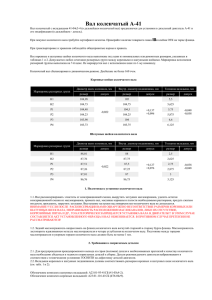
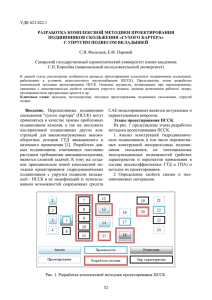
государственное автономное профессиональное образовательное учреждение Челябинской области «Политехнический колледж» Специальность: 23.02.06 Техническая эксплуатация подвижного состава железных дорог КУРСОВОЙ ПРОЕКТ по МДК 03.01 Разработка технологических процессов, технической и технологической документации (по видам подвижного состава) ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА КОРЕННЫХ ПОДШИПНИКОВ Студент группы ТПС 9-16 Дейберт Б.А. ________ (подпись) Руководитель курсового проекта Назаров В.И. ________ (подпись) Работа защищена ______ ______ ______ (подпись) (оценка) (дата) Магнитогорск 2019 ЗАДАНИЕ на курсовой проект Студенту группы ТПС 9-16 Дейберту Богдану Артуровичу Специальность 23.02.06 Техническая эксплуатация подвижного состава железных дорог Тема: «Организация технологического процесса ремонта коренных подшипников» Срок представления курсового проекта к защите: 10.05.2019 г. Исходные данные: Информационные источники по заданной теме Перечень вопросов, подлежащих разработке: Введение: отразить актуальность темы, цель, задачи и практическую значимость курсового проекта 1) Теоретическая часть: «Общие сведения об устройстве коренных подшипников» проанализировать информационные источники и в результате выполненного анализа раскрыть назначение, перечислить составные части коренных подшипников, описать принцип работы, перечислить возможные неисправности и способы их устранения. 2) Практическая часть: «Организация технологического процесса ремонта коренных подшипников» описать технологический процесс ремонта узла (детали) коренных подшипников в процессе эксплуатации, разработать технологические карты, график ремонта узла (детали) и составить технологическую инструкцию восстановления и изготовления вкладышей коренных подшипников. 3) Охрана труда и промышленная безопасность: перечислить опасные и вредные производственные факторы при предлагаемом технологическом процессе ремонта; описать требования, предъявляемые к инструменту, оборудованию; действия в аварийных ситуациях; описать действия ремонтного персонала при ремонте узла; Заключение: привести обобщающие выводы, характеризующие степень достижения цели и выполнения задач дипломного проекта. Перечень материалов, входящих в графическую часть: выполнить сборочный чертеж коренных подшипников (формат А1). Список рекомендуемых источников 1. Собенин, Л.А. Устройство и ремонт тепловозов: учебник для НПО [Текст] / Л.А. Собенин, В.И. Бахолдин, О.В. Зинченко, А.А. Воробьев. – М.: Академия ИЦ, 2013. – 416 с. – (Железнодорожный транспорт). 2. Ветров, Ю.Н. Конструкция тепловозов и дизель-поездов[Текст]: учебник для СПО/ Ю.Н. Ветров, М.В. Приставко. – Москва: Академия, 2008. – 208с. 3. Ветров, Ю.Н. Конструкция тягового подвижного состава [Текст]: учебник для техникумов и колледжей ж/д транспорта / Ю.Н. Ветров, М.В. Приставко. – 4. 5. 6. 7. Москва: Маршрут, 2008. – 316с. Мукушев, Т.Ш. Тепловоз ТЭМ2. Конструкция и ремонт: учебное иллюстрированное пособие / Т. Ш. Мукушев. – М.: Маршрут, 2006. – 73 с. Ветров, Ю.Н. Введение в специальность “ Техническая эксплуатация подвижного состава железных дорог : учебное пособие / Ю.Н. Ветров, А.А. Дайлидко, Л.Ф. Хасин.- М., 2013с. Чекулаева, В.Е. Охрана труда и электробезопасность : учебник / В.Е. Чекулаев, Е.Н.Горожанкина, В.В. Лепахина.- М., 2014- 304с. Чекулаева, В.Е. Охрана труда и электробезопасность : учебник / В.Е. Чекулаев, Е.Н.Горожанкина, В.В. Лепахина.- М., 2014- 304с. Дата выдачи задания: «21» марта 2019 г. Руководитель курсового проекта Назаров В.И. _____________ (подпись) Задание принял к исполнению Дейберт Б.А. _____________ (подпись) Содержание Введение......................................................................................................... 5 1 Общие сведения о коренных подшипниках ............................................ 6 1.1 Назначение коренных подшипников ................................................ 6 1.2 Составные части коренных подшипников ....................................... 7 1.3 Принцип работы коренных подшипников ....................................... 9 1.4 Основные неисправности, способы их устранения и контроль после ремонта коренных подшипников .............................................................. 11 2 Организация технологического процесса ремонта коренных подшипников ......................................................................................................... 13 2.1 Технологический процесс ремонта коренных подшипников ...... 13 2.2 Технологическая инструкция восстановления и изготовления вкладышей коренных подшипников ................................................................... 18 3 Охрана труда и промышленная безопасность при выполнении технологического процесса ремонта коренных подшипников ........................ 20 3.1 Требования охраны труда и промышленной безопасности при выполнении технологического процесса ремонта коренных подшипников .. 20 Заключение .................................................................................................. 27 Список использованных источников и литературы ................................ 28 Приложение ................................................................................................. 29 Введение Актуальность темы. Обеспечение надёжности и безопасности средств технического транспорта, экономической эффективности их применения являются важными задачами, как на стадии изготовления, так и в условиях эксплуатации технических средств. Большое место в производственной деятельности промышленного транспорта занимают работы, связанные с поддержанием и восстановлением работоспособности техники. Основным видом промышленного транспорта в настоящее время является железнодорожный транспорт. В ближайшем будущем он сохранит ведущую роль в обеспечении перевозок на предприятиях черной металлургии, горнорудной, угольной, химической и деревообрабатывающей промышленности. При обеспечении качественного ремонта железнодорожного подвижного состава важную роль играет качество ремонта дизельгенераторной установки. Дизель является основным агрегатом тепловоза. Цель курсового проекта: описать технологический процесс ремонта коренных подшипников. Задачи проекта: 1. Собрать и систематизировать данные по назначению, устройству и принципу работы коренных подшипников. 2. Проанализировать основные неисправности и способы восстановления коренных подшипников. 3. Описать технологический процесс ремонта коренных подшипников. 4. Проработать требования охраны труда и промышленной безопасности при выполнении ремонта коренных подшипников. 1 Общие сведения о коренных подшипниках 1.1 Назначение коренных подшипников Коренные подшипники поддерживают коленчатый вал в блок-картере и работают в тяжелых эксплуатационных условиях, характеризующихся значительными динамическими нагрузками со стороны шеек коленчатого вала и высокой частотой вращения. При этом в результате трения подшипники нагреваются, и их трущиеся поверхности подвергаются механическому изнашиванию. Интенсивному изнашиванию коренных подшипников в значительной мере препятствует масляный клин, который образуется в зоне сопряжения подшипник-шейка коленчатого вала при вращении последнего. В результате высокого давления масла в образовавшемся масляном клине коленчатый вал буквально всплывает в масляной пленке, и во время работы двигателя практически не касается поверхности вкладышей. Тем не менее, износ коренных подшипников развивается динамично, поскольку масляная пленка между шейками вала и поверхностью подшипников образуется при устойчивой частоте вращения и эффективном функционировании системы смазки, которые в условиях пуска двигателя, особенно после длительного перерыва в работе, требуют значительного времени для выхода на оптимальный режим. К коренным подшипникам предъявляются следующие требования: уменьшение трения и теплоотвода; соосность опор коленчатого вала; высокая жесткость; высокая надежность. В двигателях внутреннего сгорания могут применяться коренные подшипники качения (обычно роликовые) и подшипники скольжения. Наибольшее (вкладыши), распространение так как получили применение подшипники подшипников качения скольжения связано с усложнением конструкции блок-картера и повышенным гидродинамическим сопротивлением качению роликов по слою смазочного материала при высоких частотах вращения. Коренные подшипники скольжения выполняют разъемными. Верхняя опорная часть их расположена в перегородке картера, а нижняя размещена в съемной крышке, которая фиксируется на картере болтами или шпильками. Крышки коренных опор в процессе изготовления блока картера и расточке отверстия (постели) под коленчатый вал, обрабатываются совместно с перегородками, поэтому в процессе эксплуатации двигателя нельзя переставлять крышку из одной опоры на другую, поскольку это может привести к нарушению центровки постелей коленчатого вала. Коренные подшипники скольжения выполняются в виде тонкостенных сменных вкладышей, которые устанавливаются в соответствующих гнездах картера с натягом. 1.2 Составные части коренных подшипников Коренные подшипники являются опорами коленчатого вала. Каждый подшипник состоит из постели, крышки, двух вкладышей и двух распорных комплектов. Постель, расточенная в поперечной перегородке рамы дизеля, вместе с крышкой образует разъемный корпус коренного подшипника. Вкладыши представляют собой стальные тонкостенные полуцилиндры, внутренняя поверхность которых имеет антифрикционное покрытие (слой меди, свинца и олова). На внутренней поверхности верхнего вкладыша сделана кольцевая канавка шириной 20 мм, совпадающая с тремя радиальными отверстиями. Центральное отверстие рассверлено диаметром 25,5 мм на глубину 5 мм под штифт. Крайние отверстия и диаметром 15 мм смещены от центра вкладыша на угол 60°. Нижний вкладыш вместо кольцевой канавки имеет две полуканавки, совпадающие с канавкой верхнего вкладыша, что увеличивает его опорную поверхность и уменьшает давление на него коленчатого вала. По концам вкладышей выфрезерованы углубления (холодильники), позволяющие маслу выходить из канавок на рабочую поверхность вкладышей. Фиксация вкладышей относительно друг друга обеспечивается двумя штифтами, для постановки которых на торцах вкладышей сделаны отверстия диаметром 4,5 мм и глубиной 5,5 мм Коренной подшипник является опорно-упорным, т.е. он ограничивает осевой разбег коленчатого вала (0,4 — 0,8 мм). Кроме того, этот подшипник воспринимает дополнительную нагрузку от якоря тягового генератора. Поэтому его вкладыши шире остальных на 19,4 мм и имеют борты, торцы которых покрыты антифрикционным слоем. Крышка коренного подшипника отлита из стали. В центральное отверстие крышки диаметром 20 мм сверху ввернут штуцер для крепления маслоподводящей трубки, а снизу запрессован полый штифт, выступающий конец которого входит в центральное отверстие верхнего вкладыша. Штифт имеет два окна, совпадающих с дугообразной выемкой, выфрезерованной на внутренней поверхности крышки. Торцовые поверхности к крышки тщательно обработаны для обеспечения натяга при сборке корпуса подшипника. Дополнительная фиксация крышки обеспечивается штифтом, запрессованным в постель, который входит в отверстие диаметром 16,2 мм и глубиной 15 мм. Сверху крышка имеет два сферических углубления под распорные комплекты, прижимающие ее к постели. Комплект состоит из болта, гайки, контргайки и лепестковой шайбы. При монтаже коренного подшипника болт ввертывают в гайку, чтобы установить комплект между крышкой и перегородкой блока, а затем отворачивают его, плотно прижимая крышку к постели. Правильная установка распорного комплекта обеспечивается сферическими выступами на торцах гайки и болта, упирающимися в сферические выемки перегородки и крышки. Положение гайки относительно болта фиксируется контргайкой и лепестковой шайбой [1]. 1.3 Принцип работы коренных подшипников В двухтактных дизелях полный рабочий цикл (наполнение цилиндра чистым воздухом, его сжатие, сгорание поступившего топлива в цилиндр и расширение газов, а также очистка цилиндра от отработавших газов) происходит за один оборот коленчатого вала. Коленчатый вал дизеля на номинальном режиме имеет частоту вращения 850 об/мин., следовательно, в каждом цилиндре происходит 850 полных циклов в 1 мин. Каждый цикл в цилиндре протекает следующим образом: в цилиндровой втулке во взаимно противоположных направлениях движутся нижний и верхний поршни, которые при помощи шатунов и соединены соответственно с верхним и нижним коленчатыми валами. Между собой они связаны вертикальной передачей. При сгорании топлива, поступившего через форсунку, в камере сгорания, образованной днищами двух поршней и стенками цилиндровой втулки, повышается давление до 9,5—10,5 МПа. Под действием давления газов поршни начинают расходиться и через шатуны вращают коленчатые валы. Через 124 ° от внутренней мертвой точки поворота нижнего коленчатого вала поршень кромкой днища открывает выпускные окна. К этому времени энергия газов передана коленчатым валам дизеля. Отработавшие газы под давлением, превышающим атмосферное, через выпускные окна устремляются по двум отверстиям выпускной коробки в выпускные коллекторы и далее к турбинам Через 140° поворота нижнего коленчатого вала от в. м. т. верхний поршень открывает продувочные окна 4. К этому времени давление газов в цилиндре равно или меньше давления наддувочного воздуха. Кроме того, создавшееся движение выпускных газов устанавливает направленный в выпускные окна инерционный поток струи. Таким образом, воздух, поступая из воздушного ресивера 3, вытесняет отработавшие газы и заполняет свежим воздушным зарядом объем цилиндра. Процесс продувки и заполнения цилиндра воздухом происходит за очень малый промежуток времени. Поэтому для создания условий наиболее полного удаления отработавших газов и заполнения цилиндра свежим воздушным зарядом (продувка) продувочные и выпускные окна выполнены со специальным наклоном в горизонтальном (тангенциальном) и вертикальном направлениях. Через 236 ° поворота коленчатого вала нижний поршень закрывает полностью выпускные окна, тогда как продувочные еще открыты. Установившийся ранее поток обеспечивает дальнейшее поступление (дозаряд) свежего воздуха в цилиндр до закрытия верхним поршнем продувочных окон. Воздушный вихрь, образованный при продувке, сохраняется и в момент впрыскивания топлива, что обеспечивает хорошее перемешивание воздуха с топливом и полное его сгорание. Полному смесеобразованию способствует и чечевицеобразная форма камеры сгорания поршней, приспособленная для периферийной подачи топлива. За 10 ° до высшей мертвой точки нижнего поршня через форсунки начинается впрыскивание топлива в камеру сгорания. Благодаря высокому давлению топлива в процессе впрыскивания (свыше 20 МПа) и малому диаметру (0,56 мм) отверстий в наконечнике распылителя форсунки топливо распиливается на мелкие туманообразные частицы и смешивается с воздухом. К моменту впрыскивания воздух в камере сгорания имеет температуру, достаточную для самовоспламенения топлива. Постепенное его сгорание обеспечивает плавное повышение давления в цилиндре, что благоприятно сказывается на динамике шатунно-кривошипного механизма. Максимальное давление сгорания приходится в момент, когда поршни перешли в. м. т. и начинают двигаться к наружной мертвой точке. В это время давление газов от сгоревшего топлива передается на днища поршней и далее через шатуны к коленчатым валам (рабочий ход). Таким образом, за один оборот коленчатого вала происходит полный рабочий цикл [2]. 1.4 Основные неисправности, способы их устранения и контроль после ремонта коренных подшипников Основные неисправности коренных подшипников: выкрашивание свинцовистой бронзы, кавитационные повреждения и износ рабочего слоя подшипника или его задир, ослабление натяга вкладышей, трещины в корпусе подшипника [3]. На текущих ремонтах ТР-2 производят внешний осмотр подшипников с измерением щупом зазоров на масло. На текущих ремонтах ТР-3 подшипники разбирают для осмотра и измерений без выемки вала (через одну опору). После разборки коренного подшипника: 1.Осматривают поверхности вкладышей, стойки блока и подвески. Имеющиеся на поверхности пятна контактной коррозии зачищают; 2. Осматривают рабочую поверхность вкладышей. Допускаются к работе вкладыши, имеющие: а) односторонний износ приработочного покрытия произвольной площади и очертания без проявления бронзы; б) равномерный износ до бронзы не более 15% площади поверхности приработочного покрытия; в) при одностороннем износе покрытия до бронзы (независимо от площади) допустимая разница износа у торцов и в средней части вкладыша не должна превышать 0,025 мм. При наличии на рабочей поверхности глубоких рисок или очагов разрушения бронзы вкладыши заменяют; 3. Проверяют размер вкладышей по стыку в свободном состоянии, который должен быть 235,5+2,5 мм; 4. Проверяют толщину вкладышей, которая должна быть 7,32 мм; 5. Проверяют в приспособлении натяг вкладышей при приложении нагрузки 4900±100 КГс В случае проведения текущего ремонта с выемкой коленчатого вала необходимо проверить расточки блока под коренные подшипники при этом: а) прохождение щупа 0,05 мм между фальшвалом и расточками блока (по бугелям) в вертикальной плоскости не допускается; б) прохождение щупа 0,03 мм между фальшвалом и подвесками в вертикальной плоскости не допускается; в) диаметр расточек блока под коренные подшипники должен быть от 235+0,06 до 235–0,03 мм; г) проверить крепление опорных полуколец. При необходимости затянуть их и закрепить [5]. Вывод: собрав и систематизировав данные о назначении, устройстве и принципе работы коренных подшипников, проанализировав основные неисправности, способы их устранения и методы контроля после ремонта коренных подшипников, данные необходимы для правильного описания технологического процесса ремонта коренных подшипников. 2 Организация технологического процесса ремонта коренных подшипников 2.1 Технологический процесс ремонта коренных подшипников При входе необходимо ознакомиться с технической документацией журнала формы ТУ-152. Разборка коренных подшипников верхнего коленчатого вала. После снятия крышек люков и трубок производят дополнительную разборку карданного вала привода редуктора охлаждения тягового генератора и демонтаж торсионного вала. Затем при помощи специального электропривода валоповоротного механизма поворачивают валы дизеля так, чтобы 2-я и 9-я шатунные шейки верхнего коленчатого вала оказались и верхнем положении. На торцах спаренных шестерен краской наносят метки их взаимного расположения для сохранения установленной регулировки дизеля. Эти метки ставятся: на шестерне коленчатого вала и спаренных с ней двух промежуточных шестернях привода распределительных валов топливных насосов с одновременной надписью буквы В (вал); на спаренных шестернях кулачковых распределительных валов топливных насосов и промежуточных шестернях с надписью буквы П (привод); на спаренных шестернях верхнего коленчатого вала и верхнего вала вертикальной передачи; на спаренных шестернях нижнего коленчатого вала и нижнего вала вертикальной передачи. Предварительно отвернув гайки, снимают крышку упорного подшипника вместе с вкладышем. Выпрессовку вкладыша из постели блока производят с помощью специального приспособления (рис. 3), изготовленного из бронзы и устанавливаемого в сверление коленчатого вала так, чтобы головка приспособления не касалась поверхности постели вкладыша в блоке цилиндров. Поворачивая коленчатый вал при помощи валоповоротного механизма, выводят вкладыш из постели. Затем снимают крышки опорных подшипников вместе с вкладышами. Для отворачивания гаек крепления крышек подшипников используют пневмогайковерт или специальные ключи с двенадцатигранным зевом. Для снятия крышек шатунов верхнего коленчатого вала укрепляют на шатуне трос подъемного приспособления, отворачивают гайки и вынимают шатунные болты, снимают крышку подшипника с вкладышем и опускают поршень с шатуном в цилиндр. Для того чтобы поршень с шатуном не могли упасть в цилиндр, их выставляют на опорном стержне. После этого коленчатый вал поворачивают так, чтобы его 2-я и 9-я шатунные шейки оказались в верхнем положении, и, зачалив вал за эти шейки снимают его с дизеля и укладывают на стеллаж. Для предохранения от повреждения и загрязнения предварительно каждую шейку вала закрывают брезентовым чехлом. Вкладыши опорных подшипников вынимают из постелей блока и укладывают на стеллаж. Все детали коренных подшипников, снятые с дизеля, промывают в ванне с керосином и продувают сжатым воздухом. Измеряют толщину всех вкладышей с точностью до 0,01 мм и записывают в карту измерений. Измерение толщины вкладышей производят микрометром со сферической пяткой в средней части с двух сторон по одной образующей на расстоянии 20 мм от боковых поверхностей, а для упорных подшипников -- на расстоянии 30 мм от торцов. Аналогично производят разборку и обмер подшипников нижнего коленчатого вала [2]. Демонтированные болты, гайки и шпильки подвергают тщательному осмотру. При наличии сорванной резьбы, крупных забоин на ней, волосовин или плен болты и шпильки заменяют комплектно вместе с гайками. Болты крепления крышек подшипников нижнего коленчатого вала проверяют магнитным дефектоскопом и в случае обнаружения трещин заменяют вместе с гайками. Смятую опорную поверхность гайки зачищают шабером и проверяют ее прилегание к крышке по краске. При затяжке болтов или шпилек допускаются не более двух разрывов отпечатка по окружности длиной не более 3 мм каждый. В случае зачистки опорных поверхностей гаек, болтов или крышек подшипников метки окончательной затяжки ставят заново. Демонтированные или новые вкладыши коренных подшипников опускают на 3--5 мин в масло, нагретое до температуры 50--80 °С, затем протирают насухо чистой безворсовой салфеткой и покрывают меловым раствором. После высыхания раствора вкладыш обстукивают деревянным молотком по тыльной части. Дребезжащий звук указывает на отставание баббита, а потемнение мела из-за выступившего масла -- на наличие трещин. Вкладыши подлежат замене при: наличии трещин в бронзе независимо от места расположения; отслаивании баббитовой заливки, коррозии рабочей части, независимо от величины участка, коррозии нерабочей части, затронувшей более 20 % ее поверхности, выкрашивании более 5 % баббитовой заливки; наличии круговых задиров на поверхности баббитовой заливки глубиной более 0,5 мм и шириной более 3 мм; повышенном зазоре "на масло". Вкладыши, не имеющие вышеуказанных дефектов, обмеряют при помощи микрометра. Натяг вкладышей подшипников коленчатого вала проверяют по возвышению над постелью. О потере вкладышем натяга можно судить по внешним признакам. К числу таких признаков относят гладкую без следов механической обработки поверхность торцов в плоскости разъема, наличие у кромок торцов мелких острых заусенцев, а также искажение формы отверстий под штифт. Натяг вкладышей проверяют на стенде, а если его в депо нет, -непосредственно в собственных подшипниковых гнездах, т. е. в корпусе коренного подшипника дизеля. Для этой цели вкладыши устанавливают в постель. Между крышкой и постелью блока ставят металлические прокладки одинаковой толщины (обычно из фольги) с прорезью для прохода болта или шпильки. Суммарная толщина двух прокладок должна равняться минимально допустимому натягу вкладышей -- 0,16 мм. Заворачивают гайки крепления крышки подшипника до меток окончательной затяжки. Натяг вкладышей считается достаточным, если при постукивании медным молотком по торцу не происходит продольное перемещение вкладыша относительно постели, и, кроме того, щуп толщиной 0,03 мм не проходит в плоскости разъема вкладышей и корпуса подшипника. Щуп может входить между вкладышами и постелями корпуса подшипника на глубину не более 15 мм. В случае потери натяга разрешается его восстанавливать нанесением пленки эластомера ГЭН-150(В) на затылочную часть нерабочих вкладышей. Вкладыши, имеющие выкрашивание баббита менее чем на 10 % поверхности, восстанавливают наплавкой оловом или свинцовистым припоем в такой последовательности. Поврежденную поверхность баббитовой заливки зачищают шабером, обезжиривают горячим 10 %-ным водным раствором каустической соды и промывают в горячей (70--80 °С), а затем в холодной воде. Поврежденную поверхность лудят, протирают чистой салфеткой и наносят на нее слой чистого олова или свинцовистого припоя. После этого наплавленное место обрабатывают шабером заподлицо с основным слоем баббитовой заливки. Окончательную пришабровку производят по краске по эталону или по шейке коленчатого вала. После шабровки на 1 см баббитовой заливки должно приходиться не менее двух пятен от краски. После шабровки и заглаживания гладилкой разностенность вкладышей в любой точке рабочей поверхности должна быть не более 0,02 мм. Отремонтированные вкладыши применяют только в качестве нерабочих. При ремонте опорно-упорных вкладышей выполняют операции, указанные выше и дополнительно проверяют состояние упорных выступов. При изломе упорных выступов или увеличенном зазоре между буртами упорного вкладыша и боковыми поверхностями постелей блока и крышки вкладышей вкладыши подлежат замене. Износ буртов вкладышей, определяемый при разборке подшипников по разбегу коленчатого вала, устраняют наплавкой боковых поверхностей буртов оловом или баббитом Б83. Наплавленные поверхности обрабатывают на станке до необходимой ширины вкладышей, обеспечивающей продольный разбег коленчатого вала в упорном подшипнике 0,12--0,50 мм. При этом площадь прилегания торцов вкладышей к соответствующим поверхностям коленчатого вала должна быть не менее 60 % этих поверхностей. Бурты вкладышей одного подшипника должны отличаться по толщине не более чем на 0,02 мм. Ремонт крышек коренных подшипников начинают с их протирки и осмотра. Дребезжащий звук при легком обстукивании молотком указывает на наличие трещин в крышке. Такая крышка подлежит замене. Допускается оставлять без исправления крышки, имеющие не более пяти поперечных рисок глубиной до 1 мм и шириной до 2 мм, а также задир глубиной до 2 мм. При помощи специального эталона выявляют коробление крышки. Прилегание крышки к эталону, проверяемое по окраске должно быть равномерным, площадь прилегания должна составлять не менее 75 % поверхности постели крышки. Незначительное коробление устраняют шабровкой постели, а если это невозможно, крышку заменяют. При помощи щупа и эталона контролируют овальность и конусность крышки, которые должны быть не более 0,05 мм. Если овальность и конусность более 0,05 мм, но не более 0,10 мм, постель крышки подшабривают. Если же они превышают 0,10 мм, то разрешается крышку сторцевать в плоскости разъема на необходимую величину, а постель крышки подшабрить так, чтобы при проверке по краске площадь прилегания была не менее 75 % поверхности постели. Плотность посадки крышки в блоке цилиндров при разборке определяют путем обмера. Крышка подшипника должна сидеть на каблучках блока цилиндров по наружному размеру 382 мм (размер "382") с натягом 0,03-0,10 мм, а по внутреннему размеру 62 мм (размер "62") -- с натягом 0,01--0,04 мм. При необходимости плотность посадки крышки восстанавливают электродуговой наплавкой (с соблюдением условий, предотвращающих коробление крышки) с последующей обработкой и подгонкой по каблучкам блока цилиндров. При замене крышек их подгоняют по блоку индивидуально, а гнезда подшипников растачивают с одной установки. При подгонке, являющейся ответственной и трудоемкой операцией, демонтируют коленчатый вал и все вкладыши коренных подшипников, а в гнезда подшипников укладывают фальшвал длиной на три опоры, диаметром 242 мм. Первоначально проверяют места соединения блока с крышкой при помощи приспособления (рис. 5). За исходную принимают поверхность Б обоих замков постели. Прилегание к ней проверяют по краске, оно должно быть равномерным и занимать не менее 80 % площади. При необходимости производят шабровку поверхности Б. Непараллельность поверхностей А и В определяют измерением микрометром каждого замка блока по размеру "62" со стороны генератора и со стороны отсека управления. Разность двух замеров не должна превышать 0,01 мм. Для проверки неперпендикулярности поверхности В к поверхности Б вплотную к ней на блок устанавливают угольник 5 и щупом измеряют зазор между поверхностью Б и угольником. Так же проверяют неперпендикулярность поверхности А. Измеренный щупом зазор, показывающий неперпендикулярность, должен быть не более 0,03 мм на длине 60 мм [3]. При выходе необходимо заполнить техническую документацию журнала формы ТУ-152. Карта технологического процесса ремонта представлена в Приложении. 2.2 Технологическая инструкция восстановления и изготовления вкладышей коренных подшипников 1. Произвести мойку и обезжиривание вкладышей с помощью моющих средств или органических растворителей. 2. Произвести дефектацию вкладышей с целью выявления целесообразности их восстановления. 3. металла. Проточить внутреннюю поверхность вкладыша до «чистого» 4. Произвести струйно-абразивную обработку напыляемой поверхности вкладышей для увеличения прочности сцепления покрытия с основой. 5. Опылить вкладыши специальным покрытием с помощью плазменной установки УН-120 с источником АПР-404 и плазмотроном С2В3 и блока порошковых дозаторов бункерно-тарельчатого и вибрационного типов. 6. Произвести предварительную механическую обработку напыленного покрытия до «чистого» металла и определить толщина покрытия. 7. Произвести ультразвуковой контроль для определения качества соединения покрытия с основой. 8. Произвести окончательную механическую обработку. 9. Произвести термическую обработку после окончательной механической обработки с целью предотвращения коррозийного разрушения напыленного покрытия при попадании на него влаги. 10. Нанести баббитовый слой на рабочую поверхность вкладышей для получения приработочного покрытия. 11. Произвести визуальный контроль с помощью лупы на наличие трещин, капель металла, различия в цвете, указывающего на частичный местный перегрев. Вывод: описана организация технологического процесса ремонта коренных вкладышей, разработаны карта технологического процесса ремонта и технологическая инструкция восстановления и изготовления вкладышей подшипников, для безопасного выполнения технологического процесса ремонта коренных вкладышей необходимо проработать требования охраны труда и промышленной безопасности при выполнении технологического процесса ремонта коренных вкладышей. 3 Охрана труда и промышленная безопасность при выполнении технологического процесса ремонта коренных подшипников 3.1 Требования охраны труда и промышленной безопасности при выполнении технологического процесса ремонта коренных подшипников На человека в процессе его трудовой деятельности могут воздействовать опасные (вызывающие травмы) и вредные (вызывающие заболевания) производственные факторы (ГОСТ 12.0.003-74), которые разделяются на четыре группы: физические, химические, биологические и психофизиологические. К опасным физическим производственным факторам относятся движущиеся машины и механизмы; различные подъемно-транспортные устройства и перемещаемые грузы; незащищенные подвижные элементы производственного оборудования (приводные и передаточные механизмы, режущие инструменты, вращающиеся и перемещающиеся приспособления и др.); отлетающие частицы обрабатываемого материала и инструмента, электрический ток, повышенная температура поверхностей оборудования и обрабатываемых материалов и др. Вредными физическими производственными факторами являются повышенная или пониженная температура воздуха рабочей зоны; высокие влажность и скорость движения воздуха; повышенные уровни шума, вибрации, ультразвука и различных излучений — тепловых, ионизирующих, электромагнитных, инфракрасных и др. К вредным физическим факторам относятся также запыленность и загазованность воздуха рабочей зоны; недостаточная освещенность рабочих мест, проходов и проездов; повышенная яркость света и пульсация светового потока. Общие требования безопасности. К самостоятельной работе со слесарным инструментом допускаются лица, прошедшие: -вводный инструктаж; -инструктаж по пожарной безопасности; -первичный инструктаж на рабочем месте; -инструктаж по электробезопасности на рабочем месте и проверку усвоения его содержания. Рабочий должен проходить: -повторный инструктаж по безопасности труда на рабочем месте не реже, чем через каждые три месяца; -внеплановый инструктаж: при изменении технологического процесса или правил по охране труда, замене или модернизации производственного оборудования, приспособлений и инструмента, изменении условий и организации труда, при нарушениях инструкций по охране труда, перерывах в работе более чем на 60 календарных дней (для работ, к которым предъявляются повышенные требования безопасности - 30 календарных дней); -диспансерный медицинский осмотр согласно приказу Минздрава РФ № 90 от 14.03.96 г. Рабочий обязан: -соблюдать правила внутреннего трудового распорядка, установленные на предприятии; -соблюдать требования настоящей инструкции, инструкции о мерах пожарной безопасности, инструкции по электробезопасности; -соблюдать требования к эксплуатации оборудования; -использовать по назначению и бережно относиться к выданным средствам индивидуальной защиты. Рабочий должен: -уметь оказывать первую (доврачебную) помощь пострадавшему при несчастном случае; -знать местоположение средств оказания доврачебной помощи, первичных средств пожаротушения, главных и запасных выходов, путей эвакуации в случае аварии или пожара; -выполнять только порученную работу и не передавать ее другим без разрешения мастера или начальника цеха; -во время работы быть внимательным, не отвлекаться и не отвлекать других, не допускать на рабочее место лиц, не имеющих отношения к работе; -содержать рабочее место в чистоте и порядке. Рабочий должен знать и соблюдать правила личной гигиены. Принимать пищу, курить, отдыхать только в специально отведенных для этого помещениях и местах. Пить воду только из специально предназначенных для этого установок. При обнаружении неисправностей оборудования, приспособлений, инструментов и других недостатках или опасностях на рабочем месте немедленно сообщить руководителю. Приступить к работе можно только с его разрешения после устранения всех недостатков. При обнаружении загорания или в случае пожара: -отключить оборудование; -сообщить в пожарную охрану и администрации; -приступить к тушению пожара имеющимися в цехе первичными средствами пожаротушения в соответствии с инструкцией по пожарной безопасности. При угрозе жизни - покинуть помещение. При несчастном случае оказать пострадавшему первую (доврачебную) помощь, немедленно сообщить о случившемся мастеру или начальнику цеха, принять меры к сохранению обстановки происшествия (состояние оборудования), если это не создает опасности для окружающих. За невыполнение требований безопасности, изложенных в настоящей инструкции, рабочий несет ответственность согласно действующему законодательству. В соответствии с "Типовыми отраслевыми нормами бесплатной выдачи рабочим и служащим специальной одежды, специальной обуви и других средств индивидуальной защиты" слесарю - инструментальщику полагается: полукомбинезон хлопчатобумажный срок носки 12 месяцев. Основными опасными и вредными производственными факторами при определенных обстоятельствах могут быть: -элементы производственного оборудования; -неисправный рабочий инструмент; -отлетающие частицы металла; -электроток; -промышленная пыль; -производственный шум. Требования безопасности перед началом работы. Убедиться в исправности и надеть спецодежду, волосы убрать под берет или кепку. Проверить исправность инструмента и приспособлений: -слесарный верстак должен быть без выбоин, трещин и других дефектов, верстачные тиски - с параллельными губками и несработанной на них насечкой, укомплектованы прокладками из мягкого металла для прочного захвата зажимаемого изделия; -рукоятка ударного инструмента (молотка и т.д.) должна иметь овальную форму в поперечном сечении и быть прямой; -поверхность бойка молотка должна быть выпуклой, гладкой, нескошенной, без заусенцев; -инструмент ударного действия (зубила, крейцмейсели, бородки и пр.), должны иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов; -веретено ручного инструмента с заостренным рабочим концом (напильники, отвертки и т.д.) должно надежно закрепляться в ровной, гладко зачищенной рукоятке, которая, для большей прочности, должна быть стянута с обоих концов металлическими бандажными кольцами; -отвертки должны быть с неискривленными стержнями, так как возможно соскальзывание лезвия с головки винта или шурупа и травмирование рук; -гаечные ключи должны соответствовать размерам болтов и гаек, зевы гаечных ключей должны иметь строго параллельные губки, расстояние между которыми должно соответствовать стандартному размеру, обозначенному на ключе; -торцовые и накидные ключи не должны смещаться в соединенных подвижных частях. Инструмент на рабочем месте должен быть расположен так,чтобы исключалась возможность его скатывания или падения. Класть инструмент на перила ограждений или край площадки лесов, подмостей, а также вблизи открытых люков, колодцев запрещается. Ответственными лицами за исправное состояние ручного слесарного инструмента являются лица, выдающие инструмент(инструментальщик), а также рабочий его использующий. При необходимости использование переносного светильника, проверить: наличие защитной сетки, исправность шнура и изоляционной трубки, исправность розетки и вилки. Напряжение переносных светильников не должно быть выше 42 В. Не рекомендуется использовать самодельные переносные светильники. Требования безопасности во время работы. При использовании верстака укладывать только те детали и инструмент, которые необходимы для выполнения данной работы. С левой стороны тисков на верстак кладут инструмент, который берут левой рукой, а с правой - инструмент, который берут правой рукой (молоток, напильник, гаечные ключи и т.д.), на середине верстака - измерительный инструмент. Для удобства и с целью избежания микротравм верстачные тиски должны быть установлены так, чтобы верхняя часть губок находилась на уровне локтя слесаря. Работы по слесарной обработке металлов выполнять только после надежного закрепления их в тисках во избежание падения и травмирования рабочих. Пыль и стружку с верстака сметать щеткой. Запрещается сдувать пыль и стружку сжатым воздухом, ртом или убирать пыль и стружку голыми руками во избежание травмирования глаз и рук. При обслуживании станков соблюдать меры безопасности, изложенные в соответствующих инструкциях по охране труда. Не производить сверлильные работы и заточку инструмента в рукавицах или с забинтованными пальцами во избежание их захвата сверлом. Во время работы станка не открывать и не снимать кожухов, ограждений и предохранительных устройств. При рубке, клепке, чеканке и других работах, при которых возможно образование отлетающих частиц металла, следует пользоваться защитными очками или маской с небьющимися стеклами, а место работы оградить переносными щитами, сетками, чтобы рядом работающие или проходящие люди не получали травмы. При пользовании клещами должны применяться кольца. Размеры колец должны соответствовать размерам обрабатываемой заготовки. С внутренней стороны ручек клещей должен быть упор, предотвращающий сдавливание пальцев руки. Весь слесарно-кузнечный должен периодически осматриваться ИТР, назначенным распоряжением по подразделению не реже 1-го раза в квартал. Неисправный инструмент должен изыматься. Рабочая часть пневматического инструмента должна быть правильно заточена и не иметь повреждений, трещин, выбоин и заусенцев. Боковые грани инструмента не должны иметь острых ребер, хвостовик должен быть ровным, без сколов, трещин и во избежание самопроизвольного выпадения должен соответствовать размерам втулки, быть плотно пригнан и правильно центрирован. Для пневматического инструмента должны применяться гибкие шланги. Использовать шланги, имеющие повреждения, запрещается. Требования безопасности в аварийных ситуациях. В случае загорания пуха от искры, образующейся при ударе молотка или другого ударного инструмента о поверхность стальных деталей, необходимо принять меры к ликвидации загорания. Требования безопасности по окончании работы. Привести в порядок свое рабочее место. Инструменты, приспособления и смазочные материалы убрать в отведенное для них место. Ветошь и воспламеняющиеся материалы, во избежание самовозгорания, убрать в металлические ящики с плотными крышками. Сообщить сменщику или мастеру обо всех недостатках, которые имели место во время работы, и о принятых мерах по их устранению. Снять спецодежду, убрать ее в шкаф, вымыть руки и лицо с мылом, по возможности принять душ, применять для мытья химические вещества запрещается [4]. Вывод: проработаны требования охраны труда и промышленной безопасности при выполнении технологического процесса ремонта коренных подшипников. Заключение В курсовом проекте собраны и систематизированы данные о назначении, устройстве и принципе работы коренных подшипников, проанализированы основные неисправности, способы их устранение и методы контроля после ремонта коренных подшипников, описана организация технологического процесса ремонта коренных подшипников, разработаны карта технологического процесса ремонта и технологическая инструкция восстановления и изготовления вкладышей коренных подшипников, проработаны требования охраны труда и промышленной безопасности при выполнении технологического процесса ремонта коренных подшипников. Список использованных источников и литературы 1. Тепловозы. А.А. Пойда, Н.М. Хуторянский, М.: «Транспорт», 2. Лугинин. Н.Г. Технология ремонта тепловозов, М.: «Транспорт», 3. Технология ремонта тепловозов. Под. ред. В.П. Иванова, М.: 2017. 2015. «Транспорт», 2015 4. Правила МПС России от 11.06.2013 № ЦРБ-756 «Правила технической эксплуатации железных дорог Российской Федерации». 5. Ремонт тепловозов. Под. ред. Я. А. Норкин, И.Н. Вождаев., М.: Министерство путей и сообщения, 1962. Приложение Карта технологического процесса ремонта коренных подшипников № 1 2 3 4 5 Название операции Действие Обору Инструмен дован т ие Вход Ознакомление с Документа документацией ция журнала формы ТУ152 Визуальн Произвести Увеличите ый осмотр визуальный осмотр льное на возможные стекло внешние дефекты Занесение Занести Документа найденны обнаруженные ция х внешних неисправности в журнала дефектов дефектационный формы ТУв журнал 152 дефектаци онную ведомость Разборка Произвести Верст Гаечные разборку коренных ак ключи, подшипников слесарный верхнего и нижнего инструмент коленчатых валов . Ремонт Демонтированные Магн Шабер крепления болты, гайки и итный шпильки дефек подвергают тоско тщательному п осмотру. Болты крепления крышек подшипников нижнего коленчатого вала проверяют магнитным дефектоскопом и в случае обнаружения трещин заменяют вместе с гайками. Смятую опорную поверхность гайки зачищают шабером Контроль Примечание Найденные внешние неисправности При затяжке болтов или шпилек допускаются не более двух разрывов отпечатка по окружности длиной не более 3 мм каждый. При наличии сорванной резьбы, крупных забоин на ней, волосовин или плен болты и шпильки заменяют комплектно вместе с гайками. 6 и проверяют ее прилегание к крышке по краске. В случае зачистки опорных поверхностей гаек, болтов или крышек подшипников метки окончательной затяжки ставят заново. Ремонт Демонтированные вкладыше или новые й вкладыши коренных коренных подшипни подшипников ков опускают на 3--5 мин в масло, затем протирают насухо чистой безворсовой салфеткой и покрывают меловым раствором. После высыхания раствора вкладыш обстукивают деревянным молотком по тыльной части. Вкладыши, не имеющие вышеуказанных дефектов, обмеряют при помощи микрометра. Ванна , микро метр Масло, сухие безворсовы е тряпки, меловый раствор, деревянны й молоток Вкладыши подлежат замене при: наличии трещин в бронзе независимо от места расположения; отслаивании баббитовой заливки, коррозии рабочей части, независимо от величины участка, коррозии нерабочей части, затронувшей более 20 % ее поверхности, выкрашивании более 5 % баббитовой заливки; наличии круговых задиров на поверхности баббитовой заливки глубиной более 0,5 мм и шириной более 3 мм; повышенном зазоре "на масло". Масло нагреть до температуры 50--80 °С. Дребезжащий звук молотка указывает на отставание баббита, а потемнение мела из-за выступившег о масла -- на наличие трещин. 7 Регулиров ка натяга вкладыше й Натяг вкладышей Стенд подшипников коленчатого вала проверяют по возвышению над постелью. О потере вкладышем натяга можно судить по внешним признакам. К числу таких признаков относят гладкую без следов механической обработки поверхность торцов в плоскости разъема, наличие у кромок торцов мелких острых заусенцев, а также искажение формы отверстий под штифт. Натяг вкладышей проверяют на стенде, а если его в депо нет, -непосредственно в собственных подшипниковых гнездах, т. е. в корпусе коренного подшипника дизеля. Для этой цели вкладыши устанавливают в постель. Между крышкой и постелью блока ставят металлические прокладки одинаковой толщины (обычно из фольги) с прорезью для прохода болта или шпильки. Заворачивают гайки крепления крышки Фольга, гаечные ключи, пленка эластомера ГЭН150(В), деревянны й молоток. Суммарная толщина двух прокладок должна равняться минимально допустимому натягу вкладышей -0,16 мм. Натяг вкладышей считается достаточным, если при постукивании медным молотком по торцу не происходит продольное перемещение вкладыша относительно постели, и, кроме того, щуп толщиной 0,03 мм не проходит в плоскости разъема вкладышей и корпуса подшипника. Щуп может входить между вкладышами и постелями корпуса подшипника на глубину не более 15 мм. В случае потери натяга разрешается его восстанавлив ать нанесением пленки эластомера ГЭН-150(В) на затылочную часть нерабочих вкладышей. 8 Устранен ие выкрашив ания баббита вкладыше й 9 Ремонт буртов подшипника до меток окончательной затяжки. Вкладыши, имеющие выкрашивание баббита менее чем на 10 % поверхности, восстанавливают наплавкой оловом или свинцовистым припоем в такой последовательност и. Поврежденную поверхность баббитовой заливки зачищают шабером, обезжиривают горячим 10 %-ным водным раствором каустической соды и промывают в горячей, а затем в холодной воде. Поврежденную поверхность лудят, протирают чистой салфеткой и наносят на нее слой чистого олова или свинцовистого припоя. После этого наплавленное место обрабатывают шабером заподлицо с основным слоем баббитовой заливки. Окончательную пришабровку производят по краске по эталону или по шейке коленчатого вала. Износ буртов вкладышей, определяемый при Напла вочны й аппар ат Шабер, 10%-ный водный раствор каустическ ой соды, читсые салфетки, свинцовый, оловянный припои После шабровки на 1 см баббитовой заливки должно приходиться не менее двух пятен от краски. После шабровки и заглаживания гладилкой разностенность вкладышей в любой точке рабочей поверхности должна быть не более 0,02 мм. Напла Олово или продольный вочны баббит Б83, разбег й коленчатого Температура воды при обмывке 7080 градусов. Отремонтиро ванные вкладыши применяют только в качестве нерабочих. вкладыше й разборке подшипников по разбегу коленчатого вала, устраняют наплавкой боковых поверхностей буртов оловом или баббитом Б83. Наплавленные поверхности обрабатывают на станке. аппар ат Стано к 10 Ремонт крышек коренных подшипни ков Специ альны й этало н Керосин, салфетки, молоток, шабер. 11 Сборка Ремонт крышек коренных подшипников начинают с их протирки и осмотра. Дребезжащий звук при легком обстукивании молотком указывает на наличие трещин в крышке. При помощи специального эталона выявляют коробление крышки. Незначительное коробление устраняют шабровкой постели, а если это невозможно, крышку заменяют. Произвести последовательную Верст ак Гаечные ключи, слесарный вала в упорном подшипнике 0,12--0,50 мм. Площадь прилегания торцов вкладышей к соответствующ им поверхностям коленчатого вала должна быть не менее 60 % этих поверхностей. Бурты вкладышей одного подшипника должны отличаться по толщине не более чем на 0,02 мм. Допускается оставлять без исправления крышки, имеющие не более пяти поперечных рисок глубиной до 1 мм и шириной до 2 мм, а также задир глубиной до 2 мм. Контроль правильности сборки. Крышка с трещинами подлежит замене. Прилегание крышки к эталону, проверяемое по окраске должно быть равномерным , площадь прилегания должна составлять не менее 75 % поверхности постели крышки. 12 13 сборку коренных подшипников. Контроль При помощи щупа крышки и эталона коренных контролируют подшипни овальность и ков после конусность ремонта крышки, которые должны быть не более 0,05 мм. Плотность посадки крышки в блоке цилиндров при разборке определяют путем обмера. При необходимости плотность посадки крышки восстанавливают электродуговой наплавкой (с соблюдением условий, предотвращающих коробление крышки) с последующей обработкой и подгонкой по каблучкам блока цилиндров. Выход Заполнение технической документации журнала формы ТУ-152. инструмент . Напла Щуп, Если вочны эталон, овальность и й шабер конусность аппар более 0,05 мм, ат но не более 0,10 мм, постель крышки подшабривают. Если же они превышают 0,10 мм, то разрешается крышку сторцевать в плоскости разъема на необходимую величину, а постель крышки подшабрить так, чтобы при проверке по краске площадь прилегания была не менее 75 % поверхности постели. Крышка подшипника должна сидеть на каблучках блока цилиндров по наружному размеру 382 мм (размер "382") с натягом 0,03-0,10 мм, а по внутреннему размеру 62 мм (размер "62") -с натягом 0,01-0,04 мм. Журнал формы ТУ152