допуски и посадки
реклама

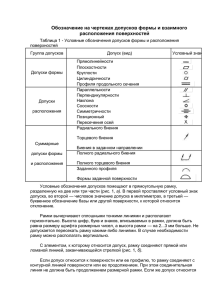
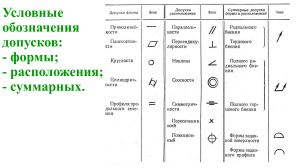
Автономное учреждение профессионального образования Ханты-Мансийского автономного округа – Югры «Сургутский политехнический колледж» Структурное подразделение - 2 МЕТОДИЧЕСКОЕ ПОСОБИЕ для самостоятельной подготовки студентов по разделу: Основные сведения о размерах и соединениях в машиностроении по дисциплине «Технические измерения» Профессия: 151902.04. Токарь-универсал Сургут 2015 Методическое пособие для самостоятельной подготовки студентов по разделу «Основные сведения о размерах и соединениях в машиностроении» по дисциплине «Технические измерения». Составитель: Кекель И.В., преподаватель Методическое пособие составлено в соответствии с рабочей программой учебной дисциплины ОП.01. Технические измерения на основе Федерального государственного образовательного стандарта среднего профессионального образования. Методическое пособие предназначено для студентов, обучающихся по программам подготовки квалифицированных рабочих, служащих по профессии: 151902.04. Токарь-универсал. Пособие содержит лекционный и контролирующий знания студентов, материал по темам дисциплины и предназначено для обеспечения дифференцированного подхода и объективности контроля знаний студентов для ликвидации пробелов в знаниях обучающихся. Рекомендовано профессионально-методическим объединением «Металлообработка», протокол № ____ от «____» _________________ 2015 г. Руководитель ПМО ______________________ /В.П. Костюк / 2 Пояснительная записка Методическое пособие по разделу Основные сведения о размерах и соединениях в машиностроении дисциплины ОП.05 Технические измерения предназначены для обучающихся по специальности 150709.02 Токарь – универсал. Пособие по разделу: Основные сведения о размерах и соединениях в машиностроении используется студентами с целью: - ликвидации пробелов знаний по данной дисциплине. - ликвидации образовавшихся задолженностей и закрепления полученных теоретических знаний; - преодоления низких показателей в обучении, развития познавательных способностей и активности обучающихся, самостоятельности, ответственности и организованности в обучении; - формирования самостоятельности при работе с заданиями с применением методических рекомендаций. В раздел: Основные сведения о размерах и соединениях в машиностроении входят темы: - Предельные размеры, предельные отклонения, допуски и посадки; - Графическое изображение полей допусков размеров деталей; - Допуски формы и расположения поверхностей; - Допуски и посадки гладких цилиндрических соединений. Для методического пособия использованы две темы раздела: Предельные размеры, предельные отклонения, допуски и посадки и Графическое изображение полей допусков размеров деталей. В пособии используются следующие виды заданий: для овладения знаниями: отбор и поиск необходимой информации, работа с различными источниками и справочниками (в т.ч. электронными), использование видеоматериалов, компьютерной техники и Интернета; для закрепления и систематизации знаний: повторная работа над учебным материалом (учебника, дополнительной литературы, интернет ресурса), работа по дополнению основных понятий и определений, работа по заполнению таблиц для систематизации учебного материала, ответы на вопросы тестовых заданий; 3 для формирования умений: работа по изучению определений по учебной дисциплине, работа основных понятий и по изучению знаков условного обозначения допусков на рабочих чертежах, анализ видов допусков, подготовка к практическому применению приобретенных знаний; В процессе выполнения самостоятельных работ формируются следующие компетенции: ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. ОК 2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество. ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и корректировку собственной деятельности, нести ответственность за результат своей работы. ОК 4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач. ОК 5. Использовать информационно – коммуникационные технологии в профессиональной деятельности. ПК 1.1. Обрабатывать детали и изделия на токарных станках; ПК 1.2. Проверять качество выполненных токарных работ; В качестве форм и методов контроля самостоятельных работ используются тестирование и письменные отчеты по номерам заданий выполненной работы. Критериями оценки результатов являются: - пропорционально возросший уровень освоения учебного материала; -умение использовать различные виды источников информации выполнения теоретических знаний, применение полученных знаний для при выполнении практических задач; - обоснованность и четкость изложения ответа; - оформление материала в соответствии с требованиями. 4 Тема: Предельные размеры, предельные отклонения, допуски и посадки Обратите внимание: основные понятия устанавливает ГОСТ (Государственный отраслевой стандарт) 25346 – 89 1. Номинальный размер – это размер, служащий началом отсчета отклонений, относительно него определяются предельные размеры. Он обозначается символом D – для отверстий и d - для валов, символом l – обозначаются линейные размеры. Для деталей, входящих в соединение номинальный размер является общим. Действительный размер – размер, полученный после обработки и установленный при измерении с допустимой погрешностью. (изготовить деталь с абсолютно точными размерами и измерить ее без погрешностей практически невозможно). Предельные размеры – это два предельно допустимых размера, которым может быть равен или между которыми должен находиться действительный размер годной детали. Больший из них называется - наибольшим предельным размером, а меньший – наименьшим предельным размером. Проходной предел - термин, применяемый размеров, который соответствует максимальному к одному из предельных количеству материала, т.е. верхнему пределу для вала или нижнему пределу для отверстия. Непроходной предел – термин, применяемый к одному из предельных размеров, который соответствует минимальному количеству материала, т. е. нижнему пределу для вала и верхнему пределу для отверстия. Верхнее предельное отклонение – это алгебраическая разность между наибольшим предельным размером и номинальным размером Нижнее предельное отклонение – это алгебраическая разность между наименьшим предельным размером и номинальным размером. Действительное отклонение действительным размером положительными, если это алгебраическая разность между и номинальным размером ( отклонения могут быть предельный или действительный размер больше 5 номинального и отрицательными, если предельный или действительный размер меньше номинального). На конструкторских и технологических документах и чертежах номинальные и предельные размеры, а также их отклонения указываются в миллиметрах без обозначения единицы измерения. Обратите внимание: ГОСТ 2.307 – 68 гласит, что отклонение равное нулю в документах и на чертежах не проставляется, а подразумевается и учитывается в расчетах Задание № 1: Вставьте пропущенные слова и дайте определения 1). В технике измерений деталях принято различать _____ , _____ , _____ размеры. 2). Номинальным называют размер, который принято считать _____ _____ отклонений и информацию о его значении находят на рабочем _____ _____ 3). Размер, полученный после ______ и установленный при измерении с допустимой ______ называется действительным размером. 4). Больший из предельных ______ называется наибольшим ______ размером. 5). Меньший из ______ размеров называется ______предельным _____ . 6). Зазор - _____________ . 7). Натяг - ______________ . 8). Посадкой называется _____ ______ деталей, характеризующийся величиной получающихся в соединении _____ и _____ . 9). Посадки бывают трех основных типов с _____, с _____ и ____ . 10). Переходная посадка - это посадка при которой возможен как ____ , так и _____ в соединении. Задание № 2: Заполните таблицу по столбцам, определяя пошагово каждый параметр по предложенным вариантам и используя пример решения Вариант– 1: 1) 20 + 0.3 ; 2) 20 – 0,3 ; 3) 20 -0,2+0,3; 4) 20± 0,4; 5 ) 20-0,4.-0.2 ; Вариант – 2: 1) 35 + 0.3 ; 2) 35 – 0,3 ; 3) 35 -0,2+0,3; 4) 35± 0,4; 5 ) 35-0,4.-0.2 ; Вариант – 3: 1) 10 + 0.3 ; 2) 10 – 0,3 ; 3) 10 -0,2+0,3; 4) 10± 0,4; 5 ) 10-0,4.-0.2 ; Пример решения: Дано: 10-0,2+0,3; определить 1 – 6 по алгоритму таблицы 6 № п.п. Наименование параметра 1. 10-0,2+0,3; Номинальный размер,мм 10 2. 3. 4. 5. 6. Верхнее предельное отклонение, мм Нижнее предельное отклонение, мм Наименьший пределлный размер, мм Наибольший предельный размер, мм - 0,2 Допуск ( Т ), мм 0,5 +0,3 9,2 10,3 Т = ES – EI - ДЛЯ ОТВЕРСТИЯ T = es – ei – ДЛЯ ВАЛА Определяем значение допуска ( зная значение верхнего и нижнего отклонений имеем следующий расчет): T = + 0,3 – ( - 0,2 ) = 0,5 мм Таблица № 1 № п.п. Наименование параметра 1. Номинальный размер, мм 2. Верхнее предельное отклонение, мм Нижнее предельное отклонение, мм Наименьший предельный размер, мм Наибольший предельный размер, мм Допуск, мм 3. 4. 5. 6. 1) 2) 3) 4) 5) 7 Тема: Графическое изображение полей допусков размеров деталей При графическом построении поля допуска на размер проводится нулевая линия от которой ведутся все необходимые графические построения. Вверх от этой линии откладывают значения верхних отклонений (положительных), а вниз – нижних (отрицательных). Одним из основных понятий, определяющих точность изготовления деталей и конструкций является допуск (это всегда положительная величина, допуск не может быть отрицательным). Допуск – это разность между наибольшими и наименьшими допустимыми значениями параметра. ( Нулевая линия – это линия соответствующая номинальному размеру). Две или несколько подвижно или неподвижно соединенных деталей называются сопрягаемыми, поверхности, по которым происходит соединение деталей также называются сопрягаемыми., остальные поверхности называются свободными или несопрягаемыми. В соединении деталей различают охватываемые и охватывающие поверхности. Термин - ВАЛ, применяется для обозначения наружных охватываемых поверхностей, а термин ОТВЕРСТИЕ, применяется для внутренних охватывающих поверхностей – отверстий. Эти термины относятся не только к цилиндрическим деталям, но и к элементам деталей другой формы – к резьбовым, шлицевым, коническим, плоским и т.д. ( Нулевая линия – это линия соответствующая номинальному размеру). Графическое изображение допусков позволяет наглядно представить соотношение предельных размеров отдельных деталей и деталей в соединении. При графическом изображении допуск изображается в виде поля допуска. Построения следует начинать с вычерчивания нулевой линии, которая будет служить началом отсчета значений допустимых отклонений. Вверх от нулевой линии откладываются положительные отклонений размеров деталей, вниз от нее откладываются отрицательные значения допустимых отклонений размеров. Также для наглядности следует указать номинальный размер, он перпендикулярно нулевой линии. За единицу отсчета следует принять одну клетку. Таким образом отложив, требуемое значение верхнего и нижнего отклонений выстраивают прямоугольник и заштриховывают его- это и есть поле допуска на размер. Таким образом, выполнив необходимые построения получают графическое изображение поля допуска на определенный размер очень хорошо 8 наглядно видна величина допуска и становится понятно, что допуск всегда величина положительная, а также четко просматривается где расположено поле допуска относительно нулевой линии, т.е. номинального размера. Задание №1: по данным задания № 2 (по своему варианту) выполнить посторенние графического изображения полей допусков указанных размеров, используя вышеизложенный теоретический материал. Задание № 2: Заполните таблиц № 1, вписав в соответственно виду допуска знак его условного обозначения на чертежах: Следует использовать справочный материал следующих учебников: 1. С.А. Зайцев, А.Д. Куранов, А.Н. Толстов Допуски, посадки и технические измерения: учебник для нач. проф. образования - М.: Издательский центр «Академия», 2012 – 240с - ( стр. 53 – 60 ) 2.Ганевский Г.М., Гольдин И.И. Допуски, посадки и технические измерения:учеб. для нач. проф. Образования. – М.: ПрофОбрИздат, - 2012 – 288с.: ил. - стр.162 – 182) или найти самостоятельно данные сведения в любом электронном виде источника информации. Таблица № 1 № п.п. 1. 2. 3. 4. 5. Вид допуска Знак условного обозначения на чертежах Допуск плоскостности Допуск прямолинейности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения Задание 3: Выберите знак которым на рабочих чертежах обозначается база ( базовая поверхность) и зарисуйте его в прямоугольнике ┴ ∆ ≡ └ 9 Задание 4: Расставьте знаки условного обозначения согласно их назначения в таблице № 2 Таблица № 2 № п.п. 1. 2. 3. 4. Вид допуска Знак условного обозначения на чертежах Допуск пересечения осей Допуск полного радиального биения Допуск торцового биения Допуск наклона Задание 5: Расставьте знаки отклонений расположения поверхностей согласно назначения в таблице № 3 Таблица №3 № п.п. 1. 2. 3. 4. Допуска расположения Знак условного обозначения на чертежах Допуск параллельности Допуск перпендикулярности Допуск соосности Допуск симметричности Источники информации: 1.Ганевский Г.М.,Гольдин И.И. Допуски, посадки и технические измерения:учеб. для нач. проф. Образования. – М.: ПрофОбрИздат, - 2012 – 288с.:ил. 2.Таратина Е.Т. Допуски, посадки и технические измерения: теоретические основы профессиональной деятельности: учеб. пособие – М.: Академкнига/ Учебник,2012. – 144с.: ил. 3.Багдасарова Т.А. Токарь – универсал: учеб. пособие для нач. проф. образования – Издательский центр « Академия», 2011. – 288с. 4.Вереина Л.И. справочник токаря: учеб. пособие для нач. проф. образования.- М.: Издательский центр « Академия», 2012г Интернет-ресурсы: 1. http://metalloobrabotka.su 2. http://www krasko.ru. 10