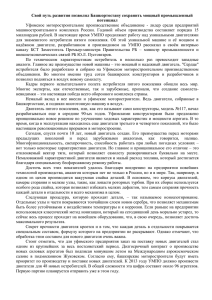
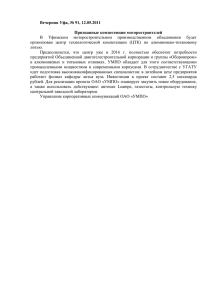
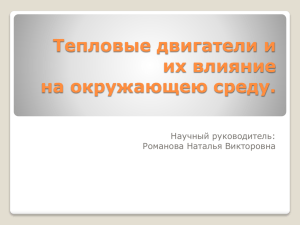
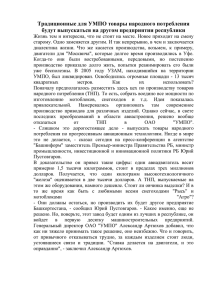
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ МЫ Уфимский Государственный Авиационный Технический Университет Факультет Авиационных Двигателей Энергетики и Транспорта Кафедра Авиационных Двигателей РЕФЕРАТ на тему: «Производственная структура предприятия» Работу выполнил: Студент группы ДЛА-207 Иванов Владимир Сергеевич Проверил: Лисник Эдуард Валерьевич Оглавление Введение. .................................................................................................................. 3 Литейное производство. ......................................................................................... 4 Кузнечно-прессовое производство. ....................................................................... 5 Инженерный центр быстрого прототипирования. ............................................... 6 Лазерное спекание порошковых материалов. ...................................................... 6 Сварка в обитаемой камере «Атмосфера-24». ..................................................... 7 Авиационная продукция. ........................................................................................ 9 Турбореактивные двигатели. ............................................................................... 10 Окончательная сборка. ......................................................................................... 10 Испытание двигателей. ......................................................................................... 14 Вывод. ..................................................................................................................... 16 Список использованной литературы................................................................... 16 Введение. ОАО «Уфимское моторостроительное производственное объединение» крупнейшее в России двигателестроительное предприятие. За последние 55 лет предприятие выпустило 31 тип авиационных двигателей, которые устанавливались на 85 модификациях самолетов военной и гражданской авиации. На самолетах с уфимскими двигателями поставлено около 60 мировых авиационных рекордов. Авиационные двигатели марки УМПО эксплуатируются в 49 странах мира. ОАО «УМПО» имеет лицензию на производство авиационной техники. Производство сертифицировано. Внедрена система качества, отвечающая требованиям международных стандартов серии ISO-9001. Объединение обладает полным технологическим циклом производства авиадвигателей. Освоенные технологические процессы, уровень технологического оборудования и квалификации персонала позволяют изготавливать двигатели пятого поколения. Цех – организационно-обособленное подразделение предприятия, состоящее из ряда производственных и вспомогательных участков и обслуживающих звеньев, выполняющее определенные ограниченные производственные функции, обусловленные характером разделения и кооперации труда внутри предприятия. На большинстве промышленных предприятий цех является их основной структурной единицей. Часть мелких и средних предприятий может быть построена по бес цеховой структуре. В этом случае предприятие расчленяется непосредственно на производственные участки. Некоторые наиболее крупные предприятия строятся в организационноадминистративном отношении по корпусной системе на основе объединения под единым руководством ряда цехов и хозяйств. К цехам основного производства относятся цехи, изготовляющие основную продукцию предприятия. К ним относятся: заготовительные (литейные, кузнечно-прессовые, и др.); обрабатывающие (механической обработки деталей, холодной штамповки, термические и др.); сборочные (узловой сборки, генеральной сборки, монтажные, регулировочно-настроечные и др.) цехи. К вспомогательным относятся цехи, которые способствуют выпуску основной продукции, создавая условия для нормальной работы основных цехов: оснащают их инструментом и приспособлениями, обеспечивают запасными частями для ремонта оборудования и проводят плановые ремонты, обеспечивают энергетическими ресурсами. Важнейшими из этих цехов являются инструментальные, ремонтно-механические, ремонтноэнергетические, ремонтно-строительные, модельные, штамповые и др. Количество вспомогательных цехов и их размеры зависят от масштаба производства из состава основных цехов. К побочным цехам относятся такие цехи, в которых изготавливается продукция из отходов основного и вспомогательного производства, либо осуществляется восстановление использованных вспомогательных материалов для нужд производства, например, цех производства товаров широкого потребления, цех регенерации формовочной смеси, масел, обтирочных материалов. К подсобным цехам относятся цехи, осуществляющие подготовку основных материалов для основных цехов, а также изготовляющие тару для упаковки продукции. Литейное производство. Литейное производство предприятия располагает комплексом современного оборудования для производства фасонного и точного литья ответственного назначения из серых, закаленных, аустенитных и специальных чугунов; углеродистых, нержавеющих, хромоникелевых, аустенитных сталей, жаропрочных и спецсплавов; алюминиевых, титановых, магниевых, цинковых и медных сплавов. Предприятие располагает вакуумной установкой для литья лопаток с направленной и монокристаллической структурой мод.УВНК-9А. Она предназначена для получения литых деталей длиною до 300 мм(лопаток ГТД и ГТУ) сложной конфигурации с монокристаллической структурой методом направленной кристаллизации с применением жидкометаллического охладителя. Установка представляет собой сложный энергетический комплекс, оснащенный системами автоматического поддержания температуры в печи и на форме по заданной программе, системой записи температуры в необходимых точках установки, системами вакуумной, гидравлической и водоохлаждения. Все технологические вакуумные затворы, участвующие в процессах герметизации камер, оснащены плавающими системами прижима, что обеспечивает надежную герметичность и минимальное (25 л, нк/с) натекание воздуха. Для нагревательной печи подогрева форм использованы самые прогрессивные материалы с повышенной стойкостью при технологических температурах. Ванна кристаллизатора с 80 кг расплавленного алюминия, с системой контроля температуры в заданных пределах и механизмом подъема кристаллизатора под обрез печи подогрева форм. Отличительной особенностью установки является двухзонная печь сопротивления и жидкометаллический кристаллизатор с системой поддержания температуры в определенных пределах. Кузнечно-прессовое производство. Предприятие располагает комплексом оборудования для ковки, горячей объемной и изотермической штамповки заготовок из сталей, титановых и специальных сплавов. Прессы гидравлические мод. ПА 2638 ус. 630 тс. Данный пресс применяется для изготовления деталей и лопаток из титановых сплавов методом изотермической штамповки в условиях сверхпластичности с минимальными припусками на механическую обработку. Штамповка производится на данном прессе в установках УИШБ-400 для изотермического деформирования с индукционным нагревом или со специальными нагревателями. Детали типа: "стакан", "диафрагма", "башмак". Лопатки рабочие КНД, КВД. Инженерный центр быстрого прототипирования. Инженерный центр прототипирования ОАО "УМПО" укомплектован оборудованием фирм MCP Group, 3D Systems, GOM, ProMetal, которые являются мировыми лидерами технологии быстрого изготовления прототипов и оснастки, оцифровки и измерения. Специалисты ИЦП сертифицированы по всему спектру оборудования и технологий быстрого прототипирования и в данный момент освоили технологии создания «быстрой» оснастки, опытных образцов изделий, мелкосерийного и единичного производства изделий сложной конфигурации, проведению анализа качества продукции, выполнению реверсивного инжиниринга. Синтез технических возможностей оборудования и передовых технологий, которыми располагает инженерный центр прототипирования, позволяет получить полную систему подготовки производства – от компьютерного проектирования до изготовления и контроля деталей и технологического оснащения, что беспрецедентно сокращает время выхода нового изделия на рынок. Лазерное спекание порошковых материалов. Селективное лазерное спекание – технология изготовления моделей из порошковых материалов по данным компьютерного проектирования. Основная установка – Vanguard HS, которая позволяет изготавливать модели из порошковых материалов на основе полиамида (функциональные модели, дизайн-модели, мастер-модели), на основе полистирола (выжигаемые модели), на основе металлических сплавов (прессформы). Изделия, полученные методом селективного лазерного спекания, созданные по компьютерной трёхмерной модели, позволяют: оценивать конструкцию и внешний вид разрабатываемых изделий; проверять собираемость и работоспособность конструкций; получать металлические детали литьем по выжигаемым моделям; изготавливать оснастку для опытных образцов, эластичные силиконовые, металлические напыляемые и металлополимерные формы, литье штампы; изготавливать серийные пресс-формы и штампы литьем стали по выжигаемым полистирольным моделям формообразующих. Метод селективного лазерного спекания имеет ряд существенных преимуществ: высокая скорость построения; полная совместимость технологии литья металлических деталей по выжигаемым моделям со стандартным производственным процессом; возможность построения металлических изделий, которые имеют свойства инструментальной стали; возможность быстрого выпуска пилотных партий изделий. Сварка в обитаемой камере «Атмосфера-24». Интереснейшим этапом производства двигателя является аргонодуговая сварка наиболее ответственных узлов в обитаемой камере, обеспечивающая полную герметичность и аккуратность сварного шва. Специально для УМПО ленинградским институтом «Прометей» в 1981 году создан один из крупнейших в России участок сварки, состоящий из двух установок «Атмосфера-24». Сварщики отправляются в «Атмосферу-24» в легких космических скафандрах. Через первые двери шлюза они проходят в камеру, им прикрепляют шланги с воздухом, закрывают двери и подают внутрь камеры аргон. После того, как он вытеснит воздух, сварщики открывают вторую дверь, заходят в камеру и начинают работать. В безокислительной среде чистого аргона начинается сварка конструкций из титана. Всегда на связи со сварщиками — специалист, следящий за происходящим с пульта управления. Авиационная продукция. В настоящее время из авиационной тематики УМПО производит турбореактивные двигатели АЛ-31Ф и АЛ-31ФП для самолетов Су-27, Су-30, Су-35 со всеми их модификациями,Р-95Ш и Р-195 для семейства самолетов Су-25, Д-436Т1 для Ту-334 и Д-436ТП для самолета-амфибии Бе-200, колонки несущих винтов на вертолеты Ка-27, Ка-28, Ка-32, трансмиссии для вертолетов Ми-26. Совместно с ОАО "НПО "Сатурн" идет изготовление узлов еще одного нового двигателя поколения 4+, освоение двигателя АЛ-55. Постановлением Правительства Российской Федерации ОАО "УМПО" включено в состав предприятий, задействованных в серийном производстве авиадвигателя пятого поколения. Турбореактивные двигатели. Окончательная сборка. В сборочном цехе отдельные детали и узлы становятся целым двигателем. Здесь трудятся слесари механосборочных работ высочайшей квалификации. Собранные на разных участках цеха крупные модули стыкуются сборщиками в единое целое. Конечным этапом сборки является установка редукторов с топливнорегулирующими агрегатами, коммуникаций и электрооборудования. Производится обязательная проверка на соосность (для исключения возможной вибрации), центровка, так как все детали поставляются из разных цехов. После предъявительских испытаний двигатель возвращается в сборочный цех на разборку, промывку и дефектацию. Сначала изделие разбирают и промывают бензином. Затем — внешний осмотр, замеры, специальные методы контроля. Часть деталей и сборочных единиц направляется для такого же осмотра в цехи-изготовители. Потом двигатель собирают вновь на приёмо-сдаточные испытания. Испытание двигателей. Испытание авиационного двигателя – завершающий и очень ответственный этап в технологической цепочке. В специализированном цехе осуществляются предъявительские и приёмо-сдаточные испытания на стендах, оснащённых современными автоматизированными системами управления технологическими процессами. В ходе испытаний двигателя используется автоматизированная информационно-измерительная система, состоящая из трех компьютеров, объединенных в одну локальную сеть. Испытатели контролируют параметры двигателя и стендовых систем исключительно по показаниям компьютера. В режиме реального времени производится обработка результатов испытания. Вся информация о проведенных испытаниях хранится в компьютерной базе данных. Собранный двигатель проходит испытания согласно технологии. Процесс может занимать несколько суток, после чего двигатель разбирают, промывают, дефектируют. Вся информация о проведённых испытаниях обрабатывается и выдаётся в виде протоколов, графиков, таблиц, как в электронном виде, так и на бумажном носителе. Вывод. Основными видами деятельности предприятия являются производство, сервисное обслуживание и ремонт турбореактивных авиационных двигателей, производство и ремонт узлов вертолётной техники, выпуск оборудования для нефтегазовой промышленности. Серийно выпускает турбореактивные двигатели для самолётов семейства Су-27 (двигатель АЛ31Ф), Су-30 (двигатель АЛ-31Ф и АЛ-31ФП), Су-35С (Изделие 117 С), Су-25 (Р-95Ш и Р-195), узлы и агрегаты для вертолётов «Ка» и «Ми». Список использованной литературы. Сайт завода: http://umpo.ru/ https://gelio.livejournal.com/207342.html