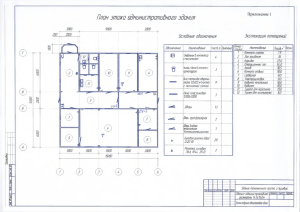
Дипломный проект по теме : проект механического участка по изготовлению детали оправка Иванов Иван Иванович Студент группы М-4 Специальность 15.02.05 Технология машиностроения Здравствуйте, уважаемые члены аттестационной комиссии! Тема ДП – «Проект механического участка по изготовлению детали «оправка». Увеличение номенклатуры выпускаемых изделий, уменьшение сроков их морального старения, обусловленное возрастающей потребностью создания новых более эффективных образцов машин – привело к необходимости создания новых производственных систем, обеспечивающих автоматизированное изготовление деталей большими партиями. оправ — является телом вращения, которое может служить для соединения валов труб и т.п. оправка – изготовлена из стали 12Х18Н10Т, не проходит термическую обработку, что можно считать положительным, так как не будет возникать коробления в результате нагрева. Деталь достаточно технологична, допускает применение высокопроизводительных режимов обработки, имеет хорошие базовые поверхности для первоначальных операций и довольно проста по конструкции. КИиП- 15.02.08 08 2•45 45 15 14 24h6 46- 0,5 10 60- 0,5 +0,2 25 В 45 2•45 9 4 от в. 46 40 16±0,2 30 25- 0,3 +0,3 90±0,1 68±0,5 196- 0,5 16,4 Б(5:1) R1 2 Технические требования: 1.Твердость - 57…63 HRC 2.Форма и размеры канавок для выхода шлифовального круга - по ГОСТ 8820 3.На поверхностях оправок не должно быть трещин, царапин, волосовин, забоин, вмятин, поджогов, окалины и коррозии. КИиП- 15.02.08 08 6 R1 45 А В(2:1) 0,3 Взам. инв. № Инв. № дубл. Подп. и дата 4 Подп. и дата M8- 6H 4 отв. Цементировать h1,2...1,4 58...62HRC Б 2 70 Справ. № R3 Инв. № подл. RZ 50 M20- 6g Перв. примен. А A- A 110- 0,5 Изм. Лист № докум. Подп. Дата Разраб. Кудряшов А.В 18.10 Пров. Высокова А.А Т.контр. Н.контр. Утв. Оправка Сталь 45Х ГОСТ 4543- 71 Копировал Лит. Масса Масштаб 3,4 Лист 1:1 Листов М- 4 Формат A3 1 Оптимальный метод получения заготовки выбирают, анализируя ряд факторов: материал детали, технические требования на ее изготовление, объем и серийность выпуска, форму поверхностей и размеры деталей. Метод получения заготовки, обеспечивающий технологичность и минимальную себестоимость, считается оптимальным. Инв. № подл. Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата 68 54 32 114 Справ. № Перв. примен. КИиП- 15.02.08 08 198 Технические требования: 1 Допускаемая глубина заварки должна быть согласована с потребителем. 2 Поковки не должны иметь флокенов, трещин, усадочной рыхлости, отсутствие которых гарантируется предприятием- изготовителем 3 Режим термической обработки устанавливается предприятием- изготовителем. 4 Поковки, прошедшие после термической обработки правку в холодном или подогретом состоянии, должны быть подвергнуты отпуску для снятия внутренних напряжений. 5 Масса поковок, определяемая по ГОСТ 7062- 79, не должна превышать расчетной массы, определенной по наибольшим размерам поковки 6 Каждая поковка должна быть подвергнута внешнему осмотру без применения увеличительных приборов, если по условиям заказа КИиП- 15.02.08 08 не предусмотрен другой метод контроля. Лит. Масса Изм. Лист № докум. Подп. Дата Разраб. Кудряшов А.В. Пров. Т.контр. Заготовка-поковка Н.контр. Утв. Сталь 45Х ГОСТ 4543- 71 Копировал Масштаб 3,9 Лист 1:1 Листов М- 4 Формат A3 1 Написать содержание операций согласно чертежа карты наладок (005, 010, 015, 020 операции) • Вставить чертеж карты наладок Написать содержание операций согласно чертежа карты наладок (025,030,035 операции) • Вставить чертеж карты наладок На размер 24 мной разработан мерительный инструмент калибр-скоба 11,5 2 отв. Ra 3,2 50,6 п.4 R35,65 3 R6,9 15 28,75 0,6•45 95 Справ. № 6,9 Ra 0,16 Ra 3,2 Подп. и дата Взам. инв. № Инв. № дубл. Подп. и дата Инв. № подл. ) Ra 3,2 Перв. примен. КИиП15.02.08 08 Ra 6,3 ( 5,17 27,6 23,9987 1 23,9974 1. 59...65 HRC. IT12 2. Неуказанные предельные отклонения ± 2 . 3. Покрытие нерабочих поверхностей - Хим.Фос.прм. 4. Маркировать обозначение калибра- скобы по ГОСТ 2015- 84. 5. Остальные т.т. по ГОСТ 2015- 84. изн. 24,0015 108 Измерительный размер ПР ∅ 24h6 НЕ КИиП15.02.08 08 Скоба- рабочего D исполн. раз. износ до 23,9987 23,9974 24,0015 -------- ∅ Изм. Лист № докум. Подп. Дата Разраб. Кудряшов А.В. Пров. Т.контр. Н.контр. Утв. Лит. Калибр- скоба 0,3 Лист Сталь У8 ГОСТ1435- 91 Копировал Масса Масштаб 1:1 Листов М- 4 Формат A3 1 Согласно произведенным расчетам мной разработана планировка оборудования Вставить чертеж своей планировки Технико-экономические показатели Срок окупаемости Точка безубыточности Спасибо за внимание. Доклад закончен.