Трансформаторы для дуговой сварки и наплавки
реклама

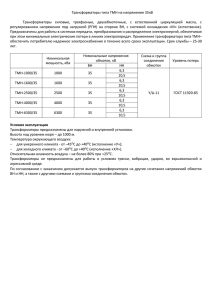
Трансформаторы для дуговой сварки и наплавки Классификация сварочных трансформаторов для дуговой сварки Трансформаторы Ручная дуговая сварка С нормальным рассеянием магнитного поля Тирристорные трансформаторы Секционированные обмотки ( не для промышленности) С подвижным шунтом ( не для промышленности) С подвижными обмотками С увеличенным рассеянием магнитного поля Сварка под флюсом В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи. С ростом индуктивного сопротивления растет и наклон ВСХ ИП на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга». В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя. В современных сварочных трансформаторах, которые выпускаются с 60-х годов 20-го века эти треборания обеспечиваются за счет увеличения рассеяния магнитного поля. Трансформатор как объект электротехники имеет эквивалентную схему, содержащую активное и индуктивное сопротивление. Для сварочных трансформаторов, работающих в режиме нагрузки, потребляемая мощность на порядок больше, чем потери холостого хода, поэтому при работе под нагрузкой потери холостого хода можно не учитывать. В трансформаторах с увеличенным рассеянием магнитного поля . I . U 1 I ( jxT R) x R T T, и Управление рассеянием магнитного поля производится изменением геометрии воздушного промежутка между первичной и вторичной обмотками (подвижные обмотки, подвижный шунт), согласованным изменением числа витков первичной и вторичной обмоток. При рассмотрении упрощенной схемы трансформатора с разнесенными обмотками можно получить зависимость индукционного сопротивления от основных параметров трансформатора W2 X ( 0 ) X 0 Rm RM - cопротивление на пути магнитного потока рассеяния, -относительное перемещение обмоток, W-.число витков обмоток. Тогда ток во вторичной цепи: I U 02 U 2 д X 2 U 20 Uд 2 W2 ( 0 ) X 0 RM Диапазон плавного регулирования у современных трансформаторов: 1:3; 1:4. У многих сварочных трансформаторов есть ступенчатое регулирование: - переключение и первичной и вторичной обмотки на параллельное или последовательное включение. I K W2 У современных трансформаторов для снижения веса и стоимости на ступени больших токов сделано пониженное до 60В напряжения холостого хода. Трансформаторы с подвижными обмотками (ПО) - плавное регулирование, W-.ступенчатое регулирование. Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения расстояния между секциями первичной и вторичной обмоток трансформатора. При увеличении расстояния увеличивается рассеяние магнитного поля и индуктивное сопротивление обмоток трансформатора, что приводит к уменьшению сварочного тока. Трансформаторы с ПО марки ТДМ серийно выпускаются с номинальным сварочным током 160, 315, 400, 500 А при ПН=60%. Такая схема используется и в сварочных выпрямителях регулируемых трансформатором только там применяют не однофазные и трехфазные трансформаторы. Трансформаторы с подвижным шунтом (ПШ) Такая схема используется в ИП бытового назначения и в серийно выпускаемых сварочных выпрямителях регулируемых трансформатором, только там применяют не однофазные, а трехфазные трансформаторы. RM W- ступенчатое регулирование плавное регулирование, RM lM S M 0 Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на 2 порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте поток рассеяния магнитного потока трансформатора максимальный, что приводит к максимальному индуктивному сопротивлению обмоток трансформатора и, соответственно, к минимальному сварочному току. Трансформаторы с секционированными обмотками (СО) Такая схема используется в ИП бытового назначения и в серийно выпускаемых сварочных выпрямителях регулируемых трансформатором, только там применяют не однофазные, а трехфазные трансформаторы. W- ступенчатое регулирование Обычно ступенчатое регулирование выполняется переключение секций числа витков первичной обмотки (изменением числа ее витков). Кроме того, также ступенчато регулируют выходное напряжение в трехфазных трансформаторах с жесткой ВСХ для электрошлаковой сварки. Тиристорные трансформаторы (ТТ) Такие ИП марки ТДФЖ серийно выпускаются для сварки под флюсом Упрощенная схема силовой цепи трансформатора марки ТДФЖ Принцип регулирования напряжения и тока тиристорами основан на фазовом сдвиге открытия тиристора в полупериод прямой для него полярности. При этом меняется среднее значение выпрямленного напряжения и, соответственно, тока за полупериод. Для обеспечения регулирования в однофазной сети нужны 2 встречно включенных тиристора, причем регулирование должно быть симметричным. Тиристорные трансформаторы имеют близкую к жесткой ВСХ, что обеспечивает эффективное саморегулирование длины дуги. Тиристоры удобны для регулирования напряжения и тока в цепях переменного напряжения, поскольку их закрытие происходит автоматически при смене полярности. В схемах трансформаторов ТДФЖ тиристоры устанавливаются в цепи первичной обмотки, потому что потери на падение напряжения на открытых вентилях в первичной цепи относительно рабочего напряжения меньше в несколько раз и это обеспечивает более высокий КПД. При настройке режима сварки тиристорных трансформаторов с панели управления меняют время задержки открывания тиристоров. Для уменьшения сварочного тока время задержки открывания тиристоров увеличивают от нуля до, обычно, 7-8 мс, что приводит к снижению выходного напряжения и ВСХ ИП смещению вниз ВСХ ИП. Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности электрического контакта на концах проводников приварены холодной сваркой медные накладки. С 80-х годов промышленные сварочные трансформаторы выполняется с витым магнитопроводом из холоднокатаного трансформаторного железа. Это обеспечивает в 1,5 раза большую магнитную индукцию в сердечнике по сравнению с горячекатаным трансформаторным железом, что дает снижение веса магнитопровода и уменьшает в нем потери от вихревых токов. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ Регулируемые трансформатором ПО ПШ РДС Регулируемые тиристорами СО У СП СнэЗГ СпэЗГ СподФ Классификация производится по второй из 3-х основных функций источника питания (устойчивое горение, регулирование, эффективное преобразование). Обеспечение устойчивости горения для первой группы обеспечивается характеристиками трансформаторов с ПО, ПШ и СО. Выпрямители с ПО и ПШ имеют крутопадающие ВСХ ИП и применяются для сварки покрытыми электродами (РДС) и иногда для АрДС (СнэЗГ), а выпрямители с СО имеют жесткие ВСХ ИП и применяются для сварки в СО2 и аргоне плавящимся электродом (СпэЗГ). В тиристорных универсальных выпрямителях за счет применения электрических обратных связей получают все виды ВСХ ИП от жесткой до штыковой, что позволяет их применять для РДС, СнэЗГ, СпэЗГ и для сварки под флюсом (СподФ). В сварочном выпрямителе имеется силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, по принципу регулирования сварочного тока аналогичны рассмотренным ранее сварочным трансформаторам, но имеют три стержня магнитопровода и три группы обмоток. Это не только обеспечивает равномерную нагрузку фаз питающей сети, но и снижает пульсацию выпрямленного тока. Ступенчатое регулирование осуществляется переключением обмоток трансформатора звезда – звезда, треугольник - треугольник, что приводит к изменению тока в 3 раза (больший ток при включении по схеме треугольник – треугольник). В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты полупроводниковых выпрямителей (вентилей) от перегрузок по сварочному току, по напряжению в закрытом состоянии и от нарушения охлаждения (реле вентилятора или реле давления воды). Для этого у источника питания должен быть силовой контактор, который управляется кнопками ПУСК и СТОП и контактами реле в схемах защиты от перегрузок. В тиристорных сварочных выпрямителях и в выпрямителях с секционированными обмотками (СО) содержится еще силовой дроссель. Он находится в электрической цепи выпрямленного тока и обеспечивает получение непрерывного сварочного тока при регулировании в тиристорных выпрямителях, регулирования скорости нарастания тока короткого замыкания для уменьшения разбрызгивания при сварке с периодическими короткими замыканиями в среде защитных газов. Выпрямительные блоки собираются из полупроводниковых диодов и тиристоров. В отличие от проводников электрического тока, которые одинаково хорошо проводят ток как в одном, так и в другом направлении полупроводниковые элементы пропускают ток только в одном направлении. Полупроводники с одним р—n переходом называются диодами, а с тремя переходами тиристорами. Диоды имеют 2 силовых электрода, а тиристоры еще и управляющий электрод. Тиристор позволяет управлять задержкой его открывания от начала полупериода прямой полярности, что обеспечивает регулирование выпрямленного напряжения и тока. Схема выпрямления переменного тока диодом (б) и тиристором (в) Примечание. Справа приведены обозначения проводника а), диода б), тиристора в), применяемые в настоящее время в электрических схемах. ВАХ диода и тиристора Пробой обратным напряжением приводит к лавинообразному нарастанию тока не основных носителей и разрушению p-n перехода. В прямом включении превышение Imax приводит к перегреву и разрушению полупроводника. Полупроводники имеют очень большой разброс характеристик из-за технологии изготовления - технологии внедрения примесей. Поэтому полупроводники одной партии после изготовления разделяют на группы, чтобы их характеристики были примерно одинаковыми. Характеристики полупроводника сильно зависят от температуры, с ростом которой уменьшается максимально допустимый ток прямой проводимости и максимально допустимое обратное напряжение при закрытом вентиле. В современном сварочном оборудовании применяются силовые диоды, тиристоры, транзисторы с полупроводниками на основе кремния. Максимальная температура, которую выдерживают р-n переходы кремниевого вентиля без разрушения, составляет 150 0С. Поэтому силовые диоды и тиристоры устанавливают на алюминиевые радиаторы, которые принудительно охлаждают потоком воздуха от вентилятора или пропуская поток воды по каналам радиатора. Конструктивно силовые вентили выпускают либо таблеточные, либо штыревые. В маркировке полупроводников указывается максимальный ток при номинальной температуре, класс и группа проводника. Класс = Uобрmax/100. Группа- прямое падение напряжения с разбивкой через 2 сотых вольта. ТБ – 320 – 10 – 1.47, где ТБ - тиристор быстродействующий; 320 - максимальный ток; 10 – класс (Uобрmax = 1000В); 1.47 – группа с напряжением на открытом вентиле 1.47В при максимальном токе. Полупроводниковые вентили из-за низкой теплопроводности кремния (германия) выходят из строя уже при небольших перегрузках, и поэтому должны иметь защиту от перегрузок по прямому току. Обычно используют электромагнитные автоматы защиты. Время срабатывания сотые доли секунды. В ИП с жесткой пологопадающей характеристикой, где Iкз может быть в 3- 5 раз > Iном , вентили устанавливают с запасом по максимальному току в 2-3 раза, и применяют тепловые автоматы защиты. Время срабатывания обычно несколько секунд. Защита от обратных перенапряжений в цепях с индуктивностью – установка интегрирующих цепочек R-C между трансформатором и выпрямительным блоком. Схема защиты полупроводника от ЭДС самоиндукции В сварочных цепях благодаря ЭДС самоиндукции возникают пики напряжения (перенапряжения), которые могут вызвать пробой полупроводника в обратном направлении. Для предупреждения этого полупроводники шунтируются R - С цепью. При появлении на выводах полупроводника повышенного напряжения происходит заряд конденсатора, а затем его разряд через полупроводник в прямом направлении. Трехфазные схемы выпрямления В сварочных выпрямителях обычно используют трехфазные схемы выпрямления, которые обеспечивают значительно меньшую пульсацию выпрямленного тока по сравнению с однофазными схемами. Наибольшее применение в сварочных выпрямителях получили мостовая и кольцевая схемы выпрямления. Трехфазная мостовая схема выпрямления (Ларионова) В трехфазных выпрямителях блоки из диодов чаще всего выполняют по мостовой схеме. В этом случае пульсация выпрямленного напряжения составляет 300 Гц. а б Трехфазная мостовая схема выпрямления а), фазное и выпрямленное напряжение б) При выпрямлении в анодной группе включаются вентили с самым высоким потенциалом фазы, а в катодной наоборот. В любой момент времени открыты вентили, соединенные с фазами с наибольшим положительным и наибольшим отрицательным потенциалами. Причем каждый вентиль одной группы в течении трети периода работает поочередно с двумя вентилями другой группы Преимущества мостовой схемы: 1.В этой схеме наилучшее использование мощности трансформатора. 2.Имеется возможность ступенчатого регулирования тока по схеме звезда / звезда – треугольник / треугольник. 3.Наименьший коэффициент пульсаций выпрямленного напряжения Основной недостаток этой схемы выпрямления удвоенное падение напряжения на двух вентилях в цепи выпрямленного тока, что снижает КПД выпрямителя. В сварочном оборудовании эта схема применяется практически во всех выпрямителях для ручной РДС, СнеЗГ, СподФ. Кольцевая трехфазная схема выпрямления В сварочном оборудовании эта схема применяется в большинстве выпрямителей для СпеЗГ, и редко в других сварочных выпрямителях. Для ее реализации трансформатор выпрямителя должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. При этом пульсация выпрямленного напряжения также составляет 300 Гц, но при такой схеме невозможно ступенчатое регулирования тока по схеме звезда / звезда – треугольник / треугольник. В этой схеме при переключении вентиля меняется и одна из двух обмоток в цепи выпрямления. Причем каждая обмотка одной группы в течении трети периода работает поочередно с двумя обмотками другой группы. Поскольку в цепи выпрямления только один вентиль, а не два, то потери на выпрямлении в 2 раза меньше, чем в предыдущей схеме. Поэтому такая схема применяется при низких напряжениях нагрузки при сварке плавящимся электродом в защитных газах, где напряжение на дуге может быть 14В. В отличие от предыдущей схемы каждый вентиль в открытом состоянии работает 1/6 периода, а не 1/3 периода. Поэтому такая схема применяется и в мощных выпрямителях (1000А и более). Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор с двумя вторичными обмотками, который проектируется с учетом подмагничивания постоянной составляющей тока. Сглаживающие фильтры Бывают фильтры емкостные и индуктивные. Емкостные фильтры наиболее целесообразно применять при большом сопротивлении нагрузки и при высоких рабочих частотах, или хотя бы если есть одно из этих условий. Индуктивный фильтр: Для сварочных ИП с выпрямлением на промышленной частоте по габаритам, весу и стоимости приемлемы только индуктивные фильтры. Конструктивно это дроссели с сердечником из трансформаторного железа и зазором в сердечнике для уменьшения подмагничивания постоянной составляющей выпрямленного тока. Сварочные трансформатором выпрямители регулируемые В промышленности наибольшее распространение получили сварочные выпрямители с ПО, чаще всего встречается сварочный выпрямитель ВД-306 с ПО, но есть и выпрямители ВД-306 и ПШ. Такие выпрямители имеют силовой трансформатор с подвижными катушками или шунтом, выпрямительный блок и пускозащитную аппаратуру. Грубая регулировка тока осуществляется одновременным переключением первичной и вторичной обмоток по схеме звезда / звезда – треугольник / треугольник, что приводит к увеличению тока в 3 раза. В пределах каждой ступени плавное регулирование тока производится изменением расстояния между первичной и вторичной обмотками или перемещением шунта (подробнее о работе таких трансформаторов смотри выше). Выпрямительный блок ВД-306 собран на кремниевых диодах, которые принудительно охлаждаются вентилятором. Включение выпрямителя в работу и выключение производятся магнитным пускателем. Защитная аппаратура не позволяет включать выпрямитель, если на диоды не поступает воздушный поток, а так же если вышел из строя один из диодов или произошел пробой сетевого напряжения на корпус. Описанная пускозащитная аппаратура является традиционной для сварочных выпрямителей. Выпрямители рассмотренного типа просты в изготовлении и эксплуатации. Их недостатки - в отсутствии стабилизации режима при изменении напряжения сети и невозможности дистанционного управления. Выпрямители с подвижным шунтом ВД-306 и ВД-313 не позволяют плавно регулировать сварочный ток, так как шунт должен быть закреплен неподвижно перед сваркой из-за больших электромагнитных сил, которые на него действуют в режиме работы на нагрузку. Выпрямители для СпэЗГ (например марки ВС) позволяют до сварки ступенчато регулировать выходное напряжение переключением секций первичных обмоток трансформатора и ступенчато регулировать число обмоток дросселя для изменения скорости нарастания тока короткого замыкания. Сварочные тиристорами выпрямители, регулируемые Тиристорные выпрямители помимо трансформатора и блока вентилей содержат в силовой цепи фильтр-дроссель, а в системе управления датчики и электронные блоки. Многопостовые сварочные выпрямители Сварочные выпрямители с жесткими внешними характеристиками используются для многопостовой сварки полуавтоматической и ручной. Для расчета числа постов, питаемых от одного многопостового источника, вводится коэффициент одновременности работы постов: К = 0,5...0,7 для ручной сварки и автоматической под флюсом; К = 0,7...0,9 - для сварки в защитных газах. Число постов, которые можно подключить к многопостовому выпрямителю, определяется из выражения Jн n К J нп где Jн – номинальный ток номинальный ток поста. выпрямителя, Jнп – Упрощенная схема многопостового сварочного выпрямителя содержит: Т - силовой трансформатор и БВ блок выпрямления. К нему параллельно подключается несколько балластных реостатов: Rб1 , Rб2 и т.д. Балластные реостаты выпускаются двух типов: РБ для ручной сварки и РБГ - для полуавтоматической сварки в углекислом газе. а б Схемы балластных реостатов типа РБ а) и РБГ б). При подключении балластного реостата типа РБ на сварочном посту обеспечивается крутопадающая ВСХ необходимая для РДС, а при подключении балластного реостата типа РБГ на сварочном посту обеспечивается полого падающая ВСХ необходимая для СпэЗГ. Регулирование сварочного тока реостатами ступенчатое и возможно во время сварки, но не рекомендуется в связи с уменьшением срока службы ножевых переключателей. Наиболее распространены реостаты типа РБ-302 и РБ-306 на номинальный ток поста 315А. Реостат РБ-306 при этом позволяет регулировать ток с шагом 5А.