- Астраханский Государственный Технический
реклама

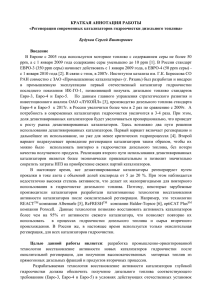
На правах рукописи ПЕТРЕНКО ПАВЕЛ АЛЕКСАНДРОВИЧ Реактивация цеолитных катализаторов облагораживания низкооктанового углеводородного сырья Специальность 05.17.07 – Химическая технология топлива и высокоэнергетических веществ АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Астрахань – 2011 2 Работа выполнена в ФГБОУ ВПО «Кубанский государственный технологический университет» Научный руководитель: доктор технических наук, профессор Ясьян Юрий Павлович Официальные оппоненты: доктор технических наук, профессор Каратун Ольга Николаевна кандидат технических наук Мегедь Александр Алексеевич Ведущая организация: Северо-Кавказский государственный технический университет г. Ставрополь Защита состоится «09» декабря 2011 г. в 12 часов на заседании диссертационного совета ДМ 307.001.04 при Астраханском государственном техническом университете (АГТУ) по адресу: 414025, г. Астрахань, ул. Татищева, 16, 2-ой учебный корпус АГТУ, ауд. 201. С диссертацией можно ознакомиться в библиотеке Астраханского государственного технологического университета по адресу: 414025, г. Астрахань, ул. Татищева, 16. Автореферат разослан « » ноября 2011 г. Ученый секретарь диссертационного совета, кандидат химических наук, доцент Е.В. Шинкарь 3 ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность работы. Реактивация, или восстановление утраченной в процессе эксплуатации каталитической активности, для катализаторов процессов глубокой переработки нефтяного сырья является неотъемлемой частью технологического процесса, зачастую определяющей его экономические и экологические показатели. Совершенствовать данную стадию можно введением соответствующих модифицирующих добавок в состав катализатора. Технологические параметры и технические решения по усовершенствованию схемы и аппаратуры стадии регенерации способны оказывать существенное воздействие на количество и состав отходов, уменьшая их число и приближая технологию в целом к малоотходной. Отработанные цеолитсодержащие катализаторы, не подлежащие восстановлению после многочисленных циклов реакция-регенерация, являются ценным сырьем для вторичного использования в различных отраслях народного хозяйства. Такое их использование способствует уменьшению количества отвалов на предприятиях по переработке нефти и в целом оказывает благотворное воздействие на экологическую обстановку в промышленно развитых регионах. В свете общероссийской тенденции к увеличению доли процессов глубокой переработки нефти в составе нефтеперерабатывающих предприятий за счет каталитических процессов детальное исследование возможности реактивации катализаторов процесса облагораживания бензиновых фракций является актуальным. Диссертационная работа выполнена в соответствии с НИР кафедры «Технологии нефти и экологии» Кубанского государственного технологического университета «Совершенствование технологий подготовки, переработки, транспорта углеводородного сырья и инженерной защиты окружающей среды». Цель работы. Оптимизация способов окислительной регенерации цеолитсодержащих катализаторов, используемых при производстве высокооктановых компонентов моторных топлив. Задачи исследований: – Изучение влияния катализаторов облагораживания низкооктановых углеводородных фракций на природные экосистемы, поиск способов повышения их стабильности и селективности при производстве высокооктановых компонентов моторных топлив, отвечающих современным экологическим требованиям; 4 – Выявление условий эксплуатации катализаторов, способствующих получению компонентов моторных топлив с пониженным содержанием токсичных ароматических соединений; – Исследование закономерностей коксообразования и подбор режимов восстановления свойств контактов, с минимальным содержанием токсичных компонентов в газах регенерации, отходящих с установки. Методы исследования выбирались, исходя из постановок решаемых задач, с учетом особенностей исследуемых объектов и включают: определение срока службы и регенерации катализаторов на лабораторных установках, анализ состава продуктов методом газожидкостной хроматографии, хроматографический анализ газов регенерации, дериватографические исследования коксовых отложений, исследование структуры катализаторов сканирующим электронным микроскопом. Научная новизна. 1. Впервые разработана методология подбора кратности рецикла регенерационных газов для стационарного слоя цеолитсодержащего катализатора, позволяющего минимизировать количество токсичных компонентов в составе газообразных выбросов с оптимизацией технологических параметров работы регенераторного блока. 2. Экспериментальным путем впервые определена возможность и подобраны оптимальные параметры реактивации цеолитсодержащих катализаторов, модифицированных органическими соединениями. 3. Впервые в качестве модификаторов катализаторов использованы соединения ароматического ряда, позволяющие улучшать эксплуатационные свойства бензиновых фракций при работе установки в мягких технологических условиях с получением преимущественно изомерных углеводородов. 4. Создана математическая модель реакторно-регенераторного блока установки каталитического облагораживания низкооктановых бензиновых фракций, позволяющая рассчитать габаритные размеры регенератора и состав газов при проведении прямой окислительной регенерации и регенерации с рециклом части отходящих газов. 5 Защищаемые положения. 1. Технология окислительной регенерации цеолитсодержащих катализаторов облагораживания прямогонных бензиновых фракций с рециклом отходящих газов. 2. Методология определения оптимальных технологических параметров работы регенераторного узла цеолитсодержащих катализаторов, а также экономических затрат и экологического эффекта при использовании рецикла части отходящих регенерационных газов. 3. Технология регенерации цеолитсодержащих катализаторов, модифицированных органическими соединениями, дезактивированных при облагораживании прямогонных бензиновых фракций. Практическая ценность. 1. Разработан способ реактивации органически модифицированных цеолитсодержащих катализаторов облагораживания низкооктановых бензиновых фракций посредством окислительной регенерации. 2. Усовершенствована методика окислительной регенерации цеолитсодержащих катализаторов, модифицированных металлами (Fe, Mn, Zn) и органическими соединениями (перхлоратом (3-диметиламинометилен-2-оксо-3Нфуран-5-ил) метилениммония) с рециклом части отходящих газов, что позволяет снизить количество токсичных газообразных отходов. 3. На основании экспериментальных данных выполнено моделирование регенераторного блока и выполнены необходимые технико-экономические расчеты. На основании расчетов разработаны рекомендации по подбору кратности рецикла газов регенерации с целью обеспечения баланса энергетических и экономических затрат и снижения количества газообразных токсинов. Результаты данного исследования могут быть использованы для поиска путей усовершенствования существующих промышленных процессов переработки нефти с использованием гетерогенных катализаторов. Достоверность полученных результатов и выводов диссертации определяется корректностью поставленных задач, точностью показаний измерительных приборов, используемых в экспериментальных исследованиях при регистрации параметров работы приборов и анализе физико-химических свойств продуктов и катализаторов. 6 Апробация работы. Основные результаты работы докладывались и обсуждались: на XXI Международной научно-технической конференции «Реактив-2008» (Уфа, 2008), на Всероссийской конференции «Исследования в области переработки и утилизации техногенных образований и отходов» с элементами школы для молодых ученых (Екатеринбург, 2009), на Международной конференции с элементами научной школы для молодежи «Производство. Технология. Экология» (Ижевск, 2010). Тезисы докладов опубликованы в материалах соответствующих конференций. Публикации. По материалам диссертации опубликовано 8 научных работ, в том числе 3 статьи в рецензируемых научных журналах, входящих в перечень ВАК, 3 тезисов в сборниках конференций, 1 статья в электронном журнале, получено 2 патента на полезную модель. Структура и объем работы. Диссертация общим объемом 138 стр., включает введение, пять глав и выводы, в том числе 49 рисунков, 16 таблиц и список литературы из 107 наименований. ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении обоснована актуальность темы данной диссертационной работы и выбор объектов исследования, сформулирована цель работы, задачи, направленные на достижение поставленной цели, новизна и практическая ценность выполненной работы. В главе первой проведен анализ информационных источников, отражающих современное состояние реактивации катализаторов нефтеперерабатывающих производств и используемых технических решений по усовершенствованию технологии и аппаратуры данной стадии. Приведена классификация способов реактивации катализаторов нефтеперерабатывающей промышленности. Представлены основные способы осуществления наиболее часто используемого в нефтеперерабатывающей промышленности варианта реактивации катализаторов – окислительной регенерации. Показана роль модификаторов на стадию регенерации. Рассмотрены вопросы, касающиеся дезактивации металлсодержащих цеолитных катализаторов. Проанализированы возможные технологии утилизации отработанных цеолитсодержащих катализаторов. 7 Во второй главе приводятся характеристики используемых материалов и описание экспериментальных установок и методик проведения экспериментов. Катализаторы закоксовывались в процессе облагораживания прямогонных бензиновых фракций НК-180 0С с характеристиками: ρ420 = 648 кг/м3; nd20 = 1,4185; ОЧ (ММ) = 56; данные разгонки фракции по Энглеру: Тнк – 42 °С; 10 % – 91 °С; 50 % – 112 °С; 90 % – 148 °С; Ткк – 180 °С. Процесс облагораживания является вариантом процесса «Цеоформинг» и подразумевает улучшение качественного состава прямогонных бензиновых фракций за счет реакций ароматизации и изомеризации ( с преобладанием последних) при атмосферном давлении, температуре 350-450 °С для цеолитсодержащих катализаторов (цеолиты семейства пентасилов с силикатными модулями 35,60, 93 и глинистой матрицей), модифицированных металлами и 100-120 °С для катализаторов, модифицированных органическими соединениями. В качестве методов физико-химического анализа катализаторов в данной работе применялись: дериватографический анализ (ДТА), сканирующая электронная микроскопия. Регенерация катализаторов проводилась на лабораторных установках двумя способами: прямая регенерация – при однократном пропускании окислительной смеси, и регенерация с рециклом части отходящих с установки газов. Процесс велся при атмосферном давлении, температурах 500-550 °С для катализаторов, модифицированных металлами и 200-250 °С для катализаторов, модифицированных органическими соединениями. Качественный состав продуктов, полученных на исследованных катализаторах, анализировался хроматографическим методом. Активность катализаторов и определение их межрегенерационного пробега исследовались на оригинальных лабораторных установках проточного типа со стационарным слоем катализатора при 350 °С и атмосферном давлении для металлсодержащих катализаторов, при 100 °С для образцов, модифицированных органическими соединениями, объемная скорость подачи сырья 1-4 ч-1. В третьей главе представлено исследование оптимальных параметров регенерации цеолитсодержащих катализаторов. Окислительная регенерация цеолитсодержащих катализаторов, модифицированных ионами металлов. Исследовались высококремнеземные 8 цеолиты семейства пентасил с содержанием модифицирующих металлов (Fe, Mn, Zn) от 0,2 до 0,5% массовых. Силикатные модули цеолитов 35, 60 и 93. Графические зависимости потери массы образцов катализаторов от времени регенерации в зависимости от силикатного модуля цеолитов и количества модифицирующей добавки приведены на рисунке 1, от природы модификатора – на рисунке 2. Графики построены на основе данных ДТА. 1 Рисунок 1. Зависимость потери массы закоксованных катализаторов от времени регенерации для цеолитов с различным количеством модифицирующей добавки: 1 – FeЦВК (35), 0,2% Fe3+; 2 – FeЦВК (35), 0,5% Fe3+ Рисунок 2. Зависимость потери массы закоксованных катализаторов от времени регенерации для цеолитов с различными модификаторами: 1 – FeЦВК, 0,2% Fe3+; 2 – MnЦВК, 0,2% Mn2+; 3 – FeMnЦВК, по 0,2% Fe3+ и Mn2+ 9 Сопоставительный анализ приведенных графических зависимостей показывает, что на интенсивность выгорания кокса наибольшее влияние оказывают не силикатный модуль цеолита или количество модифицирующей добавки (рисунок 1), а природа модифицирующего агента (рисунок 2). Характер наклона кривых ДТА здесь существенно изменяется. В наибольшей степени способствует регенерации катализатора нанесение ионов железа (III), наличие ионов марганца (II) замедляет этот процесс. На рисунке 1 характер наклона линий тренда для железосодержащих образцов практически идентичен, и линии почти накладываются друг на друга при совмещении нулевых отметок. Иначе выглядят зависимости на графике 2, где линии тренда приобретают «веероподобный» вид. Максимальная скорость выжига кокса наблюдается у образца, модифицированного ионами железа (прямая 1). Далее следует образец, модифицированный ионами марганца (прямая 2). Совместное нанесение на катализатор с силикатным модулем цеолита 35 одновременно двух исследуемых металлов (прямая 3) пассивирует процесс удаления из пор цеолитсодержащего катализатора коксовых отложений. В таблице 1 приводятся обобщенные данные по регенерации для исследованных катализаторов, модифицированных ионами металлов. Разная скорость регенерации обусловлена селективностью модификатора. Так, ионы железа способствуют преимущественному образованию изомерных продуктов при облагораживании бензинов на испытуемых катализаторах, ионы марганца – ароматических соединений. Поэтому состав и структура кокса на них различны, и более высокомолекулярный кокс на марганец-содержащих образцах удаляется дольше. Еще одним важным показателем процесса регенерации является содержание в отходящих газах токсичных компонентов. В нашем случае таким компонентом является монооксид углерода. В исследуемых бензиновых фракциях практически отсутствовали содержащие серу соединения, а оксиды азота не образуются при температурах регенерации, используемых в нашем процессе. Поэтому СО является единственным токсичным компонентом в отходящих с установки газах. Регенерация катализаторов в промышленности обычно ведется горячим воздухом при температуре 650-750 °С, и регулируется количеством 10 дутья при коэффициенте избытка воздуха 1. При этом часть кокса сгорает до СО2 (теплота сгорания 33 МДж/кг), а остальной кокс – до СО (теплота сгорания 10 МДж/кг). Обычно в продуктах горения кокса мольное соотношение СО:СО2 равно примерно 1:1. Таблица 1 – Основные свойства исследованных металлсодержащих контактов в процессе эксплуатации (температура 350-450 °С, объемная скорость подачи сырья 2 ч-1) и регенерации (температура 500 °C) Катализатор Силикатный модуль NaM HЦВК FeЦВК FeЦВК FeЦВК FeЦВК MnЦВК FeMnЦВК FeMnЦВК FeMnЦВК MnZnЦВК 5 60 35 35 60 93 35 35 35 35 35 Содержание модификатора, % масс. отс. отс. 0,5 0,2 Время эксплуатации, ч Max. значение ОЧ (ММ) Количество кокса, % 30 25 35 110 10 40 64 72 13 23 12 54 87 78 77 79 110 78 86 86 86 80 2,36 7,46 0,17 0,32 0,39 2,63 11,8 13,2 2,19 3,74 1,95 Скорость образования кокса, %/час 0,08 0,3 0,005 0,003 0,04 0,06 0,18 0,18 0,17 0,16 0,16 Время регенерации, мин Отношение СО/СО2 (среднее значение) 1200 300 425 200 375 290 875 840 420 475 550 0,18 0,21 1,35 0,3 0,33 0,27 0,48 0,29 0,09 0,15 0,21 Как видно из данных таблицы 1, в нашем случае только при использовании катализатора, модифицированного железом в количестве 0,5 % массовых данный показатель превысил 1 (1,35). В остальных случаях соотношение СО/СО2 составляло для различных катализаторов от 0,09 до 0,48. Отчасти небольшое количество СО объясняется более мягкими условиями процесса регенерации, чем в приведенном примере, что существенно облегчает осуществление контроля за температурой процесса, практически исключая локальные перегревы в слое катализатора. Данный аспект способствовал осуществлению регенерации с рециклом части отходящих газов, возвращаемых в регенератор для вторичного окисления СО в СО2, что способствует улучшению экологических показателей стадии регенерации и всего процесса. На рисунке 3 показана зависимость содержания СО в газах прямой регенерации катализатора Fe-MnЦВК, содержащего различное количество кокса, от 11 времени регенерации. Как видно из графика, образование СО в ходе регенерации катализатора с разной степенью закоксованности имеет вполне очевидную закономерность. В течение первого часа от начала регенерации концентрация СО стремительно возрастает, проходя через максимум примерно на 60-й минуте, после чего более полого снижается с разной скоростью зависимости от количества кокса. Далее процессы вторичного окисления начинают преобладать из-за возрастания внутри диффузионных торможений по мере выгорания глубинных слоев кокса и увеличения времени пребывания окислительной смеси в зоне реакции. Благодаря этому мы видим достаточно быстрое снижение концентрации СО, од- Содержание СО, % масс. новременно с повышением концентрации СО2 в газах регенерации. 2 1,5 1 13,20% 0,5 3,74% 0 2,19% 0 200 400 600 800 Время, мин Рисунок 3. Образование СО на Fe-MnЦВК в ходе процесса регенерации образцов катализатора с различным содержанием кокса На образце катализатора FeMnЦВК с силикатным модулем 35 и содержанием модифицирующих агентов по 0,2 % массовых была детально исследована регенерация с рециклом части отходящих газов. В таблице 2 показаны результаты данных экспериментов. Визуально гранулы катализаторов имеют равномерную окраску (до регенерации – черную, после – от светло-серой до белой) на внешней поверхности и в объеме на поперечном изломе. Концентрация кислорода в составе газов регенерации в случае проведения прямой окислительной регенерации составляет около семи объемных процентов, с рециклом части отходящих газов – порядка восьми объемных процентов ввиду дополнительного расходования кислорода на вторичное окисление. Как видно из таблицы 2, в случае использования рецикла части отходящих газов остаточное количество кокса несколько выше. Данный факт вполне 12 объясним, т.к. часть кислорода расходуется на вторичное окисление СО в СО2. Кроме того, снижается длительность регенерации с 600 минут в первом случае до 520 минут во втором. Наряду с лучшими экологическими характеристиками, данный факт указывает на предпочтение варианта регенерации с рециклом варианту с прямой окислительной регенерацией исследуемых образцов катализаторов. Данные о химическом составе газов регенерации получали хроматографическим методом. На рисунках 4 и 5 приведены экспериментальные данные хроматографического анализа состава газов регенерации. Таблица 2 – Основные свойства FeMnЦВК, исследованного при различных режимах регенерации (температура 500 °C) Катализатор Силикатный модуль FeMnЦВК до регенерации FeMnЦВК без рецикла газов FeMnЦВК с рециклом газов Содержание добавки, % мас. 35 Время эксплуатации, ч 0,2 Время регенерации, мин Остаточное содержание кокса, % – 6,65 600 0,27 520 0,31 72 12 6 5 4 3 2 y = -3E-14x + 6E-11x - 4E-08x + 1E-05x - 0,0023x + 0,1365x - 1,4765 R2 = 0,9448 содержание О 2, % масс. 10 8 6 б) а) 4 6 5 4 3 2 y = 1E-14x - 3E-11x + 2E-08x - 7E-06x + 0,001x - 0,0554x + 1,4686 R2 = 0,9845 2 0 0 100 200 300 400 500 600 700 время, мин Рисунок 4. Зависимость содержания кислорода в составе окислительной смеси от длительности регенерации для FeMnЦВК, регенерируемого а) – без рецикла газов; б) – с рециклом газов 13 y = -2E-15x6 - 5E-12x5 + 1E-08x4 - 5E-06x3 + 0,001x2 - 0,0752x + 8,2755 R2 = 0,9801 8 Содержание СО2, % масс. 7 а) 6 5 4 3 б) y = 5E-15x6 - 7E-12x5 + 4E-09x4 - 1E-06x3 + 0,0002x2 - 0,0109x + 5,6392 R2 = 0,9506 2 1 0 0 100 200 300 400 500 600 700 время, мин. Рисунок 5. Зависимость содержания диоксида углерода в составе окислительной смеси от длительности процесса регенерации для образца катализатора FeMnЦВК, регенерируемого в различных условиях. а) – регенерация без рецикла; б) – регенерация с рециклом Линии тренда выражены полиномами шестой степени. Из графика 4 видно, что регенерация с рециклом газов протекает с более интенсивным расходованием кислорода в начале процесса, и ранним достижением его максимальной концентрации, чем при прямой регенерации. Из графиков на рисунке 5 видно, что регенерация с рециклом в начальный период процесса (до 200 минут) протекает с образованием СО2 в большем количестве, чем при прямой регенерации. Далее (в интервале 200-400 минут) содержание СО2 в отходящих газах снижается интенсивнее, чем при прямой регенерации и до окончания процесса не превышает 0,5 %. Следовательно, рецикл части отходящих газов способствует ускорению процесса окисления коксовых отложений с поверхности цеолитсодержащего катализатора. Вероятно, введение с газами рецикла паров воды способствует ускорению десорбции и последующего окисления коксовых отложений с поверхности катализатора. На рисунке 6 показаны экзотермические эффекты при выгорании кокса с поверхности образца FeMnЦВК до и после регенерации, полученные дериватографическим анализом. Экзотермический эффект, обусловленный присутствием небольшого количества воды, проявляется на кривой ДСК в интервале 20-100 °С. Далее для не регенерированного образца следует широкий пик большой интенсивности (9 мВт/мг) с максимумом при 540 °С. 14 ДСК /(мВт/мг) ТГ /% 1 9 120 8 7 110 6 100 5 4 90 3 3 2 8 0 2 1 0 70 100 200 300 40 0 500 600 700 Температура °C Рисунок 6. Кривые ДСК (дифференциального изменения температуры) для образца FeMnЦВК: 1 – до регенерации; 2 – после прямой окислительной регенерации; 3 – после регенерации с рециклом отходящих газов При анализе регенерированных образцов наблюдается менее ярко выраженное изменение температуры. На образце, регенерированном с рециклом, это изменение минимально по сравнению с другими образцами. Таким образом, использование рецикла части отходящих газов при регенерации катализаторов облагораживания бензиновых фракций имеет следующие преимущества перед прямой окислительной регенерацией: процесс протекает интенсивнее и за более короткий временной интервал; рецикл способствует уменьшению количества токсичных компонентов в составе отходящих с установки газов; снижается температура окислительной смеси за счет экзотермического эффекта при вторичном окислении СО в СО2. Это позволяет уменьшать энергетические затраты на подогрев регенерационного газа и увеличивать содержание в нем кислорода. Несколько большее остаточное содержание кокса на катализаторе является недостатком регенерации с рециклом. Однако данный недостаток может быть устранен за счет корректировки параметров регенерации: кратности рецикла и количества кислорода. В целом же использование рецикла части газов, отходящих из регенератора, является конкурентоспособным инженернотехническим решением. 15 Окислительная регенерация цеолитсодержащих катализаторов, модифицированных ионами органических солей Одним из новых направлений в катализе является использование каталитических сред в виде солей органической природы. Эти соли проявляют в определенном температурном диапазоне каталитическую активность. Одно из названий таких соединений – ионные жидкости, т.к. в жидком агрегатном состоянии они проявляют каталитическую активность. В литературе первые упоминания об использовании таких соединений в катализе встречаются в 60-х гг. 20 века. Общей их чертой является обширная система ароматических сопряжений в молекуле и наличие гетероатома (обычно азота). В проблемной лаборатории по исследованию фурановых соединений сотрудниками КубГТУ синтезировались вещества, по химическому строению близкие к ионным жидкостям, но преимущественной сферой их использования было сельское хозяйство, т.к. многие из них проявляли биологическую активность. Мы расширили диапазон использования, сочетая их свойства с молекулярно-ситовыми свойствами цеолитов. Соли, служащие модификаторами для цеолитсодержащих катализаторов, должны иметь развитую систему ароматических сопряжений и гетероатом, хорошо растворяться в воде и не растворяться – в органических соединениях, иметь возможно более высокую температуру плавления, для проведения регенерации катализаторов, получаться несложными методами, из доступного сырья, по методикам, обеспечивающим высокую воспроизводимость, иметь невысокую стоимость. Модифицирование проводили из водного раствора по оригинальной методике. При эксплуатации катализаторов установлено, что нанесение органических солей на цеолитсодержащий катализатор приводит к достаточно прочному их закреплению на поверхности катализатора. В данной работе была исследована на каталитическую активность в процессе облагораживания бензиновых фракций и возможность реактивации соль перхлорат 2,3-диметил-5-(2-метил-1-ацетилоксипропил-2)-4(5Н)-оксазолония, синтезированная в КубГТУ. Температура ее плавления 226 0С. Большие размеры модифицирующих ионов вызвали разногласия по поводу способа их закрепления на поверхности катализатора. Выдвигалось две воз- 16 можные версии: поверхностная прививка или ионный обмен во всем объеме частиц катализатора. Для разрешения данного вопроса был проведен анализ модифицированных катализаторов на электронном микроскопе. Анализ скола поверхности гранулы при помощи электронного микроскопа показывает равномерное распределение модификатор в грануле катализатора. Следовательно, при нанесении органической соли происходит ионный обмен в объеме гранулы, а не прививка модификатора на ее поверхность. Очевидно, транспортные поры в матрице катализатора оказались достаточно велики для проникновения модификатора вглубь частиц катализатора. Использование данного класса органических соединений в качестве модификаторов катализаторов процессов глубокой переработки нефти привело к интересным результатам. Так, сочетание системы ароматических сопряжений с уникальными молекулярно-ситовыми свойствами цеолитов позволяет последним проявлять каталитическую активность в ряде химических превращений при достаточно низких температурах (порядка 100-150 °С). При этом октановое число продукта облагораживания прямогонной бензиновой фракции повышается от 6 до 12 пунктов. Причем, как показывает хроматографический анализ катализата, являющегося компонентом автомобильного бензина, повышение детонационной стойкости происходит преимущественно за счет образования изомерных углеводородов. В таблице 3 приведены данные хроматографического анализа по структурно-групповому составу жидкого продукта (катализата), получаемого при облагораживании низкооктановых бензиновых фракций. Таблица 3 – Структурно-групповой состав катализата Группа % мас. % мас. % мас. Арома- ЦикличеОлефины тические ские Сырьевая фракция НК-160 34,534 28,77 14,105 21,807 0,217 катализатор НЦВК-35 + органическая соль (температура 100 0С) 20,596 35,655 17,818 23,548 0,684 катализатор НЦВК-35 + органическая соль (температура 125 0С) 30,011 34,833 12,846 21,633 0,217 Парафины Изопарафины Итого 99,433 98,301 99,539 В групповом составе исследуемого сырья преобладают парафины нормального и изомерного строения, оказывающие преимущественное влияние на октановое число целевого продукта. В продукте, полученном при 100 0С проис- 17 ходит значительное снижение содержания парафинов и увеличение содержания изопарафинов и в меньшей степени ароматических углеводородов. Это говорит о том, что в ходе процесса протекают преимущественно реакции изомеризации и частично – ароматизации. Во избежание термической деструкции модификатора при проведении окислительной регенерации температура процесса не превышала 200 ºС. Учитывая мягкие режимы эксплуатации этих катализаторов, они медленно дезактивировались рыхлыми отложениями легкоокисляемых псевдококсовых структур. Основным пассивирующим агентом при использовании данного типа катализатора является вода, поэтому уже при просушке его активность возрастает. В таблице 4 показаны результаты облагораживания сырьевой фракции на органически модифицированном катализаторе после окислительной регенерации. Таблица 4 – Облагораживание бензиновой фракции НК-160 0С на катализаторе, модифицированном солью перхлората (3-диметиламинометилен-2-оксо3Н-фуран-5-ил) метилениммония Катализатор сырье НК-160 0С катализатор, регенерированный с рециклом газов катализатор, регенерированный без рецикла газов Выход, % 100 88 87 94 57 84 62 80 Показатель преломления 1,406 1,413 1,411 1,407 1,406 1,409 1,405 1,407 Октановое число (ММ) 51 59 57 54,5 54 56 53 54,5 Расход, ч-1 – 1 0,5 2 0,5 0,5 1 1 Температура, 0 С – 100 100 100 100 125 100 125 Регенерацию проводили с рециклом и без отходящих газов. Как видно, цеолитсодержащий катализатор, модифицированный органической солью, восстанавливает каталитическую активность при столь мягких условиях. Это свидетельствует о прочном закреплении модификатора на поверхности катализатора и об отсутствии процессов его термического разложения в ходе проведения стадии окислительной регенерации. При проведении регенерации с рециклом удается достичь более полного восстановления каталитической активности. Регенерация данного катализатора без рецикла протекает в течении 140 минут, с рециклом – за 240 минут. Таким образом, при регенерации с рециклом для ка- 18 тализатора, модифицированного органическими соединениями, увеличивается время прохождения процесса. Однако, наряду с этим, происходит более полное восстановление свойств катализаторов, снижение остаточного количества коксовых отложений, как показали испытания активности катализаторов после их регенерации (таблица 4). В главе 4 приведены результаты микроструктурных исследований коксовых отложений. Модифицирование катализаторов может приводить к изменению механизма коксообразования. Нам показалось интересным рассмотреть строение коксовых отложений, и на катализаторах, модифицированных металлами, в частности железом и совместно железом и марганцем (рисунок 7). кокс металл + кокс Цеолит металл а) б) Рисунок 7 – Электронные микрофотографии закоксованных катализаторов при увеличении в 5000 раз: а) образец FeЦВК (Si/Al = 35, Fe3+0,2 %); б) образец FeMnЦВК (Si/Al = 35, по 0,2 % Fe3+ и Mn2+) Анализ микрофотографий (рисунок 7 а) показал, что образец FeЦВК при эксплуатации накапливает кокс в объеме гранулы катализатора. При этом частицы железа (на микроснимках выглядят как светлые пятна) оказываются не затронутыми коксовыми структурами. Это свидетельствует о том, что железо не способствует росту коксовых агломератов. Наличие в структуре катализатора марганца (рисунок 7 б) инициирует на своей поверхности рост коксовых структур, хотя и небольшой молекулярной массы. На снимке видно, что светлые частицы металла окружены более темными коксовыми отложениями. Кокс преимущественно имеет аморфную мелкодисперсную структуру, объясняющуюся тем, что облагоражива- 19 ется легкое углеводородное сырье – прямогонные бензиновые фракции. Коксовые структуры рассредоточены в объеме гранулы катализатора и не имеют преимущественной локализации, за исключением частиц марганца, где их концентрация более высока. Это объясняется различной селективностью марганца и железа. Марганец в большей степени инициирует процессы ароматизации, что, как следствие, ведет к росту на его поверхности псевдококсовых образований. Железо, в концентрации 0,2 % масс. способствует преимущественно получению изомерных углеводородов, и коксовые отложения на нем практически не образуются. В главе 5 проведено моделирование регенераторного блока и выполнены его технико-экономические расчеты. Разработаны модели реакторно-регенераторных блоков с рециклом газов регенерации и без рецикла. На рисунке 8 приведена схема линии с рециклом для модифицированных железом цеолитов. Рисунок 8 - Линия регенерации с рециклом: 1 - емкость отрегенерированного катализатора; 2,4,6,8 - приемные бункеры катализатора; 3,5,7,9 – реакторы; 10 - приемный бункер катализатора; 11 - регенератор, 12 – катализаторопровод; 13 - система очистки газов; 14 -секция подготовки сырья; 15,16,17,18 -сырьевые трубопроводы; 19 –тройник разделения газов; 20 –тройник смешения газов рецикла и окислительной смеси. Потоки: I –исходного сырья; II, III – перерабатываемого сырья, IV – газов регенерации, V – рецикла, VI - окислительной смеси 20 Линия работает следующим образом. Поток I газового конденсата или нефти поступает на установку первичной переработки нефти (АТ или АВТ) откуда легкая бензиновая фракция НК-120 ºС потоком II по трубопроводам 15, 16 подается в реакторы 3 и 5, а тяжелая бензиновая фракция 120-180 ºС потоком III по трубопроводам 17, 18 подается в реакторы 7, 9. В результате химических превращений в реакторах сырье превращается в газопродуктовую смесь, направляемую в блок разделения продуктов (на чертеже не показан), где выделяют топливный газ и компонент моторного топлива. Раздельное каталитическое облагораживание фракций НК-120 ºС и 120-180 ºС позволяет проводить процесс при различных температурах, достигая оптимальных технологических параметров, и позволяя регулировать селективность процесса. Дезактивированный катализатор из реакторов 3, 5, 7, 9 поступает под действием силы тяжести в бункер закоксованного катализатора 10 и далее в регенератор 11, в котором происходит его регенерация при температуре 500-600 ºС. Регенерированный катализатор подается пневматранспортным катализаторопроводом 12 в емкость отрегенерированного катализатора 1, откуда самотеком поступает в соответствующий реактор. В результате контакта с сырьем катализатор дезактивируется. Время его межрегенерационного пробега составляет 220-260 часов. По мере закоксовывания катализатор из реакторов 3, 5, 7, 9 направляется на регенерацию, на его место подается отрегенерированный катализатор из емкости 1. Время регенерации составляет от 6 до 10 часов. Циклы реакция-регенерация замыкаются. Отходящие из регенератора газы делятся в узле разделения 19 на два потока, один поступает на рецикл для смешения в узле 20 со свежей окислительной смесью. Количество реакторных узлов может составлять от четырех до шести в зависимости от характеристик сырьевой фракции и свойств катализатора. Отработанные катализаторы отправляются на переработку в качестве вторичных материальных ресурсов. Расчетным методом определены габаритные размеры регенератора для установки каталитического облагораживания бензиновых фракций в стационарном слое цеолитсодержащего катализатора производительностью 320 т/сутки бензина с концом кипения 180 °С. Высота регенератора составила 5,2 м, диаметр 2 м. При расчете состава отходящих из регенератора газов использовали полученные 21 экспериментальные значения для масштабирования и моделирования параметров его работы. В таблице 5 приведены данные по компонентному составу газов регенерации, при регенерации с рециклом (50 % отходящих газов) и без рецикла. Таблица 5 – Состав газов регенерации Компоненты СО2 СО N2 O2 Σ сухих газов Н2 О Σ влажных газов Прямая регенерация Кол-во газов при Состав сгорании 1 кг кокса газов, % масс. м3/кг кг/кг 1,230 2,420 13,17 0,620 0,770 4,19 8,809 11,004 59,91 2,304 3,292 17,92 12,963 17,486 95,19 1,098 0,882 4,81 14,061 18,368 100 Регенерация с рециклом Кол-во газов, при Состав сгорании 1 кг кокса газов, % масс. м3/кг кг/кг 1,730 3,400 14,43 0,390 0,490 2,08 11,3 14,13 59,95 2,956 4,223 17,92 16,376 22,243 94,39 1,647 1,323 5,61 18,023 23,566 100 Расчеты показывают, что рецикл газов несколько (с 14,061 до 17,843 м3/кг) увеличивает суммарный объем проходящих через регенератор газов. Между тем, качественный состав этих газов меняется в лучшую сторону. Объем выходящего с установки монооксида углерода снижается с 0,62 до 0, 39 м3/кг. Данное значение можно корректировать кратностью рецикла, как это видно из рисунка 11. Оптимальная кратность рецикла, обеспечивающая весомое снижение количества СО без существенного увеличения газового потока через слой катализатора находится в пределах 40-60 %. Рисунок 9. Зависимость содержания газов от кратности рецикла: 1 – СО, 2 – СО2. 22 Экономические затраты на покупку компрессионного оборудования (винтового компрессора фирмы ZAMMER Technology (Великобритания) с ременным приводом) для создания рецикла газов и его энергообеспечение составят порядка 156942,4 руб. При этом использование рецикла обеспечит снижение ущерба, подлежащего компенсации, за загрязнение атмосферы на 36,4 %. ОСНОВНЫЕ ВЫВОДЫ 1. В ходе проведенных экспериментальных исследований создана основа для малоотходной технологии каталитического облагораживания низкооктановых бензиновых фракций. При этом используются катализаторы, сочетающие уникальные молекулярно-ситовые свойства цеолитов со свойствами органических солей, имеющих развитую систему сопряжений и близких по строению и свойствам к ионным жидкостям. Это позволило существенно снизить температурный порог активации катализаторов и проводить процесс облагораживания и окислительной регенерации катализаторов при температуре, на 200-250 ºС ниже, чем в аналогичных каталитических процессах. 2. Посредством современных методов анализа определено строение и преимущественная локализация коксовых отложений в объеме пор катализаторов. Показано воздействие технологических параметров регенерации на количество и распределение коксовых отложений. 3. Подобраны оптимальные технологические параметры регенерации каталитических композиций: температура – для органически модифицированных катализаторов 200 ºС, для образцов, модифицированных металлами – 500 ºС, давление атмосферное, скорость подачи окислителя – воздуха – 2 ч-1. 4. Разработан способ регенерации, при котором существенно снижается количество токсичных газообразных выбросов с установки за счет рецикла части отходящих газов. При этом продолжительность регенерации снижается за счет возрастания суммарного газового потока и поступления в регенератор небольшого количества (5-6 %) паров воды с газами рецикла. 5. Разработаны модели реакторно-регенераторных блоков облагораживания прямогонных бензиновых фракций на стационарном слое цеолитсодержащего катализатора. Определены габаритные размеры регенератора и состав 23 отходящих газов при использовании прямой регенерации и рецикла газов. Выявлено, что использование рецикла при незначительном усложнении схемы позволяет существенно снижать количество токсинов в составе отходящих газов. Основное содержание диссертации изложено в работах: 1. Петренко П.А., Неджи Питер Амба, Завалинская И.С., Колесников А.Г. Особенности регенерации цеолитсодержащих катализаторов облагораживания легких углеводородных фракций // Материалы XXI международной научно-технической конференции «Реактив-2008». – Т. 1. – Уфа: Изд-во «Реактив», 2008. – С. 156. 2. Завалинская И.С., Неджи Питер Амба, Колесников А.Г., Петренко П.А. Закономерности регенерации цеолитсодержащих катализаторов // Электронный журнал «Физическая химия», 2009 г., выпуск 7, режим доступа http://kubstu.ru/fh/fams/st2904.doc. 3. Решетин С.А., Литвинова Т.А., Юдина А.Е., Косулина Т.П., Петренко П.А., Завалинская И.С. Утилизация отработанных цеолитсодержащих катализаторов // Всероссийская конференция «Исследования в области переработки и утилизации техногенных образований и отходов» с элем. школы для молодых ученых г. Екатеринбург, 24 - 27 ноября 2009. 4. Петренко П.А., Завалинская И.С., Сбитнева Е.А., Ясьян Ю.П., Колесников А.Г. Регенерация цеолитсодержащих катализаторов облагораживания углеводородного сырья // Нефтепереработка и нефтехимия. – 2010. – № 11. – С. 11-13. 5. Завалинская И.С., Петренко П.А., Колесников А.Г., Ясьян Ю.П., Решетова К.Н. Линия по регенерации цеолитсодержащих катализаторов облагораживания прямогонных бензиновых фракций. Патент на полезную модель №102903 (РФ) 20.03.2011. 6. Петренко П.А., Завалинская И.С. Разработка малоотходной технологии окислительной регенерации катализаторов для производства компонентов автомобильных бензинов // Международная конференция с элементами научной школы для молодежи «Производство. Технология. Экология». – Ижевск, 2010. – С. 261-266. 7. Завалинская И.С., Петренко П.А., Колесников А.Г., Зеленская Е.А. 24 Особенности коксообразования на цеолитсодержащих катализаторах облагораживания бензиновых фракций // Газовая промышленность. – 2011. – № 5. – С. 82-83. 8. Завалинская И.С., Петренко П.А., Зеленская Е.А. Разработка технологии окислительной регенерации катализаторов с рециклом отходящих газов // Нефтяное хозяйство. – 2011. – № 5. – С. 2-4. 9. Завалинская И.С., Петренко П.А., Колесников А.Г., Ясьян Ю.П., Сурженко Е.И. Линия по регенерации с рециклом цеолитсодержащих катализаторов облагораживания прямогонных бензиновых фракций. Патент на полезную модель №109017 (РФ) 10.10.2011. Подписано в печать 07.11.2011. Печать трафаретная. Формат 60x84 1/16. Усл. печ. л. 1,35. Тираж 100 экз. Заказ № 560. Отпечатано в ООО «Издательский Дом-Юг» 350072, г. Краснодар, ул. Московская 2, корп. «В», оф. В-120, тел. 8-918-41-50-571 e-mail: olfomenko@yandex.ru Сайт: http://id-yug.narod2.ru