ВАЛЬЦЫ ЮВЕЛИРНЫЕ РУЧНЫЕ
реклама

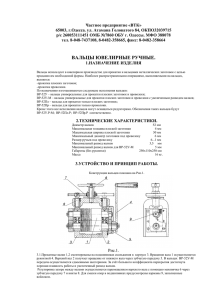
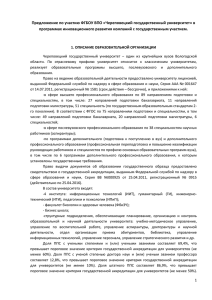
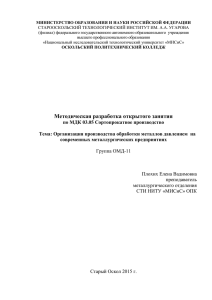
Частное предприятие «ВТК» 65003, г.Одесса. ул. Атамана Головатого 84, ОКПО32039715 р/с 260053111451 ОМБ №7860 ОБУ г. Одессы. МФО 388078 тел. 8-048-7437108, 8-0482-358665, факс: 8-0482-358664 ВАЛЬЦЫ ЮВЕЛИРНЫЕ РУЧНЫЕ. ВЮ-44 1.НАЗНАЧЕНИЕ ИЗДЕЛИЯ Вальцы используют в ювелирном производстве для прокатки и вальцовки металлических заготовок с целью придания им необходимой формы. Наиболее распространенными операциями, выполняемыми на вальцах, являются: -прокатка плоских заготовок; -прокатка проволоки. Вальцы изготавливаются с валами диаметром 44 мм с длиной рабочей части 80 мм.. По назначению изготавливаются следующие исполнения вальцов: ВЮ-44У – вальцы универсальные для прокатки плоских заготовок и проволоки; ВЮ-44Пл – вальцы для прокатки только плоских заготовок; ВЮ-44Пр – вальцы для прокатки только проволоки. 2.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ. ВЮ-44У ВЮ44Пл Диаметр валков, мм Максимальная толщина плоской заготовки мм, Максимальная ширина плоской заготовки мм, Максимальный диаметр заготовки под проволоку, мм Размер ручьев под проволоку, мм Максимальный развод валков, мм Габариты (без рукоятки), мм Масса, кг 44 4 35 5 4,8...1 ВЮ44Пр 80 7,0 7,0…1 4 220х90х220 11 3.УСТРОЙСТВО И ПРИНЦИП РАБОТЫ. Конструкция вальцов с редуктором показана на Рис.1. Рис.1. 3.1.Прокатные валки 1,2 смонтированы на подшипниках скольжения в щеках 3. Вращение вала 1 осуществляется рукояткой 4. Верхний вал 2 получает вращение от нижнего вала через сдвоенную зубчатую передачу 5. За счёт большого коэффициента перекрытия достигнута хорошая плавность работы и увеличенный развод валков. Регулировка зазора между валами осуществляется перемещением верхнего вала с помощью маховичка 6 через зубчатую передачу 7 и винты 8. Подъём верхнего вала осуществляется четырьмя пружинами 9. Для смазки опор в подшипниках предусмотрены смазочные канавки. Свободные шейки прокатных валов с левой стороны вальцов предназначены для установки прокатных роликов с канавками необходимых профилей. Кроме этого на этих шейках могут быть установлены дисковые ножи для порезки листового материала. На щеке устанавливается регулируемая направляющая , позволяющая задавать ширину отрезаемой ленты до 15 мм. Ролики и дисковые ножи в комплект поставки не входят, изготавливаются по отдельному заказу. Рис.3. 4.ПОДГОТОВКА К РАБОТЕ. Вальцы поставляются отрегулированными и готовыми к эксплуатации. Вальцы необходимо закрепить к рабочему столу. Для этого в щеках вальцев предусмотрены крепежные отверстия М10. Визуально проверить исправность узлов, удалить с рабочих поверхностей грязь, пыль. В случае необходимости отрегулировать параллельность валков. Для этого необходимо снять центральную шестерню зубчатой передачи 8 и, вращая винты, опустить верхний вал до плотного соприкосновения с нижним. Ввести шестерни в зацепление. Проверить наличие масла в парах трения. Подшипники скольжения смазывать маслами большой вязкости, например «Индустриальное 30». Для смазки зубчатой передачи 6 применять солидол УС-1 или УС-2. Зубчатую передачу 8 смазывать не нужно. 5.ПОРЯДОК РАБОТЫ. Во избежание порчи валов на прокатку подают заготовки после отжига, травления и очищенные от флюсов и шлаков. Заданный размер заготовки получают обычно за несколько проходов. Процесс прокатки листов и проволоки из сплавов драгоценных металлов мало чем отличается один от другого. Характерная особенность прокатки проволоки заключается в том, что заготовка испытывает наряду с вертикальным ещё и боковое давление. После каждого очередного прохода заготовку поворачивают на 90 град. и чуть уменьшают зазор между валками. Степень обжатия регулируют визуально. Обжатие не должно быть сильным. В противном случае по ребрам заготовки появляется заусенец. Деформация металла в процессе прокатки вызывает наклёп заготовок увеличивая их жёсткость. Для уменьшения наклёпа необходимо своевременно производить отжиг. 6. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА. Гарантийный срок эксплуатации 12 месяцев со дня продажи. Дата продажи____________________________________ 200__ г. Подпись ___________________________________