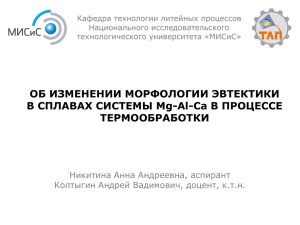
Министество образования и науки РФ Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Сибирский федеральный университет» Институт цветных металлов и материаловедения Степанова Т.Н. Гильманшина Т.Р. Падалка В.А. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ Конспект лекций Красноярск 2012 г. 1 СОДЕРЖАНИЕ МОДУЛЬ 1. Физико-химические основы получения сплавов цветных металлов .................................................................................................................... 3 Лекция 1. Тема: Характеристика цветных металлов и сплавов .......................... 3 Лекция 2. Тема: Общая характеристика и классификация отливок ................. 25 Лекция 3. Тема: Взаимодействие металлов с газами, футеровкой печи, шлаками, флюсами ................................................................................................ 35 Лекция 4. Тема: Обработка сплавов в жидком состоянии ................................ 53 МОДУЛЬ 2. Производство отливок из сплавов цветных металлов .......... 73 Лекция 5. Тема: Производство отливок из сплавов легких металлов .............. 73 Лекция 6. Тема: Производство отливок из сплавов тяжелых металлов ........ 210 Библиографический список ................................................................................ 301 2 МОДУЛЬ 1. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ ПОЛУЧЕНИЯ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ ЛЕКЦИЯ 1. ТЕМА: ХАРАКТЕРИСТИКА ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ План лекции 1. Тенденция развития сплавов. 2. Классификация сплавов цветных металлов и сплавов. 3. Плавление металлов и сплавов. 4. Термодинамические основы процессов плавки. 5. Кинематические основы процессов плавки. Литейное производство цветных металлов и сплавов в настоящее время представлено производством сплавов, фасонно-литейным производством и производством слитков. Продукцией производства первичных металлов и их сплавов являются слитки и так называемые чушки заданного химического состава. Фасонно-литейное производство выпускает литьем изделия близкие по форме и размерам к будущим деталям. Из сплавов цветных металлов получают отливки простой и сложной конфигурации, массой от нескольких грамм до десятков тонн. Причем доля алюминиевых сплавов составляет 60-65 %, цинковых 15-20 %, медных 15-18 %, магниевых 3,0-3,5 %. В большинстве случаев отливки или литые заготовки получают не из чистых металлов, а из сплавов. Металлический сплав в твердом состоянии представляет собой однородные металлоподобные макроскопические вещества, обладающие металлическими свойствами и состоящие из двух и более химических элементов. Кроме основы сплава в его состав обычно входят легирующие элементы, специально вводимые для придания требуемых свойств. Известные в настоящее время цветные металлы и сплавы на их основе принято делить по физико-химическим свойствам, технологическому назначению и способу производства литых изделий. Составы сплавов регламентируются государственными стандартами или техническими условиями. В современной промышленности применяют более 400 стандартных сплавов. Государственные стандарты не только регламентируют химический состав, но и позволяют варьировать составом для получения оптимальных свойств сплава. При выборе состава сплава обычно руководствуются необходимостью получения высоких механических, технологических и эксплуатационных свойств. При этом литейные сплавы должны обладать высокой жидкотекучестью, малой усадкой, низкой склонностью к образованию пористости, трещин и зональной ликвации. Деформируемые – хорошей пластичностью и высокой способностью к обработке давлением. 3 Согласно общепринятым теоретическим представлениям хорошее сочетание прочности и пластичности характерно для сплавов на основе однородных твердых растворов. Однако сплавы с твердым раствором обладают низкими литейными свойствами. Поэтому сплавы такого типа преимущественно используются как деформируемые. В качестве литейных сплавов используют многофазные сплавы преимущественно эвтектического типа с узким интервалом кристаллизации. Эти сплавы обладают меньшей пластичностью, но имеют хорошие литейные свойства. В зависимости от назначения, требуемой чистоты, вида шихтовых материалов и их свойств, экономических соображений сплавы получают следующими способами: сплавлением шихтовых компонентов, смешиванием жидких компонентов шихты друг с другом, совместным восстановлением элементов сплава из руды, электролизом расплавленных сред и водных растворов, замещением одного элемента другим в каком-либо соединении и комбинированным (рис. 1). Непосредственно сплавлением изготавливают большинство рабочих, вторичных сплавов и лигатур. По этому способу основные шихтовые компоненты расплавляют в печи и затем вводят легирующие элементы в твердом или жидком виде. Получение сплавов смешиванием жидких компонентов производится в тех случаях, когда в литейный цех шихтовые материалы поставляются в жидком виде. Эти способы высокопроизводительные, ими можно получать сплавы с небольшой загрязненностью металлическими примесями и неметаллическими включениями с заданным химическим составом и необходимыми механическими и физико-химическими свойствами. Совместное восстановление металла из руд применяют в основном для получения сплавов железа с углеродом и кремнием (чугунов), ферросплавов и силикоалюминия. Для этого руду вместе с восстановителем и флюсом нагревают до температуры, превышающей температуру плавления основного элемента. Между рудой и восстановителем проходят реакции с выделением металла в твердом или жидком виде, который, взаимодействуя с другими продуктами восстановительной реакции, образует сплав. Этим способом трудно получать сплавы заданного химического состава. Поэтому его целесообразно применять для производства только лигатур. Способ получения сплавов электролизом расплавленных сред и водных растворов основан на выделении металлов на катоде под действием постоянного электрического тока. Этим способом получают сплавы натрия и калия из расплава щелочей, меди с литием. Электролизом, предварительно обезвоженного каолинита в расплавленном криолите, можно получать сплавы алюминия с кремнием. В настоящее время этим способом получают лигатуры медьбериллий, магний-неодим, сплавы железа с церием и другими редкоземельными металлами. 4 Рис. 1. Способы получения сплавов 5 Получение сплавов электролизом целесообразно в тех случаях, когда непосредственное сплавление либо затруднено (легирующий элемент сильно окисляется), либо невозможно из-за отсутствия легирующего элемента в чистом виде. Процесс изготовления сплавов электролизом водных растворов широко применяют при нанесении защитных и декоративных покрытий. Металлотермический способ получения сплавов основан на различии в сродстве металлов к таким химическим элементам как кислород, фтор и хлор. Металлы, образующие более прочные химические соединения с этими элементами, восстанавливают другие металлы из менее прочных химических соединений. Для получения сплавов металл-восстановитель берут с некоторым избытком. Процесс восстановления идет обычно при высоких температурах. Восстановленный металл, растворяясь в избытке металла-восстановителя, образует сплав. В качестве металла-восстановителя широко используют алюминий, кальций, магний, натрий и другие. Этот способ широко применяют для изготовления лигатур: алюминий-титан, алюминий-ванадий, медь-бор и других. Иногда его применяют для прямого введения легирующего элемента в сплав, например, циркония в магниевые сплавы. Рассмотренный способ имеет существенные недостатки: трудность получения сплавов заданного состава, малая производительность и загрязнение сплава продуктами восстановления. Если сплавы получают, применяя два и более вышеотмеченных способа, то этот способ называют комбинированным. Например, совмещение процесса электролиза расплавленной среды с непосредственным сплавлением при производстве силумина. Наиболее распространенным промышленным способом производства сплавов является сплавление шихтовых материалов в плавильных печах. Плавление металлов и сплавов. Получение подавляющего большинства сплавов связано с нагревом металлов до температур превышающих их температуру плавления. Металлы в твердом состоянии имеют кристаллическое строение. Главной особенностью кристаллического строения является упорядоченность расположения атомов относительно друг друга, то есть дальний порядок. Впервые упорядоченность кристаллического строения была открыта русским ученым Е.С. Федоровым в 1890 г. Тип кристаллической решетки и ее компактность оценивается координационным числом z, то есть числом соседних равноудаленных атомов. Максимальной компактностью обладают металлы, имеющие гексагональную и гранецентрированную кубическую решетку с z = 12. С уменьшением координационного числа – уменьшаются межатомные расстояния, увеличиваются силы протяжения, приходящиеся на долю каждого атома. Прочность кристаллического строения характеризуется энергией связи 6 кристалла (Ес): Ес = Е – Еа , где Е – полная энергия кристалла; Еа – энергия изолированных нейтральных атомов. Температура плавления металлов зависит от энергии связи. Как следует из табл. 1, чем больше энергия связи, тем выше температура плавления металла, тем больше необходимо затратить тепла на его расплавление. При плавлении происходит ослабление межатомных сил связи, диссоциация соединений, разупорядочение кристаллической структуры. Как известно из термодинамики, энергетическое состояние любой системы характеризуется особой термодинамической функцией, называемой свободной энергией. Таблица 1 Зависимость температуры плавления от энергии связи металлов Металл Zn Mg Al Cu Ni Температура плавления, оС 419,5 650 660 1083 1455 Энергия связи, эВ/атом 1,35 1,57 3,20 3,56 3,70 Fe 1539 4,13 Для жидких и твердых металлов свободная энергия (F) равна F = U – Т×S, где U – внутренняя энергия системы; Т – абсолютная температура; S – энтропия. При повышении температуры свободная энергия жидкости твердых кристаллов изменяется различно. Схематически эти изменения показаны на рис. 2. Рис. 2. Влияние температуры на изменение свободной энергии При температуре выше То меньшей свободной энергией обладает металл в жидком состоянии, а, следовательно, его жидкое состояние в этих ус7 ловиях будет более устойчивым, чем его твердое состояние. В связи с этим по мере повышения температуры выше То процесс пойдет в направлении разрушения кристаллов металла, то есть металл начнет плавиться. Температура То является равновесной температурой, при которой свободная энергия твердой и жидкой фаз равны, следовательно, обе фазы одинаково термодинамически устойчивы и могут существовать одновременно, находясь в неустойчивом равновесии. При температуре, равной То, кристаллизация (равно как и плавление) происходить не может, так как чтобы инициировать этот процесс и направить его в сторону увеличения количества жидкой фазы необходимо нагреть металл несколько выше температуры То. Количество тепла, необходимого для расплавления металла, определяется не только его температурой плавления, но и скрытой теплотой плавления и его удельной теплоемкостью. Причем теплота плавления и удельная теплоемкость разных веществ значительно отличаются, а их значения не всегда пропорциональны увеличению температуры плавления. Например, алюминий имеет температуру плавления 660 оС, а удельную теплоту плавления 390 кДж/кг (93,9 кал/г) и удельную теплоемкость в расплавленном состоянии 1090 Дж/кг.град (0,308 кал/г.град). У меди, имеющей более высокую температуру плавления 1083 оС эти значения соответственно равны 214 кДж/кг (43 кал/г) и 440,3 Дж/кг.град (0,132 кал/г.град). Из сопоставления приведенных величин следует, что для расплавления и перегрева порции меди до температуры 1100 оС потребуется примерно в два раза меньше тепла, чем для нагрева до температуры 700 оС такого же по массе количества алюминия. Кроме того, чем большей теплоемкостью в жидком состоянии обладают металлы, тем медленнее они будут охлаждаться в форме, и тем меньший перегрев таких сплавов необходим для высококачественного воспроизведения литейной формы. Из сравнения (при температурах плавления алюминия и магния) значений их удельной теплоемкости (у магния она составляет 586 Дж/кг.град (0,139 кал/г.град)) следует, что у магния она почти в два раза меньше, чем у алюминия. Это требует большего перегрева магниевых сплавов при получении фасонных отливок. Однако с другой стороны, магниевые сплавы быстрее остывают, поэтому при литье в металлические формы можно сократить выдержку отливки в кокиле на 20-30 %. Это позволяет увеличить производительность машин. Приготовление металлического расплава состоит из нескольких весьма важных технологических операций: подготовка и плавление шихтовых материалов, перегрев расплава до температуры достаточной для заполнения литейной формы и воспроизведения ее самых тонких сечений, растворения легирующих элементов, очистки расплава от вредных примесей и модифицирования. Технология плавки должна обеспечивать минимальные потери металла 8 вследствие испарения, окисления, шлакообразования. Температура плавки необязательно должна быть выше температуры плавления самой тугоплавкой составляющей шихты. Эта температура должна обеспечивать достаточно быстрое взаимное растворение составляющих шихты. Для получения однородного расплава особенно в многокомпонентных сплавах необходимо устанавливать по соответствующим диаграммам состояния присутствие концентрационных областей несмешивающихся жидкостей. В таких случаях устанавливается определенный порядок сплавления. Например, при плавке сплава медь-никель-железо нужно сначала сплавлять медь с никелем, а затем вводить железо. Если сначала сплавить медь с железом, то появится две несмешивающихся жидкости, что затруднит последующее введение никеля. Область несмешивания, как правило, сокращается при повышении температуры расплава. Эффективно в таких случаях применения перемешивания расплава. Если сплав относится к эвтектическому типу (рис. 3) с близкими температурами плавления (например, свинец-олово), то эти сплавы и сплавы, близкие по составу к эвтектике можно получать даже без расплавления компонентов, в результате так называемого контактного плавления. Установлено, что наличие в системе легкоплавкой эвтектики в области средних концентраций всегда свидетельствует о том, что растворение будет хорошим. Если в системе линия ликвидуса непрерывно повышается от одного компонента к другому (рис. 4), а компоненты сильно отличаются по точкам плавления, то сплавы на основе тугоплавкого компонента можно получить быстро. Сплавы же на основе легкоплавкого компонента требуют значительно большего времени для их приготовления. Рис. 3. Диаграмма состояния с неограниченной растворимостью в твердом и жидком растворах Рис. 4. Диаграмма состояния с ограниченной растворимостью в твердом состоянии Взаимное растворение металлов обычно сопровождается тепловыми эффектами, приводящими как к выделению, так и поглощению тепла. Тепловые эффекты, как правило, невелики и поэтому не отражаются на общем тепловом режиме плавки. Однако при введении в медные или никелевые сплавы до 20 % чистого алюминия наблюдается сильное выделение тепла, приводящее к самопроизвольному повышению температуры на 200-300 оС. Аналогичное явление происходит в системах железо-кремний, никель-кремний, 9 Объем, теплоемкость, плотность магний-кадмий, магний-свинец, магний-олово. Растворение металла в расплавах состоит в разрушении кристаллической решетки и переходе его атомов в жидкий металл-основу. Движущей силой процесса является различие изобарных потенциалов растворяющегося элемента в кристаллической решетке и в жидком металле. Когда эти величины становятся равными, растворение прекращается. Этому моменту соответствует насыщение расплава растворенным элементом. Процесс растворения происходит в две стадии. На первой происходит разрыв связей атомов в кристаллической решетке твердого металла и образование новых связей с атомами жидкого металла и другими атомами, находящимися в растворе. Эта стадия, называемая кинетической, протекает в пограничном слое жидкого металла. На второй – растворенные атомы диффундируют в объем раствора через пограничный слой жидкого металла (диффузионная стадия). Следует отметить, что предельная растворимость возрастает с повышением температуры. В зависимости от температуры плавления металла и его физикохимических свойств выбирают тип плавильной печи, ее футеровку или материал тигля и литейной формы. При этом необходимо учитывать, что расплав обычно перегревается на 100-200 оС выше температуры ликвидус или плавления металла. При плавлении у металлов происходит скачкообразное изменение (обычно увеличение) внутренней энергии, объема, теплоемкости и других физических свойств (рис. 5). Таким образом, плавление представляет собой один из видов фазовых переходов первого рода. Рис. 5. Изменение свойств металлов при плавлении На границах зерен в поликристаллических материалах имеется скопление дефектов кристаллической решетки. Поскольку степень разупорядоченности расплава выше, чем кристалла, предполагается, что переход в жидкое состояние в менее упорядоченной зоне, прилегающей к таким границам, происходит легче. Установлено, что на границах зерен температура плавления ниже. Из этого следует, что плавление металла начинается по границам зерен. 10 Растворенные примеси, ликвирующие к границам зерен, также понижают температуру плавления периферийной зоны. Принято считать, что при плавлении разрушается дальний порядок в строении металлов и сохраняется лишь ближний порядок. Однако при значительных перегревах ближний порядок тоже нарушается. Образуется так называемая «рыхлая» структура, состоящая из разориентированных атомов металла, между которыми образуется большое число «дырок», то исчезающих, то образующихся вновь. Единственным методом прямого исследования структуры расплавов является дифракционный, в котором изучаются угловое распределение интенсивности рассеянного жидким металлом рентгеновского, электронного или нейтронного излучения. Анализ радиального распределения атомов позволяет определить радиусы первой и второй координационных сфер, координационные числа, а также характер упорядочения. Радиальное распределение атомов характеризуется функцией (dw), определяющей вероятность обнаружения какой-либо частицы в сферическом слое толщиной dr на расстоянии r от произвольно выбранной частицы жидкости, которая в данный момент времени считается неподвижной, то есть: Vdw = g (r ) × 4πr 2 dr , где V – объем системы. При отсутствии корреляций (упорядочения) частиц жидкости g(r) = 1. В результате дифракционных исследований было установлено, что ближний порядок, имеющий определенное сходство с кристаллической решеткой, в расплаве распространяется на 3-4 и более межатомных расстояний. Все металлы, независимо от структуры в твердом и жидком состояниях, имеют довольно сходное распределение атомов. Похожи по форме кривые радиального распределения атомов, радиусы первых координационных сфер в жидком и твердом состояниях примерно равны между собой, координационные числа первой координационной сферы находятся в пределах 8-12 атомов, а соотношение радиусов первой и второй координационных сфер находятся в пределах 1,8-2,0. Все это свидетельствует о некоторой универсальности характера упорядочения атомов жидкости и специфичности ее структуры. Среднее межатомное расстояние в металлической жидкости, определенное по радиусу первой и следующих координационных сфер, примерно совпадает с аналогичными параметрами кристалла (или даже меньше), в то время как при плавлении металла его объем увеличивается. Это указывает на микронеоднородное строение расплава. Утверждается, что расплав представляет собой смесь кристаллоподобных кластеров, разделенных аморфной прослойкой. При этом размер положения кластера и прослойки непрерывно изменяется. Таким образом, кластер не является статически твердым в обычном понимании, а представляет некоторое динамическое образование, происходит 11 непрерывный обмен его атомов с окружением. При этом центр тяжести не локализован в каком-то определенном месте. Перегрев металлов до более высоких температур (на 150-200 оС выше температуры плавления) вызывает укрупнение зерен металла при затвердевании. Это связано, прежде всего, с тем, что происходит растворение изоморфных примесей и «дезактивация» активированных примесей, которые всегда присутствуют даже в чистых металлах и на которых центры кристаллизации могут возникать при переохлаждениях меньших, чем требуется для самопроизвольного образования зародышей. Однако при невысоких перегревах и низких температурах литья сохраняется большое количество «изоморфных» и «активированных» примесей, которые могут служить готовыми центрами кристаллизации и способствовать образованию мелкозернистой структуры в отливках или слитках. Многочисленные исследования показывают, что имеются определенные сходства энергий связи атомов и характера их движения в расплаве и твердой фазе вблизи температуры плавления. Так, относительное изменение объема металла при плавлении составляет примерно 5-10 %, скрытая теплота перехода из твердого состояния в жидкое близка соответствующему значению для полиморфного перехода, но значительно ниже теплоты кипения. Теплоемкость расплава почти не увеличивается, что указывает на сохранность характера теплового движения. При кратковременном механическом воздействии жидкости обнаруживают подобие хрупкости и могут сохранять, в отличие от газов, конденсированное состояние при всестороннем растяжении. Кристаллические твердые тела подвергаются пластической деформации. Возможно, эта аналогия с текучестью привела к построению «дислокационной» теории расплава. Таким образом, переход в жидкое состояние сопровождается появлением совершенно новых специфических для жидкого состояния свойств. Однако при детальном рассмотрении этих свойств обнаруживается своеобразная «память» о твердом состоянии. Поэтому следует считать, что плавление не вызывает в металлах полного разрушения связей между атомами. Взаимодействие между частицами в жидком металле определяется теми же силами, что и в твердом. Термодинамические основы процесса плавки. Все протекающие химические процессы сопровождаются поглощением или выделением тепла. При этом происходит повышение или понижение внутренней энергии системы. Количество теплоты, выделившееся или поглотившееся при реакции, проведенной с грамм-молекулярными количествами исходных веществ при постоянной температуре, носит название теплового эффекта реакции. Если при реакции тепло выделяется, то тепловой эффект реакции считается положительным и реакция называется экзотермической. В реакциях, 12 идущих с поглощением тепла, тепловой эффект считается отрицательным, и такие реакции называются эндотермическими. В термодинамике, наоборот, тепло, поглощенное системой, считается положительным, а выделенное – отрицательным и обозначается соответственно +Q и –Q. В отличие от этих обозначений в термохимии положительный тепловой эффект (выделенное тепло) обозначается + Q , а отрицательный (поглощенное тепло) обозначается − Q . Различают тепловой эффект при постоянном объеме Qv и при постоянном давлении Q р . Из первого закона термодинамики вытекает, что Qv = (U 2 − U 1 ) = − ΔU , то есть тепловой эффект реакции при постоянном объеме равен убыли внутренней энергии системы, а тепловой эффект при постоянном давлении Q р = −[(U 2 + pV2 ) − (U 1 + pV1 )] или, обозначив U + pV = H (энтальпия), получаем Q р = −( H 2 − H 1 ) = −ΔH . Таким образом, теплота, выделяющаяся при постоянном давлении, равна убыли энтальпии в системе. Разница между Qv и Q р для реакции между твердыми и жидкими веществами ничтожно мала. Она становится заметной для газовых реакций, но в сравнении с самим тепловым эффектом она все же мала. Поэтому нет необходимости при металлургических расчетах различать Qv и Q р . В расчете производственных процессов обычно пользуются тепловыми эффектами при постоянном давлении. Если протекает какая-либо экзотермическая реакция, то − ΔH = +Q р . Такая реакция протекает с убылью энтальпии (теплосодержания) в системе. Если же протекает эндотермическая реакция, то ΔH = −Q р , так как процесс протекает с приращением энергии системы. Тепловой эффект реакции, когда какое-либо соединение образуется непосредственно из элементов, называется теплотой образования. Необходимо иметь в виду, что величина тепловых эффектов реакций и теплот образования химических соединений зависит от агрегатного состояния реагирующих веществ. Переход из одного агрегатного состояния в другое сопровождается поглощением или выделением скрытой теплоты, что изменяет тепловой эффект. 13 Согласно закону Гесса тепловой эффект реакции при постоянной температуре не зависит от того, каким путем исходные вещества переходят в конечные, а зависит только от начального и конечного состояния веществ, принимающих участие в реакции. Для вычисления по закону Гесса неизвестного теплового эффекта реакции выбирают такой путь реакции, чтобы в конечном результате получились заданные продукты реакции и были известны теплоты образования участвующих веществ. На основании этого можно считать, что тепловой эффект любой сложной реакции равен алгебраической сумме произведений теплот образования 1 моля каждого химического соединения, принимающего в ней участие, на число молей этого соединения. Теплоты образования исходных соединений принимают со знаком, обратным табличному, а теплоты образования продуктов реакции – со знаком, одинаковым с табличным. Теплоту образования многих химических соединений и тепловые эффекты некоторых реакций можно найти в справочных таблицах. Для того чтобы подсчитать изменение теплосодержания в каком-либо процессе по этим таблицам, следует сложить величины ΔH о продуктов реакции в конечных состояниях и из полученного результата вычесть сумму величин ΔH о веществ, вступающих в реакцию. Так, для реакции: о εH кон СаО (к) + СО2 (г) = СаСО3 (к); о (к ) = −283,53 ккал (-1185,35 кДж); = ΔH СаСО 3 о о о εH нач = ΔH СаО (к ) + ΔH СО ( г ) = −151,7 − 94,03 = −245,73 ккал (-1036,23 кДж); 2 о о ΔH = εH кон − εH нач = −283,53 − (−245,73) = −37,8 ккал (-158 кДж). Тепловой эффект реакции равен изменению теплосодержания, взятому с обратным знаком, то есть Q р = −ΔH , или в данном случает тепловой эффект Q р реакции СаО (к) + СО2 (г) = СаСО3 (к) равен +37800 кал (+158000 Дж). Кроме величины Н, часто пользуются величиной G – изобарного термодинамического потенциала. Изобарный термодинамический потенциал определяется уравнением G = H – TS, где Т – абсолютная температура реакции, К; S – энтропия системы, кал/К (Дж/К). Если процесс протекает при постоянных р и Т, то изменение изобарного потенциала ∆G = ∆H – T∆S. 14 Изобарный термодинамический потенциал называют свободной энергией (при постоянном давлении). Термодинамические потенциалы являются весьма важными характеристиками, по которым судят о возможности и направленности процесса. Процессы (или реакции) идут всегда в сторону максимальной работы. Так, для реакций образования ZnO и HgO изменение изобарного потенциала составляет Zn + 1 2 О2 = ZnO − 76100 кал/г.моль (317198 кДж/кг.кмоль), Hg + 1 2 О2 = Hg − 14000 кал/г.моль (58520 кДж/кг.кмоль). Так как уменьшение свободной энергии или, что то же самое, увеличение максимальной работы в случае образования 1 моля окиси цинка больше, чем при образовании 1 моля окиси ртути, то реакция образования окиси цинка идет энергичнее, чем реакция образования окиси ртути при прочих равных условиях. Наоборот, обратный процесс – диссоциация этих окислов – идет в обратной последовательности, то есть энергичнее диссоциирует окись ртути и при меньшей затрате максимальной работы, чем в случае диссоциации окиси цинка. Следует иметь в виду, что величина и знак термодинамического потенциала, хотя и свидетельствуют о направленности процесса, однако не говорят о его скорости. В металлургических расчетах наибольшее значение имеет определение изобарного потенциала, так как чаще всего металлургические процессы протекают при давлениях, мало отличающихся от атмосферного и которые принимаются неизменными. Расчет величины изобарного потенциала ведут несколькими способами. 1. По константе равновесия реакции. ∆G связано с константой равновесия уравнением ∆G = – RT lnK, где R – универсальная газовая постоянная, равная приблизительно 2 кал (моль.град) [8372 Дж/(моль.град)]; Т – абсолютная температура, при которой проводилось определение константы равновесия реакции, К; К – константа равновесия реакции. Переходя от натурального логарифма к десятичному, получаем ∆G = – 4,576Т lgK. Определив опытным путем константу равновесия реакции при температуре Т, затем рассчитывают изменение изобарного потенциала реакции при 15 данной температуре. 2. По уравнению ∆G = ∆H – T∆S, где ∆H – изменение теплосодержания реакции, кал (Дж); ∆S – изменение энтропии реакции (разность суммы энтропий продуктов реакции и исходных веществ, вступивших в реакцию), кал/К (Дж/К). 3. Путем комбинирования уравнений химических реакций, для которых известны ∆G. Расчет ∆G этим способом аналогичен расчету тепловых эффектов путем комбинирования уравнений химических реакций. Для некоторых веществ значения свободных энергий даны в различных справочных руководствах. Обычно значения ∆G приведены к стандартным условиям: комнатной температуре (18, 20 или 25 оС) и давлению в 1 атм. Зная значения ∆Hо и S, по уравнению ∆G = ∆H – T∆S легко рассчитать значение ∆G при стандартных условиях. При плавке цветных металлов и сплавов большое значение имеют процессы окисления. Это объясняется тем, что при плавке обычных цветных металлов атмосфера печей носит явно окислительный характер, то есть содержит свободный кислород (при плавке в электрических печах) или СО2 и Н2О (при плавке в топливных печах). От активности окислительных процессов зависят не только потери дорогих цветных металлов, но и качество получаемого жидкого металла. Вероятность и интенсивность окисления того или иного элемента, находящегося в данном расплаве, всегда бывает различной и зависит от так называемого сродства этого элемента к кислороду. Термодинамически сродство элементов к кислороду определяется величиной изобарного потенциала ∆G, то есть величиной свободной энергии, выделяющейся при образовании окисла данного элемента. Чем больше величина изобарного потенциала ∆G, тем больше сродство данного элемента к кислороду и тем больше вероятность его окисления. На основе понятия сродства элементов к кислороду базируется процесс раскисления металлов, широко применяемый в металлургической практике. Термодинамический анализ реакции МО + М ′ = М ′О + М + Q показывает, что она может протекать только в том случае, если элемент М′, применяемый в качестве раскислителя, обладает большим сродством к кислороду, чем элемент М, входящий в состав окисла МО, то есть величина ∆Gо окисла элемента М′ обладает большим отрицательным значением, чем величина ∆Gо окисла элемента М. Из сказанного ранее также вытекает, что реакция раскисления обязательно сопровождается положительным тепловым эффектом + Q . При плавке алюминиевых и магниевых сплавов процессы раскисления 16 практически не наблюдаются, так как эти элементы обладают наибольшим сродством к кислороду. При плавке медных сплавов элементы цинк, марганец, фосфор и другие являются хорошими раскислителями окислов меди. Те же вопросы могут быть рассмотрены с точки зрения теории упругости диссоциации окислов металлов. Реакции раскисления различных металлов можно написать следующим образом: Ме′ + О2 = Ме′О2 + Q ′ 4 Ме′ + О = 2 Ме ″О + Q ′′ 3 3 2 2 3 2Ме′′ + О2 = 2МеО ′′′ + Q ′′′ . При участии в реакциях твердых металлов и окислов или расплавов чистых металлов константа равновесия для всех тих реакций, то есть для реакций, рассчитанных на один грамм-атом кислорода, будет К = РО2 . Физически величина РО2 представляет собой давление кислорода при выделении его из окисла во время диссоциации. Реакция диссоциации окисла обратима. Если парциальное давление кислорода в окружающей атмосфере больше упругости диссоциации окисла, то реакция идет слева направо. Если больше величина упругости диссоциации, то реакция идет справа налево, то есть происходит освобождение окисла от кислорода. Если в расплаве имеется несколько металлов и их концентрация одинакова, то в первую очередь будут окисляться те из них, величина упругости диссоциации окислов которых меньше. Кроме того, в расплавах металлов величина упругости диссоциации из окислов будет тем меньше, чем больше их концентрация в расплаве. Следовательно, энергичнее будут окисляться металлы, концентрация которых больше, и менее энергично – концентрация которых меньше. Чем больше величина упругости диссоциации окисла металла, тем он труднее окисляется. Следовательно, меньше его сродство к кислороду. Наоборот, чем меньше величина упругости диссоциации окисла, тем легче он окисляется и, следовательно, тем больше его сродство к кислороду. Общеизвестный расчет величины упругости диссоциации окислов металлов показывает, что чем больше теплота образования данного окисла, рассчитанная на один грамм-атом кислорода, тем меньше величина упругости диссоциации окисла и, следовательно, тем больше сродство металла к кислороду. Таким образом, выводы, которые можно сделать из теории упругости 17 диссоциации окислов, полностью совпадают с выводами, вытекающими из зависимости сродства металлов к кислороду от теплоты образования окисла, рассчитанной на один грамм-атом кислорода. Кинематические основы процесса плавки. При кинематическом анализе процессов плавки исследуются возможные скорости протекания химических реакций. Под скоростью химической реакции понимается количество вещества, прореагировавшее в единицу времени в единице объема. Обычно количество вещества измеряется молями, а объем – литрами. Все реакции делятся на гомогенные и гетерогенные. Если все вещества, участвующие в данной реакции (как начальные, так и конечные), находятся в одной и той же фазе, то реакция считается гомогенной. Если же хотя бы какая-то часть веществ (начальных или конечных) переходит в процессе реакции из одной фазы в другую, то реакция считается гетерогенной. При этом надо иметь в виду, так как все газы растворяются друг в друге, то, следовательно, можно считать, что в данной системе одновременно может присутствовать только одна газовая фаза. В соответствии с законом Дальтона – общее давление газовой смеси равно сумме парциальных давлений отдельных газов, входящих в эту смесь – число одновременно присутствующих жидких фаз зависит от числа несмешивающихся жидкостей. При плавке металлов обычно присутствуют две самостоятельные жидкие фазы – металл и шлак, – не смешивающиеся друг с другом. При этом отдельные вещества могут растворяться как в той, так и в другой жидкой фазе. Количество вещества, растворенного в металле, и количество вещества, растворенного в шлаке, взаимосвязаны законом распределения – если какое-либо вещество растворимо в дух несмешивающихся жидкостях, то отношение концентраций этого вещества в этих жидкостях есть величина постоянная С L = 1 = const , С2 где L – коэффициент распределения, зависящий от свойств жидких фаз и растворенного в них вещества; С1 – концентрация вещества в верхней жидкой фазе (шлаке); С2 – концентрация вещества в нижней жидкой фазе (металле). Например, Cu2O растворима в шлаке и металле, следовательно, при данной температуре СCu 2 О ( шлак ) = const . L= СCu 2 О ( металл ) Количество твердых фаз, одновременно присутствующих в системе, обычно равно количеству самостоятельных веществ и может численно рав18 няться любой величине. Исключением являются лишь так называемые твердые растворы. Случаи образования твердых растворов рассматриваются ниже в связи с диаграммами плавкости литейных цветных сплавов. Все реакции делятся на обратимые и необратимые. Обратимыми реакциями называются такие реакции, при протекании которых все конечные продукты остаются в данной системе, не уходя из нее. Если хотя бы один продукт реакции уходит из данной системы, реакция становится необратимой. Величина скорости гомогенной реакции подчиняется закону действующих масс – скорость химической реакции прямо пропорциональна температуре и концентрации реагирующих веществ. Допустим, протекает реакция аА + bB ↔ cC + dD + Q . Так как эта реакция гомогенна, то все начальные и конечные вещества находятся в одной и той же фазе, не уходя из нее. Такая реакция будет обратимой. Скорость протекания этой реакции слева направо ν1 = k1 Аа В b , а справа налево ν 2 = k 2С с D d . Если ν1 > ν2, то результирующая скорость νр = ν1 – ν2 будет величиной положительной и, следовательно, результирующая реакция будет протекать слева направо. Если ν1 < ν2, то результирующая скорость νр = ν1 – ν2 будет величиной отрицательной; это означает, что результирующая реакция будет протекать справа налево. Если ν1 = ν2, то νр = 0. Это значит, что в системе протекают две противоположно направленные реакции с одинаковой скоростью. Такое состояние системы называется состоянием динамического равновесия. Коэффициенты k1 и k2 являются функциями температуры и называются температурными коэффициентами химической реакции. Оба коэффициента k1 и k2 увеличиваются с ростом температуры. Коэффициент k1 является температурным коэффициентом экзотермической реакции, а коэффициент k2 является температурным коэффициентом эндотермической реакции. Для каждой реакции коэффициенты k1 и k2 численно не равны друг другу, и при этом коэффициент k2 растет с температурой во много раз быстрее, чем коэффициент k1. При температурах, приближающихся к абсолютному нулю, коэффициенты k1 и k2 стремятся к нулю и, следовательно, ν1 и ν2, а также и νр, будут стремиться к нулю. Такое состояние системы носит название статического равновесия. Состояние динамического равновесия, как было сказано, определяется условием равенства скорости прямой и обратной реакции. Если протекает реакция А + B ↔ C + D + Q , то в состоянии динамического равновесия k1 А В = k2 С D, 19 где |А|, |В|, |С|, |D| – молярные концентрации реагирующих веществ. Из приведенного уравнения находим величину константы равновесия: К= А k1 = k2 С В D . При условии принятого здесь порядка написания константы и положительном тепловом эффекте реакции ее величина выражается уравнением Вант Гоффа: d ln K Q = . dT RT 2 Правая часть этого уравнения является первой производной от логарифма константы по температуре. При положительном тепловом эффекте реакции первая производная будет иметь знак плюс и, следовательно, функция будет возрастающая. Отсюда, с ростом температуры константа всегда будет увеличиваться. При Т = const, k1 = const, k2 = const, следовательно, и К = const. С ростом температуры растет величина константы равновесия, следовательно, равновесие химической реакции сдвигается в сторону числителя, то есть в сторону увеличения концентрации веществ А и В и уменьшения концентрации веществ С и D. При понижении температуры величина К уменьшается и, следовательно, равновесие сдвигается в сторону увеличения концентрации веществ С и D и уменьшения концентрации веществ А и В. Принципы Ле Шателье полностью согласуются с выводом из уравнения Вант Гоффа. Согласно принципам Ле Шателье, если нагревать систему, находящуюся в состоянии равновесия, то в ней возникнет реакция, идущая с поглощением тепла. Если охлаждать систему, находящуюся в состоянии равновесия, то в ней возникнет реакция, идущая с выделением тепла. Таким образом, принципы Ле Шателье правильно трактуют влияние температуры на систему, находящуюся в состоянии динамического равновесия. Как правило, при плавке металлов, мы не имеем равновесных систем, а к неравновесным системам принципы Ле Шателье неприложимы. Скорости всех химических реакций как экзотермических, так и эндотермических, растут с ростом температур в результате роста температурных коэффициентов k1 и k2 и, как говорилось выше, k2 увеличивается с ростом температуры быстрее, чем k1. Значит, скорость эндотермической реакции с ростом температуры возрастает быстрее, чем экзотермической. Кроме того, с повышением температуры растет величина константы равновесия. Это означает, что с ростом температуры сдвигается влево равновесное состояние сис20 темы. По оси абсцисс диаграммы отложены концентрации веществ А, В, С, D, а по вертикальной оси – температура системы. Кривая LM показывает изменение концентрации равновесной системы в зависимости от ее температуры. Если при температуре t1 взята система, состоящая из веществ А, В, С, D, соответствующая концентрации в точке х, то, как видно из диаграммы, эта система не является равновесной. Равновесие взятой системы при температуре t1 соответствует точке х1, то есть с гораздо большим содержанием веществ С и D. Это значит, что в системе возникнет реакция А + B = C + D + Q . Практически это значит, что в любой точке области I будет возникать экзотермическая реакция. Если мы возьмем нашу систему при температуре t2 и концентрации, соответствующей точке у, то в системе возникнет реакция C + D = А+ B−Q . Эта реакция закончится, когда концентрация веществ А и В настолько увеличится, а концентрация веществ С и D настолько уменьшится, что химический состав системы изменится до точки у1. В любой точке области II возникнет эндотермическая реакция, которая будет протекать до тех пор, пока состав системы не станет равновесным. Проследим за влиянием температуры на экзотермическую систему состава, соответствующего вертикальной линии аа. В точке а возникнет реакция, идущая слева направо в сторону роста концентрации С и D. «Выход» реакции, то есть количество вещества, прореагировавшее до наступления состояния равновесия, будет равен длине прямого отрезка от точки а вправо до кривой равновесия. Из диаграммы видно, что с повышением температуры системы в области I выход экзотермической реакции будет уменьшаться. Наоборот, в области II, где протекают эндотермические реакции, с повышением температуры системы выход реакции будет увеличиваться. Отсюда можно вывести принцип I: при повышении температуры неравновесной системы, в которой протекает экзотермическая реакция, выход реакции до наступления состояния равновесия уменьшается; при повышении температуры неравновесной системы, в которой протекает эндотермическая реакция, выход реакции увеличивается. Вся диаграмма делится на три различных области: в области I (вдали от динамического равновесия), где протекает экзотермическая реакция с повышением температуры неравновесной системы, увеличивается результирующая скорость обратимого процесса от 0 до максимума; в области II (вблизи динамического равновесия), где также протекает экзотермическая реакция, с ростом температуры падает результирующая скорость обратимого процесса и в области II, где протекает эндотермическая реакция, влияние температуры на результирующую скорость обратимого процесса однозначно. С ростом температуры скорость результирующей эндотермической реакции всегда увеличивается. На основании вышесказанного можно вывести принцип II: при повышении температуры результирующая скорость экзотермической реакции сна21 чала значительно увеличивается, затем вблизи равновесия резко падает до нуля, а при дальнейшем повышении температуры меняет свое направление; дальнейшее повышение температуры приводит к росту результирующей скорости эндотермической реакции. На основании закона действующих масс можно сделать следующий вывод о возможности влияния на направление обратимого процесса с помощью изменения концентрации реагирующих веществ. Для увеличения скорости результирующей реакции, направленной слева направо, необходимо увеличить концентрацию одного или нескольких веществ, стоящих слева от знака равенства, или уменьшить концентрацию одного или нескольких веществ, стоящих справа от знака равенства. Для увеличения скорости результирующей реакции, направленной сплава налево, необходимо увеличить концентрацию одного или нескольких веществ, стоящих справа от знака равенства, или уменьшить концентрацию одного или нескольких веществ, стоящих слева от знака равенства. В процессе плавки цветных металлов протекает большое количество гетерогенных реакций. К их числу относятся реакции между атмосферой печи (газовая фаза) и плавящимся (твердая фаза) или расплавленным (жидкая фаза) металлом и шлаком. Протекают реакции между двумя жидкими фазами (шлаком и металлом) и реакции между жидкими фазами (шлаком и металлом) и твердой фазой (футеровкой печи). Во всех случаях протекания гетерогенных реакций, реагирующие вещества путем диффузии должны перейти из одной фазы в другую, если речь идет о реакциях между жидкими фазами, или прийти в соприкосновение с поверхностью раздела другой фазы, когда происходят реакции между газообразными и жидкими или твердыми фазами, а также между жидкими и твердыми фазами. Все эти процессы переноса молекул реагирующих веществ из одной фазы в другую или к поверхности другой фазы происходят исключительно диффузионным путем. Следовательно, скорость химической реакции может оказаться в зависимости от скорости протекания процесса диффузии. Если скорость диффузии оказывается меньше, чем возможная скорость химической реакции, что особенно часто бывает при экзотермических реакциях, и, следовательно, скорость реакции лимитируется скоростью процесса диффузии, то считается, что реакция протекает в диффузионной области гетерогенного процесса. В ряде случаев может оказаться, что путем диффузии к поверхности раздела или в другую фазу доставляется достаточное количество молекул, чтобы обеспечить ход реакции, тогда скорость самой реакции зависит только от кинетических условий ее протекания. Если реакция эндотермическая, то считается, что реакция протекает в кинетической области гетерогенного процесса. Если реакция протекает в диффузионной области гетерогенного процесса, то на скорость реакции оказывает влияние скорость диффузии. Про22 цесс диффузии через газообразную фазу в установившемся состоянии протекает в соответствии с уравнением Фика: S=D c1 − c2 τ F , a где S – количество вещества (кг), переданного за τ (с) через слой вещества толщиной а см (м) на реагирующую поверхность F, см2 (м2); D – коэффициент диффузии, см2/с (м2/с); с1, с2 – концентрации диффундирующего газообразного вещества (г/см3) (кг/м3) на границах слоя толщиной а см (м). Коэффициент диффузии D = kTn является функцией температуры, где n находятся в пределах от 1,75 до 2,0. На основании сказанного можно сделать вывод, что скорость диффузии через газообразную фазу прямо пропорциональна температуре этой фазы и разности концентраций диффундирующего газа и обратно пропорциональна толщине слоя, через который происходит процесс диффузии. Процесс диффузии через жидкую фазу в установившемся состоянии можно представить в виде уравнения зависимости коэффициента от свойств жидкости и диффундирующего вещества: D= RT 1 ⋅ , N 6πηr где R – газовая постоянная, кал/моль.град (Дж/кмоль.град); Т – абсолютная температура, К; N – число Авогадро, моль-1 (кмоль-1); π – отношение длины окружности к диаметру; η – коэффициент вязкости жидкости, см2/с (м2/с); r – радиус молекулы диффундирующего вещества, см (м). Дополнительно к отмеченному выше, последняя формула показывает, что количество продиффундировавшего через жидкость вещества будет тем больше, чем выше температура среды и чем меньше ее вязкость и радиус молекулы диффундирующего вещества. В качестве примера гетерогенного процесса рассмотрим окисление составных частей сплава на медной основе. В период плавления шихты за счет окислительного воздействия газовой фазы печи будет происходить окисление твердого металла с образованием на его поверхности CuO (окиси меди) и окислов тех элементов, которые входят в состав шихты. После расплавления шихта окажется покрытой слоем шлака, содержащего высокий процент окиси меди. Соприкасаясь на поверхности раздела шлак-металл с медью, находящейся в расплаве, окись меди будет восстанавливаться до закиси по реакции: CuO + Cu = Cu2O. 23 Закись меди будет диффундировать в металл (рис. 6), подчиняясь описанному выше закону распределения. Если бы закись меди, диффундирующая в металл, не расходовалась, то установилось бы равновесие при определенной концентрации CuO в шлаке и Cu2O в металле (сплошные линии на рис. 6). Рис. 6. Распределение закиси меди между металлом и шлаком Но закись меди встречает в металле ряд элементов, сродство которых к кислороду больше, чем сродство меди. Поэтому закись меди будет расходоваться на реакции с этими элементами. Например, 5Cu 2 O + 2 P = 10Cu + P2 O5 + Q ; Cu 2 O + Mn = 2Cu + MnO + Q ; Cu 2 O + Zn = 2Cu + ZnO + Q . Если бы эти реакции дошли до состояния динамического равновесия, то в металле наряду с новыми полученными окислами сохранилась бы известная равновесная концентрация закиси меди Cu2Oравн, показанная на рис. 6 вертикальной пунктирной линией. Практически такое равновесие не устанавливается, если на поверхности металла не наведен защитный шлак. Если защитного шлака нет, то в металл продолжает диффундировать закись меди, концентрация которой в металле будет убывать по мере удаления от поверхности раздела металл-шлак из-за расходования закиси меди на указанные выше реакции. При этом концентрация закиси меди в металле будет выше равновесной (нижняя пунктирная кривая) в случае, если скорость диффузии будет выше суммарной скорости реакции восстановления закиси меди примесями сплава. Если же скорость диффузии будет ниже суммарной скорости реакции восстановления закиси меди, то концентрация ее упадет до равновесной на близком расстоянии от поверхности раздела металл-шлак (верхняя пунктирная кривая). Перед выходом металла из печи из него желательно удалить остатки закиси меди путем раскисления. Для этого необходимо использовать элементы, 24 имеющие большее сродство к кислороду так, чтобы равновесие резко сдвинулось вправо, что достигается путем введения в ванну соответствующих раскислителей. Контрольные вопросы. 1. Что лежит в основе классификации цветных металлов? 2. Основные задачи литейного производства отливок из цветных металлов и сплавов. 3. По каким признакам принято делить цветные металлы и сплавы? 4. Чем регламентируются составы сплавов цветных металлов? 5. Какими свойствами должны обладать литейные сплавы цветных металлов? 6. Чем отличаются деформируемые сплавы от литейных? 7. Назначение деформируемых сплавов? 8. Какие сплавы должны иметь высокую пластичность? 9. Какие сплавы относятся к легким? 10. Сколько компонентов содержится в многокомпонентных сплавах? 11. Что является главной особенностью кристаллического строения металлов? 12. Чем характеризуется прочность кристаллического строения? 13. Что происходит с межатомным расстоянием с уменьшением координационного числа? 14. Как зависит температура плавления металла от энергии связи? 15. При плавлении происходит ослабление межатомных сил или упрочнение? 16. Из каких технологических операций состоит приготовление металлического расплава? 17. Что является движущей силой процесса растворения металла в расплаве? 18. Происходит ли укрупнение зерна металла при затвердевании при перегреве металла? 19. Какая реакция называется экзотермической? 20. Почему при плавке алюминиевых и магниевых сплавов практически не наблюдаются процессы раскисления? ЛЕКЦИЯ 2. ТЕМА: ОБЩАЯ ХАРАКТЕРИСТИКА И КЛАССИФИКАЦИЯ ОТЛИВОК План лекции 1. Требования к отливкам. 25 2. Классификация отливок. Требования к отливкам. Отливки из сплавов цветных металлов должны иметь определенный химический состав, заданный уровень механических свойств, необходимые размерную точность и чистоту поверхности без внешних и внутренних дефектов. В отливках не допускаются трещины, неслитины, сквозные раковины и рыхлоты. Поверхности, являющиеся базами для механической обработки, не должны иметь наплывов и повреждений. Допустимые дефекты, их количество, способы обнаружения и методы исправления регламентируются отраслевыми стандартами (ОСТами) и техническими условиями. Отливки поставляют с обрубленными литниками и обрезанными прибылями. Места обрезки и обрубки на необрабатываемых поверхностях зачищают заподлицо. Допускается исправление дефектов заваркой и пропиткой. Необходимость термической обработки определяется техническими условиями. Точность размеров отливок должна отвечать требованиям ОСТ 1.4115472. Допуски, включающие в себя сумму всех отклонений от размеров чертежа, имеющих место на различных стадиях изготовления отливки, кроме отклонений, обусловленных наличием литейных уклонов, должны соответствовать одному из семи классов точности (табл. 2). В каждом классе точности все допуски на любой размер одного вида (Д, Т или М) являются для данной отливки равными и устанавливаются по наибольшему габаритному размеру. Обрабатываемые поверхности отливок должны иметь припуск на механическую обработку. Минимальный припуск должен быть больше допуска. Величина припуска определяется габаритными размерами и классом точности отливок. В табл. 3 приведены припуски на механическую обработку отливок из сплавов цветных металлов, регламентированные ОСТ 1.41154-72. Чистота поверхности отливок должна соответствовать заданному классу шероховатости. Она зависит от способа изготовления отливок, применяемых материалов для изготовления форм, качества подготовки поверхности моделей, кокилей и пресс-форм. Высота неровностей профиля поверхности отливок для различных классов шероховатости в соответствии с ГОСТ 278973 приведена в табл. 4. Для получения отливок, отвечающих перечисленным выше требованиям, применяют различные способы литья в разовые формы и формы многократного использования, технические возможности которых приведены в табл. 5. 26 Таблица 2 Класс точности 1 2 3 4 5 6 7 Обозначение допуска ДЛт1 ТЛт1 МЛт1 ДЛт2 ТЛт2 МЛт2 ДЛт3 ТЛт3 МЛт3 ДЛт4 ТЛт4 МЛт4 ДЛт5 ТЛт5 МЛт5 ДЛт6 ТЛт6 МЛт6 ДЛт7 ТЛт7 МЛт7 Допустимые отклонения на размеры отливок из сплавов цветных металлов, ±мм Наибольший габаритный размер отливки, мм до 16254060100- 160- 250- 400- 630- 1000- 125016 25 40 60 100 160 250 400 630 1000 1250 1600 0,04 0,05 0,06 0,08 0,10 0,12 0,15 0,20 0,04 0,04 0,05 0,06 0,08 0,10 0,12 0,15 0,10 0,10 0,10 0,10 0,20 0,20 0,25 0,30 0,07 0,08 0,10 0,12 0,15 0,20 0,30 0,40 0,05 0,06 0,08 0,10 0,12 0,15 0,20 0,30 0,13 0,15 0,20 0,20 0,25 0,30 0,40 0,50 0,20 0,20 0,20 0,20 0,30 0,40 0,50 0,60 0,80 0,20 0,20 0,20 0,20 0,30 0,30 0,40 0,40 0,50 0,30 0,30 0,30 0,30 0,40 0,50 0,60 0,70 1,00 0,40 0,40 0,40 0,40 0,50 0,50 0,60 0,80 1,00 1,20 1,50 0,40 0,40 0,40 0,40 0,50 0,50 0,60 0,70 0,80 0,90 1,00 0,50 0,50 0,50 0,50 0,50 0,60 0,70 1,00 1,50 1,80 2,00 0,60 0,60 0,60 0,60 0,70 0,80 0,90 1,00 1,20 1,50 1,70 2,00 0,60 0,60 0,60 0,60 0,70 0,80 1,00 1,00 1,00 1,20 1,20 1,20 0,60 0,60 0,60 0,60 0,70 0,80 1,00 1,20 1,70 2,00 2,20 2,50 0,80 0,80 0,80 0,80 0,90 1,00 1,10 1,20 1,40 1,70 2,00 2,40 1,00 1,00 1,00 1,00 1,00 1,20 1,20 1,20 1,30 1,50 1,50 1,50 1,00 1,00 1,00 1,00 1,00 1,20 1,20 1,50 2,00 2,20 2,50 2,70 1,00 1,00 1,00 1,00 1,10 1,20 1,30 1,40 1,70 2,00 2,30 2,70 1,20 1,20 1,20 1,20 1,20 1,50 1,50 1,50 1,70 1,70 2,00 2,00 1,20 1,20 1,20 1,20 1,20 1,50 1,50 1,70 2,00 2,50 2,70 3,00 16002000 2,50 1,40 3,00 2,60 1,80 3,10 3,10 2,30 3,50 20002500 3,30 2,20 3,60 3,50 2,60 4,00 25003000 4,00 3,00 4,50 Примечание. Д – размеры необрабатываемых длин (диаметров); Т – размеры необрабатываемых толщин (стенок, ребер, фланцев и т.д.); М – размеры между необрабатываемыми плоскостями и обработанными. 27 Таблица 3 Припуски на механическую обработку (на одну сторону), мм Наибольший габаритный Класс точности отливок размер отливки, мм Лт1, Лт2, Лт3 Лт4, Лт5 Лт6, Лт7 до 60 0,5 2,0 2,5 60-100 0,5 2,0 3,0 100-160 0,5 2,5 3,5 160-250 0,7 2,5 4,0 250-400 1,0 2,5 4,0 400-630 1,5 3,0 5,0 630-1000 3,0 5,5 1000-1250 4,0 6,0 1250-1600 4,0 6,5 1600-2000 5,0 8,0 2000-2500 9,5 2500-3000 14,0 Таблица 4 Шероховатость поверхности Класс шероховатости Класс точности отливок Базовая длина l, мм поверхности Ra Rz 1 100-50 400-200 8 2 50-25 200-100 8 3 25-12,5 100-50 8 4 12,5-6,3 50-25 2,5 5 6,3-3,2 25-12,5 2,5 6 3,2-1,6 12,5-6,3 0,8 7 1,6-0,8 6,3-3,2 0,8 8 0,8-0,4 3,2-1,6 0,8 9 0,4-0,2 1,6-0,8 0,25 10 0,2-0,1 0,8-0,4 0,25 11 0,1-0,05 0,4-0,2 0,25 12 0,05-0,025 0,2-0,1 0,25 13 0,025-0,012 0,1-0,05 0,08 14 0,012-0,008 0,05-0,025 0,08 Примечание. Ra – среднее арифметическое отклонение профиля; Rz – высота неравномерностей профиля по десяти точкам. Классификация отливок. По условиям службы независимо от способа изготовления отливки делят на три группы: общего, ответственного и особо ответственного назначения. К группе общего назначения относят отливки для деталей, не рассчитываемых на прочность. Конфигурация и размеры их определяются только конструктивными и технологическими соображениями. Такие отливки не подвергают контролю рентгенопросвечиванием. 28 Таблица 5 Технические возможности различных способов литья при изготовлении отливок из сплавов цветных металлов Способ литья Макси- Максималь- Толщина Диаметр Литейный Радиус Класс Класс ше- Припуск на мальная ный габастенки, отверстия, уклон, закругле- точности роховато- обработку, масса от- ритный раз- мм, не мм, не град ния, мм, сти помм ливки, кг мер, мм менее менее не менее верхности Под давлением 30 700 0,5-1,0 1,5-2,0 0,5-1,0 0,5 1-3 5-8 0,3-1,5 В кокиль до 500 2000 3,0-5,0 8,0 0,5-2,5 3,0 4-6 2-4 1,5-8,0 Под низким давлением до 10 800 2,0-3,0 8,0 1,0-2,0 2,0 3-5 3-5 1,5-4,0 По выплавляемым моделям до 30 1000 1,0-3,0 5,0 1,0-2,0 5,0 3-5 4-6 0,2-0,7 В оболочковые формы до 50 1500 3,0-6,0 6,0 1,0-2,0 5,0 4-6 3-5 2,0-8,0 В гипсовые формы до 10 250 1,5-3,0 6,0 1,0 5,0 4-6 3-5 2,0-5,0 В песчаные формы до 1000 3000 4,0-8,0 15,0 0,5-3,0 5,0 5-7 1-4 2,0-14,0 29 Отливки ответственного назначения используют для изготовления деталей, рассчитываемых на прочность и работающих при статических нагрузках. Они проходят выборочный контроль рентгенопросвечиванием. К группе особо ответственного назначения относят отливки для деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках. Их подвергают индивидуальному контролю рентгенопросвечиванием, флуоресцентному контролю и контролю вихревыми токами. В зависимости от объема приемно-сдаточных испытаний отраслевыми стандартами ОСТ 1.90021-71, ОСТ 1.90016-72, ОСТ 1.90248-77 предусмотрено деление отливок из сплавов цветных металлов на три группы. К первой группе относят отливки, контроль механических свойств которых осуществляют выборочно на образцах, вырезанных из тела контрольных отливок, с одновременным испытанием механических свойств на отдельно отлитых образцах от каждой плавки или поштучное испытание на образцах, вырезанных из прилитых к каждой отливке заготовок, а также поштучный контроль на плотность (рентгенопросвечивание). Ко второй группе относят отливки, механические свойства которых определяют на отдельно отлитых образцах или на образцах, вырезанных из прилитых к отливке заготовок, и по требованию завода-потребителя на образцах, вырезанных из отливок (выборочно), а также поштучный или выборочный контроль на плотность отливок методом рентгенопросвечивания. Третью группу составляют отливки, у которых контролируют только твердость. По требованию завода-потребителя производят контроль механических свойств на отдельно отлитых образцах. Отнесение отливок к соответствующей группе производится конструктором и оговаривается в чертеже. В зависимости от способа изготовления, конфигурации поверхностей, массы, максимального геометрического размера, толщины стенок, характеристики выступов, ребер, утолщений, отверстий, количества стержней, характера механической обработки и шероховатости обработанных поверхностей, назначения и особых технических требований предусмотрено деление отливок на 5-6 групп сложности (литье в песчаные формы и под давлением – 6 групп; литье в кокиль, по выплавляемым моделям и в оболочковые формы – 5 групп). Группа сложности отливки определяется по наибольшему числу признаков, совпадающих с признаками, приведенными в табл. 6, 7. При этом число совпадающих признаков должно быть не менее пяти или четырех для шести или пяти групп сложности соответственно. При меньшем числе совпадающих признаков применяют способ группировки их путем последовательного отнесения начиная с более высоких групп сложности в сторону более низких и останавливаются на группе сложности, при которой достигается необходимое число условно совпадающих признаков. Если приведенные в табл. 6, 7 признаки для нескольких групп сложности совпадают, то этот признак принимают по более высокой группе. 30 Таблица 6 Классификационные признаки групп сложности отливок, изготовленных литьем под давлением Основные признаки сложГруппа сложности ности отливок 1 2 3 4 5 6 Сочетание пло- Сочетание пло- Сочетание пло- Сочетание пло- Сочетание пло- Сочетание плоских, ских, циских, циских, циских, цилинд- ских, цилиндри- цилиндрических и линдрических линдрических и линдрических рических, сфе- ческих, конусных, криволинейных пои полусфери- криволинейных и криволинейрических и сферических и верхностей; ребра, ческих поповерхностей; ных поверхно- криволинейных криволинейных приливы, глубокие верхностей; бобышки, при- стей; бобышки, поверхностей; поверхностей; па- отверстия и пазы. Конфигурация поверхно- бобышки, отливы, ребра и ребра, глубо- ребра, глубо- раллельно или ра- Внутренние полости стей верстия. Внутотверстия. кие пазы и от- кие пазы и отдиально расособо сложной форренняя поверх- Внутренняя по- верстия, литая верстия. Внут- положенные ребмы ность простой верхность про- резьба и зубья. ренние полости ра, приливы, глуформы. Возстой формы. Внутренняя сложной фор- бокие отверстия и можно приме- Возможно при- полость промы пазы. Внутренние нение много- менение много- стой формы полости сложной местных форм местных форм формы Масса сплавов, кг: алюминиевых и магниевых <0,5 0,5-2,5 2,5-4,5 4,5-12,0 12-20 >20 цинковых, оловянных и свинцовых <0,8 0,8-4,0 4,0-8,5 8,5-22,0 22-30 >30 медных <0,8 0,8-4,0 4,0-8,5 8,5-12,0 12-20 >20 Максимальный габарит<150 151-250 251-350 351-450 450-550 >550 ный размер, мм Толщина основных стенок отливок, мм, из сплавов: алюминиевых и магниевых >6,5 6,5-5,5 5,5-4,5 4,5-3,5 3,5-2,5 <2,5 цинковых, оловянных и свинцовых >6,0 6,0-5,0 5,0-4,0 4,0-3,0 3,0-2,0 <2,0 медных >7,0 7,0-6,0 6,0-5,0 5,0-4,0 4,0-3,0 <3,0 31 Число полостей и отверстий, выполняемых неподвижными стержнями, расположенными на пуансоне Число полостей и отверстий, выполняемых подвижными стержнями, расположенными по бокам формы Число вкладышей, армирующих отливку или оформляющих резьбу ≤5 6-8 9-12 13-16 17-20 >20 ≤2 3 4 5-6 7-8 >8 ≤1 2-3 4-5 6-8 9-11 >11 Обрабатывается до 15 % поверхности (сверление, зенкерование, точение, растачивание, фрезерование), Rz = 10-5, Ra = 2,5-1,25 Обрабатывается до 20 % поверхности (сверление, зенкерование, точение, растачивание, фрезерование), Rz = 5-2,5, Ra = 1,25-0,63 Обрабатывается до 25 % поверхности (сверление, зенкерование, точение, растачивание, фрезерование, доводка), Rz = 2,5-0,63, Ra = 0,63-0,16 Обрабатывается до 30 % поверхности (сверление, точение, зенкерование, растачивание, фрезерование, доводка), Rz = 0,63-0,32, Ra = 0,16-0,08 Обрабатывается до 30 % поверхности (сверление, точение, зенкерование, растачивание, фрезерование, доводка, полирование), Rz = 0,63-0,32, Ra = 0,16-0,08 Без обработки или обрабатывается 10 % Характер механической поверхности обработки литой детали и (сверление, требования к шероховато- зенкерование, сти механически обработочение, растанных поверхностей тачивание, фрезерование), Rz = 320-10, Ra = 100-2,5 Назначение Особые технические требования Общее Не предъявляются По химическому составу и механическим свойствам. Плотность при рабочем давлении 6×105 Па Ответственное По химическому По химическому сосоставу, механи- ставу, механическим ческим и физиче- и физическим свойским свойствам, ствам, структуре, структуре. Плот- газонасыщенности. ность при рабо- Плотность при рабочем давлении чем давлении 12×105 Па >12×105 Па 32 Таблица 7 Классификационные признаки групп сложности отливок при литье в кокиль и центробежным способом Основные признаки сложГруппа сложности ности отливки 1 2 3 4 5 Плоская, ци- Открытой короб- Прямолинейные и кри- Пересечение прямоПересечение прямолиндрическая, чатой, полусфе- волинейные поверхно- линейных, цилиндри- линейных, цилиндридопускающая рической, цилин- сти сложных очертаний ческих и криволиней- ческих и криволинейприменение дрической формы, с выступами и поднут- ных поверхностей с ных поверхностей с Конфигурация поверхно- вытряхных или допускающей рениями, ребрами, ок- выступами, поднутре- выступами, углублестей многогнездных применение коки- нами, требующими ниями, ребрами, ок- ниями, поднутрениями кокилей лей с одним разъ- применения кокилей с нами, требующими и тонкими ребрами, емом двумя-тремя разъемами применения кокилей, требующими использоимеющих до четырех вания кокилей с числом разъемов разъемов более четырех Масса сплавов, кг: легких <8 8-15 15-30 30-75 >75 черных и тяжелых цветных металлов <1500 1500-1800 1800-2000 2000-2300 >2300 Максимальный габаритный размер, мм: легкие сплавы <300 300-500 500-700 700-1000 >1000 сплавы черных и тяжелых цветных металлов <1000 1000-1200 1200-1500 1500-2000 >2000 Толщина основных сте>20 20-16 16-10 10-5 <5 нок, мм Характеристика ребер, до 25 мм, легкодо 30 мм, затрудня30 мм с трудной очиствыступов, углублений, до 10 мм до 20 мм доступные для очистки ющие очистку и покой и покраской отверстий и покраски краску Число частей кокиля 1 2 3-4 5-7 >7 Число отъемных частей <2 2 3-4 5-9 >9 кокиля и стержней 33 Характер механической обработки отливки и требования к шероховатости механически обработанных поверхностей Группа по назначению Особые технические требования Без обработки Обрабатывается или обработка 15 % поверхно10% поверхно- сти, в основном сти в основном сверление, насверлением ружное точение, Rz = 160-20, торцовое фрезеRa = 100-2,5 рование, Rz = 10-5, Ra = 2,5-1,25 Отливки общего назначения Не предъявляются Обрабатывается 20 % Обрабатывается 25 % Обрабатывается более поверхности, в том поверхности. Обра- 25 % поверхности. Обчисле фрезерование ботка включает шли- работка включает довнутренних поверхно- фование, притирку, водку, суперфинишистей, растачивание, полирование, рование, хонингование, развертывание, шлиRz = 2,5-0,63, Rz = 0,63-0,025, фование, Ra = 0,63-0,16 Ra = 0,16-0,008 Rz = 5-2,5, Ra = 1,25-0,63 Отливки особо ответОтливки ответственного назначения ственного назначения По химическому соста- По химическому соПо химическому сову или механическим ставу и механическим ставу, механическим и свойствам. Плотность свойствам. Плотность физическим свойствам, при рабочем давлении при рабочем давлении металлографической до 6×105 Па до 30×105 Па структуре. Плотность при рабочем давлении более 30×105 Па 34 При равенстве числа признаков по двум группам сложности отливку относят к той группе, при определении которой использован признак «конфигурация поверхностей». Контрольные вопросы. 1. Требования к отливкам из цветных сплавов? 2. Способы получения отливок из цветных сплавов. 3. Классификация отливок по условиям службы. 4. Классификационные признаки групп сложности отливок, получаемых литьем в кокиль. 5. Какие виды контроля предусмотрены для отливок ответственного назначения? 6. Что такое чистота поверхности? 7. Что такое допустимые отклонения на размер? ЛЕКЦИЯ 3. ТЕМА: ВЗАИМОДЕЙСТВИЕ МЕТАЛЛОВ С ГАЗАМИ, ФУТЕРОВКОЙ ПЕЧИ, ШЛАКАМИ, ФЛЮСАМИ План лекции 1. Форма существования газов в металле. 2. Взаимодействие металлов с газами. 3. Взаимодействие расплава с футеровкой печи. 4. Взаимодействие расплава со шлаками, флюсами. Форма существования газов в металлах. Свойства сплавов в значительной мере определяются содержащимися в них газами и их влиянием на механические, физико-химические и технологические свойства. Концентрация газов в металлах и сплавах очень часто является основной характеристикой, предопределяющей их свойства и области применения. Газы в цветных металлах обуславливают возникновение многочисленных дефектов в металлических полуфабрикатах и готовых изделиях (водородная болезнь меди, пористость алюминиевых и магниевых сплавов, внутреннее окисление титана и т.д.). Выявление формы существования газов в металлах имеет большое практическое и теоретическое значение. Установлено, что в жидком металле газы содержатся в виде растворенных ионизированных частиц (катионов и анионов) и атомов, в виде химических соединений – нитридов и оксидов, и в виде молекул – на поверхности шлаковых включений, несмачиваемых расплавом. В твердом металле газы находятся в виде растворенных частиц – ионов и атомов, а также неметаллических включений, а в порах и раковинах – в 35 виде молекул. Весьма важные сведения о поведении газов в металлах, находящихся в двухфазном (твердо-жидком) состоянии: именно в период кристаллизации появляется пористость, оказывающая основное влияние на эксплуатационные свойства отливок. Следует отметить, что формы состояния газов в металлах в значительной степени зависят от природы металла-растворителя, его активности по отношению к газам, а также от легирующих и примесных элементов, находящихся в составе сплава. Например, газы в жидком алюминии могут находиться в виде истинного раствора, микроскопических пузырьков, а также в комплексе с неметаллическими включениями – Н2×Аl2O3. В электролитическом алюминии марки А99 содержатся следующие газовые компоненты: водород 88,5 %; азот 5,1 %; угарный газ 4,8 %; диоксид углерода 1,6 %. Суммарная концентрация газов 68 моль/м3. В техническом алюминии молярная концентрация газов на порядок выше, а в очищенном зонной плавкой – в двести раз меньше. Однако относительная молярная концентрация газовых компонентов не меняется. Исследования показали, что водород, находящийся в истинном растворе, составляет 20-40 % от всей его молярной доли в расплаве. Остальная часть его находится в виде комплексов Н2.Al2O3 и пузырьков водорода диаметром 10-210-3 см. При этом равновесная растворимость водорода в расплаве вблизи точки плавления алюминия 0,79 моль/м3 при парциальном давлении газа 105 Па. Из приведенных значений молярной концентрации водорода в расплаве технического алюминия и пренебрежимо малого парциального давления его в атмосфере печи следует, что молярная концентрация водорода в расплаве сильно отличается от равновесной, превосходя ее на несколько порядков. Увеличение молярной концентрации водорода в металле продолжается и после достижения порога равновесной растворимости. Взаимодействие металлов с газами. Большинство металлов и сплавов в процессах приготовления расплавов активно взаимодействуют с газами печной атмосферы и литейной формы. Газовой средой над твердой металлической шихтой и расплавом может быть воздух, продукты сгорания топлива, пары воды, углеводороды, сернистый газ и другие. Газовый состав печной атмосферы зависит от типа плавильного агрегата. В электрических печах он близок к составу воздушной атмосферы. В пламенных печах состав атмосферы зависит от состава топлива, количества избыточного воздуха и режима горения. Эти газы делят на три группы. К первой группе относят простые двухатомные газы (О2, Н2, N2, Cl2), ко второй – газы-окислы (Н2О, СО, СО2, SО2, NО), к третьей – сложные газы (Н2S, NH3, углеводороды и другие). Взаимодействие газов с металлами складывается их трех последовательных процессов адсорбции, диффузии и растворения (абсорбции). 36 Адсорбцией газов называется процесс, происходящий на поверхности раздела металл-газ, заключающийся в притяжении молекул газа из окружающей атмосферы поверхностными атомами металла. Поступление молекул газа к поверхности расплава происходит вследствие молекулярной диффузии и конвективного массопереноса. Известно, что каждый атом металла, соприкасающийся с атмосферой, подвергается непрерывной бомбардировке молекулами газов. В 1 секунду один атом металла бомбардируется 106 молекулами газов. На поверхности твердого или жидкого металла имеется слой атомов, образующих силовое поле, которое обуславливает возможность адсорбции молекул газа. Адсорбированные молекулы постепенно могут отрываться от поверхности металла, то есть улетучиваться. Время, в течение которого молекулы газа остаются на поверхности адсорбента, зависит от интенсивности силового поля. Степень адсорбции определяется равновесием между конденсацией и улетучиванием молекул, а количество адсорбированного газа зависит от промежутка времени между этими процессами. При развитом силовом поле скорость улетучивания крайне мала, и поверхность полностью покрывается адсорбированными молекулами газа. Различают физическую и активированную адсорбцию. Физическая адсорбция проявляется в притяжении молекул газа при низких температурах под действием сил Ван-дер-Ваальса. Толщина адсорбированного газового слоя равна диаметру газовой молекулы. При температурах выше нуля в ряде случаев также наблюдается адсорбция газов металлами. Однако она носит избирательный характер. Инертные газы не адсорбируются металлами при температурах выше минус 78 оС. При положительных температурах золото и серебро не адсорбирует водород. Медь адсорбирует азот только при температурах ниже 20 оС. Газы и металлы, не способные к химическим взаимодействиям, не могут при температурах выше нуля адсорбироваться или служить адсорбентами. С увеличением давления количество адсорбированного газа увеличивается, а с повышением температуры резко уменьшается. Отличительной особенностью этого вида адсорбции является полная обратимость процесса и независимость от свойств газа. Такой характер зависимости адсорбции от температуры и поверхностного натяжения описывается уравнением Гиббса: Г =− dσ С ⋅ , dC RT где Г – количество газа, адсорбированного на поверхности металла; σ – поверхностное натяжение; С – концентрация газа; Т – температура металла; R – газовая постоянная. 37 dσ < 0 . При этом количество газа dC на поверхности металла будет возрастать. Если Г < 0, то происходит обратный процесс – десорбция. Активированная адсорбция (хемосорбция) протекает при повышенных температурах. Этот вид адсорбции проявляется только у некоторых систем газ-металл, когда газ и металл способны к химическому взаимодействию. На инициирование процесса такой адсорбции затрачивается энергия активации, которая определяется по уравнению: Из уравнения следует, что Г > 0, если − d (lg К ) Е = , dТ RT 2 где Е – энергия активации; К – константа скорости реакции; Т – абсолютная температура. С повышением давления и температуры хемосорбция обычно увеличивается. Особенность хемосорбции состоит в том, что она носит избирательный характер, присуща только некоторым системам газ-металл, происходит только при температурах выше нуля. Этот процесс необратим и протекает медленно. Теплота активированной адсорбции имеет высокие значения. Например, в системе Ni-O достигает величины примерно 420 кДж/моль. Высокие значения теплоты хемосорбции являются результатом концентрации молекул газа на поверхности адсорбента и их диссоциации на атомы. Следовательно, активированной адсорбцией можно назвать избирательное притяжение молекул газа поверхностью адсорбента, вызванное химическим сродством. При этом молекулы газа диссоциируют на атомы, соединяющиеся с атомами металла непосредственно на его поверхности. Необратимость и малая скорость процесса позволяют считать хемосорбцию подготовительной стадией диффузии. Диффузия газов в металле – это способность газов в атомарном состоянии проникать в глубину твердого или жидкого металла. Способностью диффундировать обладают водород, кислород и азот. Установлено, что газы в металле диффундируют только в атомарном состоянии. Естественно, это имеет место, когда адсорбция не заканчивается сразу же на поверхности химической реакцией. Тот факт, что газы диффундируют в металл только в виде атомов, позволяет говорить о химическом сродстве как обязательной предпосылке диффузии. На процесс диффузии влияют разность концентраций, температура металла и его состояние поверхности, парциальное давление газов, их химическая и физическая природа. Процесс диффузии описывается уравнением Фика dС М = − Dо ⋅ F ⋅ , dх 38 где М – количество газа, диффундирующего в единицу времени через плоdС щадь F; Dо – коэффициент диффузии; – градиент концентрации. dх Необходимо учитывать, что на скорость диффузии оказывают влияние легирующие элементы сплава. Природа их влияния связана с изменением периодов кристаллической решетки металла-основы и образованием химических соединений. Скорость диффузии пропорциональна градиенту концентрации, поэтому с увеличением толщины металлического слоя она уменьшается. Замедление скорости движения атомов газа по мере их проникновения в расплав вызвано взаимодействием газа с металлом с образованием нестойких комплексов газ-металл. Следует учитывать, что если на поверхности металла образуется химическое соединение, то скорость диффузии перестает зависеть от давления. В этом случае скорость диффузии зависит от способности данного газа диффундировать через слой образовавшегося химического соединения. Рассматривая склонность к химическому взаимодействию газов и металлов, можно приближенно судить о способности данного газа диффундировать в металл. Например, инертные газы не диффундируют в металл. Азот диффундирует только в железо и марганец, которые образуют нитриды, но не диффундирует в медь, никель и серебро, которые не образуют нитриды. В результате диффузии газы попадают во внутренние слои металла. Такое поглощение газов металлами называется растворением или абсорбцией. Газ, растворяясь в металле в атомарном состоянии, может образовать или растворы или химические соединения. Растворимость газов в металле определяется законом Сивертса: S =К Р, где S – концентрация газа в металле, см3/100 г; Р – парциальное давление газа в молекулярном состоянии над металлом, мм рт. ст.; К – константа растворимости. Содержание растворенного газа в металле в значительной степени зависит от температуры расплава. Характер зависимости определяется природой металла-растворителя и газа, состояния поверхности расплава, давления. Установлено, что понижение температуры расплава со скоростью более 1 оС/с приводит к неполному выделению газа из раствора. Следовательно, в металле при затвердевании в растворенном виде будет находиться газа больше, чем равновесное. Газы, оставшиеся в пересыщенном растворе в твердом металле, нельзя считать безвредными. Они могут влиять на прочностные свойства, снижать пластичность металла, изменять коррозионную стойкость. При одинаковой температуре, парциальном давлении, состоянии поверхности расплава растворимость газов зависит от типа кристаллической 39 решетки металла, его атомного строения, агрегатного состояния металла. Как правило, растворимость газов в металлах, имеющих более плотноупакованную решетку, более высокая, чем в металлах с другой решеткой. При одинаковых типах решетки растворимость газов возрастает с увеличением порядкового номера металла в таблице Д.И. Менделеева. Так растворимость газов в меди (порядковый номер 29) будет больше чем в никеле (порядковый номер 28) при одинаковом типе кристаллической решетки. При переходе их одного агрегатного состояния в другое растворимость газов резко изменяется. Например, в магнии при температуре плавления (металл еще находится в твердом состоянии) растворено 20 см3/100 г водорода, а при температуре затвердевания (металл еще в жидком состоянии) – 26 см3/100 г. Особенности взаимодействия жидких металлов с водородом. Водород, как и другие газы, попадает в расплав преимущественно вследствие адсорбции из окружающей печной атмосферы, а также атмосферы литейной формы. Водород – это особый элемент среди элементов образующих растворы внедрения. Его коэффициент диффузии во много раз больше чем у других газов. Например, коэффициент диффузии водорода в железе больше коэффициента диффузии азота в 1012 раз. Это связано, прежде всего, с тем, что атом водорода движется в металле в виде протона, диаметр которого в 105 раз меньше диаметра атома азота. Обычно водород составляет 60-90 % от общего количества газов, содержащихся в растворенном состоянии в металлах. Главным источником водорода, попадающего в металл при плавке, является влага. Влага содержится на поверхности шихтовых материалов в шлаках, флюсах, футеровке печи и ковша, литейной форме. Она появляется в результате сгорания углеводородов жидкого и газообразного топлива. При соприкосновении металлического расплава с влагой происходит восстановление водорода, который, находясь в атомарном состоянии, легко переходит в раствор. По характеру взаимодействия с водородом металлы делят на четыре группы. К первой группе относят металлы, образующие с водородом истинные растворы (медь, алюминий, железо, кобальт, никель, магний, хром, серебро, олово, цинк и другие). Как следует из рис. 7, растворимость водорода в этих металлах увеличивается с повышением температуры, как в жидком, так и в твердом состоянии. При переходе из твердого в жидкое состояние растворимость водорода в металлах резко возрастет. Чем больше этот скачок изменения растворимости, тем больше развита газовая пористость в затвердевшем металле и заметнее сказывается влияние водорода на свойства литых изделий (табл. 8). На растворимость водорода в металлах существенное влияние оказывают легирующие элементы и неметаллические включения. Например, легирование меди никелем увеличивает растворимость водорода, а алюминием и 40 оловом – уменьшает. Введение меди и кремния в алюминий снижает растворимость, а введение магния до 6 % – увеличивает растворимость водорода. Тонкодисперсные окислы металлов, как правило, способствуют газонасыщению сплавов и образованию пористости. Рис. 7. Растворимость водорода в металлах (а) и сплавах (б) Таблица 8 Изменение растворимости водорода при переходе из твердого (Sтв) в жидкое (Sж) состояние Металл Al Cu Mg Zn Ti Ni Изменение раствори19,2 3,0 1,3 0,12 1,73 2,2 мости Sтв/Sж Nd Fe 2,2 1,8 Ко второй группе относят щелочные и щелочноземельные металлы. Эти металлы образуют с водородом солеобразные гидриды ионного типа. Водород в этих гидридах находится в виде аниона Н-. Количество растворенного водорода в щелочных и щелочноземельных металлах очень мало. Образование солеобразных гидридов сопровождается выделением значительного количества тепла. Подобные гидриды очень активны к воде и воздуху и могут распадаться, особенно при нагреве (рис. 8). Рис. 8. Растворимость водорода в зависимости от температуры 41 К третьей группе относят металлы четвертой и пятой групп периодической системы Д.И. Менделеева (титан, цирконий, гафний, ванадий, ниобий, тантал), а также платину и палладий. Металлы этой группы взаимодействуют с водородом с выделением тепла, образуя металлоподобные гидриды. Отличительной особенностью подобных тугоплавких металлов является способность образовывать с водородом растворы большой концентрации. Если при образовании растворов количество поглощенного водорода при атмосферном давлении составляет приблизительно 1 атом на 1000 атомов металла, то при образовании металлоподобных гидридов 1-2 атома водорода на 1 атом металла. Это приводит к значительному увеличению параметров кристаллической решетки и объема металла. Установлено, что 1 г циркония способен растворить 235 см3 водорода, а 1 г титана – 407 см3. С повышением температуры растворимость водорода в металлах этой группы значительно уменьшается. Так растворимость водорода в цирконии с 235 см3 при 20 оС уменьшается до 32 см3 при 1200 оС. В четвертую группу входят металлы (бор, кремний, селен, германий, мышьяк и другие), образующие с водородом ковалентные газообразные гидриды способные улетучиваться даже при комнатной температуре. Эти металлы не растворяют водород и при плавке даже в атмосфере водорода пористость в отливках не образуется. Особенности взаимодействия жидких металлов с кислородом. Кислород имеет значительно большую химическую активность, чем водород и азот. Почти все металлы самопроизвольно окисляются на воздухе, образуя весьма прочные соединения – окислы. В процессе приготовления сплавов (при нагреве, расплавлении, перегреве и разливке) окисление происходит в результате их контакта с кислородом воздуха, кислородом газов, образующихся при сгорании топлива и диссоциированного кислорода водяного пара, а также вследствие химического взаимодействия с составляющими футеровки печи. Процесс окисления вызывает значительные потери металла в виде окислов, которые преимущественно удаляются со шлаком или флюсами с поверхности расплава. Окислы, которые остаются в расплаве после рафинирования во взвешенном состоянии загрязняют отливки неметаллическими включениями. Интенсивность процесса окисления металлов при плавлении зависит от степени сродства металла к кислороду, температуры, давления, плотности металла, площади и состояния поверхности расплава, состава газовой атмосферы, длительности плавки. Химическая прочность окислов оценивается изменением свободной энергии (изобарно-изотермическим потенциалом) или упругостью диссоциации (парциальным давлением кислорода над окислом РО2 ). Каждой темпера42 туре в системе Ме-О2-МеО соответствует определенное парциальное давление кислорода над металлом. Константа равновесия реакции окисления (Кр) выражается как отношения парциальных давлений: 2Ме + О2 ↔ 2МеО + Qкип Кр = 2 РМе ⋅ РО2 2 РМеО . Окисление металлов резко возрастает с повышением температуры. Этому способствует экзотермическая реакция окисления. Кинетика процесса окисления твердых металлов во многом определяется природой окислов, образующихся на их поверхности. Если поверхность металла покрывается плотной и прочной окисной пленкой, скорость окисления при постоянной температуре замедляется. Окисление в этом случае описывается параболическим уравнением: ω2 = k ⋅ τ , где ω – количество кислорода, присоединенного к металлу, отнесенное к единице поверхности образца, г/см2; k – постоянный коэффициент, (г.ч)/см2; τ – время выдержки, ч. Это имеет место, если объем окислов равен или больше объема металла, из которого они образовались. Для оценки плотности и прочности используется формула: VМеm Оn , ϕ= m ⋅ VМе где φ – коэффициент плотности окисной пленки; VМеm Оn – молекулярный объем окисла; VМе – атомный объем металла. Ели φ > 1 пленка плотная. Такие окисные пленки образуют алюминий, бериллий, цинк, свинец, олово (рис. 9, кривая 1). При φ < 1 окисная пленка не покрывает всю поверхность металла, и окисление продолжается, например, магний (рис. 9, кривая 2). Окисление жидких металлов происходит аналогично твердым. Установлено, что снижение скорости окисления расплава происходит, когда кислород малорастворим в металле, а на поверхности расплава образуется плотная непроницаемая для кислорода пленка твердых окислов (алюминий, свинец, цинк). Если растворимость кислорода в расплаве достаточно велика (медь, никель, железо), то окисление продолжается непрерывно с постоянной скоростью. Если сплав содержит несколько компонентов, то сначала окисля43 ются наиболее активные по отношению к кислороду. При этом необходимо учитывать концентрацию легирующих элементов. Рис. 9. Окисление металлов при высоких температурах во времени По характеру взаимодействия с кислородом все цветные металлы и сплавы делят на три группы. К первой группе относятся металлы и сплавы, которые не растворяют кислород в заметных количествах ни в твердом, ни в жидком состояниях. Характер их взаимодействия с кислородом показан на рис. 10. Так взаимодействуют с кислородом алюминий, магний, цинк, олово, свинец, кадмий, все оловянные, свинцовистые, цинковые, алюминиевые, магниевые сплавы. Перемешивание или переливание подобных расплавов вызывает разрыв окисных плен, которые замешиваются в расплав и, оставаясь в металлах даже в небольшом количестве, существенно снижают его технологические и эксплуатационные свойства. Рис. 10. Взаимодействие металлов с кислородом: а – при отсутствии растворимости в жидком и твердом состоянии; б – при образовании жидких и твердых растворов Иной характер взаимодействия с кислородом имеют металлы и сплавы второй группы. К ней относят медь, никель, железо, серебро и их сплавы друг с другом, титан, цирконий, молибден, вольфрам, хром, ванадий, ниобий, тантал и сплавы этих металлов. В жидком состоянии эти металлы и сплавы образуют с кислородом обширные области жидких растворов с эвтектическим, 44 перитектическим или монотектическим равновесием. Окисление не ограничивается только поверхностным слоем расплава. Кислород вначале равномерно распределяется по всему объему расплава и только потом, когда наступает насыщение, начинается образование окислов как самостоятельных фаз. В зависимости от общей концентрации кислорода кристаллизация начинается с выпадения твердого раствора кислорода в металле или с выделением твердого окисла. Металлы этой группы невозможно плавить без защиты поверхности расплава от окисления. Третью группу составляют металлы, которые не растворяют кислород и не взаимодействуют с ним (платина, золото). Теоретически сплавы этой группы можно плавить без защитных флюсов. Особенность поведения металлических расплавов, содержащих кислород, состоит в том, что при их охлаждении и затвердевании этот газ (в отличие от водорода и азота) никогда не выделяется из раствора в свободном виде, а переходит либо целиком в твердый раствор (например, в системе Ti-O), либо в твердые оксиды, появляющиеся в результате эвтектического превращения (в системе Cu-O, Ni-O). В этой связи кислород не вызывает появления газовой пористости практически во всех металлах кроме серебра. Необходимо учитывать, что растворимость кислорода во многих металлах зависит от содержания в них водорода. Например, присутствие в меди 0,002 % водорода предотвращает ее насыщение кислородом. Кроме того, окисляемость металлов зависит от присутствия в них других примесей или легирующих элементов. В результате окисная пленка на поверхности металла в своем составе будет содержать смесь оксидов, например, типа шпинели. После возникновения оксидного слоя дальнейшее окисление происходит путем диффузии ионов и электронов через этот слой. Электроны перемещаются путем замещения электронных дырок, ионы – путем замещения ионных вакансий. Такой механизм взаимодействия с кислородом предполагается кристаллохимической теорией с окислением. Особенности взаимодействия жидких металлов с азотом. Азот от кислорода отличается меньшей химической активностью, а от водорода – значительно большими размерами атомов. При обычных температурах азот почти не растворяется в металлах, так как степень диссоциации его молекул на атомы очень мала. В реальных условиях плавки азот не образует ни растворов и ни нитридов с медью, серебром, золотом, оловом, цинком, кадмием, свинцом, сурьмой и висмутом. В алюминии азот тоже не растворяется, но при температуре около 900 оС образует с ним устойчивое химическое соединение – нитрид алюминия (AlN), который может находиться в расплаве в виде твердых включений. При температурах менее 750 оС азот для алюминия считается нейтральным газом и часто применяется как дегазатор расплавов. Магний при температуре плавления образует с азотом нитрид магния 45 (Mg3N2), который при комнатной температуре разлагается водой с образованием аммиака. В связи с этим присутствие в металле нитрида магния снижает коррозионную стойкость магния и его сплавов. При плавлении в атмосфере азота меди, серебра, золота, цинка, кадмия, магния, алюминия, олова, свинца, висмута, сурьмы и их сплавов качество литых изделий не ухудшается. Щелочные и щелочноземельные металлы активно поглощают азот, образуя сначала насыщенный раствор, а затем термически стойкие нитриды. Следовательно, при их плавлении азот в атмосфере не допустим. Тугоплавкие металлы четвертой, пятой и шестой групп периодической таблицы Д.И. Менделеева (титан, цирконий, гафний, ванадий, ниобий, тантал, хром, молибден и вольфрам) и их сплавы в большом количестве растворяют азот и образуют нитриды. Насыщение этих металлов азотом вызывает резкое повышение хрупкости. Таким образом, азот для этих тугоплавких металлов является вредным газом и недопустим в атмосфере печи. Особенности взаимодействия жидких металлов со сложными газами. Наиболее часто в атмосфере плавильных печей и литейной форме присутствуют пары воды (Н2О), оксиды углерода (СО и СО2), сернистый газ и углеводороды (СnHm). Взаимодействие сложных газов с жидкими металлами начинается с диссоциации сложных молекул газа на атомы. Если в процессе разрушения молекул образуются простые газы (кислород, водород), то они будут растворяться в металле в соответствии с их физико-химическими свойствами. Однако в связи с тем, что степень диссоциации сложных газов в условиях плавки большинства металлов мала, эти газы чаще всего вступают с металлами в химическое взаимодействие, образуя растворы или окислы, карбиды и сульфиды. Установлено, что почти все металлы при температурах приготовления сплавов взаимодействуют с парами воды. Легкоплавкие металлы (олово, свинец, висмут, кадмий, цинк) не растворяют в себе ни кислород, ни водород. Поэтому они будут окисляться парами воды и покрываться пленкой нерастворимых окислов, а водород будет уходить в атмосферу. Жидкие алюминий и магний также покрываются нерастворимым в металле окислом, однако, выделяющийся водород будет растворяться в расплаве. Другие металлы (титан, цирконий, ванадий, медь, никель, молибден и т.д.) способны растворять и водород и кислород. Поэтому при плавке в атмосфере, содержащей водяные пары, они будут насыщаться этими газами. Оксиды углерода, особенно окись, не взаимодействуют с медью, никелем, серебром и их сплавами. В отдельных случаях для этих металлов окислы углерода могут служить надежной защитной средой при плавлении. Жидкие алюминий, магний и сплавы на их основе при обычных условиях плавки активно окисляются в атмосфере углекислого газа с образовани46 ем нерастворимых окислов, свободного углерода или карбидов (выше 1000 оС). При контакте углекислого газа с цинком, оловом, свинцом и их сплавами также образуются нерастворимые окислы, однако карбидов не образуется. Тугоплавкие металлы (титан, цирконий, ванадий, хром и другие) активно взаимодействуют с углекислым газом, образуя растворы с кислородом, углеродом и самостоятельные фазы. Сернистый газ для расплавов алюминия, магния, меди, никеля и их сплавов является окислительной средой, вызывающей образование окислов, сульфидов и иногда свободной среды. Для магния, цинка и кадмия это взаимодействие происходит весьма интенсивно по реакции: 3Ме + SО2 ↔ 2МеО + МеS . Олово, висмут, свинец и алюминий в жидком состоянии растворяют серу, на не растворяют кислород. Их взаимодействие протекает по иной реакции: 2Ме + SО2 ↔ 2МеО + S . Для меди и серебра вследствие малых теплот растворения серы и кислорода в сравнении с теплотой образования SO2 эта реакция эндотермическая. Поэтому при понижении температуры равновесие смещается влево. Это может способствовать образованию газовых пузырей в отливках. Однако присутствие в расплавах меди и серебра, любых легирующих элементов подавляет выделение SO2 при охлаждении, так как они обладают большим сродством к сере и кислороду. Взаимодействие магния с сернистым газом происходит значительно медленнее, чем с кислородом и азотом. Поэтому часто сернистый газ используется для защиты расплавов магния и его сплавов от окисления. Переходные металлы (титан, цирконий, молибден и другие), взаимодействуя с сернистым газом, образуют окислы и сульфиды, растворимые в металлах. Из углеводородов наиболее часто в атмосфере пламенных печей присутствует метан. Метан при повышенных температурах диссоциирует на атомы водорода и углерода, насыщая расплав этими элементами одновременно. Взаимодействие металлических расплавов с футеровкой печи. Обычно приготовление сплавов производится в плавильных печах с огнеупорной футеровкой, с которой металл соприкасается, находясь в твердом, твердо-жидком и жидком состояниях. Большинство огнеупорных футеровочных материалов представляют собой смесь окислов различных металлов (алюминия, кремния, магния, кальция, циркония и других) (табл. 9). Все эти окислы обладают различной упругостью диссоциации и в соответствующих 47 условиях могут взаимодействовать с расплавленными металлами. Процесс их взаимодействия сопровождается механическими, физическими и химическими явлениями. Таблица 9 Материал Динас Шамот Высокоглиноземистые Магнезит Хромомагнезит Корунд Циркон Доломит Тальк Состав огнеупорных футеровок Содержание окислов, % SiO2 AlO3 ZrO2 Cr2O3 MgO ≥ 95 <1 <1 72-60 28-40 20-55 80-45 90 < 10 ≤5 45-90 <1 ≥ 95 <1 30-35 32 65 ≤8 ≤4 ≥ 35 62-64 2-5 30-32 - CaO <1 10 <5 <1 <5 ≥ 45 - Огнеупорность, оС 1700 1600 1900 1800 1900 1900 1900 1800 1560 Механические явления обуславливаются действием гидростатического давления объема расплава на нижнюю и боковую части футеровки печи, и при образовании в ней трещин и других неплотностей металл может вытечь из печи. Физические явления связаны с воздействием высоких температур, которые могут привести к оплавлению футеровки печи, ее разрушению и загрязнению расплава неметаллическими включениями. В химическое взаимодействие с окислами футеровки вступают те металлы, окислы которых обладают меньшей упругостью диссоциации, чем окислы футеровки. Чем больше разность в упругостях диссоциации окислов, тем интенсивнее идет реакция: Ме + RО ↔ МеО + R . Восстановленный элемент из окисла футеровки растворяется в расплаве. Образованный новый окисел может тоже растворяться в металле или оставаться в виде самостоятельной фазы или же образовывать сплавы с окислами огнеупоров. В результате такого взаимодействия разрушается футеровка и загрязняется расплав. Практикой установлены следующие закономерности. Все сплавы на основе цинка можно готовить на любом огнеупорном материале, так как при реальных температурах плавки никакие восстановительные реакции с окислами кремния, магния, кальция и др. не проходят. Магниевые сплавы нельзя готовить с использованием огнеупорных материалов, состоящих из кремнезема SiО2 или содержащих этот окисел. Несмотря на сравнительно невысокую температуру плавки (770-850 °С), магний активно восстанавливает из окислов кремний, который загрязняет расплав: 48 2Mg + SiO2 → Si + 2MgO; 4Mg + SiO2 → Mg2Si + 2MgO. Алюминиевые сплавы часто готовят в печах с шамотной футеровкой. При этом происходит в заметной степени восстановление кремния, особенно выше 800 °С: 4Al + 3SiO2 = 2Al2O3 + 3Si. Обычные латуни и бронзы можно плавить в печах с шамотной футеровкой, так как ни медь, ни цинк, ни олово не восстанавливают кремний из кремнезема. Даже алюминий (в бронзах) почти не вызывает загрязнения сплава кремнием вследствие восстановления кремнезема. Медные сплавы, содержащие хром, титан, цирконий требуют применения только магнезитовой футеровки печей, так как эти элементы активно восстанавливают кремний из кремнезема. Никелевые сплавы с алюминием, хромом готовят на магнезитовой футеровке не только из-за опасности загрязнения кремнием из шамота, но и изза высокой температуры, требующей большей огнеупорности. Кроме чисто химического взаимодействия между расплавом и окислами, связанного с окислительно-восстановительными реакциями, может происходить более сложное взаимодействие, протекающее между окислами, возникающими на расплаве, и окислами футеровки печи. Это взаимодействие может привести либо к разъеданию футеровки, либо к образованию на ней тугоплавких наростов – «настылей». Образование тугоплавких настылей можно наблюдать в отражательных печах с шамотной футеровкой при плавке алюминиевых сплавов, в индукционных печах при плавке латуней. Интенсивное зарастание футеровки наблюдается при плавке алюминиевых бронз из вторичного сырья без применения флюсов в печах с кислой футеровкой. Химическое взаимодействие расплавов с футеровкой и смачивание ее жидким металлом вызывает так называемую металлизацию футеровки. Это явление связано с пропитыванием футеровки расплавом по тонким капиллярным каналам и швам между огнеупорами. Внешне это явление выражается в том, что прилежащий к расплаву слой футеровки меняет свой цвет, существенно возрастает его физическая плотность. «Металлизация» футеровки наблюдается при плавке алюминиевых сплавов в печах с шамотной футеровкой. Реакция между алюминием и окисью кремния протекает не только на поверхности футеровки. Если температура достаточно высока, реакция захватывает глубоко лежащие слои огнеупорного материала. При этом алюминий поступает к фронту реакции как по мелким трещинам и порам футеровки, так и за счет растворения в восстановленном кремнии. В результате футеровка приобретает почти черный цвет, в ней значительно возрастает содержание окиси алюминия и появляются сво49 бодный кремний и алюминий. Содержание окиси кремния резко уменьшается. Анализ химического состава продуктов взаимодействия алюминиевого расплава с огнеупорной кладкой печи показывает, что в футеровке содержится, %: 3,61 Si; 0,65 Fe; 0,13 Mn; 0,011 Cr; 0,33 Zn; 63,3 SiO2 и других. Взаимодействие жидких металлов с окислами огнеупоров может сопровождаться разъеданием футеровки. Разъедание футеровки связано с образованием жидких сплавов окислов, имеющих более низкую температуру плавления. Например, при плавке бронзы с большим содержанием свинца в шамотной футеровке в системе PbO-SiO2 образуются очень легкоплавкие эвтектики с температурой плавления около 700 оС. В результате футеровка легко и интенсивно разъедается расплавом. Чтобы разъедание футеровки не происходило необходимо подбирать такой огнеупорный материал, чтобы температура процесса плавки была значительно ниже не только точек плавления окислов огнеупоров, но и возможных эвтектических превращений. При плавке в графитовых или металлических (стальных и чугунных) тиглях может происходить частичное растворение углерода или железа в расплаве. В связи с этим внутренняя поверхность металлических тиглей покрывается краской, обычно на основе мела и огнеупорной глины. Иногда металлическую поверхность аллитируют. Плавка сплавов на никелевой основе в графитовых тиглях сопровождается растворением углерода. Аналогичное явление наблюдается при плавке в графитовых тиглях титановых сплавов. Взаимодействие металлических расплавов со шлаками и флюсами. При получении жидкого металла на его поверхности образуется шлак. Шлак представляет собой металлургический расплав различных окислов и солей, образующихся над расплавленным металлом. Он образуется из добавляемых при плавке флюсов, окислов, продуктов реакций раскисления, окисления, модифицирования и рафинирования, из продуктов разъедания футеровки. Роль шлака в металлургических процессах очень велика. Соприкасаясь и взаимодействуя с печной атмосферой, футеровкой печи и металлом, шлак защищает поверхность металла от газовой среды печи и адсорбирует всплывающие примеси: окислы, нитриды, сульфиды и другие соединения. Шлак может выполнять роль окислителя или восстановителя, а также вступать в химическое взаимодействие с компонентами сплава и изменять его химический состав. Шлаки при плавке металлов и сплавов должны обладать следующими основными свойствами: плотностью меньшей, чем плотность расплавленного металла; малой гигроскопичностью; хорошей текучестью в жидком состоянии; невысокой температурой плавления; способностью растворять в себе 50 окислы основного металла и примесей; пассивным по отношению к футеровке печи и активным к удаляемым примесям. При плавке тяжелых цветных металлов применяют силикатные шлаки, хорошо смачивающие в себе окислы. Многие медные сплавы плавят под защитным слоем древесного угля. Древесный уголь, особенно недожженный, содержит большое количество водорода, окиси углерода, метана и других углеводородов, которые после нанесения древесного угля на поверхность расплава выделяются и образуют над металлом защитную атмосферу. Однако при плавке никелевых и медно-никелевых сплавов применение древесноугольного покрова не рекомендуется, так как он насыщает расплав углеродом с последующим образованием карбида никеля, резко снижающего пластичность сплава. Для таких сплавов обычно используют стекло, буру, известь и другие вещества. При плавке алюминиевых и магниевых сплавов используют флюсовые шлаки на основе хлористых и фтористых солей щелочных и щелочноземельных металлов. Они должны быть инертные по отношению к алюминию и магнию и хорошо растворять в себе их окислы. Основой многих покровных флюсов служат криолит (Na3AlF6) и карналлит (MgCl2.KCl), хорошо растворяющие соответственно Al2O3 и MgO. Флюсы играют важную роль в металлургии легких сплавов; основное назначение флюсов – создание химически пассивного защитного слоя на поверхности расплава и удаление твердых и газообразных неметаллических включений, а также металлических примесей. Флюсы наряду с определенными химическими свойствами (пассивность по отношению к газам печной атмосферы, к футеровке печей, к металлам, образующим сплав и пр.) должны обладать целым рядом определенных физических свойств. К этим свойствам в первую очередь относятся поверхностное натяжение, смачивание расплавленным флюсом расплавленного сплава, смачивание расплавленным флюсом твердых неметаллических включений. К числу важных требований, которые предъявляются к защитным и рафинирующим флюсам, относятся также способность дегазировать и рафинировать расплав и минимальная гигроскопичность. Основное влияние на выход годного при плавке и на чистоту расплава по неметаллическим включениям оказывают поверхностные свойства флюсов. Чем ниже поверхностное натяжение флюса, тем лучше смачивает он окисную пленку на расплаве и тем эффективнее защищает расплав от окружающей атмосферы. Наряду с этим смачивающая способность флюса в отношении расплава должна быть минимальной, чтобы обеспечить полное отделение расплава от флюса при разливке. Рафинирующее действие флюсов может состоять в адсорбции и растворении загрязнений или в химическом взаимодействии флюса с примесями, причем образующийся продукт реакции удаляется в виде шлака. Важным условием, оказывающим влияние на отделение флюса от рас51 плава, является его плотность. Соотношение плотностей флюса и металла определяет поведение металла во флюсе и флюса в металле. Например, для плавки магниевых сплавов, как правило, флюсы должны иметь большую плотность, чем жидкий сплав. Чем больше плотность флюса, тем быстрее при прочих равных условиях осаждаются частицы флюса, замешанные в расплав. Флюсы для алюминиевых сплавов, напротив, по плотности должны уступать металлу. Поэтому адсорбируемые и растворяющиеся в них примеси концентрируются в верхних слоях расплава, откуда удаляются вместе с флюсом. Флюсы для алюминиевых и магниевых сплавов обычно представляют собой смеси галоидных солей щелочных и щелочноземельных металлов. Такие смеси удобны потому, что на их основе можно получать композиции с регулируемыми плотностью и температурой плавления. Многообразие нужных свойств обеспечивается применением многокомпонентных флюсов. Вводя в солевую смесь соли с разными значениями поверхностного натяжения, можно регулировать поверхностное натяжение солевой смеси. Например, чем больше поверхностно активных солей присутствует во флюсе, тем ниже его поверхностное натяжение и тем лучше он в целом защищает расплав. Смачивающая способность хлоридов и в особенности фторидов щелочноземельных металлов мала. Поэтому, например, основой защитных флюсов для плавки алюминиевых сплавов должны быть хлориды калия и натрия. Смеси этих солей обладают низкой температурой плавления и малым краевым углом смачивания. Так как отделить от расплава флюсы с малым краевым углом смачивания затруднительно и флюс может вместе с расплавом попасть в отливку, к смеси хлоридов добавляют небольшое количество какой-либо фтористой соли. Фтористые соли повышают поверхностное натяжение флюса на границе с расплавом и способствуют отделению флюса от расплава. Присутствие фторидов упрочняет пленку флюса. Фториды, особенно криолит, оказывают на алюминиевые сплавы также рафинирующее действие. Контрольные вопросы. 1. Что такое адсорбция? 2. Из каких трех последовательных процессов складывается взаимодействие газов с металлами? 3. Что такое физическая диффузия? 4. Что такое хемосорбция? 5. При каких температурах происходит испарение металлов? 6. Как влияет интенсивность испарения на внешнее давление над расплавом? 7. Почему необходимо применять покровные флюсы при изготовлении 52 сплавов? 8. Как называется процесс поглощения газов металлами? 9. Зависит ли содержание растворимого газа в металле от температуры расплава? 10. Вследствие чего в расплав попадает водород? 11. Что является главным источником водорода, попадающего в металл при плавке? 12. Как делят металлы по характеру взаимодействия их с водородом? 13. Как изменяется растворимость водорода в металлах при переходе из твердого в жидкое состояние? 14. Как влияет введение легирующих элементов (Cu, Si) в алюминий на растворимость в нем водорода? 15. Почему процесс окисления вызывает потери металла? 16. Как делят все цветные металла в зависимости от характера их взаимодействия с кислородом? 17. Каково назначение футеровки? 18. Назовите состав кислой футеровки? 19. Какие металлу вступают в химическое взаимодействие с окислами футеровки? 20. Что такое металлизация футеровки? 21. Как предотвратить разъедание футеровки? 22. Какова природа шлака? 23. Какими свойствами должны обладать шлаки? 24. Какой покровный флюс применяют при плавке меди? 25. Каким требованиям должны отвечать флюсовые шлаки на основе хлористых и фтористых солей щелочных металлов? 26. Роль шлаков в металлургических процессах? ЛЕКЦИЯ 4. ТЕМА: ОБРАБОТКА СПЛАВОВ В ЖИДКОМ СОСТОЯНИИ План лекции 1. Рафинирование металлов и сплавов. 2. Фильтрация сплавов. 3. Модифицирование сплавов. При разработке технологии приготовления сплавов определяющим является его химический состав. При этом важное значение имеют заданные механические и служебные свойства сплава, потребность расплава в единицу времени, масса изготовляемых литых изделий. Плавке предшествует подготовка шихтовых материалов. Крупногабаритная шихта подвергается дроблению. Возврат собственного производства и 53 цветной лом очищают от масла, влаги и посторонних включений (песок, окислы железа и другие). Стружка и мелкая обрезь пакетируется и брикетируется. Вся металлошихта должна вводиться в расплав в подогретом виде. Первыми в плавильную печь загружают возврат собственного производства и металл-основу сплава. Тугоплавкие легирующие элементы вводят в сплав в виде лигатур, а элементы, имеющие низкую температуру кипения, вводят, как правило, в конце плавки. Хорошо растворимые элементы вводят в чистом виде. Количество шихтовых компонентов должно соответствовать расчетному с учетом угара. При плавке свежих шихтовых материалов вначале расплавляют металлоснову сплава, а затем вводят лигатуры и легирующие элементы. Если шихта состоит из возврата и вторичных сплавов, то расплавляют сначала наибольшую из них часть. Обычно плавку цветных металлов и сплавов ведут в открытой атмосфере. В тех случаях, когда на поверхности расплава образуются оксиды, не оказывающие защитного эффекта, плавку ведут обязательно с применением покровного флюса, в среде защитного газа или в вакууме. Несмотря на проводимые мероприятия до плавки (очистки шихтовых материалов, их сушки и подогрева, очистки тигля печи и т.д.), в процессе плавки металлические расплавы все же загрязняются различными примесями, превышающими допустимые пределы. Поэтому на заключительных стадиях приготовления расплава производится рафинирование от металлических и неметаллических примесей и газов, растворенных в металле. Для измельчения структуры, повышения механических и улучшения технологических свойств сплавы подвергают модифицированию специальными добавками. При разработке технологического процесса приготовления сплава важное значение имеет длительность плавки и сплавления. Сокращение времени этих процессов способствует уменьшению затрат топлива или электроэнергии, потерь металла, насыщения расплава газами и другими примесями. Однако для более полного растворения всех элементов сплава и их равномерного распределения расплав необходимо выдерживать определенное время перед разливкой особенно после рафинирования. Рафинирование металлов и сплавов. Свойства металлов и сплавов в значительной степени зависят от содержания в них вредных примесных элементов, растворенных газов, окислов, карбидов, нитридов и т.д. Причем нерастворимые примеси (окислы, карбиды, нитриды) могут находиться в расплаве в виде частиц разнообразных размеров от миллиметров до долей микрометра. Например, общее количество взвесей присутствующих в жидком алюминии, составляет 0,002-0,02 %. Размер частиц обычно составляет 0,3-0,7 мкм. Причем, меньше 0,3 мкм – 55 %; 0,3-0,7 мкм – 30 %; более 0,7 мкм – 15 %. Неметаллические включения, как правило, 54 резко снижают пластичность металла особенно при низких температурах и ударных нагрузках, а также его коррозионную стойкость. В связи с этим, очистка расплава перед заливкой в литейные формы является обязательной металлургической операцией, как в производстве слитков, так и фасонных отливок. По технологическим признакам процессы очистки делятся на рафинирование в емкостях, рафинирование при переливе и рафинирование переплавом. Механизм очистки расплава основан либо на адсорбционных, либо на иных процессах (рис. 11). К адсорбционным методам рафинирования относятся обработка расплава флюсами, газами, хлоридами с низкой температурой кипения, фильтрование. Воздействие этих методов рафинирования основано на нарушении равновесия в системе металл-комплекс только в тех зонах расплава, через которые проходит адсорбент. Наибольшее применение в производстве металлов и сплавов имеет рафинирование расплавов флюсами. Применяемые флюсы по назначению делят на покровные (защитные), рафинирующие и универсальные. Покровные флюсы предназначены для защиты поверхности расплава от взаимодействия с газами при плавлении. Рафинирующие флюсы очищают расплав от газовых и неметаллических включений. Универсальные флюсы оказывают защитное, рафинирующее и модифицирующее воздействие. Флюсы, применяемые для рафинирования, должны отвечать следующим основным требованиям: иметь температуру плавления ниже, чем температура плавления сплава; флюс должен быть пассивным к футеровке печи, не вступать в химическое взаимодействие с металлом; иметь определенную плотность; обладать минимальной смачиваемостью по отношению к металлу и хорошей смачиваемостью по отношению к неметаллическим включениям, это обеспечивает более полное отделение расплава металла от флюса при разливке; должен обладать хорошей адсорбционной способностью; флюс должен обладать минимальной гигроскопичностью. Наиболее полно отвечают перечисленным выше требованиям флюсы, составленные из смеси хлористых и фтористых солей щелочных и щелочноземельных металлов. В производстве цветных металлов и сплавов широко применяются флюсы, химический состав которых приведен в табл. 10. Обычно в состав флюса для повышения его эффективности входят компоненты, понижающие его температуру плавления, повышающие смачиваемость неметаллических включений или изменяющие плотность и поверхностное натяжение. На характер процесса рафинирования от твердых неметаллических включений большое влияние оказывает соотношение плотностей жидкого металла и этих включений. Для удаления из расплава примесей с большей плотностью, чем металл применяют флюсы нижнего рафинирования. 55 Рис. 11. Методы рафинирования жидких металлов 56 Таблица 10 Химический состав флюсов Содержание компонентов, % Назначение Рафинирование алюминиевых сплавов, не 47 KCl; 30 NaCl; 23 Na3AlF6 содержащих магний . 60 MgCl2 KCl; 40 CaF2 Рафинирование алюминиевых сплавов с . магнием 12-15 KCl; 80 MgCl2 KCl; 5-8 BaCl2 Рафинирование и модифицирование алю11,5 KCl; 56,5 NaCl; 7 Na3AlF6; 25 NaF миниевых сплавов 38-46 MgCl2; 32-40 KCl; 10 CaCl2; Покровный и рафинирующий для магние5-8 BaCl2; 3-5 CaF2 вых сплавов 41-47 SiO2; 25-32 MnO2; 10-15 Na2O; Покровный для оловянных бронз 11-14 Al2O3 7 Na3B4O7; 60 Na2CO3; 33 CaF2 Рафинирующий для оловянных бронз 50 Na2CO3; 50 CaF2 Покровный для латуней 50 Na2CO3; 50 бой стекла Покровный для алюминиевых бронз 100 древесный уголь Покровный для медных сплавов Чтобы удалить из расплава примеси с меньшей плотностью, чем металл необходимо обрабатывать флюсом верхнего рафинирования. При равенстве плотностей в расплав вводят флюсы общего рафинирования. Флюс, контактируя с неметаллическими включениями, смачивает и растворяет их, а затем удаляется из расплава. Установлено, что обработка расплавов металлов флюсами способствует не только очистке расплава от твердых неметаллических включений, но и от растворенных газов. Рафинирующая способность флюса связана с его поверхностным натяжением. Чем ниже поверхностное натяжение, тем лучше флюс смачивает неметаллические включения и эффективнее предохраняет расплав от окружающей атмосферы. Наряду с этим смачивающая способность флюса по отношению к расплаву должна быть минимальной, чтобы обеспечить полное удаление флюса из расплава при разливке. Вводя в состав флюса соли с разными значениями поверхностных свойств, можно регулировать поверхностное натяжение флюса. Чем больше поверхность активных солей, присутствующих во флюсе, тем ниже его поверхностное натяжение и тем лучше он защищает расплав. Необходимо учитывать, что в процессе рафинирования флюсами неизбежны потери металла, вследствие его смачивания флюсом и последующим удалением флюса из металлов с поверхности расплава, а также вследствие химического взаимодействия металла с компонентами флюса. Удаление из металла газов и неметаллических включений часто производится продувкой через расплав газов или введением в расплав солей, образующих газообразные продукты. Такое рафинирование основано на флотирующем действии пузырьков газа по отношению к неметаллическим примесям. Общая схема рафинирования газообразными продуктами показана на 57 рис. 12. Рис. 12. Схема удаления примесей Процесс удаления неметаллических примесей введением в расплав газообразных продуктов состоит из нескольких последовательных стадий: - перемещение атомов водорода в расплаве к границе раздела металлгазовый пузырь; - рекомбинация атомов водорода в молекулы по реакциям: 2 Н ( р - р ) ↔ 2 Н (адс) 2 Н ( адс) ↔ Н 2( газ) ; - отвод молекул водорода от поверхности раздела в газовую фазу пузырька; - адсорбция окисными пленками водорода из расплава; - удаление водорода при выходе газового пузырька из расплава; - удаление неметаллических включений с адсорбированным водородом и газовыми пузырьками. Перенос растворенного газа в пузырек обусловлен наличием разности концентраций, например, водорода в расплаве и пузырьке, а также перемещением атомов газа, растворенного в расплаве с некоторой скоростью относительно пузырька. В качестве рафинирующих газов применяют инертные и активные газы. Инертные газы (азот, гелий и аргон) при рафинировании не вступают в химическое взаимодействие с растворенным газом и металлов и не растворяются в нем. При продувке активным газом (хлором) разрушается окисная пленка на внутренней поверхности газового пузырька и улучшается прилипание пузырьков к частицам нерастворимых примесей. Газы в расплав вводят с помощью графитовых или кварцевых трубок, снабженных насадками с диаметром отверстий 1-2 мм под давлением 1,1-1,2 атм. Длительность продувки зависит от объема расплава и составляет 5-20 мин, а расход газа – 0,3-1,0 м3 на 1 тонну расплава. Обработка расплава хлором осуществляется в герметичных ковшах или камерах. В отдельных случаях рафинирование газами производится через огнеупорные пористые вставки в днище ковша. 58 Теоретически при учете одновременно идущих процессов выделения и поглощения газа скорость удаления водорода в единицу времени может быть выражена уравнением: dРН 2 = К1[ H ]2 − К 2 ⋅ Рн 2 , dτ где Рн 2 – парциальное давление водорода; τ – время продувки, мин; К1 и К2 – константа выделения и поглощения водорода; [H] – концентрация водорода, растворенного в жидком металле, см3/100 г. Без учета поглощения газов скорость удаления водорода можно определить по уравнению dРН 2 υН 2 = ≈ К ⋅ [ H ]2 , dτ где υ Н 2 – скорость удаления водорода; К – коэффициент пропорциональности ⎛h Q ⎞ К = f ⋅⎜ ⋅ ⋅t ⎟, ⎝r V ⎠ где h – высота подъема пузырчатого газа в расплаве; r – радиус газового пузыря; Q – расход инертного газа; V – объем обрабатываемого металла; t – температура металла при продувке. Следовательно, скорость удаления водорода из металла при продувке газами зависит от начальной концентрации водорода в расплаве, расхода инертного газа, размера формирующихся газовых пузырей, высоты их подъема, температуры и объема продуваемого металла. Дегазацию расплава продувкой газами целесообразно вести в устройствах с большой глубиной ванны. Степень очистки расплава еще больше возрастает, если продуваемый газ будет подаваться в виде мелких пузырьков. Вводимый в расплав газ должен предварительно очищаться от влаги, кислорода и водорода. После дегазации продувкой необходимо выдержать расплав 10-15 мин для всплывания мелких пузырьков продуваемого газа. Наибольшее распространение для рафинирования литейных сплавов получила обработка расплава хлористыми солями. Такая технология рафинирования менее продолжительна и не требует специальной аппаратуры. Механизм рафинирования хлоридами такой же, что и при продувке газами. Для рафинирования в расплав с помощью колокольчика вводят 0,05-0,5 % хлорида цинка, марганца, алюминия, бора или титана. Часто для этой цели используют гексахлорэтан и хлористый аммоний. Особенностью этих хлоридов является то, что они либо сами возгоняются в расплаве, либо образуют газообразные соединения в виде пузырьков, которые и оказывают рафинирующее 59 воздействие. Однако рафинирование хлоридами целесообразно применять в печах или ковшах с малой поверхностью расплава, так как рафинирование расплава с большой поверхностью и малой глубиной ванны малоэффективно. При продувке жидкого металла газами из расплава удаляются не только водород, но и неметаллические включения. Это происходит вследствие того, что создаются благоприятные условия для протекания процессов коалесценции и коагуляции, что способствует формированию более крупных частиц, которые приобретают способность всплывать на поверхность расплава. Кроме того, флотирующее действие пузырьков продуваемого газа вследствие высокой адгезии к неметаллическим включениям способствует удалению из металла и более мелких по размеру включений. Энергичное перемешивание расплава во время продувки способствует более частому контакту включений со шлаком на поверхности металла и ассимиляции их шлаком. Фильтрация сплавов. Нерастворимые в расплаве примеси эффективно удаляются фильтрованием жидкого металла через сетчатые, зернистые, пористые фильтры и жидкие солевые фильтры. Фильтрование через сетчатые фильтры – это процесс очистки расплава через тонкие, двухмерные перегородки. Наиболее широко распространена фильтрация расплавов через сетку из бесщелочного алюмоборосиликатного стекла (ССФ1, ССФ2 и ССФ5) (рис. 13). Рис. 13. Схема расположения сетчатых фильтров при литье в песчаные формы Устойчивость таких сеток сравнительно невелика. В последнее время для повышения устойчивости сеток стали применять обработку нитей поверхностно-активными веществами, устойчивыми при температурах расплава. Для фильтрования сплавов с повышенной температурой литья (никелевые и другие) применяется сетка на основе кремний органических соединений. Фильтровальные сетки предназначены для одноразового использования и отделения неметаллических включений, имеющих размеры больше ячеек сетки. При этом содержание водорода и более дисперсных неметаллических включений не изменяется. Сетки устанавливают в литниковых системах при литье фасонных отливок или в распределительных коробках и кристаллизатора при получении слитков. При сеточном рафинировании неметаллические частицы, размеры которых превышают размер проходного отверстия в фильтре, задерживаются на входе фильтра. Накопление частиц приводит к образованию осадка на по60 верхности фильтра и сужению проходных отверстий. Вследствие этого уменьшается размер задерживаемых частиц. При этом степень очистки возрастает, а пропускная способность фильтра быстро снижается. Эффективность очистки при сетчатом рафинировании не зависит от толщины фильтра. Значительно больший эффект очистки дают зернистые фильтры. По конструкции фильтр представляет собой замкнутый объем зерен фильтрующего материала размером 5-15 мм в поперечнике и толщиной 100-150 мм (рис. 14). Фильтры изготавливают из шамота, магнезита, алунда, графита, хлористых и фтористых солей и других материалов. Рис. 14. Схема расположения зернистых фильтров в литниковой чаше При фильтровании через зернистые фильтры рафинирование происходит механическим и адгезионным процессами. Причем крупные неметаллические включения отделяются фильтром механическими процессами, а мелкие в основном адгезионными процессами. Фильтрование через зернистые фильтры – это объемное фильтрование. Примеси и взвеси отделяются от расплава по всей высоте фильтрующего материала. Объемные фильтры способны задерживать не только твердые, но и жидкие и газообразные включения, а также растворимые примеси. Полнота удаления нерастворимых частиц зависит от природы материала, размера зерна, толщины слоя фильтра и металлостатического напора. Чем толще фильтр, меньше диаметр зерен и металлостатический напор, тем выше эффективность очистки. Наиболее эффективны фильтры, изготовленные из активных материалов (фторидов и хлоридов). Так, фильтры из фторидов кальция и магния позволяют получать отливки из алюминиевых сплавов в 1,5-3,0 раза чище от оксидных включений, чем фильтры из магнезита. При литье слитков зернистые фильтры устанавливают либо над кристаллизатором, либо в распределительной коробке (рис. 15). При получении фасонных отливок фильтр располагается на верхней полуформе над литниковой системой. Перед разливкой металла фильтр прогревают до 700-800 оС для удаления адсорбированной влаги и предотвращения замораживания первых порций металла в каналах фильтра. Фильтрование ведут так, чтобы верхний уровень фильтра был покрыт слоем жидкого металла толщиной 10-15 мм. Фильтрование через зернистые фильтры в 2-4 раза эффективнее сетча61 тых фильтров. Рис. 15. Схема расположения зернистых фильтров в кристаллизаторе: 1 – миксер; 2 – стопор; 3 – распределительная коробка; 4 – фильтр; 5 – кристаллизатор; 6 – слиток Другой разновидностью фильтров являются керамические пористые фильтры (КПФ). Их изготавливают на основе окислов хрома или алюминия. Технология изготовления подобных фильтров такова, что в них содержится до 85-95 % пор с сообщающимися друг с другом каналами. Керамические пористые фильтры устанавливаются в нижней части стояка и сразу после литниковой чаши, а также в распределительной коробке при литье слитков. Соотношение между площадями поперечного сечения коллектора и фильтра зависит от скорости заполнения. Применение КПФ позволяет задерживать очень мелкие включения до 3 мкм и плавно заполнять литейную форму. Неадсорбционные методы рафинирования (вакуумирование, обработка ультразвуком, выдержка в атмосфере инертного газа, кристаллизация под давлением, вымораживание, отстаивание) нарушают равновесие в системе металл-комплекс во всем объеме расплава. При вакуумировании очистка расплавов происходит вследствие уменьшения растворимости газа в расплаве. Существенной особенностью рафинирования вакуумированием является одновременное выделение газа и с поверхности расплава и в его объеме. При этом создаются необходимые условия для возникновения и роста пузырьков газа. Кроме того, при понижении давления над расплавом более устойчивым становятся и мелкие пузырьки газа, происходит их интенсивный рост и последующее выделение из металла. Установлено, что дегазация происходит интенсивнее и полнее при уменьшении остаточного давления над расплавом и увеличении времени вакуумирования. Парциальное давление водорода ( РН 2 ) , внешнее давление (Р), металлостатическое давление (Рмет), поверхностное натяжение и радиус пузырька взаимосвязаны друг с другом в соответствие с уравнением РН 2 = Р + Рмет + 2σ . r Практически при рафинировании вакуумированием разрежение в ваку62 умных камерах составляет 1-3 мм рт. ст., а время выдержки расплава 15-20 мин. Обработка расплавов вакуумированием при литье слитков производится в вакуумных миксерах емкостью от 6 до 20 т при остаточном давлении 0,5-0,8 мм рт. ст. На интенсивность выделения газа из расплава существенное влияние оказывает поверхностное натяжение и плотность окисной пленки на поверхности расплава. Чем меньше плотность окисной пленки, тем полнее удаляется газ. Для уменьшения поверхностного натяжения и плотности окисной пленки, либо ее удаления на поверхность расплава наносится флюс. Чтобы не происходило газопоглощение расплава после вакуумирования рабочее пространство печи (миксера) заполняют инертным газом. Из числа применяемых в промышленности современных методов рафинирование вакуумирование обеспечивает наиболее низкий стабильный уровень газосодержания в металле. Высокая эффективность очистки расплава от газов достигается введением в жидкий металл упругих ультразвуковых колебаний. Под действием таких колебаний в расплаве возникают кавитационные явления, приводящие к многочисленным разрывам сплошности жидкого металла, образованию микроскопических пустот. В эти пустоты, имеющие глубокий вакуум, выделяется из расплава растворенный газ. Затем газ, накапливаясь в пустотах, переходит в молекулярное состояние, образуя в расплаве мельчайшие пузырьки. Ультразвуковые колебания усиливают диффузионные и коагуляционные процессы. Это приводит к интенсивному зарождению газовых пузырьков, соединению друг с другом и выделению из расплава (рис. 16). Рис. 16. Схема введения упругих колебаний в расплав: 1 – кожух; 2 – магнитострикционный преобразователь с обмоткой; 3 – концентратор; 4 – волновод с резьбовым креплением;5 – резиновый амортизатор; 6 – сильфон; 7 – крепление к опоре узла колебаний; 8 – тигель с расплавом; 9 – печь электросопротивления; 10 – термопара Дальнейшее воздействие ультразвуковых волн приводит к ускорению роста этих пузырьков, поскольку происходит направленная диффузия газов в 63 полость вследствие того, что поверхность последней в стадии сжатия меньше, чем в стадии расширения. Сопутствующая генерация потоков жидкости под действием звукового давления приводит к перемешиванию слоев жидкого металла. Необходимо отметить, что кавитационное действие ультразвука указывает на наличие в металлических расплавах микропузырьков диаметром 10-5 см, служащих зародышами кавитации. Наличие подобных микропузырьков, преимущественно образующихся около неметаллических включений, может привести к аномальной сжимаемости. Введение в расплав ультразвуковых колебаний производится магнитострикторным методом. Непосредственная передача упругих колебаний в расплав осуществляется через титановый волновод. Один ультразвуковой агрегат может обслуживать несколько печей. Оптимальная частота звука изменяется в зависимости от природы сплава. Например, для алюминиевых сплавов она составляет 16-20 кГц. Температура обрабатываемого расплава должна быть на 50-100 оС выше температуры ликвидус, а длительность обработки ультразвуком зависит от объема расплава, глубины ванны, мощности ультразвука и содержания газов в расплаве. Длительность обработки расплава ультразвуком изменяется в широких пределах (5-160 мин). По эффективности рафинирование ультразвуком превосходит другие неадсорбционные методы. Ультразвуковая обработка расплава обеспечивает не только высокий уровень рафинирования расплава от неметаллических включений и газов, но и улучшает структуру металла за счет образования дополнительных центров кристаллизации. Значительно реже для очистки металлов от газов применяется выдержка расплавов в атмосфере инертного газа. Этот метод рафинирования основан на создании над расплавом в специальной камере атмосферы инертного газа, в которой парциальное давление растворенных газов близко к нулю. Согласно закону Дальтона газ из расплава будет выходить до тех пор, пока парциальные давления газа в металле и атмосфере не выровняются. Скорость выделения газов будет зависеть от разности этих парциальных давлений и прочности окисной пленки на поверхности расплава. Чем больше разность парциальных давлений и меньше прочность окисной пленки, тем интенсивнее идет газовыделение. В связи с этим необходимо постоянно менять атмосферу над расплавом и удалять с поверхности расплава окисную пленку. Для рафинирования металлов, имеющих плотную окисную пленку (например, алюминий и его сплавы), такой метод малоэффективен, поэтому применяется очень редко. Метод рафинирования кристаллизацией расплава под давлением предложен А.А. Богваром и А.Г. Спасским. Метод заключается в том, что в автоклав помещают литейную форму. Через люк в автоклаве заливают расплавом форму. Затем быстро закрывают люк, и автоклав наполняют сжатым воздухом до 4-5 атм. Форму выдерживают в автоклаве до 30-40 мин. Особенностью такого процесса является не удаление газа из расплава, а создание условий, 64 препятствующих выделению газа из расплава при понижении температуры. Он основан на том, что в автоклаве над расплавом создается давление 4-5 атм., которое препятствует выделению газа из расплава. При этом процесс кристаллизации идет гораздо быстрее обычного, что также способствует уменьшению газовыделения из растворов и последующей их коагуляции. А.Г. Спасский, приняв, что растворимость в твердом и жидком состоянии подчиняется одному закону, предложил схему влияния давления на процесс выделения газов (рис. 17). Рис. 17. Растворимость газов в сплаве при разных давлениях: 1 – 1 атм.; 2 – 4 атм. Если предположить, что при неравновесных условиях охлаждения из жидкого сплава успевает выделиться не весь газ, а в твердом состоянии выделение не происходит (пунктирные кривые), то количество выделившегося из раствора газа при атмосферном давлении определяется расстоянием между «а» и «б». Если в период охлаждения расплава повысить давление до 4 атм., то газовыделение должно начаться не при t1, а при равновесной температуре t3, лежащей на кривой 2 между ликвидусом и солидусом. В связи с тем, что сплав при этой температуре находится в твердо-жидком состоянии и при повышенном до 4 атм. давлении, то количество выделившегося газа из сплава будет очень небольшим, равным ΔS2. Таким образом, повышение давления и скорости охлаждения отливок в период кристаллизации способствует уменьшению газовой пористости. Недостатком этого метода является то, что он не способствует удалению из расплава неметаллических включений. Рафинирование металлов и сплавов «вымораживанием» основано на изменении растворимости газов при изменении температуры (рис. 18). Допустим, что при температуре литья (Тл) в металле растворено газа равновесное Sл. При охлаждении в форме до температуры затвердевания (Тзат) из металла выделяется газ в количестве ΔSл, а останется в нем только Sзат. Некоторая часть газа, выделившись из раствора, всплывает на поверх65 ность расплава, а другая остается внутри металла в виде газовых пор и раковин. Для более полного удаления газа расплав в печи медленно охлаждают до температуры близкой к температуре затвердевания. При этом в расплаве остается в растворенном виде газа равное Sзат. Рис. 18. Растворимость газов при изменении температуры В связи с тем, что металл при этой температуре обладает низкой жидкотекучестью, его быстро нагревают до температуры Тл. В связи с быстрым нагревом в металле растворяются газы в количестве S1, а не Sл. Такая технологическая процедура позволяет «выморозить» из расплава газ в количестве ΔS1. Этому методу свойственны такие недостатки, как неполная дегазация, длительность процесса рафинирования и повышенный расход электроэнергии или топлива, снижение производительности труда. В связи с этим его применяют только тогда, когда другие более совершенные методы не могут быть применены по каким-либо причинам. Часто для рафинирования применяют отстаивание расплава перед разливкой в литейные формы. Как способ рафинирования отстаивание основано на разности плотностей расплава и нерастворенных частиц. Кинетику этого процесса упрощенно можно описать формулой Стокса. На нерастворенную частицу, имеющую форму шара радиусом r и вещества плотностью ρвкл, находящегося в расплаве с плотностью ρр, действуют сила тяжести F1 = 43 ⋅ π ⋅ r 3 ⋅ ρвкл ⋅ g и выталкивающая сила F2 = 43 ⋅ π ⋅ r 3 ⋅ ρ р ⋅ g . Равнодействующая этих сил Fо = F1 − F2 = 43 ⋅ π ⋅ r 3 ⋅ (ρвкл − ρ р ) ⋅ g направлена вниз при ρвкл > ρ р в этом случае включение тонет в расплаве. При ρвкл < ρ р сила направлена вверх, и включение всплывает. Реальные включения в расплаве часто имеют вид плен и конгломератов с развитой поверхностью. Для удаления подобных частиц отстаиванием необходимо время, исчисляемое десятками минут. Крупные частицы отделяются всего за несколько минут, а мелкие (менее 5 мкм) практически невозможно отделить отстаиванием. Для ускорения и более полного процесса отделения включений применяют перемешивание расплава, окисление и выдержку рас- 66 плава при температуре близкой к температуре ликвидуса, введение элементов, образующих с примесью тугоплавкие нерастворимые соединения. Например, так можно рафинировать алюминиевые и магниевые сплавы от железа. При выстаивании удаляются не только неметаллические включения, но и газы. На продолжительность процесса рафинирования большое влияние оказывает объем металла. Чем больше объем расплава, тем длительнее процесс очистки. В связи с этим этот метод рафинирования имеет ограниченное применение. Для удаления некоторых вредных примесных элементов растворенных в чистых металлах и сплавах применяют рафинирование окислением. Такой метод применяется тогда, когда металл способен растворять кислород, а примеси имеют большее сродство к кислороду, чем основа рафинируемого сплава. При этом важно, чтобы образующиеся окислы примесных элементов были не растворимы в расплаве. Этим способом очищают медь от свинца, мышьяка, висмута и сурьмы; никель – от кремния, серы, магния и марганца; железо – от углерода, кремния, марганца и фосфора. Окисление производят продувкой воздухом или кислородом через расплав или подачей их на поверхность жидкого металла. В некоторых случаях для этой цели в расплавленный металл вводят вещества (оксиды или другие соединения) легко отдающие кислород. При введении кислорода окисление происходит, прежде всего, основного металла, и расплав насыщается кислородом. Вредные растворенные примеси взаимодействуют с кислородом и образуют соответствующие окислы. В зависимости от физико-химической природы, образовавшиеся окислы удаляются из расплава в виде газа или переходят в шлак. Если считать, что оксид примеси остается в свободном виде, то такое взаимодействие можно изобразить реакцией [ Ме′] + [O] ↔ Ме′О , где [ Ме′] и [O ] – концентрации в расплаве примеси и кислорода. Константа равновесия этой реакции К= 1 . [ Me′] ⋅ [O ] Для наиболее полного удаления подобных примесей необходима высокая концентрация кислорода в расплаве. После проведения окислительного рафинирования необходимо удалить избыток растворенного кислорода. Это достигается раскислением расплава. Раскислением называют удаление из металлического расплава раство67 ренного кислорода. Поэтому операция раскисления производится лишь при плавке тех металлов и сплавов, которые способны, находясь в жидком состоянии, растворять кислород. В металлургии известно несколько способов раскисления: осадочное, контактное или диффузионное, обработкой расплава водородом с последующим вакуумированием, плавкой в достаточно глубоком вакууме при малом остаточном давлении. В литейном производстве, как правило, применяют осадочное раскисление, которое заключается в том, что растворенный кислород связывают в нерастворимые в расплаве оксиды с помощью специально вводимых в расплав добавок, называемых раскислителями. Упрощенно итог процесса раскисления можно описать реакцией: m[O]Ме + n[ R]Ме ↔ Rn Om , где [O]Ме – концентрация кислорода в расплаве; [ R]Ме – концентрация раскислителя в расплаве; RnOm – нерастворимый в расплаве оксид. Константа равновесия этой реакции, если считать, что образующийся оксид находится в свободном виде Кр = [О]mМе 1 . ⋅ [ R]nМе Таким образом, между остаточными концентрациями кислорода и раскислителя имеется обратная зависимость. Эта зависимость справедлива в том случае, если содержание кислорода и раскислителя выражено в атомных долях и если учитываются показатели степеней, определяемые стехиометрией образующегося оксида. Очевидно, что в качестве раскислителя может быть использован металл или элемент, обладающий значительно большим сродством к кислороду, чем раскисляемый металл. В первом приближении это может быть оценено по стандартному значению изобарно-изотермического потенциала ∆Z (свободная энергия Гиббса) реакцией образования свободных оксидов раскислителя и раскисляемого металла. Чем больше по абсолютному значению отрицательная величина ∆Z оксида раскислителя по сравнению с величиной ∆Z оксида раскисляемого металла, тем более полного удаления кислорода можно ожидать. Однако для успешного раскисления важен не просто перевод кислорода в нерастворимую форму. Возникшие в результате раскисления во всем объеме расплава частицы оксидов раскислителя являются типичными первичными докристаллизованными неметаллическими включениями. Они должны быть по возможности полностью удалены из расплава. Способы их удаления приведены выше. Как правило, используется отстаивание расплава и обработка 68 шлаком или флюсом. Для более быстрого всплывания продуктов раскисления желательно, чтобы они были в виде компактных частиц лучше всего шарообразной формы, то есть, чтобы они находились в жидком состоянии. Именно поэтому основную долю кислорода из жидкой стали удаляют, вводя в качестве раскислителей совместно кремний и марганец, поскольку образующиеся силикаты марганца имеют точку плавления не более 1200-1300 оС. Для раскисления никеля и его сплавов используют совместные добавки углерода, марганца, кремния и магния. Надо отметить, что сложные раскислители в большей мере снижают содержание остаточного кислорода, чем каждый из составляющих, взятый в большом количестве. Еще лучшие условия для отделения продуктов раскисления создаются, если эти продукты находятся в газообразном состоянии. Примером подобного раскислителя является фосфор, вводимый в медь и некоторые ее сплава. Для сплавов железа и никеля фосфор не может быть использован как раскислитель, так как обладает в этих расплавах сравнительно небольшой раскисляющей способностью. Из-за этого пришлось бы иметь слишком большое остаточное содержание в расплаве этого элемента, являющегося для железа и никеля вреднейшей примесью. Однако в меди – уже при 0,01 % фосфора равновесное содержание кислорода становится менее 0,001 %. Для окончательного раскисления сталей используют алюминий, который резко снижает содержание кислорода. Однако при этом расплав загрязняется твердыми частицами оксида алюминия, которые очень трудно удаляются, и поэтому они являются причиной заметного снижения пластических свойств металла. Расчет потребного количества раскислителя необходимо производить с учетом вида продуктов раскисления, желательного минимума содержания кислорода и равновесного остаточного содержания раскислителя. Контактное раскисление осуществляется таким образом, что раскислитель не растворяется в расплаве, а лишь соприкасается с ним. Реакция раскисления идет на поверхности раздела расплав-раскислитель, куда кислород доставляется путем диффузии и конвекции. Контактное раскисление происходит очень медленно, но его преимущество в том, что расплав не загрязняется неметаллическими включениями, так как продукты раскисления остаются на поверхности раздела расплав-раскислитель. Контактное раскисление проводят иногда применительно к меди и ее сплавам. В качестве нерастворимых раскислителей используют углерод (графит), карбид кальция. Никель и сплавы никеля с медью, железом, хромом, марганцем при обычной плавке на воздухе обязательно требуется раскислять перед разливкой. Чистая медь и сплавы меди с серебром, никелем, марганцем, оловом, свинцом растворяют в себе заметные количества кислорода, поэтому их необходимо раскислять. Сплавы меди с такими активными по отношению к кислороду металлами, как цинк, алюминий, хром, цирконий, не способны растворять кислород, и для них обычное раскисление фосфористой медью не 69 имеет смысла. Сплавы на основе алюминия, магния, цинка никогда не раскисляют. Общие требования, предъявляемые к раскислителям разных по природе сплавов, можно представить в виде следующих положений: 1. Раскислитель обязательно должен иметь большее сродство к кислороду, чем раскисляемый металл. 2. Он должен хорошо растворяться в расплаве, чтобы реакция проходила достаточно полно и по всему объему. 3. Продукты реакции раскисления в виде окислов должны легко удаляться из жидкого металла. 4. Раскислитель не должен оказывать вредного действия на сплав, так как для полного удаления кислорода всегда требуется вводить избыток раскислителя, который частично остается в расплаве. 5. Вещество, применяемое для раскисления, должно быть дешевым, доступным и экологически безвредным. Модифицирование сплавов. Отливки и слитки, полученные обычными методами литья, имеют крупнозернистое строение и заметно выраженную ликвацию. Эти особенности литой структуры вызывают ухудшение механических и технологических свойств металлов и сплавов, их неравномерность по сечению отливки или слитка. Для устранения дефектов литой структуры на практике часто применяют весьма разнообразные и эффективные методы воздействия на расплавы перед их затвердеванием и в процессе кристаллизации. Эти методы регулирования кристаллизационных процессов делят на тепловые, физические и физико-химические. Тепловые методы основаны на изменении скорости охлаждения отливок в литейной форме. С увеличением скорости охлаждения увеличивается скорость кристаллизации, и уменьшаются размеры всех элементов структуры. При этом повышенная скорость охлаждения препятствует развитию диффузионных процессов в жидкой фазе и уменьшает дендритную ликвацию. Физические методы (ультразвук, вибрация, электрический ток) изменяют структуру металлов внешним энергетическим воздействием на процесс кристаллизации. Однако эти методы применяются крайне редко. Одним из самых эффективных и широко распространенных методов физико-химического воздействия на кристаллизацию является модифицирование. Модифицирование происходит от латинского слова modifico – видоизменение. Модифицирование – это процесс искусственного изменения формы, размеров и внутреннего строения зерен структуры литого металла или сплава под действием небольших специально вводимых добавок. При модифициро70 вании изменяется макро- и микроструктуры: происходит измельчение зерен, они формируются округлой формы и равномерно распределяются по всему объему отливок. При этом значительно повышаются прочностные и пластические свойства металлов и сплавов. Вводимые для изменения структуры добавки называют модификаторами. Их воздействие на процесс кристаллизации основан либо на увеличении активных центров кристаллизации, либо изменении переохлаждения перед фронтом кристаллизации, а также скорости и направления роста кристаллов. В соответствии с механизмом влияния на макро- и микростроение металлов Ребиндер П.А. предложил модификаторы делить на две основные группы: модификаторы I-го и II-го рода. Модификаторы II-го рода непосредственно образуют центры кристаллизации. Они либо сами должны обладать высокой температурой плавления и создавать твердые частицы, вызывающие гетерогенные образования зародышей, либо образовывать с компонентами сплавов тугоплавкие соединения, выполняющие такую же роль. Д.П. Данков предложил, что не всякие тугоплавкие добавки могут выполнять роль модификатора. Активной подложкой для кристаллизующейся фазы могут быть только те дисперсные тугоплавкие вещества, у которых основные параметры решетки отличаются не более чем на 2 % от таких же параметров металла-основы. В дальнейшем этот принцип структурногеометрического соответствия получил развитие в последующих работах В.И. Данилова, Б.Б. Гуляева, Д. Тернбалла, В. Воннегута. При гетерогенной кристаллизации величину термодинамического барьера (∆G), препятствующего образованию первых кристаллов на подложке, можно определить по соотношению ΔG = 16π ⋅ σ3т - ж ⋅ f (Θ) , 3ΔGv2 где σт-ж – свободная энергия на границ раздела жидкость-кристалл (зародыш); ∆Gv – разность свободных энергий твердой и жидкой фаз; f ( Θ) = 1 4 ( 2 + cos Θ) ⋅ (1 − cos Θ) 2 , где Θ – контактный угол (угол смачивания). При f(Θ) → 0, ∆G → 0, то есть когда cos Θ → 1 и Θ → 0. По величине контактного угла Θ можно оценить соответствие параметров кристаллических решеток. Исходя из принципа Тернбалла и Воннегута, величину термодинамического барьера можно определить по соотношению 71 2 ⎛ λ Ме − λ пр ⎞ ⎟⎟ , ΔG = К ⋅ ⎜⎜ ⎝ λ Ме ⎠ где λМе, λпр – параметры решеток металла и тугоплавкой примеси соответственно. Можно с достаточно степени достоверности предположить, что контактный угол зависит от разницы этих параметров, то есть Θ ≈ f(∆λ). Чем меньше отличаются основные параметры решеток металла и подложки, тем меньший термодинамический барьер необходимо преодолеть при образовании первых кристаллов на подложке. Наиболее часто в качестве модификаторов II-го рода в производстве алюминиевых, магниевых и медных сплавов применяются титан, цирконий, бор и ванадий. Эти металлы вводятся отдельно или совместно в составе лигатур в количестве 0,01-0,05 %. Наибольший модифицирующий эффект оказывают на структуру металлов и сплавов поверхностно-активные вещества (модификаторы I-го рода). Как правило, эти вещества концентрируются на поверхности растущих кристаллов, препятствуют подводу «строительного материала» и тормозят их рост. При этом увеличивается переохлаждение перед фронтом кристаллизации, и создаются условия ускоренного возникновения новых центров кристаллизации. При выборе модификаторов I-го рода используют следующие положения: модифицирующее вещество должно иметь низкий коэффициент распределения в кристаллизующиеся вещества, так как это вызовет концентрацию атомов добавки вблизи поверхности кристалла. Считается, что растворимость добавки в твердой фазе должна не превышать 0,01-0,1 атм. %. Кроме того, добавка должна образовывать с основой сплава эвтектику с температурой, близкой к температуре плавления основы сплава. К таким модификаторам относят Na, Ca, K, Mg, Ce, РЗМ и другие. Модификаторы I-го рода не только измельчают зерно, но и изменяют формы роста кристаллов. Они препятствуют развитию игольчатых или пластинчатых кристаллов, вызывая их рост в округлой форме. Модификаторы Iго рода обычно имеют невысокие температуры плавления и кипения, чем основа сплава. Часто модификаторы I-го рода оказывают избирательное воздействие на формирующиеся структурные составляющие. Например, модифицирование алюминиево-кремниевого сплава измельчает игольчатую форму выделением кремния в эвтектических колониях на глобулярную. При этом характер первичных выделений твердого раствора кремния в алюминии практически не изменяется. В таких случаях возникает необходимость одновременной обработки расплавов модификаторами I-го и II-го рода. При разработке технологии модифицирования необходимо учитывать, 72 что модифицирующий эффект носит временный характер. Как правило, модифицированный расплав целесообразно разлить по литейным формам в течение 10-15 минут. Затем происходит размодифицирование вследствие угара или дезактивации модификаторов. Промышленные методы модифицирования разнообразны. Наиболее распространено модифицирование в печи, в струе металла, в ковше и в литейной форме. Контрольные вопросы. 1. Что такое рафинирование? 2. На чем основан механизм очистки расплава? 3. К какому методу относится обработка расплава газами? 4. В чем заключается рафинирование переплавом? 5. Что такое адсорбционный метод рафинирования? 6. Для чего применяют флюсы? 7. Требования, предъявляемые к флюсам? 8. Как можно повысить эффективность флюсов? 9. Какие бывают по назначению флюсы? 10. Что такое адсорбционная способность флюса? 11. Что такое дефекты литой структуры? 12. К каким методам относятся ультразвук, вибрация? 13. Что такое модифицирование? 14. Требования к модификаторам? 15. Механизм действия модификаторов I рода? 16. Что такое эффект старения модифицирования? 17. Что такое внепечное модифицирование? МОДУЛЬ 2. ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ ЛЕКЦИЯ 5. ТЕМА: ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ ЛЕГКИХ МЕТАЛЛОВ План лекции 1. Состав и свойства алюминиевых сплавов. 2. Технология плавки алюминиевых сплавов. 3. Получение отливок в разовые и многоразовые формы из алюминиевых сплавов. 4. Финишные операции отливок из алюминиевых сплавов. 73 5. Состав и свойства магниевых сплавов. 6. Технология плавки магниевых сплавов. 7. Получение отливок в разовые и многоразовые формы из магниевых сплавов. 8. Финишные операции отливок из магниевых сплавов. 9. Состав и свойства титановых сплавов. 10. Технология плавки титановых сплавов. 11. Получение отливок в разовые и многоразовые формы из титановых сплавов. 12. Финишные операции отливок из титановых сплавов. Состав и свойства алюминиевых сплавов. Алюминий обладает кубической гранецентрированной кристаллической решеткой и не испытывает аллотропических превращений. Он имеет небольшую плотность (2,7 г/см3), невысокую температуру плавления (660 оС), обладает высоким относительным удлинением при растяжении (до 60 %), хорошей электропроводностью и высокой удельной прочностью. Алюминий имеет большую объемную усадку кристаллизации (6,5 %) и большую линейную усадку (1,7 %); он легко окисляется с образованием плотной защитной оксидной пленки из А12О3. Алюминий широко применяют в электротехнике, авиации, пищевой промышленности, в автомобилестроении, в строительстве. ГОСТ 11069-2001 предусматривает выпуск первичного алюминия 15 марок, различающихся содержанием примесей: А995; А99; А98; А97; А95; А85; А8; А7; А7Е; А7Э; А6; А5Е; А5; А35; А0. Алюминий выпускают в виде чушек массой 5, 15, 1000 и 2000 кг. Основными примесями алюминия являются железо и кремний. С железом алюминий взаимодействует с образованием нескольких химических соединений (рис. 19), из которых наиболее богато алюминием FeAl3. При концентрации 1,8 % железа между алюминием и FeAl3 при температуре 655 °С образуется эвтектика. Растворимость железа в твердом алюминии при эвтектической температуре составляет 0,05 %, ниже температуры 400 °С она падает практически до нуля. Поэтому в двойных доэвтектических сплавах железо всегда выделяется в виде включений фазы FeAl3, имеющей эвтектическое происхождение или образующейся в результате распада твердого раствора. С кремнием алюминий также взаимодействует с образованием эвтектики при температуре 577 °С. Эвтектика содержит 12,5 % кремния. Растворимость кремния в твердом алюминии при эвтектической температуре составляет 1,65 %; с понижением температуры до 20 °С она уменьшается до 0,01 % (рис. 20). При одновременном присутствии железа и кремния, кроме фаз, характерных для двойных систем, в структуре могут появляться и сложные тройные соединения α (FeAlSi) и β (FeAlSi). 74 Рис. 19. Диаграмма состояния системы Al-Fe Рис. 20. Диаграмма состояния системы Al-Si Примеси железа и кремния оказывают вредное влияние на алюминий. Они существенно снижают его пластические свойства, увеличивают твердость, повышают температуру рекристаллизации. В процессе плавки содержание этих примесей увеличивается из-за взаимодействия алюминия с огнеупорной футеровкой и стальным плавильным инструментом. Кроме примесей, регламентированных ГОСТом, в первичном алюминии в сотых и тысячных долях процента содержатся примеси кальция, натрия, галлия, магния и других элементов. Большинство из них оказывает сложное многостороннее влияние на его свойства. Тысячные доли процента натрия существенно снижают пластические свойства алюминия при температуре 350-400 °С, увеличивают его окисляемость и обусловливают более высокое содержание в нем водорода и оксидных включений. При более высоком содержании натрий вызывает интеркристаллитную коррозию. Совместное присутствие примесей натрия и кальция снижает общую коррозионную стойкость алюминия. Эти примеси ухудшают технологические свойства алюминия: усиливают газонасыщение при выдержке расплавов в атмосфере, содержащей водяные пары; увеличивают склонность к образованию пузырей при отжиге листов; способствуют образованию рыхлых оксидных пленок, легко замешивающихся в расплавы. В технике используют литейные и деформируемые алюминиевые сплавы. Литейные сплавы. Для изготовления отливок в промышленности используют пять групп литейных алюминиевых сплавов (ГОСТ 1583-93): I – сплавы на основе системы Al-Si-Mg (АК12; АК13; АК9; АК9с; АК9ч; АК9пч; АК8л; АК7; АК7ч; АК7пч; АК10Су); II – сплавы на основе системы Аl-Si-Сu (АК5М; АК5Мч; АК5М2; АК5М7; АК6М2; АК8М; АК5М4; АК8М3; АК8М3ч; АК9М2; АК12М2; АК12ММгН; АК21М2,5Н2,5); III – сплавы на основе системы Аl-Сu (АМ5; АМ4, 5Кд); 75 IV – сплавы на основе системы Al-Mg (АМг4К1,5М; АМг5К; АМг5Мц; АМг6л; АМг6лч; АМг10; АМг10ч; АМг11; АМг7); V – сложнолегированные сплавы (АК7Ц9; АК9Ц6; АЦ4Мг). Наибольшее применение в промышленности находят сплавы I и II групп. Сплавы I группы (силумины) широко используют в авиационной, автомобильной, приборостроительной, машиностроительной, судостроительной и электротехнической промышленности. На рис. 21 приведена микроструктура силуминов. По содержанию кремния (6-13 %) все они, за исключением сплава АК12, являются доэвтектическими в системе Al-Si и имеют узкий интервал кристаллизации и хорошие литейные свойства – небольшую линейную усадку, повышенную жидкотекучесть, малую склонность к образованию трещин при затрудненной усадке и рассеянной усадочной пористости. Сплав АК12 по содержанию кремния близок к эвтектике. Основными структурными составляющими двойных сплавов алюминия с кремнием являются первичные кристаллы αAl-твердого раствора и двойная эвтектика αAl + Si. Наиболее вредной из регламентированных примесей в доэвтектических силуминах является железо, образующее с компонентами сплава тройную промежуточную фазу β (AlFеSi), кристаллизующуюся в форме грубых иглообразных выделений, резко снижающих пластические свойства сплавов (рис. 22). По мере измельчения структуры сплавов вредное влияние железа уменьшается. Поэтому допустимое содержание железа в силуминах при литье в песчаные формы (0,6 %) ниже, чем при литье в металлические (1,0-1,5 %). Для нейтрализации вредного влияния железа в сплавы вводят 0,30,4 % марганца или бериллия, которые подавляют образование β-фазы и способствуют выделению более сложных фаз (Al-Mn-Fe-Si) и (Al7Fe3Be7), кристаллизующихся в компактной форме. Двойные сплавы алюминия с кремнием (АК12) незначительно упрочняются в процессе термической обработки. Для того чтобы сообщить им восприимчивость к упрочнению, их легируют магнием (0,2-0,55 %), образующим фазу-упрочнитель Mg2Si, имеющую переменную растворимость в алюминии. Для измельчения зерна αAl-твердого раствора в силумины вводят титан (0,080,3 %). При изготовлении толстостенных отливок литьем в кокиль и в песчаные формы сплавы I группы применяют только в модифицированном состоянии, так как немодифицированные сплавы имеют низкие пластические свойства, обусловленные грубыми выделениями эвтектического кремния. Модифицирование осуществляют введением в расплав 0,05-0,1 % натрия или 0,060,08 % стронция. Примесь натрия вместе с тем оказывает и неблагоприятное воздействие, существенно повышая склонность силуминов к окислению и поглощению водорода в процессе плавки, что влечет за собой обогащение расплавов оксидными включениями и интенсивное развитие газовой пористости. 76 а б в г Рис. 21. Микроструктура нормальных (немодифицированных) силуминов: а – силумин с 4-5 % Si (доэвтектический). ×200. Видны дендриты α-твердого раствора кремния с алюминием и эвтектика (α+Si); б – силумин с 10 % Si (доэвтектический). ×200. Видны дендриты α-твердого раствора кремния с алюминием и большое количество эвтектики (α+Si); в – силумин с 11,7 % Si (эвтектический). ×500. Основой эвтектики является алюминиевый твердый раствор (светлое поле), на фоне которого располагаются иголочки кремния (серые кристаллы); г – силумин с 13 % Si (заэвтектический). ×200. На фоне игольчатой эвтектики (α+Si) видны первичные кристаллы кремния Натрий уменьшает плотность алюминиевых расплавов, увеличивает коэффициент объемного термического сжатия и объемные изменения силуминов при кристаллизации, что способствует увеличению склонности их к образованию усадочной пористости. Примеси стронция и лития оказывают такое же неблагоприятное воздействие на объемную усадку и пористость отливок, как и примесь натрия. Примеси кальция, бария и натрия в эвтектических и заэвтектических сплавах, лежащих вблизи эвтектики, способствуют образованию сферолитов 77 и глубоких локальных усадочных раковин («провалов») на поверхности отливок при литье в песчаные формы. Действие кальция и бария усиливается, если сплав модифицируют натрием. Примеси кальция, бария, лития и натрия способствуют развитию газоусадочной пористости. Рис. 22. Влияние железа на относительное удлинение δ сплава АК9ч Заэвтектические сплавы (14-20 % Si) отличаются жаропрочностью, повышенной износостойкостью и небольшим коэффициентом термического расширения. Основными структурными составляющими этих сплавов являются кристаллы кремния и эвтектика αAl + Si. Заэвтектические силумины также применяют в модифицированном состоянии, так как немодифицированные сплавы с грубыми выделениями первичного кремния плохо обрабатываются резанием и обладают хрупкостью. Модифицирование фосфором существенно улучшает их свойства. Сплавы II группы в качестве основных легирующих компонентов содержат кремний (4-8 %) и медь (1-8 %). Их широко применяют при изготовлении отливок с повышенной твердостью и прочностью, сохраняющих постоянство размеров в процессе эксплуатации и имеющих высокую чистоту обработанной поверхности – корпусов приборов, автомобильных и тракторных поршней, деталей авиационных двигателей воздушного охлаждения. Сплавы этой группы за счет усложнения состава и более сильного пересыщения αAl-твердого раствора более жаропрочны, чем силумины. Они обладают хорошей жидкотекучестью, малой линейной усадкой, но более склонны, чем сплавы I группы, к образованию усадочной пористости и трещин при затрудненной усадке. Так же как и силумины, сплавы II группы имеют многофазную структуру. Основными структурными составляющими их являются первичные кристаллы твердого раствора αAl, двойная эвтектика αAl + Si и тройная эвтектика αAl + Si + CuAl2. Кроме того, в зависимости от содержания примесей железа и марганца в число структурных составляющих сплавов входят компактные (Al, Mn, Fe, Si) или игольчатые (Al-Fe-Si) выделения железистой составляющей. В сплавах с магнием выделяется четверная эвтектика αAl + Si + CuAl2 + Mg2Si. В некоторые сплавы II группы для измельчения зерна вводят титан. Сплавы на основе системы Аl-Сu (III группа) отличаются высокими ме78 ханическими свойствами и низкой коррозионной стойкостью. В отличие от сплавов I группы они хорошо обрабатываются резанием. Обладая широким интервалом кристаллизации (рис. 23), сплавы этой системы склонны к образованию усадочных трещин и рассеянной усадочной пористости; они менее жидкотекучи, чем сплавы I группы. Основными структурными составляющими сплавов III группы являются αAl-твердый раствор меди в алюминии и эвтектика αAl + Si + CuAl2. Кроме того, в структуре сплавов всегда обнаруживаются выделения железистой составляющей (Al-Mn-Fe-Si). Для измельчения зерна отливок и повышения механических и литейных свойств двойные сплавы легируют марганцем, титаном, цирконием или церием. Прочностные характеристики сплавов могут быть повышены термической обработкой. Примеси кальция, лития и натрия ухудшают литейные свойства сплавов этой группы. Взаимодействуя с влагой литейных форм, они способствуют увеличению газовой пористости отливок. Сплавы системы Al-Mg (IV группа) отличаются малой плотностью, высокими коррозионной стойкостью и прочностью; их используют для изготовления отливок, несущих большие вибрационные нагрузки. Эти сплавы имеют низкие литейные свойства: обладают повышенной склонностью к окислению и образованию усадочных трещин и рыхлот, взаимодействуют с влагой литейных форм, имеют низкую жидкотекучесть. Основными структурными составляющими сплавов этой группы являются αAl-твердый раствор магния в алюминии и двойная эвтектика αAl + Al8Mg5 (рис. 24). При неравновесной кристаллизации сплавов системы Al-Mg образующаяся вследствие дендритной ликвации неравновесная интерметаллидная фаза β (Al8Mg5) выделяется по границам дендритных ячеек αAl-твердого раствора. Рис. 23 Диаграмма состояния системы Al-Cu Рис. 24. Диаграмма состояния системы Al-Mg Для повышения механических свойств и снижения газовыделения при кристаллизации двойные сплавы легируют цирконием (0,3 %); коррозионную стойкость повышают введением хрома или марганца. Присадки бериллия и бора предохраняют расплав от загорания. Примеси меди, железа и кремния снижают пластические свойства сплавов, образуя химические соединения, выделяющиеся по границам зерен. Сплавы IV группы подвергают упрочняющей термической обработке. На рис. 25 приведена микроструктура сплава АМг10. 79 а б Рис. 25. Микроструктура сплава АМг10. ×200: а – исходный сплав (без добавок); б – сплав с добавкой 0,05 % циркония Сложнолегированные сплавы V группы применяют для изготовления отливок с повышенной стабильностью размеров, работающих при повышенных температурах и давлениях, а также для изготовления сварных конструкций и отливок, хорошо обрабатываемых резанием. Сплавы V группы имеют сложную многофазную структуру, обусловливающую высокую склонность их к горячим трещинам. Основными структурными составляющими сплавов этой группы являются фазы: S(Al2CuMg), Al3(Ni, Cu)2, Т (Al6Cu3Ni). Примеси железа и кремния образуют, по-видимому, тройную промежуточную фазу β (Al-Fe-Si). Основную роль в упрочнении сплавов при термической обработке играет фаза S(Al2CuMg). Деформируемые сплавы. В промышленности используют шесть групп алюминиевых деформируемых сплавов (ГОСТ 4784-97): I группа – сплавы на основе системы Аl-Мn (ММ; АМц; АМцС; Д12); II группа – сплавы на основе системы Al-Mg-Si (АД31; АД31Е; АД33; АД35; АВ); III группа – сплавы на основе системы Аl-Сu-Mg (Д1; Д16; Д16ч; В65; Д18; Д19; Д19ч); IV группа – сплавы на основе системы Al-Mg (АМг0,5; АМг1; АМг1,5; АМг2; АМг2,5; АМг3; АМг3,5; АМг4; АМг4,5; АМг5; АМг6); V труппа – сплавы на основе системы Al-Zn-Mg (В95оч; В95пч; В95; В93пч; В95-1; В95-2; АЦпл); VI группа – сплавы на основе системы Аl-Сu-Мn (АК4; АК4-1; АК4-1ч; 80 АК6; АК8); По прочностным свойствам деформируемые сплавы делят на три группы: 1 – высокопрочные; 2 – средней прочности; 3 – жаропрочные. Деформируемые сплавы в отличие от литейных содержат меньший процент легирующих компонентов и, как правило, имеют структуру твердого раствора на основе алюминия с некоторым количеством избыточных фаз. В этих сплавах по два-три и более легирующих компонентов с содержанием 0,2-4,0 % каждого. Исключение составляет лишь сплав АМц (1,0-1,6 % Мn), отличающийся высокой коррозионной стойкостью и пластичностью, хорошей свариваемостью и высокой прочностью. Сплав применяют для изготовления сварных резервуаров для жидкостей и газов, трубопроводов и других изделий. Для аналогичных, но более ответственных конструкций используют сплавы алюминия с магнием. Механические свойства их выше, чем у сплава АМц. Алюминиево-магниевые сплавы обладают высокой коррозионной стойкостью и хорошей свариваемостью. Из сплава АВ изготавливают листы, трубы и штамповки. Сплав сочетает высокую пластичность, удовлетворительную коррозионную стойкость, умеренную прочность в термообработанном состоянии и хорошую свариваемость. Наибольшее применение в различных отраслях машиностроения получили сплавы системы Аl-Сu-Mg, называемые дуралюминами. Эти сплавы по прочностным свойствам превосходят сплавы АМц, АМг, АВ. Недостаток дуралюминов – пониженная коррозионная стойкость и плохая свариваемость. На рис. 26 приведена микроструктура литого дюралюминия Д16 – дендриты алюминиевого твердого раствора – светлые; фаза CuAl2 – светлая; фаза S(Al2MgCu) – темная. Кроме этого, в структуре сплава в небольшом количестве имеются включения марганцовистой составляющей и железосодержащих фаз, которые не обнаруживаются при малых увеличениях. Еще более высокими прочностными свойствами обладают сплавы системы Al-Zn-Mg, которые используют для изготовления тяжелонагруженных элементов конструкций. К сплавам специального назначения относят ковочные сплавы системы Аl-Сu-Мn. Некоторые из них используют для изготовления деталей конструкций, работающих при повышенных температурах. Большинство деформируемых алюминиевых сплавов подвергаются упрочняющей термической обработке. Многие из них в качестве легирующего компонента содержат марганец (0,2-0,8 %), который существенно замедляет рекристаллизацию, повышает температуру этого процесса, измельчает рекристаллизованное зерно и входит в состав сложных жаропрочных соединений. В ряд сплавов для повышения жаропрочности вводят присадки железа, никеля, титана или хрома в количестве 0,2-1,0 %. Присадка титана вызывает сильное измельчение зерна в литом состоянии. Для уменьшения окисления в 81 сплавы алюминия с магнием вводят бериллий (0,0001-0,002 %). Рис. 26. Микроструктура литого дюралюминия Д16. ×150. Наиболее вредное влияние на свойства деформируемых алюминиевых сплавов оказывают примеси железа, натрия, лития, кальция и бария. Примеси щелочных и щелочноземельных металлов увеличивают поглощение расплавами водорода, способствуют развитию газовой пористости, увеличивают склонность сплавов к образованию трещин при затрудненной усадке. Примесь натрия особенно вредна для алюминиево-магниевых сплавов. Тысячные доли процента натрия (0,003 %) увеличивают пористость слитков, объемную усадку и газонасыщенность сплавов, существенно снижают их пластические свойства. Особенно вредное влияние натрий оказывает на горячеломкость слитков при литье, пластические характеристики сплавов при горячей деформации и величину брака по трещинам при прокатке (рис. 27). Как видно, высокий процент брака по трещинам имеет место при содержании натрия в сплаве АМг6 0,0007-0,0008 %, что обусловлено низкими значениями относительного удлинения и ударной вязкости. Особенности плавки алюминиевых сплавов. В зависимости от масштаба и специфики производства плавку алюминиевых литейных сплавов ведут в тигельных и отражательных печах, работающих на электроэнергии, жидком или газообразном топливе. Особенно широко применяют электрические индукционные печи. Плавку деформируемых сплавов ведут в отражательных и индук82 ционных печах большой емкости (7-30 т). Для ускорения плавления шихты, увеличения производительности, выравнивания температуры и химического состава в отражательных печах устанавливают газодинамические насосы для перемешивания расплавов. Для обеспечения максимальной производительности плавильные печи устанавливают в паре с миксером (раздаточной печью). Это позволяет осуществлять перелив металла закрытой струей, с помощью сифона, обеспечивая минимальное окисление и загрязнение его неметаллическими включениями. Сифонный перелив исключает необходимость использования ковшей и обеспечивает безопасность труда. Рис. 27. Зависимость пластических свойств при температуре 430 оС и величины брака по трещинам при прокатке плоских слитков из сплава АМг6 от содержания натрия Плавка большинства алюминиевых сплавов не составляет трудностей. Легирующие компоненты, за исключением магния, цинка, а иногда и меди, вводят в виде лигатур. Медь вводят в расплав при температуре 740-750 °С, лигатуру Al-Si – при температуре 700-740 °С; цинк загружают перед магнием, который обычно вводят перед сливом металла. Загрузку шихтовых материалов ведут в следующей последовательности; чушковой алюминий, крупногабаритные отходы, переплав, лигатуры или чистые металлы. Максимально допустимый перегрев для литейных сплавов 800-830 °С, для деформируемых 750-760 °С. При плавке на воздухе алюминий окисляется. Основными окислителями являются кислород и пары воды. Содержание влаги в воздухе в зимнее время составляет 2,0-4,5 г/м3, в летнее 18,5-23,0 г/м3; продукты горения жидкого или газообразного топлива могут содержать от 35 до 70 г/м3 водяного пара. В зависимости от температуры и давления кислорода и паров воды, а также от кинетических условий взаимодействия при окислении образуются оксид алюминия (Аl2О3) и субоксиды (Аl2О и АlО). Вероятность образования субоксидов возрастает с увеличением температуры и уменьшением парциального давления кислорода над расплавом. В обычных условиях плавки термодинамически устойчивой фазой является твердый оксид алюминия γ- Аl2О3, который не растворяется в алюминии и не образует с ним легкоплавких со83 единений. При нагреве до температуры 1200 °С γ-Аl2О3 перекристаллизовывается в α-Аl2О3. По мере окисления на поверхности твердого и жидкого алюминия образуется плотная, прочная пленка оксида толщиной 0,1-0,3 мкм. При достижении такой толщины окисление практически приостанавливается, так как скорость диффузии; кислорода через пленку резко замедляется. Скорость окисления сильно возрастает с повышением температуры расплава (рис. 28). Рис. 28. Зависимость прироста массы Δm расплава при окислении алюминия от времени выдержки и температуры, °С: 1 – 640; 2 – 700; 3 – 750; 4 – 800; 5 – 850; 6 – 900; 7 – 1000 Процесс окисления жидких сплавов алюминия очень сложен и недостаточно изучен. Имеющиеся данные показывают, что интенсивность окисления составляющих сплавов является функцией давления кислорода, давления диссоциации их оксидов, концентрации составляющих в сплаве, скорости диффузии атомов навстречу атомам кислорода, взаимодействия оксидов между собой и т.д. Кинетика окисления определяется сплошностью, плотностью и прочностью оксидной плены. При одинаковой концентрации, прежде всего, окисляются наиболее активные элементы, у которых образование оксида связано с наибольшим уменьшением изобарно-изотермического потенциала. Большинство легирующих элементов (Сu, Si, Mn) не оказывает существенного влияния на процесс окисления алюминия и защитные свойства оксидной плены, так как отвечают отношению (VMem O / mVMe ) > 1 . Оксидная плена на двойных сплавах алюминия с этими элементами при низкой их концентрации состоит из чистой γ-Аl2О3. При значительных содержаниях указанных элементов образуются твердые растворы оксидов легирующих элементов в γАl2О3 и соответствующие шпинели. Щелочные и щелочноземельные металлы (К, Na, Li, Ва, Са, Sr, Mg), а 84 также цинк (0,05-0,1 %) сильно увеличивают окисляемость алюминия из-за образования рыхлых оксидных плен (рис. 29). Рис. 29. Влияние различных элементов и силумина (Al + Si) на окисляемость алюминия при температуре 800 оС Сплавы алюминия с магнием образуют оксидную плену переменного состава. При малом содержании магния (до 0,005 %) оксидная плена имеет структуру γ-Аl2О3 и представляет собой твердый раствор MgO в γ-Аl2О3; при содержании 0,01-1,0 % Mg оксидная плена состоит из шпинели (MgO×Аl2О3) переменного состава и оксида магния; при содержании свыше 1,0 % Mg плена почти полностью состоит из оксида магния. Бериллий и лантан (до 0,01 %) снижают скорость окисления этих сплавов до уровня скорости окисления алюминия. Защитное действие их обусловлено уплотнением оксидной плены сплавов за счет заполнения образующихся в ней пор. Перемешивание расплава в процессе плавки сопровождается нарушением целостности оксидной плены и замешиванием обрывков ее в расплав. Обогащение расплавов оксидными включениями происходит и в результате обменных реакций с футеровкой плавильных устройств. Наиболее существенное влияние на степень загрязнения расплавов пленами оказывает поверхностная окисленность исходных первичных и вторичных шихтовых материалов. Отрицательная роль этого фактора возрастает по мере уменьшения компактности и увеличения удельной поверхности материала. Сильно снижают окисляемость алюминиевых расплавов фтор и газообразные фториды (SiF4, BF3, SF6 и др.), которые вводят в печную атмосферу в количестве до 0,1 %. Адсорбируясь на поверхности оксидной плены, они уменьшают скорость проникновения кислорода к поверхности металла. Введение в шихту собственных возвратов связано с неизбежным накоплением в сплавах вредной примеси железа, образующего с компонентами сплавов сложные твердые интерметаллические соединения, снижающие пластические свойства и ухудшающие обработку отливок резанием. Кроме оксидов алюминия, в расплавах обнаруживают оксид магния (MgO), магнезиальную шпинель (MgAl2О4), нитриды алюминия, магния, титана (AlN, Mg3N2, TiN), карбид алюминия (Аl4С3), бориды алюминия и титана 85 (АlВ2, TiB2) и др. В зависимости от происхождения неметаллические включения встречаются в сплавах в виде дисперсных включений и плен. Основная масса дисперсных включений имеет размер 0,03-0,50 мкм. Они сравнительно равномерно распределены в объеме расплава. Наиболее вероятная толщина оксидных плен 0,1-1,0 мкм, а протяженность – от десятых долей миллиметра до нескольких миллиметров. Распределение их в объеме расплава крайне неравномерно. При выстаивании расплавов крупные включения могут всплывать или осаждаться. Однако ввиду большой удельной поверхности плен и малого отличия их плотности от плотности расплавов всплывание (осаждение) идет медленно, большая часть плен остается в расплаве и при заполнении формы увлекается в отливку. Еще более медленно отделяются тонкодисперсные взвеси. Практически все количество их переходит в отливку. Содержание тонкодисперсной взвеси оксида алюминия в алюминиевых сплавах определяют методом химического (бромметанолового) анализа. Для оценки содержания в расплаве оксидных плен используют технологическую пробу Добаткина-Зиновьева (рис. 30). По данным многочисленных исследований [5] содержание тонкодисперсных включений в нерафинированных алюминиевых сплавах составляет сотые доли процента, а оксидных плен 1,01,5 мм2/см2 площади излома. Рис. 30. Технологическая проба Добаткина-Зиновьева на содержание оксидных плен: 1 – исходная заготовка; 2 – заготовка после осадки; 3 – проба до излома; 4 – излом пробы Наиболее вредными из неметаллических включений являются крупные оксидные плены и шлаковые включения. Они резко ослабляют сечения отливок, снижают пластические, прочностные и усталостные свойства их, являются причиной образования очагов усиленной коррозии и возникновения трещин из-за концентрации напряжений. Неметаллические включения способствуют развитию в отливках усадочных рыхлот и пористости. Такие отливки не выдерживают обычно испытаний на гидро- или пневмоплотность – в местах расположения плен, рыхлот и микропор обнаруживается течь. В большинстве случаев такие включения обладают повышенной микротвердостью [~(1220)×103 МПа], что значительно ухудшает качество обработки отливок резани86 ем и приводит к быстрому износу и поломкам режущего инструмента. Оксидные плены снижают жидкотекучесть расплавов и ухудшают заполнение тонких полостей литейных форм, вызывая брак по недоливам. Большое влияние на свойства алюминиевых сплавов оказывают и тонкодисперсные неметаллические включения. Они повышают вязкость расплавов, снижают жидкотекучесть их и уменьшают объем усадочной раковины, способствуя развитию усадочной рыхлоты. Эти включения задерживают диффузионное выделение водорода из расплава. Обладая развитой поверхностью, они способствуют пузырьковому выделению растворенного водорода. Тонкодисперсные включения, образуя комплексы с водородом, повышают остаточное содержание его в алюминиевых расплавах, усугубляя возможность образования газовой пористости и газовых раковин в отливках. В результате высокой твердости эти включения повышают износ режущего инструмента. Являясь готовыми центрами кристаллизации, тонкодисперсные неметаллические включения вызывают измельчение макрозерна отливок и способствуют снижению пластических свойств сплавов. Интерметаллические соединения, образующиеся в расплавах в виде крупных (50-500 мкм) первичных выделений самостоятельной фазы, также оказывают неблагоприятное воздействие на свойства сплавов. Степень воздействия интерметаллидов в значительной мере определяется количеством, твердостью, размерами и формой выделения их в структуре отливок. Резкое снижение пластических свойств (относительного удлинения и ударной вязкости) вызывает тонкие иглообразные выделения хрупких кристаллов железистой составляющей (FeAl3 или AlхSiуFez). Во время плавки алюминий насыщается водородом, содержание которого может достигать 1,0-1,5 см3 на 100 г металла. Основным источником водорода являются пары воды, парциальное давление которых в атмосфере газовых плавильных печей может составлять 8-16 кПа. Оксидная плена на шихтовых материалах также является источником насыщения расплава водородом, так как на 30-60 % состоит из Аl(ОН)3. Химически связанная влага с трудом удаляется с поверхности шихтовых материалов даже при температуре 900 °С. Попадание гидроксида в расплав вызывает сильное насыщение его водородом. По этой причине нежелательно введение в шихту стружки, опилок, обрези, сплесов и других некомпактных отходов. Приобретают особое значение организация хранения и своевременная переработка отходов и возвратов собственного производства, предотвращающие окисление и коррозию с образованием гидроксидов. Влияние легирующих элементов и примесей на равновесную растворимость водорода в алюминии выражается в следующем. Медь и кремний уменьшают растворимость водорода, а магний увеличивает. Растворимость увеличивают также все гидридообразующие элементы (Ti, Zr, Li, Na, Ca, Ba, Sr). Так, сплав алюминия с 5 % Zr может содержать до 45 см3 водорода на 100 г [5]. Существенную долю растворенного в сплавах водорода вносят элек87 тролитическая медь и лигатуры. Так, лигатура Al-Ti в зависимости от технологии выплавки может содержать до 25 см3 водорода на 100 г, а электролитическая медь с наростами – до 20 см3 на 100 г. Литейные сплавы содержат большее количество примесей и неметаллических включений, чем деформируемые. Поэтому они в большей степени предрасположены к поглощению газов. Кинетика процесса наводороживания алюминиевых расплавов лимитируется массопереносом водорода в жидком металле, через поверхностную оксидную плену и в газовой среде. Наиболее существенное влияние на массоперенос оказывают состав сплава и содержание неметаллических включений, определяющих проницаемость оксидной плены и диффузионную подвижность водорода. На проницаемость плены существенное влияние оказывает также состав газовой среды. Диффузионную подвижность водорода в алюминии уменьшают медь, кремний, магний, марганец и титан. Наиболее активно действуют три последних элемента. Сильно замедляют диффузионную подвижность тонкодисперсные неметаллические включения, обладающие высокой адсорбционной способностью по отношению к водороду. Плена оксида алюминия обладает малой проницаемостью для атомов водорода, она замедляет реакции взаимодействия расплава с влагой атмосферы. При толщине плены 1 мкм газообмен между металлом и атмосферой практически прекращается. Все элементы, увеличивающие окисляемость алюминия (Mg, Li, Na, Sr, Ca), увеличивают проницаемость оксидной плены для водорода. Медь, цинк и кремний мало влияют на газообмен. На водородопроницаемость оксидной плены существенно влияет состав атмосферы над расплавом. Проницаемость плены значительно увеличивается, если в газовой среде присутствуют Сl2, С2Сl6, BF4, SiF4, фреоны и другие галогениды. Хлориды, обладая высоким сродством к алюминию, проникают под оксидную плену и разрушают ее в результате образования газообразного хлорида алюминия. Фториды менее активно взаимодействуют с алюминием, но они способствуют дегидратации оксидной плены и десорбции молекул и атомов кислорода. В результате высокой адсорбционной способности фториды занимают освобождающиеся активные центры на плене и создают оксифторидные комплексы типа Al2О2F2, которые прекращают доступ кислорода и паров воды к расплаву, делая плену тонкой и проницаемой для водорода. Жидкие флюсы, содержащие фториды, также разрушают оксидную плену и облегчают дегазацию расплавов. Растворенный водород, выделяясь при кристаллизации расплавов, вызывает образование газовой и газоусадочной пористости в отливках. С увеличением концентрации водорода в расплаве газовая пористость отливок возрастает. Содержание водорода в алюминиевых расплавах в производственных условиях определяют методом Дарделла-Гудченко (по выделению первого 88 пузырька газа) или методом вакуумной экстракции твердого образца. Пористость отливок оценивают обычно по пятибалльной шкале ВИAM. Предрасположенность алюминиевых сплавов к газовой пористости определяется не абсолютным содержанием газа в расплаве, а количеством газа, выделяющегося при кристаллизации (Сж-Ст), где Сж – содержание газа в расплаве; Ст – содержание газа в твердом сплаве. Объем выделившегося газа зависит от степени пересыщения твердого раствора газом Cт/Sт, где Sт – равновесная растворимость газа в твердом сплаве. Чем больше степень пересыщения, тем меньше разность (Сж-Ст), тем менее вероятно образование газовых пор. Степень пересыщения твердых растворов увеличивается с увеличением скорости охлаждения. Поэтому при литье в кокили предрасположенность к образованию газовой пористости значительно ниже, чем при литье в песчаные формы. Для каждого сплава существуют предельные концентрации водорода, ниже которых в отливках при заданных скоростях охлаждения газовые поры не образуются. Так, для того, чтобы предотвратить образование газовых пор в отливках из сплава АК7 при литье в песчаные формы, необходимо, чтобы содержание водорода в расплаве не превышало 0,15 см3/100 г. Предельным содержанием водорода в сплаве Д16 считается 0,12-0,18 см3/100 г в зависимости от интенсивности охлаждения при кристаллизации. Содержание оксидных включений и растворенных газов в алюминиевых расплавах возрастает по мере увеличения времени выдержки в плавильных и раздаточных печах. Особенно вредна выдержка во влажной атмосфере. Максимальная скорость плавки и минимальная длительность выдержки расплавов в печи перед разливкой являются необходимыми условиями повышения их чистоты. В этом отношении особый интерес приобретает технология плавки в газовых отражательных печах с применением кислорода. Кроме значительного повышения скорости плавления (в 1,5 раза) и снижения потерь металла (на 25 %), применение кислорода способствует снижению пористости отливок. Алюминиевые расплавы предохраняют от окисления и насыщения водородом ведением плавки в вакууме, атмосфере инертных газов, в воздушной среде, содержащей фториды, применением покровных флюсов при плавке в слабоокислительной атмосфере, защитным легированием. Наиболее эффективными из перечисленных способов защиты являются плавки в вакууме и в среде защитных газов. Однако эти способы плавки недостаточно высокопроизводительны и дороги. Поэтому в производственных условиях для защиты расплавов от взаимодействия с газовой средой широко используют покровные флюсы (табл. 11). При плавке большинства алюминиевых сплавов, содержащих не более 1 % Mg, в качестве покровного флюса используют смесь хлоридов натрия и калия (45 % NaCl и 55 % КCl) в количестве 1-2 % от массы шихты. Состав 89 флюса соответствует твердому раствору с минимальной температурой плавления 650 °С. Флюс хорошо смачивает оксид алюминия и расплав. Рекомендуется и более сложный по составу флюс. Таблица 11 Состав и назначение покровных флюсов; Состав флюса, % Назначение Для большинства сплавов, кроме алюми45 NaCl; 55 КСl ниево-магниевых 37 NaCl; 50 КСl; 6,6 Na3AlF6; 6,4 CaF2 То же Для деформируемых сплавов, кроме алю42-46 NaCl; 43-47 КСl; 7-5 Na3AlF6 миниево-магниевых 100 MgCl2×КСl Для алюминиево-магниевых сплавов 85 MgCl2×KCl; 15CaF2 То же 85 MgCl2×KCl; 15MgF2 «« 55-60 KCl; 45-50 LiCl Для алюминиево-литиевых сплавов Для алюминиево-магниевых сплавов, содержащих более 1 % Mg, в качестве защитного флюса используют карналлит (MgCl2×KCl) и смесь карналлита с 10-15 % фтористого кальция пли фтористого магния, так как флюс из хлоридов натрия и калия плохо смачивает оксид магния. Недопустимо применение флюсов, содержащих фториды натрия, так как обогащение алюминиево-магниевых расплавов натрием существенно ухудшает технологические свойства этих сплавов. Если применить флюс нельзя, защиту от окисления осуществляют введением в сплав бериллия (0,001-0,005 %). Защитные флюсы широко используют при плавке сплавов в отражательных печах. При выплавке небольших порций литейных сплавов в тигельных печах защитные флюсы, как правило, не применяют. Для предотвращения взаимодействия с влагой принимают меры к удалению ее из футеровки плавильных печей и разливочных устройств, рафинирующих и модифицирующих флюсов: подвергают прокалке и окраске плавильно-разливочный инструмент, производят подогрев, очистку и сушку шихтовых материалов. Несмотря на тщательную защиту расплавов при плавке на воздухе, они всегда обогащаются неметаллическими включениями и водородом и перед заливкой в формы требуют очистки. Рафинирование сплавов. Во время плавки алюминиевые расплавы подвергают очистке от растворенных металлических примесей (натрия, магния, железа и цинка), взвешенных оксидных (неметаллических) включений и растворенного водорода. Для этих целей применяют продувку расплавов инертными и активными газами, отстаивание, обработку хлористыми солями и флюсами, вакуумирование и фильтрование через сетчатые, зернистые и спеченные керамические 90 фильтры. Удаление примеси натрия из алюминия и алюминиево-магниевых сплавов АМг2 и АМг6 можно осуществить продувкой расплава хлором, смесью инертного газа с хлором (на 100 объемных частей инертного газа 1-10 объемных частей хлора), парами хлоридов (С2Сl6, ССl4, TiCl4), фреоном (CCl2F2) и фильтрованием через зернистые фильтры из AlF3 или Аl2O3, активированные хлором или фтором. Расход рафинирующего газа 0,2-0,5 м3 на 1 т расплава. Длительность продувки через керамические насадки или пористые керамические вставки 10-15 мин при температуре расплава 700-720 °С. В процессе продувки из расплава удаляются также примеси лития, калия и кальция и теряется до 0,2 % магния. Фильтрование расплавов ведут через фильтры толщиной 150-200 мм из зерен диаметром 4-6 мм. Перечисленные методы рафинирования позволяют довести остаточное содержание натрия в расплаве до (2-3) 10~4 %. Вредное влияние натрия на технологические свойства сплава АМг6 может быть подавлено введением в расплав присадок висмута или сурьмы (0,2-0,3 % от массы расплава), образующих с натрием интерметаллиды, плавящиеся соответственно при 775 и 856 оС. Продувку газами широко используют для дегазации расплавов и очистки их от неметаллических включений. Рафинирование осуществляется тем успешнее, чем меньше размер пузырьков продуваемого газа и равномернее распределение их по объему расплава. Продувку, как правило, ведут через пористые вставки из спеченного глинозема, которые обеспечивают получение газовых пузырьков диаметром 1,5-2,0 мм. Этот способ рафинирования широко используют в литейных цехах по производству слитков. Продувку осуществляют в специальных футерованных емкостях, установленных на пути перелива металла из миксера в кристаллизатор или в ковшах. В дно ковша или емкости устанавливают пористую керамическую вставку (рис. 31). Для рафинирования алюминиевых расплавов используют азот, аргон, гелий, хлор и смесь азота (90 %) с хлором, очищенные от влаги и кислорода. Рис. 31. Ковш с пористой керамической вставкой для продувки расплавов инертным газом: 1 – кожух для подвода инертного газа; 2 – пористая керамическая вставка; 3 – футеровка; 4 – газовый пузырек 91 Продувку азотом или аргоном ведут при 720-730 °С. Длительность продувки в зависимости от объема расплава колеблется в пределах 5-20 мин; расход газа составляет 0,5-1,0 м3 на 1 т расплава. Такая обработка позволяет снизить содержание неметаллических включений до 0,5-0,1 мм2/см2 по технологической пробе Добаткина-Зиновьева, а содержание водорода – до 0,20,15 см3 на 100 г. Обработку расплавов хлором осуществляют в герметичных камерах или ковшах, имеющих крышку с отводом газов в вентиляционную систему. Хлор вводят в расплав через трубки с насадками при 710-720 °С. Длительность рафинирования при давлении хлора 0,11-0,12 МПа составляет 10-12 мин; расход хлора 0,3-0,5 м3 на 1 т расплава. Применение хлора обеспечивает более высокий уровень очистки по сравнению с техническим азотом и аргоном. Однако токсичность хлора, необходимость обработки расплавов в специальных камерах и трудности, связанные с его очисткой, существенно ограничивают применение хлорирования расплавов в промышленных условиях. Замена хлора смесью его с азотом обеспечивает достаточно высокий уровень очистки, но не позволяет решить проблемы, связанные с токсичностью и осушкой. Продувка газами сопровождается потерями магния. При обработке азотом теряется 0,01 % магния; дегазация хлором увеличивает эти потери до 0,2 %. Необходимой операцией после продувки является выдержка расплава в течение 10-30 мин для удаления мельчайших газовых пузырьков. Использование расплавов сразу же после окончания продувки без выдержки всегда сопряжено с образованием большого числа газовых дефектов в отливках. В процессе продувки наблюдается образование значительного количества пены, которая увлекается потоком металла в отливку. Подавление пенообразования достигают нанесением на поверхность расплава в камере продувки слоя солевых гранул диаметром 6-10 мм, толщиной 40-60 мм. Нарушая сплошность оксидной плены на поверхности расплава, гранулы обеспечивают выход инертного газа без барботажа расплава. Сублимация составляющих гранул создает в их слое защитную атмосферу, предохраняющую металл от окисления. Использование гранул позволяет существенно снизить содержание оксидных плен в отливках, на 10-30 % уменьшить содержание водорода и снизить брак штамповок по расслоениям. Рафинирование хлоридами широко используют в фасоннолитейном производстве. Для этой цели применяют хлористый цинк, хлорид марганца, гексахлорэтан, четыреххлористый титан и ряд других хлоридов. Все перечисленные хлориды гигроскопичны. Поэтому перед употреблением их подвергают сушке (МпСl2, С2Сl6) или переплавке (ZnCl2). Технология рафинирования хлоридами состоит во введении их в расплав колокольчиком и непрерывном перемешивании до прекращения выделения продуктов реакции. Хлориды цинка и марганца вводят в количестве 0,05-0,2 % при температуре расплава 700-730 °С, гексахлорэтан – в количестве 0,3-0,7 % при 740-750 °С в несколь92 ко приемов. С понижением температуры эффективность рафинирования снижается в связи с повышением вязкости расплавов; рафинирование при более высоких температурах нецелесообразно, так как оно сопряжено с интенсивным окислением. В настоящее время в цехах фасонного литья для рафинирования широко используют таблетки препарата «Дегазер», состоящего из гексахлорэтана и хлористого бария (10 %), которые вводят в расплав в количестве 0,5 % при 720-750 °С. Обладая большей, чем расплав, плотностью, таблетки опускаются на дно емкости, в которой осуществляется рафинирование, обеспечивая проработку всего объема расплава. Хлориды взаимодействуют с алюминием по реакции 3МеСl2 + Аl → 2АlСl3 + 3Ме. Пузырьки хлорида алюминия, поднимаясь на поверхность расплава, увлекают взвешенные неметаллические включения; внутрь пузырьков диффундирует растворенный в расплаве водород, происходит очистка расплава. По окончании перемешивания расплаву дают отстояться в течение 10-30 мин при 720-730 °С для выделения мелких газовых пузырьков. Рафинирование хлоридами ведут в печах или ковшах с малой удельной поверхностью зеркала расплава. При малой толщине слоя расплава рафинирование хлоридами малоэффективно. По уровню очистки от неметаллических включений и растворенного газа обработка хлоридами уступает продувке хлором. Очистку алюминиевых расплавов флюсами применяют при плавке литейных и деформируемых сплавов. Для рафинирования используют флюсы на основе хлористых солей щелочных и щелочноземельных металлов с добавками фторидов-криолита, плавикового шпата, фторидов натрия и калия, кремнефтористого натрия. Ниже приведен состав флюсов для рафинирования: Для всех алюминиевых сплавов, не содержащих магния, %: 1. 47 КСl; 30 NaCl; 23 Na3AlF6 2. 35 КСl; 50 NaCl; 15 Na2SiF6 Для сплавов, содержащих магний, %: 3. 60 MgCl2×KCl; 40 CaF2 4. 12-15 КСl; 80 MgCl2×KCl; 5-8 BaCl2 5. 80 MgCl2×KCl; 20 CaF2 6. 85 MgCl2×KCl; 15 MgF2 7. 90 MgCl2×KCl; 10 K3AlF6 8. 90 MgCl2×KCl; 10 KF 9. 90 MgCl2×KCl; 10 AlF3 Универсальные (рафинирующие и модифицирующие) флюсы для сплавов системы Al-Si, %: 10. 11,5 КСl; 56,5 NaCl; 7 Na3AlF6; 25 NaF 93 11. 10 КСl; 50 NaCl; 10 Na3AlF6; 30 NaF 12. 45 КСl; 15 Na3AlF6; 40 NaF 13. 40 КСl; 35 NaCl; 15 Na3AlF6; 10 NaF В практике плавки большинства алюминиевых деформируемых сплавов для рафинирования используют флюс № 1, а для очистки сплавов алюминия с магнием безнатриевые флюсы на основе карналлита (№ 3-9). Предварительно переплавленные и высушенные флюсы в количестве 0,5-1,0 % от массы металла вводят в расплавы колокольчиком. Для проработки всего объема расплава колокольчик с флюсом перемещают по всей площади расплава до полного расплавления всей навески. Температуру расплава при рафинировании поддерживают на уровне 720-750 °С. После выдержки в течение 30-45 мин расплава в спокойном состоянии с его поверхности удаляют шлак и переливают в ковши или миксеры. Для рафинирования литейных алюминиевых сплавов (силуминов) широко применяют флюсы № 2 и 13. Их вводят в расплавы в жидком виде в количестве 0,5-1,5 % и энергично замешивают. Флюсы способствуют разрушению пены, образующейся при переливе расплавов, но обогащают расплавы натрием. Более целесообразно использовать для рафинирования безнатриевые флюсы. Высокий уровень дегазации получают при вакуумировании. Для этого выплавленный по стандартной технологии в открытых печах металл переливают в ковш и помещают в вакуумную камеру. В камере металл выдерживают при остаточном давлении 1330 Па в течение 10-30 мин, температуру расплава при этом поддерживают в пределах 720-740 °С. В тех случаях, когда вакуумирование ведут без подогрева, расплав перед обработкой подогревают до 760-780 °С. В больших масштабах для очистки алюминиевых расплавов от неметаллических включений применяют фильтрование через сетчатые, зернистые и пористые керамические фильтры. Сетчатые фильтры широко используют для очистки расплавов от крупных включений и плен. Они отделяют те включения, размер которых больше ячейки сетки. Сетчатые фильтры изготавливают из Стеклоткани различных марок с размером ячейки от 0,5×0,5 до 1,5×1,5 мм и титана. Их устанавливают в распределительных коробках и кристаллизаторах, в литниковых каналах и раздаточных тиглях (рис. 32); применение их позволяет в 1,5-2,0 раза снизить содержание крупных неметаллических включений и плен и не оказывает влияния на содержание дисперсных включений и водорода. Значительно больший эффект очистки дают зернистые фильтры. Простейший фильтр представляет собой слон из зерен фильтрующего материала размером 5-15 мм в поперечнике толщиной 100-150 мм. Для изготовления их используют шамот, магнезит, алунд, графит, сплавы хлоридов и фторидов и другие материалы. Очистка металлических расплавов от взвешенных включений при 94 фильтровании через зернистые фильтры обусловлена механическими и адгезионными процессами. Первым из них принадлежит решающая роль при отделении крупных включений и плен, вторым – при отделении тонкодисперсных включений. За счет сеточного аффекта зернистые фильтры задерживают лишь те включения, размеры которых превышают эффективный диаметр межзеренных каналов. Рис. 32. Расположение сетчатых фильтров: а – в распределительной воронке в кристаллизаторе; б – в распределительном желобе; в – в кристаллизаторе и подлеточной коробке; г – в раздаточном тигле; д – в литейной форме под стояком; 1 – ломик; 2 – желоб; 3 – фильтр; 4 – распределительная воронка; 5 – кристаллизатор; 6 – миксер; 7 – распределительная коробка; 8 – стопор; 9 – слиток Полнота удаления взвешенных включений зависит от природы материала, размера зерна, толщины слоя фильтра и металлостатического напора, определяющего скорость фильтрации. Наиболее эффективны фильтры, изготовленные из сплавов фторидов (активных материалов). Так, фильтры из сплава фторидов кальция и магния позволяют получать отливки в 1,5- 3 раза менее загрязненными оксидными включениями, чем фильтры из магнезита (рис. 33). Эффективность очистки возрастает по мере увеличения толщины фильтра и уменьшения диаметра зерна (рис. 34) и металлостатического напора. Максимальный эффект очистки получают при использовании мелкозернистых (4-6 мм в поперечнике) фильтров из материалов, обладающих наиболее высокой работой адгезии с неметаллическими Включениями (фториды). 95 Рис. 33. Эффективность очистки сплава AК6 от оксидных плен в зависимости от Рис. 34. Зависимость концентрации крупных размера зерна d, природы материала и толвключения и плен в отливках из сплавов щины фильтра. Уровень металла над АК6 и АК9ч от толщины L и материала фильтром 50 мм. Материал фильтра: 1, 2, 4 фильтра. Уровень металла над фильтром 50 – сплав фторидов кальция и магния; 3, 5, 7 – мм. Материал фильтра: 1-3 – сплав фториграфит; 6, 8, 9 – магнезит. Толщина фильтдов; 4, 5 – графит; 6-8 – магнезит. Диаметр ра: 4, 7, 9 – 50 мм; 2, 5, 8 – 70 мм; 1, 3, 6 – зерна фильтра: 1, 4, 6 – d = 5 мм; 7 – d = 8 100 мм мм; 8 – d = 11 мм Существенное влияние на полноту отделения крупных включений и плен оказывают скорость и режим течения расплава по межзеренным каналам фильтра. С увеличением скорости течения расплава уменьшается возможность осаждения включений из движущегося потока под действием силы тяжести и увеличивается вероятность смыва уже осевших включений за счет гидродинамического воздействия, сила которого пропорциональна квадрату скорости течения расплава. Активные материалы наряду с крупными включениями и пленами позволяют отделить до 30-40 % тонкодисперсных взвесей и на 10-20 % снизить содержание водорода в сплавах, подвергнутых рафинированию флюсом или хлоридами. По мере удаления тонкодисперсных взвесей увеличивается размер зерна в отливках, снижается газосодержание, растут пластические свойства сплавов. Высокий уровень очистки сплавов АК6 и АК9ч от включений и водорода наблюдается при использовании фильтров из сплава фторидов кальция (48 %) и магния (52 %) с размером зерна 4-6 мм в поперечнике и высотой фильтрующего слоя 100-120 мм. Очистка расплавов от тонкодисперсных включений и переход их из 96 расплава на поверхность зерен фильтра обусловлены убылью свободной энергии системы, пропорциональной удельной работе адгезии включений к фильтру. Эффективность очистки алюминиевых расплавов от тонкодисперсных включений зернистыми фильтрами возрастает по мере ухудшения смачивания фильтра и включений расплавом. Зернистые фильтры, так же как и сетчатые, устанавливают на пути перелива металла из миксера в форму. При непрерывном литье слитков оптимальным местом установки является кристаллизатор; при фасонном литье фильтр располагают в стояке, раздаточном тигле или литниковой чаше. Расположение зернистых фильтров показано на рис. 35. Перед использованием фильтр нагревают до 700-720 °С для удаления адсорбированной влаги и предотвращения замораживания металла в каналах. Рис. 35. Расположение зернистых фильтров: а – на участке перелива металла из миксера в форму; б – в кристаллизаторе; в – в распределительной коробке; г – в раздаточной печи; д – в раздаточном тигле: е – в литниковой чаше; 1 – миксер; 2 – тигель; 3 – фильтр; 4 – печь для подогрева; .5 – распределительная коробка; 6 – кристаллизатор; 7 – слиток; 8 – пористая графитовая плита; 9 – труба; 10 – стопор; 11 – распределительная воронка; 12 – перфорированная плита 97 Заливку ведут таким образом, чтобы верхний уровень фильтра был покрыт слоем металла толщиной 10-15 мм, а истечение металла после фильтра происходило под затопленный уровень. При соблюдении перечисленных условий остаточное содержание неметаллических включений и плен в отливке может быть доведено до 0,02-0,08 мм2/см2 по технологической пробе, т. е. в 24 раза снижено по сравнению с фильтрованием через сетчатые фильтры. Насыпные зернистые фильтры, несмотря на высокий уровень очистки расплавов, обладают существенным недостатком – при использовании их сложно обеспечить стабильность процесса из-за возможного образования каналов большого сечения. В последние годы в США разработаны корундовые пластинчатые фильтры на нитридной связке с фиксированным размером межзеренных каналов и трубчатые керамические фильтры с диаметром пор 175-200 мкм, обеспечивающие очистку алюминиевых расплавов от неметаллических включений размером более 10 мкм. Установка для фильтрования через трубчатые фильтры показана на рис. 36. Рис. 36. Установка для фильтрования алюминиевых расплавов через трубчатые керамические фильтры: 1 – футерованная коробка; 2 – керамическая труба; 3 – корундовая плита; 4 – отверстие для выдачи фильтрованного расплава; 5 – сливные отверстия Самый эффективный способ очистки алюминиевых расплавов от плен и крупных неметаллических включений – электрофлюсовое рафинирование (рис. 37). Оптимальный режим этого процесса предусматривает пропускание струи металла диаметром 5-7 мм, нагретого до 700-720 °С, через слой расплавленного флюса толщиной 100-150 мм с наложением поля постоянного тока силон 600-800 А и напряжением 6-12 В с катодной поляризацией металла. Для электрофлюсового рафинирования используют футерованные шамотом емкости с выемной перегородкой, образующей в них два отсека, соединенные между собой в нижней части емкости (рис. 37, в). В большой отсек помещают стальной кольцевой токоподвод. Затем емкость на 2/3 по высоте заполняют металлом. После этого в большой отсек заливают флюс с таким расчетом, чтобы уровень его перекрыл кольцевой токоподвод, а толщина слоя 98 флюса была не менее 100 мм. При расходе флюса (карналлитового с 10-15 % CaF2, MgF2 или K3AlF6 для сплавов Al-Mg и Al-Mg-Si и криолитового для других алюминиевых сплавов) 4-6 кг на 1 т расплава и тщательном удалении влаги из флюса и разливочных устройств содержание крупных неметаллических включений в сплавах АК6, АМг6, В95 может быть снижено до 0,0030,005 мм2/см2 по технологической пробе. Рис. 37. Установки для фильтрования через жидкие солевые расплавы: а – с газовым подогревом флюса; б – с электрическим подогревом флюса; в – для электрофлюсового рафинирования; 1 – желоб миксера; 2 – распределительная коробка; 3 – печь; 4 – тигель; 5 – жидкий флюс; 6 – распределительная воронка; 7 – кристаллизатор; 8 – слиток; 9 – электрические нагреватели; 10 – стопор: 11 – миксер; 12 – кольцевой электрод; 13 – пробка сливного отверстия; 14 – генератор тока; 15 – регулятор напряжения; 16 – переключатель Пропускание тонких струй расплава через слой жидкого флюса с одновременным наложением на металл и флюс поля постоянного тока создает благоприятные условия для адсорбции включений флюсом за счет снижения межфазного натяжения на границе с металлом и уменьшения краевого угла смачивания неметаллических включений флюсом. С увеличением удельной поверхности и длительности контакта металла с флюсом эффективность очистки возрастает. Поэтому конструкция устройств для флюсового и электрофлюсового рафинирования предусматривают дробление струи металла. Эффективность очистки снижается по мере повышения температуры флюса, уменьшения толщины его слоя, увеличения диаметра струи металла и длительности использования флюса. Электрофлюсовое рафинирование в отличие от зернистых фильтров не сопровождается дегазацией расплава и очисткой от тонкодисперсных включений и не оказывает влияния на макроструктуру отливок. По мере увеличения выпуска отливок из алюминиевых сплавов промышленность все в большей мере использует вторичные сплавы, полученные переплавкой различных отходов. Как правило, у этих сплавов более высокое содержание примесей железа, магния, цинка и других металлов. Поэтому в процессе выплавки их подвергают очистке. Очистку вторичных алюминиевых сплавов от примесей магния, цинка и железа осуществляют флюсованием, вакуумной дистилляцией и отстаиванием с последующим фильтрованием. 99 Удаление магния флюсом основано на реакции 2Na3AlF6 + 3Mg → 3MgF2 + NaF + 2Al. Сущность технологии очистки состоит в загрузке на поверхность перегретого до 780-800 °С алюминиевого расплава смеси криолита (50 %) и хлористого натрия (50 %), расплавления флюса, интенсивном перемешивании расплава с флюсом в течение 10-15 мин и удалении продуктов реакции, всплывших на поверхность расплава. При высоком исходном содержании магния (1,5-3 %) в сплаве процесс рафинирования повторяют несколько раз. С помощью криолита содержание магния в алюминиевых сплавах может быть снижено до 0,1 %. Для этого необходимо на каждый 1 кг удаляемого магния расходовать не менее 12 кг криолита. Магний можно удалить из алюминиевых расплавов также флюсом, состоящим из 50 % Na2SiFe, 25 % NaCl и 25 % KCl. Очистку расплавов от магния и цинка производят дистилляцией в вакуум-дистилляционных печах при 950-1000 °С. Указанная обработка позволяет получать сплавы, содержащие 0,1-0,2 % Mg и 0,02-0,05 % Zn. Очистку расплавов от магния этим способом производят в тех случаях, когда содержание его в сплаве велико и применение очистки флюсованием становится невыгодным. Отстаивание, как самостоятельный процесс, используют для очистки алюминиевых расплавов от железа. Отстаиванием можно снизить содержание железа в алюминиевом сплаве до 1,7 %, т. е. Почти до эвтектического содержания согласно равновесной диаграмме состояния Al-Fe. Дальнейшее снижение достигается совмещением процесса отстаивания с введением в сплав марганца или магния. Присадка этих элементов сдвигает эвтектическую точку в сторону алюминия и способствует отделению избытка железа. При введении в расплав 1,0-1,5 % Мп содержание железа в нем может быть снижено до 0,7 %. Присадка магния в количестве 25-30 % позволяет довести содержание железа до 0,1-0,2 %. Для ускорения процесса очистки после непродолжительного отстаивания расплавы фильтруют. Фильтрование осуществляют через нагретый до 700 °С базальтовый фильтр с применением вакуума. Рафинирование от железа при помощи магния применимо для сплавов, содержащих не более 1 % Si. При более высоком содержании кремния образуются силициды, сильно затрудняющие фильтрование и выводящие из цикла значительное количество магния. Кроме того, сплав обедняется кремнием. Модифицирование сплавов. К числу физико-химических процессов, происходящих при плавке алюминиевых сплавов, относятся также процессы модифицирования. Алюминиево-кремниевые сплавы подвергаются модифицированию для измельче100 ния структуры и повышения механических свойств. Модифицирование изменяет процесс эвтектической и первичной кристаллизации. Модификаторы можно разделить на две основные группы. В первую группу входят модификаторы, которые в расплаве образуют высокодисперсную, коллоидно-дисперсную взвесь; отдельные частицы этой взвеси являются зародышами, вокруг которых образуются и растут кристаллы. Модификаторы этой группы увеличивают число центров кристаллизации. Они не должны химически взаимодействовать с расплавом, должны быть тугоплавкими, чтобы обеспечить твердую фазу в модифицируемом расплаве, и быть изоморфными с кристаллами расплава. Вторую группу составляют модификаторы, действие которых на расплав сводится к тому, что поверхностно-активные молекулы этих модификаторов адсорбируются на границах зародившегося кристалла и понижают скорость его роста. Вследствие того, что процесс адсорбции протекает неравномерно, на одних гранях адсорбируется большее количество молекул, чем на других, а на некоторых гранях, возможно, адсорбция вовсе не происходит, некоторые грани растущих кристаллов оказываются отделенными от расплава адсорбированным слоем постороннего вещества. Результатом этого является замедление в росте определенных граней кристалла и изменение его формы. Уменьшение скорости роста приводит к увеличению промежутка времени от начала появления зародышей до окончательного затвердевания расплава; увеличивается число центров кристаллизации, в результате чего получается более мелкозернистая структура. Поверхностно-активными являются обычно вещества с низкой температурой плавления, сравнительно мягкие, обладающие малым значением поверхностной энергии в расплавленном состоянии на границе с воздухом. К таким веществам относятся щелочные и щелочноземельные металлы. Действие их проявляется обычно при концентрациях от 0,001 до 0,1 %. Алюминиевые сплавы модифицируют с целью измельчения макрозерна, первично кристаллизующихся фаз и фаз, входящих в эвтектики, а также с целью изменения формы выделения хрупких фаз. Для измельчения макрозерна в расплавы вводят титан, цирконий, бор или ванадий в количестве 0,05-0,15 % от массы расплава. При взаимодействии с алюминием элементы-модификаторы образуют тугоплавкие интерметаллиды (TiAl3, ZrAl3, TiB2 и др.), обладающие однотипностью кристаллических решеток и размерным соответствием их параметров в некоторых кристаллографических плоскостях с кристаллическими решетками αAl-твердых растворов сплавов. В расплавах появляется большое число центров кристаллизации, что обусловливает измельчение зерна в отливках. Этот вид модифицирования широко используют при литье деформируемых сплавов (В95, Д16, АК6 и др.); при литье фасонных отливок он не нашел широкого применения. Модификаторы вводят в виде лигатур с алюминием при 720-750 °С. Еще большее измельчение макрозерна деформируемых сплавов полу101 чают при совместном введении титана и бора в виде тройной лигатуры Al-TiВ с соотношением Ti:В = 5:1. Центрами кристаллизации в этом случае служат частицы соединения TiB2 размером 2-6 мкм. Совместное модифицирование алюминиевых сплавов титаном и бором позволяет получать однородную макроструктуру с размером зерна 0,2-0,3 мм в слитках диаметром более 500 мм. Для введения титана и бора используют лигатуру Al-Ti-В, препарат «зернолит» или флюс, содержащий фторборат и фтортитанат калия. Состав указанных модификаторов и режимы модифицирования приведены в табл. 12. Наибольшая степень усвоения титана и бора наблюдается при использовании флюса, который наряду с модифицирующим оказывает и рафинирующее воздействие. Модифицирование макроструктуры алюминиевых деформируемых сплавов повышает технологическую пластичность слитков и однородность механических свойств в поковках и штамповках. Железо в алюминиевых сплавах образует твердые интерметаллиды – тройную промежуточную фазу β (Al-Fe-Si) и химическое соединение FeAl3. Эти соединения кристаллизуются в форме грубых иглообразных кристаллов, резко снижающих пластические свойства сплавов. Нейтрализацию вредного влияния железа осуществляют введением в расплавы присадок марганца, хрома или бериллия. Незначительное количество (0,3-0,4 %) этих присадок подавляют образование иглообразных кристаллов железистой составляющей, способствуют их коагуляции и выделению в компактной округлой форме за счет усложнения состава. Модифицирующие присадки вводят в расплав в виде лигатур при 750-780 °С. Литейные доэвтектические и эвтектические сплавы для измельчения выделений эвтектического кремния модифицируют натрием или стронцием. Металлический натрий вводят при 750-780 оС на дно расплава с помощью колокольчика. Ввиду низкой температуры кипения (880 °С) и большой химической активности введение натрия связано с некоторыми затруднениями – большим угаром модификатора и газонасыщением расплава, поскольку натрии хранят в керосине. Поэтому в производственных условиях чистый натрий для модифицирования не применяют. Для этой цели используют соли натрия. Модифицирование двойным модификатором (№ 6, табл. 29) ведут при 780-810 оС. Применение тройного модификатора (№ 7) позволяет снизить температуру модифицирования до 730-750 °С. Таблица 12 102 Состав модификаторов и режимы модифицирования алюминиевых сплавов Номер Состав модификатора Количество Расчетное коли- Температура модимодифика- чество модифимодифификатора, % цирующего эле- цирования, °C тора мента, % 1 Лигатура Al-Ti (2,5 % Ti) 1-3 0,05-0,15 Ti 720-750 2 Лигатура Al-Ti-В (5 % Ti, 1 % В) 1-2 0,05-0,1 Ti, 0,01720-750 0,02 В 3 «Зернолит» (55 % K2TiF6 + 3 % 0,2-0,5 0,01-0,02 В, 0,05720-750 K2SiF6 + 27 % KBF4 + 15 % С2Сl6) 0,1 Ti 4 Флюс (35 % NaCl, 35 % KCl, 20 % 0,5-1 0,01-0,02 В, 0,05720-750 K2TiF6, 10 % KBF4) 0,1 Ti 5 Металлический натрий 0,05-0,1 0,05-0,1 750-780 6 Флюс (67 % NaF + 33 % NaCl) 1-2 0,05-0,1 Na 780-810 7 Флюс (62,5 % NaCl + 25 % NaF + 1-2 0,05-0,1 Na 730-750 12,5 % KCl) 8 Флюс (50 % NaCl, 30% NaF, 10 % 0,5-1 0,05-0,1 Na 720-750 KCl, 10 % Na3AlF6) 9 Флюс (35 % NaCl, 40 % KCl, 10 % 1-1,5 0,05-0,1 Na 740-760 NaF, 15% Na3AlF6) 10 Лигатура Al-Sr (10 % Sr) 0,6-0,8 0,06-0,85 Sr 750-780 11 Лигатура Си-P (9-11 % P) 0,5-1 0,05-0,1 P 790-820 1,5-2 0,05-0,1 P 790-825 12 Смесь 20 % красного фосфора с 10 % K2ZrF6 и 70 % KCl 13 Смесь 58 % K2ZrF6 с 34 % порош0,3-0,4 0,05-0,1 P 790-825 ка алюминия и 8 % красного фосфора 14 Фосфороорганические вещества 0,4-0,6 0,05-0,1 P 760-780 (хлорофос, трифенилфосфат) Примечание. Модификаторы 1-4 применяют для деформируемых сплавов. 5-10 – для модифицирования эвтектики доэвтектических Al-Si сплавов, 11-14 – для заэвтектических силуминов. Для модифицирования сплав из плавильной печи переливают в ковш, который устанавливают на обогреваемый стенд. Металл подогревают до температуры модифицирования, снимают шлак и на поверхность расплава ровным слоем засыпают молотый и обезвоженный модификатор (1–2 % от массы металла). Расплав с нанесенными на его поверхность солями выдерживают при температуре модифицирования 12-15 мин в случае использования модификатора № 6 и 6-7 мин – модификатора № 7. В результате реакции 6NaF + Al → Na3AlF6 + 3Na происходит восстановление натрия, который оказывает модифицирующее воздействие на расплав. Для ускорения реакции и обеспечения более полного восстановления натрия корочку солей нарубают и замешивают на глубину 50-100 мм. Образующийся шлак сгущают добавлением фторида или хлорида натрия и удаляют с поверхности расплава. Контроль качества модифицирования ведут по изломам проб и микроструктуре. Модифицированный сплав имеет мелкозернистый излом светло103 серого цвета без блестящих площадок. После модифицирования сплав должен быть разлит по формам в течение 25-30 мин, так как более длительная выдержка сопровождается снятием эффекта модифицирования. Использование универсального флюса (№ 8, табл. 12) позволяет совместить операции рафинирования и модифицирования силуминов. Сухой порошкообразный флюс в количестве 0,5-1,0 % от массы расплава засыпают под струю металла во время перелива из плавильной печи в ковш. Струя хорошо перемешивает флюс с расплавом. Процесс идет успешно, если температура расплава не ниже 720 оС. Для модифицирования используют также универсальный флюс № 9, табл. 12. Этот флюс вводят в расплав в количестве 1,01,5 % при 750 оС в расплавленном состоянии. При использовании универсальных флюсов отпадает необходимость в перегреве расплава, уменьшается время обработки расплава, снижается расход флюса. Существенными недостатками модифицирования натрием являются недостаточная длительность сохранения эффекта модифицирования и повышение склонности сплавов к поглощению водорода и образованию газовой пористости. Хорошими модифицирующими свойствами обладает стронций. В отличие от натрия этот элемент медленнее выгорает из алюминиевых расплавов, что позволяет сохранять эффект модифицирования до 2-3 ч; он в меньшей степени, чем натрий, увеличивает окисляемость силуминов и их склонность к газопоглощению. Для введения стронция используют лигатуру Al-Sr (10 % Sr). Режим модифицирования стронцием приведен в табл. 12. К числу модификаторов длительного действия относят также иттрий и сурьму, которые вводят в количестве 0,15-0,3 %. Заэвтектические силумины (>13 % Si) кристаллизуются с выделением хорошо ограненных крупных частиц кремния. Обладая высокой твердостью и хрупкостью, первичные кристаллы кремния существенно затрудняют механическую обработку отливок и обусловливают полную потерю ими пластичности (δ = 0). Измельчение первичных кристаллов кремния в этих сплавах осуществляют введением в расплав 0,05-0,1 % фосфора. Для введения фосфора используют модификаторы 11-14. Легирование сплавов. Легирование – это процесс введения в расплавленные или твердые металлы легирующих элементов с целью получения сплава заданного химического состава и придания ему требуемых механических, технологических или иных специальных свойств. К легирующим элементам относят технически чистые элементы, вводимые в состав сплава в чистом виде или в составе лигатур. Таким образом, в состав сплава входят основа, легирующие элементы и примеси. Основой промышленных сплавов является, как правило, один металл, 104 определяющий его важнейшие свойства и стоимость. Примеси – это небольшие количества элементов, случайно попадающие в сплав из шихтовых материалов, топлива, атмосферы, шлаков, материала тигля или печи и т.д. Вредные примеси снижают свойства сплава. Их количество ограничивают государственными стандартами или техническими условиями. Остаточные примеси попадают в сплав либо при переплаве отходов, либо вторичных сплавов, а также после проведения некоторых металлургических обработок (модифицирования, раскисления, рафинирования). Нейтральные примеси обычно не оказывают заметного влияния на основные свойства сплава и поэтому не контролируются в процессе производства сплавов. В настоящее время ГОСТами предусмотрено около 200 литейных сплавов и свыше 400 литейных сплавов изготавливают по различным техническим условиям. Общее количество сплавов цветных металлов быстро растет и совершенствуется. Например, 30 лет назад темп их роста был настолько велик, что число сплавов на основе алюминия удваивалось каждые 12-15 лет. Разработка новых сплавов с заранее заданными свойствами является важной задачей литейного металловедения. По техническим и экономическим параметрам выбирают группу легирующих элементов, которые целесообразно вводить совместно. Из этой группы легирующих элементов одни увеличивают механические или специальные, другие технологические или литейные свойства. Выбор основы сплава определяется, прежде всего, условиями работы изделия из этого сплава и экономическими факторами. Например, для транспортных средств, особенно летательных аппаратов, требуется легкость. Поэтому при их конструировании многие детали изготавливаются из сплавов на основе алюминия, магния и титана. Для деталей, работающих при высоких температурах, в условиях интенсивного износа или коррозии требуются тугоплавкие, жаростойкие, коррозионностойкие и износостойкие сплавы на основе никеля, хрома, молибдена и других сплавов. Выбор легирующих элементов производится по двойным диаграммам состояния основа сплава – легирующих элемент. В настоящее время установлено, что существуют вполне определенные зависимости между параметрами диаграмм состояния и технологическими и эксплуатационными свойствами сплава, позволяющие выбрать оптимальный состав легирующих элементов. Свойства сплавов зависят от того, какие соединения или фазы образовали компоненты сплава. Какие фазы образуются между компонентами сплава, устанавливается по диаграмме состояния. Поэтому, очевидно между видом диаграммы состояния и свойствами сплава существует определенная связь. На рис. 38 приводятся четыре основных типа диаграмм состояний и соответствующие им закономерности изменения свойств сплава с изменением 105 концентрации. Рис. 38. Свойства сплавов и вид их диаграмм состояния (по Н.С. Курнакову) При образовании механических смесей (рис. 38, а) свойства сплава изменяются по линейному закону. Следовательно, значения свойств сплавов находятся в интервале между свойствами чистых компонентов А и В. При образовании твердых растворов (рис. 38, б) свойства сплава изменяются по криволинейному закону, причем некоторые свойства (например, электросопротивление) могут значительно отличаться от свойств компонентов А и В. Распад раствора на две или более фазы ведет к повышению электропроводности. При образовании ограниченных твердых растворов (рис. 38, в) свойства сплавов в интервале концентраций, соответствующим однофазным твердым растворам, изменяются по криволинейному, а в двухфазной области диаграммы – по линейному закону. Причем крайние точки на прямой являются свойствами чистых фаз предельно насыщенных твердых растворов, образующих данную смесь. Если образуются твердые растворы замещения, периоды решетки изменяются в зависимости от разности атомных диаметров растворенного элемента и растворителя. В том случае, когда диаметр атома легирующего элемента больше диаметра атома растворителя – решетка увеличивается. Если диаметр атома легирующего элемента меньше диаметра атома растворителя решетка уменьшается. При образовании твердых растворов внедрения параметры решетки увеличиваются. 106 Установлено, чем больше изменение параметров решетки при легировании, тем значительнее изменяются свойства. Причем, уменьшение параметров решетки металла-основы ведет к большему упрочнению, чем ее расширение (рис. 39). Цинк, серебро и кремний незначительно изменяют параметр решетки алюминия. Поэтому следует ожидать лишь незначительного упрочнения металла (при этом структурные изменения не учитываются). Как видно из рис. 39 медь и магний резко изменяют параметр решетки алюминия, вследствие этого его упрочнение происходит весьма значительно. Неслучайно медь и магний входят в состав самых высокопрочных алюминиевых сплавов. При образовании химического соединения на диаграмме концентрация химического соединения отвечает максимуму (или минимуму) на кривой (рис. 38, г) показан перелом прямой. Рис. 39. Влияние легирующих элементов на изменение параметров решетки алюминия Следует отметить, что приведенные зависимости от вида диаграммы состояния не всегда подтверждаются опытом, так как в них не учитываются форма и размеры кристаллов, их взаимное расположение, температура и другие факторы. На рис. 40 показана схема зависимости между двойной диаграммой состояния и механическими свойствами сплава. На участке концентраций аб характеристики прочности всегда возрастают. В пределах этого участка термическая обработка не оказывает влияния на свойства. На участке бе прочность продолжает расти, а термическая обработка ее может значительно изменить. Считается, что воздействие закалки и старения тем сильнее, чем больше искривлена линия предельной растворимости на диаграмме состояния бв. Если эта линия вертикальная прямая, после термической обработки упрочнение не увеличивается. При медленном охлаждении распад высокотемпературной фазы происходит с выделением грубых включений, и прочность незначительно возрастает при увеличении количества легирующего элемента. 107 Рис. 40. Зависимость свойств сплава от диаграммы состояния Пластичность сплава зависит не только от концентрации, но и от распределения добавки в структуре. Если коэффициент распределения мал, то легирующий элемент концентрируется по границам зерен и пластичность сплава резко падает даже при малых концентрациях добавки. При средних величинах коэффициента распределения (0,1-1,0 %) пластичность обычно снижается умеренно с увеличением количества легирующего элемента. Однако при введении некоторых добавок при коэффициенте распределения близком к единице пластичность растет одновременно с прочностью, достигая максимума на пределе растворимости. Необходимо отметить, что легирующие добавки, вводимые для повышения механических и других служебных свойств, чаще всего ухудшают литейные свойства сплавов. После выбора комплекса легирующих элементов оптимизируется состав сплава с определенной концентрацией каждой вводимой добавки и допусков на них. Назначаются предельные допустимые концентрации вредных примесей. Для решения этих задач проводятся активные эксперимента на основе математических и литейно-металловедческих теорий с использованием ЭВМ. Современная литейная технология позволяет получить отливки из сплавов на любой основе с любыми легирующими элементами. Принято делить процессы введения добавок в сплав на монолегирование и комплексное легирование. Монолегированными сплавами называют такие, которые содержат кроме основы только один легирующий элемент. Это, как правило, самый эффективный элемент из ряда легирующих добавок. Такими сплавами являются силумины, двойные латуни, некоторые алюминиевомагниевые сплавы и другие. При выборе состава решающим является определение концентрации единственного легирующего элемента, нижний предел которого – концентрация на уровне примеси, а верхний зависит от природы 108 сплава. Для высокотехнологичности сплава с невысокими требованиями к прочности это будет эвтектическая концентрация, а для сплава, от которого требуется высокая прочность – предельная растворимость. В связи с этим нецелесообразно в монолегированных сплавах применять малорастворимые добавки. При оценке рациональной концентрации легирующего элемента большую роль играет ее стоимость. При стоимости добавки близкой к стоимости основы сплава или даже более низкой, целесообразно вводить ее до самых высоких концентраций. Для более дорогих добавок разумно введение при умеренных концентрациях. Одновременное введение в сплав нескольких легирующих элементов считается комплексным легированием. Подобные элементы могут быть взяты из одного или нескольких рядов легирующих элементов. Такую группу добавок называют легирующим комплексом. Целесообразность и необходимость комплексного легирования определяется требованием одновременного обеспечения определенного уровня нескольких свойств сплава, снижением отрицательного влияния вредных примесей и некоторых легирующих добавок, а также возможным изменением свойств сплава вследствие взаимодействия между собой или основой двух или более легирующих элементов. Известно, что некоторые элементы, повышая одно из нужных свойств, снижают другие, уровень которых тоже должен быть обеспечен. Каждое свойство сплава повышается элементами, составляющими свой ряд легирующих добавок. Отдельные элементы могут входить в разные ряды, но занимать в них по значению различные положения. В качестве примеров выбора такого ряда можно привести обеспечение максимальной прочности конструкционного сплава при заданном уровне пластичности, вязкости и невысокой стоимости легирующих элементов; повышение технологических характеристик сплава при сохранении существующего уровня механических свойств (например, путем модифицирования); повышение прочности электропроводного сплава при минимальном повышении электросопротивления; обеспечение минимальной стоимости комплекса легирующих добавок, при сохранении заданного уровня механических свойств сплава при приемлемых технологических свойствах и т.д. Весьма существенно влияние вредных примесей на технологические и физико-механические свойства сплавов. Устранение их воздействия является очень важной задачей, особенно в тех случаях, когда эти примеси трудно или невозможно удалить металлургическими методами. Влияние таких примесей сводится, как правило, к концентрации соответствующих элементов по границам зерен и к образованию неметаллических или газовых включений, или хрупких интерметаллидов, или легкоплавких эвтектик. Хотя и не универсальным, но часто действенным способом подавления их влияния является введение в состав сплава добавок, образующих устойчивые, тугоплавкие соедине109 ния с вредными примесями, обладающими малой растворимостью в основе сплава. Так для связывания кислорода в железных сплавах водят кремний, марганец, алюминия; в медных – фосфор; в никелевых – кремний, марганец, магний, бор. Для связывания серы в железных сплавах вводят марганец, РЗМ, а в никелевых – цирконий, бор, РЗМ. Для связывания водорода в медных сплавах – литий и другие металлы. Часто при введении легирующих элементов улучшаются одни свойства и уменьшаются другие. В связи с этим часто вводят модификаторы в эвтектические сплавы, добавки молибдена или вольфрама в конструкционные стали легированные хромом и никелем (без этих добавок стали, содержащие хром и никель обладают хрупкостью); добавки титана в нержавеющие стали, легированные большим количеством хрома, который может вызвать интеркристаллитную коррозию. Наибольший интерес представляют добавки, которые, взаимодействуя между собой и основой, более значительно улучшают свойства сплава, чем каждый из этих элементов по отдельности. Такие добавки взаимно усиливают свое воздействие. Такой эффект возможен тогда, когда добавки взаимно увеличивают свою растворимость в основе сплава. На тройных диаграммах состояния это должно проявиться в появлении выпуклой границы тройного твердого раствора в плоскости солидуса тройной эвтектики. Различают объемные и поверхностные методы легирования. При объемных методах легирующие элементы вводятся в жидкие металлы и равномерно распределяются по всему объему отливки. Введено понятие микролегированные, если остаточное количество легирующего элемента менее 0,1 % и макролегированные. Иногда легированные сплавы могут быть получены не только специальным введением легирующих элементов, но и с применением определенных шихтовых материалов, в состав которых входят легирующие элементы. Такие сплавы называют природнолегированными. Во всех других случаях легирование является искусственным. Наиболее часто при объемном легировании легирующие элементы вводятся в плавильный агрегат в твердом или жидком виде. При этом легирующие элементы могут вводиться в завалку совместно с другими шихтовыми материалами, после расплавления всей шихты или перед выпуском металла из печи. Такой метод легирования позволяет в неограниченном количестве вводить составляющие сплава без каких-либо технологических нарушений, кроме более значительного угара легирующих элементов. Лигатуры и их приготовление. Для приготовления легких сплавов используют отходы производства (крупногабаритные и переплав стружки), чушковые металлы и лигатуры. В виде лигатур вводят такие тугоплавкие компоненты, как медь, марганец, кремний, титан, хром, никель, бериллий, неодим, лантан, цирконий и др. 110 Лигатуры представляют собой сплавы алюминия или магния с высоким содержанием легирующих элементов. Лигатуры, применяемые для приготовления легких сплавов, должны удовлетворять следующим требованиям: низкая температура плавления; однородность по химическому составу; возможно большее содержание легирующих компонентов; достаточная хрупкость для удобства размельчения при шихтовке. В зависимости от масштаба производства лигатуры изготавливают в тигельных или отражательных печах. В литейных цехах малой мощности лигатуры приготовляют в тиглях, в цехах заготовительного литья их готовят в отражательных печах. Объем плавок в первом случае колеблется от 50 до 250300 кг, во втором – от 6 до 10 т. Наиболее широко применяют двойные лигатуры: Al-Cu, Al-Mn, Al-Si, Al-Ti, Al-Ni, Al-Fe, Al-Zr, Mg-Mn, Mg-Zr, Mg-Nd и др., а также тройные: Al-Mg-Mn, Al-Cu-Ni и др. и четверную Al-Cu-Mn-Ti. В качестве шихты при приготовлении лигатур применяют медь не ниже марки М2, марганец для алюминиевых сплавов не ниже марки Мр4 и для магниевых – не ниже Мр2, хром – не ниже марки Х2, никель – не ниже Н3, кремний – не ниже Кр2. При приготовлении алюминиево-титановой лигатуры применяют стружку сплава ВТ1, при приготовлении алюминиево-железной лигатуры – отходы низколегированной стали. Большинство алюминиевых лигатур готовят на основе алюминия марок А, А5 и А0 с использованием сухой и чистой стружки, получаемой в литейном цехе. При приготовлении циркониевых лигатур с алюминием и магнием применяют соли: фторцирконат калия или четыреххлористый цирконий или сплав солей, состоящий из 66 % фторцирконата калия, 26 % хлористого лития и 8 % фтористого кальция. Алюминиево-кремниевая лигатура. Содержит обычно 18-25 % кремния (и редко 33 %). Кремний вводят небольшими порциями в расплавленный и подогретый до 850-900 °С алюминий в виде кусков величиной с грецкий орех. Кремний хорошо растворяется в алюминии только в том случае, если он не покрывается окисной пленкой. Ввиду того, что кремний обладает меньшей плотностью, чем алюминий, куски его всплывают на поверхность ванны и быстро окисляются. Для предотвращения окисления кремний рекомендуется вводить завернутым в алюминиевую фольгу или в графитовом колокольчике. По растворению введенной порции кремния расплав быстро перемешивают и вводят следующую порцию. После растворения всего кремния лигатуру рафинируют и разливают в изложницы. В цехах заготовительного литья лигатуру разливают в стальные водоохлаждаемые изложницы, устанавливаемые на конвейере. Температура разливки 700-800 °С. Алюминиево-кремниевая лигатура имеет серовато-матовый оттенок, несколько напоминающий цвет металлического кремния. Алюминиево-медная лигатура. Содержит 33 либо 50 % меди. Наиболее часто готовят лигатуру с 50 % меди. Эта лигатура обладает невысокой температурой плавления (575 °С), однородна по химическому составу и в доста111 точной мере хрупка. Кроме того, такая лигатура облегчает расчет шихты. Приготовление алюминиево-медной лигатуры – достаточно простой процесс, обеспечивающий хорошее ее качество. В печь загружают навеску алюминия. По расплавлению алюминия и доведения его температуры до 800-850 °С вводят медь. Медь применяют марок М0, M1 и М2. После этого расплав тщательно перемешивают. После растворения всего алюминия расплав охлаждают до 700 °С и рафинируют. Удаляют с поверхности шлак и при 700-800 °С разливают в изложницы. Алюминиево-медную лигатуру получают и другим способом. Пластинки меди размером 100×100 мм после подогрева до 400600 °С вводят небольшими порциями в расплавленный и перегретый до 700750 °С алюминий. При введении меди расплав перемешивают. После расплавления последней порции меди расплав перемешивают, снимают шлак и разливают в изложницы. Алюминиево-медная лигатура в изломе характеризуется мелкокристаллическим строением и серебристо-белым цветом с ярко выраженным металлическим блеском. Алюминиево-марганцевая лигатура. Содержит обычно 8-12 % марганца. Температура плавления такой лигатуры около 780-800 °С. Алюминиевомарганцевая лигатура с содержанием более 12 % марганца обладает слишком высокой температурой плавления, поэтому применять такую лигатуру не рекомендуется. Алюминиево-марганцевую лигатуру приготовляют путем растворения размельченного марганца (в виде кусков величиной 15-20 мм) в расплавленном и перегретом до 1000-1100 °С алюминии. Марганец вводят небольшими порциями подогретым до 400-600 °С. При введении очередной порции марганца расплав тщательно размешивают графитовой или титановой мешалкой. После растворения всего марганца лигатуру рафинируют и разливают в изложницы. Чтобы облегчить размельчение недостаточно хрупкой лигатуры и уменьшить ликвацию марганца, лигатуру при температуре 9001000 °С разливают в плиты толщиной не более 15-20 мм. Алюминиево-марганцево-магниевая лигатура. Получается путем добавки магния к расплаву двойной алюминиево-марганцевой лигатуры после ее рафинирования. При нахождении тигля в горне вводят половину взвешенного магния. Вторую порцию магния вводят после выемки тигля из горна перед разливкой лигатуры по изложницам. Алюминиево-никелевая лигатура. Содержит 10- 20 % никеля, химически достаточно однородна и сравнительно легкоплавка. Алюминиево-никелевую лигатуру приготовляют путем растворения никеля в перегретом до 850-950 °С алюминии. Никель в виде пластин размером 100×100 мм, предварительно подогретых до 400-600 °С, вводят небольшими порциями при тщательном размешивании расплава. По растворению всего никеля расплав рафинируют, после чего с поверхности расплава удаляют шлак и разливают при температуре 800-900 °С. Алюминиево-никелевая лигатура в изломе серовато-белого цвета. Алюминиево-медно-никелевая лигатура. Получается следующим образом: сначала расплавляют медь, в которую вводят небольшую порцию алю112 миния (1/6-1/8 расчетного количества), затем при температуре 1100-1150 °С в несколько приемов вводят предварительно подогретый никель, тщательно размешивая расплав. После растворения всего никеля вводят остальной алюминий, также предварительно подогретый. После удаления шлака готовую лигатуру разливают по изложницам. Тройная лигатура содержит обычно 2025 % никеля, 30-40 %, меди, остальное алюминий. Алюминиево-железная лигатура. Обычно содержит 8-10 % железа. Ее приготавливают так же, как и алюминиево-марганцевую или алюминиевоникелевую лигатуру. В перегретом до 900-1000 °С алюминии порциями растворяют железо, которое вводят в виде кусков величиной 15-20 мм, предварительно подогретых до 400-600 °С. Расплав необходимо тщательно перемешивать, так как железо в количествах больше 6-8 % медленно растворяется в расплаве и сильно ликвирует. Перемешивать лучше деревянными гребками. Эту лигатуру рекомендуется разливать при температуре 900-1000 °С в плитки толщиной не более 20 мм. Алюминиево-бериллиевая лигатура. Содержит 2-4 % бериллия. Эту лигатуру можно готовить в вакуумных и индукционных высокочастотных печах с применением графитового тигля. При приготовлении алюминиевобериллиевой лигатуры необходимо пользоваться «Временной инструкцией по технике безопасности и промсанитарии при приготовлении лигатуры алюминий-бериллий с содержанием бериллия 2-4 %». В соответствии с этой инструкцией необходимо, чтобы печь для приготовления лигатуры находилась в укрытии, обеспеченном местной вытяжной вентиляцией. Загрузочное отверстие печи снабжено рукавом из асбестовой ткани. Вентиляционная система должна обеспечивать двухступенчатую очистку удаляемого воздуха: на первой ступени используются фильтры с резиновой или мраморной крошкой, стекловатой, алюминиевой промасленной стружкой или решетчатые фильтры, на второй ступени – фильтры из аналитической ткани Петрянова. Скорость движения воздуха – не менее 1 м/сек. Для получения лигатуры бериллий вводят в расплавленный и перегретый до 1000 °С алюминий небольшими порциями при тщательном перемешивании расплава. Плавку ведут под флюсом, состоящим из 65 % хлористого бария и 35 % фтористого бария, или из 90 % хлористого бария и 10 % хлористого калия. При температуре 750-800 °С расплав рафинируют обезвоженным хлористым цинком или хлористым марганцем в количестве до 0,2 % от массы шихты. После тщательного перемешивания и удаления шлака лигатуру при температуре 750-800 °С разливают по изложницам. Иногда делают тройную алюминиево-бериллиево-магниевую лигатуру. В этом случае к двойной алюминиево-бериллиевой лигатуре добавляют магний. Алюминиево-титановая лигатура. Чаще всего содержит 2-3 % титана. Получение лигатур, богатых титаном, и употребление их весьма затруднительно, так как температуры плавления алюминиево-титановых сплавов очень высоки. Так, например, температура плавления алюминиевого сплава с 113 5 % титана равна 1000 °С. Для приготовления лигатуры применяют алюминий марок А7, А6 и А5, а также сплав АД1. Так как добавка титана в алюминиевые сплавы обычно не превышает 0,1-0,2 %, то практически удобной для употребления является лигатура, содержащая около 2 % титана. Титан или сплав ВТ1 в виде небольших кусков диаметром 5 мм или пластин размером 100×100 мм или в виде стружки в подогретом до 400-500 °С состоянии небольшими порциями вводят в расплавленный и перегретый до 1100-1200 °С алюминий при перемешивании титановыми или графитовыми мешалками. По окончании введения титана расплав перемешивают, снимают шлак и лигатуру разливают по изложницам. Температура разливки 950-1050 °С. Хорошо приготовленная алюминиево-титановая лигатура в изломе имеет мелкозернистое строение с ярко выраженным металлическим блеском и равномерно распределенными вкраплениями титана золотистого цвета. Тройная алюминиево-титано-магниевая лигатура получается путем добавки магния к двойной лигатуре. Присадка магния производится после рафинирования двойной лигатуры. Алюминиево-циркониевая лигатура. Содержит около 1,5 % циркония. Для ее приготовления используют алюминий марок А7 и А6. Алюминиевоциркониевая лигатура может быть получена путем введения в расплавленный и перегретый до 1100-1200 °С алюминий фторцирконата калия или при температуре 850-900 °С сплава солей, состоящего из 66 % фторцирконата калия, 26 % хлористого лития и 8 % фтористого кальция. На 100 вес. ч. алюминия берут 20 вес. ч. фторцирконата калия и 20 вес. ч. криолита. Солевую смесь замешивают порциями массой по 1,5-2,0 кг. После введения последней порции солевой смеси расплав перегревают до 1000-1100 °С и после удаления шлака и флюса разливают в изложницы, подогретые до 200-250 °С. Лигатура алюминий-медь-марганец-титан. Содержит обычно около 30 % меди, 5 % марганца, 2 % титана. Для этой лигатуры применяют медь марки М0. После расплавления чушкового алюминия и доведения температуры расплава до 800-1000 °С вводят медь, затем при 1100-1200 °С титановую стружку небольшими порциями или лопатой. Последним при 1000-1100 °С вводят марганец. Разливать четверную лигатуру по изложницам рекомендуется при температуре 1000-1100 °С. Алюминиево-хромовая лигатура. Содержит обычно около 3 % хрома. Для ее приготовления применяют алюминий марок A3 и А0, сплав АД1 и хром марок Х0, X1 и Х2. Хром вводят в расплавленный и перегретый до 1000-1100 °С алюминий. Разливают эту лигатуру по изложницам при температуре 850-950 °С. Алюминиево-ванадиевая лигатура. Содержит около 3 % ванадия. Готовят на тех же сортах алюминия, что и алюминиево-хромовую. Эту лигатуру различают по изложницам при температуре 950-1000 °С. Магниево-марганцевая лигатура. Содержит обычно 4-5 % марганца. Во избежание засорения магниевых сплавов кремнием (при приготовлении лига114 туры в графитовом тигле) магниево-марганцевую лигатуру рекомендуется приготовлять в железных алитированных тиглях. Магниево-марганцевую лигатуру приготовляют следующим образом. В нагретый тигель насыпают небольшое количество флюса ВИ3 (100 г на 10 кг шихты). После этого в тигель загружают чушковый магний, пересыпанный флюсом. Предварительно размельченный марганец небольшими порциями вводят в расплавленный и подогретый до 880-950 °С магний. После ввода очередной порции поверхность расплава посыпают флюсом, и расплав тщательно перемешивают. Желательно дать расплаву выстоять при указанных температурах, чтобы обеспечить более полное растворение марганца в магнии и более однородное его распределение в ванне жидкого металла. В целях получения более однородной по химическому составу лигатуры рекомендуется разливать ее по изложницам при температуре не ниже 750 °С, так как с понижением температуры растворимость марганца в магнии уменьшается, и он выпадает из расплава. Для защиты струи разливаемого металла от загорания ее припудривают серным цветом. Во избежание загрязнения лигатуры флюсовыми и шлаковыми включениями сливать весь расплав из тигля не разрешается. Магниево-циркониевая лигатура. Получается путем сплавления 50 % фторцирконата калия, 20-25 % карналлита и 25 % магния. Для приготовления двойной лигатуры используют сварные из листовой стали специально предназначенные для этой цели тигли емкостью до 200 кг. В тщательно очищенный и нагретый докрасна тигель загружают карналлит, расплавляют его и при температуре 700-750 °С дают выдержку до прекращения бурления, соответствующего удалению влаги. После этого при температуре 750-800 °С порциями замешивают фторцирконат калия до получения однородной расплавленной массы. Потребное количество магния расплавляют под флюсом в отдельном тигле. Нагретый до 680-750 °С магний заливают в тигель с расплавленными солями и полученную смесь перемешивают в течение 10-15 мин до прекращения выделения дыма. По окончанию реакции из тигля при температуре 720 °С сливают солевую часть, содержащую десятые доли процента циркония, оставляя в тигле более тяжелую лигатуру. Последнюю частично сливают, частично выгребают из тигля ложкой в небольшие чушковые изложницы. Разливку двойной лигатуры производят с припудриванием струи серным порошком. Полученная таким образом лигатура содержит 25-50 % циркония. Использование шлак-лигатуры для легирования цирконием магниевых сплавов имеет свои преимущества по сравнению со сплавом солей: более высокое содержание циркония в сплаве; приготовление рабочего сплава при малых плавках непосредственно в стационарных и выемных тиглях. Однако приготовление сплава солей является менее сложным и более дешевым, чем получение шлак-лигатуры. За последнее время широкое применение нашел способ введения циркония из двойной магниево-циркониевой лигатуры, выпускаемой металлургической промышленностью. Двойная магниево-циркониевая лигатура со115 держит не менее 15 % циркония и выпускается в виде чушек массой 10-12 кг. Особенности технологии производства фасонных отливок. По объему приемо-сдаточных испытаний отливки из алюминиевых сплавов относят ко II и III группам. По химическому составу и механическим свойствам они должны соответствовать ГОСТ 2685-75. Изготовление фасонных отливок из алюминиевых сплавов производится всеми известными способами литья. Около 70-80 % отливок получают литьем в формы многократного использования (в кокиль, под давлением, под низким давлением) и 20-30 % – литьем в разовые формы (песчаные, гипсовые, оболочковые, по выплавляемым моделям). Назначение того или иного способа литья для изготовления конкретной отливки определяется уровнем требований к их качеству (механическим свойствам, точности размеров, чистоте поверхности), техническими возможностями каждого из способов литья и экономическими соображениями (необходимостью изготовления отливки с минимальными затратами труда и материалов и минимальной себестоимостью). Литье в металлические формы позволяет получать отливки с более высоким уровнем свойств и меньшим расходом металла, чем литье в разовые формы. Поэтому для крупносерийного и массового производства отливок из алюминиевых сплавов экономически целесообразными являются литье в кокиль и под давлением, а в серийном и мелкосерийном производстве – литье в разовые формы. Высокая склонность алюминиевых расплавов к окислению, насыщению водородом, вспениванию при перепадах в полости литейной формы и образованию завихрений, вызываемых высокими скоростями движения металла, являются причинами основных видов брака отливок – газовой пористости, шлаковых включений и оксидных плен. Отливки с такими дефектами не обладают необходимыми гидро- и пневмоплотностью, механическими и эксплуатационными свойствами. Поэтому при разработке технологии изготовления фасонных отливок любым из способов литья основное внимание наряду с размерной точностью уделяют предотвращению образования завихрений и перепада уровня расплава в полости литейной формы, созданию условий для спокойного заполнения формы и отделения шлаковых и других включений в процессе литья, обеспечению направленной кристаллизации отливок и подавлению газоусадочной пористости. При разработке технологии изготовления отливок необходимо также учитывать особенности отдельных групп алюминиевых сплавов. Сплавы I группы, обладающие хорошими литейными свойствами, могут быть использованы для изготовления сложных по конфигурации отливок без особого опасения образования в них трещин при затрудненной усадке. Основным недостатком силуминов является склонность к образованию рассеянной газовой пористости в отливках. Поэтому при литье силуминов особое внимание уделяют рафинированию расплавов от растворенного водорода. 116 Сплавы II группы имеют более широкий, чем сплавы I группы, интервал кристаллизации и менее склонны к образованию газовой пористости. Изготовление сложных по конфигурации отливок из этих сплавов требует тщательной разработки теплового режима форм. Сплавы III группы обладают широким интервалом кристаллизации и низкими литейными свойствами. Большая линейная усадка и склонность к образованию трещин при затрудненной усадке обусловливают применение их для изготовления отливок несложной конфигурации, без поднутрений, с равномерными по толщине стенками. Внутренние полости в отливках из этих сплавов выполняют обычно податливыми песчаными стержнями; при использовании металлических стержней их необходимо своевременно удалять из отливки. Отливки из этой группы сплавов склонны к короблению из-за неравномерного охлаждения в кокилях. Поэтому в конструкциях отливок предусматривают ребра жесткости и технологические стяжки. Для снятия термических напряжений отливки иногда подвергают отжигу. Сплавы IV группы склонны к образованию усадочных трещин, имеют большую линейную усадку и предрасположены к окислению и образованию оксидных плен. Отливки из сплавов с высоким содержанием магния отличаются хрупкостью и требуют очень осторожного обращения при извлечении из кокиля. Из сплавов этой группы изготавливают отливки простой конфигурации. Сложнолегированные сплавы V группы обладают повышенной склонностью к образованию трещин при затрудненной усадке. При тщательной отработке теплового режима литья из сплавов можно изготавливать отливки сложной конфигурации. Литье в песчаные формы. Из перечисленных выше способов литья в разовые формы наиболее широкое применение при изготовлении отливок из алюминиевых сплавов получило литье в сырые песчаные формы. Это обусловлено невысокой плотностью сплавов, небольшим силовым воздействием металла на форму и низкими температурами литья (680-800 °С). Для изготовления песчаных форм используют формовочные и стержневые смеси, приготовленные из кварцевых и глинистых песков (ГОСТ 213874), формовочных глин (ГОСТ 3226-76), связующих и вспомогательных материалов. Выполнение полостей в отливках осуществляют с помощью стержней, изготавливаемых в основном по горячим (220-300 оС) стержневым ящикам. Для этой цели используют плакированный кварцевый песок или смесь песка с термореактивной смолой и катализатором. Для изготовления стержней широко используют однопозиционные пескострельные автоматы и установки, а также карусельные многопозиционные установки. Стержни, подвергающиеся сушке, изготавливают на встряхивающих, 117 пескодувных и пескострельных машинах пли вручную из смесей с маслинными (4ГУ, С) или водорастворимыми связующими. Продолжительность сушки (от 3 до 12 ч) зависит от массы и размеров стержня и определяется обычно опытным путем. Температуру сушки назначают в зависимости от природы связующего: для масляных связующих 250-280 °С, а для водорастворимых 160-200 °С. Для изготовления крупных массивных стержней все большее применение получают смеси холодного твердения (ХТС) пли жидкоподвижные самотвердеющие смеси (ЖСС). Смеси холодного твердения в качестве связующего содержат синтетические смолы, а катализатором холодного твердения обычно служит ортофосфорная кислота. Смеси ЖСС содержат поверхностноактивное вещество, способствующее образованию пены. Соединение стержней в узлы производят склейкой или путем заливки алюминиевых расплавов в специальные отверстия в знаковых частях. Усадка сплава при охлаждении обеспечивает необходимую прочность соединения. Плавное без ударов и завихрений заполнение литейных форм обеспечивается применением расширяющихся литниковых систем с соотношением площадей сечений основных элементов Fcт:Fшл:Fпит =1:2:3; 1:2:4; 1:3:6 соответственно для нижнего, щелевого пли многоярусного подвода металла к полости литейной формы (рис. 41). Рис. 41. Основные типы литниковых систем для литья алюминиевых сплавов в песчаные формы (по Н. М. Галдину): а – верхняя; б – нижняя; в – боковая; г – вертикально-щелевая; д – ярусная с горизонтально расположенными питателями; е – ярусная с вертикально расположенными питателями; ж – комбинированная; 1 – чаша; 2 – стояк; 3 – зумпф; 4 – металлоприемник; 5 – коллектор; 6 – горизонтальный питатель; 7 – отливка; 8 – прибыль; 9 – колодец; 10 – вертикальная щель; 11 – шлаковик; 12 – питающая бобышка; 13 – вертикальный питатель; 14 – выпор Тип литниковой системы выбирают с учетом габаритов отливки, сложности ее конфигурации и расположения в форме. Заливку форм для отливок сложной конфигурации небольшой высоты осуществляют, как правило, с помощью нижних литниковых систем. При большой высоте отливок и тонких стенках предпочтительно применение вертикально-щелевых или комбинированных литниковых систем. Формы для отливок малых размеров допустимо заливать через верхние литниковые системы. При этом высота падения струи металла в полость формы не должна превышать 80 мм. 118 Для уменьшения скорости движения расплава при входе в полость литейной формы и лучшего отделения взвешенных в нем оксидных плен и шлаковых включений в литниковые системы вводят дополнительные гидравлические сопротивления – устанавливают сетки (металлические или из стеклоткани) (рис. 42) или ведут заливку через зернистые фильтры. Рис. 42. Расположение сеток в литниковых системах песчаных форм (а-г) и кокилей (д-ж), по Н.М. Гальдину: а – под стояком; б – в коллекторе; в – под питателем; г – между металлоприемником и коллектором; д – в колодце; г – в колодце и вертикальной щели; ж – в вертикальной щели Литники (питатели), как правило, подводят к тонким сечениям (стенкам) отливок рассредоточение по периметру с учетом удобства их последующего отделения при обработке. Подвод металла в массивные узлы недопустим, так как вызывает образование в них усадочных раковин, макрорыхлот и усадочных «провалов» на поверхности отливок. В сечении литниковые каналы чаще всего имеют прямоугольную форму с размером широкой стороны 15-20 мм, а узкой 5-7 мм. Сплавы с узким интервалом кристаллизации предрасположены к образованию концентрированных усадочных раковин в тепловых узлах отливок. Для выведения этих раковин за пределы отливок широко используют установку массивных прибылей. Для тонкостенных (4-5 мм) и мелких отливок масса прибыли в 2-3 раза превышает массу отливок, для толстостенных – до 1,5 раз. Высоту прибыли выбирают в зависимости от высоты отливки. При высоте менее 150 мм высоту прибыли Нпр принимают равной высоте отливки Нотл. Для более высоких отливок отношение Нпр/Нотл принимают равным 0,30,5. Соотношение между высотой прибыли и ее толщиной составляет в среднем 2-3. Наибольшее применение при литье алюминиевых сплавов находят верхние открытые прибыли круглого или овального сечения; боковые прибыли в большинстве случаев делают закрытыми. Для повышения эффективности работы прибылей их утепляют, заполняют горячим металлом, доливают. Утепление обычно осуществляют наклейкой на поверхность формы листового асбеста с последующей подсушкой газовым пламенем. Сплавы с широким интервалом кристаллизации склонны к образованию рассеянной усадочной пористости. Пропитка усадочных пор при помощи прибылей малоэффективна. Поэтому при изготовлении отливок из перечис119 ленных сплавов не рекомендуется применять установку массивных прибылей. Для получения высококачественных отливок осуществляют направленную кристаллизацию, широко используя для этой цели установку холодильников из чугуна и алюминиевых сплавов. Оптимальные условия для направленной кристаллизации создает вертикально-щелевая литниковая система. Для предотвращения газовыделения при кристаллизации и предупреждения образования газо-усадочной пористости в толстостенных отливках широко используют кристаллизацию под давлением 0,4-0,5 МПа. Для этого литейные формы перед заливкой помещают в автоклавы (рис. 43), заливают их металлом и кристаллизуют отливки под давлением воздуха. Для изготовления крупногабаритных (высотой до 2-3 м) тонкостенных отливок используют метод литья с последовательно направленным затвердеванием (рис. 44). Сущность метода состоит в последовательной кристаллизации отливки снизу вверх. Для этого литейную форму устанавливают на стол гидравлического подъемника и внутрь ее опускают нагретые до 500-700 °С металлические трубки диаметром 12-20 мм, выполняющие функцию стояков. Трубки неподвижно закрепляют в литниковой чаше и закрывают отверстия в них стопорами. После заполнения литниковой чаши расплавом стопоры поднимают, и сплав по трубкам поступает в литниковые колодцы, соединенные с полостью литейной формы щелевыми литниками (питателями). После того как уровень расплава в колодцах поднимается на 20-30 мм выше нижнего конца трубок, включают механизм опускания гидравлического стола. Скорость опускания принимают такой, чтобы заполнение формы осуществлялось под затопленный уровень, и горячий металл непрерывно поступал в верхние части формы. Это обеспечивает направленное затвердевание и позволяет получать сложные отливки без усадочных дефектов. Заливку песчаных форм металлом ведут из ковшей, футерованных огнеупорным материалом. Перед заполнением металлом ковши со свежей футеровкой сушат и прокаливают при 780-800 °С для удаления влаги. Температуру расплава перед заливкой поддерживают на уровне 720-780 °С. Формы для тонкостенных отливок заполняют расплавами, нагретыми до 730-750 °С, а для толстостенных – до 700-720 °С. 120 Рис. 43. Схема заливки форм в автоклаве: 1 – автоклав; 2 – форма; 3 – ковш Рис. 44. Схема установки при литье методом направленного затвердевания: 1 – форма; 2 – стержень; 3 – полость литейной формы; 4 – колодцы с питателями; 5 – трубка для подачи сплава в форму; 6 – сферическая воронка; 7 – шаровой стопор; 8 – литниковая чаша; 9 – сплав; 10 – стол; 11 – механизм для опускания стола машины Литье в гипсовые формы. Литье в гипсовые формы применяют в тех случаях, когда к отливкам предъявляются повышенные требования по точности, чистоте поверхности и воспроизведению мельчайших деталей рельефа. По сравнению с песчаными гипсовые формы обладают более высокой прочностью, точностью размеров, лучше противостоят воздействию высоких температур, позволяют получать отливки сложной конфигурации с толщиной стенок 1,5 мм по 5-6-му классу точности. Формы изготавливают по восковым или металлическим (латунь, сталь) хромированным моделям с конусностью по наружным размерам не более 30' и по внутренним размерам от 30' до 3°. Модельные плиты выполняют из алюминиевых сплавов. Для облегчения удаления моделей из форм поверхность их покрывают тонким слоем керосиново-стеариновой смазки. Мелкие и средние формы для сложных тонкостенных отливок изготавливают из смеси, состоящей из 80 % гипса, 20 % кварцевого песка или асбеста и 60-70 % воды (от массы сухой смеси). Состав смеси для средних и крупных форм: 30 % гипса, 60 % песка, 10 % асбеста, 40-50 % воды. Смесь для изготовления стержней содержит 50 % гипса, 40 % песка, 10 % асбеста, 40-50 % воды. Для замедления схватывания в смесь вводят 1-2 % гашеной извести. Необходимая прочность форм достигается за счет гидратации безводного или полуводного гипса: CaSO4×0,5H2O + 1,5 H2O → CaSO4×2H2O. Для снижения прочности и увеличения газопроницаемости сырые гипсовые формы подвергают гидротермической обработке – выдерживают в автоклаве в 121 течение 6-10 ч под давлением водяного пара 0,13-0,14 МПа, а затем в течение суток на воздухе. После этого формы подвергают ступенчатой сушке при 350500 °С. Особенностью гипсовых форм является их низкая теплопроводность. Это обстоятельство затрудняет получение плотных отливок из алюминиевых сплавов с широким интервалом кристаллизации. Поэтому основной задачей при разработке литниково-прибыльной системы для гипсовых форм является предотвращение образования усадочных раковин, рыхлот, оксидных плен, горячих трещин и недоливов тонких стенок. Это достигается применением расширяющихся литниковых систем (Fст:Fшл:Fпит = 1:2:4), обеспечивающих низкую скорость движения расплавов в полости формы, направленным затвердеванием тепловых узлов в сторону прибылей с помощью холодильников, увеличением податливости форм за счет повышения содержания кварцевого песка в смеси. Заливку тонкостенных отливок ведут в нагретые до 100-200 °С формы методом вакуумного всасывания, что позволяет заполнять полости толщиной до 0,2 мм. Толстостенные (более 10 мм) отливки получают заливкой форм в автоклавах. Кристаллизация металла в этом случае ведется под давлением 0,4-0,5 МПа. Литье в оболочковые формы. Литье в оболочковые формы целесообразно применять при серийном и крупносерийном производстве отливок ограниченных размеров с повышенной чистотой поверхности, большей размерной точностью и меньшим объемом механической обработки, чем при литье в песчаные формы. Оболочковые формы изготавливают по горячей (250-300 °С) металлической (сталь, чугун) оснастке бункерным способом. Модельную оснастку выполняют по 4-5-му классам точности с формовочными уклонами от 0,5 до 1,5 %. Оболочки делают двухслойными: первый слой из смеси с 6-10 % термореактивной смолы, второй – из смеси с 2 % смолы. Для лучшего съема оболочки модельную плиту перед засыпкой формовочной смеси покрывают тонким слоем разделительной эмульсии (5 % силиконовой жидкости № 5; 3 % хозяйственного мыла; 92° и воды). Для изготовления оболочковых форм применяют мелкозернистые кварцевые пески, содержащие не менее 96 % кремнезема. Соединение полуформ осуществляют склеиванием на специальных штыревых прессах. Состав клея: 40 % смолы МФ17; 60 % маршалита и 1,5 % хлористого алюминия (катализатор твердения). Заливку собранных форм производят в контейнерах. При литье в оболочковые формы применяют такие же литниковые системы и температурные режимы, как и при литье в песчаные формы. Малая скорость кристаллизации металла в оболочковых формах и меньшие возможности для создания направленной кристаллизации обусловливают получение отливок с более низкими свойствами, чем при литье в сы122 рые песчаные формы. Литье по выплавляемым моделям. Литье по выплавляемым моделям применяют для изготовления отливок повышенных точности (3-5-ый класс) и чистоты поверхности (4-6-й класс шероховатости), для которых этот способ является единственно возможным или оптимальным. Модели в большинстве случаев изготавливают из пастообразных парафиностеариновых (1:1) составов запрессовкой в металлические пресс-формы (литые и сборные) на стационарных или карусельных установках. При изготовлении сложных отливок размерами более 200 мм во избежание деформации моделей в состав модельной массы вводят вещества, повышающие температуру их размягчения (оплавления). В качестве огнеупорного покрытия при изготовлении керамических форм используют суспензию из гидролизованного этилсиликата (30-40 %) и пылевидного кварца (70-60 %). Обсыпку модельных блоков ведут прокаленным песком 1К016А или 1К025А. Каждый слой покрытия сушат на воздухе в течение 10-12 ч или в атмосфере, содержащей пары аммиака, 0,5-1 ч. Необходимая прочность керамической формы достигается при толщине оболочки 46 мм (4-6 слоев огнеупорного покрытия). Для обеспечения спокойного заполнения формы применяют расширяющиеся литниковые системы с подводом металла к толстым сечениям и массивным узлам. Питание отливок осуществляют обычно от массивного стояка через утолщенные литники (питатели). Для сложных отливок допускается применение массивных прибылей для питания верхних массивных узлов с обязательным заполнением их из стояка. Выплавление моделей из форм осуществляют в горячей (85-90 оС) воде, подкисленной соляной кислотой (0,5-1 см3 на литр воды) для предотвращения омыления стеарина. После выплавления моделей керамические формы просушивают при 150-170 °С в течение 1-2 ч, устанавливают в контейнеры, засыпают сухим наполнителем и прокаливают при 600-700 °С в течение 5-8 ч. Заливку ведут в холодные и нагретые формы. Температура нагрева (50о 300 С) форм определяется толщиной стенок отливки. Заполнение форм металлом осуществляют обычным способом, а также с использованием вакуума или центробежной силы. Большинство алюминиевых сплавов перед заливкой нагревают до 720-750 °С. Литье в кокиль. Литье в кокиль – основной способ серийного и массового производства отливок из алюминиевых сплавов, позволяющий получать отливки 4-6-го классов точности с шероховатостью поверхности Rz = 50-20 и минимальной толщиной стенок 3-4 мм. При литье в кокиль наряду с дефектами, обусловленными высокими скоростями движения расплава в полости литейной формы и несоблюдением 123 требований направленного затвердевания (газовая пористость, оксидные плены, усадочная рыхлота), основными видами брака отливок являются недоливы и трещины. Появление трещин вызывается затрудненной усадкой. Особенно часто трещины возникают в отливках из сплавов с широким интервалом кристаллизации, имеющих большую линейную усадку (1,25-1,35 %). Предотвращение образования указанных дефектов достигается различными технологическими приемами. Для того чтобы обеспечить плавное, спокойное поступление металла в полость литейной формы, надежное отделение шлака и оксидных плен, образовавшихся в металле в процессе плавки и движения по литниковым каналам, и предотвращение их образования в литейной форме, при литье в кокиль применяют расширяющиеся литниковые системы с нижним, щелевым и многоярусным подводом металла (рис. 45) к тонким сечениям отливок. Рис. 45. Литниковые системы для литья алюминиевых сплавов в кокиль (по Н. М. Галдину): 1– верхние; II – нижние; III – вертикальнощелевые; IV – комбинированные; V – боковые В случае подвода металла к толстым сечениям должна быть предусмотрена подпитка места подвода установкой питающей бобышки (прибыли). Все элементы литниковых систем располагают по разъему кокиля. Рекомендуются следующие соотношения площадей сечения литниковых каналов: для мелких отливок Fст: Fшл:Fпит = 1:2:3; для крупных отливок Fст: Fшл:Fпит = 1:3:6. Для снижения скорости поступления расплава в полость формы приме124 няют изогнутые стояки, сетки из стеклоткани пли металла, зернистые фильтры. Качество отливок из алюминиевых сплавов зависит от скорости подъема расплава в полости литейной формы. Эта скорость должна быть достаточной для гарантированного заполнения тонких сечений отливок в условиях повышенного теплоотвода и в то же время не вызывать недоливов, обусловленных неполным выходом воздуха и газов через вентиляционные каналы и прибыли, завихрений и фонтанирования расплава при переходе из узких сечений в широкие. Скорость подъема металла в полости формы при литье в кокиль принимают несколько большей, чем при литье в песчаные формы. Для получения плотных отливок создают, так же как и при литье в песчаные формы, направленное затвердевание путем надлежащего расположения отливки в форме и регулирования теплоотвода. Как правило, массивные (толстые) узлы отливок располагают в верхней части кокиля. Это дает возможность компенсировать сокращение их объема при затвердевании непосредственно из прибылей, установленных над ними. Регулирование интенсивности теплоотвода с целью создания направленного затвердевания осуществляют охлаждением или утеплением различных участков литейной формы. Для местного увеличения теплоотвода широко используют вставки из теплопроводной меди, предусматривают увеличение поверхности охлаждения кокиля за счет оребрения, осуществляют локальное охлаждение кокилей сжатым воздухом или водой. Для снижения интенсивности теплоотвода на рабочую поверхность кокиля наносят слой краски толщиной 0,1-0,5 мм. На поверхность литниковых каналов и прибылей для этой цели наносят слой краски толщиной 1,0-1,5 мм. Замедление охлаждения металла в прибылях может быть достигнуто также за счет местного утолщения стенок кокиля, применения различных малотеплопроводных обмазок и утепления прибылей наклейкой асбеста. Окраска рабочей поверхности кокиля улучшает внешний вид отливок, способствует устранению газовых раковин и неслитин на их поверхности и повышает стойкость кокилей. Перед окраской кокили подогревают до 100120 °С. Состав типовых красок приведен в табл. 13. Излишне высокая температура нагрева нежелательна, так как при этом снижаются скорость затвердевания отливок и длительность срока службы кокиля. Нагрев уменьшает перепад температур между отливкой и формой и расширение формы за счет прогрева ее металлом отливки. В результате этого в отливке уменьшаются растягивающие напряжения, вызывающие появление трещин. Однако одного только подогрева формы недостаточно, чтобы устранить возможность возникновения трещин. Необходимо своевременное извлечение отливки из формы. Удалять отливку из кокиля следует раньше того момента, когда температура ее сравняется с температурой кокиля, а усадочные напряжения достигнут наибольшей величины. Обычно отливку извлекают в тот момент, когда она окрепнет настолько, что ее можно перемещать без разрушения (450-500 °С). К этому моменту литниковая система еще не 125 приобретает достаточной прочности и разрушается при легких ударах. Длительность выдержки отливки в форме определяется скоростью затвердевания и зависит от температуры металла, температуры формы и скорости заливки. Таблица 13 Состав типовых красок для кокилей, % Номер Оксид Жидкое Молотый ПрокаПрокаКоллои- Вода состава цинка стекло отмучен- ленный ленный ас- дальный ный мел тальк бест (поро- графит шок или пудра) 1 5,0 2,0 93,0 2 10,0 10,0 80,0 3 4,0 12,0 2,0 82,0 4 9,0 6,0 28,0 57,0 5 3,0 6,0 6,0 85,0 6 4,0 6,0 20,0 5,0 70,0 7 3,5 17,5 9,0 70,0 8 3,0 3,0 4,0 5,0 81,0 9 4,0 10,0 86,0 λ, Вт/(м·К) 0,45 0,30 0,15 0,21 0,30 0,18 - Алюминиевые сплавы в зависимости от состава и сложности конфигурации отливок заливают в кокили при 680-750 °С. Весовая скорость заливки составляет 0,15-3,0 кг/с. Отливки с тонкими стенками заливают с большими скоростями, чем с толстыми. Для устранения прилипания металла, повышения срока службы и облегчения извлечения металлические стержни в процессе работы смазывают. Наиболее распространенной смазкой является водно-графитовая суспензия (3-5 % графита). Части кокилей, выполняющих наружные очертания отливок, изготавливают из серого чугуна. Толщину стенок кокилей назначают в зависимости от толщины стенок отливок в соответствии с рекомендациями ГОСТ 16237-70. Внутренние полости в отливках выполняют с помощью металлических (стальных) и песчаных стержней. Песчаные стержни используют для оформления сложных полостей, которые невозможно выполнить металлическими стержнями. Для облегчения извлечения отливок из кокилей наружные поверхности отливок должны иметь литейный уклон от 30' до 3' в сторону разъема. Внутренние поверхности отливок, выполняемых металлическими стержнями, должны иметь уклон не менее 6'. В отливках не допускаются резкие переходы от толстых сечений к тонким. Радиусы закруглений должны быть не менее 3 мм. Отверстия диаметром более 8 мм для мелких отливок, 10 мм для средних и 12 мм для крупных выполняют стержнями. Оптимальное отношение глубины отверстия к его диаметру равно 0,7-1,0. Величина припуска на обработку при литье в кокиль назначается в два раза меньшей, чем при литье в песчаные формы. 126 Воздух и газы выводятся из полости кокиля с помощью вентиляционных каналов, размещаемых в плоскости разъема, и пробок, размещаемых в стенках вблизи глубоких полостей. В современных литейных цехах кокили устанавливают на однопозиционные или многопозиционные полуавтоматические литейные машины, в которых автоматизированы закрытие и раскрытие кокиля, установка и извлечение стержней, выталкивание и удаление отливки из формы. Предусмотрено также автоматическое регулирование температуры нагрева кокиля. Заливку кокилей на машинах осуществляют с помощью дозаторов. Для улучшения заполнения тонких полостей кокилей и удаления воздуха и газов, выделяющихся при деструкции связующих, осуществляют вакуумирование форм, заливку их под низким давлением или с использованием центробежной силы. Литье выжиманием Литье выжиманием является разновидностью литья в кокиль. Оно предназначено для изготовления крупногабаритных отливок (2500×1400 мм) панельного типа с толщиной стенок 2-3 мм (рис. 46). Для этой цели используют металлические полуформы, которые крепят на специализированных литейно-выжимных машинах с односторонним или двухсторонним сближением полуформ. Отличительной особенностью этого способа литья является принудительное заполнение полости формы широким потоком расплава при сближении полуформ. В литейной форме отсутствуют элементы обычной литниковой системы. Данным способом изготавливают отливки из сплавов, имеющих узкий интервал кристаллизации. Рис. 46. Схема процесса литья выжиманием: 1, 2 – металлические шарнирно соединенные полуформы; 3 – ковш; 4 – литниковая трубка; 5 – сливная емкость Допустимая скорость подъема расплава на рабочем участке полости формы при литье панелей из алюминиевых сплавов должна быть в пределах 0,5-0,7 м/с. Меньшая скорость может привести к незаполнению тонких сечений отливок, излишне высокая – к дефектам гидродинамического характера: волнистости, неровностям поверхности отливок, захвату воздушных пузырьков, размыву песчаных стержней и образованию трещин из-за разрыва потока. Заливку металла производят в подогретые до 250-350 °С ме127 таллоприемники. Регулирование скорости охлаждения расплава осуществляют нанесением на рабочую поверхность полости форм теплоизоляционного покрытия различной толщины (0,05-1,0 мм). Для этого используют краски, состав которых приведен в табл. 13. Перегрев сплавов перед заливкой не должен превышать 15-20° над температурой ликвидуса. Длительность сближения полуформ 1,5-3,0 с. Литье под низким давлением. Литье под низким давлением является другой разновидностью литья в кокиль. Оно получило применение при изготовлении крупногабаритных тонкостенных отливок из алюминиевых сплавов с узким интервалом кристаллизации. Принципиальная схема установки для литья под низким давлением приведена на рис. 47. Так же как и при литье в кокиль, наружные поверхности отливок выполняются металлической формой, а внутренние полости – металлическими или песчаными стержнями. Металлическую форму перед началом литья окрашивают красками. Для изготовления стержней используют смесь, состоящую из 55 % кварцевого песка 1К016А; 13,5 % полужирного песка П01; 27 % пылевидного кварца; 0,8 % пектинового клея; 3,2 % смолы М и 0,5 % керосина. Такая смесь не образует механического пригара. Заполнение форм металлом осуществляют давлением сжатого осушенного воздуха (18-80 кПа), подаваемого на поверхность расплава в тигле, нагретого до 720-750 °С. Под действием этого давления расплав вытесняется из тигля в металлопровод, а из него в коллектор литниковой системы и далее – в полость литейной формы. Преимуществом литья под низким давлением является возможность автоматического регулирования скорости подъема металла в полости формы, что позволяет получать тонкостенные отливки более качественными, чем при литье под действием силы тяжести. Кристаллизацию сплавов в форме проводят под давлением 10-30 кПа до образования твердой корки металла и 50-80 кПа после образования корки. Более плотные отливки из алюминиевых сплавов получают литьем под низким давлением с противодавлением (рис. 48). Заполнение полости формы при литье с противодавлением осуществляют за счет разницы давлений в тигле и в форме (10-60 кПа). Кристаллизация металла в форме ведется под давлением 0,4-0,5 МПа. При этом предотвращается выделение растворенного в металле водорода и образование газовых пор. Повышенное давление способствует лучшему питанию массивных узлов отливок. В остальном технология литья с противодавлением не отличается от технологии литья под низким давлением. 128 Рис. 47. Установки для литья под низким давлением: 1 – тигельная печь сопротивления; 2 – герметизирующая крышка; 3 – металлическая форма (кокиль); 4 – воздухопровод; 5 – металлопровод; 6 – полость фермы Рис. 48. Установка для литья с противодавлением: 1 – тигель с расплавом; 2 – металлопровод; 3 – камера тигля; 4 – разделительная плита; 5 – литейная форма; 6 – камера литейной формы; 7 – электроконтактный датчик; 8 – регулирующее устройство; 9 – проходные каналы; 10 – отсекатель; 11– дифференциальный манометр При литье с противодавлением успешно совмещены достоинства литья под низким давлением и кристаллизации под давлением. Литье под давлением Литьем под давлением из алюминиевых сплавов изготавливают сложные по конфигурации отливки 1-3-го классов точности с толщиной стенок от 1 мм и выше, литыми отверстиями диаметром до 1,2 мм, Литой наружной и внутренней резьбой с минимальным шагом 1 мм и диаметром 6 мм. Чистота поверхности таких отливок соответствует 5-8-му классам шероховатости. Изготовление таких отливок осуществляют на машинах с холодной горизонтальной или вертикальной камерами прессования, с удельным давлением прессования 30-70 МПа. Предпочтение отдается машинам с горизонтальной камерой прессования. Размеры и масса отливок ограничиваются возможностями машин литья под давлением: объемом камеры прессования, удельным давлением прессования (р) и усилием запирания (θ). Площадь проекции (F) отливки, литниковых каналов и камеры прессования на подвижную плиту пресс-формы не должна превышать значений, определяемых по формуле F = 0,85θ/р. Оптимальные значения уклонов для наружных поверхностей составляют 45'; для внутренних 1о. Минимальный радиус закруглений 0,5-1 мм. Отверстия более 2,5 мм в диаметре выполняются литьем. Отливки из алюминиевых сплавов, как правило, подвергают механической обработке только по посадочным поверхностям. Припуск на обработку назначается с учетом габаритов отливки и составляет от 0,3 до 1 мм. Для изготовления пресс-форм применяют различные материалы. Части пресс-форм, соприкасающиеся с жидким металлом, изготавливают из сталей ЗХ2В8, 4Х8В2, 4ХВ2С, плиты крепления и обоймы матриц – из сталей 35, 45, 129 50, штыри, втулки и направляющие колонки – из стали У8А. Подвод металла к полости пресс-форм осуществляют с помощью внешних и внутренних литниковых систем (рис. 49, 50). Питатели подводят к участкам отливки, подвергающимся механической обработке. Толщину их назначают в зависимости от толщины стенки отливки в месте подвода и заданного характера заполнения пресс-формы. Эта зависимость определяется отношением толщины питателя b к толщине стенки отливки В. Плавное, без завихрений и захвата воздуха, заполнение пресс-форм имеет место, если отношение b/В близко к единице. Для отливок с толщиной стенок до 2 мм питатели имеют толщину 0,8 мм; при толщине стенок 3 мм толщина питателей равна 1,2 мм; при толщине стенок 4-6 мм – 2 мм. Рис. 49. Литниковые системы для литья под давлением на машинах с холодной камерой прессования: а – горизонтальной; б – вертикальной; 1 – питатель; 2 – переходный канал; 3 – камера прессования; 4 – пресс-остаток; 5 – щель; 6 – промывник; 7 – вентиляционный канал; 8 – литниковый ход Рис. 50. Внутренние (а-г) и внешние (д-ж) литниковые системы Для приема первой порции расплава, обогащенного воздушными включениями, вблизи полости пресс-формы располагают специальные резервуарыпромывники, объем которых может достигать 20-40 % от объема отливки. Промывники соединяют с полостью литейной формы каналами, толщина которых равна толщине питателей. Удаление воздуха и газа из полости пресс-форм осуществляют через специальные вентиляционные каналы и зазоры между стержнями (выталкивателями) и матрицей пресс-формы. Вентиляционные каналы выполняют в плоскости разъема на неподвижной части пресс-формы, а также вдоль подвижных стержней и выталкивателей. Глубина вентиляционных каналов при литье алюминиевых сплавов принимается равной 0,05-0,15 мм, а ширина 10130 30 мм. В целях улучшения вентиляции пресс-форм полости промывников тонкими каналами (0,2-0,5 мм) соединяют с атмосферой. Основными дефектами отливок, полученных литьем под давлением, являются воздушная (газовая) подкорковая пористость, обусловленная захватом воздуха при больших скоростях впуска металла в полость формы, и усадочная пористость (или раковины) в тепловых узлах. На образование этих дефектов большое влияние оказывают параметры технологии литья – скорость прессования, давление прессования, тепловой режим пресс-формы. Скорость прессования определяет режим заполнения пресс-формы. Чем выше скорость прессования, тем с большей скоростью перемещается расплав по литниковым каналам, тем больше скорость впуска расплава в полость пресс-формы. Высокие скорости прессования способствуют лучшему заполнению тонких и удлиненных полостей. Вместе с тем они являются причиной захвата металлом воздуха и образования подкорковой пористости. При литье алюминиевых сплавов высокие скорости прессования применяют лишь при изготовлении сложных тонкостенных отливок. Большое влияние на качество отливок оказывает давление прессования. По мере повышения его увеличивается плотность отливок. Величина давления прессования ограничивается обычно величиной усилия запирания машины, которое должно превышать давление, оказываемое металлом на подвижную матрицу (pF). Поэтому большой интерес приобретает локальная подпрессовка толстостенных отливок, известная под названием «Acurad-процесс» (рис. 51). Малая скорость впуска металла в полость пресс-форм через питатели большого сечения и эффективная подпрессовка кристаллизующегося расплава с помощью двойного плунжера позволяют получать плотные отливки. На качество отливок существенное влияние оказывают также температуры сплава и формы. При изготовлении толстостенных отливок несложной конфигурации заливку расплава ведут при температуре на 20-30 °С ниже температуры ликвидуса. Тонкостенные отливки требуют применения расплава, перегретого выше температуры ликвидуса на 10-15 °С. Для снижения величины усадочных напряжений и предотвращения образования трещин в отливках пресс-формы перед заливкой нагревают. Рис. 51. Схема двойного прессования («Acurad-процесс»): а – прессовано; б – подпрессовки Стабильность теплового режима обеспечивают подогревом (электрическим) или охлаждением (водяным) пресс-форм. 131 Для предохранения рабочей поверхности пресс-форм от налипания и эрозионного воздействия расплава, уменьшения трения при извлечении стержней и облегчения извлечения отливок пресс-формы подвергают смазке. Для этой цели используют жирные (масло с графитом или алюминиевой пудрой) или водные (растворы солей, водные препараты на основе коллоидального графита) смазки. Существенно повышается плотность отливок из алюминиевых сплавов при литье с вакуумированием пресс-форм. Для этого пресс-формы помещают в герметичный кожух, в котором создают необходимое разрежение (рис. 52). Рис. 52. Схема литья под давлением с вакуумированием пресс-формы: 1 – отливка; 2 – пресс-форма; 3 – стальной кожух; 4 – резиновая прокладка Хорошие результаты могут быть получены при использовании «кислородного процесса». Для этого воздух в полости пресс-формы заменяют кислородом. При больших скоростях впуска металла в полость формы, вызывающих захват расплавом кислорода, подкорковая пористость в отливках не образуется, так как весь захваченный кислород расходуется на образование мелкодисперсных оксидов алюминия, не влияющих заметно на механические свойства отливок. Такие отливки можно подвергать термической обработке. Выбивка, обрубка, очистка и термическая обработка отливок Выбивку песчаных форм при литье алюминиевых сплавов осуществляют на встряхивающих выбивных решетках с механическими или пневматическими приводами после охлаждения отливок до 250-100 оС. Алюминиевые сплавы при температурах выбивки имеют невысокую прочность. Поэтому при работе на встряхивающих выбивных решетках отливки из этих сплавов требуют осторожного обращения. Стержни из отливок выбивают с помощью пневмозубил, накладных вибраторов и простейших вибрационных машин. Для средних и крупных отливок со сложными внутренними полостями, когда применение указанных выше способов сопряжено с возможностью повреждения отливок, выбивку осуществляют в гидрокамерах водой низкого (196-490 кПа) или высокого (14,7 МПа) давления. Для этой цели с успехом применяют также выбивку в воде с помощью электрического разряда (рис. 53). 132 Рис. 53. Схема электрогидравлической выбивки стержней: 1 – отливка; 2 – электрод; 3 – ванна с водой Обрубку отливок, полученных литьем в разовые формы и кокиля, производят в основном с помощью ленточных и дисковых пил и обрубных прессов. При массовом производстве отливок для удаления прибылей используют автоматические фрезерные станки. Обрубку отливок, изготовленных литьем под давлением, производят в обрубных штампах на прессах. Для очистки отливки подвергают гидропескоструйной обработке в специальных изолированных камерах. Реже для этого применяют дробеструйную очистку. Во избежание образования вмятин на поверхности отливок в этом случае в качестве дроби используют мелкие кусочки алюминиевой проволоки. Зачистку отливок и удаление заусенцев осуществляют пневматическими зубилами и шарошками (абразивными и металлическими). Для достижения необходимого уровня механических свойств отливки из большинства алюминиевых сплавов подвергают термической обработке в камерных, шахтных, конвейерных и других печах с электрическим обогревом и принудительной циркуляцией воздуха. Виды дефектов и методы контроля. Дефекты отливок, вызванные взаимодействием сплава с газами и влагой (группа I). Шлаковые включения. Располагаются на верхних поверхностях, в местах примыкания к отливке литниковых щелей, в периодах или сопряжениях стенок, в карманах, не имеющих сообщения с прибылями, а затем в различных местах в толще отливок. Шлаковые включения обнаруживают рентгенопросвечиванием, при механической обработке детали, при обдувке песком, травлении и зондировании тонкой стальной проволокой. В отливках из алюминиевых сплавов шлаковые включения различных размеров имеют темно-коричневый цвет. Условия образования дефекта – окисление сплавов в результате аэрации газов при литье, плохое приготовление сплава. 133 Предупреждение дефекта – снижение окисляемости сплава добавками бериллия, снижение температуры литья, тщательное рафинирование сплава, правильная техника заливки, построение литниковой системы, исключающей аэрацию. Окисная пленка. Относят дефекты, получившие название окисный спай, подтек – заплеск, вскиповая плена или вскип. Окисные плены располагаются в самых различных местах отливки. Обнаруживают их визуально после обдувки отливки. Рентгенопросвечиванием обнаружить окисные плены в отливке не всегда возможно. На поверхности отливки образуются такие мелкие складки, отслоения в виде чешуек или полос более темного окислившегося сплава, иногда в виде тонкого ножевого прореза. Образование дефекта происходит при условиях, способствующих повышенному окислению сплава в форме: при переувлажнении формовочной смеси, плохо просушенных стержнях, чрезмерно плотной набивке формы, отсутствии защитных присадок в кокиле, медленном поступлении сплава в форму открытой струей. Предупреждение дефекта: плотность набивки формы не должна превышать 50-60 ед. по твердомеру, не следует устанавливать горячие стержни в форму и выдерживать формы на горячем поддоне более 15-20 мин во избежание местной конденсации влаги; необходимо контролировать влажность формовочных смесей, слегка подсушивать поверхность формы газовой горелкой. Окисный спай. Появляется на тонкостенных отливках с большими горизонтальными поверхностями вблизи питателей, у переходов фланцев детали к тонкой стенке. Он образуется при медленном заполнении формы сплавом. Дефект обнаруживают теми же средствами, что и окисные плены. Окисный спай представляет собой соединившиеся, но не спаявшиеся струи сплава, разделенные тонкой окисной пленкой. Предупреждение дефекта: ускорять заливку формы, подводить сплав к отливке сплошной щелью, а не раздельными питателями; установить на отливку прибыль в виде гребешка. Заплеск и подтек. На поверхности детали видны окисные плены или включения инородного тела, идущие вниз от того места, где металл протекал в форму. Причины образования – неправильная установка литниковой чаши, неплотное прилегание съемов формы, повреждение формы, небрежная заливка формы сплавом. Обнаруживают этот дефект так же, как и окисную плену. Предупреждение дефекта: соблюдение технологии изготовления и сборки формы, периодический контроль, исправность моделей и опок. Вскиповая плена. Дефект располагается в различных местах отливки и обнаруживается осмотром и легким простукиванием слесарным молотком по 134 месту предполагаемого дефекта (плена лопается и начинает отделяться от отливки в виде лент или чушек). Плены имеют форму складок, радиально расходящихся из очага образования; на нижней части отливки они имеют вид «паука» (от отверстия или тонкой щели звездообразно расходятся тонкие окисные плены). Вскиповые плены образуются, когда давление выделяющегося в форме газа оказывается больше гидростатического давления сплава. Предупреждение дефекта: применять формовочные и стержневые смеси с высокой газопроницаемостью и малой газотворной способностью, в формах и стержнях выполнять газоотводящие каналы. Кроме этого, следует набивать формы по возможности слабо и равномерно, применять формовочные смеси с минимальной влажностью (не более 6,5 %), в некоторых случаях их подсушивать, стержни и холодильники нужно хорошо высушивать. Стержни, изготовленные с гигроскопическими связующими, например, сульфитным щелоком, при продолжительном хранении перед подачей на сборку следует дополнительно подсушивать. Вскиповая раковина (свищ, газовый прострел). Свищи и газовые прострелы в большинстве случаев располагаются в массивных частях отливок и в местах сопряжения массивных частей с тонкими. Обнаруживаются осмотром и рентгенопросвечиванием. По внешнему виду напоминают ход, сделанный червяком в дереве, или усадочную рыхлоту с той разницей, что при вскиповой раковине по излому отливки можно найти место ее образования. Вскиповая раковина образуется в результате прорыва газа сквозь сплав, когда процесс затвердевания в тонких стенках окончен, а в массивных сплав находится в твердожидком состоянии. Появление вскиповых раковин предупреждают так же, как и вскиповой плены, и установкой холодильника. Вскиповая раковина наружная (отдулина). Появляется чаще всего по месту установки на отливке холодильников и представляет собой углубления с гладкой, часто блестящей поверхностью. Ее обнаруживают осмотром отливки. Причиной этого дефекта чаще всего является конденсация влаги на холодильниках, реже – использование плохого качества стержней (имеющих на поверхности участки, обильно смазанные масляным крепителем, керосином и т. д.). Чтобы избежать появления «отдулины», следует правильно подготавливать и устанавливать в форму холодильники и стержни. Газовые раковины располагаются у поверхности отливки как со стороны формы, так и со стороны стержней. Наиболее часто встречаются в отливках с большими горизонтальными поверхностями, в верхней части тонких и высоких ребер, фланцах, реже – в подвыпорной части отливки. Раковины имеют гладкую поверхность с ровными краями. В ребрах отливки или под тонким выпором располагаются раковины, полость которых заполнена сплавом с выпуклым мениском. Газовые раковины обнаруживают 135 после обдувки отливок песком, оксидирования, при осмотре, зондировании отливки заточенной стальной проволокой или шабровкой, а также рентгенопросвечиванием Дефекты отливок, вызванные взаимодействием сплава с формой и флюсами (группа II). Песчаные раковины (засор, отвал). Песчаные раковины располагаются в различных местах отливки. Это – открытые или закрытые включения формовочного материала в ее теле. Наружные песчаные раковины хорошо видны при осмотре отливки после выбивки ее из формы и удаления стержней. В том случае, когда раковины закрыты сплавом, дефект можно обнаружить рентгеновским просвечиванием или после механической обработки детали. Песчаные раковины по большей части являются следствием разрушения и засорения отдельных частей формы. Для предупреждения дефекта необходимо следующее: - тщательная доработка технологических операций изготовления и сборки формы: согласование знаков моделей и стержневых ящиков, изготовление необходимого контрольно-измерительного инструмента для сборки формы (шаблоны, кондукторы и другие приспособления); - изменение конструкции отливки (уменьшение или устранение резких выступов и острых углов в форме); - улучшение крепления выступающих частей формы установкой шпилек, крючков, изготовлением специальных опок с крестовинами, обеспечивающими надежное крепление всех частей формы; - равномерность набивки формы, контроль плотности набивки форм, соблюдение установленного по правилам технологии времени выстаивания формы до заливки; - работа на исправных формовочных машинах; - улучшение качества формовочной и стержневой смесей; - инструктаж формовщиков и сборщиков форм. Ужимины. Могут появляться в любых местах отливки. Это – большей частью узкие и длинные вмятины в теле отливки, заполненные землей и прикрытые слоем сплава. Ужимины легко обнаруживаются при внешнем осмотре отливки после выбивки ее из формы и удаления стержней. Ужимины образуются в результате неравномерного расширения поверхностного слоя формы и его отслоения внутрь полости формы вследствие прогрева сначала внешних, а затем более глубоких слоев формовочной смеси. Неравномерному расширению песка при прогреве формы способствует неоднородность зернового состава формовочных и стержневых смесей при сильной запыленности песков и неравномерная набивка формы. Для предупреждения дефекта необходимо следующее: замена песков 136 крупного зернового состава песками более мелкозернистыми; уменьшение запыленности песков; увеличение газопроницаемости формовочных смесей; уменьшение плотности набивки формы; подбор стержневых и формовочных смесей с малой газотворной способностью; рассредоточение подвода металла по периметру отливки; уменьшение времени заливки формы и снижение температуры сплава при заливке. Дефекты, образующиеся в процессе затвердевания отливок (группа III). Усадочная раковина (утяжина). Открытые усадочные раковины располагаются большей частью под прибылями (в том случае, если усадка при затвердевании отливки выходит за пределы прибыли), в переходах от толстых сечений отливки к тонким, во внутренних острых углах сопряжения двух стенок, на бобышках и других местах. Наружная усадочная раковина представляет собой открытое углубление в теле отливки с шероховатой поверхностью и грубокристаллическим строением. Непосредственно к усадочной раковине, как правило, примыкает зона рыхлоты, иногда переходящая в трещины. В случае утяжины раковина имеет гладкую, блестящую или матовую поверхность. Утяжина может иметь также форму небольшой вогнутости на плоской поверхности отливки, например на толстой стенке, бобышке или других аналогичных местах. Наружную усадочную раковину обнаруживают при осмотре отливки после выбивки ее из формы, после обдувки и оксидирования, а также при измерении отливок. Усадочная раковина внутренняя. Располагается в тех же местах, что и открытая. Усадочная раковина внутренняя – это раковины в теле отливки. К ним обычно примыкает зона рыхлоты. Внутреннюю усадочную раковину обнаруживают рентгеновским просвечиванием детали или при ее механической обработке, а также при металлографическом исследовании отливок. Рыхлота. Располагается в тех же местах, что и усадочные раковины. Это – участки отливки с крупнозернистой неплотной структурой сплава. Рыхлота обнаруживается при внешнем осмотре отливки, рентгеновском просвечивании и осмотре изломов. Газовая пористость. Поры располагаются по всему сечению отливки. Массивные части, застывающие последними, как правило, имеют большую пористость. На микрошлифах или механически обработанных поверхностях отливки пористость видна в виде точек различных размеров. Пористость в отливках может быть обнаружена при рентгеновском просвечивании, при просмотре макрошлифов и при механической обработке отливок. Горячие трещины. Образуются чаще всего на внутренней стороне ост137 рых углов отливки, в местах перехода от толстого сечения к тонкому и в местах подведения сплава в отливку. В отливках большого размера с большими внутренними полостями и малой жесткостью конструкции поперечные трещины образуются в местах возникновения наибольших литейных напряжений. Горячие трещины представляют собой прямолинейные или извилистые разрывы (сквозные трещины) и надрывы (несквозные трещины) в теле отливки. Поверхность излома по трещине сильно окислена. Горячим трещинам часто сопутствует усадочная рыхлота. Горячие трещины в отливках хорошо различаются невооруженным глазом при осмотре отливки после выбивки ее из формы и удаления стержней. Холодные трещины. Образуются там же, где и горячие, и представляют собой прямолинейные или извилистые разрывы и надрывы тела отливки. Поверхность сплава по трещине окислена слабо. Если холодные трещины имеют малые размеры, то они с трудом различаются невооруженным глазом, и рентгеновским просвечиванием. Наиболее надежным для определения холодных трещин является метод люминесцентного контроля и метод красок. Коробление – это изменение размеров и контура отливки или ее отдельных частей. Обнаружить коробление отливок можно при осмотре, измерении, проверке их с помощью шаблонов, разметке на контрольной плите и другими способами. Причиной коробления в отливках служат внутренние напряжения, возникающие в результате неравномерной усадки толстых и тонких сечений. Чтобы предупредить коробление, необходимо по возможности равномерно охлаждать все части отливок. Для этого следует соблюдать правильное конструктивное оформление отливки (устранение острых углов, выравнивание сечений, плавные переходы и т.д.) и подбор холодильников, снижать температуру заливаемого в форму сплава, правильно подбирать места подведения сплава в форму, чтобы обеспечить последовательность кристаллизации сплава. Для устранения или уменьшения механического торможения усадки следует по возможности увеличивать податливость форм за счет уменьшения плотности набивки формы, заменять сухие формы сырыми, сухие стержни – земляными «болванами», а более прочные смеси – более податливыми. Дефекты, возникающие в отливках при неправильном заполнении формы (группа IV). Незалив стенок отливки (недолив и спай). Дефекты появляются в различных частях отливок. При недоливе контуры и размеры отливок выполнены неполностью вследствие незаполнения формы сплавом. Спай представляет собой сквозные или поверхностные с округленными краями щели в теле 138 отливки. Общим отличительным признаком недолива и спая является закругленная форма внешней кромки, заполненной части отливки или шва на ее поверхности, а также гладкая блестящая, иногда матовая поверхность кромки. Дефект обнаруживается при внешнем осмотре. Получение отливок, точно воспроизводящих конфигурацию формы, зависит от химического состава сплава, процесса выплавки, конструкции отливки и литниковой системы, материала и технологии изготовления формы, режима заполнения формы, а также от выполнения отдельных технологических операций. Заполнение сплавом всех частей формы обеспечивается правильным выполнением литниковой системы, позволяющей в возможно короткое время заполнить форму. Устранению незаливов способствует также улучшение поверхности формы различными припылами, краской, гексахлорэтаном и т.п. и повышение температуры металла при заливке. В тех случаях, когда перечисленные выше меры не обеспечивают надлежащего качества отливок, бывает целесообразно внести изменения в конструкцию отливки (например, увеличить толщину стенок). Контроль качества отливок и исправление их дефектов В зависимости от требований технических условий отливки из алюминиевых сплавов могут подвергаться различным видам контроля: рентгеновскому, гамма-дефектоскопии или ультразвуковому для обнаружения внутренних дефектов; разметке для определения размерных отклонений; люминесцентному для обнаружения поверхностных трещин; гидро- или пневмоконтролю для оценки герметичности. Периодичность перечисленных видов контроля оговаривается техническими условиями или определяется отделом главного металлурга завода. Выявленные дефекты, если это допускается техническими условиями, устраняют заваркой или пропиткой. Аргонно-дуговую сварку используют для заварки недоливов, раковин, рыхлот и трещин. Перед заваркой дефектное место разделывают таким образом, чтобы стенки углублений имели наклон 30-45°. Отливки подвергают местному или общему нагреву до 300-350 °С. Местный нагрев ведут ацетиленокислородным пламенем, общий нагрев – в камерных печах. Заварку ведут теми же сплавами, из которых изготовлены отливки, с помощью неплавящегося вольфрамового электрода диаметром 2-6 мм при расходе аргона 5-12 л/мин. Сила сварочного тока составляет обычно 25-40 А на 1 мм диаметра электрода. Пористость в отливках устраняют пропиткой бакелитовым лаком, асфальтовым лаком, олифой или жидким стеклом. Пропитку ведут в специальных котлах под давлением 490-590 кПа с предварительной выдержкой отливок в разреженной атмосфере (1,3-6,5 кПа). Температуру пропитывающей жидкости поддерживают на уровне 100 °С. После пропитки отливки подвер139 гают сушке при 65-200 °С, в процессе которой происходит твердение пропитывающей жидкости, и повторному контролю. Контрольные вопросы. 1. Какие сплавы относят к литейным? 2. Какие требования предъявляют к литейным сплавов? 3. Физико-химические свойства алюминия. 4. Что предпринимают для измельчения структуры алюминиевых сплавов? 5. Перечислите литейные свойства алюминиевых сплавов. 6. Влияние химического состава на литейные свойства алюминиевых сплавов. 7. Назовите основные легирующие элементы в алюминиевых сплавах. 8. Какие сплавы могут упрочняться в процессе термообработке? 9. Что такое рафинирование? 10. На чем основан метод рафинирования окислением? 11. Какие примеси можно удалять из расплава методом окисления? 12. Каков механизм рафинирования флюсами? 13. Какие примеси удаляют из расплава методом рафинирования отстаиванием? 14. Что такое нерастворимые примеси? 15. Какой метод рафинирования основан на флотирующем действии? 16. Что такое дегазация? 17. Механизм рафинирования дегазацией. 18. Какой механизм лежит в способе удаления кислорода из металлического расплава? 19. Что такое модифицирование? 20. На чем основан метод модифицирования? 21. Классификация модификаторов? 22. Какие вещества относят к модификаторам I рода? 23. Какие вещества относят к модификаторам II рода? 24. Какие флюсы применяются для модифицирования? 25. Какие модификаторы применяются для модифицирования литейных алюминиевых сплавов? 26. Какие модификаторы применяются для модифицирования деформируемых алюминиевых сплавов? 27. Что такое легирование? 28. Что относят к легирующим элементам? 29. Что лежит в основе выбора основы сплава? 30. При каких условиях свойства сплава изменяются по линейному закону? 31. Чем определяется целесообразность и необходимость комплексного 140 легирования? 32. Какие сплавы называют малолегированными? 33. Что такое комплексное легирование? 34. Что такое объемный метод легирования? 35. Каков порядок ввода легирующих элементов при объемном легировании? 36. Что является причиной образования неметаллических включений при плавке алюминиевых сплавов? 37. Какая лигатура используется для приготовления сплавов на основе системы алюминий-кремний? 38. От каких факторов зависят потери элементов от испарения при плавке алюминиевых сплавов? 39. Что является главным источником насыщения алюминия водородом? 40. Какие элементы повышают окисляемость алюминия в расплаве? 41. Как влияет окисная пленка на поверхности расплава алюминиевых сплавов на насыщение его водородом? 42. Какие защитные флюсы применяют при плавке алюминиевых сплавов? 43. В каких случаях при плавке алюминиевых сплавов применяют лигатуры? 44. В каких случаях при плавке алюминиевых сплавов применяют предварительный чушковый сплав? 45. Порядок загрузки шихтовых материалов и ведение легирующих элементов при плавке алюминиевых сплавов в электрических печах? 46. Перечислите режимы ведения плавки алюминиевых сплавов? 47. Рафинирование является предварительной или окончательной операций плавки? 48. Что такое экспресс-анализ? 49. Что служит исходными шихтовыми материалами для приготовления алюминиевых деформируемых сплавов? 50. Какие сплавы относятся к литейным? 51. Рекомендации по выбору тиглей для плавки литейных алюминиевых сплавов? 52. Печи для получения алюминиевых сплавов? 53. Какими способами исправляют дефекты в отливках? Состав и свойства первичного магния. Магний обладает гексагональной плотноупакованной кристаллической решеткой, имеет невысокую температуру плавления (651 °С) и небольшую плотность (1,738 г/см3 при 20 °С и 1,6 г/см3 при температуре плавления), высокое давление пара. Температура кипения магния при атмосферном давлении составляет 1107 °С. Объемная усадка при переходе из жидкого состояния 141 в твердое равна 3,97-4,2 %. Магний имеет меньшее, чем алюминий, поверхностное натяжение (563 мН/м при температуре 681 °С), которое снижается от добавок лития, кальция, сурьмы, стронция, свинца, висмута или бора. В литом состоянии он имеет низкие прочность (80-110 МПа) и относительное удлинение (6-8 %). Чистый магний, характеризуется высокой химической активностью. Он легко окисляется. У образующейся оксидной плены при температуре выше 450 °С отсутствуют защитные свойства. С повышением температуры скорость окисления возрастает, а при температуре 623 °С магний воспламеняется на воздухе. Медь, никель, олово, цинк и алюминий увеличивают скорость окисления магния при повышенных температурах; свинец, серебро, кадмий и таллий почти не оказывают влияния, а церий и лантан несколько замедляют скорость окисления на воздухе. С азотом при температуре выше 750 °С магний взаимодействует с образованием нерастворимого твердого и хрупкого нитрида Mg3N2, снижающего пластические свойства металла. С сернистым газом при температуре 600-650 °С взаимодействие сопровождается образованием MgO, MgSО4 и паров серы. Магний в значительно большем количестве, чем алюминий, поглощает водород. С повышением температуры и давления над расплавом растворимость водорода увеличивается. Магний не взаимодействует с растворами едких щелочей, с керосином, бензином, минеральными маслами, устойчив по отношению к фторидам и плавиковой кислоте, но неустойчив в разбавленных минеральных кислотах. С водой магний интенсивно реагирует с выделением водорода, который часто является причиной взрывов из-за образования гремучего газа. ГОСТ 804-93 предусматривает выпуск трех марок первичного магния, различающихся содержанием примесей: Мг96; Мг95; Мг90. Наиболее вредными примесями являются никель и железо. Они сильно снижают коррозионную стойкость магния. Ввиду малой растворимости в твердом магнии, эти примеси при содержании в количестве более 0,01-0,02 % выделяются в виде мельчайших частиц интерметаллида Mg2Ni и чистого железа и вызывают резкое усиление атмосферной коррозии за счет образования большого числа гальванических микропар. Медь и кремний также снижают коррозионную стойкость магния, но в меньшей степени, чем никель и железо. Примеси натрия, калия, водорода, оксидов и хлоридов оказывают отрицательное влияние на свойства магния; сотые доли процента кальций уменьшают газовую пористость отливок; действие большинства других примесей мало изучено. Состав и свойства магниевых сплавов. Литейные сплавы. Для изготовления фасонных отливок в промышленности используют три группы магниевых сплавов (ГОСТ 2856-79): 142 I группа – сплавы на основе системы Mg-Аl-Zn (МЛ3, МЛ4, МЛ4пч, МЛ5, МЛ5пч, МЛ5он, МЛ6); II группа – сплавы на основе системы Mg-Zn-Zr (МЛ8, МЛ12, МЛ15); III группа – сплавы, легированные редкоземельными элементами (МЛ9, МЛ10, МЛ11, МЛ19). Все сплавы I группы, за исключением сплава МЛ3, относят к числу высокопрочных. Основным упрочнителем в этих сплавах является алюминий, растворимость которого в магнии при эвтектической температуре составляет 12,7 %, а при комнатной 1,5 %. Цинк также упрочняет магний, но менее эффективно, чем алюминий. Максимальная растворимость его в магнии при температуре солидуса составляет 8,4 %; с понижением температуры растворимость уменьшается (рис. 54). Рис. 54. Диаграмма состояния системы Mg-Zn Сплавы I группы предназначены для производства высоконагруженных отливок, работающих в тяжелых атмосферных условиях (большая влажность). Для повышения коррозионной стойкости: в сплавы системы Mg-Аl-Zn вводят 0,1-0,5 % Мn, а для снижения окисляемости 0,001-0,002 % Be или до 0,1 % Са. Кальций, кроме того, повышает плотность отливок и улучшает способность сплавов к термообработке. В качестве примесей в сплавах I группы присутствуют кремний, железо, никель, медь и цирконий. Большинство из них снижают коррозионную стойкость сплавов. Цирконий оказывает модифицирующее действие на макроструктуру сплавов. Основными структурными составляющими сплавов системы Mg-А1-ZnМn являются первичные кристаллы αMg-твердого раствора алюминия и цинка в магнии, γ-фаза (Mgl7Al12), η-фаза (MnAl) и марганцевая фаза (Мn) (рис. 55). С увеличением содержания алюминия количество γ-фазы возрастает. В сплаве МЛ4, кроме перечисленных структурных составляющих, в небольшом количестве присутствует тройная фаза Т (Al2Zn3Mg3). γ-фаза является упрочнителем при термической обработке. 143 Рис. 55. Магниевый угол системы Mg-Al-Zn (по А.М. Захарову). Сплавы типа МА2 (1); МА2-1 (2); МА2-2 (3); МА3 (4); МА5 (5); МЛ3 (6); МЛ4 (7); МЛ5 (8); МЛ6 (9) Общим недостатком сплавов I группы, за исключением сплава МЛ3, является широкий интервал кристаллизации и в связи с этим склонность к образованию усадочной микрорыхлоты. Излом отливки в месте расположения рыхлоты имеет светло-желтый, серый или черный цвет. Сплав МЛ3 используют при изготовлении отливок простой конфигурации с повышенной герметичностью для работы при средних статических и динамических нагрузках. В отличие от сплавов МЛ5 и МЛ6 сплав МЛ3 обладает небольшим равновесным интервалом кристаллизации (55-60 °С), малой склонностью к образованию микропористости, большей линейной усадкой, повышенной склонностью к образованию усадочных трещин и низкой жидкотекучестью. Сплав МЛ4 используют для работы при повышенных нагрузках; он имеет высокую коррозионную стойкость. Сплав МЛ4 применяют в основном для литья в песчаные формы. Сплав МЛ5 применяют для нагруженных деталей, работающих в условиях ударного и вибрационного воздействия. В связи с удовлетворительными литейными свойствами его используют для изготовления отливок всеми способами литья. Сплав МЛ5 является основным литейным магниевым сплавом. Сплав МЛ6 из-за большого интервала кристаллизации (~160°С) и повышенного содержания цинка более склонен к микропористости, чем сплав МЛ5. Удовлетворительные литейные свойства позволяют изготовлять из него отливки всеми способами литья. Отливки подвергают термической обработке по режиму Т2. Сплавы II группы также относят к числу высокопрочных. Они отличаются от других групп магниевых сплавов повышенными механическими свойствами и хорошей обрабатываемостью резанием. Легирование их лантаном (МЛ 15) улучшает литейные свойства, несколько повышает жаропроч144 ность, плотность и свариваемость, но снижает прочность и пластичность при комнатной температуре. Увеличение содержания цинка, и дополнительное легирование сплавов кадмием (МЛ8) позволяют получать более высокий уровень механических и технологических свойств, чем сплавов с лантаном. Сплавы МЛ8, МЛ12 и МЛ15 обладают удовлетворительными литейными свойствами, имеют измельченное цирконием зерно, способны упрочняться в процессе термической обработки. Для них характерен более низкий уровень содержания примесей, в особенности никеля и железа. Эти сплавы позволяют получать однородные механические свойства в различных по толщине сечениях; они менее чувствительны к влиянию микрорыхлоты, так как отдельные поры располагаются в углах между зернами, а не образуют цепочек, ослабляющих сечения отливок, но сложны в приготовлении из-за плохого растворения циркония и не свариваются на воздухе. Сплавы II группы используют для изготовления отливок, работающих при температуре 200-250 °С и высоких нагрузках. Основными структурными составляющими сплавов МЛ8 и МЛ12 являются αMg-твердый раствор цинка и циркония в магнии и включения интерметаллидов Mg2Zn3 и ZrZn2 (рис. 56), являющихся упрочнителями при термической обработке. Более сложный фазовый состав имеет сплав МЛ 15 – наряду с αMg-твердым раствором и различными промежуточными фазами (интерметаллидами), образованными цинком и цирконием (ZrZn2, ZrZn и др.), основной избыточной фазой в нем является промежуточная фаза на основе Mg3La или (MgZr)x(La, Zn)у. Сплавы III группы обладают высокой жаропрочностью и хорошей коррозионной стойкостью. Они предназначены для длительной работы при температуре 250-350 °С и кратковременной – при температуре 400 °С. Эти сплавы имеют хорошие литейные свойства, высокую герметичность, малую склонность к образованию микрорыхлот и усадочных трещин, высокие и однородные механические свойства в сечениях различной толщины и хорошо свариваются аргонодуговой сваркой. Сплавы системы Mg-РЗМ-Zr применяют для деталей, подвергающихся одновременному воздействию статических и усталостных нагрузок. 145 Рис. 56. Магниевый угол системы Mg-Zn-Zr (по А.М. Захарову). Сплавы типа МА14 (1); МА15 (2); МА19 (3); МА20 (4); МА12 (5); МЛ8 (6) Основными структурными составляющими сплавов системы Mg-Nd-Zr (МЛ9 и МЛ10) являются: αMg-твердый раствор неодима и циркония в магнии и двойная эвтектика αMg + Mg9Nd. Возможно также образование фазы Mg2Zr (рис. 57). Кроме αMg-твердого раствора основной избыточной фазой в сплавах с церием является Mg3Ce (или Mg12Ce). Рис. 57. Магниевый угол системы Mg-Nd-Zr (по А.М. Захарову). Сплавы типа МА12 (1); МЛ9 (2); МЛ10 (3); МЛ19 (4) В структуре сплава МЛ19 в качестве основной избыточной фазы присутствует интерметаллид Mg9Nd (или Mg12Nd). Кроме того, в зависимости от содержания легирующих элементов в числе структурных составляющих может присутствовать фаза (Mg, Zn)3(Nd-Y). Упрочнителями при термической обработке являются фазы Mg9Nd или Mg12Nd. Деформируемые сплавы. Для изготовления листов, поковок, штамповок, профилей, прутков и полос в промышленности применяют следующие группы сплавов (ГОСТ 14957-76): I группа – на основе системы Mg-Mn (MA1, МА8, МА8пч); 146 II группа – на основе системы Mg-Al-Zn (МА2, МА2-1, МА2-1пч, МА5); III группа – на основе системы Mg-Zn-Zr (МА14, МА15, МА19, МА20); IV группа – на основе системы Mg-РЗЭ-Мn (МА11, МА17); V группа – сплавы легированные литием (МА18, МА21). Деформируемые сплавы по химическому и фазовому составу совпадают с литейными, но отличаются меньшими допусками по содержанию примесей. Сплавы I группы отличаются высокой коррозионной стойкостью, высокой пластичностью в горячем состоянии, удовлетворительно свариваются; их применяют в отожженном или нагартованном состоянии для изготовления изделий, не несущих высоких нагрузок. Основную группу (II) деформируемых сплавов составляют сплавы системы Mg-Al-Zn с добавками марганца. В зависимости от содержания алюминия они имеют различный уровень механических свойств. На рис. 58 приведена макроструктура слитков сплава МА2-1. а б в г Рис. 58. Макроструктура слитков сплава МА2-1, кристаллизующихся без обработки (а, б) и с обработкой (в, г) ультразвуком: а, в – центр слитка; б, г – периферия малой грани. ×5. Сплавы III группы характеризуются высокой прочностью. Они обладают хорошей пластичностью в горячем состоянии и удовлетворительной коррозионной стойкостью. Их применяют для изготовления средненагруженных деталей. Вредными примесями в этой группе сплавов являются алюминий, кремний, марганец, никель и сурьма. Эти примеси снижают модифицирующее действие циркония. 147 Сплавы IV группы обладают высокими жаропрочными свойствами. Сплавы с церием устойчиво работают при температурах до 200 °С, а с неодимом – при температуре 250-300 оС. Самым легким конструкционным материалом являются сплавы магния с литием. Их плотность 1,3-1,65 г/см3. В зависимости от содержания лития эти сплавы делят на однофазные и двухфазные. При содержании лития от 1 до 5,7 % сплавы имеют структуру αMg-твердого раствора; двухфазные (α + β) сплавы содержат 5,7-10,3 % Li; при содержании лития от 10,3 до 15 % основой сплава является твердый раствор (β) магния в литии (рис. 59). Магниеволитиевые сплавы на основе β-твердого раствора обладают повышенной пластичностью и ударной вязкостью и могут обрабатываться давлением в холодном состоянии; они хорошо свариваются и имеют удовлетворительную коррозионную стойкость. По структуре в литом состоянии деформируемые сплавы близки к соответствующим литейным сплавам. Горячая обработка магниевых сплавов давлением проводится при температуре 350-400 °С, рекристаллизационный отжиг – при температуре 300-350 °С. Большинство сплавов подвергают термической обработке. Рис. 59. Диаграмма состояния системы Mg-Li Особенности плавки магниевых сплавов. Плавка магниевых сплавов сопряжена с рядом трудностей. Сплавы легко окисляются. Это объясняется тем, что на поверхности расплавов образуется пористая пленка оксида ( VMgO / VMg < 1 ) не предохраняющая их от окисления и загорания. Иттрий, церий, лантан, неодим и литий усиливают окисление, создавая тем самым условия для обогащения расплавов оксидными пленами. Алюминий, медь, серебро, индий, никель, свинец, сурьма, олово и цинк понижают температуру воспламенения магния. Окисление замедляется в атмосфере сернистого газа (SО2) или углекислоты (СО2). Взаимодействие с сернистым газом при температуре 700-750 °С сопровождается образованием на поверхности расплава тонкой пленки сульфата магния (MgSO4), затрудняющей доступ кислорода к расплаву. По этой причине сернистый газ нашел ши148 рокое применение для защиты от окисления струи металла при литье фасонных отливок. Резко снижает окисление магниевых сплавов введение в них 0,0010,002 % бериллия или 0,03-0,05 % кальция, оксиды которых уплотняют оксидную пленку на поверхности расплавов. При содержании бериллия более 0,002 % структура сплавов огрубляется, а механические свойства снижаются. При нагреве магниевых расплавов в воздушной среде выше температуры 700 °С они взаимодействуют с азотом с образованием нерастворимого нитрида магния (Mg3N2). Активно эта реакция идет при температуре выше 950 °С. Включения нитрида магния снижают коррозионную стойкость и пластические свойства магниевых сплавов. При температуре ведения плавки магниевые сплавы интенсивно поглощают водород (до 30 см3/100 г). Легирующие элементы и примеси, входящие в состав сплавов, изменяют растворимость водорода в магнии. Алюминий в количестве до 6 % увеличивает растворимость. Максимальной растворимостью обладает сплав магния с 3-4 % Аl. При более высоком содержании алюминия растворимость водорода снижается. Подобное действие на растворимость водорода оказывает цинк. Максимальной растворимостью водорода обладают сплавы с 2-3 % Zn. С повышением температуры расплавов растворимость водорода в двойных сплавах магния с алюминием и цинком увеличивается. В тройных сплавах системы Mg-Al-Zn растворимость водорода выше, чем в магнии. Магниевые расплавы, обогащенные водородом и оксидами, предрасположены к образованию микропористости в отливках. Цирконий, церий, лантан, иттрий, кальций и титан взаимодействуют с водородом с образованием гидридов. Вводя их в магниевые расплавы, снижают выделение водорода в процессе кристаллизации и предотвращают образование газовой и газоусадочной пористости. Для предотвращения интенсивного взаимодействия с печными газами плавку магниевых сплавов ведут под флюсами или в среде защитных газов. Покровные флюсы для магниевых сплавов состоят из смеси хлористых и фтористых солей щелочных и щелочноземельных металлов. Основой хлоридных и хлоридно-фторидных флюсов является карналлит MgCl2×KCl (табл. 14). Хлористый барий добавляют во флюс для повышения плотности и лучшего отделения флюса от сплава. Фтористый кальций повышает вязкость флюса и увеличивает его рафинирующую способность. Оксид магния добавляют в качестве загустителя, облегчающего образование корочки при перегреве расплава. При плавке магниевых сплавов хорошо зарекомендовали себя флюсы ВИ2 и ВИ3. Они характеризуются хорошими защитными и рафинирующими свойствами. Обладая повышенной плотностью, флюс ВИ2 легко отделяется от расплава, хорошо отводится с поверхности при разборе металла ковшом. Флюс ВИ3 при перегреве сплава до температуры 900 °С образует прочную плотную корку, защищающую сплав от окисления. Флюс, состоя149 щий из хлористого и фтористого лития, применяют при плавке сплавов магния с литием. Флюс BИ2 ВИ3 ФЛ5 ФЛ10 №1 №2 №3 №4 ФЛ1 ВАМИ1 ВАМИ5 Таблица 14 Состав некоторых флюсов для плавки магниевых сплавов, % Состав Применение 38-46 MgCl2; 32-40 KCl; <10 CaCl2; 5-8 BaCl2; Для плавки в стационарных 3-5 CaF2; <1,5 MgO; <1,5 н.o; <3 H2O печах и тиглях 33-40 MgCl2; 25-36 KCl; <7 CaCl2; 15-20 CaF2; Для плавки в выемных тиг7-10 MgO; <1,5 н.o; <3 H2O лях 25-42 MgCl2; 20-36 KCl; 4-8 BaCl2; 0,5-10 CaF2; Единый флюс. 3-11 MgF2; 3-4 AlF3; 1,8 B2O3 20-35 MgCl2; 16-29 KCl; 8-12 BaCl2; 14-23 CaF2; Универсальный флюс 14-23 MgF2; 0,5-0,8 B2O3 80 LiCl; 20 LiF Для сплавов магния с литием 14-21 NaCl; 47-51 CaCl2; 26-29 BaCl2; 2-5 CaF2; Для сплавов с РЗМ <2 H2O 22-26 KCl; 17-20 NaCl; 35-39 CaCl2; 19-23 BaCl2; То же 2-5 CaF2; <2 H2O Для сплавов магния с торием 55 KCl; 28 CaCl2; 15 BaCl2; 2 CaF2 и цирконием 13 CaF2; 32 MgF2; 40 AlF3; 15 Ba2O3 Бесхлоридные флюсы 3,5 CaF2; 23,5 AlF3; 40 Ba2O3; 33 Na3AlF6 То же 17,5 CaF2; 17,5 MgF2; 15 AlF3; 50 Ba2O3 »» При плавке сплавов с редкоземельными металлами (Се, Y, Nd, La), торием и кальцием используют флюсы, не содержащие хлориды магния. Применение флюсов на основе хлорида магния влечет за собой большие потери редкоземельных металлов из-за обменных реакций: 3MgCl2 + 2Y → 2YCl3 + 3Mg; 3MgCl2 + 2Ce → 2CeCl3 + 3Mg; MgCl2 + Ca → CaCl2 + Mg. Для уменьшения этих потерь при необходимости применения флюсов на основе карналлита следует до минимума сокращать длительность контакта расплавов с флюсом, что достигается введением РЗМ в расплав за 3-5 мин до его разливки. В последние годы разработаны бесхлоридные флюсы, позволяющие рафинировать расплавы от хлористых солей. Бесхлоридные флюсы наносят на поверхность расплава после рафинирования хлоридными флюсами для защиты сплавов от загорания. Из-за высокой гигроскопичности флюсов применение их сопряжено с возможностью насыщения расплавов водородом и обогащения оксидами. Поэтому непременным условием является использование переплавленных флю- 150 сов, хранение которых осуществляется в термостатах. Применение флюсов, несмотря на их положительное влияние, связано с рядом неудобств: попаданием флюса в отливки и образованием очагов интенсивной коррозии из-за его высокой гигроскопичности, растрескиванием корки окисленного флюса и необходимостью добавки свежего для защиты поверхности расплава, интенсивным коррозионным воздействием флюсовой пыли во влажной атмосфере на стальные конструкции цеха. Поэтому в настоящее время широко применяют бесфлюсовую плавку магниевых сплавов. В качестве защитной газовой среды при этом используют смеси сухого воздуха с сернистым газом, фторидом бора или шестифтористой серой и чистый углекислый газ. Применение этих смесей обусловлено возможностью образования тонких защитных пленок фторида и сульфата магния. Атмосфера углекислого газа эффективна в интервале 620-680 °С. В производственных условиях предпочтительнее использование защитной атмосферы из сухого воздуха с 0,1 % SF6, так как шестифтористая сера в отличие от фторида бора не является токсичным газом. В зависимости от масштаба производства и развеса отливок применяют три способа плавки литейных магниевых сплавов: в стационарных тиглях; в выемных тиглях; дуплекс-процесс (отражательная печь – тигель или индукционная печь – тигель). Технология приготовления сплавов при использовании любого способа почти одинакова. Имеются лишь некоторые различия в технологии заливки и составе применяемых флюсов. Плавку в стационарных тиглях ведут при массовом или крупносерийном производстве мелких отливок. Стальной толстостенный литой тигель нагревают до температуры 400-500 °С и загружают в него флюс ВИ2 в количестве до 10 % от массы шихты. Флюс расплавляют, затем небольшими порциями загружают в него подогретые до температуры 120-150 °С шихтовые материалы. После введения всех составляющих шихты расплав нагревают до температуры 700-720 °С и проводят рафинирование и модифицирование. Выстаивают сплав 10-15 мин, отбирают пробы на химический и спектральный анализы и излом, а затем при помощи ручных ковшей разливают металл по формам. Остаток металла (20-30 % от объема расплава в тигле), загрязненный оксидами и флюсом, сливают после каждой плавки и используют для производства подготовительных сплавов. При изготовлении крупных отливок плавку сплавов ведут в выемных сварных стальных тиглях с перегородкой и дуплекс-процессом. В этих тиглях осуществляют плавку, рафинирование и модифицирование так же, как и в стационарных тиглях. Различие состоит лишь в применении другого флюса (ВИ3) для рафинирования. Флюс ВИ3 легче, чем ВИ2, поэтому всплывает на поверхность расплава и при заливке удерживается от попадания в форму перегородкой тигля. После проведения всех операций по рафинированию и модифицированию тигель извлекают из печи и транспортируют к месту заливки. Плавку дуплекс-процессом ведут в отражательных или индукционных 151 печах емкостью 0,5-3 т под слоем флюса ВИ2. Затем расплав переливают в выемные тигли, где осуществляют операции рафинирования и модифицирования. При плавке в индукционных печах на дно тигля загружают часть мелкой шихты, а затем как можно компактнее крупные куски, промежутки между которыми заполняют мелочью; сверху засыпают флюс. После расплавления шихты и перегрева расплав переливают в выемные тигли. При выплавке сплавов применяют магний Мг90; первичные магниевые сплавы МА2, МА5, МА8; алюминий А6 и А5; цинк стандартных сортов не ниже марки Ц1; возвраты собственного производства (до 80 %) и различные лигатуры. Марганец вводят в виде лигатуры Аl-Мп (8-10 %) или лигатуры MgМп (2 %), а также в виде хлористого марганца. Предпочтение обычно отдают лигатурам, так как хлористый марганец обогащает расплав хлоридными включениями и способствует увеличению потерь марганца и редкоземельных металлов. Лигатуру загружают в печь вместе с магнием. При подшихтовке лигатуру вводят в расплав при температуре 740-760 °С. Хлористый марганец вводят в сплав при температуре 850 °С в трехкратном против расчетного количестве. В ряде случаев подшихтовку ведут электролитическим чешуйчатым марганцем, загружая его в расплав, нагретый до температуры 900 °С небольшими порциями в смеси с флюсом ВИ2 (1:1). Цирконий в сплавы вводят в виде лигатур Mg-Zn-Zr (6-7 % Zn, 20-25 % Zr) и Mg-Zr (15-20 % Zr), а также в виде фторцирконата калия и шлаклигатуры, содержащей 66 % фторцирконата калия, 26 % хлористого лития и 8 % фтористого кальция. Расплав перед введением циркония нагревают до температуры 800-950 оС. Введение из солей отличается низким усвоением циркония (20 %), требует максимального перегрева расплава, что влечет за собой сильное окисление и большие (20-25 %) безвозвратные потери металла. Поэтому при выплавке магниевых сплавов предпочтение отдают лигатурам, которые вводят в расплавы несколькими равными порциями при температуре 820 °С. Меньшие безвозвратные потери (10-12 %) и лучшее усвоение циркония (60 %) получаются при использовании двойной лигатуры (Mg-Zr). Примеси алюминия, железа, никеля, кремния и в меньшей мере марганца, образуя с цирконием тугоплавкие нерастворимые в магнии соединения, резко снижают содержание его в сплавах. Поэтому для получения магниевоциркониевых сплавов необходимо применять шихтовые материалы высокой чистоты. Лантан и неодим вводят либо в виде чистых металлов, либо в виде лигатур с магнием при температуре 760-780 °С. В том случае, когда плавку ведут с использованием флюсов ВИ2 и ВИ3, лантан шихтуют с 20-25 %-ным, а неодим с 10-15%-ным избытком сверх расчетного количества. Церий вводят в виде мишметалла (50-60 % Се) при температуре 750-780 °С; если же вводят ферроцерий, то температуру расплава поднимают до 780-800 °С. Торий вводят в сплавы в чистом виде или в составе лигатуры Mg-Th; учитывая радиоактивность тория, при плавке и обработке отливок из сплавов 152 с торием применяют необходимые меры защиты обслуживающего персонала. Бериллий вводят в расплав в составе лигатур Al-Be (5 %) или Al-Mg-Be (3 % Be; 35 % Mg) и в виде фторбериллата натрия (Na3BeF6). Лигатуры вводят при температуре 720-750 °С до рафинирования расплава из расчета 0,004 % Be; фторбериллат – во время рафинирования при температуре 730-750 °С из расчета 0,06 % от массы шихты. Лучшее усвоение бериллия сплавом происходит при введении смеси, состоящей из 50 % карналлита и 50 % фторбериллата натрия. Кальций (0,03-0,08 %) вводят в сплавы, подобно редкоземельным металлам, за 5-10 мин до разливки. В тех случаях, когда плавку ведут под флюсами ВИ2 и ВИ3, его вводят на 25 % больше, чем требуется по расчету. Цинк, кадмий и алюминий вводят в расплав при температуре 720-760 оС. Потери металла на угар и шлак при плавке в отражательных печах составляют до 6 % у сплавов системы Mg-Al-Zn-Мп, 8-10 % у сплавов системы Mg-Мп-РЗМ и до 12 % у сплавов, содержащих цирконий. При ведении плавки в индукционных печах эти потери составляют 2-3 %. Все шихтовые материалы, предназначенные для приготовления сплавов, должны быть свободны от продуктов коррозии, масла, эмульсии и прочих загрязнений. Отходы – литники, прибыли, бракованные отливки – должны быть очищены в дробеструйной установке или переплавлены. Последовательность загрузки составных частей шихты при плавке наиболее распространенных магниевых сплавов следующая: магний, отходы и возвраты; лигатура; алюминий; цинк и кадмий. Церий, кальций и бериллий присаживают перед самой разливкой. Следует иметь в виду, что при переплавке возврата кальций в нем полностью выгорает. Присадку легирующих элементов заканчивают тщательным перемешиванием расплава (5-7 мин) и отбором проб для определения химического состава сплава. Для деформируемых сплавов во избежание накопления нежелательных примесей установлен минимальный процент освежения: 10 % для сплавов системы Mg-Al-Zn-Мп, 30 % для сплавов систем Mg-Zn-Zr и Mg-Zn-Zr-РЗМ, 25 % для сплавов системы Mg-Мп-РЗМ. При плавке магниевых сплавов недопустим контакт металла, флюсов, а также плавильного инструмента и тиглей с влагой, так как это может вызвать воспламенение металла, выброс его из печи пли миксера и ухудшение качества отливок. Рафинирование расплавов. Рафинирование магниевых расплавов ведут с целью удаления взвешенных неметаллических включений, водорода и примеси железа. Самый простой способ отделения взвешенных неметаллических включений – отстаивание. Эту операцию ведут обычно при температуре 750 °С. С увеличением температуры и времени выдержки эффективность очистки возрастает. Однако данный способ малопроизводителен, особенно в случае отде153 ления небольших по размерам частиц. Эффективным способом очистки является обработка расплава флюсом. Так же как и в случае алюминиевых сплавов, в основе этого способа лежит процесс адсорбции включений жидкими солями. Эффективность очистки определяется величиной поверхности контакта металла с флюсом и возрастает по мере ухудшения смачивания включений металлом в среде флюса и уменьшения межфазного натяжения на границе металл-флюс. При плавке в стационарном тигле для рафинирования применяют флюс ВИ2; при ведении этой операции в выемном тигле используют флюс ВИ3. Перед рафинированием расплав нагревают до температуры 700-720 °С, удаляют покровный флюс и вводят в сплав бериллий (0,001-0,002 %) или кальций (0,05 %). Для рафинирования на поверхность расплава засыпают порцию молотого рафинирующего флюса (1 % от массы расплава), расплавляют его, затем замешивают в расплав на 2/3 высоты тигля. Замешивание флюса производят плавными движениями ложки-шумовки в направлении сверху вниз. При замешивании периодически подсыпают свежий флюс. Рафинирование считается законченным, когда поверхность расплава приобретает зеркальноблестящий вид. Повышение температуры расплава и времени выдержки его после перемешивания способствует более полному отделению взвешенных частиц. В производственных условиях рафинирование ведут по следующему режиму: температура расплава 700-720 °С; продолжительность замешивания флюса 5-6 мин; удаление использованного и нанесение свежего флюса; нагрев до температуры 750-780 °С; отстаивание при этой температуре 10-15 мин; снижение температуры расплава до температуры заливки; заливка форм. Рафинирующее действие флюсов основано на том, что хлористый магний, входящий в состав флюса, смачивает включения оксида магния, связывает их в хлороксид (MgCl2×5MgO) и способствует их коагуляции. Во избежание насыщения сплава водородом рафинирующие флюсы не должны содержать влаги. Более глубокая очистка от неметаллических включений может быть достигнута при пропускании тонких струй расплава через жидкие флюсы. Эффективность флюсовой обработки определяется совокупностью физико-химических свойств флюса и его активности по отношению к оксиду магния. Пригодность флюса для рафинирования оценивают величиной рабом-в ты адгезии включений к расплаву в среде флюса Wа(ф) . Контроль степени очистки расплава от оксидных включений производят по излому. Черные пятна в изломе указывают на присутствие оксида магния; включения флюса имеют серый цвет. Наряду с очисткой от неметаллических включений обработка флюсом сопровождается частичной дегазацией расплава. Более глубокую дегазацию магниевых расплавов осуществляют продувкой газами (азот, аргон, хлор) или 154 обработкой гексахлорэтаном (С2Сl6). Продувку азотом (0,5 %) ведут при температуре 660-685 °С; при более высокой температуре расплав обогащается нитридами магния. Обработку аргоном и хлором ведут при температуре расплава 740-760 °С. При продувке хлором образуется хлорид магния, способствующий удалению из расплава оксидных включений. Тонкая взвесь хлорида магния облегчает образование пузырьков водорода. Дегазацию хлором совмещают в ряде случаев с операцией модифицирования. Для этого расплав продувают смесью хлора с четыреххлористым углеродом. Последовательная продувка магниевых расплавов углекислым газом и гелием или четыреххлористым углеродом и гелием обеспечивает снижение содержания водорода в них до 8-10 см3/100 г (рис. 60). Рис. 60. Эффективность дегазации расплава МЛ5 при продувке газовыми смесями Длительность продувки газом определяется объемом расплава, толщиной его слоя, величиной удельной поверхности расплава и выбирается в пределах 15-30 мин. Расход газа составляет 0,5-3,0 % от массы расплава. Для получения плотных отливок в магниевые сплавы рекомендуется вводить присадки (0,1 %) циркония, церия или кальция. Образуя с водородом устойчивые гидриды, эти элементы предотвращают образование газовой пористости в процессе кристаллизации. Однако следует иметь в виду, что склонность циркония к образованию гидридов подавляется цинком. В расплавах, содержащих более 1 % цинка, образуется не гидрид циркония, а цирконид цинка (Zn2Zr3). Введение кальция в расплавы системы Mg-Al-Zn-Mn сопровождается обогащением их оксидными пленами. Рафинирование аргоном. При затвердевании магниевых сплавов в равновесных условиях на 100 г металла выделяется 8 см3 водорода. Это количество в восемь раз превышает максимальное количество водорода, которое может выделиться при затвердевании алюминиевых сплавов. Пористость, образующаяся в отливках из магниевых сплавов, связана с возникновением при кристаллизации усадочных явлений и значительного газовыделения. Получить плотную отливку удается после предварительного удаления газа. Дегазацию магниевого жидкого сплава наиболее легко и полно можно осуществить обработкой расплава или активным газов (хлором), или ней155 тральными газами (гелием или аргоном). Для получения плотных отливок достаточно пропустить через сплав МЛ5 0,5 % аргона при 750-760 оС. Это позволяет снизить содержание водорода с 15-19 до 10 см3/100 г. Комбинированная обработка сплава МЛ5 при температуре 750-760 оС аргоном (0,5 %) совместно с четыреххлористым углеродом (0,4 %) обеспечивает получение плотных отливок с высокими механическими свойствами [11]. Рафинирование азотом. Одним из способов дегазации магниевых сплавов является продувка их азотом при температуре 660-685 ° С. Азот действует аналогично инертному газу. В указанном температурном интервале не происходит интенсивного горения сплава. При более высоких температурах (выше 700 ° С) происходит интенсивное образование нитрида магния. Продувка сплава в тигле вместимостью около 1 т проводится в течение 0,5 ч через железную трубку диаметром 16 мм. Рафинирование хлором. Рафинирование хлором или смесью хлора с четыреххлористым углеродом проводится следующим образом. Хлор продувается через расплав со скоростью, при которой происходит перемешивание расплава без его выплескивания. Изменение скорости хлорирования в пределах 2,5-3,0 л/мин не оказывает заметного влияния на величину зерна и механические свойства сплава, если количество хлора остается постоянным и не превышает 3 % от массы расплава. Хлорирование проводят при температуре 740-760 ° С. Проходя через расплав, пузырек хлора реагирует с магнием, образуя хлористый магний. При совмещении дегазации хлором и модифицирования сплава через сплав продувают смесь, содержащую 1,0-1,5 % Cl и 0,25 % ССl4. Эта совмещенная операция проводится при 690-710 °С. Однако из-за токсичности хлора метод хлорирования магниевых сплавов не нашел применения в промышленности. Комплексные способы дегазации. Хорошие результаты получают при пропускании через расплав последовательно углекислого и инертного газа, инертного газа с четыреххлористым титаном. Последовательная обработка расплава углекислым газом и гелием значительно повышает эффективность дегазации инертного газа, понижая содержание водорода до 8-10 см3/100 г металла. Последовательная обработка расплава четыреххлористым углеродом с гелием и затем только гелием оказывается более эффективной, чем одновременное введение в расплав четыреххлористого углерода с гелием. В первом случае содержание водорода снижается до 6-8 см3/100 г, во втором – до 1316 см3/100 г металла. Обработка смесью четыреххлористого титана и гелия дает такой же эффект дегазации, как и обработка смесью четыреххлористого углерода с гелием. 156 Влияние отстаивания. Дегазация сплава МЛ5 [11], зависит от температуры выстаивания. Удаление водорода из расплава при 750 оС происходит несколько медленнее, чем при 670 °С. Скорость дегазации при выстаивании находится в прямой зависимости от содержания водорода в расплаве. Однако дегазация расплавов не происходит до конца. В результате продолжительного выстаивания достигается такое состояние системы расплав – газовая среда, при котором скорость дегазации расплава становится равной нулю и дальнейшее увеличение времени выдержки уже не приводит к снижению газосодержания. Практика производства магниевых сплавов в печах большой емкости показывает, что рафинирование расплавов флюсами с последующим отстаиванием не обеспечивает необходимого уровня очистки от взвесей. В темплетах слитков, отлитых из таких расплавов, обнаруживается значительное количество включений флюса и оксидных плен, максимальная площадь которых достигает 50-80 мм2. Полуфабрикаты, изготовленные из таких слитков, имеют пониженные пластические свойства и коррозионную стойкость. Значительно более высокий уровень очистки магниевых расплавов от неметаллических и флюсовых взвесей получается при фильтровании расплавов через сетчатые или зернистые фильтры. Так, применение сетчатого фильтра из стали с размером ячейки 1×1 мм позволило в 4 раза снизить содержание оксидных включений в сплавах МА2 и МА14 по сравнению с нефильтрованным расплавом; максимальная площадь плен при этом не превышала 15 мм2 [1]. Еще более тонкая очистка достигается при фильтровании через зернистые фильтры толщиной 100-150 мм, изготовленные из магнезита, графита и других материалов. По мере уменьшения размера зерна фильтра и увеличения толщины фильтрующего слоя эффективность очистки возрастает. Следует иметь в виду, что сетчатые и зернистые фильтры при фильтровании магниевых расплавов теряют пропускную способность значительно быстрее, чем при фильтровании алюминиевых сплавов. Как показал длительный промышленный опыт [1], фильтрование магниевых расплавов через зернистые фильтры из магнезита позволяет почти полностью ликвидировать брак по пленам и флюсовым включениям при производстве фасонных отливок. Фильтры из углеродных материалов (кокс, электродный бой) и комбинированные (чередующиеся слои магнезита и кокса) наряду с очисткой от неметаллических включений оказывают модифицирующее воздействие на сплавы, содержащие алюминий (МЛ3, МЛ4, МЛ5, МЛ6). Они позволяют совместить операции очистки расплавов от плен и модифицирования при заполнении литейных форм. Технология фильтрования и расположение фильтров при литье магниевых сплавов принимаются такими же, как и при литье алюминиевых сплавов. Очистку магниевых сплавов от железа проводят с целью повышения их коррозионной стойкости. Железо удаляют обычно путем введения в перегре157 тый расплав (800-850 °С) присадок марганца, циркония или титана в количестве 0,3-0,4 % от массы расплава. Последующая выдержка расплава в течение 20-30 мин при температуре 700 °С сопровождается образованием кристаллов фазы, содержащей железо и добавленные присадки. Эти кристаллы собираются на дне тигля. Введением присадок содержание железа в магниевых сплавах может быть снижено до тысячных долей процента. Введением циркония и титана можно также снизить содержание примесей марганца, никеля, кремния, алюминия и олова. Модифицирование сплавов. Повышение механических свойств отливок и улучшение их качества достигается путем модифицирования расплава перед заливкой в форму или в процессе кристаллизации. Модифицированием называют процесс искусственного изменения структуры литого материала (металла или сплава) или под действием небольших количеств добавок, или под действием некоторых физических явлений [11]. Вещества или их соединения, которые в весьма малых концентрациях резко влияют на процесс кристаллизации из растворов и расплавов, называют модификаторами. Известные в настоящее время разнообразные методы измельчения зерна магниевых сплавов можно разбить на две группы: металлургические; физические. Металлургические методы модифицирования магниевых сплавов. Металлургические методы основаны на «прививочном» воздействии малых количеств модифицирующих добавок, вводимых в расплав в процессе приготовления сплавов [11]. Роль зародышей могут выполнять частицы такого вещества, кристаллическая решетка которого сопрягается с кристаллической решеткой кристаллизующейся на них фазы. К металлургическим методам модифицирования зерна магниевых сплавов системы Mg-Al-Zn относятся: перегрев расплава до температуры 875925 °С; обработка расплава углеродистыми веществами; обработка расплава хлором и его соединениями; обработка расплава добавками, вызывающими образование тугоплавких соединений; обработка кальцием. Модифицирование перегревом. Модифицирование перегревом является весьма несложной операцией. Приготовленный в тигле сплав МЛ5, например, после рафинирования нагревают до температуры 875-925 °С и выдерживают при этих температурах 15-10 мин соответственно. Затем сплав охлаждают до температуры литья и разливают в формы. Действие модифицирования перегревом пропадает при длительном выстаивании сплава при более низких температурах порядка 680-720 °С. Повторный перегрев до высокой температуры снова приводит к измельчению зерна литого материала. Нагрев до более высокой температуры (около 1000 °С) или очень медленное охлаждение с оптимальной температуры пере158 грева приводит к огрублению зерна. Для большинства сплавов (МЛ3, МЛ4, МЛ5 и МЛ6) температура перегрева при работе на обычных печах и различных по величине тиглях составляет 850-900 °С в зависимости от количества мелкозернистой шихты. Эффект перегрева обычно определяется в цеховых условиях по испытанию на излом специально отлитой пробы. Эффект перегрева сплавов магния с алюминием зависит от концентрации в них железа и марганца [11], при отсутствии марганца и малом содержании железа (менее 0,001 %) перегрев не вызывает измельчения зерна. Слабый эффект измельчения обнаруживается при содержании 0,02 % марганца. Наиболее высокая степень измельчения достигается при содержании 0,2 % марганца и при наличии 0,02-0,03 % примеси железа. Отрицательной стороной перегрева при приготовлении сплавов в тиглях являются увеличение содержания железа, вызывающее снижение сопротивления коррозии, удлинение продолжительности плавки и быстрый износ стальных или железных тиглей из-за энергичного образования окалины в области температур перегрева, а также большой расход топлива или энергии, затрачиваемых в процессе перегрева. Обработка расплава углеродистыми веществами. Атомный диаметр углерода (алмаза) равен 1,5414 Å и сильно отличается от атомного диаметра магния. Растворимость углерода в твердом магнии не обнаружена. Углерод образует с магнием два нестабильных карбида: Mg2C3 и MgC2. Тем не менее, углерод играет большую роль в технологии приготовления магниевых сплавов с алюминием и цинком, выдавая измельчение структуры. Введение углерода в магний и сплавы магния с марганцем или цинком дает незначительный эффект. Измельчение зерен при введении карбида алюминия (Аl4С3) в сплавы, не содержащие алюминия, указывает на возможность образования карбида алюминия в сплавах магния с алюминием. Карбид алюминия имеет одинаковую с магнием гексагональную кристаллическую решетку, в которой расстояние между атомами алюминия 3,33 Å, а расстояние между атомами магния 3,20 Å. Модифицирование углеродистыми соединениями получило широкое применение в промышленности. Большим достоинством этого метода являются возможность получения мелкого зерна без перегрева расплава выше температуры литья, сокращение расхода топлива, уменьшение угара металла и снижение расхода тиглей. Из углеродистых материалов для модифицирования магниевых сплавов могут применяться магнезит, мрамор, каменный уголь, кокс, графит, сажа, парафиновый воск, двуокись углерода, пропан, ацетилен, природный газ. Обработка расплава магнезитом. Наиболее широкое применение в фасонном литье находит магнезит. Практика показала, что через 40-60 мин после обработки расплава углеродистыми соединениями последние дезактиви159 руются. Поэтому при производстве таких деформируемых магниевых сплавов, как МА2-1, в печах большой вместимости обработка расплава углеродистыми соединениями не практикуется. Необходимо обратить внимание на возможность некоторого загрязнения расплава окислами при разложении СО2 и СО3. При модифицировании расплава мелом или мрамором под действием температуры мел или мрамор разлагаются по реакциям СаСО3 → СаО + СО2; 2Mg + СО2 → 2MgCO + С. Расход модификаторов составляет 0,5-0,6 % от массы шихты. Сухой порошок мела или мелкие крошки мрамора завертывают в пакеты из тонкой бумаги и с помощью колокольчика в два-три приема вводят в расплав, нагретый до температуры 760-780 °С. Модифицирование продолжается 5-8 мин до прекращения выделения пузырей на поверхности расплава. В качестве недостатка модифицирования мелом или мрамором следует отметить возможность усиления образования в отливках микрорыхлоты в результате насыщения сплава водородом за счет влаги, всегда находящейся в меле. При модифицировании расплава магнезитом последний измельчают до кусочков размером 10-25 мм, вводят в расплав в количестве 0,3-0,4 % от массы сплава. Магнезит вводят в расплав при температуре 720-730 °С завернутым в тонкую бумагу с помощью колокольчика. Колокольчик опускают в расплав примерно наполовину глубины тигля. Модифицирование продолжается 8-12 мин до прекращения выделения пузырей на поверхности расплава. Обработка гексахлорэтаном. Обработка гексахлорэтаном находит применение в цехах фасонного литья. Расход гексахлорэтана составляет 0,0025-0,1 % от массы шихты. Навеску гексахлорэтана погружают в расплав при температуре около 750 °С в колокольчике. Колокольчик опускают в тигель с таким расчетом, чтобы его нижний край не доходил до дна тигля, обеспечивая свободный выход газа из колокольчика в расплав. Показана целесообразность использования гексахлорэтана в комплексе с другими добавками, в частности с кальцием при отливке крупногабаритных отливок [11]. Обработка серым чугуном. В расплав сплавов магния с алюминием вводят 0,4 % серого чугуна в виде стружки при 800-820 °С (после рафинирования при 700 °С). Время выдержки при температуре модифицирования зависит от объема плавки и составляет 5 мин (при плавке массой 5 кг) и 40 мин (при плавке массой 2 т). Обработка расплава хлором и его соединениями. Обработка хлорным железом, сопровождающаяся выделением мелкодисперсных частиц железа, способствует измельчению зерна магниевых сплавов [11]. Хлорное железо, 160 введенное в расплав при температуре около 750-780 °С, разлагается по реакции 2FeCl3 + 3Mg → 3MgCl2 + 2Fe + Q кал. Расход хлорного железа при грубозернистой шихте составляет 1 %, при мелкозернистой 0,5 %. За один прием вводят в расплав не более 200 г хлорного железа при температуре 750-770 °С. После окончания реакции хлорного железа с расплавом температура в тигле повышается до 800-830 °С. Обработка хлорным железом по сравнению с перегревом имеет ряд преимуществ: снижение расхода энергии на 10-30 %, повышение стойкости тиглей на 30 %, сокращение сроков плавки на 18-30 %. Недостатком такой обработки является некоторое понижение коррозионной стойкости. Обработка другими соединениями хлора (как органическими, так и неорганическими) оказывается наиболее эффективной в сплавах с большим содержанием алюминия (типа МЛ5) и менее эффективной в сплавах с малым содержанием алюминия (типа МЛ3). Обработка малыми добавками тугоплавких металлов (титана, бора, ванадия) приводит к упрочнению сплава МЛ5, особенно при совместном введении бора и титана [11]. Физические методы модифицирования магниевых сплавов. Физические методы измельчения связаны с динамическими воздействиями на расплав в процессе его кристаллизации. Звуковые и ультразвуковые колебания затвердевающей жидкости способны увеличивать частоту образования зародышей. Увеличению скорости зарождения новых кристаллов способствует применение магнитных и электрических полей. Применение физических методов для измельчения зерна магниевых сплавов целесообразно и возможно в тех случаях, когда другие методы, например модифицирование малыми добавками, оказываются неэффективными. Безусловным достоинством физических методов модифицирования является возможность их применения в процессе литья без дополнительной затраты времени. Известно, что модифицирование перегревом расплава в плавильной печи или органическими или неорганическими модифицирующими материалами связано с затратой дополнительного времени. Среди известных физических методов измельчения зерна следует отметить электромагнитное или индукционное перемешивание и ультразвуковую обработку, которые в той или иной мере были опробованы и находят применение в технологии производства отливок и полуфабрикатов из магниевых сплавов. Воздействие этих методов заключается в перемешивании расплава с различной затратой энергии и неодинаковой степенью интенсивности. Перемешивание достигается с помощью механических, электромагнитных и ультразвуковых устройств. Каждому из них свойственны определенная частота и интенсивность. При перемешивании ускоряется процесс диффузии, способст161 вующий образованию зародышей. Физические методы измельчения зерна связаны с введением энергии в систему. Отличительной особенностью физических методов измельчения зерна магния и его сплавов является их воздействие непосредственно на ход процесса кристаллизации. Измельчение зерна ультразвуком. При литье в стационарные изложницы ультразвуковые колебания могут подаваться как сверху, так и снизу. Эффективность воздействия ультразвука на процесс кристаллизации зависит и от таких технологических параметров, как температура расплава и температура формы. Низкие температуры формы вызывают большой перепад между температурами расплава и формы, и кристаллизация расплава в форме происходит с большой скоростью и ультразвуковая обработка в этом случае дает незначительный эффект, особенно при невысокой температуре расплава. Предварительный подогрев стенок формы до более высоких температур приводит к большему эффекту ультразвуковой обработки расплава в форме. Более высокая температура расплава в форме улучшает условия ультразвуковой обработки и способствует получению измельченной структуры. Однако при очень высокой температуре расплава затвердевающая его масса может привариться к торцу волновода, что приведет к отрыву слитка в нижней его части. Влияние концентрации алюминия на измельчение зерна магния сохраняется и при ультразвуковой обработке. Благодаря этому с увеличением содержания алюминия в магнии снижается минимальная мощность ультразвука, вызывающая измельчение зерна. Измельчение структуры при электромагнитном перемешивании расплава в кристаллизаторе. Установка для электромагнитного перемешивания расплава в кристаллизаторе состоит из индуктора, силового трансформатора и измерительных приборов. Главной частью установки является индуктор. В простейшем случае он состоит из одного или нескольких токонесущих и водоохлаждаемых витков и магнитопровода. Витки изготовляют из тонкой медной трубки прямоугольного сечения (9×9 мм). Магнитопровод подбирают из трансформаторного железа толщиной 0,35-0,5 мм. Из двух возможных схем расположения индуктора над кристаллизатором или по периферии кристаллизатора для малых размеров слитков предпочтительным является наружное расположение индуктора вокруг кристаллизатора. Измельчение зерна и устранение структурной неоднородности в слитках способствуют повышению технологической пластичности. Слитки, отлитые с измельчением зерна электромагнитным перемешиванием расплава в лунке кристаллизатора, деформируются без образования трещин. При прокатке и ковке слитков тех же самых плавок, но без измельчения зерна брак по трещинам достигает 40 %. Цилиндрические образцы при осадке в горячем состоянии до появления первой трещины из слитка с измельченным зерном вы162 держивают за один прием деформацию до 75 %, в то время как образцы, вырезанные из обычного слитка, выдерживают деформацию только 20 %, т.е. их пластичность в три раза ниже. Электромагнитное перемешивание расплава в лунке кристаллизатора приводит к резкому сокращению брака листов по пленам и пузырям. Наряду с этим движение расплава в лунке кристаллизатора несколько увеличивает возможность образования больших скоплений первичных кристаллов, богатых марганцем. Наиболее эффективным этот метод оказался для сплавов с узким интервалом кристаллизации. Электромагнитное перемешивание сплава МА8 позволило более чем на 70 % увеличить предел прочности металла слитков и на 40 % относительное удлинение [11]. По склонности к измельчению зерна сплавы делят на легко поддающиеся модифицированию и трудно модифицируемые. В первую группу входят сплавы систем Mg-Zn и Mg-РЗМ, а также чистый магний. Ко второй группе относят сплавы систем Mg-Мп и Mg-Al-Zn. Основным модификатором для первой группы сплавов является цирконий, который вводят в количестве 0,31,0 %. Параметры кристаллической решетки циркония по некоторым кристаллографическим плоскостям имеют размерное соответствие с параметрами кристаллических решеток αMg-твердых растворов. Кроме измельчения зерна цирконий упрочняет твердый раствор и повышает коррозионную стойкость сплавов. На рис. 61 приведена зависимость размера зерна в слитках сплава МА14 от содержания циркония. Цирконий вводят в виде лигатуры Mg-Zr (20 %) при температуре 850-900 °С. Эффект модифицирования сохраняется более 30 ч, если расплав выдерживать при температуре 700-740 °С. Рис. 61. Зависимость величины зерна в сплаве MA14 от содержания циркония Модифицирование сплавов системы Mg-Al-Zn осуществляют введением в расплав углеродсодержащих веществ или перегревом. Устойчивые результаты по измельчению зерна получают при использовании магнезита, мрамора, мела, гексахлорэтана, углекислого газа и ряда других веществ. При модифицировании мелом, магнезитом или мрамором происходит термическое раз163 ложение их с выделением углекислого газа: СаСО3 → СаО + СО2. СО2 вступает во взаимодействие с магнием: СО2 + 2Mg → 2MgO + С. Выделяющийся углерод образует в расплаве карбид алюминия, мелкодисперсные частицы которого служат центрами кристаллизации при охлаждении сплава. При модифицировании гексахлорэтаном между расплавом и модификатором проходит химическая реакция, в результате которой образуется атомарный углерод, необходимый для образования карбида алюминия: C2Cl6 + 3Mg → 3MgCl2 + 2С. К достоинствам углеродсодержащих модификаторов относятся: возможность получения мелкого зерна отливок без перегрева расплава выше температуры литья; сокращение расхода топлива; снижение потерь металла на угар; уменьшение расхода тиглей. Поэтому этот вид модифицирования широко применяют в промышленности при производстве фасонных отливок. Недостатком данных модификаторов является возможное загрязнение расплавов оксидами и водородом, что влечет за собой образование микрорыхлот и снижение механических свойств сплавов. В этом отношении для модифицирования предпочтительнее применение гексахлорэтана. К числу недостатков углеродсодержащих модификаторов следует также отнести кратковременность сохранения эффекта модифицирования. Сильное огрубление зерна в отливках наблюдается после выдержки модифицированных расплавов в течение 40-60 мин при 700-720 °С. Следует отметить, что сотые доли процента циркония подавляют эффект модифицирования сплавов углеродсодержащими веществами, так как значительная часть углерода расходуется на образование карбида циркония. Эффект модифицирования углеродсодержащими веществами снимается также перегревом расплава выше 950 °С. В фасонолитейном производстве перспективно применение активных углеродсодержащих фильтров, позволяющих совместить модифицирование и очистку расплавов от неметаллических включений. Для измельчения зерна перегревом расплав после рафинирования нагревают в стальном тигле до 850-925 °С, выдерживают при этой температуре 10-15 мин, а затем быстро охлаждают до температуры заливки (680-720 °С). Предполагают, что перегрев влечет за собой обогащение расплава железом за счет растворения стального тигля. Быстрое охлаждение насыщенного железом расплава приводит к образованию большого числа тонкодисперсных, частиц FeAl3, являющихся центрами кристаллизации, и сопровождается измельчением зерна в отливках. Эффективность измельчения зерна зависит от содержания железа в сплаве. При содержании железа менее 0,005 % вырастает крупное зерно; зерно среднего размера образуется при содержании железа от 0,006 до 0,02 %; мелкое зерно образуется при содержании железа более 0,02 %. Выдержка расплавов при температуре заливки сопровождается коагу164 ляцией частиц интерметаллида и огрублением зерна. Этот процесс идет тем интенсивнее, чем больше в сплаве примесей циркония, кремния и бериллия. Резкое огрубление зерна наблюдается при 0,002 % циркония; получить отливки с мелким зерном практически невозможно при содержании в сплаве более 0,08 % кремния или 0,002 % бериллия. Модифицирование перегревом проходит успешно, если в сплаве содержатся железо (0,001 %) и марганец (0,2 %). Эффект модифицирования пропадает при длительном (до 1 ч) выстаивании расплава при 680-720 °С. Повторный перегрев до 850-900 °С вновь измельчает структуру. Перегрев модифицированного расплава до 1000 °С или медленное охлаждение с оптимальной температуры модифицирования приводят к огрублению зерна. Недостатки способа перегрева: снижение производительности печен, повышенный угар металла, большой расход тиглей и топлива. Аналогичный перегреву механизм измельчения первичного зерна сплавов системы Mg-Al-Zn-Мп имеет место при модифицировании хлорным железом, которое вводят в расплав в количестве 0,5-1,0 % при 750-780 °С. После прохождения обменной реакции (через 5-7 мин) 2FeCl3 + 3Mg → 3MgCl2 + 2Fe расплав перегревают до 800-830 °С, выдерживают 10-15 мин и быстро охлаждают до температуры заливки. Обработка хлорным железом по сравнению с перегревом имеет ряд преимуществ: на 20-30 % сокращается длительность плавки, на 10-30 % снижается расход энергии, на 25-30 % повышается срок службы стальных тиглей. Однако этот способ модифицирования в настоящее время не применяют из-за снижения коррозионной стойкости сплавов. Измельчение зерна отливок из сплавов системы Mg-Мп осуществляют перегревом или введением хлорного железа. Отличие этой группы сплавов от сплавов, содержащих алюминий, состоит в том, что эффект модифицирования в них подавляют не примеси циркония и кремния, а примесь алюминия. При содержании алюминия более 0,02 % получить мелкое зерно в отливках невозможно. Имеются сведения, что для сплавов системы Mg-Мп в качестве модификаторов могут быть использованы лантан (0,2-0,8 %), скандий (0,5-1,5 %) или самарий (0,3-0,5 %). В ряде работ для модифицирования сплавов, не содержащих алюминия, рекомендуют применять кальций (0,08-0,15 %). Однако процесс измельчения зерна в отливках при модифицировании кальцием идет успешно только в тех случаях, когда сплавы имеют высокое содержание водорода (20-30 см3/100 г), достаточное для образования оптимального количества дисперсных включений гидрида кальция. Следует иметь в виду, что модифицирование деформируемых сплавов перегревом, введением углеродсодержащих веществ, циркония или кальция нестабильно в связи с длительностью разливки печей большой емкости и выгоранием модифицирующих присадок или неприменимо из-за отсутствия модифицирующего эффекта при перегреве расплава в печах, футерованных магнезитом. 165 Результаты модифицирования оценивают по изломам технологических проб, микро- и макроструктуре. Особенности технологии производства фасонных отливок. По химическому составу и механическим свойствам отливки из магниевых сплавов должны соответствовать требованиям ГОСТ 2856-79. Их поставляют заказчику в термически обработанном состоянии с оксидированной поверхностью. На поверхности отливок и готовых деталей после химической обработки не допускаются флюсовые включения. Технология производства фасонных отливок из магниевых сплавов по многим параметрам близка к технологии производства отливок из алюминиевых сплавов: отливки получают одинаковыми способами литья, используют близкие по составу формовочные и стержневые смеси, близкие температурные режимы заливки форм и практически одинаковые режимы выбивки, обрубки, заварки и пропитки отливок. Вместе с тем имеется ряд особенностей, обусловленных особенностями физико-химических свойств магниевых сплавов. Магниевые расплавы окисляются с образованием пористой и малотеплопроводной оксидной плены. Это обусловливает воспламенение расплава при заливке литейных форм. Для предотвращения этого струю металла во время литья припыливают порошком серы. Образующийся при горении сернистый газ замедляет окисление и предотвращает загорание. При литье магниевых сплавов большое внимание уделяют разработке мер по предотвращению попадания флюсов в полость литейной формы. Высокая гигроскопичность карналлитовых флюсов является причиной интенсивной коррозии отливок. Сплавы системы Mg-Al-Zn имеют больший интервал кристаллизации, чем сплавы алюминия с кремнием, и растворяют значительно большее количество водорода (до 24 см3/100 г). Поэтому при литье магниевых сплавов проблема получения плотных отливок стоит значительно острее, чем для алюминиевых сплавов. На рис. 62 приведена микроструктура отливок в зоне расположения ликвации различных видов. Магниевые сплавы в большей мере, чем алюминиевые, склонны к образованию трещин при затрудненной усадке, особенно в местах резких переходов сечений и в острых углах. Обязательным условием для получения плотных отливок является последовательное направленное затвердевание их в сторону прибылей. Наиболее плотные отливки получают в тех случаях, когда в вышележащие части отливки поступает горячий металл и обеспечивается полная пропитка нижележащих частей. Направленное затвердевание отливок легче всего обеспечить заливкой с верхним подводом металла. Однако при этом невозможно предотвратить образование завихрений, захват воздуха и окисление металла в 166 полости формы, т.е. невозможно получить качественные отливки. В связи с этим для обеспечения плавного поступления металла в полость формы применяют расширяющиеся литниковые системы с нижним или вертикальнощелевым подводом металла. Для снижения скорости движения металла на входе в полость формы в литниковые системы вводят различные сопротивления: повороты каналов, установку сеток и зернистых фильтров. В некоторых случаях при изготовлении сложных по конфигурации или высоких отливок применяют двухъярусную литниковую систему с подводом металла в нижние и верхние части формы. а б в Рис. 62. Микроструктура отливок в зоне расположения ликвации различных видов: а – «залеченная» трещина в отливке из сплава МЛ5 (литое состояние); б – микрорыхлоты с эвтектикой (частично «залеченные»); в – внутризеренная ликвация циркония в сплаве магния с 0,6 % Zr (литое состояние). ×70 (а), ×50 (б), ×1000 (в) Типовые литниковые системы для магниевых сплавов имеют такую же конструкцию, как и для алюминиевых сплавов. Оптимальны следующие соотношения площадей сечений литниковых каналов: Fст: Fшл: Fпит = 1:2:4 или 1:3:6. Спокойное заполнение формы имеет место, если начальная скорость подъема металла в форме υнач, см/с, не превышает 3/δ (δ – толщина стенки отливки, см) для мелких отливок и 4,2/δ для крупных. Средняя скорость подъема металла в форме должна составлять 0,45-1,4 см/с. Как правило, литниковые системы для литья магниевых сплавов содержат все элементы: литниковую чашу, стояк, металлоприемник, шлакоуловитель, шлаковыпор, питатели, прибыли. Литниковые чаши, чугунные или из стержневой смеси, применяют при изготовлении средних или крупных отливок массой более 10 кг. Емкость их составляет 30-40 % от массы отливок среднего развеса и 40-50 % от массы крупных отливок. Стояки делают прямыми или змеевидными с круглым или прямоугольным сечением. Форму и размеры стояков выбирают в зависимости от размеров отливки и напора металла. Для мелких отливок массой до 10 кг при высоте падения металла в стояке до 300 мм применяют прямые стояки круглого сечения. Захват воздуха 167 в них предупреждается выбором минимально возможного диаметра (12-15 мм). Для средних и крупных отливок с высотой падения металла в стояке 300-400 мм применяют плоские (щелевые) стояки, в которых не образуются завихрения. Для крупных и средних отливок с высотой падения металла более 400 мм рекомендуется применять змеевидные стояки. Щелевые и змеевидные стояки выполняют стержнями (рис. 63). Рис. 63. Щелевой стояк, выполненный в стержне: 1 – литейная форма; 2 – стержень, 3 – литниковая чаша Для смягчения удара струп металла под стояками размещают металлоприемники, а между ними и стояком помещают сетку из листового железа толщиной 0,5-1,0 мм с диаметром отверстий 1,8-2,0 мм. Сечения шлаковиков, как правило, выполняют в форме трапеции, верхнее основание которой составляет 0,8 от нижнего основания. Рассредоточенный подвод металла к тонким стенкам отливок осуществляют плоскими питателями толщиной 4-8 мм, шириной 25-60 мм и длиной 25-60 мм. Толщину щели в вертикально-щелевых литниковых системах определяют из соотношения а = (1,0-1,5)δ, где δ – толщина стенки отливки, а диаметр вертикальных цилиндрических колодцев – из соотношения d = (4-6)δ. Для задержания шлака, увлеченного металлом в литниковую систему, наряду с металлическими сетками широко практикуют установку шлаковыпоров в местах перемены направления движения металла в литниковых каналах или местах резкого изменения поперечного сечения канала. Для создания направленного затвердевания широко используют холодильники, окраску стержней и форм малотеплопроводными красками, утепление прибылей. Объем прибылей принимают на 30-50 % больше объема прибылей для отливок из алюминиевых сплавов. В зависимости от величины объемной усадки сплавов диаметр нижнего основания открытой конической прибыли Dп принимают равным 1,2-1,6 диаметра окружности, вписанной в тепловой узел Dy. Высота открытой прибыли составляет Нп = (1,9-2,1)Dп; высота закрытой прибыли принимается равной Нп = (1,2-1,4)Dп. При изготовлении крупногабаритных тонкостенных ответственных отливок широко используют метод литья с последовательно-направленным затвердеванием. Разливку магниевых сплавов ведут ковшами чайникового типа, которые 168 предотвращают увлечение металлом флюса в литниковую систему и в полость форм. Хорошие результаты дает фильтрование расплавов через зернистые фильтры из магнезита, впитывающего хлористые соли. В тех же случаях, когда применение флюса недопустимо, в расплавы вводят 0,002-0,005 % бериллия. Большое внимание во время заливки форм уделяют предупреждению попадания оксидных включений в отливку. Поскольку нижняя часть расплавов в тиглях в процессе рафинирования обогащается оксидами магния и загрязненным флюсом, на заливку расходуют не более 2/3 объема расплава в тигле. Загрязненный расплав сливают в изложницы и перерабатывают на подготовительные сплавы. Для уменьшения количества оксидных плен, вносимых в расплав разливочным инструментом, его систематически промывают в расплавленном карналлите. Весьма эффективным способом снижения содержания оксидных плен в отливках является фильтрование расплавов во время заливки форм через зернистые фильтры. Литье в песчаные формы. Магниевые расплавы интенсивно взаимодействуют с кремнеземом формовочных и стержневых смесей по реакциям: SiО2 + 2Mg → 2MgO + Si; SiO2 + 4Mg → 2MgO + Mg2Si. Продукты обменных реакций загрязняют расплавы оксидами и хрупкими интерметаллидами, существенно снижающими пластические свойства сплавов. Поэтому формовочные и стержневые смеси содержат в своем составе специальные присадки, предотвращающие такое взаимодействие. В качестве такой добавки в состав формовочных смесей вводят присадку ВМ, состоящую из смеси 58-62 % мочевины CO(NH2)2; 13-17 % борной кислоты НВО3 и 15-19 % нефелинового коагулянта Al2(SO4)3×18Н2O. Во время заливки разовых форм в присутствии влаги происходит разложение мочевины и гидролиз сернокислого алюминия, обусловливающие понижение концентрации паров воды и образование на поверхности отливки сульфата магния. Газообразные и парообразные продукты гидролиза и деструкции образуют газовую прослойку между расплавом и формой, заполняют полость формы и вытесняют из нее воздух, уменьшая тем самым интенсивность взаимодействия расплава с формовочной смесью и кислородом. Борная кислота при нагревании диссоциирует. Образующийся борный ангидрид взаимодействует с магнием по реакции В2O3 + 3Mg → 3MgO + 2В. Выделяющийся при этом бор внедряется в поверхностные слои отливок и уплотняет оксидную плену. Для удаления продуктов разложения защитных добавок, в первую очередь паров аммиака, необходимо устройство местной вентиляции. 169 Заделку швов и поврежденных песчаных форм и стержней производят пастой, состоящей из 50 % формовочной смеси, 10 % прокаленного талька, 30-31 % силлиманита в порошке, 5 % водного коллоидно-графитового препарата, 2-3 % борофтористого калия, 10 % воды, 10-15 % этилового спирта. Окраску форм и стержней осуществляют спиртовой краской, содержащей 1 % борной кислоты, 20-25 % прокаленного талька, 1-2 % связующего ПК104, 5 % цирконового концентрата и 64-68 % гидролизного спирта. Литье в кокиль. По сравнению с алюминиевыми сплавами магниевые сплавы имеют большую склонность к образованию усадочных трещин, меньшую плотность и пониженную жидкотекучесть. Поэтому получение из них качественных тонкостенных отливок сложной конфигурации связано с большими трудностями. В настоящее время минимальная толщина стенок отливки, которую можно изготовить литьем в кокиль, составляет 3,5 мм. При литье в кокили применяют все типы литниковых систем, однако предпочтение отдается системам с нижним и щелевым подводом металла. Вертикально-щелевые литниковые системы применяют при литье сложных тонкостенных отливок. При изготовлении отливок высотой до 200 мм со сложной конфигурацией и массивными узлами используют системы с нижним подводом металла без коллектора (шлакоуловителя), а системы с коллекторами применяют при изготовлении тонкостенных высоких (до 700 мм) отливок диаметром 100-600 мм. Литниковые системы с верхним подводом металла применяют при изготовлении неответственных отливок небольшой высоты и массы. Широкие интервалы кристаллизации у большинства магниевых сплавов и малая плотность их обусловливают необходимость установки массивных прибылей для пропитки отливок и создания направленного затвердевания в сторону их расположения. Расход металла на прибыли составляет 150-200 % от массы отливок, что на 40-50 % больше, чем при литье алюминиевых сплавов. Для регулирования скорости охлаждения различных частей отливки широко используют теплоизоляционные краски. Краски наносят распылением на поверхности, нагретые до 100-120 °С. Для изготовления ответственных крупногабаритных отливок, внутренняя полость которых выполняется песчаными стержнями, широко используют метод последовательного направленного затвердевания. Высокая температура формы является, как известно, эффективным средством борьбы с усадочными напряжениями и трещинами. Поэтому рабочую температуру матриц кокилей при литье магниевых сплавов поддерживают на уровне 300-350 °С, а металлических стержней 350-400 °С. Кокили подогревают электрическими нагревателями, размещаемыми в стенках матриц. Снижение брака отливок по трещинам способствуют большие радиусы за170 круглений и плавные переходы между стенками отливок. Оптимальная температура заливки магниевых сплавов 680-740 °С. Заливку ведут с помощью дозаторов (рис. 64), обеспечивающих подачу расплава из миксера в форму по обогреваемым металлопроводам или вручную. Для предотвращения загорания струю металла припудривают порошком серы или обдувают защитным газом (сернистый газ, аргон, смесь азота с шестифтористой серой). Рис. 64. Пневматический дозатор магниевых сплавов: 1 – плавильная печь; 2 – тигель; 3 – крышка тигля; 4 – трубопровод; 5 – нагреватель; 6 – печь дозатора; 7 – крышка дозатора; 8 – датчик уровня; 9, 10 – дозирующее устройство; 11, 12 – нагреватели; 13 – заливочная труба; 14 – форсунка для подачи защитного газа Особенностью магниевых сплавов является низкая прочность в горячем состоянии. Это вызывает необходимость быстрого извлечения металлических стержней из отливок, а отливок из форм. Как правило, извлечение отливок из кокилей производят при 350-400 °С без резких толчков и ударов. Конструкции кокилей, материалы для их изготовления, устройство литниковых и вентиляционных систем и многие другие вопросы технологии литья магниевых сплавов близки к алюминиевым сплавам. Литье под давлением. Литьем под давлением изготавливают сложные по конфигурации отливки по 1-3-му классам точности преимущественно из сплавов МЛ5 и МЛ6. Эти сплавы обладают самым высоким уровнем литейных свойств среди магниевых сплавов. Особенностью этих сплавов является низкая энтальпия. Поэтому во избежание незаполнения полости формы заливку ведут с высокими скоростями впуска металла в форму при высоком удельном давлении прессования (70-100 МПа). Для получения отливок применяют расширяющиеся литниковые системы с отношением площади сечения питателя к площади входного сечения литника, равным 1,3; 1,5 или 2,0. Рекомендуется применение разветвленных 171 внешних и внутренних литниковых систем, обеспечивающих минимальный путь до любой точки отливки. Большие скорости впуска при литье магниевых сплавов по сравнению с алюминиевыми требуют лучшей вентиляции пресс-форм, что достигается увеличением числа промывников, суммарный объем которых может составлять ½ объема отливки. Промывники не должны сообщаться между собой. Ширина канала, соединяющего полость формы с промывником, составляет 1/2-3/4 длины промывника, а толщина его со стороны отливки 0,2-0,3 мм. Ширину вентиляционных каналов от промывников к наружному краю прессформы принимают равной ширине соединительного канала, а толщину 0,1-0,2 мм. Для литья используют машины с холодной и горячей камерами прессования. Более перспективны машины с горячей камерой прессования, так как они обеспечивают более высокую производительность и позволяют автоматизировать процесс. Заливку металла в холодные камеры прессования ведут с помощью дозаторов. Оптимальные режимы литья приведены в табл. 15. Таблица 15 Оптимальные режимы литья магниевых сплавов под давлением Тип отливок Скорость Температура Температура впуска, м/с пресс-формы, °С сплава, °С Толстостенные (6-8 мм): простые 20-30 150 620-640 сложные 25-40 180 620-640 Средней толщины (3-6 мм): простые 30-40 180 630-650 сложные 30-50 200 630-650 Тонкостенные (1,5-3,0 мм): простые 50-60 220 640-680 сложные 60-80 260 640-680 Тонкостенные (1,5-2,5 мм) 70-90 280-300 670-700 большой протяженности В процессе литья через каждые 10-15 отливок производят смазку прессформ натуральным воском или графитовыми смазками на основе воска (А) или веретенного масла (Б) следующих составов, %: смазка А: натуральный воск 30; вазелин 14; парафин 30; графит 26; смазка Б: веретенное масло 60-65; графит 35-40. Невысокая прочность отливок в горячем состоянии требует быстрого снятия их со стержней и извлечения из пресс-форм при 400-450 °С. Выбивка, очистка, обрубка, химическая и термическая обработка отливок. Выбивку песчаных форм осуществляют так же, как и при изготовлении отливок из алюминиевых сплавов. Выбивку стержней производят с помощью 172 пневмозубил и простейших вибрационных машин. Обрезку литников и прибылей на крупных отливках ведут па ленточных пилах; мелкие отливки обрубают на прессах с помощью обрубных штампов. После обрубки и удаления прибылей отливки подвергают дробеструйной очистке с целью удаления пригара. В качестве дроби используют мелкие кусочки алюминиевой проволоки. Перед поступлением на отделочные операции и термическую обработку отливки проходят химическую обработку по следующей схеме: - промывка в горячей воде; - обработка в растворе азотной кислоты (20-30 г/л) при комнатной температуре в течение от 15 с до 2 мин; - промывка в холодной проточной воде в течение 2-3 мин; - оксидирование в растворе, содержащем, г/л: 40-50 двухромокислого калия; 65-80 азотной кислоты (ρ = 1,4 г/см3); 0,75-1,25 г/л хлористого аммония; остальное – вода до 1 л. Продолжительность оксидирования 0,5-2,0 мин. Температура раствора 70- 80 °С; - промывка в проточной холодной воде в течение 1-2 мин; - промывка в проточной горячей воде (1-2 мни); - сушка сжатым воздухом. Обрубку и зачистку (шабровку) отливок из магниевых сплавов производят теми же способами, что и отливок из алюминиевых сплавов. Опилки, стружка и мелкая пыль магниевых сплавов легко воспламеняются. Поэтому при зачистке и механической обработке отливок необходимо принимать меры предосторожности, обусловленные правилами работы с воспламеняющимися материалами. После обрубки и шабровки отливки подвергают термической обработке как с целью упрочнения, так и для снятия внутренних напряжений. Нагрев отливок под закалку и для старения ведут в электрических шахтных печах в защитной атмосфере (содержащей 0,5-1,0 % (объемн.) сернистого газа) с принудительной циркуляцией. Для предупреждения местного перегрева отливок в результате теплоизлучения от нагревательных элементов печи снабжают экранами. После термической обработки отливки не позднее, чем через 3 сут, вновь подвергают химической обработке, а иногда и консервации путем их погружения на 3-5 мин в жидкую пушечную смазку при 110 °С и упаковке в парафинированную бумагу. Такая защита дает возможность хранить отливки более месяца. Контроль качества отливок из магниевых сплавов и исправление дефектов осуществляют методами, применяемыми для алюминиевых сплавов. Контрольные вопросы. 173 1. Физико-химические свойства магния. 2. Склонность магния к поглощению водорода. 3. Влияние температуры и давления на расплав и на растворимость водорода в расплаве? 4. Какие примеси снижают коррозионную стойкость магниевых сплавов? 5. Как влияет примесь меди на физико-механические свойства магниевых сплавов? 6. Для каких условий работы предназначены отливки из сплавов МЛ5, МЛ6? 7. Области применения магниевых сплавов. 8. Классификация магниевых сплавов. 9. Элементы, упрочняющие магниевые сплавы. 10. Литейные магниевые сплавы. 11. Деформируемые магниевые сплавы. 12. Флюсы, применяемые при плавке магниевых сплавов? 13. Какие печи позволяют вести бесфлюсовую плавку литейных магниевых сплавов? 14. При каких условиях плавки магниевых сплавов замедляется окисление? 15. Какие печи используют для плавки деформируемых магниевых сплавов? 16. Способы очистки магниевых сплавов от неметаллических включений. 17. Способы очистки магниевых сплавов от металлических примесей. 18. Способы модифицирования магниевых сплавов? 19. Виды термообработки магниевых сплавов. 20. Какие модификаторы используют для измельчения структуры? 21. Что необходимо предусмотреть для получения плотных отливок? 22. Особенности получения отливок из магниевых сплавов при литье в песчано-глинистые формы. 23. Что предусматривают для предупреждения загорания расплава при литье магниевых сплавов в песчано-глинистую форму? 24. Для чего в формовочные смеси при литье магниевых сплавов добавляют специальные присадки? 25. Что является причиной интенсивной коррозии отливок из магниевых сплавов. 26. Что необходимо предусмотреть для получения плотных отливок? 27. Для каких целей при литье магниевых сплавов в литниковопитающей системе применяют шлакоуловитель? 28. Что предусматривают в литниково-питающей системе для предотвращения попадания в отливку окисных включений? 29. Почему при литье в кокиль магниевых сплавов необходимо преду174 смотреть установку больших по объему прибылей. Свойства титана. Титан расположен в IV-A подгруппе первого большого периода периодической системы Д.И. Менделеева. Температура плавления титана 1668 °С, температура кипения 3000 °С, атомная масса 47,90. Титан имеет две аллотропические модификации. Низкотемпературная α-модификация существует до 882,5 °С, обладает гексагональной плотноупакованной решеткой. При 25 °С α = 0,295111 нм, с = 0,468433 нм, с/а = 1,587. Высокотемпературная βмодификация устойчива от 882,5 °С до температуры плавления, имеет объемно центрированную кубическую решетку с периодом 0,3282 нм. Плотность титана при комнатной температуре равна 4,50 г/см3. Плотность β-титана при 900 °С равна 4,31 г/см3, а жидкого титана при температуре, близкой к температуре кристаллизации, 4,1 г/см3. Титан высокой чистоты обладает хорошей пластичностью и низкой прочностью (при 20 °С σв = 200-250 МПа, δ = 50-60 %). Титан технической чистоты содержит примеси: кислород, азот, водород, углерод и др., которые значительно увеличивают твердость и прочность титана и уменьшают его пластичность (рис. 65). Модуль упругости титана невелик (Е = 112 гПа). Рис. 65. Влияние кислорода и азота на механические свойства титана В ряде агрессивных сред титан обладает высокой коррозионной стойкостью, которая в большинстве случаев выше, чем у лучших марок нержавею175 щих сталей. Такое поведение титана связано с образованием на его поверхности плотной оксидной пленки ТiO2, которая надежно защищает металл от окисления до температур 300-500 °С. Поэтому титан химически инертен в тех средах, которые либо не разрушают ТiO2, либо способствуют ее образованию. Титан устойчив в разбавленной до 5 % серной кислоте, уксусной и молочной кислотах, сероводороде, во влажной хлорной атмосфере, в царской водке, в морской воде и в ряде других агрессивных сред. Вместе с тем титан интенсивно взаимодействует с плавиковой, соляной и серной кислотами, с горячими растворами щавелевой, трихлоруксусной и трифторуксусной кислот, с галогенами. При температуре выше 500-700 °С оксидная пленка растрескивается и ее защитные функции резко снижаются. Поэтому при высоких температурах и, особенно в жидком состоянии, титан активно взаимодействует практически со всеми известными простыми и сложными по химическому составу веществами, особенно с газами: кислородом, азотом, водородом, СО, СO2, водяным паром и др. Титан получают магнийтермическим способом. Исходным сырьем являются руда, содержащая главным образом рутил ТiO2 и ильменит TiFeO3. Из руды получают титановую губку, которая является сырьем для производства титана и его сплавов. Она представляет собой пористый бесформенный материал серого цвета со сравнительно небольшой плотностью (800-2500 кг/м3). Путем переплавки в вакуумных печах титановая губка перерабатывается в компактный металл – слиток. Титановая губка содержит примеси: кислород, азот, водород, железо, магний, кремний, углерод, хлор и др. Эти примеси оказывают существенное влияние на свойства титана и его сплавов. С увеличением содержания кислорода, азота, углерода, железа резко снижаются пластические характеристики титановых сплавов с одновременным увеличением прочности и твердости. Водород – особо вредная примесь в титановых сплавах, приводящая к резкому снижению ударной вязкости сплава и его охрупчиванию (водородная хрупкость). Количество примесей, содержащихся в губчатом титане, определяется технологией его получения и чистотой используемых материалов (тетрахлорид титана, магний и аргон). Ряд элементов (железо, хром и др.) попадают в титан из материала реактора, в котором получают губчатый титан. В табл. 16 приведен химический состав и марки титановой губки по ГОСТ 17746-96. Титановую губку маркируют по твердости выплавленных из нее эталонных образцов и поставляют партиями массой от 500 до 5000 кг. Хранят и транспортируют титановую губку в алюминиевых барабанах. Состав и свойства титановых сплавов. Титан и его сплавы обладают замечательной совокупностью свойств, которые выгодно выделяют их из остальных сплавов. Во-первых, это высокая прочность при малой плотности. Детали из титановых сплавов при одинако176 вой массе с деталями, изготовленными из других конструкционных сплавов, оказываются примерно в два раза прочнее. Таблица 16 Марка ТГ-90 ТГ-100 ТГ-110 ТГ-120 ТГ-150 НВ 90 100 110 120 150 Химический состав титановой губки, %, не более N С Cl Fe Si 0,02 0,02 0,08 0,06 0,01 0,02 0,03 0,08 0,07 0,02 0,02 0,03 0,08 0,09 0,03 0,03 0,01 0,10 0,13 0,01 0,04 0,05 0,12 0,20 0,04 Ni 0,05 0,05 0,05 0,05 0,05 O2 0,04 0,04 0,06 0,08 0,10 Во-вторых, титановые сплавы отличаются высокой химической стойкостью при температурах до 300-500 °С. Во влажном воздухе, морской воде, азотной кислоте они противостоят коррозии не хуже лучших марок нержавеющих сталей, а в соляной кислоте – во много раз лучше их. Введение в титан таких легирующих элементов, как молибден, цирконий, ниобий, тантал, повышает коррозионную стойкость. Указанные свойства титановых сплавов определяют широкое использование их в авиационной, судостроительной, химической и в ряде других отраслей промышленности. К недостаткам титана и его сплавов относятся: - высокая химическая активность титана при высоких температурах, особенно в жидком состоянии. Это обстоятельство серьезно осложняет проведение технологических операций, при которых требуется нагрев металла до высоких температур (плавка и литье, сварка, обработка давлением и др.); - плохая обрабатываемость резанием; - более высокая стоимость производства титана по сравнению с железом, алюминием, магнием, медью. В технике используют литейные и деформируемые сплавы титана, по структуре на пять групп: I группа – α-сплавы, структура которых представлена α-фазой. II группа – псевдо-α-сплавы, структура которых представлена α-фазой и небольшим количеством β-фазы (не более 5 %) или интерметаллидов. III группа – α + β-сплавы, структура которых представлена α- и βфазами; сплавы этого типа могут содержать интерметаллиды. IV группа – псевдо-β-сплавы со структурой в отожженном состоянии, представленной β-фазой и небольшим количеством α-фазы; в этих сплавах закалкой или нормализацией из β-области можно легко получить однофазную β-структуру. V группа – β-сплавы, структура которых представлена термически стабильной β-фазой. По химическому составу (легирующие элементы) литейные и деформируемые сплавы одинаковы. Различие заключается в том, что в литейных 177 сплавах допускается большее содержание примесей. Из литейных титановых сплавов можно получать сложные по конфигурации и тонкостенные фасонные отливки для деталей ответственного назначения. В значительной степени литейные свойства зависят от величины температурного интервала кристаллизации сплава. Для промышленных литейных титановых сплавов эта величина невелика, она не превышает 50-70 °С. Большинство титановых сплавов в качестве легирующего элемента содержат алюминий. С введением алюминия повышается жаропрочность титана, снижается плотность, возрастает коррозионная стойкость. Кроме того, алюминий благоприятно влияет на литейные и технологические характеристики титана: возрастает жидкотекучесть, сплавы хорошо свариваются. Однако содержание алюминия в титане не должно превышать 6-8 %, так как в противном случае прочностные и пластические характеристики титана резко падают. На рис. 66 представлена диаграмма состояния Ti-Al. Растворимость алюминия в α-титане с понижением температуры уменьшается с 11,6 % при 1080 °С до 6 % при 550 °С. В богатой титаном области системы Ti-Al образуются при 1460 °С по перитектической реакции интерметаллид TiAl и при 1250 °С интерметаллид Ti3Al. Рис. 66. Диаграмма состояния системы Ti-Аl Кроме алюминия в титан вводят ванадий, цирконий, молибден, хром, кремний, марганец, олово, железо и другие элементы. Все легирующие элементы, а также неизбежно попадаемые в металл примеси, изменяют температуру полиморфного превращения титана. По этому признаку элементы подразделяют на две группы: I группа – α-стабилизаторы – элементы, повышающие температуру полиморфного превращения (алюминий, кислород, азот, углерод и др.); II группа – β-стабилизаторы – элементы, понижающие температуру по178 лиморфного превращения (цирконий, ниобий, ванадий, молибден, марганец, железо, хром, кобальт и др.). Титановые α-сплавы легированы алюминием и небольшим количеством олова и циркония. К этой группе относятся широко распространенные сплавы ВТ5 и ВТ5Л, которые используют для фасонного литья и литья слитков. Сплав ВТ5Л имеет хорошие литейные свойства, хорошо сваривается. Детали, изготовленные из сплава ВТ5Л, обладают высокой коррозионной стойкостью и могут работать длительное время до 400 °С. С повышением температуры начинается довольно интенсивный процесс окисления. К недостаткам α-сплавов относится их сравнительно невысокая прочность; сплавы этого класса термически не упрочняются. Псевдо-α-сплавы легированы алюминием и в небольшом количестве βстабилизирующими элементами (марганец, молибден, ванадий, хром). При комнатной температуре псевдо-α-сплавы отличаются более высокой технологической пластичностью по сравнению с α-сплавами, что обусловлено положительным влиянием β-фазы, имеющей кубическую структуру. С повышением температуры в структуре непрерывно увеличивается количество β-фазы, что вызывает увеличение пластичности сплавов. Сплавы этой группы – ОТ4-0, ОТ4-1 и ОТ4 – обладают высокой технологической пластичностью. Они хорошо деформируются в горячем и холодном состояниях и слитки из этих сплавов идут в основном для изготовления листов, лент и полос. Из этих сплавов получают также поковки, прутки, трубы и профили. Сплавы хорошо свариваются всеми видами сварки. Детали успешно работают до 350 °С. Невысокая прочность и большая склонность к водородной хрупкости – основные недостатки этих сплавов. Сплав ВТ-18 относится к наиболее жаропрочным титановым сплавам: он может длительно работать при 550-600 °С. Однако, сплав имеет низкие технологические свойства: плохо сваривается, невысока технологическая пластичность. Сплавы типа АТ2 обладают высокой пластичностью и ударной вязкостью и сохраняют ее при криогенных температурах. Наиболее благоприятное сочетание всех свойств (механических, технологических, физических) характерно для сплавов, состоящих из смеси α- и βфаз (α + β-сплавы). Эти сплавы характеризуются лучшей технологической пластичностью, высокой прочностью, способностью к термическому упрочнению закалкой и старением, меньшей склонностью к водородной хрупкости. Широкое распространение в промышленности находит сплав ВТ6. При комнатной температуре в структуре сплава ВТ6 содержится 5-10 % β-фазы (отожженное состояние). Для сплава ВТ6 (и его аналогов) характерно удачное сочетание высоких прочностных, пластических и технологических свойств. Из сплава ВТ6 изготавливают листы, прутки, трубы, профили, поковки и штамповки. Они хорошо свариваются. 179 Сплав ВТ16 в отожженном состоянии содержит в структуре 25-30 % βфазы. Его применяют в отожженном и термически упрочненном состояниях. Сплав обладает высокими технологическими свойствами. Его используют для изготовления крепежных изделий: болтов, винтов, заклепок и т.п. Сплав ВТ22 относится к самым прочным титановым сплавам в отожженном состоянии. В структуре сплава в этих условиях содержится примерно равное количество α и β-фазы. Из сплава ВТ22 изготавливают высоконагруженные детали и конструкции, длительно работающие до 350-400 °С. Сплав ВТ23 – более технологичен и широко используется для изготовления деталей различными методами пластической деформации (ковка, штамповка, вытяжка, отбортовка и другие операции). Сплав ВТ3-1 относится к числу наиболее освоенных в производстве сплавов. Из него изготавливают прутки, профили, плиты, поковки, штамповки. Аналог сплава ВТ3-1 сплав ВТ3-1Л используют для получения фасонных отливок. Литейные свойства сплава ниже, чем сплавов ВТ5Л и ВТ1Л. Сплав предназначен для изготовления деталей, длительно работающих при 400-450 °С. На рис. 67 приведена макроструктура слитков сплава ВТ3-1. а б в Рис. 67. Макроструктура слитков сплава ВТ3-1: а – 120 мм; б – 350 мм; в – 850 мм Высоколегированные титановые сплавы, содержащие до 20 % элементов β-стабплизаторов, относятся к псевдо-β-сплавам. При закалке их образуется нестабильная β-фаза, распадающаяся при старении с выделением дисперсной α-фазы. К основным преимуществам этих сплавов относят высокую 180 технологическую пластичность и склонность к упрочнению после термической обработки. Сплавы используют для изготовления деталей, работающих при температуре до 350 °С, так как при более высокой температуре происходит распад β-фазы и снижение механических свойств. Представителем этой группы является сплав ВТ-15, который используют для изготовления листов, ленты, фольги, штамповок, поковок, прутков и профилей. Для фиксирования β-фазы изделия из сплава ВТ-15 нагревают до 780-900 °С и затем охлаждают на воздухе (закалка). После старения по режиму 480-500 °С – 25 ч + 550570 °С – 15 мин сплав существенно упрочняется. Сплавы с термодинамически устойчивой β-фазой (β-сплавы) содержат более 30 % β-стабилизаторов (ванадий, ниобий), образующих с титаном непрерывный ряд твердых растворов. К этой группе относят сплав 4201, отличающийся очень высокой коррозионной стойкостью и технологической пластичностью. Из него изготавливают плиты, листы, поковки, штамповки, трубы и профили. Особенности плавки титановых сплавов. При нагреве на воздухе титан активно взаимодействует со всеми газами. При взаимодействии с кислородом па поверхности титана образуется наружный плотный слой оксида титана ТiO2. Диффузия кислорода вглубь титана приводит к образованию под слоем ТiO2 рыхлой прослойки из ТiO2 и ТiO и слоя титана с повышенным содержанием кислорода, который называют газонасыщенным или альфированным. Кислород относится к числу элементов, стабилизирующих α-фазу. Жидкий титан растворяет кислород. При кристаллизации в системе Ti-О образуется ряд химических соединений: ТiO, Тi2O3, ТiO2, Тi6O, Тi3O. С ростом содержания кислорода прочность и твердость титана возрастают, а ударная вязкость, относительное удлинение – резко падают. В связи с этим содержание кислорода в титановых сплавах не должно превышать 0,15-0,2 %. В пределах до 0,2 % каждая сотая доля процента кислорода повышает предел прочности на 12,3 МПа, твердость – на 39 МПа и снижает относительное удлинение и сужение на 1-2 %. Азот также является элементом, стабилизирующим α-фазу. Азот более резко, чем кислород, изменяет механические свойства титановых сплавов. Поэтому содержание азота не должно превышать 0,04-0,05 %. Каждая сотая доля процента азота повышает предел прочности титана на 19,6 МПа и твердость на 59 МПа. При содержании 0,2 % азота титан становится хрупким. Давление пара жидкого титана значительно выше упругости диссоциации соединений титана с кислородом и азотом. Поэтому кислород и азот не удаляются из металла в процессе плавки (упругость диссоциации (в МПа) ТiO10-21, Тi2O310-16, ТiO210-14, TiNl,17×10-5). Водород активно взаимодействует с титаном и поглощается им в больших количествах до 400 см3/г (рис. 68). Растворимость водорода в титане с 181 ростом температуры снижается и в процессе плавки большая часть водорода удаляется из металла. Водород – вредная примесь. Он стабилизирует α-фазу и вызывает охрупчивание сплава. По этой причине содержание водорода не должно превышать 0,010-0,015 %. Рис. 68. Диаграмма состояния системы Ti-Н2 Углерод образует с титаном стойкий карбид TiC, повышает температуру его полиморфного превращения, увеличивает его прочностные и снижает пластические свойства. Каждая сотая доля процента углерода увеличивает предел прочности на 7 МПа и твердость на 19 МПа. Титан в жидком состоянии активно взаимодействует с парами воды, СО, СО2, углеводородными и другими газами. Наряду с газами титан взаимодействует со всеми огнеупорными материалами. Высокая химическая активность обусловливает необходимость плавки титана и его сплавов в вакууме или атмосфере инертных газов. В практике отечественных заводов преимущественно используют вакуумную плавку. Отливки из титановых сплавов получают в установках, в которых совмещены процессы плавки с заливкой литейных форм и формированием отливок. Наибольшее распространение получили вакуумные установки, плавка металла в которых осуществляется в дуговых печах с расходуемым электродом в графитовых гарниссажных тиглях (рис. 69). Для изготовления тиглей используют плотные сорта электродного графита. Для предотвращения растворения углерода в титане на внутреннюю поверхность тиглей намораживают слой металла 1 (гарниссажа). 182 Рис. 69. Схема вакуумно-дуговой гарниссажной плавки Сущность гарниссажного способа плавки заключается в следующем. Жидкий металл 2 наплавляется в гарниссажном плавильном тигле 3 за счет нагрева и расплавления торцевой части расходуемого электрода 4 и стекания капель жидкого металла в тигель. Нагрев и расплавление осуществляются электрической дугой, горящей между расходуемым электродом и ванной жидкого металла. Расходуемый электрод в большинстве случаев получают путем переплавки прессованного из титановой губки и легирующих элементов электрода. По химическому составу металл расходуемого электрода 4 соответствует той марке сплава, из которого изготавливается отливка. Перед началом каждой плавки на дно гарниссажного графитового (или медного) тигля укладывают до 30 % от массы плавки крупнокусковых отходов собственного производства (прибыли, стойки, брак отливок), прошедших механическую и химическую очистку. Механическую очистку производят в галтовочных барабанах, на дробеструйных и дробеметных установках. Механическая очистка в течение 2-8 ч позволяет очистить поверхность металла на глубину до 0,1 мм. После механической очистки разрыхляют окисленные поверхностные слои отходов в растворах следующих составов, г/л: 600-650 NaOH; 200-250 NaNО3 и 50-60 NaNO2, или 500-700 NaOH и 150-250 NaNO2. Температура раствора 130-145 °С, время обработки 0,5-2 ч. Затем отходы промывают в теплой и холодной воде и подвергают травлению в кислотном растворе состава, мл/л: 60-70 H2SО4 (плотность 1,84 г/см3) и 60-140 HF (плотность 1,13 г/см3). Температура 20 °С. Скорость травления составляет 0,2-0,5 мм/ч. Очищенные отходы промывают в холодной воде и сушат при 110-150 °С. После загрузки отходов печь герметизируют и приваривают электрод к огарку. Между расходуемым электродом и кусками шихты зажигают электрическую дугу. Расходуемый электрод и кусковые отходы плавятся, и жидкий металл накапливается в гарниссажном тигле. Плавку металла ведут до тех пор, пока не будет наплавлено необходимое количество жидкого металла. В процессе плавки толщина гарниссажа 1 не должна существенно изменяться. В случае ее уменьшения жидкий металл может вступить в непосред183 ственный контакт с материалом тигля, что приведет к значительному насыщению металла примесями. Непосредственный и длительный контакт жидкого металла со стенками тигля (плавка без гарниссажа) недопустим, так как это может вызвать аварийную взрывоопасную обстановку. Увеличение толщины гарниссажа приведет к снижению массы сливаемого металла и понижению его температуры. Поддержание оптимальной толщины гарниссажа обеспечивается соответствующим выбором и регулированием мощности электрической дуги и интенсивностью отвода тепла от тигля с помощью системы водяного охлаждения 5. После наплавления необходимой массы жидкого металла его разливают по литейным формам. Выбор оптимальной величины разрежения (вакуума) в камере плавильно-заливочной установки определяется, главным образом, химической активностью жидкого титана по отношению к элементам, входящим в состав газовой атмосферы. Термодинамические расчеты и практический опыт показали, что давление в камере плавильно-заливочной установки в период плавки и разливки следует поддерживать на уровне, не превышающем 0,13-1,33 Па. В этом случае не происходит увеличения содержания в сплаве элементов, входящих в состав воздуха (азот, кислород, водород). Для создания вакуума все плавильно-заливочные установки оборудованы вакуумной системой, включающей комплекс вакуумных насосов, вакуум-проводы, вакуумные датчики, задвижки, вентили и т.д. Благодаря вакуумной системе в камере установки поддерживается требуемое разрежение и производится откачка газов из камеры с необходимой скоростью. Режим плавки обычно выбирают с учетом технических параметров плавильных установок: максимальная сила тока 14-35 кА, напряжение 30-60 В, скорость наплавления сплава 0,7-1,34 кг/(кВт·ч), длина дуги 50-60 мм. На ряде установок осуществляется перемешивание сплава с помощью соленоида. Потерн титана в процессе плавки составляют 0,1-0,2 %, потери алюминия – до 2,0 %, марганца – до 10-15 %. В процессе плавки остаточное содержание водорода снижается до 0,002-0,003 %. Конструкции плавильно-заливочных установок Основные узлы плавильно-заливочных установок: вакуумная электродуговая гарниссажная печь, камера формирования отливки, механизмы загрузки и выгрузки форм, вакуумная система, источник питания. Для питания электрической дуги во всех типах плавильно-заливочных установок применяют постоянный ток. Переменный ток не обеспечивает стабильности горения дуги. Она гаснет в периоды, когда величина напряжения близка к нулю. В схеме электрической дуги постоянного тока катодом служит расходуемый электрод, а анодом – ванна жидкого металла. Такую схему называют схемой прямой полярности. Плавка электрической дугой прямой полярности обеспечивает более высокую температуру наплавляемого металла. 184 Электрическая дуга стабильна и устойчива, если в зоне горения дуги поддерживается давление 13-13,3 Па. В качестве источников питания вакуумных дуговых гарниссажных печей в последние годы наибольшее применение получили полупроводниковые выпрямительные устройства. Все плавильно-заливочные установки можно разделить на две группы: - установки с разливкой металла при горящей электрической дуге; - установки с разливкой металла после отключения электрической дуги. Различные варианты осуществления разливки металла по формам показаны на рис. 70. Разливку металла при горящей дуге производят либо путем одновременного наклона расходуемого электрода и тигля, либо путем поворота одного тигля специальной (коробчатой) конструкции. В первом случае (рис. 70, а) наклон узла тигель-электрод осуществляется внутри неподвижного корпуса плавильно-заливочной установки. В лабораторных установках с небольшой емкостью тигля поворот узла тигельэлектрод может осуществляться вместе с корпусом установки. Во втором случае (рис. 70, б) в боковой стенке коробчатого тигля имеется сливное отверстие (летка), которое расположено таким образом, что уровень жидкого металла в процессе плавки не доходит до нее. После наплавления необходимой массы жидкого металла тигель поворачивается на 90° и осуществляется слив металла. При этом относительное положение электрода и жидкой ванны не меняется, и разливка металла идет при горящей электрической дуге. Рис. 70. Схемы разливки металла в плавильно-заливочных установках при горящей (а, б) и отключенной электрической дуге (в) В печах первой группы с разливкой металла при горящей дуге не происходит охлаждения ванны при сливе металла из тигля, что является преимуществом с точки зрения сохранения жидкотекучести расплава и лучшего заполнения литейных форм. Однако эти печи менее надежны в эксплуатации, так как механизм перемещения электрода размещен внутри плавильной камеры и подвержен воздействию теплового излучения и конденсации паров расплавляемого металла; нередко эти механизмы сложнее по конструкции и в обслуживании. 185 В печах второй группы перед разливкой металла дугу выключают, и остаток электрода поднимают, чтобы не мешать повороту тигля. В период подъема электрода температура жидкого металла в тигле понижается, что несколько снижает жидкотекучесть сплава. Этот недостаток печей данной конструкции становится мало заметным, в печах большой емкости, оборудованных механизмами, позволяющими с высокой скоростью осуществлять подъем электрода и поворот тигля при сливе металла. Принципиальная схема вакуумной дуговой плавильно-заливочной установки с заливкой форм из-под горящей дуги может быть рассмотрена на примере одной из наиболее простых и удобных в эксплуатации плавильнозаливочной установки модели 833Д, предназначенной для мелкосерийного производства титановых отливок небольших и средних габаритов (рис. 71). Рис. 71. Вакуумная плавильно-заливочная установка 833Д Основной узел печи – водоохлаждаемый графитовый гарниссажный тигель 1 расположен внутри цилиндрической вакуумной камеры 2. Снаружи камеры на верхнем фланце установлен механизм подачи электрода 3, состоящий из электродвигателя постоянного тока для рабочей подачи во время плавления и пневмоцилиндра для отброса электрода перед сливом металла из тигля. Контейнер с литейными формами 4 загружают на центробежный стол с помощью поворотного крана 5. Этим же краном устанавливают на площадку 6 новый расходуемый электрод с целью его приварки к огарку ранее расплавленного электрода. Разливка металла после выключения дуги и подъема элек186 трода производится поворотом тигля с помощью гидропривода вокруг оси, проходящей через сливной носок. Расплав к форме подается по приемнонаправляющему лотку 7. Привод центробежной машины 8 вынесен за пределы вакуумной камеры, он состоит из электродвигателя постоянного тока, редуктора и рамы. Скорость вращения стола диаметром 1000 мм регулируется бесступенчато от 200 до 600 об/мин. Емкость тигля – до 130 кг (по жидкому титану), максимальная сила тока дуги 16 кА. На рис. 72 показана распространенная в промышленности установка типа «Нева-2», в которой разливка металла осуществляется без отключения электрической дуги. После наплавления металла одновременно поворачиваются тигель 11 и расходуемый электрод вместе с механизмом перемещения электрода 8 и медной шиной токоподвода, и слив металла осуществляется без отключения электрической дуги. Рис. 72. Плавильно-заливочная установка «Нева-2»: 1 – контейнер с литейными формами; 2 – водоохлаждаемый корпус; 3 – механизм наклона тигля; 4 – пульт управления печи; 5 – токоподводящие шины; 6 – смотровое окно; 7 – ребра жесткости; 8 – механизм перемещения электрода; 9 – патрубок для подключения вакуумной системы; 10 – люки; 11 – тигель Кроме описанных конструкций используются также установки типа ВДЛ-4, ОКБ, ДВЛ-250 и др. Высокую степень механизации и производительности имеет многопозиционная вакуумная дуговая плавильно-заливочная установка ДВЛ-160М (рис. 73). Она состоит из одной автономной плавильной 1 и трех заливочных камер 2, а также стенда приварки электрода 3. В каждой заливочной камере размещен стол центробежной машины диаметром 2250 мм. Плавильная камера перемещается на тележке мостового типа 4 над заливочными камерами и стендом приварки по рельсам 5. Стыковка плавильной камеры с заливочной производится с помощью вакуумных затворов. В плавильной камере находится графитовый гарниссажный тигель емкостью 187 400 кг (по жидкому титану). Механизм поворота тигля с гидропроводом обеспечивает слив металла в течение 4-25 с. Установка имеет три отдельных вакуумных системы. Вынесенный отдельно пульт позволяет управлять работой установки в полуавтоматическом режиме. Рис. 73. Вакуумная плавильно-заливочная установка ДВЛ-160М За счет применения трех автономных заливочных камер и увеличения емкости тигля производительность установки ДВЛ-160М в 7 раз выше установки 833Д. Производительность зависит от длительности производственного цикла. Значительное время цикла затрачивается на охлаждение отливок до низких температур в заливочной камере. В установке ДВЛ-160М этот недостаток устранен тем, что плавильная камера после слива металла отсоединяется от заливочной без нарушения вакуума как в плавильной, так и в заливочной камерах. Плавильная камера по рельсам перемещается к следующей, подготовленной под заливку камере, подсоединяется к ней и производится плавление металла и заливка форм. Гарниссажный тигель является основной частью электродуговой гарниссажной печи. От его конструкции, материала, размеров зависят масса и температура жидкого металла, химический состав металла, техникоэкономическая эффективность и безопасность работы печи. При неправильно выбранных параметрах тигля происходит либо недопустимый рост толщины гарниссажа, не позволяющий получить требуемое количество жидкого металла, либо наоборот, расплавление гарниссажа, приводящее к насыщению металла примесями, разрушению тигля и возникновению взрывоопасной обстановки. В гарниссажном тигле можно выделить три основных элемента: тигель, гарниссаж и систему охлаждения. Кроме того в конструкцию гарниссажного тигля входят токоподвод, устройство для слива металла и др. В дуговых гарниссажных печах широко используют графитовые тигли как наиболее безопасные в эксплуатации. Применяют также тигли, изготов- 188 ленные из меди и реже – из нержавеющей стали. Наиболее распространены графитовые тигли с водяным охлаждением боковых стенок и охлаждением дна тепловым излучением. Слив металла из тигля производят через носок путем наклона тигля на 90-100°. Графитовые тигли вытачивают из целой заготовки или формуют металлический кожух графитовыми блоками. В первом случае толщина боковой стенки составляет 20-60 мм, дна – до 100 мм. Плавка в графитовых тиглях, несмотря на наличие гарниссажа, приводит к некоторому насыщению металла углеродом и вследствие этого к понижению пластичности металла. Перспективно применение для плавки титановых сплавов металлических гарниссажных тиглей. Однако оно сдерживается из-за отсутствия радикального решения вопроса взрывобезопасности печей, оборудованных металлическими тиглями с водяным охлаждением. Рабочий процесс плавки зависит от типа используемой плавильнозаливочной установки. В общем виде он однотипен и состоит из следующих основных этапов: подготовки печи к плавке, установки и приварки расходуемого электрода, создания рабочего давления в камере печи, плавки металла. Перед началом работы внутреннюю поверхность печи тщательно очищают пылесосом и салфетками, смоченными в этиловом спирте. Титановые сплавы обладают невысокой жидкотекучестью, поэтому все промышленные плавильно-заливочные установки для улучшения заполняемости форм расплавом снабжены устройством, позволяющим производить заливку металла во вращающуюся форму. Подготовленные под заливку литейные формы устанавливают в металлический контейнер, который закрепляют на столе центробежного устройства. Перед разливкой стол приводится во вращение (200400 об/мин). Приварку расходуемого электрода осуществляют либо непосредственно к электрододержателю пли к остатку (огарку) электрода, оставшегося от предыдущей плавки. Электрод точно устанавливают на место приварки и к его верхнему торцу подводят до касания электрододержатель. Камеру герметизируют и откачивают воздух до остаточного давления 67-13,3 Па. Включают источник питания, устанавливают требуемую силу тока и отводят электрододержатель от электрода на 10-15 мм до возникновения электрической дуги. После образования на верхнем торце электрода лунки с жидким металлом электрододержатель подводят вплотную к электроду и отключают ток. После охлаждения электрода в течение 20-60 мин установку разгерметизируют и проверяют качество приварки электрода к электрододержателю. Затем снова герметизируют печь и откачивают воздух из камеры печи до остаточного давления 0,667-0,133 Па. Продолжительность откачки составляет 20-40 мин. Перед началом плавки проверяют герметичность установки. С этой целью рабочее пространство печи отсоединяют от вакуумной системы и в нем измеряют остаточное давление р1. По истечении определенного промежутка времени τ (например 5 мин) 189 давление снова контролируют р2. По разнице давлений определяют величину натекания Н, л·Па/с, отнесенную к единице времени (мин, с): Н = V(р2 – р1)/t, где V – объем камеры печи, л. Величина натекания не должна превышать значения, указанного в технической характеристике данной установки. Если натекание превышает норму, то принимают меры к устранению причин превышения. Убедившись, что величина натекания не превышает допустимого значения, откачивают камеру печи до требуемого уровня давления и начинают плавку, для чего включают источник электропитания и отводят электрод от дна тигля или от верхнего уровня загруженной в тигель шихты на 20-30 мм до возникновения электрической дуги. Затем длину дуги увеличивают до 50-60 мм, силу тока доводят до 6000 А при напряжении 28 В. Этот режим на примере установки «Нева-2» сохраняется до образования на дне тигля жидкого металла. После этого силу тока постепенно повышают до 12000 А, а напряжение поддерживают в пределах 30-40 В и при этом режиме плавку ведут до конца. За 2-3 мин до окончания плавки включают центробежную машину, на столе которой закреплен контейнер с установленными в нем литейными формами. Затем металл разливают по формам. В зависимости от конструкции печи металл сливают при горящей или отключенной электрической дуге. Через несколько минут после слива металла центробежную машину останавливают. После того как температура отливок понизится до 300-400 °С, камеру печи разгерметизируют и вынимают контейнер. В настоящее время разрабатываются и находят промышленное применение помимо электродуговой и другие методы плавки, в которых сохраняется принцип гарниссажной плавки в вакууме, но вместо электрической дуги – источника тепловой энергии – используют энергию электронного луча или плазмы. Ведутся исследования по применению индукционного способа плавки титановых сплавов в так называемых холодных тиглях. Особенности технологии производства фасонных отливок. Основные особенности технологии связаны с химической активностью титановых сплавов, высокой температурой литья и небольшой плотностью титана и его сплавов. Для предупреждения насыщения металла примесями формы изготавливают из высокоогнеупорных и наиболее химически стойких по отношению к титану материалов. Для получения отливок из титановых сплавов используют разовые формы (набивные, прессованные, оболочковые, по выплавляемым моделям), а также металлические (литье в кокиль, литье под давлением). Для изготовления разовых форм наибольшее распространение получили формовочные смеси, в качестве огнеупорной основы которых применяют 190 следующие материалы: - углеродные (графит, кокс, пироуглерод и др.); - керамические (огнеупорные оксиды, а также карбиды, нитриды и бор иды). Наилучшей химической стойкостью по отношению к титану обладают формы на основе углеродных материалов. Они нашли широкое применение в промышленности. Углеродные формовочные смеси применяют для изготовления набивных, прессованных форм, оболочковых форм и форм, получаемых по выплавляемым моделям. В качестве огнеупорной основы для изготовления керамических форм используют высокоогнеупорные оксиды: α-оксид алюминия (электрокорунд), магнезит и оксид циркония ZrО2. Из огнеупорных оксидов изготавливают в основном формы, получаемые по выплавляемым моделям, а также формы, получаемые набивкой и прессованием. С целью повышения химической инертности керамических форм на их рабочую поверхность иногда наносят огнеупорные химически стойкие по отношению к титану покрытия, состоящие из вольфрама, молибдена, графита, пироуглерода и других материалов. Методы литья в кокиль и под давлением находят ограниченное применение в связи с невысокой стойкостью стальных или чугунных форм. Значительная разница в температурах литья (1750-2000 °С) и формы (20-30 оС), невысокая жидкотекучесть титановых сплавов, а также невозможность обеспечить необходимый перегрев жидкого металла, существенно ухудшают заполняемость форм жидким металлом, а невысокая плотность титановых сплавов и отсутствие атмосферного давления в камере печи не позволяют создать необходимые условия для питания и формирования отливок. По этим причинам в большинстве случаев заливку форм производят во вращающиеся литейные формы. Поле центробежных сил увеличивает скорость течения металла по каналам и полостям литейной формы и улучшает питание затвердевающей отливки жидким металлом из прибылей. Литье в уплотняемые (набивные, прессованные) формы. Для изготовления литейных форм уплотнением (послойная набивка, встряхивание, прессование) в основном используют углеродные формовочные смеси, где в качестве огнеупорного материала применяют графитовый порошок заданного гранулометрического состава. Такие формовочные смеси называют графитовыми. В качестве связующего вещества в графитовых формовочных смесях применяют синтетические смолы (фенолоальдегидные, фурановые и др.) с высоким коксовым числом. Имеются также сведения об использовании вместо синтетических смол водорастворимых связующих веществ. В отдельных случаях при изготовлении деталей неответственного на191 значения уплотняемые литейные формы для титанового литья могут быть изготовлены из формовочных смесей, в состав которых входят высокоогнеупорные оксиды (MgO и др.). Графитовые формовочные смеси с органическими связующими (синтетическими смолами) широко распространены в промышленности. Их главное преимущество заключается в том, что формы, изготовленные из этих смесей, обладают относительно высокой термохимической стойкостью и огнеупорностью. Технологический процесс изготовления уплотняемых форм из графитовых формовочных смесей независимо от способа уплотнения и метода отверждения в обобщенном виде однотипен и состоит из следующих основных этапов: приготовления формовочной смеси и ее контроля; изготовления полуформ и стержней; отверждения форм (холодное и горячее); обжига форм и стержней; сборки форм; подготовки форм к заливке. По методу отверждения формовочные смеси подразделяют на смеси холодного и горячего отверждения. В смесях первого типа отверждение происходит в результате полимеризации связующего вещества, вызванного введением в смесь катализатора (например, водного раствора соляной кислоты или др.). В смесях второго типа полимеризация связующего вещества осуществляется путем нагрева формовочной смеси. Нагрев производят либо в нагревательных печах, куда загружают изготовленные элементы литейной формы, либо в нагретой металлической оснастке в период прессования элементов литейной формы. Для получения отливок сложной конфигурации, а также отливок, имеющих значительные габаритные размеры, используют формы, собранные из отдельных элементов – стержней. Стержни изготавливают преимущественно путем послойного уплотнения (набивки) формовочной смеси в металлических или деревянных ящиках. Изготовление форм прессованием наиболее эффективно при получении отливок несложной конфигурации с отношением высоты отливок к ее максимальному размеру в поперечном направлении не более 0,8. Форма для таких отливок обычно состоит из двух полуформ и имеет не более двух стержней. Процесс изготовления форм прессованием имеет преимущества по сравнению с процессом формообразования встряхиванием и ручной набивкой. Метод позволяет повысить чистоту рабочей поверхности и увеличить прочность форм, что важно при центробежном способе литья отливок. Высокая производительность и достаточно хорошие санитарно-гигиенические условия труда – характерные особенности метода. Графитовые формовочные смеси, применяемые для изготовления форм прессованием, содержат меньшее количество связующего вещества. Поэтому химическая инертность таких форм выше, чем инертность графитовых форм, получаемых другими методами. Кроме того, эти формы претерпевают меньшие объемные изменения в процессе тепловой обработки, что благоприятно 192 влияет на точность линейных размеров отливок. Технологические свойства изготавливаемых уплотнением форм (прочность, осыпаемость, газопроницаемость, усадка и др.) в значительной мере зависят от следующих основных параметров: гранулометрического состава графитового порошка, вида и количества вводимого связующего вещества, времени перемешивания формовочной смеси. Для смесей холодного отверждения важное значение имеют концентрация и количество вводимого катализатора. В графитовые формовочные смеси горячего отверждения в качестве связующего вещества вводят бакелитовый лак – раствор фенолформальдегидной смолы резольного типа в этиловом спирте, а в формовочную смесь ATM – фенолформальдегидную смолу № 18 в смеси с уротропином. Для формовочных смесей холодного отверждения используют фурановые смолы. Перед приготовлением формовочной смеси графитовый порошок просушивают на металлических противнях в электрических печах сопротивления при 150-300 оС, 2-3 ч. Формовочную смесь готовят в бегунах. Время перемешивания составляет 15-20 мин до получения прочности смеси в сыром состоянии 0,0250,05 МПа при испытании по стандартной методике. В формовочные смеси холодного отверждения вводят катализатор (например, раствор соляной кислоты). Если смесь после приготовления направляется непосредственно на формовку, то катализатор вводят в формовочную смесь на заключительном этапе ее перемешивания. Можно вводить катализатор в смесь и перед формовкой. В этом случае формовочную смесь из бегунов выгружают в закрытый бункер, где ее хранят не более 1-3 сут, а затем в нее добавляют катализатор, перемешивают и направляют на формовку. Смеси горячего отверждения после приготовления направляют либо на формовку с предварительным вылеживанием 1-3 ч, либо в закрытый бункер, где они могут храниться в течение 1-3 сут. Элементы литейной формы изготавливают путем уплотнения формовочной смеси (прессование, набивка, встряхивание) в металлической или деревянной модельно-стержневой оснастке (модели, плиты, жакеты, стержневые ящики и др.). Перед формовкой рабочую поверхность оснастки тщательно очищают и на нее наносят слой разделительного состава. Металлические части оснастки покрывают слоем полисилоксановой жидкости, а деревянные – серебристым графитом. На рис. 74 показана модельная оснастка для прессования графитовых форм. Формы, получаемые уплотнением, имеют неодинаковую плотность. Графитовые формы, имеющие градиент плотности по объему, предрасположены к непостоянной и неравномерной усадке в период их тепловой обработки, короблению и образованию трещин. Для получения набивных форм с 193 одинаковой плотностью по объему смесь уплотняют слоями толщиной 30-60 мм. Особенно велик градиент плотности в формах, получаемых прессованием. В связи с этим оптимальную величину удельного давления прессования выбирают такой, чтобы форма имела, во-первых, небольшой градиент плотности по объему, и, во-вторых, необходимую прочность при минимальном содержании связующего вещества. Рис. 74. Модельная оснастка для изготовления графитовых форм прессованием: 1 – прессующая колодка; 2 – наполнительная рамка; 3 – опока-жакет; 4 – стержни, оформляющие литниковую систему; 5 – подмодельная плита; 6 – подмодельная обойма Практика показывает, что прочность форм на сжатие в пределах 1,0-3,0 МПа и на разрыв 0,7-1,5 МПа оказывается вполне достаточной, чтобы выдерживать нагрузки, возникающие в них при центробежном способе литья. Формы, изготовленные прессованием под удельным давлением 3,0 МПа из формовочной смеси СФТ-1П, имеют требуемую прочность, невысокий градиент плотности и необходимый уровень других технологических свойств (газопроницаемость, осыпаемость и т.д.). Графитовые формы, изготовленные прессованием, содержат меньшее количество связующего вещества, что увеличивает термохимическую инертность и повышает стабильность ее линейных размеров из-за снижения объемных изменений в процессе тепловой обработки. Изготовление элементов форм методом прессования (удельное давление 3,0 МПа) в нагретой металлической оснастке позволяет снизить количество вводимого связующего вещества в формовочные смеси до 7-10 % по сухому остатку. Такие формы обладают еще большей инертностью и более низкой усадкой (0,1-0,2 %). Полуформы и стержни, изготовленные из формовочных смесей горячего отверждения, подвергают тепловой обработке. Уплотненные полуформы и стержни вначале выдерживают на воздухе в течение 6-20 ч, затем их помещают в электрические калориферные печи периодического и методического действия. Нагрев ведут до 220-250 °С. При максимальной температуре дают выдержку в течение 2 ч. После охлаждения форм до 50-60 °С их выгружают из печи и направляют на обжиг. Полуформы и стержни, изготовленные из холоднотвердеющих смесей, 194 после уплотнения выдерживают в оснастке до полного отверждения (20-60 мин), а затем извлекают из нее и также направляют на обжиг. В период нагрева в форме могут происходить объемные изменения, понижающие точность линейных размеров отливок. Основные причины, вызывающие объемные изменения; возникновение температурного градиента по объему элементов формы в период нагрева и деформация изготовленных полуформ и стержней под собственным весом из-за низкой прочности смеси в сыром состоянии. Для того чтобы уменьшить неравномерность объемных изменений и деформации, полуформы и стержни после изготовления укладывают на металлические плиты и драйеры, а нагрев их производят с небольшой скоростью (до 30-50 град/ч). Обжиг форм и стержней проводят в электрических печах сопротивления периодического и методического действия. Формы и стержни укладывают на поддон контейнера на графитовую засыпку (рис. 75). Контейнер, оборудованный затвором с графитовым порошком, закрывают крышкой и устанавливают в нагревательную печь. Для предотвращения окисления графита формы и стержни нагревают в восстановительной атмосфере, создаваемой газами, выделяющимися при термодеструкции связующего вещества, входящего в состав формовочной смеси. Рис. 75. Контейнер для обжига графитовых форм: 1 – крышка контейнера; 2 – песчаный затвор; 3 – контейнер; 4 – формы; 5 – графитовая засыпка Применяемые в промышленности режимы обжига несколько различаются между собой в зависимости от марки смеси, метода уплотнения и отверждения, а также от требований, которые предъявляются к качеству отливки. Так, формы и стержни, изготовленные из смеси СФТ-1П, подвергают обжигу по следующему режиму: - загрузка контейнеров в печь с температурой не выше 500 °С; - нагрев с 500 до 700 °С со скоростью не более 300 град/ч и от 700 до 1000 °С со скоростью не более 400 град/ч; - выдержка при 1000 °С 4 ч. Для повышения термохимической инертности форм обжиг проводят в вакуумных печах. Обжиг является технологической операцией, которая определяет также свойства литейной формы, как термохимическая инертность, 195 стабильность размеров, прочность, осыпаемость и др. После обжига полуформы и стержни обдувают сжатым воздухом. В нижнюю полуформу устанавливают стержни. Шаблонами и щупами контролируют правильность установки стержней. После установки верхней полуформы всю форму скрепляют болтами или струбцинами. Небольшие формы могут быть собраны стопкой в блок, соединенный с литниковой системой (рис. 76). Рис. 76. Блок литейных форм: 1 – литниковая чаша; 2 – крышка; 3, 4 – стержни; 5 – основание; 6 – прокладка; 7 – гайки; 8 – тяга Крупные формы или блоки вместе с элементачми литниковой системы устанавливают в контейнер. Зазоры между стенками контейнера и формами засыпают материалом с объемной массой, близкой к средней объемной массе металла отливки и материала формы (титановая губка, полые алюминиевые шары и др.). Контейнер с собранными формами устанавливают и закрепляют на центробежном столе плавильно-заливочной установки. После герметизации печи и создания необходимого вакуума в плавильно-заливочной камере наплавляют необходимое количество жидкого металла. Приводится во вращение центробежный стол и осуществляется заливка литейных форм расплавом. Литье в оболочковые формы. Оболочковые формы изготавливают из графитовых формовочных смесей, огнеупорной основой (наполнителем) которых является порошок графита. В качестве связующего вещества используют синтетические смолы, которые после тепловой обработки превращаются в твердый углеродистый продукт (кокс, полукокс), прочно цементирующий зерна графита. Наибольшее распространение для изготовления оболочковых форм получили графитовые смеси СГО-3 и СГО-4. Смесь СГО-3 рекомендуется применять для литья мелких и средних, а смесь СГО-4 – крупных особо ответственных деталей. Оболочка должна обладать не только достаточной прочностью, но и определенной газопроницаемостью, которая особенно важна на этапе тепло196 вой обработки формы, поэтому необходимо, чтобы формовочная смесь имела определенный гранулометрический состав. Необходимые свойства имеет формовочная смесь, состоящая из 65-75 % графитового порошка зернистостью 0,4 мм, 25-35 % графитового порошка зернистостью 0,063 мм и 25-35 % (сверх 100 %) мелкая фракция 0,0630,16 мм. Формовочную смесь готовят в смешивающих бегунах или специальных смесителях. Предварительно графитовый порошок размалывают и просеивают. Пульвербакелит просеивают через сито с ячейкой 0,63 мм. Необходимое количество порошка графита и пульвербакелита загружают в смеситель и перемешивают в течение 20-25 мин. Затем смесь подают на место формовки. Подготовка модельно-стержневой оснастки к работе заключается в протирке деталей, а затем их промывке в органических растворителях или в обезжиривающих химических составах. После подготовки оснастку нагревают до 180-200 °С и с помощью пульверизатора на ее рабочую поверхность наносят тонкий слой разделительного состава. Затем оснастку помещают в печь, и выдерживают при 200-250 оС в течение 30 мни. Эту операцию повторяют 3-4 раза до получения пленки толщиной 0,2-0,8 мм. В процессе работы через каждые 3-4 съема оболочек наносят один слой разделительного состава. Сушка в этом случае длится 5-10 мин. Технологический процесс получения оболочковых полуформ методом свободной засыпки состоит в том, что модельную плиту, нагретую до 200-250 оС, с укрепленными на ней моделью и литниковой системой устанавливают на опрокидывающийся бункер с графитовой смесью и закрепляют на нем. При повороте бункера на 180о пульвербакелит в слое формовочной смеси, прилегающей к модельной оснастке, плавится и смачивает зерна графита в слое толщиной 12-15 мм. Длительность выдержки составляет 30-50 с. Толщина образующейся оболочки при выдержке формовочной смеси на нагретой модельной оснастке и, следовательно, ее прочность и другие свойства зависят от температуры модели и времени выдержки. Средняя толщина оболочки полуформ не должна превышать 12-16 мм. Модельную плиту вместе с образовавшейся на ней оболочковой полуформой с целью ее отверждения помещают в нагревательную печь с температурой 300 °С на 5-7 мин. Затем оснастку извлекают из печи, с помощью выталкивающего механизма снимают с нее затвердевшую оболочку и направляют на обжиг. При нагреве из пульвербакелита выделяется значительное количество газов, которые могут вызвать значительные объемные изменения и привести к растрескиванию и короблению оболочки. Поэтому режим тепловой обработки оболочек (скорость нагрева, изотермические выдержки) выбирают с учетом интенсивности газовыделения в процессе их нагрева. Установлено, что при 500-550 °С, 650700 °С, 900-1000 °С наблюдается наибольшая интенсивность газовыделения. Поэтому при нагреве оболочек предусматривают выдержки при указанных температурах. 197 Режим тепловой обработки оболочковых полуформ подобен режимам тепловой обработки набивных, прессованных и других форм, изготовленных из графитовых формовочных смесей. Достаточно высокая газопроницаемость оболочки и малая толщина позволяют несколько увеличить скорость нагрева оболочек между изотермическими выдержками. Общий цикл тепловой обработки оболочек колеблется в пределах 10-20 ч. Для предупреждения окисления графитовых оболочек на воздухе охлаждение оболочек ведут вместе с печью до 400 °С. Для предотвращения коробления оболочек при тепловой обработке их жестко скрепляют друг с другом. После тепловой обработки оболочки контролируют, производят их сборку и установку в заливочный контейнер. Литье по выплавляемым моделям. Литье по выплавляемым моделям получило наибольшее распространение для изготовления сложных по конфигурации и тонкостенных отливок. Технологический процесс изготовления форм по выплавляемым моделям для титанового литья в основном подобен процессу изготовления форм для стального литья. Для изготовления форм применяют огнеупорные материалы – графит, электрокорунд, кокс. Для изготовления моделей применяют те же модельные составы, что и для стального литья: ПС-50-50, Р-2, Р-3, КПСЦ, ВИАМ-102 и др. Приготовление пастообразных модельных составов ведут в специальных установках с лопастным поршневым или шестеренчатым смесителями. Готовая масса подается в пресс-машину, где запрессовывается в прессформу. Полученные восковые модели собирают в модельные блоки с литниковой системой, обезжиривают и окрашивают. Для окраски применяют три вида суспензий: на электрокорунде со связкой на основе гидролизованного этилсиликата, графитовую и коксовую, где в качестве связующего используют фенолформальдегидные смолы, а в качестве катализатора – кислоты. Электрокорундовые формы для литья титана применяют ограниченно, так как жидкий титан взаимодействует с формой и на поверхности отливок образуется газонасыщенный слой. Для уменьшения загрязнения металла примесями содержание SiО2 в суспензии не должно превышать 10-11 %. Использование суспензии, применяемой для изготовления форм стального литья и содержащей 18 % SiО2, приводит к значительному повышению содержания кислорода, кремния и других элементов в металле отливки. В приготовленный гидролизованный раствор этилсиликата вводят смесь порошков электрокорунда. Соотношение гидролизованного раствора этилсиликата и порошков электрокорунда составляет 400-450 см3 на 1 кг порошков. Приготовленную керамическую суспензию выдерживают в течение 2-3 ч до удаления пузырьков воздуха и затем наносят на восковую модель. В качестве присыпочного 198 материала применяют электрокорунд № 32, 40, 63 и 80. Послойную сушку оболочки проводят на воздухе или в вакуумноаммиачных камерах. После нанесения необходимого количества слоев модельную массу удаляют из формы, а форму подвергают тепловой обработке. Обжиг форм ведут в печах с воздушной средой при 970-1000 °С с выдержкой 2-3 ч. Наибольшее распространение для литья титановых отливок получили графитовые формы, так как они лучше других противостоят взаимодействию с жидким титаном. Суспензию для графитовых форм готовят на основе фенолформальдегидных смол или фенольнобаритовых, которые разводят спиртом до плотности 0,95-0,96 г/см3 и в указанный раствор вводятся порошки графита следующего состава, %: 20-25 сухой коллоидальный графит; 75-80 графитовые порошки марок ГМ3, ЭК зернистостью 0,03-0,1. Огнеупорная суспензия на основе графита содержит следующие компоненты, %: 20-25 связующее – смола ВИАМ; 7-9 отвердитель – контакт Петрова; 30-36 растворитель – этиловый спирт; остальное наполнитель – графитовый порошок. Графитовые порошки перед применением необходимо просушить при 150-180 °С для удаления влаги. Суспензию приготавливают в следующей последовательности: порошки тщательно перемешивают со спиртово-смоляным раствором, после чего в суспензию вводят отвердитель. Готовая суспензия должна иметь плотность 1,15-1,2 г/см3. Для первых двух слоев плотность должна составлять 1,18-1,2 г/см3, последующих 1,15-1,17 г/см3. Для создания оболочки на модель с суспензией наносят графитовые порошки зернистостью 0,1-1,5 мм. Для 1-3го слоев используют порошки зернистостью 0,1-0,5 мм, а для последующих 0,6-1,5 мм. После нанесения заданного количества слоев модельную массу выплавляют и оболочки подвергают тепловой обработке. Обжиг графитовых форм ведут в две стадии. Первую стадию проводят в печах типа Ц-105 с графитовым затвором или в контейнерах при 800-850 °С. Графитовый затвор предотвращает попадание воздуха в зону форм и исключает окисление графитовой оболочки. Вторую стадию ведут в вакуумных печах с индукционным нагревом типа УПФ-841 или ОКБ-749. Графитовые формы, прошедшие высокотемпературную обработку, обеспечивают наилучшее качество поверхности отливок и наименьшую глубину газонасыщенного слоя. Эти формы широко применяют для литья ответственных деталей. Одним из недефицитных материалов для изготовления форм по выплавляемым моделям является кокс. Кокс имеет хорошие физикомеханические свойства и сравнительно невысокую стоимость. При изготовлении коксовых форм суспензию также готовят на основе кокса. Технология изготовления оболочковых коксовых форм по выплавляемым моделям аналогична технологии изготовления графитовых форм за ис199 ключением обжига. Высокотемпературный обжиг коксовых форм проводят при 1300-1500 °С. Это связано с тем, что в связующем веществе и материале обсыпки до температуры 1600 °С сохраняется структура кокса. При повышении температуры кокс начинает превращаться в графит, что вызывает возникновение в форме дополнительных напряжений, приводящих к образованию микротрещин и снижению ее прочности. Мероприятия по повышению химической инертности форм. Формы для литья титановых сплавов обладают недостаточной химической инертностью. В результате в период затвердевания и охлаждения металла между отливкой и формой развиваются физико-химические процессы, которые приводят к увеличению содержания вредных примесей (кислорода, азота, водорода, углерода и др.) в металле отливки и, особенно, в ее поверхностном слое. Примеси увеличивают твердость, прочность металла и резко снижают пластические характеристики. Значительно снижается предел усталости, заметно ухудшаются эксплуатационные характеристики литых деталей. Повышенное содержание примесей в металле не позволяет в большинстве случаев использовать для повторной переплавки литейные отходы, так как примеси, за исключением водорода, не удаляются из металла при его расплавлении. Поэтому одной из основных проблем фасонного литья из титановых сплавов является разработка технологических мероприятий, способствующих повышению инертности литейных форм. Часть таких мероприятий в настоящее время используется в промышленности, часть – находится в стадии разработок. Углеродные материалы по сравнению с керамическими являются более инертными по отношению к титану. Однако, обладая развитой пористостью, они сорбируют значительное количество газов. При нагреве формы затвердевающим металлом эти газы выделяются из формы и вступают в химическое взаимодействие с металлом отливки. Кроме того, значительное количество газов выделяется из формы за счет термодеструкции связующего вещества – фенолформальдегидной смолы (бакелитового лака). В процессе обжига форм (800-1000 °С) фенолформальдегидная смола превращается в кокс, который прочно соединяет зерна графита. В структуре кокса содержатся радикалы -ОН, -Н. Так как поверхностные слои формы нагреваются до высоких температур (1200-1600 °С), происходит термодеструкция кокса, которая сопровождается выделением значительного количества газов. Поэтому с ростом содержания связующего вещества газосодержание углеродных форм возрастает. Наибольшее количество связующего вещества содержится в графитовых формах, изготовляемых по выплавляемым моделям, а наименьшее – в прессованных графитовых формах. Инертность углеродных форм можно повысить путем технологических 200 мероприятий, способствующих более низкому газосодержанию литейных форм. Так, повышение температуры обжига с 1000 до 1500-1800 °С, уменьшение содержания связующего вещества в формовочной смеси, исключение контакта обожженной формы с атмосферой воздуха, на этапе ее подготовки к заливке и т.д. значительно уменьшают газотворность форм. В случае изготовления отливок в керамических формах получают развитие обменные химические реакции титана с материалом литейной формы, а также с газообразными продуктами, выделяющимися из формы при ее нагреве (диссоциация оксидов, испарение компонентов и др.). С целью повышения инертности применяют комбинированные (многослойные) формы, внутренний (рабочий) слой которых обладает определенными свойствами, снижающими загрязнение металла отливки примесями в период ее формирования. Рабочий слой многослойной формы может быть получен следующими путями: - нанесением на рабочую поверхность формы защитного покрытия; - пропиткой поверхностного слоя форм ингибиторами; - введением в формовочную смесь, предназначенную для изготовления облицовочного слоя, специальных веществ; - изготовлением облицовочного слоя из наиболее инертных материалов. Наибольшее распространение получил первый метод. Защитные покрытия классифицируют по функциональному назначению и по роду материала, из которого они изготовлены. По функциональному назначению защитные покрытия подразделяют на барьерные и газозащитные. Барьерные покрытия наносят на рабочую поверхность литейной формы. Они предотвращают непосредственный контакт металла отливки с основным материалом формы, а сами слабо реагируют с титаном и материалом формы. Эти покрытия предотвращают химическое взаимодействие конденсированных веществ, входящих в состав формы, с отливкой, но не предохраняют металл от взаимодействия с газами, выделяющимися из формы при ее нагреве заливаемым металлом. В зависимости от метода нанесения материал покрытия может проникать в поры литейной формы на определенную толщину. Газозащитные покрытия также наносят на рабочую поверхность литейной формы. Такие покрытия, во-первых, выполняют функции барьерных, т.е. предотвращают непосредственный контакт расплава с основным материалом формы, и, во-вторых, препятствуют взаимодействию отливки с газами, выделяющимися из формы. Освоен и находит применение метод нанесения пироуглеродного покрытия на керамические (корундовые) формы, получаемые по выплавляемым моделям. Пироуглеродное покрытие получают путем термического разложения метана, пропанбутана и других углеводородных газов. Углеводородный газ, попадая в зону высоких температур (более 900 оС), подвергается пиролизу с образованием пироуглерода, который осаждается в порах и на поверхности нагретых керамических форм. Разработаны различные технологические 201 варианты осаждения пироуглерода: продувка газа через внутреннюю полость литейной формы, принудительная фильтрация газа через пористую стенку литейной формы при внешнем омывании газа, осаждение пироуглерода в вакууме и др. На рис. 77 показан реактор для обработки форм углеводородными газами. Он состоит из цилиндрического корпуса с затвором 1, крышки 2, трубы для подачи газа 3, турбулизирующей сетки с опорой 4, трубы 5 для отвода продуктов реакции из внутренних полостей форм 6, стакана 7 для установки форм, чехла для термопары 8, перепускного клапана 9. Все элементы, за исключением корпуса, жестко соединены с крышкой в единый блок. При подготовке к работе блок извлекают из корпуса, газовые трубы продувают сжатым воздухом, в стаканы устанавливают прокаленные формы и изолируют внешние стенки от внутренних набивкой смеси 10. Затем блок с формами устанавливают обратно в корпус реактора, в затвор которого насыпают кварцевый песок 11. Собранный реактор помещают в печь, разогретую до 940-980 °С. Через 40-60 мин реактор соединяют с газовой магистралью и в течение 3-5 мин продувают аргоном. Затем подают пропан концентрацией до 70 %. Рис. 77. Реактор для обработки форм углеводородными газами Продолжительность процесса зависит от толщины стенки отливок и составляет 40-90 мин. Через указанное время отключают линию пропана, а спустя 3-5 мин – линию аргона. Реактор из печи переставляют в охладительный кожух, через 30 мин его разбирают и повторно подготавливают к работе. За смену процесс может повторяться 3 раза, а при изготовлении установки непрерывного действия 6-7 раз. Весьма перспективным является процесс нанесения на керамические формы металлических покрытий, а также покрытий, в составе которых име202 ются вещества – геттеры, способные поглощать газы, выделяющиеся из формы в период формирования отливки. Способы заполнения литейных форм. Заполнение форм жидким металлом производят в неподвижные (стационарная заливка) или во вращающиеся формы (центробежная заливка). При стационарной заливке заполнение форм осуществляется под действием металлостатического напора. Этот способ применяют редко, так как он позволяет получать отливки небольших размеров и простой конфигурации. Для стационарной заливки форм применяют расширяющиеся литниковые системы с нижним и боковым (щелевым) подводом металла, обеспечивающие поступление металла в полость формы с массовой скоростью не менее 10-30 кг/с. Необходимый расход металла обеспечивается применением литниковых систем с соотношением Fcт:Fшл:Fпит = 1:3:4 или 1,0:2,0:2,5 и площадями сечений литниковых каналов на 20-30 % большими, чем при литье углеродистой стали. Толщину питателей принимают не менее 6-8 мм при минимальной (не менее 15 мм) длине. С целью уменьшения потерь тепла литниковые каналы принимают по возможности короткими, а сечения их – круглыми или близкими по конфигурации к квадрату. При выборе положения отливки в форме, типа литниковой системы, конфигурации и размеров литниковых каналов и места подвода питателей к отливке руководствуются теми же правилами, что и при разработке технологии изготовления отливок из алюминиевых и магниевых сплавов. Для обеспечения питания затвердевающих тепловых узлов титановых отливок применяют установку прибылей на каждом из них. Общие прибыли малоэффективны из-за низкой теплопроводности, высокой скорости затвердевания титановых сплавов и отсутствия атмосферного давления. Диаметр основания прибыли при литье в металлические и графитовые кокили должен составлять не менее удвоенной толщины питаемого узла; при литье в уплотняемые формы 2,5 толщины, а при заливке в оболочковые формы 3 толщины питаемого узла. Высоту прибыли принимают обычно равной двойной высоте питаемого узла, но не меньше основания прибыли. С целью улучшения заполняемости и условий питания отливок при стационарной заливке можно использовать устройства, позволяющие в период заполнения и затвердевания создавать дополнительное давление на жидкий металл с помощью инертных газов (вакуумно-компрессионное литье) или электромагнитных кондукционных насосов. Для центробежной заливки используют литниковые системы, построенные по принципу сифонного заполнения формы. Они имеют вертикальные и горизонтальные каналы, расположенные в плоскости разъема формы, и питатели с подводом металла к тонким сечениям отливок. На рис. 78 показана литниковая система, используемая при центробежном способе литья. Элементы литниковой системы, изготовленные, как пра203 вило, из тех же формовочных смесей, что и элементы формы (центральный стояк 5, питатель 9, колодец 6) и литейные формы устанавливают в металлический заливочный контейнере. Свободное пространство между стенками контейнера и формами заполняют титановой губкой или каким-либо другим наполнителем. Заполненный и закрытый крышкой контейнер перед началом плавки закрепляют на центробежном столе 10 плавильно-заливочной установки. После наплавления металла центробежный стол приводится во вращение с помощью электропривода 11. Рис. 78. Заливочный контейнер и литниковая система: 1 – тигель; 2 – приемно-направляющий лоток; 3 – направляющая втулка; 4 – заливочный контейнер; 5 – центральный стояк; 6 – колодец; 7 – питательмолибден, ; 8 – отливка; 9 – литниковый ход; 10 – центробежный стол; 11 – привод центробежного стола; 12 – наполнитель Из тигля 1 металл сливается в приемно-направляющий лоток 2 и через направляющую втулку 3 попадает в центральный стояк 5. Из центрального стояка металл движется по литниковому ходу 9 и затем поднимается по колодцу 6. Под действием избыточного давления, развиваемого центробежными силами, жидкий металл из вертикального колодца по питателям 7 попадает в рабочую часть формы 8 и заполняет ее. Все размеры сечений указанных элементов литниковой системы определяют, исходя из следующих двух основных положений: - на всем пути движения металла от направляющей втулки до рабочей части отливки расход жидкого металла должен быть постоянным; - скорость движения потока должна быть достаточной для обеспечения заполнения рабочей полости формы. Расчеты и практика позволили определить основные параметры эле204 ментов литниковой системы, удовлетворяющие названным требованиям. Расход металла при его сливе из тигля в приемно-направляющий лоток составляет 30-50 кг/с. Диаметр сливного отверстия приемно-направляющего лотка колеблется в пределах 80-120 мм. Длина центрального стояка соответствует высоте заливочного контейнера, а внутренний диаметр равен 120-400 мм. В зависимости от числа форм, устанавливаемых в контейнере, и их расположения в нем, центральные стояки имеют 4, 8 или 12 литниковых отверстий диаметром 30-50 мм. Литниковые ходы 9, как правило, изготавливают цилиндрическими с внутренним диаметром 30-50 мм и в отдельных случаях коническими. Геометрические размеры колодца 6 (или коллектора) выбирают в зависимости от конфигурации отливки и ее расположения в контейнере. Площадь сечения этих элементов литниковой системы принимают равной площади сечения литникового хода на его выходе. Размеры сечения питателей 7 и их число должно быть таким, чтобы, вопервых, обеспечивалось постоянство расхода металла и, во-вторых, не возникал перегрев литейной формы в месте подвода металла, приводящий к образованию механического пригара. Исследованиями В. Б. Лебедева установлено, что эти условия соблюдаются, если через каждый квадратный сантиметр сечения питателя в процессе заполнения будет проходить не более 2 кг металла. Форма сечения питателя может быть различной (прямоугольник, круг, трапеция и т.д.). Отливки из титановых сплавов часто имеют такие дефекты, как спаи, неслитины, газовые раковины. Образуются они в период заполнения литейной формы жидким металлом. Основная причина их образования – движение расплава по каналам литейной формы с непрерывно изменяющейся (возрастающей) скоростью по мере удаления потока от центрального стояка (оси вращения). Движение потока жидкого металла с увеличивающейся скоростью по рабочей полости формы сопровождается разделением потока на множество отдельных струй; при наличии местных сопротивлений (повороты, внезапное расширение и сужение канала и др.) в потоке возникают завихрения. Эти негативные процессы способствуют образованию указанных выше дефектов. Поэтому при разработке технологического процесса литья титановых отливок следует стремиться к тому, чтобы жидкий металл двигался по каналам и полостям литейной формы в виде компактного, не распадающегося на отдельные струи потока. Для обеспечения полного заполнения рабочей полости формы следует выдерживать скорость движения жидкого металла достаточно высокой. Характер движения жидкого металла, а также его скорость при центробежном литье, зависят от числа оборотов центробежного стола, расстояния сечения отливки от оси вращения и от направления расположения в контейнере канала с движущимся по нему металлом относительно оси вращения (рис. 79). Движение металла в виде компактного потока без его разрыва и об205 разования отдельных струй осуществляется только по направлениям осей X, Y и Z. Во всех остальных случаях линейная скорость потока по мере движения непрерывно возрастает, что и является основной причиной разрушения компактного потока на отдельные струи. По этой причине литейные формы, предназначенные для изготовления протяженных, тонкостенных отливок, обычно располагают в заливочном контейнере таким образом, чтобы основные протяженные полости формы совпадали с направлением оси Y или Z. Движение металла в этом направлении осуществляется в виде компактного потока и с высокой скоростью. Движение металла по каналам формы, совпадающее по направлению с осью X, создает наилучшие условия для формирования компактного потока. Рис. 79. Основные варианты расположения отливок относительно оси центрального стояка (оси вращения контейнера): 1 – центральный стояк; 2 – отливка; 3 – литниковый ход; а – направление X; б – направление Y; в – направление Z При центробежном способе литья возникают значительные по величине давления, которые могут деформировать или разрушить литейную форму. Величина давления, действующего на материал литейной формы, зависит от числа оборотов контейнера и расстояния рассматриваемого сечения формы от оси вращения. Прочность современных форм, изготовленных из графитовых и других формовочных смесей такова, что они выдерживают нагрузки, которые могут возникать при вращении контейнера радиусом до 1,5 м с числом оборотов в минуту 200-400. Выбирая расположение литейной формы в контейнере, учитывают также особенности организации питания, отливки металлом из прибылей в условиях центробежного литья. Направленное затвердевание отливки и обеспечение необходимых условий для питания достигается в том случае, если наиболее массивные ее части располагаются в контейнере ближе к оси вращения. На массивные части обычно устанавливают прибыли, которые располагают таким образом, чтобы они находились по отношению к питаемому узлу со стороны оси вращения. Прибыли располагают горизонтально или под небольшим углом к горизонту. Их выполняют закрытыми. Конфигурация и способы установки прибылей показаны на рис. 80. 206 Наибольший диаметр прибыли Dпp составляет 1,2-1,4 диаметра питаемого узла; высота прибыли обычно в два раза превышает ее диаметр. Рис. 80. Конфигурация прибылей и схемы их установки Скорость вращения стола центробежной машины рассчитывают с учетом габаритов, толщины стенок отливок и выбранного коэффициента утяжеления. При выбранной скорости вращения литейная форма в контейнере должна располагаться относительно оси вращения таким образом, чтобы линия свободной поверхности металла (параболоида), соответствующая этой скорости, не пересекала тела отливки и была выше ее. Вращающаяся форма заполняется металлом направленно от наиболее удаленных частей отливки к центру вращения. Перепад давлений, возникающий в слое металла, способствует всплыванию неметаллических включений и газовых пузырьков и удалению их в прибыль. Повышенное давление уменьшает вероятность зарождения и развития газовых пузырьков. Вращение стола центробежной машины продолжается до полного затвердевания отливки. Извлечение форм из плавильно-заливочных установок производят после охлаждения отливок до 300-350 °С. Критерием оптимальности принятой технологии изготовления отливок из титановых сплавов, кроме их качества, является удельный расход жидкого металла. Считают, что эта величина не должна быть больше 2,5 т на тонну годных отливок. Снижения удельного расхода достигают максимальным наполнением контейнера формами с тем, чтобы возможно полно использовать массу плавки, применением рациональных литниковых систем, уменьшением расхода металла на разбрызгивание. Литье под давлением. Наряду с литьем в уплотняемые и керамические формы большое внимание уделяют в настоящее время разработке технологии литья под давлением. Предложена и опробована установка для литья под давлением (рис. 81) с двумя вакуумными камерами – для плавки и заливки. Порция расплава при повороте тигля через сливную воронку попадает в камеру прессования и под давлением поршня поступает в полость пресс-формы. Отливки выдерживают' в пресс-формах 5-10 мин, в течение которых они охлаждаются до 500-550 °С, а затем извлекают. Материалом для изготовления пресс-форм: служат жаропрочная сталь 3Х2В8Ф и титановые сплавы ВТ5, ВТ5-1. Для увеличения стойкости пресс207 форм используют вставки из молибдена. Камеры прессования изготавливают из сплава ЖС6. Рис. 81. Установка для литья титана под давлением: 1 – электрод; 2 – тигель; 3 – воронка; 4 – пресс-поршень; 5 – камера прессования; 6 – пресс-форма В качестве смазки применяют спиртовой раствор коллоидального графита плотностью 0,9-0,92 г/см3 или бакелито-фтористую эмульсию. Смазку наносят пульверизатором на нагретые до 180-250 °С пресс-формы. Толщина слоя смазки не должна превышать 40 мкм. Подвод металла осуществляют в наиболее толстые части отливок с помощью питателей, толщина которых соизмерима с толщиной стенок отливок. Перед заполнением металлом пресс-формы нагревают до 450-500 °С. Для литья под давлением наиболее пригодными являются сплавы ВТ5Л и ВТ20Л. Они обладают неплохой жидкотекучестью, небольшим интервалом кристаллизации и низкой склонностью к образованию трещин. Выбивка, обрубка, очистка и контроль качества отливок. Выбивку форм и стержней производят после охлаждения отливок до 20-30 °С с помощью пневматических зубил. Литники и прибыли отделяют ацетиленокислородной резкой. Отливки подвергают дробеструйной или пескоструйной обработке с использованием корунда вместо песка, обрубке и черновой механической обработке. После выбивки отливки подвергаются визуальному контролю с целью обнаружения недоливов, неслитин, шероховатостей и других дефектов. Внутренние несплошности выявляют рентгенопросвечиванием. Для исправления дефектов широко применяют аргонодуговую заварку, которую проводят в специальной камере в атмосфере аргона. Внутренние несплошности могут быть устранены методом горячего изостатического прессования. Для снятия остаточных напряжений отливки могут подвергаться отжи- 208 гу. Отжиг проводят при 800 °С, а для сплава ВТ9Л – при 940 °С в инертной среде. Применяют также неполный отжиг при 600 °С, который можно проводить в воздушной среде. Время отжига – до 2 ч. Контрольные вопросы. 1. Классификация титановых сплавов. 2. Литейные свойства титановых сплавов. 3. Какие физико-механические, механические свойства титана обуславливают его область применения? 4. Способ получения титана. 5. Что является исходным сырьем для получения титановой губки. 6. Что относится к недостаткам титановых сплавов. 7. Какой легирующий элемент для титановых сплавов является основным? 8. Какие титановые сплавы являются высоколегированными? 9. Какие виды термообработки применяют для титановых сплавов? 10. Какие титановые сплавы относятся к β-сплавам? 11. Отличительные особенности печей для плавки титановых сплавов для фасонных отливок. 12. Механизм взаимодействия твердого титана с кислородом. 13. Как влияет содержание кислорода на механические свойства титановых сплавов. 14. Каким требованиям должны отвечать оболочковая форма для литья титановых сплавов? 15. Какой процесс получения оболочковых полуформ применяется для титановых сплавов. 16. Какие мероприятия предусмотрены для предупреждения коробления оболочки при литье титановых сплавов. 17. Почему при литье по выплавляемым моделям ограничивают применение электрокорундовых форм. 18. Какие наполнители применяют для приготовления суспензии при литье титановых сплавов методом литья по выплавляемым моделям? 19. Охарактеризуйте стадии обжига графитовых форм при литье по выплавляемым моделям. 20. Мероприятия, повышающие химическую инертность форм для литья титановых сплавов. 21. Почему для литья под давлением при литье титановых сплавов для пресс-форм используют жаропрочные стали и сплавы ВТ5? 22. Что является критерием оптимальности технологии приготовления отливок из титановых сплавов. 23. Какие сплавы наиболее пригодны для литья под давлением и почему? 209 24. Как влияет карбид титана на предел прочности титановых сплавов. 25. Чем вызвана необходимость плавки титановых сплавов в вакууме или в атмосфере инертных газов? 26. В каких тиглях плавят титановые сплавы. 27. Какие мероприятия предусматривают для предотвращения насыщения сплава углеродом. 28. Что такое титановая губка? Для каких целей ее применяют? 29. При каком способе литья в качестве огнеупорной основы используют высокоогнеупорные оксиды? 30. Для чего на рабочую поверхность керамических форм наносят огнеупорные химически-стойкие покрытия. 31. Какие формовочные материалы используют для изготовления разовых форм при литье титановых сплавов? 32. Для чего обжиг форм для титановых сплавов производят в вакуумных печах? 33. За счет чего у графитовых форм повышенная термохимическая инертность и стабильность ее линейных размеров. 34. Порядок ввода составляющих формовочной смеси в смешивающие бегуны 35. Как подразделяют формовочные смеси по методу отверждения. ЛЕКЦИЯ 6. ТЕМА: ПРОИЗВОДСТВО ОТЛИВОК ИЗ СПЛАВОВ ТЯЖЕЛЫХ МЕТАЛЛОВ План лекции 1. Состав и свойства легкоплавких металлов. 2. Производство отливок из легкоплавких металлов. 3. Производство отливок из сплавов тугоплавких металлов. 4. Состав и свойства никелевых сплавов. 6. Особенности плавки никелевых сплавов. 7. Производство отливок из никелевых сплавов. 8. Состав и свойства медных сплавов. 9. Особенности плавки медных сплавов. 10. Технология плавки медных сплавов. 11. Производство отливок из медных сплавов. Состав и свойства цинковых сплавов. Цинк обладает гексагональной плотноупакованной кристаллической решеткой и не испытывает аллотропических превращений. Температура плавления цинка 419 °С; температура кипения 907 °С; плотность при комнатной температуре 7,14 г/см3. В литом состоянии цинк имеет низкие прочност210 ные (σв = 20-70 МПа) и пластические свойства (δ = 0,3-0,5 %). Чистый цинк используют, в основном, в виде деформированных, полуфабрикатов (листов, полос, плит) в полиграфической и электротехнической промышленности. Основную массу листов используют для изготовления малогабаритных источников тока; значительное количество цинка расходуют на изготовление типографских клише и приготовление различных сплавов. Цинк имеет хорошую коррозионную стойкость в атмосферных условиях и в пресной воде, поэтому его широко используют для защитных покрытий кровельного железа и изделий из него (баки, ведра). В нагретом состоянии (свыше 150 °С) цинк хорошо воспринимает пластическую деформацию, склонность к которой ухудшается в присутствии сотых долей процента примеси олова. Образуя с цинком легкоплавкую эвтектику (198 °С), олово сообщает ему красноломкость, делая невозможной обработку давлением при повышенных температурах. При совместном содержании примесей олова и свинца образуется еще более легкоплавкая (150 °С) тройная эвтектика (цинк-олово-свинец). Свинец, как и олово, практически нерастворим в твердом цинке. При быстром охлаждении сплава цинка со свинцом удается получить равномерное распределение свинца по границам зерен. Ввиду большого различия электропотенциалов свинец увеличивает склонность цинка к коррозии, ускоряет растворимость его в кислотах. Это свойство свинца используют при изготовлении типографских клише из сплава цинка с 1 % свинца. Примесь железа повышает твердость цинка и задерживает его рекристаллизацию. При содержании железа более 0,001 % образуется хрупкая твердая фаза FeZn7; при 0,2 % железа цинк нельзя подвергать прокатке. ГОСТ 3640-94 предусмотрен выпуск девяти марок цинк, отличающихся содержанием примесей: ЦВ00; ЦВ0; ЦВ1; ЦВ; Ц0А; Ц0; Ц1; Ц2; Ц3. Фасонные отливки изготавливают из цинковых сплавов, которые в зависимости от назначения делят на несколько групп: сплавы для литья под давлением ГОСТ 19424-97 (ЦА40; ЦА4; ЦАМ4-10; ЦАМ4-1; ЦАМ4-1в), антифрикционные (ГОСТ 7117-62), типографские. Широкое применение для изготовления фасонных отливок нашли сплавы цинка с алюминием, медью и магнием (ЦАМ). Эти сплавы имеют хорошую жидкотекучесть и при литье под давлением позволяют получать тонкостенные (до 0,5 мм) отливки, не требующие дополнительной обработки поверхности. Они хорошо полируются и легко воспринимают защитные покрытия. Отливки из сплавов ЦАМ широко используют в автомобильной и тракторной промышленности, в бытовой технике, в электротехнике, в качестве заменителей оловянных бронз при изготовлении подшипников, работающих при малых скоростях и высоком удельном давлении (до 20 МПа). В автотракторостроении из сплавов ЦАМ отливают корпуса карбюраторов и магнето, бензонасосы, и другие детали. В приборостроении из этих сплавов изготавливают детали счетных и пишущих машин, телефонных и телеграфных аппара211 тов и радиоприемников. Литейные сплавы имеют гетерогенную структуру. Двойные сплавы, содержащие до 5 % алюминия (рис. 82) кристаллизуются с образованием первичных кристаллов твердого раствора алюминия в цинке (αZn) и эвтектики αZn + α1. При температуре 275 °С фаза α1 распадается на αA1 + αZn. Однако этот эвтектоидный распад не успевает проходить полностью в процессе охлаждения отливок и продолжается при эксплуатации изделий тем интенсивнее, чем выше рабочая температура. Это приводит к росту отливок – увеличению их размеров, что совершенно недопустимо. Для подавления эвтектоидного распада в сплавы вводят до 0,1 % магния. Тройные сплавы цинка с алюминием и медью (рис. 83) имеют в структуре первичные кристаллы твердого раствора алюминия и меди в цинке ηZn и двойную эвтектику ηZn + αAl. При охлаждении до комнатной температуры из первичных кристаллов ηZn возможно выделение вторичных кристаллов αAl и ε (CuZn3). Тройные сплавы, так же как и двойные, легируют магнием для предотвращения роста отливок в процессе эксплуатации. Рис. 82. Диаграмма состояния системы Zn-Al Рис. 83. Цинковые угол системы Zn-А1-Сu (по А. М. Захарову). Сплавы: ЦАМ10 (1); ЦАМ9-1 (2); ЦАМ4-10 (3); ЦАМ4-1 (4); ЦАМ4-1в (5); ЦАМ4-3 (6); ЦА40 (7); ЦА4 (8) Олово, свинец и кадмий являются вредными примесями для сплавов ЦАМ. Тысячные доли процента указанных элементов вызывают межкристаллитную коррозию, приводящую к разрушению отливок. Олово и кадмий, кроме того, сообщают сплавам хрупкость в горячем состоянии. Из других вредных примесей (Bi, Sb, Hg, Tl, Fe, Si) необходимо отметить железо и кремний. Железо плохо растворяется в твердом сплаве и при концентрациях, превышающих тысячные доли процента, образует с алюминием интерметаллид FeAl3, твердость которого в 5-10 раз выше твердости матрицы сплава (табл. 17). По мере увеличения содержания железа число и размеры интерметал212 лидных включений увеличиваются. Одновременно усиливается их абразивное воздействие на режущий инструмент. Затупление инструмента ухудшает качество обработки, увеличивает длительность операций и сопровождается его поломками. В связи с этим ГОСТ 19424-97 ограничивает содержание железа в чушковых сплавах ЦАМ4-1, используемых для изготовления отливок ответственного назначения, до 0,05 %. Железо попадает в цинковые сплавы как с шихтовыми материалами, так и в результате растворения чугунных тиглей и плавильного инструмента. Поэтому содержание железа в расплаве ЦАМ4-1 может значительно превышать указанную величину. Таблица 17 Характеристика включений, обнаруживаемых в структуре сплава ЦАМ4-1 ВключеШлиф Шлиф травлен в tпл, оС ρ, Нм, МПа Поперечние без травHNO3 в спирте г/см3 ный разления мер, мкм в светв темлом поле ном поле СветлоFeAl3 Светлый Черный 8000-12000 1160 3,99 1-100 розовый СветлоСветло11270Светлый 1415 2,40 1-50 Si серый серый 13000 Темный 10500 1410 FeSi ТемноТемноZnAl2O4 Светлый 2000-4000 4,80 3-20 серый серый ТемноТемноСветлоSiO2 9800-11800 1723 2,65 3-30 серый серый серый Матрица 950-1000 390 6,98 сплава Включения интерметаллида FeAl3 имеют меньшую плотность, чем расплав. Поэтому они всплывают на поверхность расплава, где концентрация их может достигать 15-20 % (объемн.) при концентрации железа 5-6 %. Влияние примеси кремния подобно влиянию примеси железа. При содержании до 0,015 % кремний входит в состав твердого раствора на основе цинка. При большем содержании в структуре сплава появляются серые кристаллы кремния, микротвердость которых достигает 13000 МПа; они резко увеличивают износ режущего инструмента. Кремний попадает в сплав вместе с алюминием (как неизбежная примесь) или с отходами сплавов алюминия с кремнием в тех случаях, когда изготовление отливок из сплава ЦАМ4-1 и силуминов осуществляется в одном цехе. При одновременном содержании примесей железа и кремния в структуре сплавов ЦАМ обнаруживаются твердые включения химического соединения FeSi. Антифрикционные сплавы в качестве легирующих компонентов также содержат алюминий (до 15 %), медь (до 5 %) и магний (до 0,03 %). Они обладают высокими механическими свойствами и используются как дешевые за213 менители оловянных бронз. Структуру сплавов с высоким содержанием меди (ЦАМ10-5) составляют первичные кристаллы твердого раствора αAl, двойная эвтектика αAl + ε (CuZn3) и тройная эвтектика αAl + ηZn + ε (CuZn3) (рис. 84); в сплавах с низким содержанием меди (ЦАМ9-1,5) структурными составляющими являются первичные кристаллы αAl твердого раствора, двойная эвтектика αAl + ηZn и тройная эвтектика αAl + ηZn + ε (CuZn3). Рис. 84. Микроструктура антифрикционного сплава ЦАМ10-5. ×100. Состав и свойства оловянных сплавов. Олово имеет две аллотропические модификации: β-модификацию (белое олово) с объемно-центрированной тетрагональной кристаллической решеткой, устойчивую при температурах выше 13 °С, и α-модификацию (серое олово) с кубической кристаллической решеткой типа алмаза, устойчивую при температурах ниже 13 °С. Ввиду способности олова к сильному переохлаждению интенсивный самопроизвольный переход белого олова в серое наблюдается при температурах от -20 до -30 °С. Превращение, начавшееся при сильном переохлаждении, идет вплоть до температуры +13 °С. Аллотропическое превращение сопровождается большими объемными изменениями (плотность белого олова 7,298 г/см3, а серого 5,846 г/см3), что приводит к разрушению изделий и слитков в порошок. Это явление, называемое «оловянной чумой», имеет место при хранении олова при низких температурах. Скорость превращения возрастает по мере понижения температуры и повышения чис214 тоты олова по примесям. При введении в белое олово 0,5 % висмута или сурьмы аллотропическое превращение полностью подавляется. Олово плавится при 232 °С, а кипит при 2270 °С. Оно обладает коррозионной стойкостью в атмосферных условиях, растворах пищевых кислот (молочной, масляной), формальдегиде, морской воде. В литом состоянии олово имеет высокую пластичность (δ = 40-60 %) и низкие прочностные свойства (σв = 20 МПа). Наиболее вредными примесями олова являются железо, мышьяк, алюминий и цинк. Мышьяк и железо снижают пластические свойства, повышают твердость и хрупкость, а алюминий и цинк ухудшают коррозионную стойкость олова. ГОСТ 860-75 предусматривает выпуск шести марок олова высшей и первой категории качества (табл. 18). В олове высшей категории качества ограничено содержание примесей алюминия и цинка и допускается более низкое содержание серы, чем в соответствующих марках олова первой категории. Олово марки О1пч широко применяют для изготовления сплавов и лужения консервной жести. В промышленности используют три группы оловянных сплавов: антифрикционные, припои и сплавы для литья под давлением. Антифрикционные сплавы должны иметь многофазную структуру, в которой, наряду с небольшим количеством твердых равномерно распределенных кристаллов, присутствует мягкая, пластичная основа, обеспечивающая хорошую прирабатываемость вкладышей подшипников к валу. Этим требованиям удовлетворяет структура двойных сплавов олова с сурьмой (рис. 85). Рис. 85. Диаграмма состояния системы Sn-Sb Кристаллы α-фазы в них служат мягкой, пластичной основой, а кристаллы β' (SnSb)-фазы, обогащенные сурьмой, твердой, хрупкой составляющей. Но двойные сплавы не применяют для изготовления вкладышей подшипников скольжения из-за сильной ликвации β' (SnSb)-фазы. Для предотвращения всплывания кристаллов β' (SnSb)-фазы в сплав вводят медь 215 (2,5-6,5 %). 216 Таблица 18 Марка Sn, %, не менее As Fe ОВЧ-000* О1пч O1 О2 99,999 99,915 99,900 99,565 1×10-4 0,010 0,010 0,015 1×10-4 0,009 0,009 0,020 О1пч O1 О2 О3 О4 99,915 99,900 99,565 98,490 96,430 0,010 0,010 0,015 0,030 0,050 0,009 0,009 0,020 0,020 0,020 Химический состав олова Примеси, %, не более Си Pb Bi Sb Высшая категория качества 1×10-5 1×10-5 1×10-6 1×10-5 0,010 0,025 0,010 0,015 0,010 0,040 0,015 0,015 0,030 0,250 0,050 0,050 Первая категория качества 0,010 0,025 0,010 0,015 0,010 0,040 0,015 0,015 0,030 0,250 0,050 0,050 0,100 1,000 0,060 0,300 0,100 3,000 0,100 0,300 S Zn Аl Σ примесей 0,008 0,008 0,016 3×10-5 0,002 0,002 0,002 3×10-4 0,002 0,002 0,002 1×10-2 0,085 0,100 0,435 0,010 0,010 0,020 0,020 0,020 - - 0,085 0,100 0,435 1,510 3,570 217 Образуя каркас из сильно разветвленных первичных кристаллов η (Cu6Sn5)-фазы, медь затрудняет всплывание кристаллов β'-фазы. Кроме того, твердые кристаллы η (Cu6Sn5)-фазы, наряду с кристаллами β'-фазы, обеспечивают получение низкого коэффициента трения. ГОСТ 1320-74 предусматривает три марки оловянных баббитов: Б88; Б83; Б83С. В зависимости от содержания сурьмы баббиты содержат различное количество кристаллов β'-фазы. Минимальное количество таких кристаллов содержится в структуре сплава Б88 (рис. 86). Наиболее широкое применение имеет баббит Б83. Рис. 86. Микроструктура баббита Б88. ×100. Темное поле α-твердый раствор, светлые кристаллы в форме звездочек – химическое соединение Cu3Sn и первичные ограниченные кристаллы β(SnSb)-фазы (светлые) В качестве припоев в основном используют сплавы системы Sn-Pb с небольшим количеством сурьмы (до 2 %), которую вводят для улучшения растекания припоя. Эти сплавы имеют двухфазную структуру (рис. 87). ГОСТ 21930-76 предусматривает восемь марок оловянно-свинцовых припоев: ПОС90; ПОС61; ПОС40; ПОС10; ПОССу61-0,5; ПОССу30-0,5; ПОССу95-5; ПОССу30-2. Вредной примесью для припоев является медь, образующая с оловом иглообразные кристаллы фазы Cu6Sn5, которые ухудшают качество пайки, образуют на луженой поверхности изделий перемычки, неровности иглообразной формы и рыхлоты. Примеси алюминия и цинка увеличивают вязкость припоев и ухудшают их растекание по поверхности изделий. 218 Рис. 87. Диаграмма состояния системы Sn-Рb Для литья под давлением используют сплавы системы Sn-Sb-Сu, близкие по составу к баббитам, и сплавы системы Sn-Sb-Сu-Pb. Химический состав некоторых из них приведен в табл. 19. Таблица 19 Химический состав оловянных сплавов для литья под давлением Номер Легирующие элементы, % Примеси, %, не более сплава Sb Сu Pb As Pb Bi Zn Al Fe 1 9,5-11,5 2,25-3,75 24,0-27,0 0,08 0,10 0,01 0,01 0,08 2 14,0-16,0 1,5-2,5 17,0-19,0 0,15 0,01 0,01 0,08 3 12,0-14,0 4,0-6,0 0,35 0,01 0,01 0,08 4 6,0-7,5 5,0-6,5 0,10 0,35 0,10 0,01 0,01 0,08 5 4,0-5,0 4,0-5,0 0,10 0,35 0,10 0,01 0,01 0,08 6 10,0 10,0 Примечание. Sn – остальное. Литейные сплавы на основе олова имеют хорошую жидкотекучесть (7080 см), небольшую линейную усадку (0,6-0,7 %) и мало склонны к образованию трещин при затрудненной усадке. Состав и свойства свинцовых сплавов. Свинец обладает гранецентрированной кубической кристаллической решеткой. Температура плавления его 327 оС, температура кипения 1750 °С, плотность при комнатной температуре, 11,34 г/см3. Чистый свинец коррозионностоек в растворах серной, фосфорной и плавиковой кислот и неустойчив в азотной, уксусной, лимонной и винной кислотах. Его используют для футеровки аппаратов сернокислотного производства, для защитных оболочек электрических кабелей, для изготовления литых пластин электрических аккумуляторов, в военном деле, для производства различных сплавов. Наиболее вредными примесями свинца, снижающими коррозионную стойкость, являются медь, олово и цинк. ГОСТ 3778-98 предусматривает выпуск семи марок свинца: С0; С1С; С1; С2С; С2; С3; С3С. 219 В технике используют три группы свинцовых сплавов: подшипниковые (антифрикционные), типографские и припои. В основе большинства свинцовых подшипниковых сплавов лежит система Рb-Sb. Из диаграммы состояния этой системы (рис. 88) следует, что структурой подшипникового материала обладают заэвтектические сплавы, в которых мягкой основой служит эвтектика Pb + Sb, а в качестве твердых включений – кристаллы сурьмы. Поскольку плотность сурьмы меньше плотности свинца, кристаллы ее в процессе кристаллизации сплавов всплывают (ликвируют). Для предотвращения ликвации в двойные сплавы вводят 1,5-2,0 % меди. Образуя разветвленные кристаллы Cu2Sb, медь затрудняет всплывание кристаллов сурьмы. Сплавом этого типа является баббит БС. Рис. 88. Диаграмма состояния системы Рb-Sb Добавка олова к свинцовосурьмяным сплавам повышает их твердость и антифрикционные свойства. Сплавы свинца с сурьмой и оловом с успехом заменяют дорогие оловянные баббиты. Эти сплавы ликвируют так же сильно, как и двойные сплавы Pb-Sb и Sn-Sb. Поэтому для уменьшения ликвации в них так же вводят 1,5-2,0 % меди. ГОСТ 1320-74 предусматривает три марки свинцовых баббитов: Б16, БН и БС6. Кроме стандартных сплавов широко применяют свинцовые баббиты с мышьяком и кадмием (Б6) и теллуром (БТ). Присадки кадмия и мышьяка образуют между собой твердое химическое соединение, которое снижает содержание хрупкой сурьмы. Теллур вводят для упрочнения свинцовой основы баббита. В качестве стандартного баббита для железнодорожного транспорта ГОСТ 1209-90 предусмотрен свинцовокальциевонатриевый сплав БКА. Химический состав и свойства свинцовых баббитов приведены в табл. 20, 21. Как следует из диаграммы состояния Рb-Sn-Sb (рис. 89), основными структурными составляющими сплава Б16, без учета добавки меди, являются первичные кристаллы β (SnSb)-фазы и эвтектическая (или частично перитектического происхождения) смесь кристаллов δРb + β (SnSb) или δРb + β' (SnSb). Кристаллизация баббита Б16 с медью начинается с выделения первичных кристаллов η (Cu6Sn5)-фазы, затем кристаллизуется двойная эвтектика β (SnSb) + η (Cu6Sn5), состоящая в основном из кристаллов β (SnSb)-фазы и 220 тройная эвтектика δРb + β (SnSb) + η (Cu6Sn5), в которой относительное количество η (Cu6Sn5)-фазы очень мало. Не исключено, что в неравновесных условиях кристаллизации возможна перитектическая реакция Жр + β (SnSb) → δРb + β' (SnSb) + η (Cu6Sn6) с появлением в структуре тройной эвтектики и кристаллов β' (SnSb)-фазы. Сильно разветвленные кристаллы η (Cu6Sn5)-фазы в сплаве Б16 затрудняют всплывание более легких кристаллов β (SnSb)-фазы. Рис. 89. Диаграмма состояния системы Sn-Рb-Sb (по А.М. Захарову). Сплавы: Б16 (1); Б6 (2); БН (3); БТ (4); БС6 (5) В структуре баббита Б6 твердыми включениями являются кристаллы η (Cu6Sn5)-, γSb-, β (SnSb)-фаз и, вероятно, Cd3As2, а мягкой основой, в которой распределены эти включения, кристаллы δРb-раствора. Основными структурными составляющими в баббите БН являются: промежуточная фаза, содержащая медь; β (SnSb)-фаза, мышьяковистая составляющая (возможно Cd3As2) и эвтектика δРb + β (SnSb). Структура баббита БТ аналогична структуре баббита БН, за исключением того, что в ней отсутствует мышьяковистая составляющая. В отличие от других баббитов кристаллизация сплава БС6 начинается с выделения мягких δРb-кристаллов, вслед за которыми кристаллизуется эвтектика δРb + β (SnSb). В результате мягкие δРb-кристаллы оказываются окруженными более твердой эвтектической смесью. Сплавы системы Рb-Sb-Sn используют и для типографских целей – изготовления шрифтов, литья набора на монотипе, литья газетных стереотипов. В отличие от припоев они содержат больше сурьмы и меньше олова. Состав некоторых типографских сплавов по ГОСТ 5235-74 приведен в табл. 22. Особенности технологии плавки цинковых сплавов. Плавка цинка и сплавов на его основе ввиду их низкой температуры плавления не представляет особых затруднений. Для плавки применяют различные по конструкции печи. В литейных цехах, производящих слитки, для плавки используют электрические индукционные и отражательные печи. 221 Таблица 20 Сплав Химический состав свинцовых баббитов Легирующие элементы, % другие элементы Sn Sb Cu Cd Fe As 15,0-17,0 15,0-17,0 1,5-2,0 0,1 0,3 5,0-6,0 14,0-16,0 2,5-3,0 1,75-2,25 0,6-1,0 As 0,1 - Примеси, %, не более Zn Bi 0,15 0,1 0,15 0,1 БС6 5,5-6,5 5,5-6,5 0,1-0,3 - - 0,1 0,05 0,01 0,07 0,005 БТ 9,0-11,0 14,0-16,0 0,7-1,1 - 0,1 0,3 0,15 0,1 - БН 9,0-11,0 13,0-15,0 1,5-2,0 0,1-0,7 0,1 - 0,02 0,1 0,05 - БС - 16,0-18,0 1,0-1,5 - 0,1 0,2 - - - - БКА - - - - - - - 0,1 - 0,02 Mg 0,25 Sb БК2 1,5-21,1 - - - 0,05-0,2 Те 0,1-0,5 Ni 0,5-0,9 As 0,95-1,15 Ca 0,7-0,9 Na 0,05-0,2 Al 0,3-0,55 Ca 0,2-0,4 Na 0,01-0,05 Mg другие 0,05 Cd 0,05 Ni - - - - 0,2 0,02 0,15 Cu 0,20 Sb Б16 Б6 Al 0,01 - Таблица 21 Свойства σв, МПа δ, % НВ Интервал кристаллизации, °С ρ при 20 °С, г/см3 Линейная усадка, % Жидкотекучесть, см Температура литья, оС Б16 78 0,2 300 410-240 9,29 0,55 54 480-500 Свойства свинцовых баббитов Б6 БС6 БТ 68 67 60 0,2 12,7 1,8 320 169 243 416-232 280-247 9,6 10,05 9,6 0,55 480-490 450-470 450-470 БН 70 1,7 290 400-240 9,55 0,5 63 480-500 БС 42 0,6 200 410-240 10,01 0,5 79 450-460 БКА 100 2,5 320 440-320 10,5 0,75 470-480 222 Таблица 22 Химический состав типографских сплавов Сплав Легирующие элементы, % Примеси, %, не более Σ примесей Sb Sn Zn Аl Сu Ni As S Словолитные сплавы Ш1 19,5-20,5 6,7-7,3 0,01 0,01 0,15 0,02 0,30 0,02 0,45 Ш2 15,0-16,0 2,7-3,3 0,01 0,01 0,15 0,02 0,30 0,02 0,45 Ш3 14,0-15,0 3,7-4,3 0,01 0,01 0,15 0,02 0,30 0,02 0,45 П1 17,0-18,0 1,8-2,2 0,01 0,01 0,10 0,02 0,20 0,02 0,35 П2 12,0-14,0 0,01 0,01 0,15 0,02 0,20 0,02 0,40 Линотипные сплавы Лн 11,0-12,0 4,2-4,8 0,01 0,01 0,06 0,02 0,20 0,02 0,35 ЛнГ 11,5-12,5 5,5-6,5 0,01 0,01 0,06 0,02 0,20 0,02 0,35 Мн 14,0-15,5 5,7-6,3 0,01 0,01 0,06 0,02 0,20 0,02 0,35 Стереотипные сплавы Ст1 15,5-16,5 6,6-7,5 0,01 0,01 0,10 0,02 0,20 0,02 0,40 Ст2 12,5-13,5 4,7-5,3 0,01 0,01 0,10 0,02 0,20 0,02 0,40 В цехах литья под давлением плавку ведут в тигельных печах в чугунных тиглях. Плавку чистого катодного цинка чаще всего ведут в индукционных печах с железным сердечником, футерованных шамотом. Для набивки подового камня используют массу, состоящую из 35 % синей гончарной глины; 35 % обожженной глины; 12 % каолина и 1-2 % связующего (сульфитной барды); остальное – кварцевый песок. Для переплавки отходов, требующих рафинирования от металлических примесей, используют отражательные печи с шамотной футеровкой. Цинк легко окисляется. Особенно интенсивно окисление идет в присутствии паров воды. Образующийся оксид (ZnO) нелетуч. Так же интенсивно окисляются сплавы ЦАМ4-1. Высокая химическая активность компонентов сплава обусловливает образование на поверхности расплава пленки шпинели ZnAl2О4. В процессе загрузки шихты и перемешивания оксидная пленка разрушается, обрывки ее замешиваются в расплав. Обогащению расплавов оксидными пленами в большой мере способствует использование некомпактных шихтовых материалов (литников, стружки, сплесов). Наряду со шпинелью в цинковых сплавах обнаруживают включения кремнезема (SiО2), а иногда и глинозема (Аl2О3), источником которых являются загрязненные шихтовые материалы. Общее содержание оксидных включений в сплавах ЦАМ4-1 может достигать 0,34 % (объемн.), а в отливках 0,6 % (объемн.). При этом на долю шпинели (ZnAl2О4) приходится около 90 % от общего содержания включений. Оксиды имеют меньшую плотность, чем расплав. Поэтому они сравнительно легко всплывают на поверхность расплава и попадают в тело, отливки. Для снижения интенсивности окисления плавку цинка и его сплавов ведут под покровом древесного угля. Обогащение оксидными включениями происходит также в результате взаимодействия расплавов с футеровкой печи. 223 Для того чтобы исключить обогащение расплавов железом и повысить стойкость режущего инструмента, плавку цинковых сплавов необходимо вести в индукционных тигельных или канальных печах и использовать для разливки керамические тигли. В тех же случаях, когда применение металлических (чугунных или стальных) тиглей для плавки неизбежно, внутреннюю поверхность их покрывают слоем обмазки из смеси каолина с жидким стеклом. Цинк и его сплавы весьма чувствительны к перегреву, что может привести к значительным потерям цинка на испарение и к обогащению расплавов оксидами и интерметаллидами. Кроме того, перегрев способствует образованию столбчатой структуры, которая способствует повышению склонности сплавов к образованию трещин при затрудненной усадке и ухудшению поведения их при обработке давлением. По этой причине цинк не перегревают выше 500 °С, а сплавы ЦАМ – выше 550 °С. Для повышения свойств отливок цинковые расплавы подвергают очистке от металлических и неметаллических примесей. Для этого используют отстаивание, обработку хлоридами, продувку инертными газами, фильтрование. Наиболее распространенным методом очистки цинковых расплавов является обработка хлоридами. Рафинирование осуществляют введением в расплав с помощью колокольчика при температуре 450-470 °С 0,1-0,2 % хлористого аммония или 0,3-0,4 % гексахлорэтана и перемешиванием расплава до прекращения выделения продуктов реакции. Такая обработка позволяет удалить из расплава ЦАМ4-1 до 80 % оксидов и 70 % интерметаллидов. Более глубокая очистка может быть достигнута при фильтровании расплавов через мелкозернистые фильтры из магнезита, сплава фторидов магния и кальция, хлорида натрия и других веществ. Применение фильтров со средним диаметром зерна 2-3 мм и толщиной фильтрующего слоя 100 мм позволяет удалять из расплавов ЦАМ4-1 до 90 % оксидных и 85 % интерметаллидных включений. Фильтрование ведут через нагретый фильтр (~500 °С), который помещают в специальные стаканы, установленные в раздаточных печах (рис. 90), или на участке перелива расплава из плавильной печи в ковш или изложницу. Сопоставление эффективности различных методов очистки цинковых расплавов (рис. 91) показывает, что продувка азотом и обработка гексахлорэтаном мало отличаются уровнем очистки, однако они значительно эффективнее отстаивания. По сравнению с обработкой гексахлорэтаном фильтрование через хлорид натрия позволяет уменьшить содержание оксидных и интерметаллидных включений в два раза. Следует отметить, что независимо от способа очистки отделение оксидных включений идет полнее, чем интерметаллидных. Это объясняется, по-видимому, лучшим смачиванием интерметаллидов расплавом. Для изготовления типографских клише используют сплав цинка со свинцом (0,67-1,25 %). Для приготовления сплава можно использовать первичный цинк марки Ц2. Пластины типографского цинка подвергают полиров224 ке. На полированной поверхности не допускаются местные скопления свинца, интерметаллидов, оксидных плен, шлаковых включений и усадочных дефектов. Для получения клише необходима хорошая травимость сплава, что обеспечивается равномерным распределением свинца. Однако получить такой сплав при использовании чистых металлов невозможно из-за сильной гравитационной ликвации свинца. Ликвация подавляется почти полностью в том случае, когда свинец вводят в виде хлористого свинца. В результате обменной реакции свинец выделяется в виде тонкодисперсных капель, что обеспечивает устойчивость эмульсии. Рис. 90. Установка фильтра в тигле раздаточной печи: 1 – тигель; 2 – стакан; 3 – фильтр Рис. 91. Эффективность очистки расплава ЦАМ4-1 (относительное изменение концентрации включений С/С 100 %): 1 – отстаивание; 2 – продувка азотом; 3 – обработка гексахлорэтаном; 4 – фильтрование через зерна хлористого натрия Несмотря на тщательное соблюдение серийной технологии плавки и литья полиграфического цинка (рафинирование хлористым аммонием, отстаивание, фильтрование через стальную сетку) брак пластин только по литейным дефектам может составлять в среднем 8-10 %. Трехкратное снижение брака может быть достигнуто, если перед заливкой в изложницы расплав профильтровать через нагретый до 400 °С слой магнезитовой крошки толщиной 50-70 мм с диаметром зерна 4-6 мм. Такой фильтр устанавливают в распределительной воронке, через которую заполняют изложницу металлом. Технология плавки сплавов системы Zn-Аl-Сu сравнительно проста. Шихтовыми материалами для приготовления сплавов служат первичный цинк, чистый алюминий, электролитическая медь и отходы собственного производства. Для ускорения плавки и предупреждения перегрева расплава медь вводят в сплав в виде лигатуры Аl-Сu (50:50). Первоначально в печь загружают лигатуру, отходы и половину всего количества цинка. Поверхность шихты засыпают древесным углем. Завалку расплавляют и перегревают до 530-550 оС. Затем загружают алюминий, а после его растворения – цинк. Сплав перемешивают, снимают уголь и шлак и вводят магний. После тща225 тельного перемешивания и удаления остатков шлака при температуре 420-450 °С проводят рафинирование хлористым аммонием или гексахлорэтаном переливают расплав в раздаточные печи, миксеры машин непрерывного литья слитков или разливают в изложницы. Во время перелива, если это необходимо, расплавы фильтруют через зернистые фильтры. В цехах фасонного литья, как правило, при выплавке рабочего сплава используют чушки готового сплава ЦАМ. Расплавление их чаще всего осуществляют в чугунных тиглях раздаточных печей в процессе литья. При нарушении технологии (загрузке литников и пресс-остатков) расплав существенно обогащается оксидами. Длительный контакт расплава с чугунным тиглем и периодическое захолаживание его при загрузке свежих порций сплава, способствуют образованию включений интерметаллида FeAl3 и попаданию их в тело отливок. Механическая обработка таких отливок на автоматических линиях характеризуется быстрым затуплением режущего инструмента, частыми его поломками и существенным снижением производительности линий из-за простоев, обусловленных необходимостью замены инструмента. Значительного улучшения показателей обрабатываемости отливок достигают введением операции фильтрования расплава через многослойный магнезитовый фильтр толщиной 100 мм с диаметром зерна 3-5 мм, который устанавливают в раздаточную печь. Особенности технологии плавки оловянных сплавов. Низкая температура плавления оловянных сплавов, малая склонность к окислению и поглощению газов предопределяют простоту технологии их плавки. Обычно плавку олова и оловянных сплавов ведут в чугунных тиглях в печах, работающих на всех видах топлива. При использовании чистых металлов плавку сплавов можно вести без применения защитных покровов; в тех же случаях, когда в состав шихты вводят много отходов и возвратов, плавку ведут под покровом древесного угля. Перед разливкой расплавы рафинируют хлористым аммонием (0,10-0,15 %), а в некоторых случаях подвергают фильтрованию. Антифрикционные сплавы, типичным представителем которых является баббит Б83, чаще всего готовят из чистых металлов. Сначала в тигель загружают медносурьмяную лигатуру, сурьму и часть олова (около 1/3 от массы шихты). Шихту засыпают слоем просеянного и прокаленного древесного угля, а затем расплавляют и нагревают до температуры 600-700 оС. С поверхности расплава снимают шлак и покровный уголь и в несколько приемов небольшими порциями загружают остальное олово. Расплав при этом непрерывно перемешивают. Затем сплав выдерживают в течение 10-15 мин при температуре 500-550 °С, вновь перемешивают, снимают шлак и при температуре 475-500 °С рафинируют от неметаллических и интерметаллидных включений введением 0,10-0,15 % хлористого аммония или пропуская расплав через зернистые фильтры с размером зерна 2-4 мм в поперечнике. В качестве 226 материала фильтра используют магнезит, хлористый натрий и другие вещества. После рафинирования расплав выдерживают 10-12 мин для удаления мелких газовых пузырьков и разливают в изложницы. Технология плавки припоев и сплавов для литья под давлением та же, что и для баббита Б83. Особенности технологии плавки свинцовых сплавов. Плавку свинца ведут в чугунных тиглях под слоем древесного угля. После расплавления с поверхности металла снимают шлак и доводят температуру до 375-400 °С. При этой температуре производят рафинирование и разливку. Очистку от неметаллических включений ведут нашатырем (NH4Cl), который вводят в расплав в количестве до 0,15 % от массы расплава с помощью колокольчика. Работа со свинцовыми сплавами проста ввиду их легкоплавкости. Сплавы почти не поглощают газов, поэтому в отливках отсутствуют газовые раковины и пористость. Особенностью свинцовых сплавов является высокая склонность к ликвации по плотности. Прежде всего, это относится к сплавам, содержащим сурьму и олово. Для защиты от окисления применяют древесный уголь, который загружают на поверхность расплава слоем толщиной 1015 мм. Свинцовосурьмяные и свинцовосурьмянооловянные баббиты плавят в тигельных печах в чугунных или стальных тиглях. В качестве шихтовых материалов используют олово, свинец, сурьму, сурьмяный свинец, кадмий, мышьяк, лигатуры Сu-Sb (50 %); Sb-Те (30 % Те), Sn-Sb-Ni (30 % Sb; 10 % Ni); подготовительные сплавы, полученные переплавкой отходов. В первую очередь в чугунный тигель загружают тугоплавкую часть шихты (сурьму, лигатуры Sn-Sb-Ni и Сu-Sb). При расчете шихты угар сурьмы принимают равным 7-10 %, а теллура 15-20 %. Одновременно загружают 10-20 % легкоплавкой части шихты (свинец, вторичные сплавы, сурьмяный свинец). Завалку расплавляют под покровом древесного угля. С поверхности расплава снимают шлак и при температуре 600 °С вводят кусковой или порошкообразный мышьяк. Расплав при этом тщательно перемешивают. Затем загружают остальное количество легкоплавкой части шихты. Последними при температуре 420-450 °С вводят кадмий, теллур и олово. После непродолжительной выдержки (5-10 мин) и тщательного перемешивания производят рафинирование расплава хлористым аммонием (0,15 %). Затем после выдержки в течение 1015 мин при температуре 420-450 °С его разливают. Разливку ведут при постоянном перемешивании расплава, так как только в этом случае возможно получение однородных по составу слитков. Контроль качества баббитов оценивают по результатам анализа химического состава и осмотра поверхности и излома слитков. В изломе не допускается наличие шлака и газовых раковин. Плавку натриевокальциевого баббита ведут обычно путем сплавления свинца, натрия и кальция в чугунных тиглях под слоем древесного угля при 227 температуре 600-650 °С. Ведение плавки при более низких температурах влечет за собой повышенные потери кальция из-за образования кристаллов химического соединения Рb3Са и удаления их со шлаком и съемами. Технология плавки типографских сплавов включает две операции – плавление шихты и рафинирование расплава от примесей. Плавку обычно начинают с очистки тигля от остатков предшествующей плавки. В очищенный тигель загружают ¾ навески свинца или типографской сыпи. Содержимое тигля расплавляют, поверхность расплава покрывают прокаленным древесным углем (слой толщиной 10-15 мм) и доводят температуру расплава до 500550 °С. При достижении заданной температуры в расплав вводят сурьму или медносурьмяную лигатуру (для сплавов, содержащих медь). После растворения сурьмы вводят остаток свинца. Удаление из расплава неметаллических включений производят введением 0,1-0,3 % хлористого аммония или дразнением. Операция дразнения состоит в погружении в расплав куска древесины и выдержки его в расплаве 3060 мин. Продукты сухой перегонки древесины, проходят через расплав, увлекают взвешенные неметаллические включения. Если расплав загрязнен нежелательными растворимыми примесями (железо, никель, алюминий, цинк и др.) предусматривают дополнительную обработку расплава с целью их удаления. Для удаления цинка и алюминия расплав при температуре 500-550 °С продувают водяным паром в течение 0,52 ч. Пар подводят стальными трубками на дно тигля. Образующиеся при продувке оксиды алюминия и цинка всплывают на поверхность расплава, откуда их удаляют со съемами. Железо, никель и медь удаляют путем введения в расплав серы. Образующиеся при температуре 500-600 °С сульфиды этих металлов снимают с поверхности расплава. Если в составе шихты не содержится сурьмы или медносурьмяной лигатуры, то температура расплава в процессе плавки не должна превышать 400-450 °С. Особенности технологии производства фасонных отливок из сплавов легкоплавких металлов. Изготовление фасонных отливок из легкоплавких сплавов осуществляют преимущественно методом литья под давлением на машинах с холодной и горячей камерами прессования с широким применением автоматических дозирующих устройств для заполнения их металлом. Этим способом литья из оловянных, свинцовых и цинковых сплавов получают сложные тонкостенные отливки. Некоторые характеристики данных отливок приведены в табл. 23. Для подвода металла к полости формы используют разнообразные по конструкции внешние и внутренние, по отношению к отливкам, литниковые системы, в том числе коллекторные. Обязательным является устройство про228 мывников. Заливку ведут в подогретые пресс-формы с различными скоростями впуска. Высокие скорости впуска металла в пресс-формы принимают при изготовлении тонкостенных отливок (0,5-2,5 мм) сложной конфигурации. Заливку толстостенных отливок производят жидкотвердым (кашеобразным) металлом с малыми скоростями впуска. Таблица 23 Характеристика отливок из легкоплавких сплавов, полученных литьем под давлением Параметры Оловянные Свинцовые Цинковые сплавы сплавы сплавы Минимальный диаметр отверстий, мм 0,60-1,00 0,60-1,00 0,80-1,00 Минимальная толщина стенок, мм 0,50-1,00 0,75-1,00 0,60-1,00 Максимальная глубина отверстий, мм: несквозных 2-3D 2-3D 2-3D сквозных 6-7D 6-10D 6D Минимальные размеры резьбы, мм: наружный диаметр 8,00 8,00 6,00 шаг 0,75 0,75 0,75 Минимальные литейные уклоны: наружная поверхность 0°15' 0°15' 0°15' внутренняя поверхность 0°45' 0°45' 0°45' Припуск на обработку, мм 0,20-0,50 0,20-0,50 0,20-0,50 Минимальный радиус галтели, мм 1,00 1,00 0,50 Для облегчения извлечения отливок из пресс-форм на их наружных и внутренних поверхностях предусматривают литейные уклоны. Для предохранения пресс-форм от термических ударов, увеличения срока их службы, более легкого извлечения отливок и предотвращения приваривания сплава прессформы периодически смазывают машинным или моторным маслом. Стержни и детали камеры прессования смазывают после каждой заливки. Технологические параметры литья легкоплавких сплавов приведены в табл. 24. Отделение отливок от литников производят на обрубных прессах в штампах. Для удаления остатков облоя (залива по плоскости разъема прессформы) применяют абразивную и вибрационную зачистку в галтовочных барабанах. Для ускорения зачистки отливок из цинковых сплавов в галтовочные барабаны подают жидкий азот. Охлаждение отливок до -40 °С охрупчивает сплавы. Для предотвращения самопроизвольного старения и изменения размеров отливки из сплавов ЦАМ подвергают термической обработке (искусственному старению), которую ведут в сухом горячем (90 °С) воздухе в течение 10 дней с охлаждением отливок до комнатной температуры вместе с печью. Используют также ускоренное искусственное старение: выдержку при температуре 60 °С в течение 10 ч, при температуре 85 °С в течение 5 ч, при температуре 100 °С в течение 3 ч и охлаждение до комнатной температуры вместе с печью. Следует отметить, что такая обработка вызывает объемные измене229 ния, снижает механические свойства и ухудшает коррозионную стойкость, но стабилизирует размеры отливок. Таблица 24 Технологические параметры литья легкоплавких сплавов под давлением Параметры Оловянные Свинцовые Цинковые сплавы сплавы сплавы Температура, °С: металла при заливке 280-300 265-300 400-450 пресс-формы 130-150 120-140 180-200 Линейная усадка, %: наружных размеров 0,4-0,5 0,4-0,5 0,50-0,65 внутренних размеров 0,3-0,4 0,3-0,4 0,40-0,60 Удельное давление прессования, МПа 19-35 19-35 19-35 Толщина сечения впуска, мм 0,4-0,8 0,4-0,8 0,4-0,8 Скорость впуска, м/с 10-100 10-100 10-100 Конусность стержней, % от длины 0,2-0,5 0,2-0,5 0,2-0,5 Размеры вентиляционных каналов, мм: глубина 0,10-0,15 0,10-0,15 0,10-0,15 ширина от 10 и более от 10 и более от 10 и более Смазка Машинное масло Моторное масло Стойкость пресс-форм, заливов 500000 500000 200000-250000 Основными видами брака являются усадочные раковины и пористость в массивных узлах отливок и воздушная пористость по периферии. Усадочная пористость может быть залечена пропиткой отливок жидким стеклом, бакелитом, смолами. Свойства тугоплавких металлов. Для изготовления деталей, работающих при температурах свыше 1000 °С используют тугоплавкие металлы и сплавы на их основе. Все тугоплавкие металлы относятся к переходным элементам и расположены в 1-м, 2м и 3-м длинном периодах Периодической системы Д. И. Менделеева. Металлы, представляющие наибольший практический интерес, относятся к подгруппам VA (V, Nb, Та) и VIA (Сr, Mo, W). Тугоплавкие металлы имеют невысокие коэффициенты теплопроводности и линейного расширения. Все тугоплавкие металлы, за исключением хрома, имеют низкое значение давления паров. Тугоплавкие металлы высокой чистоты отличаются большой пластичностью при комнатной температуре. Прочностные характеристики у металлов подгруппы VIA заметно выше, чем у металлов подгруппы VA. Тугоплавкие металлы характеризуются хорошей коррозионной стойкостью в целом ряде агрессивных сред. Наибольшей коррозионной стойкостью обладают хром, молибден и вольфрам. Ряд свойств тугоплавких металлов, таких например, как высокая склон230 ность к химическому взаимодействию с газовыми и другими средами при повышенных температурах, резкое снижение пластичности при загрязнении металлов кислородом, азотом, углеродом, водородом, существенно усложняет технологический процесс изготовления деталей из тугоплавких металлов и ограничивает область их использования. При повышенных и высоких температурах тугоплавкие металлы активно взаимодействуют с кислородом и другими газами. Лишь хром обладает высоким сопротивлением окислению, которое начинается в заметной степени при температуре 700 °С. Все остальные тугоплавкие металлы начинают окисляться при температуре 500-600 °С. Высокая склонность тугоплавких металлов к окислению затрудняет их использование в качестве высокожаропрочных материалов, так как приходится защищать изделия из этих материалов специальными покрытиями. Ванадий, ниобий, тантал активно взаимодействуют с водородом. Процесс поглощения металлами водорода начинается при температурах выше 300-500 °С. Сплавы, содержащие водород выше определенной для каждого сплава концентрации, становятся хрупкими (водородная хрупкость). Тугоплавкие металлы технической чистоты и особенно хром, молибден и вольфрам имеют низкую пластичность. У этих металлов переход от вязкого состояния к хрупкому происходит при температурах, близких к 0,15tпл. Это обстоятельство также оказывает серьезные затруднения в производстве заготовок и их использование в конструкциях машин и агрегатов. Металлы VA подгруппы (V, Nb, Та) способны растворять водород, кислород, азот, углерод в значительно больших количествах, чем металлы VIA подгруппы (Сr, Mo, W). На рис. 92, 93 приведены части диаграмм состояния молибдена и ниобия с кислородом, из которых следует, что растворимость кислорода в ниобии на два порядка выше растворимости кислорода в молибдене. Как следует из диаграмм состояния, растворимость этих элементов в тугоплавких металлах с понижением температуры уменьшается и при температурах ниже 1000-1500 °С в хроме, молибдене и вольфраме она ничтожно мала. Так, растворимость кислорода при температуре 1400 °С составляет 0,26, 0,6 и 1,0 % для тантала, ниобия и ванадия и 0,0004 и 0,0001 % для молибдена и вольфрама соответственно. Поэтому при концентрациях этих примесей, превышающих предел растворимости, в структуре сплавов образуются неметаллические включения, приводящие к резкому снижению пластичности и повышению склонности сплавов к хрупкому разрушению. Температура перехода тугоплавких металлов из вязкого состояния в хрупкое повышается с увеличением концентрации примесей внедрения. В металлах VA подгруппы наиболее резко повышает температуру хладноломкости водород. В молибдене наиболее вредны кислород и углерод. Анализ свойств тугоплавких металлов и практика показывают, что не все тугоплавкие металлы по совокупности физических и технологических свойств могут с успехом использоваться в качестве конструкционных мате231 риалов для изготовления деталей, работающих при высоких температурах. Хром и ванадий и их сплавы, хотя и имеют довольно высокую температуру плавления, однако по своим свойствам и по уровню рабочих температур не превосходят лучшие жаропрочные сплавы на никелевой основе. Рис. 92. Диаграмма состояния (часть) системы Nb-O2 Рис. 93. Диаграмма состояния (часть) системы Мо-O3 Широко используются в промышленности сплавы на основе ниобия и молибдена. Свойства ниобиевых и молибденовых сплавов. Основные достоинства ниобия: хорошие технологические свойства (высокая пластичность, удовлетворительная свариваемость), относительно невысокая плотность (8,57 г/см3), удовлетворительная коррозионная стойкость, широкое распространение в природе, малое сечение захвата тепловых нейтронов. К недостаткам ниобия и его сплавов относятся низкая стойкость против окисления и невысокий модуль упругости (Е = 105000 МПа). Примеси внедрения – кислород и азот – сильно упрочняют ниобий. Углерод слабо влияет на механические свойства, водород – охрупчивает металл. Из элементов, применяемых в качестве легирующих компонентов, наиболее существенно повышают прочностные и жаропрочные характеристики ниобия цирконий, гафний, вольфрам, ванадий и молибден. В табл. 25 приведен химический состав и механические свойства ряда ниобиевых сплавов. К достоинствам молибдена относятся: высокие температура плавления и жаропрочность, относительно невысокая (по сравнению с вольфрамом) плотность (10,2 г/см3). Удельная прочность молибдена до температуры 1400 °С выше, чем вольфрама. Молибден и его сплавы отличаются высоким модулем упругости, малым сечением захвата тепловых нейтронов, доступностью и развитой технологией производства. Недостатками молибдена и его сплавов являются низкое сопротивление окислению при температурах выше 500 °С и малая пластичность при нормальных температурах. На рис. 94 при232 ведена микроструктура молибдена. Таблица 25 Химический состав, %, и механические свойства (при 20 °С) ниобиевых сплавов Сплав ВН2 ВН2А ВН3 ВН4 ВН6 5ВМц W 4,5-6,0 4,5-5,5 Мо 3,8-5,2 3,5-4,7 4,0-5,2 8,5-10,5 4,5-6,0 1,7-2,3 Zr 0,5-0,9 0,8-2,0 1,0-2,0 1,0 0,7-1,0 С Ti 0,05 0,08 0,08-0,16 0,25-0,5 0,01-0,05 0,02 - Nb ост. ост. ост. ост. ост. ост. σв, МПа 780 810 890 450 δ, % 18 16 30 а б Рис. 94. Микроструктура молибдена. ×200: а – отожженного; б – горячепрессованного Примеси внедрения (кислород, азот, водород, углерод) резко ухудшают пластичность металла и повышают температуру перехода из вязкого состояния в хрупкое. Растворимость указанных примесей в молибдене ничтожно мала и поэтому в металле технической чистоты всегда имеются включения оксидов, нитридов, карбидов. Легирующие элементы – никель, кобальт, железо, цирконий, гафний, тантал, ниобий – повышают прочностные характеристики молибдена. Химический состав и механические свойства ряда молибденовых сплавов приведены в табл. 26. Особенности технологии плавки тугоплавких сплавов. Особенности технологии плавки тугоплавких сплавов определяются высокой химической активностью металлов и сплавов при больших температурах и особенно в жидком состоянии. Для предотвращения насыщения сплавов примесями из газовой атмосферы нагрев и плавку ведут в вакууме, в кристаллизаторе или в гарниссаж233 ных тиглях. Таблица 26 Химический состав, %, и механические свойства молибденовых сплавов в деформируемом состоянии Сплав Другие σв, МПа δ, % элементы ТСМ3 0,06-0,10 ост. 0,03-0,1 N 930/4/ЦМ5 0,4-0,6 0,04-0,07 ост. 775/500 11,5/6,0 ЦМ2А 0,07-0,3 0,07-0,15 0,004 ост. 800/220 25/18 ВМ1 до 0,4 0,08-0,25 0,01 ост. 800/340 10/17 ВМ3 0,8-1,3 0,3-0,6 0,25-0,50 ост. 1,0-1,8 Nb 830/535 0/9 МР47ВП ост. 47,0 Re 1780/Примечание. В числителе σв и δ при температуре 20 оС, в знаменателе – при температуре 1200 оС. Ti Zr С Мо Шихта, используемая для плавки тугоплавких сплавов, содержит в больших количествах примеси, поэтому процесс плавки должен осуществляться таким образом, чтобы рафинирование металла происходило в процессе его плавления. В качестве шихты применяют штабики и отходы промышленного и собственного производства. Штабики поступают с металлургических заводов. Их изготавливают из порошков тугоплавких металлов. Производство штабиков является сложным процессом, состоящим из следующих металлургических операций: рассева порошков, прессования, низкотемпературного (10001200 °С) и высокотемпературного (более 2000°С) спекания, правки, обрубки, сварки и др. Приготовленные для переплавки штабики содержат значительное количество примесей, которые не позволяют получать высококачественные заготовки. Рафинирование и дегазация штабиков при их спекании в твердофазном состоянии хотя и приводят к снижению содержания кислорода, азота, углерода, водорода, однако значительная часть примесей остается в металле. Для получения литых заготовок исходную шихту (пакеты из штабиков) плавят в вакуумных электродуговых или электронно-лучевых печах. Эффективный метод дальнейшего снижения содержания примесей – переплавка шихты в электронно-лучевых печах. Высокая температура жидкого металла и достаточно низкое давление (13,3-1,3 МПа) в камере печи позволяют производить глубокую очистку металла от примесей. Применение электронно-лучевой плавки не только обеспечивает эффективное жидкофазное рафинирование от примесей, но и позволяет в определенных пределах регулировать содержание этих примесей за счет введения в шихту активных раскислителей (углерода, бора и др.) и обезуглероживающих и карбидообразующих добавок (титана, циркония и др.). 234 При электронно-лучевой плавке удаляются путем испарения также и металлические примеси. При этом следует учитывать, что может происходить испарение основного металла и легирующих элементов. Эффективное удаление примесей происходит в том случае, когда давление пара примеси не менее чем в 10 раз выше давления пара основного металла. Электронно-лучевая плавка позволяет получать высококачественные заготовки при переплавке не только штабиков, но и брикетов, полученных прессованием стружки и мелкоизмельченных отходов. Более глубокая очистка от примесей может быть обеспечена двойным переплавом металла в электронно-лучевых печах и путем введения в металл в процессе плавки активных добавок. Широко распространен в промышленности вакуумный электродуговой способ плавки. Однако этот способ имеет один существенный недостаток: степень очистки металла от примесей при электродуговой плавке ниже, чем при электронно-лучевой. Электродуговые вакуумные печи с расходуемым электродом по своей принципиальной схеме не отличаются от аналогичных печей для плавки титановых сплавов. Применяют печи нескольких конструкций, но все они имеют один и тот же принцип работы и отличаются друг от друга габаритными размерами и различной компоновкой отдельных узлов. Расходуемый электрод 1 (рис. 95), состоящий из штабиков, закрепляют в специальной головке электрододержателя 2. С помощью механизма перемещения электрододержателя расходуемый электрод опускают в водоохлаждаемую изложницу 3. Затем между электродом 1 и «затравкой» 4, изготовленной из того же металла, что и расходуемый электрод, зажигают электрическую дугу. Нижний торец расходуемого электрода оплавляется и капли жидкого металла, стекая в изложницу, формируют слиток. Рис. 95. Плавильный узел электродуговой вакуумной печи для получения слитков из тугоплавких сплавов 235 Печи работают на постоянном и переменном токе. Диаметр выплавляемых слитков 250-300 мм. При гарниссажной электродуговой плавке тугоплавких металлов применяют графитовые тигли, установленные в водоохлаждаемую обойму и металлические водоохлаждаемые тигли. Сохранение в процессе плавки постоянной толщины гарниссажа – одна из основных проблем гарниссажной плавки. При неправильно выбранном режиме плавки возможны следующие отклонения: - увеличение толщины гарниссажа с одновременным уменьшением объема жидкой ванны и снижением температуры металла; - уменьшение толщины гарниссажа, что может привести к непосредственному контакту жидкого металла с материалом тигля и вызвать загрязнение металла или аварию. В настоящее время разработаны методы автоматического управления процессом плавки, обеспечивающим сохранение оптимальной толщины гарниссажа. Слив металла из тиглей осуществляют чаще всего путем поворота гарниссажного тигля. В качестве материала форм используют графит различных марок, медные сплавы, молибден, вольфрам и их сплавы. Применяют также различные формовочные смеси на основе графитового порошка. Для предупреждения взаимодействия металла с углеродом формы на рабочую поверхность форм плазменным напылением наносят защитные покрытия из различных химических и жаростойких материалов. Для обеспечения заполнения форм жидким металлом и повышения плотности отливок заливку металла производят во вращающиеся формы. Промышленные электронно-лучевые печи выпускают разных конструкций. В качестве примера на рис. 96 показана электронно-лучевая печь ПЭЛ-1000. Печь ПЭЛ-1000 оборудована универсальным загрузочным устройством (рис. 97), позволяющим переплавлять любой вид шихты (штабики, обрезь, стружку, кусковые и другие отходы) с автоматической подачей шихтовых материалов в зону плавки. Компактные материалы (круглые слитки, пакеты штабиков, брикеты) помещают в трубу 11 загрузочного бункера и закрепляют в каретке 15, соединенной с ходовым винтом 8, приводимым в движение двигателем 12 через зубчатую передачу 14, редуктор 13, и подают с требуемой скоростью в зону плавки. При плавке сыпучих материалов в полость загрузочной трубы 11 помещают обойму 10 со шнеком 9, загруженную предварительно исходным сыпучим шихтовым материалом. При вращении шнека сыпучая шихта по специальному желобу поступает в зону плавления. Печь ПЭЛ-1000 оборудована мощной электронной пушкой с оригинальными узлами и системами, которые обеспечивают высококачественную плавку металла и надежную работу установки. 236 Рис. 96. Электронно-лучевая печь ПЭЛ-1000: 1 – плавильная камера; 2 – электронная пушка; 3 – загрузочное устройство; 4 – смотровое устройство; 5 – кристаллизатор; 6 – камера для слитка; 7 – подвижная платформа для перемещения слитка; 8 – вакуумные насосы; 9 – фланец с вакуумными уплотнениями для присоединения камеры к плавильной камере; 10 – металлические охладители; 11 – слиток; 12 – поддон-затравка; 13 – механизм вытягивания слитка Рис. 97. Электронно-лучевая печь ПЭЛ-1000 с одним из шихтовых бункеров: 1 – слиток; 2 – трубы для охлаждения кристаллизатора; 3 – механизм вытягивания слитка; 4 – кристаллизатор; 5 – крышка плавильной камеры; 6 – электронная пушка; 7 – вакуумная камера; 8 – ходовой винт; 9 – неподвижный шнек; 10 – обойма для загрузки сыпучих материалов; 11 – загрузочная труба; 12 – электродвигатель; 13 – редуктор; 14 – зубчатая передача; 15 – каретка 237 В зависимости от требований, предъявляемых к литым заготовкам, а также от марки выплавляемого сплава и вида используемой шихты, применяют различные варианты плавки с использованием вакуумных дуговых (ВДП) и электронно-лучевых печей (ЭЛП). С целью получения заготовок с требуемыми химическим составом, структурой и свойствами применяют также двойной переплав: плавку исходной шихты с целью литья круглых слитков (I переплав) и переплавку полученного слитка (расходуемого электрода) в готовую продукцию (II переплав). Наиболее часто используют варианты плавок, проводимые по схемам, приведенным на рис. 98. Рис. 98. Варианты плавок с двумя переплавами Изготовление готовой продукции из тугоплавких сплавов по схеме I обычно проводят в том случае, если не предъявляются особые требования к чистоте металла по содержанию в них примесей. В связи с относительно неглубоким разрежением в плавильной камере вакуумной дуговой печи (13,31,3 МПа) степень очистки металла от примесей при плавке в ВДП ниже, чем в электронно-лучевых печах. Поэтому целесообразно применять электродуговую плавку для второго переплава, а именно, для переплавки электродов (слитков I переплава), полученных в электронно-лучевых печах (схема II). Плавка молибдена и его сплавов. Плавку молибдена и сплавов на его основе ведут в дуговых печах с расходуемым электродом в вакууме 1×10-45×10-4 мм рт. ст. или в атмосфере аргона. Расплавление расходуемого электрода осуществляют в медном водоох238 лаждаемом кристаллизаторе; для фасонного литья используют гарниссажные печи с медным или графитовым тиглем. Расходуемые электроды изготовляют методом порошковой металлургии – из порошка молибдена прессуют штабики квадратного сечения, спекают их в водороде, а затем сваривают, рихтуют и шлифуют бесцентровой шлифовкой. Для получения поверхности слитка лучшего качества плавку необходимо вести на постоянном токе; расходуемый электрод должен подсоединяться к отрицательному полюсу. Особенность плавки молибдена – необходимость его раскисления. Технический молибден содержит до 0,01 % кислорода. Для раскисления молибдена в расплав вводят активные оксидообразующие добавки (С, В, РЗЭ, Zr, Ti и др.). Эти элементы имеют более высокое сродство к кислороду, чем молибден, и восстанавливают их оксиды: MoO3 + 3С → Мо + 3СО ↑; МоО3 + 3СО → Мо + 3CО2 ↑. Углерод – вредная примесь и поэтому его вводят в расплав в таком количестве, чтобы в процессе раскисления он полностью удалялся из металла в виде газовой фазы. Углерод резко снижает пластичность и способствует повышению температуры перехода из вязкого в хрупкое состояние. Частично углерод удаляется при электронно-лучевой плавке. С целью нейтрализации вредного воздействия углерода в тугоплавкие металлы вводят в небольших количествах высокоактивные карбидообразующие элементы: титан, цирконий, гафний. Они образуют с углеродом карбиды, которые кристаллизуются в виде мелких разрозненных включений, слабо влияющих на свойства металла. С учетом изменения пластичности содержание большинства легирующих элементов в деформируемых молибденовых сплавах не превышает обычно 1%. При изготовлении сплавов легирующие присадки вводят путем подачи их в ванну расплавленного металла в виде гранул и порошка. Плавка ниобия и его сплавов. Ниобий так же, как и другие тугоплавкие металлы в расплавленном состоянии, активно взаимодействует с печными газами и большинством огнеупорных материалов. В связи с этим выплавку ниобия производят в вакууме или в защитной атмосфере. В зависимости от требований к сложности конфигурации отливок плавку ниобия ведут в дуговых, индукционных и электроннолучевых печах с применением медных кристаллизаторов и тиглей с гарниссажем (графитовых и медных). При плавке в вакууме остаточное давление не должно превышать 2×10-2 мм рт. ст.; плавку в атмосфере аргона или гелия ведут при давлении 300-400 мм рт. ст. 239 Получение расплавов с малым содержанием газов обеспечивается раскислением вследствие диссоциаций химических соединений в вакууме и введением раскислителей. При плавке в вакууме наиболее эффективные раскислители ниобия – углерод, церий и иттрий. Исходным материалом для выплавки слитков ниобия являются штабики размером 16×18×500 мм, полученные методом порошковой металлургии. Методом стыковой сварки под флюсом из штабиков изготовляют расходуемый электрод длиной 1,5-2,5 м. Сваренные электроды зачищают наждаком и собирают в пакеты по 4-12 штук в зависимости от мощности плавильной печи. Наиболее перспективный метод получения ниобиевых сплавов – плавка легированных штабиков, состав которых отвечает составу сплава. Такие штабики получают путем совместного восстановления окислов ниобия и окислов легирующих компонентов углеродом. Плавку ведут в электроннолучевых печах. Ниобиевые сплавы можно готовить в дуговых вакуумных печах с расходуемым электродом. В этом случае легирующие компоненты в виде полос или кусков присоединяют к расходуемому электроду. Контрольные вопросы. 1. Какие сплавы относятся к легкоплавким? 2. При каком содержании железа образуется хрупкая твердая фаза в цинковых сплавах? 3. Какие из цинковых сплавов используют для деталей особо ответственного назначения. 4. Какую структуру имеют литейные цинковые сплавы? 5. Какие оловянные сплавы используют для литья под давлением? 6. Какими свойствами обладают литейные оловянные сплавы? 7. Какой флюс используют для плавки свинца? 8. Какие тигли используют для плавки свинцовосурьмянных баббитов? 9. Какие сплавы относятся к легкоплавким? 10. Как осуществляется деление цинковых сплавов в зависимости от назначения? 11. Дайте характеристику сплавов группы ЦАМ. 12. Область применения сплавов ЦАМ. 13. Вредные примеси в цинковых сплавах. 14. Состав и свойства оловянных сплавов. 15. Какую структуру должны иметь антифрикционные сплавы? 16. Как влияют примеси алюминия и цинка на вязкость сплава системы Sn-Pb? 17. Область применения свинцовых сплавов. 18. Методы очистки цинковых сплавов. 19. Особенности технологии плавки оловянных сплавов. 20. Для чего отливки из сплавов ЦАМ подвергают искусственному ста240 рению? 21. Способы получения фасонных отливок из легкоплавких сплавов. 22. Какие сплавы относятся к тугоплавким? 23. Характеристика тугоплавких металлов. 24. Особенности поведения тугоплавких металлов при высоких температурах. 25. Область применения ниобиевых и молибденовых сплавов. 26. Почему рафинирование тугоплавких сплавов осуществляют в процессе плавления? 27. Какие материалы используют в качестве шихты для тугоплавких сплавов? 28. Что такое «штабики»? 29. Назовите варианты плавки с использованием вакуумных дуговых и электронно-лучевых печей? 30. Особенности плавки молибденовых сплавов. 31. Операции подготовки шихты для плавки тугоплавких сплавов. Состав и свойства никеля и никелевых сплавов. Широко используемый в современной технике как конструкционный и электротехнический металл, никель является основой наиболее распространенных в настоящее время жаропрочных сплавов, идущих на изготовление ответственных деталей и узлов газотурбинных двигателей и энергетических установок. Никель также является основой современных жаростойких и коррозионностойких сплавов. Никель обладает гранецентрированной кубической кристаллической решеткой, плотность его составляет 8,9 г/см3, температура плавления 1455 оС, температура кипения 2900 оС. При температурах ниже 360 °С никель ферромагнитен, но магнитные свойства его выражены значительно слабее, чем у железа и кобальта. Никель обладает высокой коррозионной стойкостью в ряде агрессивных сред (морская и пресная вода). При нагреве на воздухе никель взаимодействует с кислородом с образованием оксида никеля NiO [1]. Химический состав никеля разных марок по ГОСТ 849-97 представлен в табл. 27. Наиболее вредные примеси никеля (сера, кислород и углерод), растворяются в жидком никеле, а при кристаллизации выделяются в виде эвтектик: никель – сульфид никеля NiS, никель – NiO и никель – графит по границам зерен. Эвтектика никель – сульфид никеля плавится при температуре 645 оС и вызывает горячеломкость металла при обработке давлением. Эвтектики никель – NiO и никель – графит существенно ухудшают пластичность никеля. Висмут и свинец вызывают горячеломкость никеля; сурьма и мышьяк ухудшают обрабатываемость давлением; фосфор и кадмий резко снижают его механические, физические и технологические свойства. 241 Таблица 27 Марка Н-0 Н-1у Н-1 Н-2 Н-3 Н-4 Марка Н-0 Н-1у Н-1 Н-2 Н-3 Н-4 Ni, % не менее 99,985 99,920 99,920 99,650 97,900 96,900 Ni, % не менее 99,985 99,920 99,920 99,650 97,900 96,900 Со, % не более 0,005 0,100 0,100 0,150 0,700 0,700 Со, % не более 0,005 0,100 0,100 0,150 0,700 0,700 C 0,005 0,010 0,100 0,020 0,100 0,150 Cu 0,001 0,015 0,020 0,040 0,600 1,000 Химический состав никеля Примеси, % не более Mg Al Si P 0,001 0,001 0,001 0,001 0,001 0,002 0,001 0,010 0,002 0,001 0,002 Примеси, % не более Zn As Cd Sn 0,0005 0,0005 0,0003 0,0003 0,0008 0,0010 0,0005 0,0005 0,0010 0,0010 0,0010 0,0010 0,0050 - S 0,001 0,001 0,001 0,003 0,030 0,040 Mn 0,001 - Fe 0,002 0,010 0,010 0,040 - Sb 0,0003 0,0005 0,0010 - Pb 0,0003 0,0005 0,0010 - Bi 0,0003 0,0005 0,0010 - 242 Никель технической чистоты используют в виде листов, лент, прутков, труб для работы в агрессивных средах. Механические свойства никеля марки НП-4 в отожженном состоянии следующие: σв = 400-500 МПа; δ = 35-40 %. Никелевые сплавы, промышленные, классифицируют по химическому составу и области применения (жаропрочные, жаростойкие, коррозионностойкие и специальные). Жаропрочные сплавы – наиболее важная группа сплавов на основе никеля. К ним относятся сложнолегированные литейные сплавы серии ЖС, ВЖЛ (ЖСЗ, ЖС6, ЖС6К, ЖС6У и др.) и деформируемые. Они широко используются в современных газотурбинных двигателях. Из жаропрочных никелевых сплавов делают рабочие лопатки и диски турбины, направляющие лопатки, камеры сгорания газотурбинных двигателей. Использование современных сложнолегированных жаропрочных никелевых сплавов позволило повысить температуру газов на входе в турбину с 800 до 1100 оС, что привело к значительному повышению мощности, уменьшению расхода топлива, увеличению ресурса и надежности работы двигателей. По химическому составу (табл. 28) жаропрочные сплавы никеля относят к сложнолегированным. Основными легирующими элементами являются: хром (10-25 %), алюминий (0,5-6,0 %), титан (1,0-3,0 %). На рис. 99-101 представлены диаграммы состояния Ni-Cr, Ni-Al и Ni-Ti. В системе Ni-Cr образуются эвтектика и широкие области твердых растворов на основе никеля (γ) и хрома (α). С понижением температуры растворимость несколько снижается. Однако растворимость хрома в никеле при комнатной температуре довольно высокая и составляет около 30 %. Рис. 99. Диаграмма состояния системы Ni-Cr Рис. 100. Диаграмма состояния системы Ni-Al Рис. 101. Диаграмма состояния системы Ni-Ti В системе Ni-Al при температуре 1385 оС образуется эвтектика. С понижением температуры растворимость алюминия в никеле уменьшается с 11 до 6 % при температуре 750 оС. 243 Таблица 28 Марка сплава ХН77ТЮ (ЭН437А) ХН73МБТЮ (ЭН698) ХН55ВМТФКЮ (ЭИ929) ЖС3 ЖС6 ЖС6К ВТ36Л Химический состав некоторых жаропрочных никелевых сплавов, % Cr С Со Ti Al W 19,0-22,0 0,06 2,30-2,70 0,55-0,95 13,0-16,0 0,08 2,35-2,75 1,30-1,70 9,0-12,0 0,12 12,0-16,0 1,40-2,00 3,60-4,50 4,50-6,50 14,0-18,0 0,11-0,16 1,60-2,30 1,60-2,20 4,50-6,50 11,5-13,0 0,11-0,18 2,20-2,80 4,70-5,20 6,00-8,00 10,5-12,5 0,13-0,20 4,0-5,0 2,50-3,00 5,00-6,00 4,50-5,50 10,0-22,0 0,40-2,70 3,50-5,20 до 9,00 Мо 2,80-3,20 4,00-6,00 3,00-4,50 4,00-5,50 3,50-4,50 до 4,50 Другие элементы 1,8-2,2V 0,1 В 0,2-0,8 V до 1,1 V, до 1,5 Fe 244 В этой системе в равновесии с γ-раствором на основе никеля находится γ-фаза, представляющая раствор на основе интерметаллида Ni3Al. При температуре 1304 °C в системе Ni-Ti также наблюдается эвтектическое равновесие. Растворимость титана в никеле уменьшается с 12,5 % Ti при эвтектической температуре до 8 % Ti при температуре 750 °С. В равновесии с γ-раствором находится η-фаза – твердый раствор на основе интерметаллида Ni4Ti. Жаропрочные сплавы на никелевой основе, помимо хрома, алюминия и титана, содержат еще 6-8 легирующих элементов, которые способствуют повышению жаропрочности, коррозионной и эрозионной стойкости сплавов. Алюминий и хром обеспечивают стойкость к окислению, тогда как хром и титан повышают стойкость к газовой коррозии. Газовая коррозия получает развитие при высоких температурах при совместном влиянии обычного окисления и взаимодействия с серой и другими примесями, содержащимися в топливе и попадающими в рабочую зону двигателя с продуктами горения топлива. Основой многих жаростойких сплавов является система Ni-Сr (табл. 29). Легирование никеля хромом приводит к сильному повышению стойкости против окисления при высоких температурах. Высокая жаростойкость сплавов никеля с хромом обусловлена образованием под внешним тонким слоем оксида NiO второго окисного слоя Сr2О3, а также промежуточного слоя шпинели NiCr2О4. Высокая жаростойкость никелевых сплавов обусловлена также тем, что коэффициенты линейного расширения никеля и NiO близки по величине и поэтому резкие колебания температур не вызывают отслаивания оксидного слоя от металла. На рис. 102 приведена микроструктура никелевого сплава (по границам и внутри зерен сложнолегированного твердого раствора имеются включения карбидов). Таблица 29 Химический состав некоторых жаростойких, коррозионностойких и специальных никелевых сплавов, % Марка Другие элементы Cr Fе Cu Х20Н80 20-23 0,4-1,5 S Х15Н75Ж 15 5,0 НМЖМц28-25-1,5 2,0-3,0 27-29 1,2-1,8 Мп Никелевая бронза 0,5-1,0 33-43 5-10 Sn; 1 Zn Примечание. Ni – остальное. Сплавы никеля с хромом получили название нихромов. К ним относятся Х10Н90, Х20Н80, X30H70, Х40Н60, Х50Н50 и др. Жаростойкие никелевые сплавы обладают повышенным электрическим сопротивлением, поэтому нихромы и другие близкие по составу сплавы используют в качестве нагревательных элементов электрических печей сопротивления, работающих в воздушной атмосфере при температурах до 1000245 1200 °С. Сплавы этой группы также используют для изготовления печной арматуры, защитных трубок термопар и других деталей. Рис. 102. Микроструктура жаропрочного никелевого литого сплава ВХН1. ×200. К коррозионностойким и специальным сплавам относятся сплавы на основе системы Ni-Сu (Ni-Сu-Si, Ni-Сu-Sn и др.), Ni-Mo, а также двойные сплавы никеля с кремнием, бериллием, алюминием и титаном. Сплавы на основе системы Ni-Си отличаются высокой стойкостью в различных средах (серная и органические кислоты, растворы щелочей, морская вода, атмосфера пара при температуре 350-450 °С), антифрикционными свойствами и стабильностью механических свойств при повышенных температурах. Монель и никелевая бронза – наиболее распространенные сплавы системы Ni-Си. Отливки из монелей применяют для изготовления клапанов, рабочих колес и корпусов насосов, втулок, кранов и других деталей, работающих в агрессивных средах. Никелевые бронзы используют для изготовления литых втулок, уплотнительных колец и других деталей, работающих на трение в агрессивных средах. В химическом машиностроении применяют литые детали, изготовленные из сплавов системы Ni-Mo. Некоторые сплавы, содержащие около 30 % Мо и 5 % Fe, стойки в соляной кислоте любой концентрации при высоких температурах. Хорошей коррозионной и антифрикционной стойкостью в ряде агрессивных сред обладают детали, изготовленные из двойных сплавов никеля с 246 алюминием, бериллием, титаном и кремнием. Ряд сплавов на никелевой основе (хромель, копель, алюмель) применяют для изготовления термоэлектродной проволоки. Особенности никеля и никелевых сплавов. Отличительной особенностью никеля и сплавов на его основе является повышенная склонность к его взаимодействию с газами печной атмосферы. Жидкий никель растворяет при температуре 1600 °С до 0,5 % кислорода, около 2,5 % углерода и до 43 см3/100 г металла водорода. Выделение водорода при кристаллизации – основная причина газовой пористости в отливках. При взаимодействии с парами воды происходит одновременное загрязнение никеля кислородом и водородом. С целью предупреждения взаимодействия с газами плавку никеля ведут под слоем флюса, в качестве которого применяют стекло, плавиковый шпат, известь, молотый магнезит со стеклом и др. Недопустимо применение древесного угля и гипса. Флюс берут в количестве 3-5 % от массы шихты. Он должен покрывать поверхность расплава слоем толщиной 10-15 мм. Плавку никеля ведут в индукционных канальных и тигельных печах, которые позволяют быстро достигать необходимой температуры, и форсировано вести процесс. Иногда применяют дуговые печи. Выплавку никеля для вакуумной техники ведут в вакуумных индукционных тигельных печах при остаточном давлении 0,66 Па. В качестве шихтовых материалов при плавке чистого никеля используют катодный никель Н-0 и Н-1, гранулы никеля и крупные отходы собственного производства в количестве, не превышающем 50 % от массы шихты. Недопустимо использовать катодные листы с наростами на поверхности. С начала в печь загружают отходы, поверхность которых засыпают флюсом. По мере расплавления металла сразу или частями вводят катодный никель. Листы никеля предварительно разрезают на куски размером 150×150 мм, просушивают, а в некоторых случаях (при большом содержании водорода) отжигают. Плавку ведут при форсированном режиме, не допуская перегрева расплава. При температуре расплава 1500-1600 оС его очищают от кислорода и серы. С этой целью в расплав вводят раскислители и десульфуризаторы. Характерная особенность плавки чистого никеля это применение комплексного раскислителя – углерода, кремния, марганца, магния. Основным раскислителем является углерод, который вводят в виде графита или лигатуры Ni-С, содержащей 1,5-2 % С. При введении углерода в виде графита его загружают одновременно с первой порцией шихты. Для полного удаления кислорода требуется значительный избыток углерода. Однако избыток углерода сообщает никелю хрупкость. Поэтому основное количество кислорода удаляют с помощью углерода, а его остаток – кремнием и марганцем после доведения температуры расплава до 1600 оС. Общее количество комплексного раскисли247 теля принимают в пределах 0,18-0,22 % от массы расплава. Углерод берут в количестве 0,05-0,1 %, кремний 0,07-0,15 %, марганец 0,05-0,2 %, магний 0,05-0,1 %. Для раскисления никеля используют также силикокальций, содержащий до 23 % Са. Этот раскислитель вводят в расчете на 0,05-0,1 % Са. После раскисления расплав перемешивают никелевой мешалкой, выдерживают в течение нескольких минут и при температуре 1550-1650 оС заливают в формы. Во избежание попадания флюса в полость формы его сгущают. С этой целью на поверхность расплава засыпают молотый магнезит в количестве 0,2 % от массы шихты. При плавке чистого никеля загрязненные и смешанные отходы никеля от разных плавок не используют в шихте. Их переплавляют отдельно. Перед плавкой всю шихту обдувают воздухом с целью удаления загрязнений. Плавку ведут в индукционной канальной печи под слоем флюса. Примеси удаляют путем окисления [1]. С целью ускорения окисления в расплав вводят NiO или никель с большим содержанием кислорода. Примеси выгорают в следующем порядке: кремний, магний, марганец, цинк и углерод. Конец окисления определяют по искрению металла и по излому пробы. Последующее раскисление никеля производят лигатурой Ni-Мg или кремнием и лигатурой Ni-С. Лигатуру Ni-Mg в количестве 0,06 % присаживают завернутой в никелевую фольгу при температуре расплава 1550-1600 оС. Жаростойкие и коррозионно-стойкие никелевые сплавы, а также жаропрочные сплавы некоторых марок, идущие для изготовления малоответственных деталей, плавят в открытых индукционных тигельных, индукционных канальных и электродуговых печах. Состав флюсов, в %, для предохранения расплава от интенсивного взаимодействия с газами: № 1 100 СаО № 2 70 СаО; 30 CaF2 № 3 50 СаО; 50 CaF2 № 4 50 CaF2; 50 MgF2 № 5 100 стекло № 6 30 MnО2; 30 NiO; 20 Fe2О3; 20 SiO2. Расход флюсов составляет 2-5 % от массы расплава. С помощью флюсов невозможно полностью исключить растворение в металле водорода, поэтому одной из важнейших операций при выплавке никелевых сплавов является рафинирование их от растворенных газов. Эту операцию осуществляют наведением окислительного шлака (МnО2 + CuO + Na2CО3 + SiО2) или продувкой расплава инертными газами (аргоном или гелием). Перед введением легирующих компонентов, образующих твердые нерастворимые оксиды, никель раскисляют марганцем, углеродом, кремнием и магнием, порознь или совместно; в качестве раскислителей используют также титан и силикокальций. Для измельчения зерна отливок и повышения уровня их эксплуатаци248 онных свойств некоторые жаропрочные сплавы модифицируют присадками бора (0,01-0,03 %) и циркония (0,03-0,1 %). При плавке в дуговых печах первыми загружают никель и кусковые отходы; затем под электроды вводят шлакующую смесь (известь с плавиковым шпатом 1:1) в количестве 3-5 % от массы шихты. Смесь вводят небольшими (по 3-5 кг) порциями для предохранения расплава от науглероживания и насыщения водородом. После расплавления вводят лигатуры и чистые металлы (Mo, Nb, W и др.) и нагревают расплав до полного растворения тугоплавких элементов. Затем отбирают пробу на химический анализ, расплав подвергают рафинированию и раскислению. Для этого используют раскисляющие смеси (известь с алюминиевым порошком 1:1), которые вводят из расчета 3-4 кг на тонну расплава небольшими порциями, марганец (0,25 %), алюминий (0,3-0,5 %) и титан (0,01-0,15 %). Перед разливкой в расплав вводят присадки циркония и бора. Аналогичную технологию применяют и при плавке в индукционных тигельных печах. В качестве шлакующей используют смесь извести (70 %) с плавиковым шпатом (30 %), которую вводят на поверхность шихты в количестве 3-4 %. Раскисление осуществляют порошком алюминия (2 кг/т) пли марганцем и титаном. Плавку монелей осуществляют в индукционных печах. В качестве флюса используют стекло или смесь фторидов кальция и магния. При изготовлении сплава из чистых металлов и собственных отходов первыми загружают никель, медь, железо, отходы и др. После полного расплавления садки температуру расплава поднимают до 1450-1500 оС и вводят марганец. Для раскисления расплава используют лигатуру Ni-С. Углерод вводят в количестве 0,1-0,15 % и после непродолжительной выдержки перед началом литья вводят магний (до 0,3 %). При плавке специальных термоэлектродных сплавов типа хромель принимают следующий порядок загрузки и расплавления шихты. В жидкую ванну вводят большую часть хрома. Затем загружают никель и отходы. Одновременно засыпают флюс в количестве до 5 % от массы металла. Расплавление ведут по возможности интенсивно. Для раскисления сплава вводят 0,120,15 % марганца и 0,06 % магния. Таким же образом осуществляют плавку других термоэлектродных сплавов. Некоторое различие в технологии плавки состоит в порядке загрузки составляющих шихты и в раскислении сплавов. При выплавке алюмеля и копеля вначале загружают никель, отходы и флюс, затем алюминий, кремний и марганец. Поскольку все эти сплавы содержат марганец, раскисление их производят магнием, вводимым в количестве 0,03 % при приготовлении алюмеля и 0,1 % при плавке копеля. Перед разливкой сплавы корректируют на содержание марганца. Технология плавки жаростойких нихромов Ni-Сr и Ni-Cr-Fe мало чем отличается от технологии приготовления хромеля. Раскисляют эти сплавы 249 марганцем, титаном и силикокальцием в количестве 0,1-0,15 %. В основном нихромы выплавляют в электродуговых печах. В целях удаления водорода, поглощенного расплавом, в конце плавки наводят окислительный шлак, который вызывает кипение ванны. Растворенный водород может быть удален также продувкой расплава аргоном. Основное условие при плавке нихромов – предотвращение загрязнения расплава серой и углеродом, резко снижающими эксплуатационные свойства деталей из этих сплавов. Жаропрочные сплавы содержат в своем составе 8-12 легирующих элементов; ряд элементов присутствует в сплавах в виде примесей. Часть этих элементов при плавке на открытом воздухе интенсивно окисляется с образованием стойких окисных плен, которые загрязняют металл, снижают его механические свойства и служат причиной преждевременного разрушения деталей. Кроме того, при плавке на воздухе не удается снизить содержание примесей, например кремния, серы и др., до требуемого уровня. Эти и другие причины не позволяют вести плавку большинства жаропрочных сплавов в открытых печах. При производстве фасонных отливок применяют вакуумные индукционные тигельные печи непрерывного и периодического действия. В печах этого типа плавка и разливка металла по формам осуществляется при давлении 0,13-13,0 Па. При производстве слитков из жаропрочных сплавов наибольшее распространение получила схема дуплекс-процесса, когда плавку металла проводят в дуговой печи на воздухе, а затем его переплавляют в вакуумных электродуговых печах с расходуемым электродом, либо в вакуумных индукционных тигельных печах с последующей переплавкой в вакуумных электродуговых печах с расходуемым электродом. Перспективными для жаропрочных сплавов являются различные варианты дуплекспроцесса, в которых используют электроннолучевую, электрошлаковую и плазменную плавки. Особенности технологии производства фасонных отливок. Фасонные отливки из никелевых сплавов изготавливают литьем в разовые формы – песчаные и керамические (по выплавляемым моделям и Шоупроцессу). Песчаные формы применяют для изготовления относительно массивных и больших по габаритам отливок. Ввиду того, что никелевые сплавы имеют большую литейную усадку (2 %) и склонны к газонасыщению, песчаные формы должны быть податливы и иметь низкую газотворность и высокую газопроницаемость (не менее 80 см3/см2). При изготовлении отливок, работающих в условиях повышенных давлений, применяют сухие окрашенные формы; для менее ответственных отливок с толщиной стенок менее 15 мм – сырые или подсушенные. Для окраски форм используют водную графитовую краску, содержащую 5 % каолина и 1 % крепителя. Для окраски можно использовать также порошок сплава алю250 миния с магнием, хорошо предохраняющий расплав от взаимодействия с влагой формы, циркон, силлиманит и другие материалы. В качестве противопригарной присадки в формовочную смесь вводят до 5 % графита. Для заполнения литейных форм расплавом применяют расширяющиеся литниковые системы с нижним или щелевым рассредоточенным подводом металла в тонкие части отливок, обеспечивающие равномерное распределение температуры по их сечению. Для предотвращения незаливов, питатели должны иметь большие площади сечения и малую (но не менее 15 мм) длину. Направленное затвердевание отливок обеспечивают применением холодильников и установкой прибылей над массивными узлами. При изготовлении массивных отливок рекомендуется применять внутренние микрохолодильники. Для этой цели используют порошок никеля. Керамические формы по постоянным моделям (по Шоу-процессу) изготавливают из формовочных масс, состоящих из гидролизованного этилсиликата, маршалита, сухого кварцевого песка и керамической крошки. Для огеливания этилсиликата в состав смеси вводят щелочь или другой гелеобразователь. Формовочную смесь заливают в опоки с установленными в них модельными комплектами. Крупные литейные формы делают двухслойными: облицовочный слой из керамики на этилсиликате, а наполнительный – из жидкостекольной смеси. Сушку форм ведут выжиганием спирта. Для этого сразу же после извлечения модельного комплекта формы поджигают факелом. После прекращения горения паров спирта полуформы прокаливают при 850-950 °С в течение нескольких часов, а затем охлаждают вместе с печью до 400-450 °С. Дальнейшее охлаждение ведут на воздухе. После контроля качества поверхности полуформы притирают и зачищают, а затем направляют на сборку. Внутренние полости в отливках выполняют с помощью керамических (на основе SiО2, Al2O3, ZrO2 и др.) или песчаных окрашенных стержней. Металл перед заливкой нагревают до 1600-1700 °С. Заполняют формы через расширяющиеся щелевые литниковые системы с подводом металла по высоте формы. Объем прибыли обычно принимают на 20-50 % больше объема питаемого узла. Эффективность прибылей усиливают, обогревая их экзотермическими смесями. Прибыли и литники отделяют с помощью керамических абразивных кругов или газовой резкой. Керамические стержни удаляют выщелачиванием в растворах щелочей. Литые детали из жаропрочных сплавов – лопатки газотурбинных двигателей, цельнолитые роторы энергетических установок и другие детали – должны изготавливаться с высоким классом точности и хорошим качеством поверхности. Эти детали имеют сложную конфигурацию с глухими каналами и развитыми внутренними полостями. Такие детали могут быть изготовлены только литьем по выплавляемым моделям. Технологический процесс изготовления отливок из жаропрочных сплавов методом литья по выплавляемым моделям состоит из следующих основ251 ных операций: - изготовления моделей - сборки блоков моделей; - изготовления стержней и форм; - плавки металла и заливки форм; - выбивки, очистки, термической обработки и контроля отливок. В целом процесс получения отливок из жаропрочных сплавов аналогичен производству отливок из стали. Некоторые различия связаны с повышенными требованиями, предъявляемыми к отливкам из жаропрочных сплавов. Модели тонкостенных и сложных по конфигурации отливок должны иметь достаточную теплостойкость и прочность, легко удаляться из формы. Составы, используемые для изготовления моделей, должны также обладать минимальной и стабильной усадкой. Широкое распространение для серийного производства сложных по конфигурации тонкостенных отливок из жаропрочных сплавов получили выплавляемые и водорастворимые модельные составы. Выплавляемые модельные составы – ПЦБК070-12-13-5 (Р-3), ПБПсм6025-15 (ИЛП-2), ПЦПЭВ62-25-13 (МВС-ЗА), ПБТТЭ25-35-35-5 (ВИАМ-102) и др. – содержат воскообразные вещества. Водорастворимые модельные составы – КбБк98-2, КбНк80-20, КбНк90-10 и др. – приготавливают из карбамида, азотных и азотнокислых солей щелочных металлов. Модельные составы на основе карбамида имеют стабильную и малую усадку, в 2-5 раз меньшую, чем у воскообразных составов, теплостойки и имеют высокую прочность (табл. 30). Эти составы в жидком состоянии обладают высокой текучестью, что позволяет получать сложные по конфигурации и тонкостенные модели методом свободной заливки модельного состава в металлические пресс-формы. Таблица 30 Свойства некоторых модельных составов Модельный состав t, °С σизг при 20 °С, МПа Свободная линейная усадка, % ПЦБК070-12-13-5 77-80/53-56 3,6-3,7 0,6-0,9 ПБПСМ60-25-15 75-80/43-70 2,4-4,0 0,6-1,0 ПБТТэ25-35-35-5 75-85/48-70 4,7-5,0 0,9-1,4 К0НК90-10 125/– 15,0-19,0 0,15-0,4 КбПвсМс95,5-2-2,5 110/– 12,0-17,0 0,2-0,6 Примечание. Пвс – поливиниловый спирт; Мс – сернокислый магний. В числителе – температура плавления, в знаменателе – температура пастообразного состояния. Восковые модели изготовляют путем запрессовки нагретого до пастообразного (иногда в зависимости от марки до жидкого) состояния состава в металлические пресс-формы с помощью разнообразных автоматизированных установок [1]. Водорастворимые модельные составы нагревают до жидкого состояния 252 (120-140 °С) и путем свободной заливки или под низким давлением (0,0050,02 МПа) заполняют пресс-форму. При литье пустотелых отливок в пресс-форму перед ее запрессовкой или заполнением модельным составом устанавливают керамические стержни. В случае установки в пресс-форму тонкостенных и сложных по конфигурации стержней целесообразно использовать водорастворимые модельные составы, так как при использовании воскообразных составов запрессовка осуществляется под значительным избыточным давлением, вызывающим деформацию или разрушение стержня. Модели, прошедшие контроль, а также модели элементов литниковой системы, изготовленные из того же модельного состава, собираются в блоки. Количество моделей в блоке определяется их габаритами. Блоки собирают с помощью специальных приспособлений - кондукторов. Изготовление полых лопаток газотурбинных двигателей, имеющих сложную внутреннюю конфигурацию при толщине стенки пера лопатки до 1,0 мм, требует применения стержней, которые при малой толщине (до 0,5 мм) и значительных габаритных размерах (до 300 мм) должны иметь необходимую прочность и не деформироваться при изготовлении и в период заливки форм металлом. Широко применяют керамические стержни на основе электрокорунда, которые изготавливают методом твердофазного спекания. Используют смеси, состоящие из белого электрокорунда (85 ч), глинозема (15 ч) и пластификатора-парафина (15 ч сверх 100). Порошки электрокорунда и глинозема смешивают с парафином в обогреваемом до 80-100 °С смесителе и получают стержневую массу, которую запрессовывают в пресс-форму. Затвердевший стержень извлекают из пресс-формы и укладывают на корундовый драйер, накрывают второй половиной драйера и обжигают в две стадии. Первый обжиг ведут в окислительной среде 10-12 ч, поднимая температуру в печи до 1250 °С со скоростью 50-100 °С в час. Второй обжиг проводят в течение 4-6 ч при 1550-1600 °С. В результате твердофазного спекания стержни приобретают высокую прочность. Стержни также изготавливают из смесей, состоящих из огнеупорного наполнителя (кварц, дистенсиллиманит, белый электрокорунд), связующего вещества (раствора этилсиликата) и едкого натра, путем их прессования в стержневых ящиках с последующей тепловой обработкой отпрессованных стержней. В ряде случаев стержни изготавливают из водорастворяемых составов на основе карбамида [1]. Для изготовления оболочковых форм используют смеси на основе электрокорунда (α-Аl2O3), циркона (ZrO2×SiO2,) и дистенсиллиманита (Al2O3×SiO2). В качестве связующего вещества используют гидролизованный этилсиликат, оксинитрат алюминия и др. С целью измельчения структуры металла в поверхностных слоях отливок в формовочную смесь для получения облицовочного слоя вводят такие вещества как алюминат кобальта, оксид кобальта. Оболочковые формы для отливок из жаропрочных сплавов изготавли253 вают из 4-9 слоев. Первые два слоя являются облицовочными, остальные – опорными. Оболочки, имеющие 7-9 слоев, направляют под заливку без формовки. Оболочки, имеющие 4-5 слоев, устанавливают в опоки, которые заполняют сухим или жидким наполнителем. Для получения отливок высокой точности опоки заполняют жидким наполнителем, состоящим из зернистых огнеупорных материалов (кварцевый песок, шамотная крошка и т. д.), глиноземистого цемента и воды. Для отливок несложной конфигурации опоки заполняют сухим наполнителем. Используют зернистые огнеупорные материалы: шамот, корунд, хромомагнезит и др. Оболочковые формы без наполнителя или заформованные жидким или сухим наполнителем нагревают до 900-1000 °С. После обжига формы охлаждают до 700-900 °С и заливают расплавом. С целью получения в отливках из жаропрочных сплавов столбчатой структуры широко используют различные технологические приемы, обеспечивающие направленное затвердевание металла. После заливки форм их охлаждают до 50-150 °С и производят выбивку блоков отливок на выбивных решетках и поворотных машинах. При выбивке оболочка формы и часть наполнителя остаются на поверхности отливки. Поэтому блоки отливок направляют на предварительную очистку, затем на операцию отделения отливок от литниковой системы и окончательную очистку [1]. Предварительную очистку чаще всего осуществляют на вибрационных установках. На этом этапе оболочка удаляется только с наружной поверхности отливок и остается в отверстиях и поднутрениях. Отделение отливок из литниковой системы осуществляют обрезкой на металлорежущих станках, отделением на прессах, газопламенной или анодномеханической резкой. Мелкие отливки отбивают от литников на вибрационных установках, совмещая эту операцию с предварительной очисткой. Окончательные способы очистки отливок, изготовленных по выплавляемым моделям, подразделяют на две группы: механические и химикотермические. При литье сложных по конфигурации отливок используют оба способа очистки. К механическим способам очистки относят очистку металлической дробью, гидроабразивную очистку, очистку в галтовочных барабанах и виброочистку. Химико-термическую очистку осуществляют в горячих растворах или расплавах щелочей. Так, для очистки отливок при их изготовлении в кремнеземистых формах используют 45-55 %-ный раствор КОН, нагретый до 450500 °С. Очистка отливок от керамики происходит в течение 1 ч. Расход КОН составляет 1,3-1,4 кг на 1 кг керамической оболочки. Эффективность очистки резко возрастает при совмещении химикотермической очистки с механической (например, проведение операции химико-термической очистки в галтовочном барабане). В зависимости от требований к качеству отливок применяют контроль 254 следующих параметров: химического состава, размеров отливок, механических и конструкционных свойств, структуры отливок, а также наличие трещин, рыхлот, пор, оксидных включений и др. Внутренние дефекты (поры, рыхлоты и т.д.) обнаруживают рентгеновским просвечиванием. Дефекты отливок (поры, трещины и т.д.), выходящие на их поверхность, выявляют методом дефектоскопии. Контрольные вопросы. 1. Назначение никеля и никелевых сплавов? 2. Назовите марки электролитического никеля? 3. Какие примеси являются наиболее вредными для никеля? 4. Применение никеля высокой частоты? 5. Классификация никелевых сплавов? 6. По области применения никелевые сплавы подразделяют? 7. Жаропрочные сплавы? 8. Коррозионностойкие сплавы? 9. Особенности никеля и никелевых сплавов? 10. Меры предупреждения взаимодействия никеля с газами? 11. Основная причина газовой пористости в отливках из никелевых сплавов? 12. Плавка никеля в индукционных канальных печах? 13. Плавка никеля в индукционных тигельных печах? 14. Шихтовые материалы для плавки никеля? 15. Раскислители для никелевых сплавов? 16. Флюс для плавки никеля? 17. Порядок загрузки при приготовлении никелевого сплава из чистых металлов? 18. Плавка нихрома в электродуговых печах? 19. Способы изготовления фасонных отливок из никелевых сплавов? 20. Формы для изготовления отливок из никелевых сплавов? 21. Чем обеспечивают направленное затвердевание отливок из никеля? 22. Сущность Шоу-процесса? 23. Требования к классу точности отливок из жаропрочных сплавов? 24. Операции технологического процесса изготовления отливок из жаропрочных сплавов? 25. Модельные составы, применяемые для получения отливок из никелевых сплавов? 26. Смеси для изготовления оболочковых форм? 27. Количество слоев для изготовления оболочковых форм при литье никелевых сплавов? 28. Очистка отливок из никелевых сплавов? 29. Контроль качества никелевых отливок? 255 Состав и свойства меди. Медь находится в группе 1В периодической системы Д. И. Менделеева. Температура плавления меди 1083 °С, температура кипения 2595 °С, плотность 8,96 г/см3; она имеет гранецентрированную кубическую решетку с периодом α = 0,36074 нм. Медь диамагнитна; при нагреве и охлаждении не имеет полиморфных превращений. Механические свойства меди приведены в табл. 31. Таблица 31 Состояние литое отожженное деформированное Механические свойства меди σв, МПа δ, % 180-250 15-40 200-280 20-50 400-600 0,5-3,0 ψ, % 55 НВ 110 45 - Медь и ее сплавы обладают высокой электро- и теплопроводностью. Удельное электросопротивление меди составляет 1,7241×10-6 Ом·см при температуре 20 °С. По объему производства среди цветных металлов медь занимает третье место после алюминия. Более 50 % производимой меди используется в электротехнике (микро- и макропровода, ленты, кабели, контакты) и электронике; 30-40 % идет на изготовление сплавов. Высокую теплопроводность меди [3,86 Вт/(м·К)] используют при изготовлении кристаллизаторов при непрерывном и полунепрерывном литье металлов, водоохлаждаемых изложниц и «холодных» тиглей при плавке тугоплавких металлов и сплавов (печи электрошлакового переплава, электроннолучевые и плазменные плавильные установки и др.). Медь применяют для изготовления фасонных отливок – фурм для доменных печей и кислородноконверторных сталеплавильных печей, а также токопроводящих фасонных изделий в электроаппаратах. Медь обладает высокими коррозионными свойствами. Она устойчива на воздухе, в пресной и морской воде и ряде других химически агрессивных сред. Медь сохраняет высокие свойства при пониженных температурах, поэтому ее применяют в криогенной технике. Медь обладает хорошей технологичностью на всех операциях пластической обработки полуфабрикатов, прекрасно полируется, паяется, сваривается. К недостаткам меди относятся дефицитность, высокая стоимость, большая плотность и относительно невысокая удельная прочность (особенно при повышенных температурах), невысокие литейные свойства (большая линейная и объемная усадка), горячеломкость. Медь трудно обрабатывается резанием. Медь является дефицитным цветным металлом и поэтому особое внимание должно быть обращено на создание экономичных, безотходных технологических процессов плавки и литья, сводящих к минимуму потери металла. 256 Отечественная промышленность выпускает одиннадцать марок меди (ГОСТ 859-2001), различающихся содержанием примесей (табл. 32). Все примеси снижают электропроводность меди, но в большей мере это относится к растворимым примесям (Al, Zn, Sn, Ni, Sb) (рис. 103). Особенно вредны примеси висмута, свинца и кислорода. Висмут практически не растворяется в твердой меди (растворимость при температуре 600 °С менее 0,001 %), а выделяется по эвтектической реакции при температуре 270 °С (рис. 104) и располагается по границам зерен в виде прослоек. Влияние его на электропроводность невелико, однако сотые доли процента висмута вызывают разрушение слитков при горячей прокатке (красноломкость) из-за расплавления прослоек при нагреве выше 270 °С. Хрупкость прослоек висмута существенно затрудняет и холодную деформацию. Поэтому содержание его в меди должно быть не более 0,001 %. Pиc. 103. Влияние элементов на удельное электросопротивление меди ρ Рис. 104. Диаграмма состояния системы Си- Bi Свинец растворяется в твердой меди в количестве 0,3 % при температуре 400 °С и поэтому в большей мере, чем висмут, снижает ее электропроводность. Так же как и висмут, свинец вызывает красноломкость меди при нагреве выше 327 °С, однако он менее опасен, чем висмут, из-за наличия в системе Си-Pb монотектического превращения (рис. 105). Рис. 105. Диаграмма состояния системы Си-Рb 257 Таблица 32 Марка Си, %, не мемеди нее М00б М0б М1б М0 Ml 99,99 (включая Ag) 99,97 (включая Ag) 99,95 (включая Ag) 99,95 99,9 М1Р М2 М2р Химический состав меди Примеси, %, не более О2 Pb Sn Zn Bi Применение Р S Σ примесей 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,001 0,0005 0,0005 0,002 0,01 Электроника 0,002 0,002 0,004 0,002 0,003 0,002 0,001 0,003 0,001 0,0002 0,003 0,03 То же 0,002 0,002 0,004 0,002 0,004 0,002 0,003 0,003 0,001 0,002 0,004 0,03 Электротехника 0,002 0,002 0,004 0,002 0,004 0,002 - - 0,001 0,003 Ag 0,004 0,05 0,002 0,002 0,005 0,002 0,005 0,002 - 0,005 0,001 0,003 Ag 0,005 0,1 0,005-0,006 0,013-0,06 0,005 0,010 0,010 0,1 0,3 0,3 То же Электротехника, приготовление сплавов То же «« «« Sb As Fe Ni 99,95 + Ag 0,002 0,002 0,005 0,002 0,005 0,002 0,005 0,001 99,7+ Ag 0,005 0,010 0,050 0,200 0,010 0,050 0,080 0,002 99,7+ Ag 0,005 0,010 0,050 0,200 0,010 0,050 0,080 0,002 Примечание. б – бескислородная медь; р — медь, раскисленная фосфором. 258 Взаимодействие кислорода с медью описывается эвтектической диаграммой. Растворимость кислорода в твердой меди при 100 °С составляет 0,005 %. При большем содержании кислорода по границам зерен меди выделяется эвтектика. Кислород оказывает незначительное влияние на электропроводность меди и не вызывает красноломкости при горячей деформации. Однако хрупкие включения закиси меди существенно понижают ее пластические свойства и делают медь склонной к водородной болезни – образованию трещин в изделиях при работе в атмосфере водяного пара. Сера образует с медью сульфид, выделяющийся по границам зерен. Не отражаясь существенно на электропроводности, сера снижает пластичность меди при низких и высоких температурах. Содержание серы ограничивают 0,01 %. Состав и свойства медных сплавов. Для изготовления изделий применяют литейные и деформируемые медные сплавы. Литейные медные сплавы. Для изготовления фасонных отливок используют 3 группы сплавов: 1 группа: Оловянные бронзы (ГОСТ 613-79): БрО3Ц12С5, БрО3Ц7С5Н1, БрО4Ц7С5, БрО4Ц4С17, БрО5Ц5С5, БрО5С25, БрО6Ц6С3, БрО8Ц4, БрО10Ф1, БрО10Ц2, БрО10С10. Оловянные бронзы обладают хорошими литейными свойствами в сочетании с хорошими механическими и эксплуатационными (коррозионными, антифрикционными) свойствами. Наибольшее практическое значение имеют сплавы с содержанием олова до 10 %. На рис. 106 приведена диаграмма состояния Си-Sn. В промышленных сплавах встречаются следующие фазы: αтвердый раствор олова в меди с гранецентрированной кубической решеткой, β- и γ-фазы, образующиеся в результате перитектических реакций и обладающие объемно-центрированной кубической решеткой. При 520 °С γ-фаза распадается с выделением α-фазы и новой фазы δ, соответствующей химическому соединению электронного типа Cu31Sn8. При 350 °С δ-фаза в свою очередь должна распадаться по эвтектоидной реакции на фазы α + ξ. Однако эта реакция при реальных скоростях охлаждения (20-500 °С/мин) не проходит. Поэтому структура низкооловянных бронз в литом состоянии состоит из αфазы дендритного строения, а высокооловянных бронз (Sn > 7 %) из αтвердого раствора и эвтектоида (α + δ). На рис. 106 пунктиром показан неравновесный солидус диаграммы состояния Си-Sn, для которой характерно смещение границы α-фазы к медному углу и наличие метастабильной δ-фазы, не распадающейся до комнатной температуры. Форма, размеры и расположение (α + δ) эвтектоида в оловянных бронзах во многом определяют свойства литых оловянных бронз. Количество и форма выделения эвтектоида зависят не только от содержания олова, но и от 259 условий затвердевания расплава: чем быстрее затвердевание, тем больше количество (α + δ)-эвтектоида. С увеличением количества эвтектоида прочность бронзы возрастает до определенного предела, а пластичность падает. Рис. 106. Диаграмма состояния системы Cu-Sn Оловянные бронзы находят широкое применение при изготовлении арматуры, подшипников, шестерен, втулок, работающих в условиях истирания, повышенного давления воды и водяного пара. Характерная особенность оловянных бронз – большой интервал кристаллизации (150-200 °С), что обусловливает образование в отливках рассеянной усадочной пористости. В целом оловянные бронзы имеют сравнительно хорошие литейные свойства, позволяющие получать сложные по конфигурации отливки. Бронзы с высоким содержанием олова, ввиду его высокой стоимости и дефицитности применяют лишь в тех случаях, когда другие медные сплавы не обеспечивают необходимой коррозионной стойкости или повышенных антифрикционных характеристик. Для рядовых отливок используют малооловянные бронзы. Оловянные бронзы легируют цинком, свинцом, фосфором и никелем. Цинк повышает прочность и плотность сплава, улучшает равномерность распределения свинца, способствует увеличению коррозионной стойкости, снижает интервал кристаллизации, что способствует повышению жидкотекучести, плотности и уменьшению склонности отливок к обратной ликвации. Свинец образует мягкую металлическую фазу, при этом снижается прочность и твердость сплава, но улучшается антифрикционные свойства. Оптимальные содержания свинца повышают жидкотекучесть, плотность и 260 герметичность. Фосфор является интенсивным раскислителем и упрочнителем, снижает температуру плавления, улучшает практическую жидкотекучесть. Никель измельчает макрозерно, повышает пластичность и прочность, уменьшает ликвацию. Из примесей, присутствующих в бронзах, наиболее вредное влияние на свойства оказывают алюминий и кремний. Сотые доли процента указанных элементов снижают механические свойства и герметичность отливок. 2 группа: Безоловянные бронзы (ГОСТ 493-79): БрА9Мц2Л, БрА10Мц2Л, БрА9Ж3Л, БрА10Ж3Мц2, БрА10Ж4Н4Л, БрА11Ж6Н6, БрА9Ж4Н4Мц1, БрС30, БрА7Мц15Ж3Н2Ц2, БрСу3Н3Ц3С20Ф. Безоловянные бронзы по механическим, коррозионным и антифрикционным свойствам не уступают оловянным, а некоторые превосходят их. Наиболее широко применяют алюминиевые бронзы. Они имеют хорошую коррозионную стойкость в пресной и морской воде, хорошо противостоят разрушению в условиях кавитации, обладают меньшим, чем оловянные бронзы, антифрикционным износом. Алюминиевые бронзы применяют для изготовления гребных винтов крупных судов, тяжелонагруженных шестерен и зубчатых колес, корпусов насосов и других отливок. Система Си-А1 (рис. 107) характеризуется значительной областью αтвердого раствора алюминия в меди. Промышленное использование находят бронзы с содержанием алюминия от 5 до 10-12 %, имеющие либо однофазное (α-фаза), либо двухфазное (α + γ2) строение. Однофазные бронзы имеют высокие пластические свойства, хорошо обрабатываются давлением в горячем и холодном состояниях. Двухфазные сплавы отличаются повышенной прочностью и пониженной пластичностью. В литом (неравновесном) состоянии и при наличии других легирующих компонентов область α-твердого раствора на диаграмме состояния сдвигается влево и литые бронзы, содержащие примерно более 7 % алюминия, имеют двухфазное (α + γ2) строение. Характерной особенностью двойных сплавов Си-Аl является их склонность к так называемому самоотжигу при медленном затвердевании (литье в песчаные формы), при котором происходит рост зерна. Для предотвращения самоотжига в бронзы вводят железо. Механические, технологические и эксплуатационные свойства алюминиевых бронз улучшаются при легировании железом, марганцем, никелем и другими элементами. Кроме алюминиевых, применяют свинцовые, сурьмяные, кремниевые и другие бронзы. Свинцовая бронза БрС30 обладает низким коэффициентом трения и высокой износостойкостью при трении в условиях больших удельных нагрузок и скоростей скольжения. Поэтому ее применяют для изготовления вкладышей подшипников дизельных двигателей. Особенность производства свинцовых 261 бронз – ликвация свинца. Дисперсное распределение свинца в бронзе достигается тщательным перемешиванием расплава и большими скоростями охлаждения отливок. Сурьмяные бронзы имеют высокие антифрикционные свойства и дешевле оловянных. Рис. 107. Диаграмма состояния системы Си-Аl 3 группа: Латуни. Сплав на основе меди с содержанием цинка до 4550 % (ГОСТ 17711-93): ЛЦ40С, ЛЦ40Мц1,5, ЛЦ40Мц3Ж, ЛЦ40Мц3А, ЛЦ38Мц2С2, ЛЦ30А3, ЛЦ25С2, ЛЦ23А6Ж3Мц2, ЛЦ16К4, ЛЦ14К3С3. Для фасонного литья применяют сложнолегированные медно-цинковые сплавы; простые латуни используют сравнительно редко. Взаимодействие меди с цинком характеризуется диаграммой состояния (рис. 108). Практическое значение имеют латуни, содержащие до 45-50 % Zn со структурой α; α + β и β. Богатая медью α-фаза (до 38-39 % Zn) является типичным твердым неупорядоченным раствором замещения цинка в меди. Хорошая растворимость цинка в меди объясняется близкими значениями атомных радиусов этих компонентов: 0,128 и 0,139 нм (цинк). Легирование двойных латуней алюминием и кремнием повышает жидкотекучесть, уменьшает угар цинка при плавке, повышает коррозионную стойкость сплавов и механические свойства. Наибольшее распространение для фасонных отливок находят кремнистая латунь ЛЦ16К4 (арматура) и свинцовая латунь ЛЦ40С (сепараторы подшипников). Железо и марганец повышают механические свойства сплавов, но снижают жидкотекучесть. Олово до 2,0-2,5 % повышает коррозионные, литейные 262 и механические свойства. Рис. 108. Диаграмма состояния системы Си-Zn Наиболее вредными примесями для латуней являются висмут, свинец, сурьма и сера, которые снижают пластичность при температурах горячей обработки давлением. Примеси алюминия оказывают вредное влияние на литейные свойства кремнистой латуни ЛЦ16К4, снижая жидкотекучесть и увеличивая склонность к образованию в отливках газовой пористости, Свойства латуней зависят от содержания меди. Для латуней, содержащих медь на верхнем пределе допуска, характерны повышенные пластические свойства, а на нижнем пределе – высокие прочностные свойства. Легирующие элементы – алюминий, марганец, железо и др. (за исключением никеля) – действуют на структуру латуни качественно так же, как и цинк, но с гораздо большим эффектом. Варьируя концентрациями меди и легирующих компонентов в латунях даже в пределах ГОСТа, можно заметно изменять структуру, а, следовательно, и свойства литых заготовок. Деформируемые медные сплавы. Для получения деформированных полуфабрикатов используют большое число различных медных сплавов, которые делят на четыре группы: 1 группа: Оловянные бронзы (ГОСТ 5017-74): БрОФ6,5-0,4, БрОЦ4-3, БрОЦС4-2,5. 2 группа: Безоловянные бронзы (ГОСТ 18175-78): БрА5, БрА7, БрАЖ94, БрАЖМц10-3-1,5, БрБ2, БрБНТ1,9, БрХ0,5, БрКМц3-1. На рис. 109 приведена микроструктура безоловянной бронзы БрАЖ9-4 263 – по границам дендритов α-твердого раствора (светлые кристаллы) видны включения эвтектоида α+γ. Внутри зерен γ-фазы – мелкие включения железосодержащей фазы. 3 группа: Латуни (ГОСТ 15527-70): Л96, Л68, Л63, ЛС59-1, ЛС63-3, ЛА77-2, ЛЖМц59-1-1, ЛН65-5, ЛАН59-3-2. Рис. 109. Микроструктура литой алюминиево-железистой бронзы БрАЖ9-4. ×75. На рис. 110 приведена микроструктура латуни Л62 – светлые удлиненные зерна α-фазы, темные промежутки между ними β-фаза. 4 группа: Медноникелевые сплавы (ГОСТ 492-73): Мельхиор МНЖМц30-1-1 – обладает хорошими механическими свойствами, удовлетворительно обрабатывается давлением в горячем и холодном состояниях, имеет высокую коррозионную стойкость в пресной и морской воде. Применяют для изготовления конденсаторных труб морских судов, монет. Мельхиор МН19 – обладает высокой коррозионной стойкостью и механическими свойствами, хорошо обрабатывается давлением в горячем и холодном состояниях. Применяют для изготовления монет, медицинского инструмента, сеток, деталей в точной механике и химической промышленности, для производства изделий широкого потребления. Нейзильбер МНЦ15-20 – обладает высокой коррозионной стойкостью, красивыми серебристым цветом, хорошими механическими свойствами, удовлетворительно обрабатывается давлением в горячем и холодном состояниях. Применяют для изготовления приборов точной механики, медицинско264 го инструмента, технической посуды, арматуры, художественных изделий, изделий широкого потребления. Рис. 110. Микроструктура литой латуни Л62. ×150. Куниаль МНА13-3, МНА6-1,5 – обладают высокими механическими и коррозионными свойствами, морозостойкостью, хорошими пружинящими свойствами, удовлетворительно обрабатываются давлением в горячем состоянии. Применяют в виде прутков и полос для изготовления деталей повышенной прочности и для пружин ответственного назначения, применяемых в различных областях промышленности. Копель МНМц43-0,5 – обладает высокими удельным электросопротивлением. Применяется в пирометрии в качестве компенсационного провода, отрицательного электрода термопар и в радиотехнических приборах. Константан МНМц40-1,5 – обладает высокой термоэлектродвижущей силой, малым температурным коэффициентом и постоянным электросопротивлением, устойчив к коррозии, жаростоек, имеет механические свойства, хорошо обрабатывается давлением. Применяют для изготовления реостатов, термопар, нагревательных приборов с рабочей температурой до 500°С. Манганин МНМц3-12 – обладает высоким электросопротивлением, малым температурным коэффициентом электросопротивления. Применяется для изготовления приборов электросопротивления с рабочей температурой до 100°С, точных электроизмерительных приборов. 265 Шихтовые материалы для приготовления медных сплавов. Шихтовые материалы для плавки сплавов на медной основе подразделяют на первичные (свежие) и вторичные материалы, лигатуры, возврат (отходы) собственного производства и стружку. Первичные материалы поставляют в виде чушек, катодов, гранул и т.д. Их химический состав и условия поставки регламентированы соответствующими ГОСТами или ТУ. Вторичные материалы получают путем переплава и подшихтовки лома и стружки цветных металлов или сплавов. Они имеют химически состав, близкий к составу данного металла или сплава, регламентированный ГОСТами или ТУ. Поставляются вторичные материалы в виде чушек. Лигатуры – это промежуточные сплавы, которые предназначены для удобства введения в сплав тугоплавких и легкоокисляемых компонентов. Лигатура может содержать несколько легирующих добавок, обладать низкой температурой плавления и иметь достаточную хрупкость для удобства дробления. Возврат собственного производства в виде литников, прибылей, бракованных отливок должен иметь габаритные размеры, удобные для загрузки в плавильные агрегаты. Его хранят строго по маркам. Структуру лучше вводить в расплав в виде брикетов. Катодная медь находит широкое применение в качестве исходного шихтового материала при плавке сплавов на основе меди и как легирующая добавка при плавке других сплавов цветных металлов. Показателем качества катодной меди помимо ее химического состава является содержание в ней газов, в частности водорода. Особенно велико содержание газов в наростах, где оно в 1,5-2 раза превышает их содержание на соседних участках. Поверхность катодов должна быть чистой, хорошо отмытой от электролита и шлама. Катоды должны иметь плотную структуру и не ломаться от ударов при погрузке и транспортировке. Основным раскислителем при плавке медных сплавов, а иногда и легирующей добавкой, является фосфор, который вводят в расплав в виде лигатуры медь-фосфор. Лигатуру медь-фосфор поставляют в виде плиток с пережимами для удобства дробления. Вторичные медные сплавы поставляют в виде чушек массой до 42 кг. Их назначение – это получение литейных бронз и латуней. Плавка меди и медных сплавов. Плавку меди и ее сплавов ведут на воздухе, в среде защитных газов и в вакууме. Наиболее важным для качества металла при плавке является контроль за протеканием физико-химических процессов взаимодействия металла с кислородом, водородом, серой, футеровкой печей, шлаками и флюсами. Кислород растворяется в жидкой меди при высокой температуре в значительных количествах – при температуре 1473 К до 1,5 %. 266 Содержание кислорода в расплавленной меди может быть определено измерением его активности. Этот метод основан на измерении электродвижущей силы высокотемпературного концентрационного (по кислороду) гальванического элемента, одним из электродов которого служит исследуемый расплав. Другой электрод имеет известный постоянный окислительный потенциал. Содержание кислорода в твердой меди определяют металлографическим путем по площади, занимаемой эвтектикой (Си + Си2О), или методом вакуум-плавления. Расплавленная медь взаимодействует также с сернистым газом с образованием растворов с серой и кислородом и интенсивно растворяет водород. С повышением температуры растворимость водорода в меди возрастает и описывается следующим соотношением (для температурного интервала 12761773 К) lg [H]= -2250/TК + 2,37 [см3/100 г]. В интервале температур, практически значимых при плавке меди (13731573 К), растворимость водорода составляет 6-8 см3/100 г. Водород является вредной примесью в меди, и в процессе плавки и литья стараются не допустить чрезмерного насыщения им меди и ее сплавов. Между водородом и кислородом в меди устанавливается подвижное равновесие [Си] + [О]Си + [Н ]Си ↔ [Си] + Н2О. Основным источником насыщения меди водородом и кислородом являются пары воды атмосферы печи, а также влага, попадающая в расплав из футеровки, шихты, флюсов и других источников. Если в меди много кислорода, то насыщение ее водородом будет меньше, и наоборот. Так, если твердую медь, содержащую кислород, нагревают (выше 400 °С) в восстановительной атмосфере (при неполном отжиге, сварке, пайке и др.), содержащей водород, то водород легко диффундирует в медь с образованием паров воды. Водород может вызывать охрупчивание (растрескивание) меди и в отсутствие кислорода, выделяясь из пересыщенного раствора в микропоры, или за счет создания внутренних напряжений, образующихся в меди в результате чрезмерного внедрения в нее водорода. Легирующие компоненты, входящие в состав сплавов, по-разному качественно и количественно оказывают влияние на растворимость водорода в меди. Водород снижает свойства литого металла, способствует образованию в отливках газовой или газоусадочной пористости. Для каждых конкретных условий плавки и технологии получения отливки существуют предельно допустимые концентрации водорода в расплаве. Реальное содержание водорода в меди и медных сплавах зависит от 267 температуры (чем выше температура, тем содержание водорода в металле больше), состояния шихты, футеровки, очередности загрузки компонентов в сплав. Предельно допустимая концентрация зависит от скорости охлаждения жидкого металла в литейной форме. Чем больше скорость охлаждения, тем больше можно допустить содержание водорода в расплаве без опасности получения пористого металла. Кислород и водород являются нежелательными примесями в меди, поэтому на всех технологических этапах плавки меди стараются не допускать их чрезмерного попадания в расплав. Растворенный в меди кислород удаляют с помощью раскислителей. Наиболее удобны в качестве раскислителей углерод, фосфор, бор, литий. Эти элементы образуют продукты раскисления, сравнительно легко удаляемые из расплава. Магний, цирконий, кальций и ряд других элементов хотя и обладают более высокой раскислительной способностью в окисленной меди, но образуют твердые, пленообразные продукты раскисления и с трудом удаляются из жидкого металла. В качестве растворимых раскислителей применяют фосфор, литий и бор. Эти элементы образуют продукты раскисления, которые легко удаляются из расплава. В практике для раскисления меди чаще всего используют фосфор, который хорошо в ней растворяется. Фосфор, как раскислитель меди, имеет существенный недостаток – снижает электропроводность. Поэтому при плавке меди специально оговаривают условия раскисления, в частности различают медь, раскисленную фосфором с низким (<0,02 % Р) и высоким (>0,02 % Р) остатком фосфора в меди. Введение фосфора осуществляют лигатурой Си-Р (7-10 % Р). В зависимости от содержания кислорода в меди фосфор вводят в количестве 0,10-0,015 % от массы расплава. Бор также является хорошим раскислителем меди, образуя жидкие продукты раскисления типа mB2O3×nСи2O (бораты), легко удаляемые из расплава. При этом бор благоприятно влияет на литейные свойства (подобно фосфору повышает жидкотекучесть), не снижая электропроводность. Однако бор и литий более дорогие и дефицитные раскислители, чем углерод и фосфор, и их применение оправдывается только в производстве специальных, бескислородных марок меди. Для получения меди, чистота которой соответствует ГОСТ 859-2001, черновую (загрязненную примесями) медь подвергают огневому и электролитическому рафинированию. Рафинирование производится в пламенных (газовых) печах на заводах цветной металлургии окислительно-восстановительной плавкой, которая состоит из окисления примесей (продувкой ванны воздухом или кислородом), удаления образовавшихся оксидов примесей (ZnO, FeO и др.) с помощью шлаков и затем восстановления (раскисления) меди. Восстановление Си2O производится в конце плавки операцией, которая называется дразнением. Дразнение проводят после удаления шлака с зеркала 268 расплава меди либо погружением в расплав влажной древесины, либо продувкой природным конверсированным газом или паромазутной смесью. Поверхность металла предварительно покрывают древесным углем для создания восстановительной атмосферы. При погружении сырой древесины в жидкую медь или в результате продувки газом происходит интенсивное бурление, перемешивание ванны и восстановление растворенной в меди Си2O углеродом, СО, углеводородами и водородом, образующимися от сгорания древесины или газа. Рафинированную и раскисленную медь разливают в виде плоских слитков (аноды), из которых путем электролитического рафинирования получают катодную медь. Из катодной меди получают еще более чистую медь (вакуумную) или отливают из нее слитки, используемые в качестве заготовок при пластической обработке – прокатке, прессовании, волочении. Медь промышленной чистоты выплавляют в зависимости от количества примесей в ней без защитных покрытий и специальных раскислителей с содержанием 0,005-0,08 % кислорода или раскисляют фосфором с низким (<0,02 % Р) и высоким (>0,02 % Р) остатком фосфора или другими раскислителями (углерод, бор, литий и др.) с пониженным содержанием кислорода (до 0,001 % и менее). Кроме меди промышленной чистоты, производят бескислородную медь с содержанием кислорода менее 0,001 % и вакуумплавленую медь, содержащую очень мало кислорода (0,0005 %) и водорода (0,00010,0003 %). Чем чище медь, тем выше ее электропроводность и другие свойства. Плавка меди в литейных заготовительных цехах состоит из нагрева, расплавления, перегрева, проведения ряда металлургических процессов (удаления примесей), раскисления и разливки. Температура перегрева расплавленной меди определяется особенностями металлургических процессов плавки и технологическими условиями литья слитков, отливок (способы литья, габариты отливок и др.). Однако во всех случаях излишний перегрев меди нежелателен, так как возрастают потери металла, увеличивается опасность насыщения его примесями и в первую очередь кислородом и водородом. Обычно в современных цехах медь перегревают до 1200 °С. При вакуумной плавке для ускорения процессов раскисления допускают более высокий перегрев – до 1300-1350 °С. Качество расплавленной меди зависит, прежде всего, от состояния исходной шихты – катодной меди. Катодная медь (ГОСТ 859-2001) одной и той же марки может иметь различную плотность катодов и существенно отличаться по содержанию водорода и кислорода. В частности, катоды с сильно развитой (шишковатой) поверхностью содержат повышенное количество водорода и кислорода. Анализ содержания газов в различных местах катодов меди показал [1 2, 4, 8], что в кромках листов содержание газов в 1,5-2,0 раза больше, чем в срединной части. Поэтому в производственных условиях часто рекомендуется (например, при плавке бескислородной меди) производить отбор катодов по внешнему виду – сильно шишковатые катоды отсортировы269 вают с последующей их прокалкой или переплавкой. Для получения бескислородной меди отбирают плотные катоды с мелкозернистым изломом, при этом кромку катодных листов удаляют (кромки идут для приготовления сортов меди, в которых допускается повышенное содержание кислорода). В современных цехах всю шихту в виде катодов меди перед завалкой в печь прогревают в проходных печах, отапливаемых газом или электричеством, до 500700 °С в течение 2-4 ч. В результате подогрева с поверхности удаляются отложения сульфатов меди и никеля и влага, адсорбированная на шишковатых образованиях (особенно в катодах длительного хранения). При подготовке шихты для вакуумплавленой меди производят предварительный нагрев катодов в вакууме (10-2 МПа) для удаления влаги и серы. Плавку меди в заготовительных литейных цехах ведут преимущественно в индукционных канальных печах типа ИЛК и в тигельных индукционных печах. Кроме катодной меди, в состав шихты входят отходы (возврат) в виде обрези слитков и бракованные изделия. Подогретую шихту загружают в печь по мере расплавления предыдущей завалки. Поверхность расплава должна быть постоянно покрыта слоем древесного угля толщиной 150-200 мм, который предохраняет жидкий металл от чрезмерного окисления и одновременно служит раскислителем. При плавке меди марок М0, M1, М2 обычно дополнительного раскисления не производят, а медь тех же марок с индексом «Р» (раскисленная) дополнительно раскисляют фосфористой медью (Си + 10 % Р) из расчета не более 0,04 % Р в меди. Плавку бескислородной меди ведут в индукционных (канальных) печах. Учитывая, что в бескислородной меди ограничено содержание кислорода (<0,001 %) и фосфора (не более 0,002 %), для плавки используют более плотную (порядка 8,9 г/см3) катодную медь марки М00к с плотностью 8,945-8,952 г/см3. Перед плавкой катоды прокаливают для удаления следов электролиза, при необходимости предварительно промывая. Окисленная шихта непригодна для производства бескислородной меди. В шихте используют отходы бескислородной меди, чистые от посторонних примесей. Загрязненные отходы очищают травлением в 5-12 %-ном растворе серной кислоты, затем промывают и сушат. В практике производства бескислородной меди применяют шихту из 60-70 % катодной меди и 40-30 % отходов плавильных и обрабатывающих цехов (пресс-остатки, донные и литниковые части слитков и др.). Стружку и мелкий скрап не употребляют. Раскисление и защиту расплава бескислородной меди производят преимущественно углеродом (древесный уголь, сажа, графит). Применяют стандартный древесный уголь (ГОСТ 7657-74, марки А и Б), поставляемый в бумажных мешках. В связи с тем, что уголь гигроскопичен, его хранят в специальных емкостях, перед использованием просеивают и предварительно прокаливают при 650850 °С в течение 3-4 ч (в металлических коробках в электропечах). В результате прокаливания содержание влаги снижается с 3-10 до 0,3-0,6 %, а количество летучих веществ – с 15-20 до 10-12 %. В процессе плавки меди поддер270 живают постоянный покров древесного угля толщиной 250-300 мм, что позволяет получать медь с содержанием кислорода на уровне 0,001 %, однако следует признать, что раскисление меди углеродом относительно длительный процесс. Кроме древесного угля, для раскисления и предохранения расплава меди от окисления применяют также покровы из сажи марки ПМ15 (ГОСТ 7885-68), прокаленной при 700-800 °С. Сажей покрывают расплав и в кристаллизаторе, где она одновременно выполняет роль смазки. При плавке бескислородной меди применяют также защитные средства в виде газов: генераторного, нейтральных (аргона, азота), которыми зеркало металла обдувают (создают положительное давление газов) в процессе плавки, переливах и кристаллизации металла. При плавке меди в индукционных печах для футеровки печей применяют огнеупорные смеси из 98 % кварцита марки К98-300, (ГОСТ 9854-71) и 2 % буры. Для повышения огнеупорной стойкости футеровки используют также смеси SiO2 и Аl2О3 (45 %) и кварцитовые смеси с добавками магнезита или хромомагнезита (до 15 %). Вакуумную плавку производят в вакуумных индукционных тигельных печах (ВИП). Медь вакуумной плавки имеет повышенные значения электрои теплопроводности. Для плавки применяют катодную медь высших марок (МВЧ, М00, М0) с исходным содержанием кислорода 0,0015-0,0058 и водорода 0,0002-0,0007 %. После плавки в ВИП содержание кислорода и водорода снижается в 5-20 раз. Тигли изготовляют из графита плотных негазотворных и малогазотворных сортов. Плавку, перегрев и раскисление (углеродом) ведут в вакууме (1-2 Па) при 1300-1400 °С в течение 35-40 мин. Приготовление медных лигатур. Лигатуры медь-марганец и медь-марганец-алюминий. Двойную лигатуру медь-марганец приготовляют, вводя отдельные порции марганца в расплавленную и перегретую до 1200 оС медь. При плавке медь покрывают сухим древесным углем. Для приготовления тройной лигатуры расплавляют марганцовистую медь и вводят в нее алюминий. Расплав рафинируют обезвоженным хлористым цинком, тщательно перемешивают и разливают по изложницам. Лигатуры медь-железо и медь-железо-алюминий. Двойную лигатуру медь-железо приготовляют, вводя в расплавленную и перегретую до 1150 оС медь отдельными порциями железную мелочь и перемешивают до полного растворения железа. Для получения тройной лигатуры медножелезный сплав смешивают с расплавленным алюминием. Приготовленные лигатуры рафинируют обезвоженным хлористым цинком и разливают по изложницам. Лигатуры медь-кремний и медь-сурьма. Отдельные порции кремния или сурьмы вводят в расплавленную и перегретую медь. Медь плавят под слоем древесного угля. Расплав тщательно перемешивают и разливают по изложницам. 271 Лигатура медь-фосфор. В керамический тигель загружают мелкую медную стружку и порошок красного фосфора. Тигель герметически закрывают (щели промазывают огнеупорной глиной) и выдерживают в печи при температуре 350-360 оС в течение 4-5 час. Полученный спек прессуют на гидравлическом прессе в стерженьки (штабики), которые и используют для приготовления сплавов или для раскисления меди. Технология плавки медных сплавов. Для плавки медных сплавов в современном производстве наибольшее распространение получили электрические индукционные печи: канальные с железным сердечником и высокочастотные тигельные печи (обычные или вакуумные) или печи на промышленной частоте. Не утратили своего значения пламенные отражательные печи (особенно газовые), электродуговые барабанные печи типа ДМБ (с независимой дугой) и тигельные топливные печи. При выборе типа плавильной печи особое внимание уделяют величине потерь металла на угар и со шлаком. При плавке в пламенных печах потери в случае применения покрова древесного угля или флюсов составляют 2,5-4,5 % (наименьший показатель соответствует плавке на компактной шихте, наибольший – на некомпактной шихте с большой поверхностью), без покровов 4-8 %; при плавке в тигельных топливных (газовых, мазутных) печах без применения покровов 2-4 %, под покровом угля или флюсов 1,5-2,5 %; при плавке в дуговых электропечах типа ДМБ без покровов 2-4 %, с покровом 1,5-3,0 % (при плавке латуней потери могут быть 2,5-8,0 %); при плавке в индукционных печах 0,5-1,5 %. Таким образом, наименьшие потери наблюдаются при плавке в индукционных печах. Плавка латуней. Плавку двойных латуней производят в индукционных канальных печах типа ИЛК и ИЛКА, так как эти печи наиболее экономичны и обеспечивают хорошее качество жидкого металла. Футеровка печей – кварцитовая, либо высокоглиноземистая (66 % SiО2+32 % Аl2О3). При плавке латуней потери металла в виде угара цинка достигают заметных значений – от 0,5 до 5,0 %. Поэтому проведение плавки с минимальным угаром и потерями металла является одним из основных требований при разработке технологии плавки латуней. На поверхности расплава Си-Zn образуется оксидная плена (шлак) ZnO, однако ее защитные свойства относительно невысокие из-за низкой прочности. В связи с этим при плавке латуней применяют различные защитные покровы. Из жидких флюсов наиболее известным является стекло (mSiО2×nNa2O) с различными разжижающими добавками. На отечественных заводах цветной металлургии применяют, например, покрытия следующего состава: 50 % силикат-глыбы, 30 % буры и 20 % криолита. Хорошо зарекомендовали себя в работе флюсы состава: 60 % NaCl; 272 30 % Na2CO3; 10 % Na2AlF6. Кроме того, находят применение комплексные покровы из углеродсодержащих покрытий (древесный уголь, графитовый бой) с добавками солей (криолит, сильвинит, смесь буры с NaCl и др.). Применяют также плавку под древесным углем, однако некоторые специалисты считают, что при этом на поверхности расплава создается восстановительная атмосфера, которая препятствует образованию на зеркале расплава пленки ZnO и тем самым приводит к интенсивному испарению цинка. Следует, однако, учитывать, что проведение плавки под жидкими флюсами приводит к повышенным потерям металла в виде запутавшихся корольков в вязких шлаках, образуемых флюсами, тогда как при плавке под сыпучими покрытиями эти потери сводятся к минимуму. При плавке кремнистых латуней применяют флюс, состоящий из 50 % стекла и 50 % плавикового шпата. В состав шихты при выплавке латуней входят чистые металлы (медь, цинк, никель, алюминий, олово, свинец), лигатуры и отходы собственного производства. При выплавке двойных латуней сначала под слоем древесного угля расплавляют медь, затем в расплав вводят цинксодержащие отходы и вторичную латунь. Сплав нагревают до 1000-1050 °С и перед заливкой в него вводят цинк. Медь перед введением цинка или цинксодержащих отходов раскисляют фосфором. При непрерывной плавке латуни после выпуска готового сплава в печи оставляют часть жидкого металла (переходная ванна) и очередную порцию шихты загружают в расплав. Такая технология плавки облегчает растворение твердой завалки в жидкой ванне и повышает производительность плавильных агрегатов. Допускается использовать в шихте отходы в виде стружки (до 10-30 % от массы шихты), однако последняя должна быть предварительно очищена от примесей железа (магнитной сепарацией) и других инородных включений, обезжирена и просушена. Для снижения угара и окисления стружки рекомендуется ее предварительно смешивать с порошкообразными флюсами, которые применяют в цехе в качестве защитных покрытий. В этом случае после завалки стружки на зеркало металла шихта нагревается от расплава, флюс оплавляется в первую очередь, обволакивает стружку, заключая ее как бы во флюсовые мешочки, и стружка меньше окисляется, а по мере нагрева оплавляется и стекает в ванну металла. Расплавление и растворение стружки облегчается замешиванием ее в расплав. Если в состав латуней входят тугоплавкие компоненты (железо, никель, марганец и др.), то их загружают в ванну жидкого металла, примыкающего к подовому камню (при плавке в ИЛК), так как наиболее высокая температура наблюдается именно в этой области плавильного пространства. Легкоплавкие (олово, свинец), легкоокисляющиеся и легколетучие составляющие загружают в печь в последнюю очередь. Легирующие элементы, особенно тугоплавкие, вводят в печь в виде лигатур Си-Fe, Си-Мп, Си-Ni, Си-Mn-Al и др. 273 Литейные латуни плавят как в индукционных канальных печах, так и в индукционных тигельных на высокой и промышленной частотах (печи типа ИЛТ, ИЧТ, ИСТ и др.), а также в тигельных печах, обогреваемых газом, реже в пламенных печах (например, для плавки больших масс металла при производстве гребных винтов в судостроении). В качестве шихтовых материалов применяют металлы промышленной чистоты, а также марочные латуни в виде чушек (ГОСТ 1020-97). На основе чушковых латуней можно получать до 10 марок литейных латуней. Использование шихты (чушек) готового состава удешевляет сплав, упрощает плавку, повышает производительность плавильных агрегатов. Однако чушковые латуни обычно содержат несколько повышенное количество примесей по сравнению с латунями, приготовленными из чистых металлов. При плавке латуней с использованием чушек в разогретую печь загружают чушки и крупные отходы. После расплавления вводят мелкие отходы (растворяют). Если в шихту допускается стружка (или другие мелкие отходы, например, мелкая высечка после штамповки), то ее предварительно перемешивают с солевыми флюсами для уменьшения угара. При необходимости производят дошихтовку чистыми металлами. Тугоплавкие компоненты (Si, Fe, Мп, Ni) вводят в латуни преимущественно в виде лигатур на основе меди по возможности в период наиболее нагретого состояния расплавов для лучшего растворения либо загружают в начале плавки вместе с твердой завалкой. Легкоплавкие компоненты (Al, Sn, Pb) вводят в конце плавки. При плавке литейных латуней применяют защитные покровы. Для снижения угара металла при плавке латуни ЛЦ40С применяют комбинированный покров из древесного угля и криолита; кремнистые латуни плавят под флюсами, состоящими из 50 % кальцинированной соды и 50 % плавикового шпата. Латуни, содержащие алюминий, склонны к пленообразованию. Поэтому стремятся при плавке применять флюсы, расплав излишне не перегревают, перед заливкой производят рафинирование сплава флюсами или продувкой инертными газами, а также путем обработки хлористыми солями. Важным моментом при приготовлении латуней является выбор состава шихты, в частности расчетное количество меди в пределах, регламентированных ГОСТ 17711-93. Если требуется повышенная пластичность литой латуни, то содержание меди предусматривают на верхнем допустимом пределе по ГОСТу. Если же, наоборот, требуется высокая прочность при удовлетворительной пластичности, то содержание меди достаточно выдерживать на нижнем пределе. При расчете шихты можно регулировать прочность и пластичность при выборе содержания легирующих компонентов (Al, Si, Мп, Fe и др.), которые, за исключением никеля, влияют на микроструктуру литой латуни аналогично влиянию цинка. При расчете шихты необходимо учитывать и экономический фактор. Соотношение компонентов в шихте должно обеспечивать оптималь274 ные свойства латуней при минимальной стоимости. Оптимальные варианты составов шихт рассчитывают в настоящее время с помощью ЭВМ. Плавка оловянных бронз. Шихтой для приготовления литейных оловянных бронз служат либо готовые сплавы в чушках (ГОСТ 614-97), либо чистые металлы. Последние из экономических соображений используют редко, в основном для деформируемых оловянных бронз. Оловянные бронзы плавят в различных печах, однако с точки зрения качества, минимальных безвозвратных потерь металла, производительности и условий труда плавильщиков предпочтительны электрические индукционные печи (в фасоннолитейных цехах – высокочастотные, а в заготовительных цехах заводов по обработке цветных металлов – низкочастотные, канальные). Плавка оловянных бронз из шихты на основе чушковой бронзы состоит из четырех основных периодов: загрузки, расплавления, перегрева и рафинирующе-дегазирующей обработки расплава. По ГОСТ 614-97 предприятия цветной металлургии выпускают чушки оловянных бронз четырех марок. Каждую марку маркируют определенным цветом, который наносят одной полосой на чушки несмываемой краской: БрО3Ц8С4Н1 – черной полосой; БрО3Ц13С4 – зеленой; БрO4Ц7С5 – синей; БрO5Ц5С5 – красной. Химический состав чушковых бронз отличается от состава стандартных литейных бронз (ГОСТ 613-73) содержанием цинка, которого дается на 1 % больше (на угар). В состав шихты, кроме чушек, входят возвраты в количестве 20-80 % (литники, бракованные отливки и др.). Применение стружки в шихте не рекомендуется, так как в фасоннолитейных цехах обычно не имеется условий для надежной очистки ее от примесей, масла, влаги. Использование стружки удлиняет процесс плавки, поэтому рекомендуется стружку сдавать на заводы, где разработана технология ее переплавки, обеспечивающая минимальные потери. Если же стружку применяют в шихте для приготовления рабочих литейных сплавов, то ее следует тщательно очистить от железа, алюминия и других примесей (масло, вода) и по возможности предварительно сбрикетировать. Качество расплава определяется состоянием шихтовых материалов, условиями плавки, в частности взаимодействием металла с атмосферой, футеровкой печи и с покровами (если они применяются). Независимо от типа печей время плавки должно быть минимальным, что обеспечивается оптимальными размерами шихты, предварительным (внепечным) подогревом шихты и футеровки печей, рациональной очередностью загрузки различных составляющих шихты. Чем короче время плавки, тем ниже угар дефицитных цветных металлов, меньше опасность насыщения расплава газами, выше производительность плавки и качество металла. Плавку в индукционных печах ведут в графито-шамотных либо в графито-карборундовых тиглях. Тигли перед установкой в печь должны быть 275 просушены и прокалены по особому режиму, гарантирующему отсутствие влаги, трещин и повреждений на поверхности. Стойкость тиглей зависит в значительной степени от качества их предварительной подготовки. Однако недостаток плавки в печах с тиглями – относительно невысокая их стойкость по сравнению с печами, футерованными другими огнеупорными материалами (шамотом, набивкой футеровкой и др.). При плавке оловянных бронз в пламенных печах и электродуговых типа ДМБ их футеруют шамотным кирпичом. После расплавления всей шихты расплав перегревают до 1150-1200 оС (на 100-200 °С выше температуры ликвидуса) и вводят фосфористую медь в количестве 0,02-0,04 %. Присадки фосфора в оловянные бронзы, содержащие цинк, благоприятно действуют на образование жидких продуктов раскисления (фосфатов 3ZnО×P2О5), легко удаляемых из расплава по сравнению с твердыми, вязкими оксидами цинка. При выплавке оловянных бронз из чистых металлов плавку начинают с расплавления меди, которую загружают в печь сразу полностью или по частям. Плавку меди ведут форсировано под покровом древесного угля. При большегрузных плавках рекомендуется медь предварительно подогревать до 600-800 °С. Если в состав шихты входит никель, то его загружают либо вместе с медью, либо вводят (растворяют) подогретым в жидкий металл. Никель повышает равновесную растворимость водорода в меди, а поэтому введение его в расплав на более поздней стадии предпочтительнее. Особенностью плавки оловянных бронз является образование SnО2 при взаимодействии олова с кислородом. Наличие включений SnО2 заметно снижает механические и эксплуатационные свойства оловянных бронз. Поэтому перед введением олова или оловосодержащих отходов медь раскисляют фосфором. Количество раскислителя зависит от окисленности расплава меди. Если считать продуктами раскисления меди фосфором соединение 2Cu2О×P2О5, то одна часть по массе фосфора связывает 1,8 частей кислорода. Поэтому при плавке в тигельных индукционных печах, где содержание кислорода после расплавления и перегрева меди до 1200 оС находится в пределах 0,01-0,04 % (нижнее значение – при плавке с покровом древесного угля, верхнее – при плавке без покровов), для раскисления необходимо 0,005-0,02 % фосфора. При плавке в дуговых печах и содержании кислорода 0,02-0,06 % необходимо 0,01-0,03 % фосфора, при плавке в пламенных печах и концентрации кислорода 0,04-0,1 % – соответственно 0,02-0,05 % фосфора. Эти количества соответствуют равновесным значениям, в практических же условиях рекомендуется увеличить расчетную концентрацию фосфора на 20-30 % [1]. Фосфор вводят в виде фосфористой меди, которая может содержать различные концентрации фосфора: от 7,0-8,5 % (МФ3) до 8,5-10,0 % (МФ1), что следует учитывать при расчете потребных количеств по массе фосфористой меди. Предварительно подогретую до 500-700 °С фосфористую медь вводят в расплав меди кусочками при 1150-1200 °С, перемешивая жидкий ме276 талл графитовыми мешалками. Плавку ведут к окислительной атмосфере под слоем древесного угля или флюса. После раскисления меди в нее вводят цинк, затем олово и отходы; в последнюю очередь вводят свинец. Расплав нагревают до 1100-1200 °С, рафинируют хлористым цинком или азотом и разливают в формы при 11501200 оC. При плавке высокосвинцовых оловянных бронз требуется интенсивное перемешивание расплавленного металла для предотвращения ликвации свинца. Для этих бронз наиболее подходящим плавильным агрегатам являются индукционные печи на промышленной или высокой частоте, обеспечивающие интенсивное перемешивание расплава. В конце плавки перед выпуском готового металла из печи рекомендуется ввести фосфор для разжижения шлака и повышения жидкотекучести оловянных бронз. Количество фосфора контролируют, так как его избыток может вызвать взаимодействие расплава с влагой формы с выделением водорода, что приведет к пористости отливок. Практика показывает, что для получения качественных фасонных отливок содержание фосфора в оловянных бронзах должно быть ограничено 0,01-0,02 % при литье толстостенных (до 20-40 мм) отливок и 0,02-0,04 % (отливки с толщиной стенок до 20 мм). Приготовление оловянных бронз производят с применением покровов из древесного угля либо из угля с солевыми добавками (0,1-0,2 % буры и др.), улучшающими защитные свойства покровов. Если шихта загрязнена вредными примесями – алюминием, кремнием, магнием и др., то плавку полезно проводить с применением солевых жидких флюсов. В производственных условиях применяют различные составы таких флюсов (в зависимости от марки сплава, типа печи, состояния шихты, наличия материалов для флюсов и др.), но с температурой плавления (850-1000 °С) ниже температуры расплава. Так, при плавке в печи с шамотной футеровкой находит применение флюс состава: 41-47 % SiО2; 25-32 % МпО; 10-15 % Na2О (Na2CО3); 11-14 % Аl2O3. Расход флюса на плавку составляет 1,5-2,5 %. Распространены флюсы с использованием буры, которую применяют в смеси с SiО2 и другими добавками. Флюсы загружают в печь частично вместе с шихтой, частично на зеркало металла, перемешивая их с металлом. Отработанные флюсы (шлаки) перед выпуском металла удаляют из печи. Эффективна обработка расплавов порошкообразными флюсами в струе азота или аргона. Такую смесь составляют с помощью специального устройства и подают в расплав огнеупорной трубкой. Дегазацию оловянных бронз от водорода производят продувкой расплава осушенными азотом или аргоном, что является наиболее эффективным средством рафинирования бронз. На рис. 111 приведены результаты продувки бронзы БрО3Ц7С5Н11 осушенным азотом при 1200 °С. Оптимальными считаются режимы продувки при интенсивности подачи азота 0,6-0,8 л/(мин·кг). Время продувки обычно составляет 3-10 мин в зависимости от емкости печи. 277 Рис. 111. Влияние длительности продувки азотом на эффективность рафинирования бронзы БрО3Ц7С5Н1: 1 – содержание водорода; 2 – содержание неметаллических включений; 3 – плотность ρ При плавке небольших масс металла дегазацию можно проводить путем обработки расплавов навесками солей, которые вводят в расплав с помощью графитовых перфорированных колокольчиков или в виде утяжеленных таблеток. Применяют крошки мела, мрамора, МnСl2, ZnCl2, C2Cl6 и др. в количестве 0,1-0,5 % от массы металла. При соприкосновении с расплавом соли разлагаются с выделением газообразных продуктов, которые, всплывая, очищают расплав от водорода и неметаллических включений, действуя подобно нейтральным газам. Температурные режимы плавки и заливки оловянных бронз оказывают наряду с химическим составом решающее влияние на качество литого металла. Температура перегрева оловянных бронз в печах зависит от их состава (температуры ликвидуса) и требуемых температур заливки и составляет обычно 1180-1250 оC (т.е. перегрев над точкой ликвидуса в пределах 175-250 оС). Излишний перегрев во всех случаях нежелателен. Плавка безоловянных бронз. Технология плавки безоловянных бронз определяется химическими особенностями основного легирующего элемента при высокой температуре, например алюминия в алюминиевой бронзе, свинца в свинцовой бронзе, кремния в кремниевой бронзе и т.д. Алюминиевые бронзы плавят в индукционных тигельных и канальных печах, а также в тигельных и пламенных (барабанного типа) газовых печах. Повышенная склонность алюминиевых бронз к окислению при высоких температурах и образованию твердых оксидных плен Аl2O3, загрязняющих расплав, а также к поглощению водорода составляет основные трудности при плавке. Плавку ведут в окислительной атмосфере графито-шамотных (или карборундовых) тиглей и в печах, футерованных шамотом. При плавке в канальных печах применяют кварцитовую (SiО2) или глиноземистую футеровку. 278 Однако кварцитовая футеровка способна взаимодействовать с расплавом (особенно в канале) с образованием металлизированных бронзой соединений SiО2× Аl2O3, в результате чего происходит зарастание каналов и нарушение работы печи (изменение мощности). Для восстановления нормальной работы печи периодически производят чистку каналов. Алюминиевые бронзы выплавляют из чистых металлов (все деформируемые и некоторые литейные сплавы), а также из чушковых бронз (ГОСТ 17328-78). Используют катодную медь различных марок (от M00 до М2) в зависимости от требований, которые предъявляются к бронзе по примесям (Sb, As, Pb, Sn и др.), алюминий марок А7, А6, А5 и др., никель марок Н-2, Н-3, Н-4 в виде катодов или гранул, марганец марок Mpl, Мр2, Мр3. Железо вводят в виде обрезков мягкой стали и проволоки. Применяют различные лигатуры: Си-Fe (20-30 % Fe), Си-Мп (25-35 % Мп), Al-Fe (5-25 % Fe) и др. В состав шихты входят возвраты, количество которых варьируется от 25 до 75 %. Однако многократный переплав шихты, содержащей отходы, может привести к накоплению примесей, оксидов, газов и поэтому рекомендуется периодически освежать шихту чистыми металлами. В зависимости от состава шихты и типа плавильного агрегата применяют различную очередность приготовления сплава. Если плавят в канальных индукционных печах, то наиболее тугоплавкие компоненты (Fe, Мп, Ni и др.) рационально вводить в жидкий металл, примыкающий к каналу, так как в этом месте печи наиболее высокая температура. Очередность введения в жидкий металл тугоплавких компонентов определяется также характером их диаграмм состояния. Так, железо плохо растворяется в чистой меди, а марганец хорошо. Поэтому вначале в медь вводят марганец, а затем железо, которое в расплаве Си-Мп растворяется лучше. Также быстрее и лучше железо растворяется в расплаве Си-Аl. Поэтому после расплавления меди и ее раскисления фосфором иногда дают в ванну печи часть алюминия (примерно 1/3-1/5 от расчетного количества). При этом ванна разогревается (благодаря экзотермическому характеру растворения алюминия в меди) и вводят железо и марганец, а затем уже остальное количество алюминия. В этом случае обоснована практика введения в печь меди в несколько приемов, в частности примерно 1/4-1/5 части меди вводят в расплав после загрузки алюминия, когда ванна печи самопроизвольно, т.е. без подвода тепла извне, разогревается и медь хорошо растворяется в металле. При введении алюминия в жидкий металл подогретые куски алюминия стараются быстро погружать в глубину расплава. Если же загружать алюминий на поверхность, то он будет хорошо усваиваться расплавом, но произойдет нежелательное повышенное окисление расплава. Выбор оптимальной очередности введения различных компонентов алюминиевых бронз диктуется также способностью некоторых из них образовывать интерметаллиды с повышенной температурой плавления, плохо рас279 творяющихся в расплаве. Жидкий металл при этом получается неоднородным по химическому составу, что может сказаться на его свойствах. Опасность образования интерметаллидов в системе Си-Al-Мп-Ni-Fe возрастает, если алюминий весь вводят в конце плавки. Поэтому предпочтительнее вводить алюминий в расплав в несколько приемов. При загрузке в медь любых количеств алюминия в расплаве не должно быть растворенного кислорода (плавка под углем) и кислород должен быть хорошо раскислен. Иначе во всем объеме ванны печи возможно образование дисперсных включений Аl2O3, резко повышающих вязкость расплава и затрудняющих дальнейшее ведение плавки. При использовании в шихте отходов их обычно загружают в медь в первую очередь, расплавляют, а затем в жидкую ванну вводят предварительно подогретые чистые металлы. Из экономических соображений (меньше угар) и с целью получения качественного расплава (меньше неметаллических включений) мелкую шихту вводят вместе с флюсами. В настоящее время имеется большое количество рекомендуемых и опробованных в производстве составов флюсов для плавки алюминиевых бронз. Из-за высокой способности к пленообразованию алюминиевых бронз их плавят под слоем защитных покрытий. При плавке в канальных и тигельных индукционных печах применяют покровы из древесного угля вместе с легкоплавкими солями (криолит, бура и др.) в соотношениях (2-3):1. Комбинированный покров удобен в работе, так как древесный уголь не только защищает зеркало металла от окисления, но и утепляет поверхность, что уменьшает интенсивность образования прочной твердой окисной плены, а жидкая составляющая создает более плотный защитный покров и за счет хорошего смачивания оксидных плен, образующихся в процессе расплавления шихты (особенно мелкой), очищает от них расплав. Если опасность окисления бронзы и загрязнения ее включениями Аl2O3 велика, то расплав рафинируют жидкими флюсами, состоящими из компонентов, хорошо смачивающих, ассимилирующих (усваивающих в твердом виде) и растворяющих Аl2O3. Такие флюсы составляют из смесей хлористых и фтористых солей щелочных элементов с добавками соединений, повышающих или понижающих вязкость флюсов: SiО2, стекло и др. В специальной литературе рекомендуется большое количество разнообразных составов флюсов, например 40 % Na3AlF6; 40 % CaF2; 20 % NaCl. Следует отметить, что большинство рекомендуемых флюсов, содержащих фтористые и хлористые соли, обладая хорошей рафинирующей способностью по отношению к Аl2O3, агрессивно по отношению к футеровке (разъедают ее) и выделяет вредные летучие вещества. Поэтому поиски универсальных составов флюсов для плавки алюминиевых бронз ведутся непрерывно. В практической работе применяют внепечное рафинирование алюминиевых бронз жидкими флюсами в ковше. В этом случае флюс плавят в отдельном металлическом тигле, переливают его в подогретый ковш в количестве 2-3 % от массы металла и затем в этот ковш заливают готовый расплав 280 алюминиевой бронзы из печи. Происходит хорошее перемешивание расплава и флюса и эффективное рафинирование металла от неметаллических включений. Применяют также внепечное рафинирование расплавов бронз летучими хлористыми солями (МпСl2, С2Сl6 и др.). При этом небольшую навеску соли (0,1-0,3 % от массы шихты) вводят графитовым колокольчиком в расплав, погружая его на различную глубину. Образующиеся при возгонке пузырьки летучих хлоридов АlСl3 флотируют оксидные и другие включения и выносят их на поверхность в шлак. Обработка длится 10-60 с (в зависимости от массы металла) с последующей выдержкой расплава в течение 3-10 мин для удаления продуктов обработки из металла. При плавке бронз с использованием чушковой бронзы БрА10Ж3Л и возвратов очередность загрузки определяется стремлением к быстрому расплавлению шихты. В случае сильного загрязнения шихты плавку ведут под флюсами. Рафинирование алюминиевых бронз производят также продувкой азотом высокой чистоты или аргоном. Оптимальный удельный расход газов 0,05 л/(мин·кг), время продувки 5-7 мин. Увеличение расхода азота более 0,05 л/мин приводит к снижению коэффициента использования газа. Увеличение время продувки сверх оптимального практически не повышает качество расплава. При продувке температура расплава алюминиевых бронз снижается примерно на 40-50 °С, поэтому необходимо перед продувкой перегреть расплав до 1220 °С. При продувке алюминиевых бронз недопустим интенсивный барботаж расплава, что может привести к дополнительному окислению металла. Поэтому наиболее удобно вдувать газ в расплав через пористые керамические насадки, обеспечивающие многопузырьковое поступление газа в металл. При расчете шихты алюминиевых бронз особое внимание уделяют содержанию алюминия в металле. Алюминий в основном определяет структуру и механические свойства литого металла. В стандартах на алюминиевые бронзы (ГОСТ 493-79) содержание алюминия допускается в значительных пределах, например в бронзе БрА9Ж3Л – от 8 до 10,5 %, т.е. можно выплавить бронзу с 8 или 10,5 % и не нарушить ГОСТ, однако свойства литого металла будут при этом существенно различаться. Если алюминий находится на нижнем пределе, то литой металл будет обладать повышенной пластичностью при умеренной прочности и, наоборот, при максимальном его содержании прочность будет высокой, но пластичность снизится. Так, при увеличении содержания алюминия в бронзе с 8 до 10,5 % (при среднем содержании других легирующих компонентов) пластичность может уменьшиться в 2 раза, а прочность возрасти в 1,5-1,7 раза. Содержание алюминия влияет и на литейные свойства: чем его больше, тем расплав более склонен к пленообразованию. Отливки с минимально допустимым содержанием алюминия обладают также более высокими коррозионными свойствами (особенно в морской воде). Однако, с экономической точки зрения, бронзы с содержанием алюминия на верхнем (по ГОСТу) пределе более дешевые, так как стоимость 281 алюминия значительно меньше, чем стоимость меди. Поэтому в каждом конкретном случае расчет шихты по алюминию должен проводиться по оптимальному количеству с учетом всех приведенных выше факторов. При производстве коррозионностойких отливок из алюминиевых бронз, содержащих, кроме алюминия, никель и железо, рекомендуется, чтобы отношение Ni:Fe было 1:1 или чуть больше. Алюминиевые бронзы иногда модифицируют ванадием, вольфрамом, бором, цирконием или титаном. Указанные присадки в виде лигатур с алюминием и медью вводят в расплав в количестве 0,05- 0,15 % при 1200-1250 С. Температура заливки алюминиевых бронз зависит как от состава, так и от способов литья. Практикой установлено, что заливка алюминиевых бронз, склонных к пленообразованию, при очень низкой и высокой температуре нежелательна. При очень низкой температуре (перегрев над точкой ликвидуса 50-80 оС) на поверхности расплава образуется твердая, малопластичная окисная плена из Аl2O3 или шпинели, которая попадая в расплав при заливке, практически не всплывает из него. При излишне высокой температуре (перегрев над точкой ликвидуса более 150 С) расплав становится более активным к кислороду с повышенным пленообразованием. Поэтому выбирают оптимальные температуры, исходя из практики: при литье слитков температура заливки составляет 1150-1180 °С (средний перегрев над температурой ликвидуса примерно 100-140 °С), при фасонном литье 1100-1200 °С в зависимости от толщины стенок отливки, ее массы и конфигурации. К стандартным безоловянным бронзам относятся высокосвинцовые бронзы марок БрСуН3Ц3С20Ф и БрС30 (ГОСТ 493-79). Плавку высокосвинцовых бронз обязательно следует проводить в индукционных печах на высокой или промышленной частоте. Свинец практически нерастворим в твердой меди и ее сплавах, а в жидкой меди образует металлическую эмульсию. Чем интенсивнее происходит перемешивание расплава после введения свинца, тем дисперснее включения свинца. Кроме того, свинец тяжелее меди и ликвирует по плотности. При плавке в индукционных печах «живучесть» дисперсных включений свинца достаточна, чтобы получить расплав (эмульсию), из которого можно получать качественные отливки. Для предупреждения ликвации в свинцовые бронзы вводят 2,0-2,5 % никеля, а охлаждение отливок ведут с большими скоростями. Плавку ведут в шамотных тиглях либо в набивных тиглях из кварцита под слоем древесного угля. В шихту допускается использовать отходы до 50 % (при больших значениях снижаются литейные и механические свойства бронз). При плавке сурьмяной бронзы в печь загружают медь и никель и после расплавления проводят раскисление фосфором в количестве 0,01-0,05 %. Затем вводят цинк и сурьму Су0, Су1 (ГОСТ 1089-82). После растворения сурьмы вводят свинец и остальное количество фосфора при интенсивном перемешивании ванны металла. При плавке сурьмяной бронзы с использованием 282 возвратов вначале расплавляют медь, вводят фосфор, возвраты в виде крупных кусков, никель и затем остальные легирующие компоненты – цинк, сурьму, свинец и фосфор. Сурьмяные бронзы, наряду с оловянными, относятся к сплавам с широким интервалом кристаллизации. Они склонны к образованию рассеянной газоусадочной пористости при затвердевании. Поэтому в них не допускается повышенное содержание газов (водорода). Загружаемая шихта не должна содержать влагу. Нежелателен сильный перегрев бронз, так как при перегреве на 200-250 оС выше температуры ликвидуса содержание водорода в жидком металле превысит предельно допустимое (0,6-0,9 см3/100 г при литье в песчаные формы и 1,0-1,5 см3/100 г при литье в кокиль). В связи с этим температура перегрева рекомендуется 1150-1180 оС, а температура заливки – при 10501080 оС. При необходимости сурьмяные бронзы дегазируют обработкой MnCl2, ZnCl2 (0,1-0,2 % от массы жидкого металла) либо продувкой аргоном. При дегазации расплавы подогревают до 1200-1220 °С. Плавка бериллиевых бронз марок Бр, Б2, Бр БНТ. Для плавки используют индукционные печи с графитовыми тиглями. Из-за токсичности пара и пыли бериллия плавку ведут в изолированных помещениях, оборудованных хорошей приточно-вытяжной вентиляцией и фильтрами. Для приготовления сплавов используют чистые металлы и отходы. Бериллий и титан вводят в расплав в виде лигатур. В целях снижения растворимости кислорода плавку меди ведут в вакууме (133-665 Па) под слоем древесного угля. После нагрева расплава до 1200 оС и выдержки в течение 10-15 мин печь открывают, снимают древесный уголь и в расплав вводят фосфор. В раскисленный расплав вводят бериллий и титан. Угар бериллия составляет 5-10 %. Перед разливкой расплав перегревают до 1150-1200 оС. Для отделения оксидных плен в процессе разливки рекомендуется применять зернистые или спеченные фильтры. Кремнистые бронзы плавят в электрических индукционных печах под покровом древесного угля. Медь перед введением кремния или отходов раскисляют фосфором. Недопустим перегрев бронз выше 1250-1300 °С. Из специальных бронз наибольшее применение в последние годы находили хромовые бронзы. Легирование меди хромом затруднено из-за высокого угара хрома при его введении в расплав в результате его высокой химической активности по отношению к кислороду. При плавке на воздухе хром образует на поверхности расплава вязкую оксидную пленку, содержащую Сr2O3, которая затрудняет получение качественных отливок из хромовых бронз. Основной способ производства хромовых бронз БрХ0,8-1,0 – плавка в вакууме, совмещенная с полунепрерывным литьем слитков. Хром вводят в расплав меди в виде лигатуры Сu-Сr (3-6 %). Плавку ведут при остаточном давлении порядка 4-133 Па с перегревом расплава до 1350-1400 °С. Повышенный перегрев необходим для улучшения условий растворения лигатуры в меди. Разливку также производят при относительно высокой для медных сплавов тем283 пературе (1280-1350 °С) в целях предотвращения попадания в слиток оксидных плен Сr2O3. Для получения хромовых бронз повышенной чистоты применяют электрошлаковый переплав литых заготовок. В отдельных случаях (получение фасонных отливок) плавку хромовых бронз, а также высокоэлектропроводной меди, легированной цирконием, титаном и другими элементами, можно производить в открытых индукционных печах, однако это сопряжено со значительными техническими трудностями и требует применения специальной технологии плавки. Прежде всего, перед введением указанных элементов требуется тщательная очистка меди от кислорода. Плавку меди в этом случае необходимо проводить под надежным покровом из углеродсодержащих материалов или солевых флюсов. Учитывая, что для хорошего растворения тугоплавких лигатур приходится перегревать медь до высоких температур (13501500 °С), предохранить медь от окисления очень трудно. Помимо соблюдения технологических мер, при плавке таких сплавов требуется высокая квалификация и мастерство обслуживающего персонала, способных провести плавку быстро и умело. Раскисление производят сильнодействующими в меди раскислителями. В качестве шихты применяют медь, чистую от кислорода (в отдельных случаях бескислородную медь). Раскислители вводят с помощью графитовых колокольчиков вглубь металла при наличии надежного защитного покрова. При плавке в индукционных печах хром вводят в перегретую до 1350 °С медь в виде мелких (~1 мм) кусочков, погружая их в расплав под слой защитного покрова из сажи и криолита. Перед введением хрома марки Х-0 медь раскисляют фосфором (0,05 %). Удовлетворительные результаты получены при плавке сплавов меди с хромом под покровом борно-литиевых флюсов. С целью снижения угара хрома при введении его в медь были опробованы с положительными результатами плотные брикеты, спрессованные из порошков меди (70 %), хрома (29 %) и бора (1 %). Присутствие бора позволяет изменить состав и структуру оксидных плен, образующихся на поверхности медно-хромового расплава, и облегчает их отделение от металла. Для футеровки печей при плавке хромовых бронз рекомендуется следующий состав: 87 % боя магнезитового кирпича, 13 % электрокорунда, 3 % буры. Для приготовления футеровки подходит также магнезиальный цемент. По сравнению с кислой футеровкой более высокую стойкость имеет высокоглиноземистая футеровка (70 % кварцита + 30 % карборунда). Плавка медно-никелевых сплавов. Медно-никелевые сплавы имеют температуру плавления гораздо более высокую, чем остальные медные сплавы (у сплава МН19 температура ликвидуса 1190 °С, солидуса 1130 °С; у сплава МНЖМц30-1-1 соответственно 1230 и 1170 °С). Они нагреваются в печи до 1350-1450 °С и поэтому способны рас284 творять повышенные концентрации кислорода и водорода. Наличие в сплавах никеля придает им способность одновременно растворять углерод, тогда как большинство медных сплавов с углеродом не взаимодействует. Плавку медноникелевых сплавов можно проводить в индукционных тигельных и канальных печах типа ИЛК, а также в электродуговых печах. Футеровку предпочтительно выполнять основной – магнезитовой (98 % магнезита и 2 % буры для индукционных канальных печей), однако она хорошо работает только при непрерывном процессе плавки. При периодической работе применяют кварцитовую футеровку либо высокоглиноземистую на основе дистенсиллиманитового концентрата с добавками электрокорунда (40-45 %) и 1,5-2,0 % борной кислоты. Ряд медно-никелевых сплавов (MH0,6; МН5; МН6; нейзильберы, куниали и др.) можно плавить в графито-шамотных или карборундовых тиглях, если температура перегрева сплава не превышает 1350 °С. При этом содержание углерода, который может переходить из тигля в расплав, не превышает 0,02 %, что допустимо для медно-никелевых сплавов. Рекомендуются также глазурованные изнутри графито-шамотные тигли, предварительно подвергнутые длительной сушке и прокалке при 900-1000 оС. При этом графит с рабочей поверхности тигля удаляется, и опасность загрязнения металла углеродом снижается. Плавку медно-никелевых сплавов проводят с применением защитных покрытий. От окисления расплав хорошо предохраняет древесноугольный покров, однако при этом возникает опасность чрезмерного насыщения металла углеродом, особенно заметная при повышении температуры расплава. Так, при плавке и заливке сплава МН30 при повышении температуры расплава под слоем древесного угля с 1320 до 1500 оС содержание углерода возрастало с 0,12 до 0,16 %. Поэтому плавка под углеродсодержащим покровом возможна только в том случае, если контакт его с металлом длится не более 10 мин. В связи с этим для плавки медно-никелевых сплавов рекомендуются жидкие флюсы из смеси солей либо комбинированные флюсы из углеродсодержащих компонентов и солевых флюсов. Жидкие флюсы готовятся на основе стекла с присадками буры, CaF2 и других добавок; комбинированные флюсы состоят из 30- 40 % древесного угля; 45-60 % стекла; 10-15 % криолита. Следует отметить, что жидкие флюсы (особенно с криолитом и другими фтористыми солями) агрессивны по отношению к футеровке и токсичны. Более удобен в работе комбинированный флюс следующего состава: 16-20 % боя графита; 912 % буры; остальное – бой шамота или бой графито-шамотных тиглей. Сплавы готовят с применением шихты из чистых металлов с добавкой возвратов (до 50 %). Стружку и мелкие отходы рекомендуется плавить отдельно и разливать в чушки, которые затем можно применять в качестве возврата для приготовления рабочих сплавов. При плавке мельхиора (МН19, МН30 и др.) в канальных печах и наличии переходной ванны жидкого сплава вначале загружают (растворяют) по частям никель и тугоплавкие металлы (железо и др.), покрывая зеркало ме285 талла по мере наплавления сплава флюсом. Потом вводят крупные отходы, чтобы они быстрее растворялись в приканальной, наиболее нагретой части печи. Затем вводят марганец или лигатуру Сu-Мn и по частям подогретые куски меди, иногда отходы вводят вместе с медью. При плавке нейзильбера (МНЦ15-20), который имеет более низкую температуру перегрева, чем мельхиор, допускается применение и покровов из древесного угля. Очередность введения шихты при плавке нейзильбера в канальных печах следующая: вводят (растворяют) никель, далее медь, а в конце плавки отходы и цинк. Всю шихту перед введением в жидкий металл подогревают. Медно-никелевые деформируемые сплавы не должны содержать свинец, висмут, сурьму и другие вредные примеси, поэтому при плавке следят за чистотой шихты. Перед разливкой медно-никелевые сплавы обязательно раскисляют различными раскислителями: углеродом, фосфором, марганцем, кремнием, алюминием, магнием, литием, цирконием, РЗМ и др. На практике наиболее распространено последовательное раскисление несколькими раскислителями либо комплексными раскислителями в виде лигатур, содержащих несколько элементов-раскислителей в определенных пропорциях. Так, мельхиор раскисляют в следующей последовательности: фосфор (0,0005 %), марганец (0,0015 %), магний и окончательно кремний (по 0,0015 %). Нейзильбер раскисляют марганцем (0,08-0,1 %) и магнием (0,02-0,3 %). Такое последовательное раскисление производят для того, чтобы исключить опасность накопления в сплаве примесей марганца, кремния, магния, фосфора, которые ограниченно допускаются в большинстве медноникелевых сплавов. Кроме того, при комплексном раскислении образуются продукты раскисления в форме жидких продуктов (шлаков), которые легче удаляются из расплава, чем оксиды в отдельности (MgO, SiО2, МnО). Хорошие результаты получены при раскислении медно-никелевых сплавов лигатурами АМС (24,5 % Аl; 5 % Si; 19 % Fe; ост. Мn) без добавок или с добавками лития (до 0,5 %). Лигатуру АМС вводят в количестве 0,4 % от массы шихты. В практике предварительно раскисляют расплав углеродом, который удаляет основную массу кислорода, а окончательное раскисление производят комплексными раскислителями. Плавку куниалей (сплавы системы Сu-Ni-Al) производят под покровом древесного угля, а для уменьшения окисления алюминия в покровы вводят криолит. Алюминий вводят в последнюю очередь. Расплав перед введением алюминия должен быть хорошо раскислен марганцем либо комплексными раскислителями, иначе в нем может образоваться большое количество дисперсного оксида Аl2O3, снижающего свойства металла. Особое внимание обращают на чистоту шихты в отношении легкоплавких примесей (Pb, Bi, Sb и др.). Рекомендуются следующие температуры литья медно-никелевых сплавов при получении слитков: МНЖМц30-1-1 1330-1350 °С (перегрев над температурой ликвидуса 100-120 °С); МН19 1280-1300 °С (перегрев 90-110 °С); 286 МНЦ15-20 1170 °С (перегрев 90 °С). Производство отливок. Доля фасонных отливок из медных сплавов составляет примерно 15 % от производства всех отливок из цветных сплавов. Фасонные отливки из медных сплавов широко используются в различных областях техники. Изготовляют их всеми известными в настоящее время прогрессивными технологическими способами. Основным способом является литье в разовые формы (примерно 80 %). Литьем в кокиль, под давлением и другими специальными методами производится примерно 20 % отливок. Выбор способа литья определяется количеством, конструкцией и конфигурацией изделий, требованиями к свойствам отливок, особенностями сплава и др. При единичном характере производства (до сотни отливок) выбирают более дешевые способы изготовления – в разовые песчаные формы, при крупносерийном и массовом производстве (десятки тысяч отливок и более) используют литье в металлические формы. Однако в зависимости от требований, предъявляемых к качеству отливок, и технологических свойств медного сплава иногда целесообразно и при небольших сериях запроектировать литье в металлические формы с некоторым увеличением затрат на изготовление литейной оснастки, но с получением высокого качества изделий. Это в первую очередь относится к фасонным отливкам из сплавов с широким интервалом кристаллизации, из которых получить плотную отливку очень трудно при относительно малых скоростях затвердевания, характерных при литье в песчаные формы. Качество отливок и особенности технологии литья во многом определяются характером кристаллизации медных сплавов. По величине интервала кристаллизации медные сплавы условно делят на три группы. Первую группу составляют сплавы с узким (5-30 оС) интервалом кристаллизации – латуни ЛЦ40С, высокопрочные латуни, алюминиевые бронзы. Во вторую группу входят оловянные и кремнистые бронзы с интервалом кристаллизации 70-200 °С. В третью группу входят сплавы со средним интервалом кристаллизации (30-70 °С) – латуни ЛЦ30, мельхиоры, нейзильберы, никелевые бронзы. Сплавы с узким интервалом кристаллизации характеризуются образованием сосредоточенных усадочных раковин в тепловых узлах отливок и почти полным отсутствием усадочных пор. Поэтому при разработке технологии получения отливок из этих сплавов предусматривают установку прибылей для выведения раковин из отливок. Для сплавов с широким интервалом кристаллизации характерно образование рассеянной усадочной пористости. Плотные отливки из этой группы сплавов получить очень трудно, так как пропитка усадочной пористости с помощью прибылей малоэффективна. Поэтому для сплавов этой группы предусматривают совмещение небольших прибылей с наружными холодильниками (оловянные бронзы) или утепленные прибыли (кремнистые бронзы). 287 Сплавы с узким интервалом кристаллизации, как правило, менее склонны к образованию трещин при затрудненной усадке, чем сплавы с широким интервалом кристаллизации. Многие сплавы, за исключением латуней и нейзильберов, склонны к образованию газовой или газоусадочной пористости, при этом в большей мере она проявляется в сплавах с широким интервалом кристаллизации. Медные сплавы склонны к дендритной ликвации. В сплавах с широким интервалом кристаллизации дендритная ликвация проявляется сильнее, чем в сплавах с узким интервалом кристаллизации. Высокооловянные бронзы имеют сильно выраженную обратную ликвацию, проявляющуюся в выдавливании ликвата на поверхность отливок. Алюминиевые бронзы, латуни, кремнистые и бериллиевые бронзы, в отличие от других медных сплавов, окисляются с образованием плотных оксидных плен, которые могут увлекаться расплавом в полости литейных форм. Литье в песчаные формы. Технология литья медных сплавов в песчаные формы принципиально не отличается от той, которую применяют при изготовлении отливок из других сплавов. Основное отличие заключается, в основном, в выборе состава формовочных и стержневых смесей. Так, для изготовления форм при литье медных сплавов применяют смеси с более высокой прочностью в сыром и сухом состоянии, чем при изготовлении отливок из алюминиевых сплавов. Необходимость этого вызывается опасностью размывания формы струей падающего металла и более высоким металлостатическим давлением на стенки формы, обусловленными большей плотностью медных расплавов. Необходимая прочность формовочных смесей обеспечивается повышенным содержанием глинистой составляющей и воды. Но излишне большая прочность формовочных смесей является причиной возникновения поверхностных дефектов: ужимин, вскипов и др. Формовочные смеси для медных сплавов могут быть менее огнеупорны, чем смеси для чугуна и стали, и менее газопроницаемы, чем смеси для алюминиевых сплавов. Для медных сплавов характерно, в частности, повышенное количество сухих, химически твердеющих (ЖСС) или подсушенных форм. Применение таких форм обеспечивает получение чистых отливок с небольшими припусками на механическую обработку, гарантирует отсутствие взаимодействия расплава с влагой формы, обеспечивает более высокую размерную точность отливок. Отливки массой до 40 кг и толщиной стенок до 15 мм получают литьем в сырые формы. Крупные и толстостенные отливки требуют применения сухих или подсушенных форм. Сушку форм осуществляют в сушильных печах при 300-350 оС (чтобы глина не потеряла связующую способность температура сушки не должна 288 превышать 400 °С). Длительность сушки зависит от толщины стенок формы, влажности смеси, степени ее уплотнения и может составлять 6-40 ч. Поверхностную подсушку проводят на глубину 10-40 мм с помощью переносных сушил (газовых, ламп инфракрасного света) за 25-30 мин до начала заливки. У оловянных бронз с температурой заливки 1100-1200 °С иногда на отливках образуется трудноудаляемый металлизированный пригар. Это связано с частичным химическим взаимодействием оксидов, содержащихся в расплаве, с оксидами материала формы с образованием легкоплавких солей, а также, главным образом, вследствие проникновения жидкого металла в поры формы ввиду высокой жидкотекучести медных сплавов. Чем больше фосфора в бронзе и выше температура заливки, тем больше опасность образования пригара на отливках, так как фосфор повышает жидкотекучесть оловянных бронз, снижает поверхностное натяжение и тем самым способствует проникновению расплава в тонкие межзеренные поры литейной формы. Пригар обычно устраняют добавкой в сырье формы углеродсодержащих добавок (мазута, сланцевых смол и др.), а рабочие поверхности сухих форм для этих целей покрывают защитными красками. Алюминиевые бронзы и литейные латуни (кремнистые и др.), как правило, не склонны к образованию пригара на отливках благодаря наличию на их поверхности плотных инертных по отношению к форме оксидных пленок (Аl2O3, SiО2 и др.). Для изготовления стержней используют все виды связующих материалов (горячего и холодного твердеющих при сушке). Для получения требуемой чистоты литой поверхности деталей из медных сплавов (особенно из оловянных бронз), за исключением отливок простой конфигурации и небольшой массы (2-5 кг), формы окрашивают. Получили распространение три вида краски: водная талько-бентонитовая, быстросохнущая спиртовая поливинилбутеральная с цирконовым наполнителем и графито-бентонитовая. В производстве отливок из медных сплавов применяют различные конструкции литниковых систем в зависимости от сплава, габаритов, конфигурации и массы отливки. Как правило, используют расширяющиеся литниковые системы с верхним боковым, сифонным (нижним) и щелевым подводом металла в форму. Выбор типа литниковой системы определяется также свойствами сплавов. Для сплавов с широким интервалом кристаллизации – оловянных и свинцовых бронз, латуней, марганцевых латуней и медно-никелевых сплавов, не образующих прочных оксидных плен на поверхности расплавов, применяют литниковые системы без шлакоуловителей сложной конструкции. Основным требованием к таким литниковым системам является обеспечение спокойного заполнения полости формы металлом. Для простых по конфигурации отливок из перечисленных выше сплавов (втулки, слитки) применяют верхние или дождевые литниковые системы 289 с подводом металла в прибыль (рис. 112, а). В тех случаях, когда прибыль отсутствует, компенсация объемной усадки (от температуры заливки до температуры солидуса сплава) осуществляется литниковой системой. Питатели в таких системах должны иметь большую площадь сечения; металл в них должен кристаллизоваться после того, как закристаллизуется отливка. Верхний подвод металла при литье оловянных бронз предпочтителен потому, что сплавы с широким интервалом кристаллизации практически трудно питать из массивных прибылей, поэтому для получения плотного металла в отливках необходимо обеспечить строгое направленное его затвердевание в форме снизу вверх. На рис. 113 показана форма в сборе для отливки корпуса насоса из бронзы БрО3Ц7С5Н1 с подводом металла, обеспечивающим направленное затвердевание отливки. Если же невозможно рационально спроектировать литниковую систему с верхним подводом металла для оловянных бронз, то стремятся, чтобы она обеспечивала максимально возможную направленность затвердевания и в то же время исключала местный перегрев металла. В этом случае предпочтителен рассредоточенный подвод металла к телу отливки. Рис. 112. Литниковые системы для медных сплавов: а – верхняя (дождевая); б – нижняя; в – сифонная; г – ярусная; д – вертикально-щелевая; е – сифонная с рожковым литником Рис. 113. Литейная форма в сборе для отливки корпуса насоса из бронзы БрО3Ц7С5Н1 290 При литье мелких отливок в опоках с вертикальным и горизонтальным разъемом применяют литниковые системы, приведенные на рис. 112, б. Литниковую систему с сифонным и боковым рассредоточенным подводом металла применяют при изготовлении отливок сложной конфигурации (рис. 112, б). Для сплавов, образующих при окислении плотные и прочные оксидные плены на поверхности расплавов (алюминиевые и кремнистые бронзы и латуни, бериллиевые бронзы), предусматривают применение расширяющихся литниковых систем с сифонным подводом металла и наличием различных тормозящих элементов. Плавное, без ударов и завихрений, поступление металла в полость формы обеспечивает следующее соотношение площадей литниковых каналов: Fст:Fшл:Fпит = 1:2:3 или 1,2:1,0:1,4 или 1,5:1,0:(1,5-3,0). Для отделения оксидных плен и шлаковых включений литниковые системы нередко снабжают центробежными шлакоуловителями (рис. 114). Расплав в них вводят и выводят по касательной к боковой поверхности, что сообщает ему вращение вокруг оси шлаковика. Центробежная сила способствует скоплению неметаллических включений в центре шлаковика в зоне низкого давления, предотвращая попадание их в тело отливки. Для этой же цели в литниковые каналы устанавливают сетки (из стеклоткани или стержневой смеси), а также заливают формы через зернистые (магнезитовые, фторидные), фильтры. Проверку правильности выбранной конструкции и размеров литниковой системы проверяют по скорости подъема υп металла в полости формы, которая должна быть минимально необходимой. Для оловянных бронз, в зависимости от средней толщины отливки (см) рекомендуется υп = 3,0-4,0 см/с, для латуней υп = 3,5-4,5 см/с. На рис. 115 показан пример литниковой системы для получения арматурных отливок из алюминиевой бронзы. Литниковые системы для отливок из литейных латуней (особенно алюминиевых) по конструкции сходны с литниковыми системами для алюминиевых бронз. Для большинства медных сплавов характерны узкие пределы оптимальных температур заливки, способные обеспечить получение качественных отливок. Это объясняется тем, что к арматурным отливкам из бронз и латуней предъявляются повышенные требования к герметичности при работе в различных средах под высоким давлением (до 0,2-0,3 МПа). Оптимальная температура заливки должна обеспечивать при заливке конкретной литейной формы наиболее плотную структуру литого металла, без внешних и внутренних пороков. Для каждой весовой группы отливок из бронз и латуней имеются оптимальные, причем обычно довольно узкие, пределы температур заливки. Выбор температуры заливки зависит от конфигурации и массы отливки, а так же от метода подвода металла в форму и конструкции литниковой системы. При верхнем подводе металла в форму температура заливки может быть снижена на 10-20 °С по сравнению с сифонным подводом. 291 Рис. 114. Центробежный шлакоуловитель Рис. 115. Сифонная литниковая система для алюминиевых бронз: 1 – прибыли; 2 – отливка; 3 – стояк; 4 – питатели; 5 – питатель; 6 – фильтр; 7 – шлакоуловитель При литье пленообразующих сплавов (алюминиевые бронзы и латуни) также важно задаться оптимальной температурой заливки. При излишне низкой температуре заливки плена, на поверхности расплава соприкасаясь с холодными стенками формы, ломается и попадает в тело отливки, образуя дефекты. При излишне высокой температуре заливки повышается общая окисленность сплава, расплав активно взаимодействует с влагой формы, ухудшается качество поверхности, увеличивается опасность возникновения дефектов усадочного происхождения (утяжины, трещины и др.). Для получения плотных отливок из медных сплавов рекомендуется направленное затвердевание отливок с применением комбинированных способов питания массивных узлов от прибылей в сочетании с наружными холодильниками. Усадочные пороки небольших массивных узлов отливки иногда удается устранить рациональной установкой только одних холодильников, которые выравнивают скорости затвердевания этих узлов и примыкающих к ним более тонких сечений. Особенно эффективно использовать холодильники для создания направленного затвердевания при получении отливок из сплавов с широким интервалом кристаллизации (оловянные бронзы). Повышенная скорость затвердевания со стороны холодильника уменьшает рассредоточенную пористую зону, увеличивает толщину плотной литейной корки и повышает свойства металла. Наружные холодильники изготовляют из меди, графита, чугуна, стали. Поверхность холодильников покрывают различными красками, чтобы они не приваривались к металлу и обеспечивали гладкую поверхность отливки. При литье медных сплавов хорошее качество поверхности при сохранении высоких теплоаккумулирующих свойств холодильников обеспечивают покрытия из хлорвинила и поливинилацетата. Толщина холодильников составляет 0,5-1,0 от толщины захолаживаемой части отливки. В практике при литье медных сплавов применяют открытые прибыли, прибыли с обогревом экзотермическими смесями, закрытые сферические прибыли, прибыли с атмосферным и газовым давлением. Более высокая эффективность прибылей с газовым и атмосферным давлением позволяет 292 уменьшать их объем по сравнению с объемом открытых прибылей даже в случае обогрева последних экзотермическими смесями. Литье в гипсовые, цементные и оболочковые формы применяют для изготовления отливок из медных сплавов с повышенной чистотой поверхности. Для изготовления форм используют смеси, незначительно отличающиеся по составу от смесей для алюминиевых сплавов. Так же как и для песчаных форм используют расширяющиеся литниковые системы с различными видами подвода металла (верхний, нижний, боковой) в тонкие части отливок. Длительность охлаждения отливок в форме, определяемая их массой и наличием массивных узлов, составляет 20-30 мин для мелких отливок и несколько десятков часов для крупных отливок. Выбивку форм производят после охлаждения отливок до 350-500 °С. Литье по выплавляемым моделям. Данный способ литья применяют для изготовления сложных по геометрии небольших отливок из медных сплавов, производство которых другими способами трудоемко, неэкономично, или вовсе невозможно. Себестоимость отливок, полученных литьем по выплавляемым моделям, выше, чем при изготовлении другими способами литья. Однако если отливки не подвергаются механической обработке, то эти затраты бывают оправданными. По составу модельных масс и огнеупорных покрытий, литниковым системам и технологии изготовления моделей и форм медные сплавы имеют много общего с алюминиевыми сплавами. Учитывая более высокую плотность медных сплавов (особенно сплавов, содержащих свинец) рекомендуется для повышения прочности керамической оболочки увеличивать ее толщину. С этой же целью вместо пылевидного кварца в качестве наполнителя используют порошки дистенсилиманита марки КДСП (ТУ 48-4-307-74), электрокорунд марки ЭВ (ГОСТ 3647-71) и циркон, которые применяют как для изготовления огнеупорной суспензии, так и для обсыпки слоев. При литье высокооловянных и сурьмяных бронз для изготовления керамики рекомендуются огнеупорные смеси, у которых коэффициент теплоаккумулирующей способности bф превышает 2000 Вт/(с1/2·м2·К) (в смеси вводят молотые хромомагнезит, магнезит и др.). В основном для обсыпки модельных блоков (с целью упрочнения огнеупорного покрытия) применяют отмытый и прокаленный кварцевый песок. Кварцевый песок применяют также в качестве засыпки опок. Для данного способа литья рекомендуется диаметр стояка принимать равным 25-40 мм, а расстояние между моделями – не менее 4-6 мм. Питание отливок осуществляют обычно через литниковые каналы больших сечений или от прибылей. Применяют литниковые системы с верхним, нижним, боковым и комбинированным подводом металла (рис. 116). Для предотвращения недоливов заливку ведут в нагретые (600-800 оС) формы. 293 Рис. 116. Литниковые системы для литья медных сплавов по выплавляемым моделям с верхним (а) и с боковым (б) подводом металла: 1 – отливка; 2 – стояк; 3 – прибыль; 4 – питатель В зависимости от толщины стенок отливки и температуры формы применяют следующую температуру заливки стандартных оловянных и безоловянных бронз: БрО10Ф, БрО10Ц2, БрО8Ц4 1050-1150 °С, БрСу3Н3Ц3С20Ф 1010-1040 оС. Рекомендуется применять минимально возможную температуру заливки. Температура заливки латуней следующая: Л40К3 950-980 °С, Л40С 900-950 оС. Несмотря на соблюдение оптимальной температуры заливки, и нагрева керамических форм в бронзах с широким интервалом кристаллизации иногда возникает рассеянная газоусадочная пористость из-за медленного затвердевания и недостаточной направленности затвердевания. Поэтому для повышения эффективности питания рабочих полостей формы от литниковых систем применяют центробежную заливку форм, установленных на вращающихся столах, обеспечивающую питание от стояка через широкий и короткий питатель. Значительное количество отливок из медных сплавов получают литьем в многократные формы: в кокиль, центробежным способом, под давлением, штамповкой из жидкого металла. Литье в кокиль. Литье в кокиль позволяет получить более качественные отливки, особенно из оловянных бронз с широким интервалом кристаллизации, повышает выход годного (75-90 %) и коэффициент использования цветных металлов (КИМ). Скорость затвердевания расплава в кокиле в несколько раз превышает эту характеристику в песчаной форме и обеспечивает получение более плотного металла; зона усадочной пористости уменьшается и концентрируется в осевой узкой зоне. Повышенная скорость затвердевания подавляет выделение газов из расплава при кристаллизации. Они остаются в пересыщенном растворе и не оказывают такого вредного влияния как газоусадочная пористость. Литьем в Кокиль отливают втулки, вкладыши, подшипники, венцы и другие антифрикционные детали, а также фасонные отливки несложной конфигурации. Кокили изготовляют из чугуна, а металлические стержни из стали. Для 294 увеличения срока службы форм и стержней иногда предусматривают их охлаждение водой. Сложные полости в отливках выполняют песчаными стержнями. Наиболее рационально применять оболочковые стержни, получаемые с помощью горячего или холодного твердения, так как они обеспечивают высокую точность геометрии отливки, минимальные припуски на обработку и высокое качество литой поверхности. По конструкции механизмов разъема, выталкивания отливок и устройству вентиляционных каналов кокили для медных сплавов аналогичны кокилям для легких сплавов. Заливку металла ведут в нагретые до 150-250 °С формы. Для облегчения извлечения отливок и охлаждения рабочей поверхности полость формы перед заливкой смазывают суспензией машинного масла с 6 % графита. Для изготовления отливок из алюминиевых и кремнистых бронз и латуней применяют расширяющиеся литниковые системы с сифонным или боковым подводом металла, обеспечивающие спокойное заполнение кокилей. Для оловянных бронз, используют литниковые системы с верхним подводом металла или осуществляют заливку через прибыль. При разработке технологии литья в кокиль основное внимание уделяют созданию направленного затвердевания отливок в форме. В целях снижения величины усадочных напряжений в отливках их извлекают из металлических ферм сразу же после приобретения ими достаточной механической прочности (при 500-600 °С). На рис. 117 показана металлическая форма для отливки вкладышей подшипников электродвигателей из оловянной бронзы БрО4Ц4С17. Рис. 117. Металлическая форма для отливки вкладышей подшипников из оловянной бронзы: 1 – поддон; 2 – боковая внутренняя часть; 3 – боковая наружная часть; 4 – болт; 5 – клин; 6 – вставка; 7 – штырь; 8 – литниковая чаша 295 Значительное распространение получил центробежный метод литья как крупных, так и мелких заготовок из медных сплавов (например, в станкостроении этим методом отливается около 37 % всех заготовок). Центробежным методом получают крупные цилиндрические заготовки в виде цилиндрических барабанов из оловянной и алюминиевой бронз для бумагоделательных машин диаметром более 1000 мм, длиной до 4 м и толщиной до 80 мм. Отливку производят на горизонтальных центробежных машинах в стальную изложницу, которая опирается на несколько роликовых опор. Изложница после заливки в нее бронзы охлаждается снаружи водой. Заливку пленообразующих сплавов ведут с одновременной подачей в изложницу жидких флюсов на основе Na3AlFe6-NaCl-CaF2, что обеспечивает рафинирование сплава и предохраняет его от попадания окисных плен в тело отливки. Более мелкие цилиндрические заготовки отливают на горизонтальных машинах консольного типа. Для получения отливок с усложненными внутренними полостями применяют машины с вертикальной осью вращения. На рис. 118 показан кокиль для отливки на центробежной машине бронзовых рабочих колес (БрО3Ц7С5Н1) насосов массой 5-20 кг и диаметром 150-400 мм. Внутренние полости выполнены оболочковыми песчаными стержнями, которые изготовляют на пескодувно-пескострельной машине. Кокиль перед заливкой нагревают до 100-150 °С. Скорость вращения формы 160-350 об/мин, температура заливки 1160-1190 °С. Рис. 118. Металлическая форма для отливки бронзовых колес насосов на центробежной машине с вертикальной осью вращения: 1 – чугунный кокиль; 2 – изложница; 3, 4 – стержни Литье под давлением. Литьем под давлением изготавливают небольшие отливки средней сложности из латуни марок ЛЦ40С (ЛС59-1); ЛЦ40Сд (ЛС59-1ЛД); ЛЦ16К4 (ЛК80-3Л) и алюминиевых бронз марок БрА9Мц2Л, БрА9Ж4Н41Мц1. Литьем под давлением в настоящее время отливают водопроводную арматуру (корпуса водоразборных кранов, тройники, камеры смешивания воды и др.) со стенками толщиной 3-4 мм из латуни Л40С и судовую штуцерную арматуру из алюминиевой бронзы на машинах с холодной камерой прессования. 296 Для литья под давлением обычно используют пресс-формы со вставными матрицами, для изготовления которых применяют низколегированные хромомолибденовые стали. Из этих же сталей изготавливают и пуансоны. При литье под давлением медных сплавов стойкость пресс-форм составляет 5-30 тыс. запрессовок. Для изготовления пресс-форм применяют стали 3Х22В8Ф, 4Х4М2ВФС (ДИ-22) и другие теплостойкие и коррозионностойкие стали, содержащие хром, ванадий, молибден и другие легирующие элементы. Важным параметром при литье под давлением медных сплавов является рабочая температура пресс-формы, которую рекомендуется поддерживать на уровне 300-350 °С. В начале работы нагрев формы производят газовыми горелками пли электрическими нагревателями при частично включенной системе охлаждения, а затем оптимальную температуру поддерживают регулированием давления водяного охлаждения. При эксплуатации пресс-форм важно обеспечить условия работы, исключающие резкие перепады температур нагрева и охлаждения форм. В противном случае в форме могут возникнуть термические напряжения и их стойкость будет невысокой. При установившемся режиме литья температура рабочей поверхности пресс-формы после извлечения отливки должна быть не ниже 300-350 °С. Охлаждение матриц осуществляют холодной (20 °С) водой, стержней – теплой (30-40 °С). Для повышения стойкости пресс-форм, устранения налипания металла на форму и стержни, уменьшения его трения по поверхности формы при заливке, а также для получения качественной поверхности отливки рабочие поверхности пресс-форм смазывают. Рекомендуются различные жирные смазки на основе масел, восков, твердых жиров, силиконовых масел и другие материалов. При литье под давлением латуней хорошо зарекомендовали себя смазки из индустриального масла 12 в смеси с графитом и водносиликоновые суспензии. Для обеспечения высокого качества отливок при литье под давлением латуней и бронз рекомендуется минимально возможная температура заливки. Так, температура порции расплава, заливаемого в камеру прессования, должна быть на 10-20 °С выше температуры ликвидуса сплава. Заливку латуней ведут при 900-1000 °С для тонкостенных отливок и кашеобразным металлом (850-900 °С) для толстостенных отливок. В процессе литья на рабочей поверхности пресс-формы осаждается оксид цинка. Поэтому ее периодически следует очищать. Опыт работы отечественных заводов показывает, что повышение температуры заливки латуни ЛЦ40С с 900-920 °С до 1000 °С приводит к снижению стойкости пресс-форм в 5-8 раз с одновременным ухудшением качества отливок. Заполнение пресс-форм металлом производят с удельным давлением прессования 88,3-98,1 МПа для тонкостенных отливок (0,8-1,1 мм) и 39-49 МПа – для толстостенных (3-4 мм). 297 Выполнение полостей отливок при литье под давлением осуществляют с помощью металлических стержней. Однако сложные полости с большими поднутрениями выполнить при помощи металлических стержней невозможно. Известны попытки выполнения сложных полостей с помощью песчаных стержней (смеси с термореактивными смолами), на которые для предотвращения механического пригара наносят жидкостекольную краску на основе цирконовой муки. Опробование показало, что стержни не разрушаются при заполнении пресс-форм металлом и хорошо удаляются из отливок при выбивке на вибрационных установках или растворяются при выдержке в водном растворе щелочи при 90 °С. Извлечение отливок из пресс-форм производят при 500-550 °С. Жидкая штамповка. Значительное распространение получил процесс получения плотных отливок из медных сплавов штамповкой (или прессованием) из жидкого состояния на специализированных гидравлических прессах. В отличие от обычного литья под давлением, для которого характерна большая линейная скорость движения металла при заполнении полостей формы и, как следствие этого, попадание пузырьков воздуха в металл, при штамповке из жидкого металла (этот способ называют также затвердевание под давлением), этот недостаток не наблюдается. Литые заготовки получаются плотными с мелкозернистой структурой, чистой поверхностью и с повышенными механическими свойствами. Высокие свойства обеспечиваются при следующих оптимальных значениях удельного давления прессования: чистая медь 120-150 МПа; высокооловянные бронзы БрО10Ц2, БрО8Ц4, БрО10Ф 50МПа; алюминиевые бронзы типа БрА9Ж3Л, БрА9Мц2Л и др. 150-200 МПа. Удельное давление прессования зависит от марки сплава и от конструкции заготовки. Обрубка, очистка, термическая обработка и контроль качества отливок. Обрезку литников и прибылей производят обычно на фрезерных станках или дисковых пилах. В цехах литья под давлением для удаления литников используют обрубные прессы. Для обрубки отливок широко используют также пневматические зубила и зачистные станки с корундовыми абразивами. Очистку поверхности отливок производят в гидропескоструйных камерах или в галтовочных барабанах. Для этого используют также дробеструйные камеры с заменой чугунной дроби на алюминиевую. Большинство отливок из медных сплавов сдаются заказчику без термической обработки. В ряде случаев для снятия остаточных термических напряжений отливки подвергают отжигу. Для отливок из оловянных бронз отжиг ведут при 650-800 °С с выдержкой в течение 2,0-2,5 ч и охлаждением с печью до 300-350 °С. Отливки из кремнистой латуни отжигают при темпера298 туре 750-760 °С с выдержкой в течение 1,5-2,0 ч и охлаждением с печью до 250—300 С. Отливки из сложнолегированных медно-никелевых сплавов подвергают упрочняющей термической обработке – закалке с 850-909 °С и отпуску при 400-500 °С в течение 10-12 ч. Контрольные вопросы. 1. Классификация литейных медных сплавов. 2. Дайте характеристику оловянных бронз. 3. Какие сплавы относятся к сложнолегированным? 4. Классификация деформируемых медных сплавов. 5. Дайте характеристику сплаву нейзильбер. 6. Какие примеси оказывают вредное воздействие на кремнистые латуни? 7. Что такое латунь? 8. Чем обусловлено образование в отливках из бронз рассеянной усадочной пористости? 9. Дайте характеристику группы медно-никелевых сплавов. 10. Для чего в процессе плавки осуществляют раскисление меди? 11. Что такое окислительное рафинирование? 12. Что используют для раскисления сплавов меди? 13. Для чего в производстве медных сплавов может быть использован гексахлорэтан? 14. Какие печи используют при плавке бронз? 15. Что относится к первичным материалам при составлении шихты? 16. Что применяют в качестве покровного флюса при плавке медных сплавов? 17. Какие печи рекомендуется использовать для приготовления лигатур и почему? 18. Что такое двойные латуни? 19. Порядок ввода шихтовых материалов при получении алюминиевых бронз. 20. Какие элементы используют для модифицирования медных сплавов? 21. Какие лигатуры используют при получении медных сплавов? 22. Какие материалы применяют для доводки по химическому составу медных сплавов? 23. Последовательность загрузки шихтовых материалов при плавке бронз. 24. Требования к раскислителям медных сплавов. 25. Порядок ввода лигатур для выплавки алюминиевой бронзы. 26. Материалы, применяемые для защитных флюсов. 27. Для каких целей при плавке медных сплавов используют графит? 299 28. Для чего при получении марганцевых бронз рекомендуют двойной переплав? 29. Почему при плавке шихты из чистых металлов расплав меди раскисляют, а при применении отходов отпадает необходимость в специальных раскислителях? 30. Особенности получения отливок из медных сплавов. 31. Что является причиной получения дефектной отливки? 32. Что необходимо предусмотреть для получения плотных отливок? 33. Что предусматривают в литниково-питающей системе для предотвращения попадания отливку окисных включений? 34. Что рекомендуется для обеспечения высокого качества отливок при литье под давлением латуней и бронз? 35. Какими свойствами обладают отливки, полученные жидкой штамповкой? 36. Чем удаляют литники в цехах под давлением? 37. Для чего используют термическую обработку отливок? 300 БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Курдюмов, А.В. Производство отливок из сплавов цветных металлов [Текст]/ А.В. Курдюмов [и др.]. – М.: МИСиС, 1996. 2. Леви, Л.И. Основы теории металлургических процессов и технология плавки литейных сплавов [Текст] / Л.И. Леви. – М.: Машиностроение, 1970. 3. Непомнящий, В.Н. Основы производства сплавов цветных металлов [Текст] / В.Н. Непомнящий. – Красноярск: ГАЦМиЗ, 2002. 4. Цветное литье: Справочник [Текст] / Н.М Галдин. – М.: Машиностроение, 1989. 5. Алюминиевые сплавы. Плавка и литье алюминиевых сплавов: Справочник [Текст] / В.И. Добаткин. – М.: Металлургия, 1983. 6. Напалков, В.И. Непрерывное литье алюминиевых сплавов [Текст]/ В.И. Напалков и др. – М.: Интермет, 2005. 7. Хосен, Ри. Свойства алюминиевых сплавов в жидком и твердом состояниях [Текст]/ Ри Хосен. – Владивосток: Да, 2002. 8. Чурсин, В.М. Плавка медных сплавов [Текст]/ В.М. Чурсин. М.: Металлургия, 1982. 9. Плавка и литье алюминиевых сплавов: Справочник [Текст] / М.Б. Альтман [и др.]. – М.: Металлургия, 1983. 10. Аношкин, Н.Ф. Титановые сплавы. Плавка и литье титановых сплавов [Текст] / Н.Ф. Аношкин [и др.]. – М.: Металлургия, 1978. 11. Магниевые сплавы. Т.1,2. [Текст] / М.: Металлургия, 1978. 12. Филиппов, Г.И. Литые заготовки и способы их получения [Текст]/ Г.И. Филиппов; ЛПИ. – Л., 1985. 13. Бондарев, Б.И. Плавка и литье деформируемых магниевых сплавов [Текст]/ Б.И. Бондарев. – М.: Металлургия, 1973. 301