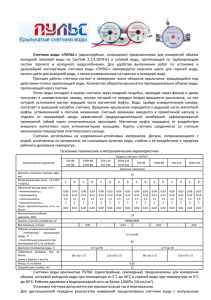
Сравнение методов постепенного наращивания материала с традиционными методами производства на примере крыльчатки насоса
реклама

МИНОБРНАУКИ РОССИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Балтийский государственный технический университет «ВОЕНМЕХ» им. Д.Ф. Устинова» (БГТУ «ВОЕНМЕХ» им. Д.Ф. Устинова») БГТУ.СМК-Ф-4.2-К5-02 Факультет Кафедра Дисциплина А Ракетно-космической техники шифр наименование А8 Двигатели и энергоустановки летательных аппаратов шифр наименование Технология производства РД КУРСОВОЙ ПРОЕКТ на тему Сравнение методов постепенного наращивания материала с традиционными методами производства на примере крыльчатки насоса Выполнил студент группы Криворучко Д.В. А871 Фамилия И.О. РУКОВОДИТЕЛЬ Баранов И.Я. Фамилия И.О. Подпись Оценка «_____» САНКТ-ПЕТЕРБУРГ 2021 г. 2021____ г. ОГЛАВЛЕНИЕ ВВЕДЕНИЕ........................................................................................................... 3 1. МЕТОДЫ ПОСТЕПЕННОГО НАРАЩИВАНИЯ МАТЕРИАЛА ............. 5 1.1. ЛАЗЕРНАЯ СТЕРЕОЛИТОГРАФИЯ......................................................... 5 1.2. ЛАЗЕРНОЕ СПЕКАНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ ................ 7 1.3. СЕЛЕКТИВНОЕ ЛАЗЕРНОЕ ПЛАВЛЕНИЕ ............................................ 9 1.3.1. УСТАНОВКА СЕЛЕКТИВНОГО ЛАЗЕРНОГО ПЛАВЛЕНИЯ ....... 12 2. ТРАДИЦИОННЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ КРЫЛЬЧАТОК НАСОСА. ............................................................................................................ 14 3. СРАВНЕНИЕ ТЕХНОЛОГИЙ ..................................................................... 19 ЗАКЛЮЧЕНИЕ .................................................................................................. 23 СПИСОК ЛИТЕРАТУРЫ ................................................................................. 24 2 ВВЕДЕНИЕ Технический прогресс в различных отраслях промышленности, особенно в авиационной и ракетно-космической технике, неразрывно связан с разработкой новых конструктивных решений и прогрессивных технологий. Примерно с начала 1980-х начали интенсивно развиваться технологии формирования трехмерных объектов не путем удаления материала (точение, фрезерование, электроэрозионная обработка) или изменения формы заготовки (ковка, штамповка, прессовка), а путем постепенного наращивания (добавления) материала или изменения фазового состояния вещества в заданной области пространства. Эти технологии известны под разными терминами, например, SFF (SolidFreeform Fabrication), FFFF (FastFree Form Fabrication) или CARP (Computer AidedRapid Prototyping), однако наибольшее распространение получил термин RP (Rapid Prototyping) – быстрое прототипирование. В последние годы не осталось ни одной отрасли машиностроения, в которой бы не попытались применить технологию быстрого прототипирования. В отличие от других популярных инноваций данная технология стабильно ведет к успеху. Эти технологии нашли применение для изготовления опытных партий отливок, в том числе литьем по выплавляемым моделям, деталей разного назначения в автомобилестроении, авиастроении, ракетной и космической технике, для медицинских целей и получения художественных изделий. Объектом исследования работы является технологический процесс создания заготовок и деталей путем постепенного наращивания материала, а предметом исследования – крыльчатка насоса, созданная при помощи данной технологии. Целью данной работы является изучение научной литературы, связанной с методом постепенного наращивания материала, анализ 3 способов изготовления крыльчатки насоса и их сравнение, расчет нагрузок крыльчатки в SOLIDWORKS. Для достижения цели работы были поставлены и решены следующие задачи: 1) Рассмотреть теоретические основы метода постепенного наращивания материала; 2) Познакомиться с научными статьями и патентами, а также проанализировать их; 3) Изучить крыльчатку насоса, изготовленную методом постепенного наращивания материала; 4) Сравнить метод постепенного наращивания материала с традиционными методами изготовления крыльчаток насоса; 5) Произвести расчет крыльчатки на прочность в SOLIDWORKS. 4 1. МЕТОДЫ ПОСТЕПЕННОГО НАРАЩИВАНИЯ МАТЕРИАЛА Существует большое разнообразие методов «выращивания» изделий. В данном курсовом проекте будут рассмотрены следующие из них: 1) Лазерная стереолитография; 2) Лазерное спекание металлических порошков (SLS); 3) Селективное лазерное плавление (SLM). 1.1. ЛАЗЕРНАЯ СТЕРЕОЛИТОГРАФИЯ Лазерная стереолитография основана на полимеризации, фотоинициированной лазерным излучением, а также излучением ртутных или люминесцентных ламп. В основе этой технологии - создание с помощью инициирующего (например, реакционноспособной среде лазерного) активных излучения центров в (радикалов, жидкой ионов, активированных комплексов), которые, взаимодействуя с молекулами мономера, вызывают рост полимерных цепей, т. е. процесс полимеризации. Вследствие полимеризации происходит изменение фазового состояния среды — в обработанной области образуется твердый полимер. Что касается особенностей технологического процесса, то технология предусматривает создание трехмерной электронной модели будущей отливки системой CAD, которая разбивается на тонкие слои. На лазерной стереолитографической установке эти слои реально воссоздаются и соединяются воедино. В результате выстраивается физический объект в виде мастер-модели из фотополимера для литья по выплавляемым моделям. Полученная модель с литниковой системой формуется в гипсодинасовой смеси. Форму прокаливают до полного удаления мастер-модели. Заливают в 5 форму металл. Затем форму разрушают, отделяя литниковую систему и зачищая отливку. Схема установки приведена на рис.1. Техническая характеристика установки: отклонения размеров моделей не более 0,1 мм; габаритные размеры до 250 х 250 х 250 мм; масса модели не более 5 кг. Отливки могут быть изготовлены из любого литейного материала. Рис.1. 1 – HeCd-лазер; 2 – акустико-оптический затвор; 3 – двухкоординатный сканатор; 4 – элеватор; 5 – емкость с жидким фотополимером; А – компьютерное моделирование и подготовка данных для системы управления установкой; Б – управляющий компьютер. Преимущества процесса — резкое (в 5—10 раз) сокращение времени на разработку и внедрение новых изделий; значительное сокращение времени и средств на технологическую подготовку производства, полное исключение ручного труда при изготовлении мастер-модели; изготовление сложных деталей (моделей оснастки, спроектированных в разных САПР; достижение высокой точности изготовляемых отливок). 6 1.2. ЛАЗЕРНОЕ СПЕКАНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ Суть метода заключается в спекании частиц порошкового материала. Порошок укладывается тонким слоем, далее в соответствии с текущим сечением прототипа, слой порошка выжигается лазером. В местах прохода лазера порошок оплавляется, образуя твердую массу, поверх текущего слоя укладывается следующий. Процесс повторяется. В качестве материалов используются полиамид, полистирол, песок и порошки некоторых металлов. Особенностью метода является отсутствие необходимости в структурах поддержки, т.к. прототип находится в однородной массе порошка. Прототипы могут быть обработаны специальной пропиткой, чтобы обеспечить водонепроницаемость, а также могут быть подвержены различной механической обработке. Спекание металлического порошка происходит в рабочей камере установки под воздействием лазерного луча высокой мощности. При попадании лазерного пятна на порошок, происходит связывание соседних частиц текущего слоя между собой в единую кристаллическую решетку и с уже отвержденным предыдущим слоем. Процесс идет без перехода металла в жидкую фазу при стабильной температуре. Нагрев металла носит локальный характер, чтобы избежать перегрева металла в одной области и обеспечить надежную связь между слоями, используются специальные стратегии экспонирования слоя порошка лазерным лучом. Для того, чтобы в процессе спекания избежать окисления металла, перед началом рабочего процесса из рабочей камеры удаляется кислород, и камера заполняется инертным газом. При спекании изделий из различных марок стали и бронзы, рабочая камера заполняется азотом, который вырабатывается подсистемой сепарации азота из воздуха. Эта подсистема является составной частью установки лазерного спекания. 7 При изготовлении деталей из титана, алюминия и других цветных металлов, в качестве наполнителя среды используется аргон. При нагреве металла в процессе спекания происходит сублимация небольшой части порошка в пространство рабочей камеры. Эти продукты «горения» могут оседать на внутренних поверхностях рабочей камеры и образовывать нежелательные включения в изготавливаемой детали. Поэтому во время рабочего процесса производится постоянная рециркуляция газа в рабочей камере. Вентилятор отсасывает газ из рабочей камеры и направляет его на фильтры рециркуляции газа, где газ очищается от примесей и вновь подается в рабочую камеру. Поскольку в процессе спекания отсутствуют химические реакции, обеспечивается высокая химическая чистота материала, из которого изготавливается деталь. Плотность выращенной детали практически соответствует плотности литого изделия. При спекании очень важно точно подобрать и стабильно выдерживать режим работы лазера, который должен быть сопоставлен со спекаемым металлом. Также большое значение имеет качество порошка. Сложность физических процессов, происходящих в металле при спекании его порошковой формы в твердое тело, накладывают свой отпечаток на технологию. Круг металлов, которые доступы для производства по технологии селективного лазерного спекания, пока ограничен. На сегодняшний день доступные для спекания металлы и сплавы включают: титан, алюминий, никель, бронза, сплав кобальт + хром. Преимущества процесса прототипирования при изготовлении заготовок и пресс-форм для изготовления моделей литья по выплавляемым моделям: возможность производить испытания на собираемость и функциональность, возможность изготавливать рабочие шарниры, изготовление сложных узлов в сборе, высокая скорость построения детали, 8 возможность создания металлических изделий, металлокерамических (например, из карбида вольфрама); возможность быстрого выпуска пилотных партий изделий. Проблемы технологий быстрого прототипирования: относительно высокая цена установок и расходных материалов; невысокая точность получаемых изделий, связанная с размерами частиц материала, применяемого для прототипирования. 1.3. СЕЛЕКТИВНОЕ ЛАЗЕРНОЕ ПЛАВЛЕНИЕ SLM или Selective laser melting — инновационная технология производства сложных изделий посредством лазерного плавления металлического порошка по математическим CAD-моделям (3D-печать металлом). С помощью SLM создают как точные металлические детали для работы в составе узлов и агрегатов, так и неразборные конструкции, меняющие геометрию в процессе эксплуатации. Технология является методом аддитивного производства и использует мощные лазеры для создания трехмерных физических объектов. Данный процесс успешно заменяет традиционные методы производства, так как физико-механические свойства изделий, построенных по технологии SLM, зачастую превосходят свойства изделий, изготовленных по традиционным технологиям. Установки SLM помогают решать сложные производственные задачи промышленных предприятий, работающих в авиакосмической, энергетической, машиностроительной и приборостроительной отраслях. Установки также применяются в университетах, конструкторских бюро, используются при проведении научно-исследовательских и экспериментальных работ. 9 Процесс печати начинается с разделения цифровой 3D-модели изделия на слои толщиной от 20 до 100 мкм с целью создания 2D-изображения каждого слоя изделия. Отраслевым стандартным форматом является STLфайл. Этот файл поступает в специальное машинное ПО, где происходит анализ информации и ее соизмерение с техническими возможностями машины. На основе полученных данных запускается производственный цикл построения, состоящий из множества циклов построения отдельных слоев изделия. Цикл построения слоя состоит из типовых операций: 1. нанесение слоя порошка заданной толщины (20-100 мкм) на плиту построения, закрепленную на подогреваемой платформе построения; 2. сканирование лучом лазера сечения слоя изделия; 3. опускание платформы вглубь колодца построения на величину, соответствующую толщине слоя построения. Процесс построения изделий происходит в камере SLM машины, заполненной инертным газом аргон или азот (в зависимости от типа порошка, из которого происходит построение), при ламинарном его течении. Основной расход инертного газа происходит в начале работы, при продувке камеры построения, когда из нее полностью удаляется воздух (допустимое содержание кислорода менее 0,15%). После построения изделие вместе с плитой извлекается из камеры SLM машины, после чего изделие отделяется от плиты механическим способом. От построенного изделия удаляются поддержки, производится финишная обработка построенного изделия. Практически полное отсутствие кислорода позволяет избегать оксидации расходного материала, что делает возможной печать такими материалами, как титан. 10 Преимущества: 1) Решение сложных технологических задач: производство изделий со сложной геометрией, с внутренними полостями и каналами конформного охлаждения; 2) Сокращение цикла НИОКР: возможность построения сложных изделий без изготовления дорогостоящей оснастки; 3) Уменьшение массы изделий: построение изделий с внутренними полостями; 4) Экономия материала при производстве: построение происходит с помощью послойного добавления в «тело» изделия необходимого количества материала. 97-99% незадействованного при построении порошка после просеивания пригодно к повторному использованию. 3-9% материала, задействованного на построение поддержек, утилизируется вместе с некондиционным несплавленным порошком, не прошедшим операцию просеивания; сокращение затрат на производство сложных изделий, т.к. нет необходимости в изготовлении дорогостоящей оснастки. 11 1.3.1. УСТАНОВКА СЕЛЕКТИВНОГО ЛАЗЕРНОГО ПЛАВЛЕНИЯ Проведя анализ существующих установок для аддитивного производства, можно сделать вывод, что 3D-принтер SLM 500HL, на сегодняшний день, является самым технологичным и обладающим наибольшими производственными возможностями. Это обусловлено большим количеством материалов изготовления деталей, мощными лазерами, наилучшей точностью и объемной камерой спекания, позволяющей изготавливать довольно габаритные детали. Так же у компании SLM есть официальное представительство в России, в отличие от конкурентов. В зависимости от требований к поверхности и точности изготовления, а также материала изготовления, скорость печати принтера SLM 500HL варьируется от 10 см3 /час до 100 см3 /час. В таблице 1 приведены расчетные данные времени изготовления деталей при различных требованиях к поверхности и точности. Таблица 1. Наименование Объем, см3 А, час Б, час В, час 2,9 0,4 0,3 0,2 81 8 4,3 3,2 195 21 13,1 9,6 8,2 1,5 0,9 0,6 детали Подшипник скольжения Крыльчатка турбины Гидроблок АКПП Резец долота Где, А- 0,02мм; Б-0,05мм; В- 0,1мм SLM 500 HL (рисунок 2) – установка селективного лазерного плавления металлов с большой рабочей камерой (500х280х330 мм). 12 Применяется для единичного и мелкосерийного производства сложных изделий из специальных металлических порошков: нержавеющей и инструментальной стали, алюминиевых, титановых сплавов, инконелей, кобальт-хрома. SLM 500 HL является самой производительной установкой селективного лазерного плавления среди всех форматов SLM-машин, представленных на рынке. Процесс построения изделий полностью автоматизирован и не требует присутствия оператора после запуска машины. Установка SLM 500 HL, оснащенная сразу 2 или 4 лазерами, позволяет наилучшим образом удовлетворить любые производственные потребности. Возможность регулировки пятна лазера дает возможность выбирать между максимальной точностью или высокой скоростью построения на простых участках. Базовую версию установки SLM 500HL с двумя (2х400 Вт) лазерами 44 опционально можно усовершенствовать до версии с четырьмя (4х400 Вт) лазерами. 3D-принтер SLM 500 HL способен производить до 105 см3 металлических изделий в час. Он является флагманом серии и обгоняет по эффективности ближайшую модель среднего формата (SLM 280) в 2 раза. Минимальная толщина стенки — 150 мкм. Пятно лазера автоматически регулируется от 80 до 115 микрон, а минимальная толщина слоя составляет всего 20 микрон. 13 Рис.2. Установка SLM 500 HL. 2. ТРАДИЦИОННЫЕ МЕТОДЫ ИЗГОТОВЛЕНИЯ КРЫЛЬЧАТОК НАСОСА. Крыльчатки насосов ТНА работают при больших числах оборотов и при высоких напорах жидкости. Поэтому к ним предъявляются высокие требования по точности изготовления и качеству материала. В ТНА обычно применяются крыльчатки закрытого типа. Закрытые крыльчатки выполняются с односторонним и двусторонним входом жидкости. Внутри крыльчаток имеются направляющие перегородки, образующие криволинейные каналы для прохода жидкости. Форма каналов определяется гидравлическим расчетом. Иногда с целью облегчения обработки каналов одна из стенок выполняется отъемной и соединяется с крыльчаткой с помощью пайки. Отверстие в ступице имеет шлицы для соединения с валом. Посадочное шлицевое отверстие обрабатывается по второму классу точности. На торце крыльчатки имеются кольцевые пояски для лабиринтного уплотнения. Допускаемое биение этих поясков по отношению к посадочному отверстию составляет 0,02—0,03 мм. Сложная криволинейная форма каналов в закрытых крыльчатках не позволяет обрабатывать их резанием. Поэтому каналы должны быть получены с достаточной точностью и чистотой поверхности в заготовке. Заготовки такого рода могут быть получены литьем с применением стержней для образования каналов. Материалы для изготовления закрытых крыльчаток должны обладать хорошими литейными свойствами. Наиболее часто применяются алюминиевые литейные сплавы типа АЛ2, AJI4, АЛ5, АЛ9, обладающие самыми высокими литейными свойствами (малая линейная усадка, повышенная жидкотекучесть, хорошая герметичность). Они обладают 14 хорошей коррозионной стойкостью и достаточной механической прочностью. Сборнопаяные крыльчатки выполняются из алюминиевого сплава АВ пли из сталей 1Х8Н9Т, ЗОХГСА и других. Заготовки для них получают методом горячего деформирования. Заготовки закрытых крыльчаток получают литьем в кокиль, в оболочковые формы или литьем по выплавляемым моделям. При изготовлении крыльчаток небольшими сериями можно применять литье в земляные формы. Во всех случаях стержни для образования каналов должны быть точными и устанавливаться на строго фиксированные опорные элементы (знаки) для обеспечения заданной точности по взаимному расположению каналов. Наиболее точное фиксирование стержней достигается при литье в постоянные металлические формы — кокили. При литье в оболочковые формы требуется точная металлическая модель, состоящая из двух половин. Поверхности модели должны быть гладкими — они обычно хромированы и полированы. На поверхность предварительно подогретых до 200—250° С моделей наносится смесь литейной земли со связующим веществом, например, бакелитом (6—8%). По истечении 1,5— 2,5 мин на поверхности моделей образуется корка смеси толщиной 10—12 мм. Эти корки-оболочки отделяются от моделей и высушиваются. Параллельно изготовляются стержни для каналов и литниковая система. Затем производится сборка оболочек, стержней и литниковой системы. Соединение осуществляется склеиванием специальными составами. В подготовленную таким образом форму заливается металл. При расчете припусков на механическую обработку крыльчатки по торцам, периферии и центральному посадочному отверстию следует учитывать не только толщину дефектного слоя, но и погрешность в расположении каналов, так как в первой операции механической обработки базирование крыльчатки должно выполняться обязательно на необработанные внутренние поверхности каналов, о чем будет сказано в 15 дальнейшем. Как показывает практика, припуск на механическую обработку заготовок, полученных литьем в кокиль или оболочковые формы, составляет 2—3 мм на сторону. В заготовках, полученных литьем в землю, припуск достигает 7—10 мм на сторону. Особенности механической обработки закрытых крыльчаток определяются тем, что каналы внутри крыльчаток механически не обрабатываются и положение их в заготовке нельзя изменить. Поэтому необходимо, чтобы положения всех обрабатываемых поверхностей крыльчатки координировались по отношению к необрабатываемым поверхностям каналов. В противном случае получится неравномерная толщина стенок и несбалансированность крыльчатки. Механическую обработку крыльчаток выполняют в два этапа: черновую и чистовую. При черновой обработке снимается основная часть припуска (до 70—80%). Чистовая обработка ведется с менее напряженными режимами резания, крыльчатке придается окончательная форма, а чистота поверхностей доводится до заданной по чертежу. В конце второго этапа проводится балансировка крыльчатки и наносится защитное покрытие. Типовой технологический маршрут обработки закрытых крыльчаток 1. Предварительная зачистка каналов. 2. Протачивание торцов и растачивание отверстия. 3. Черновое обтачивание наружных поверхностей. 4. Протягивание шлицев посадочного отверстия. 5. Чистовое обтачивание наружных поверхностей. 6. Протачивание лабиринтных поясков. 7. Сверление отверстии и нарезание резьбы в ступице. 8. Окончательная зачистка каналов. 9. Статическая балансировка. 10. Окончательный контроль. 11. Гальваническое покрытие. 16 Перед механической обработкой закрытых крыльчаток зачищают внутренние каналы. Способы зачистки выбираются в зависимости от состояния поверхности каналов после литья. На входе и выходе каналы могут зачищаться шарошками, металлическими щетками и другими подобными инструментами. В закрытых местах — в середине крыльчатки — такие простые инструменты применять нельзя. Поэтому для зачистки нужны другие средства: обдувка песком, прокачивание жидкости в смеси с абразивом (гидроабразивная зачистка). Следует иметь в виду, что при пескоструйной или гидроабразивной зачистке металл с поверхности снимается очень интенсивно на изгибах каналов при изменении направления струи. Поэтому в криволинейных каналах в одних местах будут хорошо зачищенные, а в других—совершенно не зачищенные поверхности. При увеличении длительности зачистки может появиться недопустимо большой съем металла. Иллюстрация такой неравномерной зачистки дана на рис. 3. Струя воздуха с песком пли жидкости с абразивом ударяется о стенку и на участке А—Б изменяет свое направление. В результате действия центробежных сил на этом Участке будет интенсивный съем металла. В то же время противоположная стенка на участке В—Г практически не защищается. Рис.3. Для более равномерной зачистки всей поверхности каналов можно использовать возвратно-поступательное перемещение гидроабразивной суспензии с малыми скоростями потока или другие способы. 17 Механическая обработка крыльчатки начинается с подрезки торцов и образования центрального посадочного отверстия. Базой для установки, как указывалось выше, служат внутренние каналы. Базирование может осуществляться на входную или выходную части каналов в зависимости от того, какую из этих частей каналов важнее расположить более точно по отношению к центральному посадочному отверстию. В дальнейших операциях базирование крыльчатки производится, главным образом, на посадочное отверстие. Обработка может выполняться как на токарных, так и на токарноревольверных станках. В окончательных отделочных операциях базирование должно осуществляться на установочные элементы без зазоров, чтобы избежать погрешностей обработки. Для беззазорной установки применяются конусные оправки с малой конусностью или гидропластмассовые оправки. Обработка должна выполняться на станках повышенной точности, чтобы обеспечить заданную точность: биение уплотнительных поясков по отношению к посадочному отверстию — не более 0,02—0,03 мм; биение наружного диаметра — не более 0,04—0,05 мм. 18 3. СРАВНЕНИЕ ТЕХНОЛОГИЙ Для воспроизведения турбокомпрессора при нагрузок, максимально испытываемых интенсивной крыльчаткой работе, создана трехмерная модель крыльчатки. Далее с помощью программного комплекса SolidWorks и пакета Simulation Xpress были произведены два вида расчетов: расчет на прочность и расчет максимальных перемещений. Оба расчета производились с заданной температурой крыльчатки равной 450°С. Расчеты проводились с двумя материалами: сталь 40х и ТНМ20. На рисунке 4.1 показаны результаты расчета на прочность крыльчатки, изготовленной из стали 40х, на рисунке 4.2 показаны результаты расчета на прочность крыльчатки, изготовленной из ТНМ20. Рис. 4.1. Прочность крыльчатки, изготовленной из стали 40х 19 Рис.4.2. Прочность крыльчатки, изготовленной из ТНМ20 При первом расчете с материалом сталь 40Х минимальный коэффициент запаса прочности получился 0,291. При расчете с материалом ТНМ20 коэффициент запаса прочности 1,23. В итоге крыльчатка из ТНМ20 выигрывает в 4,2 раза по прочности, при идентичных размерах. Вторым видом расчета является расчет на максимальные перемещения. Расчет крыльчатки из стали приведен на рисунке 5.1, максимальное перемещение составило 0,0787мм. Расчет крыльчатки на максимальные перемещения, изготовленной из металлокерамики марки ТНМ20, показан на рисунке 5.2. Максимальные перемещения равны 0,0472, что в 1,67 раза меньше чем у стальной крыльчатки. 20 Рис.5.1. Максимальные перемещения крыльчатки, изготовленной из стали 40Хмарки ТНМ20 Рис. 5.2. Максимальные перемещения крыльчатки, изготовленной из ТНМ20 21 Пробной деталью при проверке возможностей 3D-печати была крыльчатка насоса, изготовленная по заказу ГП «КБ «Южное» во внешней организации из алюминиевого сплава AlSi10Mg. Напечатанная на 3Dпринтере заготовка прошла механическую обработку и хромирование уплотнительных буртов. Внутренние поверхности крыльчатки, образующие проточную часть, никакой обработке не подвергались. В соответствии с существующей штатной технологией производились сборка насоса и его испытания со снятием характеристик при прокачивании воды с приводом насоса от стендового электродвигателя. Полученные характеристики сравнивали с характеристиками насосов, в которых была установлена крыльчатка такой же геометрии, но изготовленная по традиционной технологии (литье по выплавляемым моделям). Было определено, что коэффициент полезного действия насоса с крыльчаткой, изготовленной методом 3Dпечати, на 2-3% выше, чем насоса с литой крыльчаткой. Такой выигрыш можно объяснить тем, что при 3D-печати точнее воспроизводится расчетная геометрия проточной части и поверхность более шероховатая, чем у литой крыльчатки. Двигатель РД861K с крыльчаткой, напечатанной на 3Dпринтере, успешно прошел серию огневых испытаний, наработав тройной ресурс как по времени работы, так и по количеству включений. По результатам дефектации после испытаний замечаний к крыльчатке нет. 22 ЗАКЛЮЧЕНИЕ Методы постепенного наращивания материала, безусловно, дали новую жизнь многим отраслям промышленности. Высокая скорость изготовления, доступность, большой выбор материалов Важной отличительной чертой является возможность ремонта вышедшей из строя детали, что является значительным преимуществом использования данной технологии. Подводя итог и сравнив два метода производства, мы можем выделить ряд преимуществ, присущих методам постепенного наращивания материала: 1) Решение сложных технологических задач: производство изделий со сложной геометрией, с внутренними полостями и каналами конформного охлаждения; 2) Сокращение времени производства и затрат на производство: резкое (в 5—10 раз) сокращение времени на разработку и внедрение новых изделий; значительное сокращение времени и средств на технологическую подготовку производства; сокращение затрат на производство сложных изделий, т.к. нет необходимости в изготовлении дорогостоящей оснастки. 3) Доступность. 4) Повышение эксплуатационных характеристик: проведенные расчеты и натурные испытания позволяют нам сделать вывод о том, что крыльчатка, изготовленная с помощью метода наращивания материала, имеет более высокие прочностные характеристики, а насос с такой крыльчаткой имеет более высокий КПД. 23 СПИСОК ЛИТЕРАТУРЫ 1. И. И. Горев. Основы производства жидкостных ракетных двигателей. Машиностроение, Москва, 1969. 2. заготовок Е.П. Круглов, Э.Р. Галимов и др. Выбор и способы изготовления для деталей машиностроения. Учебник для студентов машиностроительных специальностей, 2015. 3. В.А. Моисеев, В.А. Тарасов и др. Технология производства жидкостных ракетных двигателей. Учебник для вузов. Издательство МГТУ им. Н.Э. Баумана, 2015. 4. В.В. Воробей, Логинов В.Е. Технология производства жидкостных ракетных двигателей. – МАИ, 2001. 5. В.В. Горячий, В.В. Бухтояров. Исследование технологических возможностей применения 3D принтеров для моделирования деталей машин и оборудования нефтегазового комплекса. Магистерская диссертация. Сибирский федеральный университет, 2016. 6. А. Н. Коваленко, Л. Ф. Ивченко, Ю. В. Блишун. Внедрение аддитивных технологий для изготовления деталей ЖРД. 2018. 24