Выполнение сверления, растачивания в глухих отверстиях горячештампованных заготовок
реклама

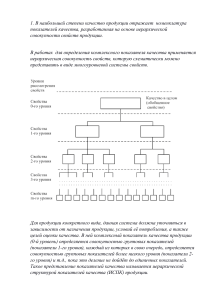
Выполнение сверления, растачивания в глухих отверстиях горячее штампованных заготовок 1. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса: 2. Стойкость инструмента зависит от следующих факторов: Режимы резания Марка твёрдого сплава и геометрия Материал заготовки Диаметр (сверло меньшего диаметра проходит большее расстояние за более короткое время) Глубина отверстия (большое количество неглубоких отверстий означает большое количество входов/выходов, снижающих стойкость) Стабильность 3. Для закрепления сверл применяют переходные конусные втулки и различные кулачковые зажимные патроны. Сверло состоит из рабочей части, которая непосредственно образует отверстие, и хвостовика, который служит для закрепления сверла в патроне или шпинделе станка.