при использовании
конструкции
Годовая экономия от снижения при
внедрении конструкции
Годовой экономический эффект
Срок окупаемости
Ед. изм.
До внедрения
После
внедрения
руб.
20000,0
12178,73
чел.-ч.
8
5
руб.
-
14369,27
руб.
год.
-
12542,46
0,85
107
Анализируя таблицу 27 делаем вывод, что годовая экономия, достигаемая
за счёт снижения трудоёмкости на поставленные работы и за счёт меньшей
стоимости и составляет 14369,27 руб., а срок окупаемости равен 0,85 года, что
допустимо в данной конструкции.
108
ЗАКЛЮЧЕНИЕ
В итоге выполнения выпускной квалификационной работы достигнуты
такие результаты как:
Поставлены основные задачи по разработке малотоннажного автомобиля с
повышенной плавностью хода, для решения которых были изучены патенты по
которым был выбран тип подвески.
Рассмотрены технические требования и требования безопасности,
предъявляемые к автомобилю.
Был проведён обзор типов подвесок и муфт сцепления.
Произведён расчёт элементов ступицы.
Разработана технология изготовления вала бортовой передачи, в которую
входит схема механической обработки; установки бортовой передачи на
автомобиль.
Рассчитана стоимость услуги по изготовлению бортовой передачи, а также
затраченное время на эту услугу.
Проанализирована и доказана собираемость подвески.
Изучены требования охраны труда, экологические требования.
109
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1.
Аверченков, В.И. Основы научного творчества [Электронный
ресурс]: учеб. пособие/ В.И. Аверченков, Ю.А. Малахов. — Брянск: Брянский
государственный технический университет, 2012. — 156 c.— Режим доступа:
http://www.iprbookshop.ru/7004 .
2.
Адлер Ю.П. Планирование эксперимента при поиске оптимальных
условий / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М.: Изд-во Наука, 1976.
– 278 с.
3.
Астанина,
С.Ю.
Научно-исследовательская
работа
студентов
(современные требования, проблемы и их решения) [Электронный ресурс]:
монография/ С.Ю. Астанина, Н.В. Шестак, Е.В. Чмыхова. — М.: Современная
гуманитарная
академия,
2012.—
156
c.—
Режим
доступа:
http://www.iprbookshop.ru/16934.
4.
Вахламов В.К. Автомобили: Конструкция и элементы расчета:
учебник для студ. высш. учеб. Заведений / В.К. Вахламов – 2-е изд., стер. – М.:
Издательский центр “Академия”, 2007. – 240 с.
5.
Вахламов В.К. Автомобили: Эксплуатационные свойства: учебник
для студ. высш. учеб. Заведений / В.К. Вахламов – 3-е изд., стер. – М.:
Издательский центр “Академия”, 2008. – 480 с.
6.
Вихров А.В. Несущие системы транспортных средств. – М.: МАДИ,
2015. – 113 с.
7.
Зубина В.А., Алакин В.М., Пономарев А.И., Садковский Б.П. Обзор
конструкций и применения пневматических подвесок на грузовых автомобилях
// Актуальные проблемы гуманитарных и естественных наук. 2015. №10-5.
URL: https://cyberleninka.ru/article/n/obzor-konstruktsiy-.. (дата
обращения:
11.06.2021).
8.
Дьяков Иван Федорович К математической модели плавности хода
автомобиля // Вестник УлГТУ. 2000. №4. URL: https://cyberleninka.ru/article/n/kmatematicheskoy-m.. (дата обращения: 11.06.2021).
110
Каплун А.Б.: SolidWorks для инженера: практическое руководство /
9.
А.Б. Карлун, Е.М. Морозоа, М. Едиториал УРСС, 2003. – 272 с.
10.
Каплун А.Б. Применение SolidWorks для решения задач конечно-
элементного моделирования / А.Б. Каплун, М. Едиториал УРСС, 2008. – 145 с.
11.
Моделирование и инженерный анализ в интегрированной среде
SolidWorks/COSMOSWoks/В.
В.
Князьков,
Р.
Е.
Алексеева,
Э.
М.
Фазлулин//Авто-мобиле- и тракторостроение в России: приоритеты развития и
подготовка кадров, междунар. конф. ААИ МГТУ «МАМИ», 27-28 марта 2012 г.
- М., 2012. - С. 60-66.Режим доступа: https://e.lanbook.com/book/43877.
12.
Моделирование приборов, систем и производственных процессов
[Учебное пособие]/Яблочников Е. И., Куликов Д. Д., Молочник В. И.; - СПб:
СПбГУИТМО, 2008. - 156 с.. – URL: https://e.lanbook.com/book/37101.
13.
А.
Динамика системы дорога-шина-автомобиль-водитель. Под ред. А.
Хачатурова.
М.,
«Машиностроение»,
1976.—
URL:
http://www.iprbookshop.ru/58980.html
14.
Калашников Б.А. Системы амортизации объектов с дискретной
коммутацией упругих элементов. Омск: Изд-во ОМ ГТУ,2008, 344с15. Цыбин
В.С., Галашин В.А. Легковые автомобили. М.: Просвещение,1996, 239с.
15.
Садковская Н.Е., Садковский Б.П. Пути повышения уровня
экологической безопасности технических средств и технологий: монография. —
Калуга: Манускрипт, 2011. — 156 с. ISBN 978-5-94627-071-7.
Нарбут А.Н. Автомобили: Рабочие
16.
процессы и расчет механизмов и систем: учебник / А.Н. Нарбут. – М.:
«Академия», 2008. – 256 с.
17.
Королев П.М. «Причины образования различных деформаций
дорожного полотна и методы контроля за ними» Статья, 2018 [Электронный
ресурс]: https://ceiis.mos.ru/presscenter/news/detail/7577271.html (дата обращения
05.04.2021).
18.
Алакин В.М. Методы моделирования рабочих процессов передней
подвески полноприводного автомобиля // Актуальные проблемы гуманитарных
111
и естественных наук. 2016. №7-5. URL: https://cyberleninka.ru/article/n/metodymodelirovaniya-rabochih-protsessov-peredney-podveski-polnoprivodnogoavtomobilya (дата обращения: 11.06.2021).
19.
Волобоев В. П., Клименко В. П. Метод конечных элементов и теория
графов // ММС. 2013. №4. URL: https://cyberleninka.ru/article/n/metod-konechnyhelementov-i-teoriya-grafov (дата обращения: 11.06.2021).
112
ПРИЛОЖЕНИЕ А
Графическая часть дипломного проекта
113