5 - Webnode
реклама

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Омский государственный технический университет»
В. Г. ХОМЧЕНКО, В. Ю. СОЛОМИН
МЕХАТРОННЫЕ
И РОБОТОТЕХНИЧЕСКИЕ СИСТЕМЫ
Учебное пособие
Омск
Издательство ОмГТУ
2008
УДК 621.865.8
ББК 32.816
Х 76
Рецензенты:
В. А. Григорьев, канд. техн. наук, доцент, зам. генерального директора
ОАО «Производственно-торговая компания»;
Ю. П. Котелевский, канд. техн. наук, ген. директор ООО «АДЛ - Омск»
Хомченко, В. Г.
Х 76 Мехатронные и робототехнические системы: учеб. пособие / В. Г. Хомченко, В. Ю. Соломин. – Омск: Изд-во ОмГТУ, 2008. – 160 с.
ISBN 978-5-8149-0626-7
В учебном пособии изложены основы построения мехатронных и робототехнических систем применительно к автоматизированным технологическим
процессам машиностроительного производства. Указаны области применения
мехатронных и робототехнических устройств, принципы их создания. Уделено
внимание классификации промышленных роботов и их манипуляционных систем, а также классификации робототехнических комплексов.
Изложены основные положения кинематики и динамики манипуляционных систем промышленных роботов, проектирования траекторий схвата для
различных производственных ситуаций.
Предназначено для студентов специальностей «Автоматизация технологических процессов и производств» и «Мехатроника». Также будет полезно для
бакалавров и магистров по направлению подготовки «Автоматизация и управление».
Печатается по решению редакционно-издательского совета
Омского государственного технического университета.
УДК 621.865.8
ББК 32.816
© Омский государственный
технический университет, 2008
ISBN 978-5-8149-0626-7
2
ВВЕДЕНИЕ
Мехатроника изучает технические системы, агрегаты, машины и комплексы машин различного назначения с компьютерным управлением движением.
Главная методологическая идея мехатроники состоит в системном сочетании
таких ранее обособленных научно-технических областей, как точная механика,
микроэлектроника, электротехника, компьютерное управление и информационные технологии.
В мехатронных системах укрупненно принято выделять три составные части – механическую, электронную и компьютерную, объединение которых посредством интерфейсов и образует систему в целом. Суть мехатронного подхода заключается в тесной взаимосвязи указанных компонент на всех этапах жизненного цикла изделия, начиная со стадии его проектирования и маркетинга и
заканчивая производством и эксплуатацией заказчиком.
Интенсивное развитие и широкое распространение в последнее десятилетие мехатронных устройств объясняется их основными преимуществами по
сравнению с традиционными средствами автоматизации, к которым следует
отнести:
относительно низкую стоимость благодаря высокой степени интеграции,
унификации и стандартизации всех элементов и интерфейсов;
высокое качество реализации сложных и точных движений вследствие
применения методов интеллектуального управления;
высокую надежность, долговечность и помехозащищенность;
конструктивную компактность модулей (вплоть до миниатюризации в
микромашинах);
улучшенные массогабаритные и динамические характеристики машин
вследствие упрощения кинематических цепей;
возможность комплексирования функциональных модулей в сложные
мехатронные системы и комплексы под конкретные задачи заказчика.
В рамках Государственных научно-технических программ в нашей стране
выполнен целый ряд фундаментальных научных исследований, успешных инженерных и производственных разработок по интеграции перечисленных
направлений, которые заложили научно-технический потенциал для развития
современных мехатронных систем. Созданы серии комплектных электромеханических приводов, встраиваемых в узлы машин. В автоматизированном машиностроении наиболее ярко эта тенденция проявилась в 70–80-х годах прошлого столетия при создании промышленных и специальных роботов, станков
с числовым программным управлением, обрабатывающих центров, гибких
производственных модулей и систем.
3
Глава 1. ПРЕДПОСЫЛКИ РАЗВИТИЯ, ОСНОВНЫЕ ПОНЯТИЯ
И ПРИНЦИПЫ ПОСТРОЕНИЯ МЕХАТРОННЫХ УСТРОЙСТВ
1.1. ПРЕДПОСЫЛКИ РАЗВИТИЯ МЕХАТРОНИКИ
Стремительное развитие мехатроники в 90-х годах прошлого столетия как
нового научно-технического направления обусловлено тремя основными факторами:
новыми тенденциями мирового индустриального развития;
развитием фундаментальных основ и методологии мехатроники (базовые научные идеи, принципиально новые технические и технологические решения);
активностью специалистов в научно-исследовательской и образовательной сферах.
Можно выделить следующие тенденции, изменения и ключевые требования мирового рынка в рассматриваемой области:
необходимость выпуска и сервиса оборудования в соответствии с международной системой стандартов качества;
интернационализация рынка научно-технической продукции и, как
следствие, необходимость активного внедрения в практику форм и методов
международного инжиниринга и трансфера технологий;
повышение роли малых и средних производственных предприятий в
экономике благодаря их способности к быстрому и гибкому реагированию на
изменяющиеся требования рынка;
бурное развитие компьютерных систем и технологий, средств телекоммуникации. Прямым следствием этой общей тенденции является интеллектуализация систем управления механическим движением и технологическими
функциями современных машин.
Анализ указанных тенденций показывает, что достигнуть качественно нового уровня основного технологического оборудования на основе традиционных подходов уже практически нереально. В ближайшие годы ожидается резкий рост отношения «Качество/Цена» для нетрадиционных производственных
машин, выполненных на основе новых механизмов параллельных соединений и
гексаподов.
Историю мехатроники принято отсчитывать с 1969 года, когда японская
фирма Yaskawa Electric ввела новый термин «Мехатроника». Первоначально
мехатронными системами считались только регулируемые электроприводы. Затем сюда стали относить автоматические двери, торговые автоматы, мобильные
средства и фотокамеры с автофокусировкой. В 80-х годах прошлого столетия
класс мехатронных систем пополнился станками с числовым программным
управлением, промышленными роботами и новыми видами бытовых машин
4
(посудомоечных, стиральных и т. п.). В последние десятилетия очень большое
внимание уделяется созданию мехатронных модулей для современных автомобилей, нового поколения технологического оборудования (станков с параллельной кинематикой, роботов с интеллектуальным управлением), микромашин, новейшей компьютерной и офисной техники.
В качестве основного классификационного признака в мехатронике представляется целесообразным принять уровень интеграции составляющих элементов. В соответствии с этим признаком можно разделять мехатронные системы по уровням или по поколениям, если рассматривать их появление на
рынке наукоемкой продукции исторически.
Мехатронные модули первого уровня представляют собой объединение
только двух исходных элементов. Типичным примером модуля первого поколения может служить «мотор-редуктор», где механический редуктор и управляемый двигатель выпускаются как единый функциональный элемент. Мехатронные системы на основе этих модулей нашли широкое применение при
создании различных средств комплексной автоматизации производства (конвейеров, транспортеров, поворотных столов, вспомогательных манипуляторов).
Мехатронные модули второго уровня появились в 80-х годах прошлого
столетия в связи с развитием новых электронных технологий, которые позволили создать миниатюрные датчики и электронные блоки для обработки их
сигналов. Объединение приводных модулей с указанными элементами привело
к появлению мехатронных модулей движения, состав которых полностью соответствует введенному выше определению, когда достигнута интеграция трех
устройств различной физической природы: механических, электротехнических
и электронных. На базе мехатронных модулей данного класса созданы управляемые энергетические машины (турбины и генераторы), станки и промышленные роботы с числовым программным управлением.
Развитие третьего поколения мехатронных систем обусловлено появлением на рынке сравнительно недорогих микропроцессоров и контроллеров на их
базе и направлено на интеллектуализацию всех процессов, протекающих в мехатронной системе, в первую очередь – процесса управления функциональными движениями машин и агрегатов. Одновременно идет разработка новых
принципов и технологий изготовления высокоточных и компактных механических узлов, а также новых типов электродвигателей (в первую очередь высокомоментных, бесколлекторных и линейных), датчиков обратной связи и информации. Синтез новых прецизионных, информационных и измерительных
наукоемких технологий дает основу для проектирования и производства интеллектуальных мехатронных модулей и систем.
В дальнейшем мехатронные машины и системы будут объединяться в мехатронные комплексы на базе единых интеграционных платформ. Цель создания таких комплексов – добиться сочетания высокой производительности и од5
новременно гибкости технико-технологической среды за счет возможности ее
реконфигурации, что позволит обеспечить конкурентоспособность и высокое
качество выпускаемой продукции на рынках XXI века.
Важно подчеркнуть, что толчком для становления мехатроники стали не
общие теоретические идеи (как это было, например, в истории робототехники),
а технические достижения инженеров-практиков в различных отраслях. Затем
заинтересованные организации в конце 80-х годов прошлого столетия стали
объединяться в научно-технические сообщества. В России координацию научно-технических работ в настоящее время осуществляет Ассоциация инновационного машиностроения и мехатроники. Аналогичные организации были созданы и во многих странах Европы.
В эти же годы курсы по мехатронике стали включать в учебные планы
технические университеты. В нашей стране специальность «Мехатроника» была введена в классификатор Государственного комитета по высшему образованию в марте 1994 года. Первыми эту специальность открыли МГТУ
«СТАНКИН», МГТУ им. Н. Э. Баумана и Балтийский ГТУ (Санкт-Петербург).
Со второй половины 90-х годов прошлого века начинается активная разработка фундаментальных основ мехатроники как науки. В марте 1996 года выходит первый выпуск журнала IEEE/ASME Transactions on Mechatronics, который издается Институтом инженеров по электротехнике и электронике совместно с Американским обществом инженеров-механиков. В 1996–1998 годах
появляется целый ряд статей по мехатронике в отечественных журналах («Приводная техника», СТИН и других), а также в научно-технических сборниках.
Направление «Мехатронные технологии» выделено Министерством науки и
технологий РФ на 1999–2000 годы как критическое в рамках Федеральной программы «Технологии, машины и производства будущего». Ежегодно в мире
проводится несколько специализированных научно-технических конференций
в области мехатроники.
По мере расширения области применения мехатронных систем и расширения международных научно-технических связей, становится все более значимым активный обмен новыми производственными и информационными технологиями между их создателями и пользователями, между различными группами
потребителей и разработчиков (научно-исследовательскими центрами, предприятиями различных форм собственности, университетами).
Развитие мехатроники как междисциплинарной научно-технической области помимо очевидных технико-технологических сложностей ставит и целый
ряд новых организационно-экономических проблем. Современные предприятия, приступающие к разработке и выпуску мехатронных изделий, должны решить в этом плане следующие основные задачи:
структурную интеграцию подразделений механического, электронного
и информационного профилей (которые, как правило, функционировали автономно и разобщенно) в единые проектные и производственные коллективы;
6
подготовку «мехатронно-ориентированных» инженеров и менеджеров,
способных к системной интеграции и руководству работой узкопрофильных
специалистов различной квалификации;
интеграцию информационных технологий из различных научно-технических областей (механики, электроники, компьютерного управления) в единый инструментарий для компьютерной поддержки мехатронных задач;
стандартизацию и унификацию всех используемых элементов и процессов при проектировании и производстве мехатронных систем.
Решение перечисленных проблем зачастую требует преодоления сложившихся на предприятии традиций в управлении и амбиций менеджеров среднего
звена, привыкших решать только свои узкопрофильные задачи. Именно поэтому средние и малые предприятия, которые могут легко и гибко варьировать
свою структуру, оказываются более подготовленными к переходу к производству мехатронной продукции.
Приведенный анализ современных тенденций объективно и убедительно
свидетельствует о быстро возрастающем интересе к мехатронике и высокой активности специалистов в научно-исследовательской, образовательной и производственной сферах, что определяет перспективу развития мехатроники в
XXI веке как одного из ключевых направлений современной науки и техники.
1.2. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ МЕХАТРОНИКИ
Современный термин «Мехатроника» («Mechatronics»), согласно японским
источникам, был введен фирмой Yaskawa Electric в 1969 году и зарегистрирован как торговая марка в 1972 году. Это название получено комбинацией слов
«МЕХАника» и «элекТРОНИКА».
Начиная с 80-х годов прошлого века, термин «Мехатроника» все чаще применяется в мировой технической литературе как название целого класса машин
с компьютерным управлением движением.
Мехатроника находится только в стадии становления, поэтому на сегодняшний день ее определения и базовая терминология еще полностью не сформированы.
Общее определение мехатроники в широком понимании дано в 1995 году в
Государственном образовательном стандарте РФ специальности «Мехатроника»:
Мехатроника – это новая область науки и техники, посвященная созданию
и эксплуатации машин и систем с компьютерным управлением движением, которая базируется на знаниях в области механики, электроники и микропроцессорной техники, информатики и компьютерного управления движением машин
и агрегатов.
7
В данном определении особо подчеркнута триединая сущность мехатронных систем (МС), в основу построения которых заложена идея глубокой взаимосвязи механических, электронных и компьютерных элементов. Именно поэтому наиболее распространенным графическим символом мехатроники стали
три пересекающихся круга (рис. 1.1), помещенные во внешнюю оболочку
«Производство» - «Менеджмент» - «Требования рынка».
Рис. 1.1 Определение мехатронных систем
Таким образом, системная интеграция трех указанных видов элементов является необходимым условием построения мехатронной системы.
Известно несколько определений, опубликованных в периодических изданиях, трудах международных конференций и симпозиумов, где понятие о мехатронике конкретизируется и специализируется. На основе этих определений
предложена следующая формулировка предмета мехатроники:
Мехатроника изучает синергетическое объединение узлов точной механики с электронными, электротехническими и компьютерными компонентами с
целью проектирования и производства качественно новых модулей, систем,
машин и комплексов машин с интеллектуальным управлением их функциональными движениями.
Это определение можно прокомментировать следующим образом:
1. Мехатроника изучает новый методологический подход (в некоторых работах даже используются более укрупненные понятия – «философия», «парадигма») в построении машин с качественно новыми характеристиками.
Важно подчеркнуть, что этот подход является весьма универсальным и
может быть применен в машинах и системах различного назначения. Но при
этом следует отметить, что обеспечить высокое качество управления мехатронной системой можно только с учетом специфики конкретного управляемого
объекта. Поэтому учебные курсы по мехатронике целесообразно включать в
программы подготовки по специальностям, предметом которых являются конкретные классы производственных машин и процессов (например, «Автомати8
зация технологических процессов и производств», «Металлорежущие станки»,
«Машины для обработки металлов давлением», «Роботы и робототехнические
системы» и т. д.).
2. В определении подчеркивается синергетический характер интеграции
составляющих элементов в мехатронных объектах. Синергия – это совместное
действие, направленное на достижение общей цели. При этом составляющие
части не просто дополняют друг друга, но объединяются таким образом, что
образованная система обладает качественно новыми свойствами.
В мехатронике все энергетические и информационные потоки направлены
на достижение единой цели – реализации заданного управляемого движения. В
некоторых определениях вместо термина «синергетическое» используются понятия «органическое», «системное» соединение частей в мехатронную систему.
3. Интегрированные мехатронные элементы выбираются разработчиком
уже на стадии проектирования машины, а затем обеспечивается необходимая
инженерная и технологическая поддержка при производстве и эксплуатации
машины. В этом радикальное отличие мехатронных машин от традиционных,
когда зачастую пользователь был вынужден самостоятельно объединять в систему разнородные механические, электронные и информационноуправляющие устройства различных изготовителей. Именно поэтому многие
сложные комплексы (например, некоторые гибкие производственные системы в
отечественном машиностроении) показали на практике низкую надежность и
невысокую технико-экономическую эффективность.
4. Методологической основой разработки мехатронных систем служат методы параллельного проектирования. При традиционном проектировании машин с компьютерным управлением последовательно проводится разработка
механической, электронной, сенсорной и компьютерной частей системы, а затем выбор интерфейсных блоков. Парадигма параллельного проектирования
заключается в одновременном и взаимосвязанном синтезе всех компонентов
системы.
5. Базовыми объектами изучения мехатроники являются мехатронные модули, которые выполняют движения, как правило, по одной управляемой координате. Из таких модулей, как из функциональных кубиков, компонуются
сложные системы модульной архитектуры.
6. Мехатронные системы предназначены, как следует из определения, для
реализации заданного движения. Критерии качества выполнения движения мехатронными системами (МС) являются проблемно-ориентированными, т. е.
определяются постановкой конкретной прикладной задачи. Специфика задач
автоматизированного машиностроения состоит в реализации перемещения выходного звена – рабочего органа технологической машины (например, инструмента для механообработки). При этом необходимо координировать управление пространственным перемещением МС с управлением различными внешни9
ми процессами. Таким образом, в мехатронике рассматривают многосвязные
системы. Многосвязность системы означает, что движение каждого звена влияет на движение остальных звеньев. Указанное взаимовлияние происходит через
механическое устройство как общую нагрузку, через общий источник энергии,
а также вследствие естественных и искусственных динамических связей между
каналами управления в блоке приводов. Следовательно, необходимо формировать управление движением мехатронной системы (особенно на высоких скоростях, где влияние динамических факторов существенно) с учетом перекрестных связей. Примерами таких процессов могут служить регулирование силового взаимодействия рабочего органа с объектом работ при механообработке,
контроль и диагностика текущего состояния критических элементов МС (инструмента, силового преобразователя), управление дополнительными технологическими воздействиями (тепловыми, электрическими, электрохимическими)
на объект работ при комбинированных методах обработки, управление вспомогательным оборудованием комплекса (конвейерами, загрузочными устройствами и т. п.), выдача и прием сигналов от устройств электроавтоматики (клапанов, реле, переключателей). Такие сложные координированные движения мехатронных систем будем в дальнейшем называть функциональными движениями.
7. В современных МС для обеспечения высокого качества реализации
сложных и точных движений применяются методы интеллектуального управления. Данная группа методов опирается на новые идеи в теории управления,
современные аппаратные и программные средства вычислительной техники,
перспективные подходы к синтезу управляемых движений мехатронными системами.
1.3. ПРИНЦИПЫ ПОСТРОЕНИЯ, ПРИЗНАКИ
И СОСТАВ МЕХАТРОННЫХ СИСТЕМ
Мехатронные устройства – это выделившийся в последние десятилетия
класс машин, или узлов этих машин, базирующийся на использовании в них
точной механики, электропривода, электроники, компьютерного управления.
Мехатронное устройство обладает следующими характерными признаками:
1. Наличие: выходного механического звена (ВМЗ), выполняющего внешние функции мехатронного устройства; силового электромеханического привода выходного звена; устройства программного управления приводом; информационной системы, контролирующей состояние окружающей среды и состояние
самого мехатронного устройства.
2. Минимум преобразований информации и энергии (например, использование высокомоментных или линейных двигателей без редукторов) – принцип
минимума преобразований.
10
3. Использование одного и того же элемента мехатронного устройства для
реализации нескольких функций – принцип совмещения функций.
4. Объединение корпусов мехатронного устройства – принцип совмещения корпусов.
5. Применение сверхплотного монтажа элементов.
Примерами современных мехатронных устройств являются модули станков и промышленных роботов, устройства внешней памяти компьютеров,
принтеры, бытовая техника и т. п. Мехатронное устройство может быть либо
машиной, либо узлом (функциональный элемент, модуль) машины.
Мехатронный узел включает в себя:
– механизм, состоящий из корпуса, привода и выходного механического
звена. Последнее может включать силовой элемент, механическую передачу
движения, рабочий орган или другой оконечный элемент ВМЗ;
– усилитель мощности силового элемента;
– устройство управления усилителем мощности;
– внутреннюю информационную систему (датчики состояния самого мехатронного узла, средства обработки информации с датчиков);
– внешнюю информационную систему (сенсоры информации о внешней
среде мехатронного узла, средства обработки этой информации);
– устройство управления мехатронным узлом.
Глава 2. ПРИМЕНЕНИЕ МЕХАТРОННЫХ МАШИН
2.1. МОБИЛЬНЫЕ МЕХАТРОННЫЕ РОБОТЫ ДЛЯ ИНСПЕКЦИИ
И РЕМОНТА ПОДЗЕМНЫХ ТРУБОПРОВОДОВ
Проблема эксплуатации и ремонта трубопроводов актуальна для нефтяных
и газопроводов, для водопроводных и канализационных сетей (особенно для
крупных городов и мегаполисов), для каналов водосброса и водозабора из рек.
Применение мобильных роботов для телеинспекции и обслуживания магистралей позволяет предупреждать техногенные и экологические аварии и катастрофы и внедрить бестраншейные методы ремонта. Роботизация позволяет также
осуществлять реновацию и санацию ветхих магистралей, проводить приемку
новых и контроль за состоянием действующих трубопроводов, проводить экологический мониторинг сетей, составлять карты подземных коммуникаций.
В качестве примера решения этой технической проблемы рассмотрим робот Р-200, предназначенный для телеинспекции трубопроводов диаметром от
150 до 1200 мм. Этот мобильный робот имеет набор сменных колес и цветную
поворотную телекамеру. Управляется робот дистанционно оператором с поста
управления, размещенного в автомобиле (длина кабеля до 200 м). Пост управ11
ления имеет цветной монитор и цифровую систему документирования на базе
компьютера в промышленном исполнении. Телекамера оснащена устройством
наведения (механизмы качания, ротации и подъема) для осмотра стенок трубы,
блоками основного и дополнительного освещения, электромеханический стеклоочиститель, а также имеет дистанционный привод фокусировки. Робот имеет
герметичное исполнение, способен работать с погружением в воду, корпус
накачивается азотом для предотвращения конденсации влаги внутри него и запотевания стекол телекамеры. Приводы перемещения представляют собой мехатронные модули типа «мотор-колесо» на базе двигателей постоянного тока.
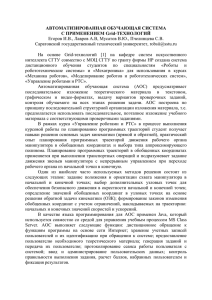
Схема телеинспекции показана на рисунке 2.1а. Помимо системы технического
зрения робот оснащен датчиком пути, датчиком углов крена и дифферента корпуса, датчиками углов ориентации телекамеры. Эти сенсоры необходимы не
только для управления движением робота, но и для трассировки залегания трубопровода, дают информацию о профиле трубы и координатах дефекта (свища,
трещины) или обнаруженного постороннего предмета.
Рис. 2.1 Схемы роботизированных операций:
а) телеинспекция трубопровода; б) подрезка выступающих элементов;
в) локальная заделка дефекта; г) дефект в трубопроводе;
д) зачистка с помощью фрезерной головки;
е) установка внутреннего бандажа; ж) трубопровод после ремонта
Телероботы позволяют не только обнаружить, но и устранить целый ряд
дефектов. Робот РОКОТ-1М комплектуется сменными рабочими органами –
фрезерными и бандажными головками для выполнения ремонтных операций
внутри трубы. Фрезерная головка предназначена для локальной зачистки поверхностей, сверления, подрезки выступающих элементов (наплывы, грат на
сварных швах, штыри), прорезки боковых отводов после санации трубы пла12
стиком. Заделка дефектов выполняется с помощью бандажной головки, которая
накладывает кольцевой бандаж шириной 100 мм из ткани со специальной пропиткой. Схемы ремонта дефекта в трубопроводе для ликвидации утечек без
раскопки показаны на рисунке 2.1б-ж.
Мобильный робот является характерной мехатронной системой, когда
проектно-конструкторские решения по разработке электромеханической, сенсорной и электрической частей принимались только во взаимосвязи, учитывая
уже с начальных этапов главный лимитирующий фактор – диаметр трубопровода.
Перспективы развития мобильной робототехники связаны с интеллектуализацией устройств управления и сенсоров, которая, в частности, заключается в
автоматическом принятии решений о поведении роботов, это позволит повысить качество проводимых операций и автономность их выполнения.
Автоматическое принятие решений рассматриваемым роботом, без непосредственного участия человека-оператора, целесообразно на следующих операциях:
обнаружение и распознавание постороннего объекта в трубопроводе с
использованием информации системы технического зрения и локационных датчиков;
планирование траектории и скорости движения при прохождении поворотов на базе сенсорных сигналов от двухкомпонентного датчика кренадифферента и датчиков приводных модулей «мотор-колесо»;
управление режимами работы фрезерной головки на основании
информации о действующих силах и моментах;
диагностика и измерение толщины стенки трубы.
2.2. ЛАЗЕРНЫЙ РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС
Робототехнический комплекс предназначен для лазерной резки сложных
контуров на горизонтальной плоскости. В состав комплекса входят: манипулятор с кинематической схемой SCARA, твердотельный лазер как рабочий орган,
компьютер типа IBM со встроенным контроллером движения и системой графического программирования в среде Lab View.
Робот используется для контурного перемещения резака в рабочей зоне.
Выбранная кинематическая схема обеспечивает высокую точность движения
манипулятора (отклонение от программной траектории не более 0,05 мм при
максимальной скорости 0,7 м/с), привод – электрический.
13
Компактный лазер типа АИГ-Nd изготовлен на основе алюмоиттриевого
граната и обладает следующими основными характеристиками: длина волны
1,06 мкм, мощность излучения 150 Вт, фокусное расстояние 50 мм, потребление воды 5 л/мин, потребление электроэнергии 25 кВт/час.
Управление функциональными движениями мехатронной системы (т. е.
совместно исполнительными электроприводами многостепенного манипулятора и режимами работы лазера) осуществляется устройством управления, которое включает:
– компьютер типа IBМ PC промышленного исполнения;
– контроллер движения типа Tech 80 серии 5650 на базе цифрового
сигнального процессора (время квантования 100 мкс, 8 каналов ввода/вывода,
управление приводом через 16-битный ЦАП или ШИМ);
– силовые преобразователи типа CPCR-MR05.
Программное обеспечение системы управления разработано в среде графического программирования LabView, которая представляет собой мощное
инструментальное средство для организации интерфейса пользователя, разработки алгоритмов для контроллера движения, автоматической генерации
управляющих программ для робота и вспомогательного технологического оборудования.
Создана специальная библиотека управления сложным движением, которая имеет более 150 команд для следующих основных функций:
– начальной инициализации системы;
– планирования траектории движения лазера по компьютерному чертежу
заготовки (подготовленному, например, в среде AutoCAD);
– расчета оптимальных законов движения приводов во времени;
– управления контурным движением манипулятора в реальном времени;
– математических функций;
– калибровки механической части системы;
– конфигурации блоков управления, инкодеров, ограничителей;
– связи устройства управления с внешним оборудованием.
Разработанная система управления имеет открытую архитектуру, что позволяет варьировать набор используемых датчиков информации, изменять параметры регуляторов в процессе движения, интегрировать комплекс в сложные
производственные комплексы через локальные сети.
2.3. РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС МЕХАНООБРАБОТКИ
Робототехнический комплекс (РТК) предназначен для выполнения операций механообработки деталей из пластмасс и легких сплавов. К числу типичных операций относятся зачистка заусенцев, снятие облоя, шлифование контуров и поверхностей, сверление отверстий, снятие фасок.
14
В состав РТК входят: промышленный робот РМ-01, включающий манипулятор PUMA-560 и устройство управления «Сфера-36», компьютер верхнего
уровня типа IBM PC, блок пневмоэлектроаппаратуры, сменные рабочие органы
(схваты, инструментальные пневмоголовки), комплект режущего инструмента
(фрезы, напильники, металлические щетки), устройство силомоментного очувствления с блоком ввода аналоговых сигналов в устройство управления и многофункциональный адаптер ввода-вывода сигналов в компьютер.
Для выполнения на РТК технологических производственных процессов
возможно включение в его состав роликового транспортера и механизма подачи палет с заготовками, а также поворотного стола с фиксаторами. Технологическое
оборудование РТК обеспечивается пневмопитанием под давлением 0,5 МПа. В частности, при механической обработке используется в качестве рабочего органа специальная пневмоголовка производства фирмы
NOKIA (Финляндия), которая крепится к
наружному фланцу силомоментного датчика (рис. 2.2). Основные технические характеристики
пневмоголовки:
мощность
Рис. 2.2. Рабочий орган
технологического робота
160 Вт, частота вращения выходного вала
28000 об/мин, масса 1,5 кг.
Электромеханический манипулятор PUMA-560 антропоморфного типа
имеет 6 вращательных степеней подвижности. Приводы степеней подвижности
созданы на базе двигателей постоянного тока с защитными тормозами и инкрементальными инкодерами в качестве датчиков обратной связи. Грузоподъемность робота 2,5 кг, точность позиционирования 0,1 мм. Устройство управления «Сфера-36» предназначено для позиционно-контурного управления функциональными движениями манипулятора и имеет архитектуру типа «компьютер – внешний контроллер» для управления исполнительными приводами. Система является многопроцессорной и двухуровневой: она содержит центральный процессор и шесть процессоров приводов. Модули устройства имеют унифицированные шины внутренней связи (типа Q-BUS) и стандартный интерфейс
связи с технологическим оборудованием.
Устройство силомоментного очувствления состоит из двух функциональных модулей: датчика силы и блока обработки силомоментной информации.
Датчик силы конструктивно выполнен в виде плоских крестообразных пластин,
на грани которых наклеены тензорезисторы. Конструкция датчика предусматривает измерение трех компонент вектора силы, действующей на рабочий орган робота: силы, перпендикулярной фланцу датчика силы (Fz), и двух моментов в плоскости фланца (Mx и My). В качестве чувствительных элементов вы15
браны фольговые тензорезисторы типа КФ 5П1-3200-А12. Датчик изготовлен
из алюминиевого сплава Д16-Т, обладающего высоким значением модуля Юнга
и малой удельной массой. Блок обработки силомоментной информации предназначен для преобразования сигналов с тензоусилителя в три информационных
сигнала о векторе сил, действующем на рабочий орган. Блок выполнен в виде
отдельной платы и установлен в корпус тензоусилителя. Технические характеристики устройства силомоментного очувствления в целом таковы:
– количество измеряемых компонент вектора сил – 3 (осевая нагрузка до
50 Н; поперечные силы по осям X и Y до 25 Н на плече 0,12 м);
– диапазон выходных сигналов для ввода в компьютер от -5 В до + 5 В,
для ввода в «СФЕРУ-36» 0–5 В;
– погрешность выходного сигнала не более 2 % от номинала.
При управлении роботом на операциях механообработки основная функция компьютера состоит в обработке сигналов от датчика силомоментного очувствления и выработке сигналов коррекции движения.
Если датчик сил и моментов содержит встроенный микропроцессор, то организация обмена информацией с компьютером не представляет труда. В противном случае необходимо использовать многофункциональный адаптер (МА),
который осуществляет согласование аналоговых и цифровых сигналов с системной шиной компьютера. МА представляет собой электронный модуль
(плату), вставляемый в слот IBM PC. Адаптер содержит следующие функциональные узлы: аналого-цифровой преобразователь с коммутатором на входе,
цифро-аналоговый преобразователь, устройство параллельного ввода-вывода и
таймер. Серийный комплект устройства управления «Сфера-36» не имеет возможности ввода и обработки аналоговой информации. Поэтому на базе стандартного модуля аналогового ввода (МАВ) этой стойки управления был реализован контроллер ввода аналоговых сигналов с силомоментного датчика. Шесть
каналов модуля МАВ служат для ввода сигналов с потенциометрических датчиков, расположенных в степенях подвижности манипулятора. Оставшиеся два
канала АЦП, которые в штатном режиме используются для тестирования системы, переведены в режим связи с внешними задатчиками сигналов. Связь
между устройством управления «СФЕРА» и компьютером обеспечивается специальными драйверами.
Программирование движений технологического робота проводится автоматизированно с помощью специально разработанного комплекса подготовки
управляющих программ, блок-схема которого представлена на рисунке 2.3.
Таким образом, данный робототехнический комплекс механообработки
реализует современную концепцию построения производственных систем типа
CAD/CAM, когда автоматизированное проектирование изделия и его автоматическое изготовление интегрированы в единую систему и задача пользователя
состоит только в подготовке исходной компьютерной модели детали. Можно
16
провести аналогию между мехатронным принципом объединения элементов и
концепцией CAD/CAM, где методология интеграции воплощена на высоком
системном уровне.
Рис. 2.3. Блок-схема комплекса программирования движений
Задача программирования движения манипулятора решается в четыре основных этапа, при этом первые два выполняются на ЭВМ верхнего уровня, что
позволяет не выключать РТК из производственного процесса.
Этап 1. Разработка компьютерной модели детали в среде Auto CAD. С помощью САПР конструктора выполняется чертеж обрабатываемой детали, либо
выбирается стандартная графическая модель из библиотеки. Компьютерная модель записывается в соответствующем формате.
Этап 2. Планирование движений робототехнической системы. В качестве
базового программного обеспечения использован интерактивный пакет
MASTERCAM, позволяющий в режиме диалога задавать траекторию движения
и желаемую ориентацию рабочего органа в декартовой системе координат, закон движения во времени, команды на вспомогательное технологическое оборудование. При этом могут применяться проверочные и оптимизационные процедуры, которые учитывают кинематические, динамические, энергетические и
другие особенности конкретного манипулятора. Полученный файл во внутреннем формате поступает для обработки на постпроцессор. Постпроцессор - это
специальная программа, которая автоматически генерирует управляющую программу, готовую для загрузки и исполнения устройством управления робота.
Этап 3. Автоматическая загрузка управляющей программы. На этом этапе
осуществляется пооператорная загрузка программы в устройство управления
«Сфера-36». При этом стойка управления и компьютер соединены через последовательный порт по протоколу RS-232.
Этап 4. Исполнение программы. Для начала выполнения программы
необходимо выполнить привязку системы координат, задав в режиме дистан17
ционного обучения исходную точку в рабочей зоне робота. Затем происходит
автоматическое выполнение функционального движения, при этом сила резания поддерживается на заданном уровне за счет регулирования контурной скорости рабочего органа.
2.4. ТЕХНОЛОГИЧЕСКИЕ МАШИНЫ – ГЕКСАПОДЫ
Мехатронный подход положен в основу машин с концептуально новым
принципом построения – так называемых гексаподов. Эти технологические
машины (станки, координатно-измерительные машины, роботы) имеют стержневую конструкцию и построены на мехатронных модулях линейного движения, в основе их конструктивной схемы лежит платформа Стюарта.
Станок-гексапод (рис. 2.4а) выполнен на базе линейных мехатронных модулей 2, которые осуществляют осевое перемещение винтов через шариковинтовые передачи (ШВП). Один конец ШВП соединен безлюфтовым шарниром с нижней платформой 1, а другой – с подвижной верхней платформой 4, на
которой расположен рабочий орган – инструментальная головка 3. Управляя
положением винтов (рис. 2.4б), можно обеспечить пространственное перемещение рабочего органа по шести степеням свободы (отсюда и название станка:
«гекса» – означает «шесть» по-гречески). Основными преимуществами гексаподных машин являются:
– сокращение времени подготовки производства и повышение его рентабельности за счет объединения обрабатывающих, разметочных и измерительных функций в единой мехатронной системе;
– высокая точность измерений и обработки, которая обеспечивается повышенной жесткостью стержневых механизмов (до 5 раз), применением прецизионных датчиков обратной связи и лазерных измерительных систем, использованием компьютерных методов коррекции (например, тепловых воздействий);
– повышенная скорость движений (скорость быстрых перемещений достигает 10 м/с, рабочих движений – до 2,5 м/с);
– отсутствие направляющих (в качестве несущих элементов конструкции
используются приводные механизмы), отсюда улучшенные массогабаритные
характеристики и материалоемкость;
– высокая степень унификации мехатронных узлов, обеспечивающая технологичность изготовления и сборки машины и конструктивную гибкость;
– высокое качество управления движением благодаря малой инерционности механизмов, применению линейных мехатронных модулей движения как
объектов управления, использованию методов автоматизированной подготовки
и исполнения в реальном времени управляющих программ, наличию дружелюбного интерфейса «человек-машина».
18
б)
а)
Рис. 2.4. Общий вид станка-гексапода (а) и его конфигурации (б)
Примером отечественной технологической машины-гексапода является
прецизионное оборудование, предлагаемое АО «ЛАПИК» (г. Саратов). Фирма
выпускает на единой конструктивной базе гексаподы двух типов: координатноизмерительные машины (КИМ) и технологические модули (ТМ) для механообработки (рис. 2.5).
Рис. 2.5. Общий вид технологической машины-гексапода
Технологические модули предназначены для фасонной обработки с высокой точностью изделий методами фрезерования, шлифования, сверления, полирования, а также для выполнения операций гравировки, растачивания, разметки. Рабочая зона гексаподов-ТМ варьируется у различных моделей в диапазонах: по оси X – от 500 мм до 3000 мм, по оси Y – от 400 мм до 1400 мм, по оси
Z – от 350 мм до 750 мм. Максимальный угол поворота подвижной платформы
19
относительно каждой из осей составляет в серийных моделях 30 град, скорость
ее движения управляется программно в интервале 0,01–120 мм/с.
Гексаподы имеют весьма эффективные массогабаритные показатели по
сравнению со станками традиционной компоновки. Так, ТМ-500 при габаритах
1800x1550x2300 мм имеет массу 2800 кг, а наиболее мощный ТМ-3000 имеет
габариты 5000x3500x3800 мм при массе 6500 кг. На ТМ устанавливаются мехатронные модули типа «мотор-шпиндель» мощностью от 1,5 кВт до 5 кВт с
регулируемой частотой вращения в диапазонах 200–12000 об/мин, либо 600–
24000 об/мин.
Контрольно-измерительные машины выполняют автоматические измерения и контроль размеров деталей (в том числе легкодеформируемых изделий)
от конструкторских или технологических баз. Погрешности измерений для
КИМ-500 (машина базового исполнения) не превышают 0,8 мм (линейные измерения, размер L = 300 мм) и 1,5 мм для пространственных измерений
(L = 250 мм). В машинах специального прецизионного исполнения эти показатели достигают соответственно 0,3 мм и 0,5 мм (при размерах L = 500 мм). Измерения выполняются с помощью специальной головки-щупа, оснащенной
датчиками механического или токового касания. Контактное усилие при токовом касании не превышает 0,0003 Н, что позволяет измерять податливые и мелкоструктурные детали.
Дальнейшее развитие технологических машин-гексаподов связано с применением интеллектуальных линейных мехатронных модулей, а также с созданием эффективного математического и программного обеспечения для решения
задач планирования и управления их движением в реальном времени.
2.5. ТРАНСПОРТНЫЕ МЕХАТРОННЫЕ СРЕДСТВА
Мехатронные модули находят все более широкое применение в различных
транспортных системах. Ограничимся кратким анализом только легких транспортных средств (ЛТС) с электроприводом. К этой новой для отечественной
промышленности группе транспортных средств относятся электровелосипеды,
роллеры, инвалидные коляски, электромобили с автономными источниками питания.
ЛТС являются альтернативой транспорту с двигателями внутреннего сгорания и используются в настоящее время в экологически чистых зонах (лечебно-оздоровительных, туристических, выставочных, парковых комплексах), а
также в торговых и складских помещениях. Приведем технические характеристики опытного образца электровелосипеда:
– максимальная скорость – 20 км/час;
– номинальная мощность привода – 160 Вт;
– номинальная частота вращения – 160 об/мин;
20
– максимальный крутящий момент – 18 Нм;
– масса двигателя – 4,7 кг;
– аккумуляторная батарея – 36 В, 6 А∙ч;
– максимальная нагрузка – 120 кг;
– движение в автономном режиме – 20 км.
Основой для создания ЛТС являются мехатронные модули типа «моторколесо» на базе, как правило, высокомоментных электродвигателей.
Глава 3. СТРУКТУРА И ПРИНЦИПЫ ИНТЕГРАЦИИ
МЕХАТРОННЫХ СИСТЕМ
Внешней средой для машин рассматриваемого класса является технологическая среда, которая содержит различное основное и вспомогательное оборудование, технологическую оснастку и объекты работ. При выполнении мехатронной системой заданного функционального движения объекты работ оказывают возмущающие воздействия на рабочий орган. Примерами таких воздействий могут служить силы резания для операций механообработки, контактные
силы и моменты сил при сборке, сила реакции струи жидкости при операции
гидравлической резки.
Внешние среды укрупненно можно разделить на два основных класса: детерминированные и недетерминированные. К детерминированным относятся
среды, для которых параметры возмущающих воздействий и характеристики
объектов работ могут быть заранее определены с необходимой для проектирования МС степенью адекватности. Некоторые среды являются недетерминированными по своей природе (например, экстремальные среды: подводные, подземные и т. п.). Характеристики технологических сред, как правило, могут быть
определены с помощью аналитико-экспериментальных исследований и методов
компьютерного моделирования. Например, для оценки сил резания при механообработке проводят серии экспериментов на специальных исследовательских
установках, параметры вибрационных воздействий измеряют на вибростендах с
последующим формированием математических и компьютерных моделей возмущающих воздействий на основе экспериментальных данных.
Однако для организации и проведения подобных исследований зачастую
требуются слишком сложные и дорогостоящие аппаратура и измерительные
технологии. Так, для предварительной оценки силовых воздействий на рабочий
орган при операции роботизированного удаления облоя с литых изделий необходимо измерять фактические форму и размеры каждой заготовки. В таких
случаях целесообразно применять методы адаптивного управления, которые
позволяют автоматически корректировать закон движения МС непосредственно в ходе выполнения операции.
21
В состав традиционной машины входят следующие основные компоненты:
– механическое устройство, конечным звеном которого является рабочий
орган;
– блок приводов, включающий силовые преобразователи и исполнительные двигатели;
– устройство компьютерного управления, верхним уровнем для которого
является человек-оператор, либо другая ЭВМ, входящая в компьютерную сеть;
– сенсоры, предназначенные для передачи в устройство управления
информации о фактическом состоянии блоков машины и движении МС.
Таким образом, наличие трех обязательных частей – механической (точнее
электромеханической), электронной и компьютерной, связанных энергетическими и информационными потоками, является первичным признаком, отличающим мехатронные системы.
Электромеханическая часть включает механические звенья и передачи, рабочий орган, электродвигатели, сенсоры и дополнительные электротехнические
элементы (например, тормоза, муфты). Механическое устройство предназначено для преобразования движений звеньев в требуемое движение рабочего органа.
Электронная часть состоит из микроэлектронных устройств, силовых преобразователей и электроники измерительных цепей. Сенсоры предназначены
для сбора данных о фактическом состоянии внешней среды и объектов работ,
механического устройства и блока приводов с последующей первичной обработкой и передачей этой информации в устройство компьютерного управления
(УКУ). В состав УКУ мехатронной системы обычно входят компьютер верхнего уровня и контроллеры управления движением.
Устройство компьютерного управления выполняет следующие основные
функции.
I. Управление процессом механического движения мехатронного модуля
или многомерной системы в реальном времени с обработкой сенсорной информации.
ΙΙ. Организация управления функциональными движениями МС, которая
предполагает координацию управления механическим движением МС и сопутствующими внешними процессами. Как правило, для реализации функции
управления внешними процессами используются дискретные входы/выходы
устройства.
ΙΙΙ. Взаимодействие с человеком-оператором через человеко-машинный
интерфейс в режимах программирования и непосредственно в процессе движения МС.
IV. Организация обмена данными с периферийными устройствами, сенсорами и другими устройствами системы.
22
Задачей мехатронной системы является преобразование информации о цели управления, поступающей с верхнего уровня, в целенаправленное функциональное движение системы с управлением на основе принципа обратной связи.
Блок-схема, иллюстрирующая ход энергетических и информационных потоков
в МС, приведена на рисунке 3.1.
Характерно, что электрическая энергия используется в современных системах как промежуточная энергетическая форма. Таким образом, для физической реализации мехатронной системы теоретически необходимы четыре основных функциональных блока: последовательно соединенные информационно-электрический и электромеханический энергетические преобразователи в
прямой цепи и электро-информационный и механико-информационный преобразователи в цепи обратной связи.
Понятно, что если работа силовой части машины с энергетической точки
зрения основана на гидравлических, пневматических или комбинированных
(например, электрогидравлических) процессах, то, необходимы соответствующие преобразователи и датчики в цепи обратной связи.
Возмущающее
воздействие
Электрические
сигналы
Цель
Информационнодвижения электрический ФП
Электромеханический ФП
Механическое
движение
Электроинформационный
ФП
Механикоинформационный
ФП
Рис. 3.1. Информационные и энергетические потоки в мехатронной системе
(ФП – функциональный преобразователь
– энергетические потоки
– информационные потоки)
Проанализируем физический характер преобразований и структуру традиционной машины с компьютерным управлением (рис. 3.2).
23
Цель
движения
И1
Устройство
компьютерного Команды
управления
управления
И2
Управляющие
сигналы
Блок Управляющие
приводов
усилия
И3
Механическое
устройство с
рабочим
органом
Внешняя
среда и
объекты
работ
И4
И5
Сенсоры
И6
И7
Рис. 3.2. Блок-схема традиционной машины с компьютерным управлением
(И1 – И7: интерфейсные блоки)
Устройство компьютерного управления на основании входной информации, поступающей с верхнего уровня управления и по цепям обратной связи от
сенсоров, выдает во времени на исполнительные приводы управляющие электрические сигналы. В силовых преобразователях происходит усиление по мощности данных сигналов, их модуляция (наиболее широко применяются широтно-импульсные модуляторы). Затем исполнительные приводы прикладывают
соответствующие усилия (силы и моменты сил) к звеньям механического
устройства, что в результате вызывает целенаправленное движение конечного
звена машины – ее рабочего органа.
Для сопряжения элементов в систему традиционно вводят специальные
интерфейсные устройства, которые на рисунке 3.2 обозначены И1-И7.
Рассмотрим примеры межблоковых интерфейсов, которые наиболее часто
встречаются в машинах с компьютерным управлением (станках с ЧПУ, промышленных роботах и т. п.), широко применяемых в автоматизированном машиностроении.
Интерфейс И1 представляет собой комплекс сетевых аппаратнопрограммных средств для сопряжения устройства компьютерного управления с
компьютерной сетью, либо это интерфейс человек – машина, если цель управления мехатронной системе задается непосредственно человеком-оператором.
Современные человеко-машинные интерфейсы выполняются в виде пультов и
рукояток дистанционного управления (например, для программирования промышленных роботов методом обучения), периферийных устройств компьютеров (клавиатура, монитор, джойстик), устройств отображения информации в
системах виртуальной реальности (перчатки, шлемы со встроенными окулярами и др.).
24
Интерфейс И2 обычно состоит из цифро-аналогового преобразователя и
усилительно-преобразующего устройства и служит для формирования управляющих электрических напряжений для исполнительных приводов.
Интерфейс И4 на входе устройства компьютерного управления в случае
применения в МС сенсоров с аналоговым выходным сигналом строится на основе аналого-цифровых преобразователей.
Интерфейс ИЗ представляет собой, как правило, механические передачи,
связывающие исполнительные двигатели со звеньями механического устройства. Конструктивно такие трансмиссии обычно включают редукторы, муфты,
гибкие связи, тормоза и т. п.
Интерфейсы сенсоров И5, И6 и И7 в зависимости от физического характера входных переменных состояния системы можно разделить на электрические
и механические. К механическим относятся присоединительные устройства для
датчиков обратной связи приводов (фотоимпульсных, кодовых, тахогенераторов, потенциометров, резольверов), силомоментных и тактильных датчиков, а
также других средств очувствления и информации о движении двигателей, звеньев механического устройства и внешних объектов. Преобразование и передача сигналов о переменных состояния системы, которые имеют электрическую
природу (например, напряжения и токи в силовых преобразователях) осуществляется электрическими интерфейсами. В их состав помимо усилительнопреобразующих плат входят также соединительные кабели и коммутационная
аппаратура.
Важно отметить, что связь всех элементов с устройством компьютерного
управления предусматривает не только аппаратное сопряжение, но также и соответствующее программное обеспечение (операционную систему и драйверы)
для организации обмена данными в режиме реального времени.
Принципиальное различие мехатронного и традиционного подходов к проектированию и изготовлению модулей и машин с компьютерным управлением
состоит в концепции технической реализации функциональных преобразователей. При традиционном проектировании интерфейсы представляют собой отдельные самостоятельные устройства и узлы. Обычно это сепаратные блоки,
которые выпускаются специализированными фирмами, но зачастую отдельные
элементы приходится изготавливать самим пользователям, особенно при сопряжении специализированных и нестандартных блоков МС. Производственная практика показала, что для монтажа и запуска сложных комплексов
(например, гибких производственных систем) предприятия, которые, как правило, не имеют своих высококвалифицированных специалистов по системной
интеграции, вынуждены обращаться к инжиниринговым фирмам, тем самым
увеличивая свои затраты.
Сравнивая блок-схемы, представленные на рисунке 3.1 и 3.2, можно прийти к выводу о том, что количество преобразующих (в том числе интерфейсных)
25
блоков в традиционной структуре машины с компьютерным управлением избыточно по отношению к минимально необходимому числу информационноэнергетических функциональных преобразований. Наличие избыточных блоков
приводит к снижению надежности и точности мехатронной системы, ухудшению ее массогабаритных и стоимостных показателей.
Идея минимизации промежуточных преобразований широко используется
в инженерной практике при проектировании устройств и систем самого различного назначения. Характерным примером реализации этой инженерной
идеи в бытовой технике является так называемая «видеодвойка» – моноблок, в
состав которого входят телевизор и видеомагнитофон. Чем же руководствуются
покупатели, отдавая в магазине предпочтение видеодвойке по сравнению с покупкой раздельно ТВ и видеомагнитофона? Во-первых, безусловно, ощутимый
выигрыш в стоимости. Во-вторых, не надо разбираться с подключением кабелей и разъемов, а затем регулярно следить за надежностью этих соединений.
В-третьих, имеют значение преимущество в габаритах, общий корпус, удобство
установки. Но при этом покупатель должен четко отдавать себе отчет в том, что
видеодвойка – система негибкая, оба устройства могут эксплуатироваться и при
необходимости ремонтироваться только совместно.
Суть мехатронного подхода к проектированию состоит в интеграции в
единый функциональный модуль двух или более элементов различной физической природы. Другими словами, на стадии проектирования из традиционной
структуры машины исключается как сепаратное устройство, по крайней мере,
один интерфейс при сохранении физической сущности преобразования, выполняемого данным модулем. В идеальном для пользователя варианте мехатронный модуль, получив на вход информацию о цели управления, должен исполнить с заданными показателями качества программное функциональное движение.
Сущность мехатронного подхода состоит в том, что он направлен на интеграцию конкретного класса элементов (механических, электронных, компьютерных, электротехнических, интерфейсных и др.), которые имеют принципиально различную физическую природу и предназначены для реализации сложного функционального движения. Аппаратное объединение элементов в единые
конструктивные модули должно обязательно сопровождаться разработкой интегрированного программного обеспечения. Программные средства МС должны обеспечивать непосредственный переход от замысла системы через ее математическое моделирование к управлению функциональным движением в реальном времени. Таким образом, проектирование МС предполагает разработку
комплекса аппаратно-программных средств, ориентированных на конкретные
прикладные задачи.
26
Для реализации сформулированного мехатронного подхода следует определить локальные точки интеграции элементов в единый функциональный модуль. Для этого вернемся к рассмотрению блок-схемы на рисунке 3.1. Потенциально возможные точки аппаратной интеграции и структуры соответствующих
мехатронных модулей представлены в таблице 3.1.
Таблица 3.1
Мехатронный
модуль
Исходные элементы
Базовый элемент
Дополняющий
элемент
Исключаемый
интерфейс
Интеллектуальный
силовой
преобразователь
Силовой
преобразователь
Микропроцессор
И2
Приводной
модуль
Исполнительный
двигатель
Механическое
устройство
И3
Интеллектуальный
модуль
Сенсор
Микропроцессор
И4
Мехатронный
модуль движения
Приводной модуль
Сенсор
И3, И5
Очувствленный
рабочий орган
Рабочий орган
Сенсор
И6
В таблице 3.1 мехатронные модули классифицированы по набору вошедших в их состав базового и дополняющих элементов (столбцы 1 и 2). В третьем
столбце указаны интерфейсы, которые при проектировании исключаются как
сепаратные блоки из традиционной структуры (рис. 3.2). В таблице не рассматриваются интерфейсы И1 и И7, которые являются по сути входными для мехатронного модуля, так как связывают его с источниками внешних сигналов и
воздействий. Особенности построения интерфейсов И1, И2, И4 для устройства
компьютерного управления подробно рассмотрены в следующей главе.
На практике целесообразно строить мехатронный модуль, опираясь сразу
на несколько точек интеграции, и создание именно таких модулей представляет
наибольший интерес с теоретической и прикладной точек зрения для мехатроники как новой области науки и техники. Таблица не исчерпывает всех возможных способов объединения элементов в МС и оставляет большое поле для
научного поиска и инженерного творчества.
27
Глава 4. ПРОБЛЕМЫ И СОВРЕМЕННЫЕ МЕТОДЫ УПРАВЛЕНИЯ
МЕХАТРОННЫМИ МОДУЛЯМИ И СИСТЕМАМИ
Постановку проблемы будем рассматривать применительно к мехатронным системам, которые используются в производственных машинах и комплексах автоматизированного машиностроения как основное технологическое
оборудование. К таким системам управления предъявляются, как правило,
весьма жесткие требования, так как режимы управления определяют ход технологического процесса и, следовательно, качество получаемого изделия. Именно
задачи компьютерного управления технологическими машинами, которые не
могли быть решены на базе традиционных подходов, стимулировали разработку и внедрение в практику принципиально новых методов управления.
В общем случае в мехатронике ставится задача управления координированными функциональными движениями машин. Однако в данном пособии
ограничимся рассмотрением вопросов управления только механическими движениями мехатронных систем. Задача управления машиной состоит в исполнении желаемого движения рабочего органа, который целенаправленно действует
на объект работ, испытывая при этом со стороны внешней среды возмущающее
воздействие. Следовательно, в общем случае объектом управления в мехатронике является сложная многосвязная система, в состав которой входят:
– комплекс исполнительных приводов;
– механическое устройство с рабочим органом;
– блок сенсоров;
– объект работ, с которым взаимодействует рабочий орган.
При этом отдельные блоки и устройства могут быть интегрированы в мехатронные модули. Включение в рассмотрение процесса взаимодействия рабочего органа и внешних объектов (например, для операций сборки, механообработки, водоструйной резки) позволяет организовать технологически ориентированный процесс управления, учитывающий характер и специфику данного
взаимодействия в конкретно поставленной задаче. Указанная структура объекта
управления определяет требования и постановку задачи управления мехатронными системами рассматриваемого класса. Очевидно, что воспроизведение заданных движений мехатронными модулями основывается на выполнении классических требований теории управления: устойчивости, точности и качества
процесса управления. Однако дополнительно необходимо учитывать следующие специфические особенности мехатронных систем:
1. Движение рабочего органа как конечного управляемого звена обеспечивается взаимосвязанными (кинематически и динамически) перемещениями нескольких исполнительных приводов и звеньев механического устройства.
2. Задача управления мехатронной системой должна быть решена в пространстве (т. е. найдены оптимизированные траектории движения всех звеньев,
28
включая рабочий орган) и во времени (т. е. определены и реализованы желаемые скорости, ускорения и развиваемые усилия для всех приводов системы).
3. Для многих технологических задач параметры внешних и возмущающих воздействий, приложенных к рабочему органу и отдельным мехатронным
модулям, заранее не определены.
4. Сложность построения адекватных математических моделей мехатронных систем традиционными аналитическими методами (особенно прецизионных многосвязных систем, включающих динамическую модель технологического процесса).
Структурно мехатронные системы являются многомерными и многосвязными системами. Размерность задачи управления в мехатронике определяется
числом независимо управляемых приводов системы. В случае общего механизма исходно задается желаемое движение рабочего органа, а реализуется оно совокупными перемещениями всех звеньев.
Отсюда возникают специальные математические, алгоритмические и технические задачи управления.
Для планирования заданного движения мехатронной системы необходимо
решить обратную задачу о положении механизма. Суть данной задачи состоит в
определении требуемых перемещений звеньев системы по заданному закону
движения рабочего органа.
Проблемным является вопрос организации обратных связей при управлении многозвенными мехатронными системами. Технически наиболее просто
устанавливать датчики положения и скорости в приводных модулях. Однако
затем необходимо вычислить в реальном времени фактическое перемещение
рабочего органа. Причем этот компьютерный расчет требует построения адекватной динамической модели системы с учетом весьма сложных для аналитической оценки факторов:
– всех действующих сил (управляющих моментов приводов, сил трения и
диссипации, внешних сил и моментов, центробежных и кориолисовых сил);
– первичных погрешностей системы (упругих деформаций звеньев, люфтов в механических передачах, погрешностей изготовления и сборки, узлов),
которые определяют ее интегральные точностные характеристики в текущей
конфигурации;
– переменных параметров объекта управления (приведенных моментов
инерции и масс механизма и нагрузки).
Поэтому наилучшим вариантом с точки зрения достоверности получаемой
информации о фактическом движении является установка датчиков непосредственно на рабочий орган. Примерами такого подхода могут служить:
– применение систем технического зрения для определения положения
рабочего органа и объектов в рабочей зоне (например, на сборочных операциях);
29
– установка силомоментных датчиков в запястье манипулятора для измерения действующих сил на операциях механообработки;
– использование блоков акселерометров для определения линейных ускорений непосредственно рабочего органа при быстрых транспортных перемещениях.
Перспективным представляется также сочетание рассмотренных подходов
при выборе обратных связей в сложных мехатронных системах.
Характерной особенностью мехатронных систем для автоматизированного
машиностроения является возможность разделения задач программного управления движением на пространственную и временную. Это означает, что траектория перемещения рабочего органа в пространстве и его контурная скорость
могут планироваться раздельно с использованием различных критериев оптимизации. Например, для робототехнического комплекса механообработки программа перемещения и ориентации инструмента в пространстве определяется
по графической модели обрабатываемой детали в системе AutoCAD, либо заданием опорных точек в режиме обучения. Скорость движения рабочего органа
робота вдоль траектории должна быть выбрана с учетом специфики рабочего
процесса: размеров и твердости материала заготовки, типа инструмента, а также технических возможностей приводов инструментальной головки и манипулятора. Оптимизацию закона движения технологической машины во времени
обычно проводят по критериям производительности, точности обработки, а
также по экономическим и комбинированным показателям.
4.1. ПРИНЦИПЫ ПОСТРОЕНИЯ СИСТЕМ ИНТЕЛЛЕКТУАЛЬНОГО
УПРАВЛЕНИЯ В МЕХАТРОНИКЕ
Главная отличительная черта современной теории управления – это развитие интеллектуальных методов управления техническими системами, которая
очень отчетливо проявляется в мехатронике как одной из передовых научнотехнических областей. Именно интеллектуальные методы позволяют эффективно решать задачи управления мехатронными системами.
К основным признакам систем интеллектуального управления рассматриваемого класса применительно к задачам мехатроники следует отнести:
– способность автономно (без участия человека-оператора) принимать
решения о поведении системы в некоторых заранее не определенных ситуациях;
– возможность адаптировать (приспосабливать) структуру и законы движения мехатронной системы к изменяющимся условиям внешней среды и возмущающим воздействиям;
30
– способность системы управления к самообучению и накоплению знаний
в процессе действий управляемой машины и их использование в последующих
задачах управления;
– применение процедур оптимизации на этапах планирования, программирования и исполнения всех функциональных движений машины;
– оценка качества выполняемых движений и диагностика фактического
состояния управляемой машины и протекающих процессов в реальном времени;
– эффективное взаимодействие с человеком-оператором, использование
его интеллекта как эксперта и навыков при планировании действий машины;
– иерархичность структуры системы с четким выделением функций, информационного обеспечения и обратных связей для каждого уровня управления;
– гибкое взаимодействие распределенных подсистем через компьютерные
сети для достижения общих для всей системы целей управления;
– повышенные показатели гибкости, робастности и точности управления.
4.2. ИЕРАРХИЯ УПРАВЛЕНИЯ В МЕХАТРОННЫХ СИСТЕМАХ
Иерархическая структура – это многоуровневый набор взаимодействующих подсистем, каждая из которых ответственна за решение определенной задачи и имеет доступ к сенсорной информации, необходимой для решения задач
управления данного уровня.
В современных мехатронных системах, как правило, используется иерархия «сверху – вниз», когда нижний уровень полностью подчинен вышестоящим.
Рассмотрим иерархию управления, типичную для мехатронных (в частности, робототехнических) систем. Данная структура была предложена в работах
академика Е. П. Попова. Выделяются четыре уровня управления: интеллектуальный, стратегический, тактический и исполнительный (рис. 4.1).
Интеллектуальный уровень – высший уровень управления в системе.
Назначение этого уровня – принятие решений о движении механической системы в условиях неполной информации о внешней среде и объектах работ.
Например, рассмотрим ситуацию, когда мобильный робот при движении в трубопроводе получает информацию от системы технического зрения о наличии
препятствия. Возможные следующие постановки задачи движения:
– остановить движение и вернуться в исходную позицию;
– определить тип и характеристики препятствия и убрать обнаруженный
объект;
– продолжить исполняемое движение, игнорируя наличие внешнего объекта.
31
Функции интеллектуального уровня в современных мехатронных системах
обычно выполняет человек – оператор либо мощный компьютер верхнего
уровня управления.
Стратегический уровень управления предназначен для планирования движений мехатронной системы. Планирование движений предполагает разбиение
задачи движения, поставленной интеллектуальным уровнем, на последовательность согласованных во времени элементарных действий и формализацию целей управления для каждого из этих действий.
Примерами элементарных действий мобильного робота может служить:
– вывод рабочего органа в заданную позицию;
– захват предмета;
– тестовое движение для определения сил реакции со стороны объекта;
– транспортировка объекта и возвращение робота в исходную позицию.
Цель
управления
Интеллектуальный
уровень
креативный
С
Е
Задача
движения
Стратегический
уровень
Н
С
План
движения
Тактический
уровень
О
Программа
управления
Р
Исполнительный
уровень
Ы
Управляющие
сигналы для
блока приводов
Мехатронные
системы
Состояние
системы
Рис. 4.1. Уровни управления в мехатронных системах
32
Формализация целей управления означает, что для каждого из элементарных действий должны быть записаны математические соотношения, выполнение которых обеспечивает успешное выполнение действия. Для технологических роботов на стратегическом уровне решается задача геометрического планирования движения рабочего органа.
Стратегический уровень выдает информацию о плане движения и целях
управления в форме команд управления движением. Важно подчеркнуть, что
структура и форматы языков управления движением существенно отличаются
от универсальных языков программирования (типа С++, Паскаль и т. п.), хотя
отдельные операторы могут совпадать (например, операторы задания цикла и
логические функции).
Тактический уровень выполняет преобразование команд управления движением, поступающих со стратегического уровня управления, в программу
управления, которая определяет законы согласованного движения во времени
всех звеньев механического устройства с учетом технических характеристик
блока приводов (в первую очередь ограничений на обобщенные скорости,
ускорения и силы).
На тактическом уровне необходимо определить обобщенные координаты
манипулятора, которые соответствуют желаемым декартовым координатам характеристической точки схвата. Для этого должна быть решена обратная задача
о положении манипулятора.
Для управления скоростью движения программа управления строится как
результат решения обратной задачи о скорости рабочего органа. Для реализации данных алгоритмов устройство компьютерного управления должно выполнять в реальном времени следующие основные функции:
– прием информации от стратегического уровня в форме команд управления движением;
– прием и обработку информации от датчиков положения манипулятора о
текущей конфигурации для расчета элементов матрицы Якоби;
– обращение матрицы Якоби;
– умножение обратной матрицы Якоби на вектор-столбец программной
скорости рабочего органа;
– выдачу программы управления на исполнительный уровень.
Исполнительный уровень управления предназначен для расчета и выдачи
управляющих сигналов на блок приводов мехатронной системы в соответствии
с программой управления с учетом технических характеристик силовых преобразователей.
Для иерархических систем управления в мехатронике действует принцип,
согласно которому по мере продвижения от высших к низшим уровням управления понижается интеллектуальность системы, но повышается ее точность.
При этом под «интеллектуальностью» понимается способность системы приоб33
ретать специальные знания, позволяющие уточнить поставленную задачу и
определить пути ее решения, а под «неточностью» – неопределенность в операциях по решению данной задачи.
Рассмотрим несколько примеров мехатронных модулей и систем с интеллектуальным управлением, обладающих некоторыми из перечисленных признаков.
4.3. СИСТЕМЫ УПРАВЛЕНИЯ ИСПОЛНИТЕЛЬНОГО УРОВНЯ
Контроллеры движения являются устройствами управления исполнительного уровня согласно принятой иерархии управления движением мехатронных
систем. Назначение устройства управления состоит в обеспечении заданных
требований по устойчивости, точности и качеству переходных процессов в системе при достижении цели управления движением, которая поступает с тактического уровня управления. При этом необходимо учитывать специфику мехатронных объектов управления.
Структурная схема системы управления движением, реализуемая типовым
контроллером, представлена на рисунке 4.2. В состав системы входят пять основных регуляторов: регулятор положения (РП), регулятор скорости (PC), регулятор момента сил или силы (РМ), регулятор прямой связи по скорости изменения управляющего воздействия (РПСС) и регулятор корректирующей связи
по возмущающему воздействию (РСВВ).
Входными воздействиями для системы могут быть в зависимости от поставленной цели управления управляющие сигналы по положению qП, скорости
qС, либо по развиваемому усилию qм. В системе реализуется принцип замкнутого управления, что предусматривает наличие соответствующих обратных связей по фазовым координатам системы.
Наиболее общим является алгоритм ПИД-регулирования, когда выходной
сигнал описывается выражением:
t
de
u ( t ) K П e( t ) K Д K И e( t ) dt
dt
0
(4.1)
где KП, KД, KИ – коэффициенты, соответственно, пропорциональной, дифференциальной и интегральной составляющих сигнала; e(t) – сигнал ошибки в
данном контуре управления (положения, скорости или момента). В конкретных
случаях некоторые из этих коэффициентов можно положить равными нулю,
фактически применяя упрощенные алгоритмы управления (П-алгоритм,
ПИ-алгоритм и т. д.).
Традиционный подход предусматривает, что структура и коэффициенты
всех корректирующих устройств определяются при проектировании системы и
далее остаются фиксированными в процессе ее эксплуатации. В современных
системах управления вид и параметры регуляторов автоматически модифици34
руются в зависимости от цели конкретного движения и условий, в которых оно
фактически осуществляется. Это позволяет адаптировать (приспособить) движение мехатронной системы к начальной неопределенности и изменяющимся
условиям работы. Следуя подходу проф. Я. З. Цыпкина, адаптация, по существу, есть оптимизация в условиях недостаточной априорной информации.
Адаптивная настройка регуляторов необходима, если введенные отрицательные обратные связи в исполнительных приводах не способны парировать
влияние возмущающих воздействий и изменения параметров (и, возможно,
структуры) объекта управления, которые вызывают недопустимое снижение
показателей качества управляемого движения. Разработчик должен отдавать
себе отчет в том, что адаптивные регуляторы по сравнению с традиционными
имеют существенно более сложную структуру и техническую реализацию, их
проектирование требует решения целого ряда теоретических проблем управления. Поэтому решение о применении адаптивного регулятора в мехатронных
системах автоматизированного машиностроения должно быть обязательно технологически и технически обосновано. Законы настройки регуляторов определяются либо набором алгоритмов и правил, сформулированным разработчиком
на базе имеющегося опыта, либо на основании знаний, накопленных самой машиной в процессе анализа ее предшествующих действий. Рассмотрим некоторые современные методы построения адаптивных регуляторов исполнительного уровня, ограничившись только параметрической адаптацией.
Рис. 4.2. Структурная схема системы управления движением
на исполнительном уровне:
q, q – обобщенные координата и скорость управляемого движения
4.3.1. Адаптивное регулирование по эталонной модели
На рисунке 4.3 показан один из часто используемых в исполнительных
приводах вариантов адаптивного управления, где параметры регулятора
настраиваются управляющим компьютером по эталонной модели.
35
Эталонная модель показывает идеальную желаемую реакцию системы на
задающий сигнал g(t). В качестве эталонной модели применяют типовые звенья
систем автоматического управления (например, апериодическое звено). Параметры ПИД-регулятора настраиваются так, чтобы минимизировать рассогласование между выходом модели и реальной системы.
Задача контура настройки состоит в том, чтобы свести это рассогласование
к нулю за определенное время с гарантией устойчивости переходного процесса.
Данная проблема далеко не тривиальна – можно показать, что она не решается
при линейных соотношениях «ошибка – коэффициенты регулятора». Например,
в литературе предложен следующий алгоритм настройки параметров:
dk
A c grad k c ,
dt
(4.2)
где k – настраиваемые коэффициенты ПИД-регулятора; А – постоянный коэффициент, задающий скорость адаптации.
Рис. 4.3. Блок-схема адаптивной системы с эталонной моделью
Функция градиента определяет чувствительность ошибки c(t) к вариации
коэффициентов регулятора. Абсолютная устойчивость замкнутой системы, которая является существенно нелинейной, обеспечивается подбором параметра
А в программе настройки. Таким образом, управляющий компьютер для реализации адаптивного управления по данной схеме должен в реальном времени
решать следующие задачи:
– формировать задающий сигнал для управляемой системы;
– рассчитывать идеальную реакцию по эталонной модели;
– вычислять коэффициенты регулятора в соответствии с программой
настройки, определять текущую ошибку и выдавать сигнал управления на вход
мехатронного модуля.
Помимо рассмотренной блок-схемы с эталонной моделью известны и другие методы автоматической настройки параметров и структуры регуляторов.
36
4.3.2. Нечеткие регуляторы исполнительного уровня
Методологической основой для проектирования нечетких регуляторов является концепция нечеткой логики.
В основе стандартных современных компьютеров лежит логика «четкого
мира». Они работают только с двумя базовыми логическими переменными
«Да» и «Нет» и детерминированными числовыми данными, поэтому свойства
этого мира описываются совокупностями нулей и единиц
Однако на практике очень часто приходится иметь дело с неопределенными, нестрогими свойствами объектов и процессов, которые не могут быть формализованы в понятиях «четкого мира».
Общий смысл этих понятий нам очевиден, но сделать однозначный вывод
о принадлежности конкретного объекта к данному множеству только с помощью слов «Да» и «Нет» зачастую затруднительно, необходимо узнать мнение
нескольких экспертов. Английское слово «fuzzy», буквально означающее «ворсистый», «пушистый» – специальный термин, определяющий свойство тканей.
Рисунок ворсистой ткани кажется нам размытым, нечетким, неясно очерченным, что соответствует образам «нечеткого мира».
Целесообразность применения методов нечеткой логики при управлении
мехатронными системами обусловлена особенностями постановки задач управления, которые заключаются в априорной неопределенности возмущающих
воздействий, переменности параметров мехатронных объектов управления и в
сложности построения аналитических моделей систем. Характерно, что теория
нечетких множеств была предложена проф. Л. Заде именно для решения проблем управления сложными техническими системами.
Структурная схема нечеткого регулятора с параметрической адаптацией
приведена на рисунке 4.4. Нечеткий контроллер функционирует на основе экспертной базы знаний и выполняет следующие основные операции:
– преобразование данных о переменных состояния системы в нечеткую
форму (операция фазификации), хранение и обработка нечеткой информации;
– выполнение нечетких выводов по лингвистическим правилам управления, заложенным в базу знаний;
– перевод нечетких переменных в четкое представление для управления
системой (операция дефазификации).
Для математического представления нечеткой информации используются
нечеткие множества, состав объектов которых зависит от мнения экспертов,
цели и времени формирования множества. Состав множества задается с помощью функций принадлежности, имеющих вероятностный характер. Так, выражение mА (Х) = С означает, что элемент А принадлежит множеству X с вероятностью С.
37
Рис. 4.4. Блок-схема нечеткого регулятора
Функции принадлежности допускают графическую интерпретацию, при
этом по оси ординат может откладываться как числовая, так и лингвистическая
переменная, причем возможно как непрерывное, так и дискретное представление функции.
В качестве иллюстрации на рисунке 4.5 приведены графики функций принадлежности, описывающие для сигнала рассогласования e(t) в замкнутой системе (рис. 4.4) нечеткое множество X = «Большая ошибка» (по оси абсцисс отложена безразмерная величина относительной ошибки е0 = | e | / а (здесь:
|е| – модуль сигнала рассогласования; а – максимальная величина ошибки).
m
m1
m2
1,0
ИСТИНА
1,0
ПОЧТИ ИСТИНА
0,8
1,0
0,6
0,4
НЕ ЗНАЮ
0,4
ео
0
0,3
а)
0,5
0,8
1,0
ПОЧТИ ЛОЖЬ
ео
0,2
0
0,2
0,4
0,6
б)
0,8
1,0
ео
ЛОЖЬ
0
0,2
0,4
0,6
0,8
1,0
в)
Рис. 4.5. Графическое представление функций принадлежности: (а) – непрерывная числовая функция принадлежности; (б) – дискретная числовая функция
принадлежности; (в) – дискретная лингвистическая функция принадлежности
Лингвистические значения – это уровни, присвоенные описательной информации в результате экспертного опроса. Важно подчеркнуть, что они соответствуют числовой вероятностной функции, поэтому для их хранения в базе
знаний можно использовать стандартные формы (например, двумерные массивы). Разработан математический аппарат, позволяющий выполнять над нечеткими множествами и функциями принадлежности все необходимые операции
при фазификации.
38
Лингвистические правила управления (ЛПУ) рассмотрим на примере построения нечеткого ПИД-регулятора для управления скоростью движения мехатронного модуля (рис. 4.4).
Уравнение ПИД-регулятора в непрерывной форме имеет вид (4.1). Для малых периодов квантования Т это уравнение можно преобразовать в разностное,
если заменить производную разностью первого порядка, а интеграл – суммой.
При использовании численного интегрирования по методу прямоугольников
получаем для k-го шага управления:
k
u (k ) К П e(k ) К И T e(k 1) К Д T 1e(k ) e(k 1).
i 0
(4.3)
Для вычисления суммы на текущем i-м шаге, входящей в данное уравнение, необходимо помнить все предыдущие значения сигнала ошибки e(k),
k=0,...,i. Поэтому этот алгоритм мало эффективен для управления в реальном
времени. Для получения рекуррентного алгоритма достаточно вычесть из уравнения (4.3) следующее уравнение:
k 1
u (k 1) К П e(k 1) К и T e(i 1) К Д T 1 e(k 1) e(k 2).
i 0
В результате получим формулу для определения приращения управляющего сигнала:
u (k ) u (k ) u (k 1) К П e(k ) e(k 1) К и T e(k )
К Д T 1e(k ) 2e(k 1) e(k 2)
(4.4)
К П e(k ) К И T e(k ) К Д T 1 2e(k ),
где e(k ), 2e(k ) – конечные разности соответственно 1-го и 2-го порядков дискретного сигнала ошибки.
В уравнении (4.4) первое слагаемое соответствует пропорциональной компоненте ПИД- регулятора, второе слагаемое – интегральной компоненте, а третье – дифференциальной составляющей регулятора.
На основании выражения (4.4) составлены следующие ЛПУ для нечеткого
контроллера:
ЛПУ1 : ЕСЛИ е k
ЕСТЬ Р1 , ТО
U k
ЕСТЬ
Р U1 ;
ЛПУ 2 : ЕСЛИ е k
ЕСТЬ N1 , ТО
U k
ЕСТЬ
N U1 ;
ЛПУ 3 : ЕСЛИ е k
ЕСТЬ Р 2 , ТО
U k
ЕСТЬ
Р U2 ;
ЛПУ 4 : ЕСЛИ е k ЕСТЬ N 2 , ТО
U k
ЕСТЬ
N U2 ;
ЛПУ 5 : ЕСЛИ 2 е k ЕСТЬ Р 3 , ТО
U k
ЕСТЬ
Р U3 ;
ЛПУ 6 : ЕСЛИ 2 е k ЕСТЬ N 3 , ТО
U k
ЕСТЬ
N U3 .
39
(4.5)
Здесь величины Pi, Pui и Ni, Nui (i = l, 2, 3) – соответственно положительные и отрицательные переменные для сигналов рассогласования и управления,
функции принадлежности которых представлены на рисунке 5.6. Функции принадлежности для сигнала ошибки имеют вид кривой с насыщением (типа арктангенса), для управляющего сигнала – обычную линейную форму.
Рис. 4.6. Функция принадлежности сигналов системы
Правило ЛПУ1 означает, что «если текущая скорость x(k) меньше заданной (другими словами, ошибка e(k) положительна), то увеличить управляющий
сигнал».
Правило ЛПУ4: «если скорость возрастает (т. е. приращение ошибки отрицательно), то понизить управляющий сигнал». Можно заметить, что в ряде ситуаций нечеткий вывод должен заключаться в компромиссе между противоположными по знаку действиями (например, по правилам ЛПУ1 и ЛПУ4).
Результатом нечеткого вывода является лингвистическое значение искомой переменной. Далее по функции принадлежности необходимо найти ее численное значение (для ПИД-регулятора – конкретные значения его параметров).
Разработаны многочисленные компьютерные методы автоматического выполнения нечетких выводов, фазификации и дефазификации переменных, с которыми можно ознакомиться в специальной литературе.
Операции с нечеткими множествами возможно реализовать и на универсальных компьютерах. Однако в современных системах управления все шире
используются специальные аппаратные средства – нечеткие компьютеры и нечеткие контроллеры (ЭВМ шестого поколения). В состав таких компьютеров
входят следующие обязательные блоки:
– блоки, реализующие функции нечеткой логической суммы и произведения, на основе которых можно построить более сложные операционные устройства;
– устройства нечеткой памяти, технологически выполненные на отдельном кристалле;
– машина нечетких выводов (производительность японского цифрового
нечеткого процессора FC110 составляет 28000 логических правил в 1с);
– блок дефазификации;
– устройства ввода/вывода информации.
40
Анализ современных тенденций развития теории и техники управления
показывает, что нечеткие контроллеры являются одним из наиболее перспективных устройств управления для сложных технических (в частности, мехатронных) систем. Мы рассмотрели применение нечеткого контроллера на
низшем – исполнительном уровне управления. Но тем более данный подход
эффективен для высших уровней управления, где требуется принимать решения и планировать движение системы в условиях неопределенной информации
о внешней среде и объектах работ.
4.3.3. Системы управления тактического уровня.
Система контурного силового управления
технологическим роботом
Рассмотрим построение системы управления тактического уровня для технологического робота, выполняющего операции механообработки на основе
параметрического подхода.
Технологическая постановка задачи предполагает одновременное управление перемещением рабочего органа по заданной траектории (кривая L) и развиваемой в процессе движения силой (вектор F), которая воздействует на объект
работ (рис. 4.7). Таким образом, в системе должны сочетаться методы контурного и силового управления движением робота.
Робот при этом
Рабочий
действует аналогичМанипулятор
орган
но человеческой руке. Действительно,
развивая
опредеДатчик
ленные усилия в
суставах руки, человек может перемещать в простОбъект
ранстве предметы,
выполнять механическую работу. В то
же время он с поРис. 4.7. Схема роботизированной механообработки
мощью нервно-мышечной системы воспринимает и обратные силовые воздействия со стороны
объекта, что позволяет выполнять человеку многие сложные операции, (например, сборочные) даже вслепую.
Приложение принципа двустороннего действия для технологических роботов требует учета их специфики как объекта автоматического управления, а
также особенностей роботизированных технологических операций.
41
На рисунке 4.8 приведена блок-схема системы контурного силового управления, которая обеспечивает адаптацию движения робота к возмущающему силовому воздействию. Силомоментный датчик, установленный в запястье манипулятора, дает информацию о силах, действующих непосредственно на рабочий
орган. Силовая обратная связь замыкает систему управления на тактическом
уровне, что в сочетании с обратными связями в исполнительных приводах
обеспечивает необходимую точность движения. Вычислитель контурной скорости служит для задания технологически рационального скоростного режима
движения робота по заданной траектории.
Рис. 4.8. Блок-схема контурного силового управления
Задачи интерполяции траектории и решения обратной задачи о положении
выполняются управляющей ЭВМ в реальном масштабе времени. Результатом
работы этих программ является формирование вектора обобщенных координат
qpr(t), который определяет желаемые перемещения степеней подвижности манипулятора.
Особенность параметрического подхода состоит в независимом задании
траектории рабочего органа в пространстве и в адаптивном управлении его
контурной скоростью во времени. Раздельное формирование законов управления движением мехатронной системы в пространстве и во времени позволяет
использовать различные критерии при их оптимизации, что соответствует постановке задач управления мехатронными системами.
При этом движение рабочего органа как конечного управляемого звена
обеспечивается согласованными перемещениями всех исполнительных приводов и звеньев манипулятора.
Предлагаемый параметрический подход позволяет также учесть влияние
рабочего процесса на движение робота при выполнении операции. Можно выделить два вида технологических возмущений при механообработке:
42
а) погрешности базирования и формы объекта работ, которые имеют систематический характер для конкретного изделия;
б) случайные изменения технологических параметров, например колебания припуска и локальные изменения свойств материала.
Систематические погрешности в рассматриваемой системе учитываются
на этапе программирования траектории L. Использование адаптивного регулятора позволяет компенсировать влияние отклонений технологических параметров, которые носят случайный характер. Таким образом, осуществляется комбинация коррекции траектории рабочего органа в пространстве (в режиме offline) с адаптивным управлением контурной скоростью робота во времени (в
режиме on-line).
Использование параметрического подхода позволяет свести задачу адаптивного управления многомерной нелинейной системой «технологический робот – рабочий процесс» к синтезу адаптивного управления скалярным параметром – контурной скоростью. Решение этой задачи в реальном масштабе времени, как показали эксперименты, возможно с использованием серийно выпускаемых микропроцессорных устройств управления.
4.3.4. Способы программирования траекторий
технологических роботов
Рассмотрим способы и особенности программирования траектории технологических роботов на примере РТК механообработки.
Выбор декартовой системы координат для задания траектории предопределен тем, что во всех рассмотренных технологических операциях необходимо
управлять движением непосредственно рабочего органа относительно объекта
работ.
Применяются следующие основные способы программирования траектории:
1) обучение робота человеком-оператором с помощью дистанционного
пульта;
2) автоматизированная подготовка программы на внешнем компьютере с
использованием средств САПР и последующей ее загрузкой в систему управления робота;
3) метод «самообучения» робота.
Примером современного дистанционного пульта может служить пульт
управления «KUKA Control Panel», которым оснащаются технологические роботы АО АВТОВАЗ.
Пульт изготовлен с учетом эргономических требований и выполняет
функции интерфейса «человек – машина» в режимах обучения и управления
движением. Пульт имеет 8-дюймовый дисплей, пленочную клавиатуру, мышь
43
6D для управления по шести координатам, кнопки аварийного отключения,
включения/выключения приводов, переключатель режимов работы и выключатели разрешения. С помощью стандартного штекера к пульту можно дополнительно подключить клавиатуру персонального компьютера. Микроконтроллер
отправляет клавиатурные данные по стандартной шине в персональный компьютер, дисплейная информация передается через высокоскоростной последовательный интерфейс.
Метод «самообучения» предполагает предварительное прохождение инструментом детали-эталона, когда координаты точек траектории автоматически
вводятся в память компьютера. Запись точки производится при касании инструмента, который выполняет роль щупа базовой поверхности детали. По сути, робот работает в этом варианте как координатно-измерительная машина.
Компьютер обрабатывает массив полученных точек и формирует необходимое
и достаточное количество опорных точек траектории. Координаты опорных точек передаются по специальному интерфейсу из компьютера в систему управления робота.
При автоматизированном программировании пространственных траекторий одним из часто используемых графических форматов является формат, в
котором содержится описание последовательности и декартовых координат
опорных точек, но при этом нет описания графических примитивов (линия,
окружность, сплайн). Основным недостатком данного подхода является использование линейной интерполяции для выполнения движения между точками, что неприемлемо для мехатронных систем при высоких требованиях к точности движения. Для систем этого класса следует использовать формат, содержащий графические примитивы и осуществлять интеллектуальную сегментацию траектории, заданной простым текстовым форматом. Для проведения интеллектуальной сегментации траектории движения с целью интерполяции ее
графическими примитивами используется нечеткий интерполяционный фильтр.
Основным геометрическим примитивом для проводимой интерполяции является кубический сплайн, а частными его случаями является прямая линия и
окружность.
4.3.5. Интеллектуальные системы управления
на основе искусственных нейронных сетей
Системы управления на основе искусственных нейронных сетей (НС) –
один из ярких примеров бионического подхода, когда принципы функционирования и управления живыми организмами эффективно использованы для создания нового поколения систем управления техническими (в частности, мехатронными) системами.
44
Нервная система биологических объектов состоит из нейронов. Так, нервная система человека включает в себя от 1010 до 1012 нейронов 57 модификаций,
размером от микрометров до нескольких сантиметров. Типовая форма нейрона
представлена на рисунке 4.9. Поток электрических сигналов входит в нейрон
через его окончания (синапсы), которых может быть до 1000 на одном дендрите
(ответвлении). Через дендриты информация поступает в тело клетки, где происходит ее обработка и оценка. Результат этой логической оценки (1 или 0) по
аксону (стволу клетки) передается далее вниз, где информация расходится по
корням нейронных структур следующего уровня. Каждый нейрон имеет связь
приблизительно с 104 других нейронов. Нервные импульсы передаются как потоки химически активных заряженных веществ (ионов).
Рис. 4.9. Биологический нейрон
Математическая модель единичного нейрона строится на основе следующей схемы (рис. 4.10). Входные сигналы поступают на сумматор, где определяется их взвешенная сумма ( с учетом весовых коэффициентов):
u w 1 x 1 w 2 x 2 ... w n x n .
Рис. 4.10. Математическая модель нейрона
Выходной сигнал нейрона формируется на выходе нелинейного блока. При
реализации нелинейного блока f обычно используются пороговые и экспоненциальные функции.
Данная математическая модель нейрона легко реализуется на компьютере.
В компьютерных моделях, как и в биологических системах, нейроны объединяются в сети, которые могут состоять из многих слоев и иметь различные
структуры, включающие участки с последовательным, параллельным, с обратной связью и другими соединениями нейронов. На рис. 4.11 показан пример
45
трехслойной нейронные сети с последовательным соединением слоев. Нейронные сети обучаются разработчиком системы на конкретных примерах. При
обучении разработчик вводит информацию о входных и соответствующих (желаемых) выходных сигналах. Специальная программа настройки сети автоматически подбирает весовые коэффициенты для всех нейронов таким образом,
чтобы добиться желаемого соответствия. Обучение разработчик повторяет на
всех известных ему примерах, аккумулируя весь имеющийся предварительный
опыт. Таким образом, настроенная сеть готова к решению новых задач для других комбинаций входных сигналов. Главная особенность метода нейронных сетей состоит в том, что разработчик не должен программировать четкий алгоритм решения задач, а только задавать входные и выходные данные для обучения.
Рисунок 4.11 Трехслойная нейронная сеть
Проблемы применения нейронных сетей на практике связаны с выбором
типа нейронов (т. е. нелинейной функции f), количества слоев и структуры сети
для решения конкретной задачи с требуемой точностью.
Контроллеры на основе НС эффективны в случаях, когда создание адекватной аналитической модели исполнительной системы и синтез на ее основе
регуляторов крайне затруднен. Такая ситуация может быть обусловлена целым
рядом факторов, среди которых наиболее распространенными являются:
– наличие заранее неопределенных внешних воздействий (например, при
работе машины в экстремальных средах);
– переменность параметров и структуры самой мехатронной системы;
– существенные внутренние возмущающие воздействия (например, действие сил сухого и вязкого трения в механических устройствах);
– сложные физические (в частности, динамические) взаимосвязи между
элементами системы (например, в системах гидравлических приводов);
– технические и методические проблемы с постановкой и проведением
экспериментальных исследований на реальных объектах для идентификации
параметров математической модели с необходимой точностью.
Нейронная сеть как универсальное средство решения задач планирования
и управления движением может быть использована на всех иерархических
46
уровнях мехатронной системы. Нейроконтроллеры позволяют управлять движением машины на базе накопленных знаний.
Известен целый ряд разработок регуляторов исполнительного уровня на
базе НС для управления движением мехатронных модулей. В таких нейроконтроллерах (рис. 4.12) на вход поступает информация о переменных состояния системы (механического устройства, двигателей, силовых преобразователей), действующих обобщенных силах и моментах, а также векторы задающих
и возмущающих воздействий.
Рис. 4.12. Схема нейроконтроллера
Выходом НС является вектор управляющих сигналов, выдаваемых устройством управления на исполнительные приводы. Как вариант, в случае применения в системе стандартных ПИД-регуляторов, на выходе НС получаем значения
соответствующих коэффициентов.
На тактическом уровне управления НС часто используются как средство
решения обратных кинематических задач для многозвенных механизмов, когда
найти решение геометрическим и даже численным путями в ряде случаев не
удается. Особенно этот подход эффективен для механизмов с избыточными
степенями подвижности (п > 6). Для решения обратной задачи о положении
n-звенного манипулятора на входе НС задается 6-мерный вектор, задающий положение и ориентацию схвата. Тогда на выходе получаем n-мерный вектор
обобщенных координат.
Предварительное обучение такой сети сводится к многократному решению
прямой задачи о положении механизма. Эта задача может решаться либо на
компьютерной модели, либо экспериментально на натурном образце робота.
Разработка компьютерной программы вычислений, даже для избыточных манипуляторов, не содержит методических проблем. Однако при этом не будут
учтены многие погрешности, присущие реальным конструкциям. Экспериментальный способ решения прямой задачи предусматривает вывод робота в заранее определенные конфигурации в режиме дистанционного управления или по
программе. При этом манипулятор должен быть оснащен датчиками положения
во всех степенях подвижности, а также средствами измерения декартовых ко47
ординат рабочего органа. С этой целью в робототехнике обычно используются
оптические и лазерные измерительные системы.
Современным примером решения задач стратегического уровня на базе НС
может служить интеллектуальная система управления мобильным роботом
FRANK, созданная научно-исследовательской группой «Мехатроника» в Де
Монтфортском университете (Великобритания). Мобильный робот FRANK базируется на подвижной трехколесной платформе ( передние два колеса имеют
приводы) и оснащен комплексной информационной системой. В состав информационной системы входят 4 ультразвуковых сенсора, 4 датчика ближней локации и 4 датчика контакта, установленных на бампере. Система управления
выполнена на базе бортового компьютера. Задачей робота является выполнение
транспортных перемещений в средах с препятствиями (прохождение коридоров, движение вдоль стен с обязательным исключением столкновений с внешними объектами).
Для решения научно-технической задачи обучения нейронной сети на основе мультисенсорной информации было разработано оригинальное программное обеспечение. В его состав входят следующие специальные программные
модули:
– создание графической модели среды (Виртуальная Среда) для обучения
робота;
– создание графической модели робота – Виртуального Робота, движущегося в виртуальной среде;
– человеко-машинный интерфейс и специальный язык программирования
движений Виртуального Робота в Виртуальной Среде;
– программа моделирования работы всех сенсоров информационной системы в процессе движения Виртуального Робота;
– программа генерации «инстинктивных правил» поведения робота в различных ситуациях на основе получаемой сенсорной информации;
– модуль принятия решений о поведении робота.
На этапе обучения оператор, наблюдая на дисплее рабочей станции за перемещениями Виртуального Робота в Виртуальной Среде, управляет его движением в возникающих ситуациях. При этом компьютер моделирует работу
всех сенсоров информационной системы, что позволяет автоматически формировать так называемые «правила инстинктивного поведения робота». Предпосылкой в этих правилах является набор сенсорных сигналов, а заключением –
решения о движении, принятые оператором. Таким образом, в результате многократных опытов, происходит обучение управляющей нейронной сети правильным действиям в возникающих ситуациях.
Процесс обучения заканчивается, когда Виртуальный Робот в состоянии
без помощи оператора выполнить заданные движения без столкновения с препятствиями. Далее нейроконтроллер, обученный в Виртуальной Среде, уста48
навливается в систему управления реального робота FRANK, к ее входам подключаются реальные сенсоры, а выходы НС соединяются с приводами колес.
Лабораторные опыты показали, что НС эффективно выполняет управляющие
функции в реальной среде.
Рассмотренный подход перспективен для трубопроводных мобильных роботов при выполнении ими функциональных движений в автономном режиме.
Глава 5. ОБЛАСТИ ПРИМЕНЕНИЯ РОБОТОВ
И РОБОТОТЕХНИЧЕСКИХ СИСТЕМ.
КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ
И ИХ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Робот является сложным техническим устройством, создаваемым на основе мехатронного подхода, состоящим из манипулятора и системы управления и
предназначенным для перемещения предметов труда в пространстве.
В качестве предметов труда могут выступать:
в машиностроении: заготовки, детали, инструмент, емкости с расплавленным металлом и т. п.;
в атомной промышленности: стержни радиоактивного материала,
крышки люков, приборы контроля и т. п.;
в исследовательских (информационных) роботах: теле- и видеокамеры,
буровые инструменты, космические модули и т. п.;
в роботах для экстремальных условий: специальные устройства по обработке местности, навесные орудия для обработки земли, поверхности зданий
и т. д.
В роботе для выполнения двигательных функций используется манипулятор, представляющий собой ряд кинематических звеньев, соединенных между
собой кинематическими парами (рис. 5.1).
Одно из звеньев является стойкой
4
и оно неподвижно, а другие могут со2 А3
А5
вершать управляемые движения благо5
А1
3 А4
даря воздействию со стороны привоА2
дов.
1
В манипуляторах роботов используются одноподвижные вращательные
А0
или поступательные кинематические
пары пятого класса.
0
Распространенность в манипуляРис. 5.1. Манипулятор робота
торах роботов одноподвижных кинематических пар пятого класса объясняется тем, что такие пары обеспечивают относительное движение образующих их кинематических звеньев относительно
49
друг друга по одной координате, а следовательно, для перемещения одного
звена относительно другого требуется один привод.
Силовое воздействие приводов на звенья манипулятора формируется в соответствии с управляющими сигналами, поступающими от системы управления
робота, которые, в свою очередь, формируются в соответствии с заданным
движением схвата, а также с учетом состояния робота и окружающей технологической среды. Таким образом, под воздействием приводов робота звенья манипулятора и его схват будут совершать вполне определенные перемещения в
пространстве.
Для роботов наиболее характерны два типа заданий на перемещение схвата:
1. Перемещение от одной точки к другой за заданный период времени –
позиционное управление. В этом случае задаются координаты начальной, промежуточных и конечной точек
3
(рис. 5.2). Траектория движения
2
деталь
схвата и скорость его движения
4
между точками не регламентируется. Понятно, что число таких точек
1
может быть неограниченно боль5
шим. Существенным моментом является то, что в каждой точке схват
должен сделать остановку. Значит,
0
каждую пару соседних точек можРис. 5.2. Позиционное управление
но рассматривать как начальную и
конечную. Частным случаем позиционного управления является цикловое
управление, когда схват должен совершать движение между двумя точками:
начальной и конечной. Примером позиционного и циклового управления может
быть движение от места хранения заготовки к приспособлению станка, перенос
инструмента от одной точки разметки до другой и т. д.
Для такого управления характерно то обстоятельство, что в начальной и
конечной точках скорость и ускорения схвата должны быть равными нулю.
2. Перемещение схвата по заданной траектории и заданному во времени
закону движения по этой траектории – контурное управление. В этом случае
задается траектория движения схвата во времени, то есть задается закон движения схвата по координатам x, y, z в виде: x = x(t); y = y(t); z = z(t), а также ориентация схвата при движении по траектории в функции времени. Ориентация
схвата в пространстве может задаваться либо с использованием углов Эйлера:
= (t), = (t), = (t), или с помощью направляющих косинусов (с помощью углов между осями координат инерциальной системы координат и осями
координат схвата) x 0 zn f1 (t) , y0 z n f 2 (t ) , x 0 yn f3 (t) .
50
5.1. КЛАССИФИКАЦИЯ РОБОТОВ
В целом роботы по использованию в различных сферах деятельности делят
на три группы:
1) человекоподобные (бытовые);
2) информационные (исследовательские), предназначенные для сбора информации в средах, опасных или не доступных для человека;
3) промышленные, предназначенные для автоматизации технологических
процессов в различных отраслях промышленности.
Промышленные роботы (ПР) имеют большое число классификационных
признаков. Рассмотрим основные из них:
1. По характеру выполняемых операций:
технологические (производственные);
вспомогательные (подъемо-транспортные);
универсальные.
2. По степени специализации:
универсальные (многоцелевые);
специализированные;
специальные (целевые).
3. По способу управления:
с «жесткой» программой (I поколение);
адаптивные (II поколение);
интегральные (III поколение).
4. По области применения (по виду производства):
механообработка;
кузнечно-прессовое производство;
литейное производство;
сборка;
сварка;
транспортно-складские и т. д.
5. По грузоподъемности (главный параметр ПР).
Под номинальной производительностью ПР понимается наибольшее значение массы предметов производства или технологической оснастки, при котором гарантируется их захватывание, удержание и обеспечиваются установленные значения эксплуатационных характеристик ПР.
Если ПР имеет несколько рук, то оценивается грузоподъемность каждой
руки.
По грузоподъемности (ГОСТ 25204-82) промышленные роботы подразделяются на:
1) сверхлегкие – до 1 кг (0,08; 0,16; 0,32; 0,4; 0,5; 0,63; 0,8; 1,0);
2) легкие от 1 кг до 10 кг (1,25; 1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,3; 8,0; 10,0);
51
3) средние от 10 до 200 кг (12,5; 16; 20; 25; 32; 40; 50; 63; 80; 100; 125;
160; 200);
4) тяжелые от 200 до 1000 кг (250; 320; 400; 500; 630; 800; 1000);
5) сверхтяжелые – свыше 1000 кг (ряд R10 по ГОСТ 8032-56, начиная с
1250).
6. По числу степеней подвижности:
с одной степенью подвижности;
двумя степенями подвижности;
с n степенями подвижности.
Число степеней подвижности манипулятора робота определяется как совокупность числа степеней свободы кинематической цепи манипулятора ПР в системе координат, относительно которой задаются геометрические характеристики рабочей зоны ПР.
Степени подвижности манипулятора делят на:
переносные, используемые для перемещения рабочего органа в пространстве;
ориентирующие, используемые для изменения положения РО в пространстве.
Как правило, достаточно 3–4 переносных степени подвижности (что дает
больше сотни структурно-кинематических схем манипулятора). Для полной
ориентации объекта достаточно 3-х вращательных ориентирующих степеней
подвижности.
7. По мобильности (по возможности перемещения):
стационарные;
подвижные (установленные на транспортное средство).
8. По конструктивному исполнению (по способу установки):
напольные;
подвесные (портальные, тельферные);
встроенные (пристаночные).
9. По виду основных координатных перемещений ПР разделяются на
группы роботов, манипуляторы которых работают:
а) в прямоугольной системе координат;
б) в цилиндрической системе координат;
в) в сферической системе координат;
г) в угловой системе координат;
д) в комбинированной системе координат.
Каждой из систем координат соответствует вполне определенная кинематико-компоновочная схема манипулятора, вид которой определяется конструктивным исполнением поступательных и вращательных звеньев.
52
10. По типу силового привода:
пневматические;
гидравлические;
электромеханические;
комбинированные.
11. По характеру программирования скоростей и перемещений (по виду
управления):
жестко программируемые;
гибко программируемые.
При жестком программировании исполнительное устройство управляется
по неизменной заранее введенной программе.
При гибком программировании – программа может изменяться на основе
поставленной цели и информации об объектах управления и производственной
среде.
При жестком программировании выделяют:
1) цикловое управление, при котором движение рабочего органа происходит в упорядоченной последовательности с помощью путевых выключателей
или времязадающих элементов (число точек обычно – две, три);
2) позиционное управление, при котором движение РО происходит по заданным точкам позиционирования без контроля траектории движения между
ними (цикловое управление является частным случаем позиционного).
3) контурное управление, при котором движение РО происходит по заданной траектории с установленным распределением по времени значений скорости.
4) комбинированное управление.
12. По способу программирования:
программируемые обучением (наиболее распространенный способ);
программируемые аналитически;
самообучение.
В первом случае управляющая программа формируется в режиме диалога
СПУ с оператором. Оператор с помощью пульта управляет роботом, последовательно отрабатывая требуемые операции. При этом информация о движениях
ПР заносится в запоминающее устройство СПУ робота.
При втором методе программа составляется на основе предварительных
расчетов.
В третьем способе: программа формируется на основе информации о состоянии внешней среды.
53
Управляющая программа – это последовательность инструкций на некотором формальном языке. В общем виде для функционирования ПР необходима
следующая информация:
1) о последовательности выполнения шагов программы;
2) о пространственном положении отдельных степеней подвижности;
3) о времени выполнения отдельных шагов программы и отдельных
управляющих команд.
Материальным носителем программы могут быть:
1) механические устройства (упоры, кулачки, копиры и т.д.);
2) коммутаторы (штекерные панели, барабаны, коммутаторные поля
и т. д.);
3) быстросменные программоносители (перфоленты, магнитные ленты,
диски и т. д.).
13. По быстродействию и точности движений.
Эти два параметра взаимосвязаны и характеризуют динамические свойства
роботов. Между быстродействием и точностью позиционирования имеется
определенное противоречие.
Быстродействие определяется скоростью передвижения по отдельным степеням подвижности:
малое быстродействие – до 0,5 м/с (до 90 град/с);
среднее (60–65 % ПР) – от 0,5 до 1 м/с (от 90 до 270 град/с);
высокое (20 % ПР) – более 1м/с (более 270 град/с).
Быстродействие современных ПР нельзя считать достаточным, оно должно
быть повышено не менее чем в 2 раза.
Точность манипулятора характеризируется результирующей погрешностью позиционирования (при дискретном движении) или отработкой заданной
траектории (при непрерывном движении).
Чаще всего точность характеризуется абсолютной погрешностью.
1. Малая – при линейной погрешности > 1 мм;
2. Средняя – от 0,1 до 1 мм. (60...65 %);
3. Высокая – менее 0,1 мм (около 15 %).
Погрешность манипулирования ПР, предназначенных для выполнения
наиболее грубых, например, транспортных движений, превышает 1 мм.
По сравнению с рукой человека недостатком современных ПР является
снижение точности с увеличением скорости хода манипулятора. У человека эти
параметры в значительной мере развязаны благодаря разделению движений на
грубое (быстрое) и точное (медленное).
Наряду с классификационными параметрами ПР характеризуются параметрами, обусловливающими их технический уровень.
54
5.2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПР (ГОСТ 25378 - 82)
Техническая характеристика содержит следующие основные показатели:
1) номинальная грузоподъемность, кг;
2) тип привода;
3) число степеней подвижности;
4) геометрическая характеристика рабочей зоны;
5) тип системы управления;
6) максимальная абсолютная погрешность позиционирования, мм;
7) надежность и др.
1. Показатели привода:
давление рабочего тела Р, МПа;
расход рабочего тела Q, м3 /с;
напряжение питания U, В;
потребляемая мощность W, Вт.
2. Показатели степени подвижности:
максимальное перемещение L, , мм, град;
время перемещения t, с;
максимальная скорость V, , м/с, град/с;
максимальное ускорение a, ε, м/с2, град/с2;
максимальная абсолютная погрешность позиционирования , мм.
3. Показатели устройства управления:
объем памяти;
число одновременно управляемых движений по степеням подвижности;
число каналов связи с внешним оборудованием:
на вход nвх;
на выход nвых.
число программируемых точек:
при прямом ходе – nпр;
при обратном ходе – nобр.
4. Показатели захватного устройства:
усилия захватывания S, Н;
время захватывания tзахв, с;
время отпускания tотп с;
характерные размеры захватываемого предмета:
максимальный диаметр – dmax, мм;
минимальный диаметр – dmin, мм.
5. Показатели надежности:
установленная безотказная наработка t, ч (наработка на отказ);
установленный срок службы:
до капитального ремонта Ткап, лет;
до списания Тсп, лет.
55
6. Массогабаритные показатели:
масса m, кг;
габаритные размеры L1х L2х L3, мм3.
Глава 6. СТРУКТУРА, КЛАССИФИКАЦИЯ И ОСНОВЫ КИНЕМАТИКИ
МАНИПУЛЯЦИОННЫХ СИСТЕМ ПРОМЫШЛЕННЫХ РОБОТОВ
6.1. СТРУКТУРА МАНИПУЛЯТОРОВ ПРОМЫШЛЕННЫХ РОБОТОВ
Манипулятор – это кинематическая цепь, образованная последовательным
или последовательно-параллельным соединением тел, называемых кинематическими звеньями, и предназначенная для преобразования движения этих звеньев
в требуемое (заданное) движение схвата. При этом кинематические звенья соединяются друг с другом подвижно с помощью кинематических пар.
Кинематическая цепь, образующая манипулятор, имеет два оконечных
звена: одно из них будет являться основанием – стойкой (ему присваивается
нулевой номер), а другое оконечное звено оснащается схватом. Этому оконечному звену присваивается последний n-й номер, равный при последовательном
соединении звеньев числу подвижных звеньев манипулятора.
Дадим определение тем новым терминам, которые уже использованы.
Кинематическое звено – совокупность жестко соединенных друг с другом
тел, входящих в состав механизма, в данном случае в состав манипулятора.
Кинематическая пара – подвижное соединение двух кинематических звеньев, допускающее их вполне определенное движение относительно друг друга.
Элементы кинематической пары – поверхности, линии или точки, по которым соприкасаются звенья, образующие данную кинематическую пару.
Кинематическая цепь – это совокупность кинематических звеньев, подвижно соединенных друг с другом с
помощью кинематических пар.
Если в кинематической цепи есть
кинематические звенья, входящие в одну кинематическую пару, то такая цепь
называется разомкнутой, а если же
каждое звено входит, как минимум, в
Рис. 6.1. Манипулятор на основе
две кинематических пары, то это заразомкнутой цепи
мкнутая кинематическая цепь.
56
Манипулятор может быть образован как на основе разомкнутой кинематической цепи (рис. 6.1) с последовательным соединением звеньев (антропоморфные человекоподобные роботы) и на основе замкнутой кинематической
цепи (рис. 6.2) с последовательно-параллельным соединением звеньев (роботы
с параллельной кинематикой, в частности, гексаподы на основе платформы
Стюарта).
Итак, манипулятор – это механизм, представляющий собой разомкнутую или
замкнутую кинематическую цепь, предназначенную для получения требуемого
движения схвата в пространстве.
1.3
1.2
1.0
А0
1.1
2.2
2.0
2.3
А1
2.1
А2
3.1
3.2
3.0
3.3
А3
Рис. 6.2. Манипулятор с параллельной кинематикой
Дадим характеристику кинематическим парам. Именно от характера кинематических пар и от их взаимного расположения в манипуляторе зависят законы преобразования движения.
Кинематические пары, как отмечалось, допускают вполне определенные
движения образующих их звеньев относительно друг друга. Эта определенность достигается теми ограничениями, которые создают пары геометрией своих элементов.
Пары классифицируют по классам, номер которого равен числу ограничений (числу условий связи), накладываемых данной парой:
одно ограничение (одно условие связи) – пара I класса;
два ограничения (два условия связи) – пара II класса;
57
три ограничения (три условия связи) – пара III класса;
четыре ограничения (четыре условия связи) – пара IV класса;
пять ограничений (пять условий связи) – пара V класса (пары пятого
класса могут быть поступательными и вращательными).
Поступательная
пара V класса
Вращательная
пара V класса
Приведем примеры условных обозначений кинематических пар пятого
класса как наиболее часто используемых в манипуляторах ПР.
Вращательная пара, соединяющая подвижные звенья
i+1
i+1
i
i
Вращательная пара, соединяющая неподвижное звено (стойку) с подвижным
1
1
0
0
58
Поступательная пара, соединяющая подвижные звенья
i+1
i+1
i
i
Поступательная пара, соединяющая неподвижное звено (стойку) с подвижным
1
1
0
1
0
0
Важной характеристикой манипулятора является число степеней его подвижности, число степеней свободы.
Для произвольной кинематической цепи следует использовать формулу
Сомова – Малышева.
i 5
W 6n 5p 5 4p 4 3p 3 2p 2 p1 6n ip i ,
i 1
где pi – число кинематических пар i-го класса.
Для манипуляторов с кинематическими парами 5- го класса
W 6n 5p 5 .
Например, для манипулятора, представленного на рисунке 6.1:
W 6 4 5 4 24 20 4 .
Так как в манипуляторе с последовательной кинематикой каждому подвижному звену соответствует одна кинематическая пара пятого класса, то
n p5 . Следовательно, W 6n 5n n или W p5 , то есть число степеней
подвижности в таких манипуляторах равно числу подвижных звеньев и числу
кинематических пар.
Использование в манипуляторах в основном одноподвижных вращательных или поступательных пар 5-го класса связано с тем, что для определенности
движения одного звена относительно другого в случае, если они подвижно соединены парой 5-го класса требуется задание одного перемещения (рис. 6.3),
что легко реализуется современными двигателями, которые приводят в движение либо вал (электродвигатели), либо шток (пневмо- и гидродвигатели).
59
Рис. 6.3. Схема расположения приводов на звеньях манипулятора
6.2. ПЕРЕНОСНЫЕ И ОРИЕНТИРУЮЩИЕ
СТЕПЕНИ ПОДВИЖНОСТИ МАНИПУЛЯТОРА
Для обеспечения пространственного движения схвата в общем случае
достаточно трех переносных степеней подвижности робота, расположенных
относительно друг друга определенным образом. Основными минимальными
(необходимыми) условиями обеспечения пространственного движения схвата в манипуляторе, образованного парами 5-го класса, являются:
1) наличие двух вращательных пар с непараллельными осями (обычно
оси в этом случае перпендикулярны друг другу) и третьей вращательной или
поступательной пары, обеспечивающей изменение радиуса сферы (рис. 6.4а);
2) наличие двух вращательных пар с параллельными осями и третьей
поступательной пары, направляющая которой неперпендикулярна осям вращательных пар, или вращательной пары, ось которой непараллельна осям
предыдущих пар (рис. 6.4б);
3) наличие двух поступательных пар с непараллельными направляющими и одной вращательной пары (рис. 6.4в), ось которой неперпендикулярна
плоскости, образованной осями направляющих поступательных пар, или поступательной пары, направляющая которой непараллельна названной плоскости (обычно направляющие перпендикулярны друг другу, а ось вращательной пары параллельна плоскости).
а)
б)
в)
Рис. 6.4. Переносные движения манипулятора
60
Приведем основные манипуляционные системы, обеспечивающие переносные движения схвата манипулятора при различной последовательности
использования вращательных и поступательных кинематических пар.
1. Вращательная – вращательная – вращательная
А) схема робота
немецкой фирмы «KUKA»
2. Поступательная – вращательная – вращательная
Б)
3. Вращательная – поступательная – вращательная
В)
61
4. Вращательная – вращательная – поступательная
Г) схема робота японской
фирмы «СКАРА»;
Д) схема робота
американской
фирмы «ЮНИМЕЙТ»
5. Поступательная – вращательная – поступательная
6. Вращательная – поступательная – поступательная
h
Е) схема робота американской фирмы «Версатран»
7. Поступательная – поступательная – вращательная
62
8. Поступательная – поступательная – поступательная
Ж)
Не все приведенные схемы обеспечивают совершенно различные рабочие зоны. В некоторых случаях перестановка поступательной и вращательной пары не влияет на форму рабочей зоны, например схемы Б, В и Г имеют
одинаковые рабочие зоны. Однако на динамику манипулятора это оказывает
существенное влияние, а следовательно, и на характер управляющих воздействий. Более предпочтительной по энергетическим затратам из трех упомянутых является схема Г, так как для вертикального перемещения груза в этой
схеме не требуется перемещение промежуточных звеньев, именно эта схема
используется в роботах японской фирмы «СКАРА».
Схемы А, Г, Д, Е и Ж являются наиболее распространенными и по ним
выполнено большинство промышленных роботов.
Переносные степени подвижности удобно классифицировать по системе
координат, которую обеспечивает та или иная комбинация кинематических
пар манипулятора.
Различают четыре основные системы координат манипуляторов:
1. Цилиндрическая:
h
h
2. Сферическая:
0
63
k
3. Прямоугольная:
z
y
V
0
x
4. Ангулярная (угловая):
03
02
01
Если в заданной точке рабочего пространства манипулятора его схват
должен иметь вполне определенную ориентацию, то манипулятор необходимо
снабдить тремя ориентирующими степенями подвижности. Хотя в промышленных роботах обычно обходятся одной – двумя ориентирующими степенями
подвижности.
Чтобы не вносить помехи в положение схвата или свести их к минимуму,
ориентирующие степени подвижности делают так, чтобы они как можно
меньше перемещали схват.
Приведем основные манипуляционные системы, обеспечивающие ориентирующие движения схвата.
1. Обеспечение полной пространственной ориентации схвата:
64
2. Ротация с дополнительным пространственным движением схвата:
3. Ротация схвата:
2
1
4. Без ориентирующих степеней подвижности (в этом случае оборудование расставляется так, чтобы рука робота оказывалась в требуемом относительно него положении).
6.3. ОСНОВЫ КИНЕМАТИКИ МАНИПУЛЯТОРОВ РОБОТОВ
Для разработки методов расчета управляющих воздействий на звенья
робота необходимо в начале установить кинематические зависимости между
перемещениями звеньев манипулятора относительно друг друга при работе
приводов и положением и ориентацией всех звеньев манипулятора в пространстве.
Как известно, положение и ориентация схвата в пространстве определяется законами его движения относительно абсолютных (инерциальных) осей
координат (рис. 6.5):
x 0 n x t , y 0 n yt , z 0 n zt ,
x 0 z n f1 t , y 0 z n f 2 t , x 0 y n f 3 t ,
z
zn
/
0
y0 z n
x 0 y n
yn
Z0
y 0/
n 1
q2
1
q1
qn
2
xn
n
Y0
z0n
y0n
0
x 0n
X0
Рис. 6.5
65
x 0 z n x 0/
положение i-го звена относительно предыдущего (i-1)-го устанавливается с
помощью обобщенной координаты qi (рис. 6.6):
qi
i при вращательн ом движении i - го звена относительно (i 1) - го;
Si при поступательном движении i - го звена относительно (i 1) - го.
i
i
q i i
i-1
i-1
q i Si
Рис. 6.6
Следовательно, необходимо иметь математический аппарат, позволяющий установить для манипулятора любой конфигурации математическую
модель его кинематики, которую в общем виде можно представить следующим образом:
– для прямой задачи кинематики:
– для обратной задачи кинематики:
x 0 n x (q1 , q 2 ,..., q n ; t );
y y(q , q ,..., q ; t );
1
2
n
0n
z 0 n z(q1 , q 2 ,..., q n ; t );
x 0 ^ z n f1 (q1 , q 2 ,..., q n ; t );
y 0 ^ z n f 2 (q1 , q 2 ,..., q n ; t );
x 0 ^ y n f 3 (q1 , q 2 ,..., q n ; t ).
q 1 q 1 ( x 0 n , y 0 n , z 0 n ; x 0 z n , y 0 z n , x 0 y n ; t );
q 2 q 2 ( x 0 n , y 0 n , z 0 n ; x 0 z n , y 0 z n , x 0 y n ; t );
..................................................................;
q q ( x , y , z ; x z , y z , x y ; t )
n
0n
0n 0n
0 n
0 n
0 n
n
Задачи подобного ряда сводятся к преобразованию координат. В общем
случае для того, чтобы зафиксировать одну систему координат относительно
другой необходимо шесть координат: смещение по трем осям и поворот вокруг этих осей.
В связи с тем, что в манипуляторах роботов используются только одноподвижные вращательные и поступательные кинематические пары, для
определения положения систем координат, связанных со звеньями манипулятора, достаточно четырех специальных координат. При этом сами системы
координат должны быть связаны со звеньями манипулятора вполне определенным образом.
Специальные системы координат манипуляторов были предложены
американскими учеными И. Денавитом и Р. Хартенбергом в 1955–1960 гг.
66
Изначально они предназначались для задания осей кинематических пар
пространственных механизмов с низшими парами. В последние десятилетия
эта координатная система была применена к описанию кинематики манипуляторов. Это связано с тем, что манипуляторы с одноподвижными вращательными и поступательными парами обладают рядом регулярных особенностей, хорошо согласующихся со свойствами координатной системы Денавита-Хартенберга.
Введем ряд правил расположения осей и начал координат специальной
системы координат относительно кинематических пар и звеньев манипулятора.
A4 ( An )
Пронумеруем кинематические звенья
от неподвижного звена до наиболее удаY0
q3 A2
4
A3
ленного, на котором закреплен схват,
q4
3
присвоив им соответственно номера от 0
q2 2
A1
до n (рис. 6.7), где n – число подвижных
1
звеньев манипулятора.
q1
O0
X0
Обозначим кинематические пары
0
A0
символом Аi, нижний индекс которого раРис. 6.7
вен меньшему из номеров звеньев, образующих кинематическую пару.
Например, кинематическая пара А1 соединяет кинематические звенья 1 и
2, а кинематическая пара А3 – кинематические звенья 3, 4 и т. д…
Введем понятие оси zi i-й кинематической пары. Осью zi i-й вращательной кинематической пары, соединяющей i-е звено с (i+1)-м является ось
шарнира кинематической пары. Эту ось будем считать принадлежащей i-му
звену и жестко с ним соединенной. Именно вокруг этой оси вращается (i+1)-е
звено относительно i-го.
Осью zi поступательной пары является какая-либо из прямых, параллельная направляющей данной поступательной пары. Если ось zi не параллельна оси zi-1, то ее рекомендуется направлять так, чтобы она пересекалась с
этой осью.
За положительное направление оси zi можно взять любое, в частности,
направление снизу вверх, слева направо, в направление к наблюдателю или
близкие к ним направления.
Важным моментом при расположении системы координат на i-м звене
манипулятора является выбор ее начала координат Оi и направление оси xi.
Введем соответствующие правила для различных случаев взаиморасположения осей zi и zi-1.
Оси zi и zi-1 перекрещиваются (рис. 6.8): начало координат располагается
в точке пересечения линии кратчайшего расстояния между осями zi и zi-1 с
67
осью zi. В этом случае ось хi направляется по линии кратчайшего расстояния
в сторону от оси zi-1 к оси zi.
i 1
Ai
Oi 1
Ai 1
Oi
i
Ai
Oi 1
Xi
i
Xi
Oi
i 1
Yi 1
X i 1
Zi
i 1
Yi
Ai 1
Yi 1
X i 1
Zi
Z i 1
Yi
Z i 1
i 1
Рис. 6.9
Рис. 6.8
Оси zi и zi-1 параллельны (рис. 6.9): за начало координат может быть
принята любая удобная по каким-либо соображениям точка оси zi. Ось хi
направляется так, чтобы она лежала в плоскости, образуемой осями zi и zi-1.
(Случай рассматривается как частный по отношению к предыдущему.).
Оси zi и zi-1 совпадают (рис. 6.10): начало Оi системы координат может
быть назначено в любой удобной по каким-либо дополнительным условиям
точке оси zi, а ось хi направлена перпендикулярно оси zi в произвольном
направлении (как правило, в направлении развития i-го звена, т. е. по i-му
звену).
Оси zi и zi-1 пересекаются (рис. 6.11): за начало Оi координат принимается точка их пересечения, а ось хi направляется по общему перпендикуляру к
осям zi и zi-1.
Ось уi направляется так, чтобы система координат была правой.
Z i 1
Zi
Z i 1
Yi
i 1
Oi
Xi
Ai 1
Ai
X i 1
Oi
i
Oi 1
Ai 1
Oi 1
Yi 1
i
Xi
X i 1
Рис. 6.10
Yi 1
i 1
Yi 1
Рис. 6.11
68
Zi
Эти правила не действуют в полной мере при выборе системы координат, связанной со стойкой (звено 0), так как отсутствует (i-1)-я кинематическая пара, и системы координат, связанной с последним звеном, на котором
закрепляется схват, так как это последнее звено не содержит кинематической
пары для соединения со следующим звеном.
Начало О0 системы координат, связанной со стойкой, может быть расположено в любой точке оси z0 , а направление оси x0 принимается произвольно
по дополнительным условиям (рис. 6.12).
Z n 1 A n 1
Yn 1
Z0
O n 1
1
A0
n 1
O0
0
X n 1
n
On
Zn
An
Y0
X0
Yn
Рис. 6.12
Xn
Рис. 6.13
Начало Оn системы координат, связанной с последним n-м звеном манипулятора (рис. 6.13), на котором закреплен схват, располагается в точке, принимаемой за центр схвата, а ось хn направляется перпендикулярно оси zn-1.
Оси zn может быть назначено произвольное направление, например по оси
захватываемой детали или технологического инструмента или перпендикулярно ей.
6.4. ОДНОРОДНЫЕ КООРДИНАТЫ.
МАТРИЦА ПЕРЕХОДА 4×4 КИНЕМАТИЧЕСКОЙ ПАРЫ
При составлении математических моделей манипуляторов наибольшее
распространение получило матричное исчисление (матричное исчисление было предложено в 1857 г. английским ученым Кэли). Долгое время для этой цели
использовалось сочетание матриц поворота размером 3×3, элементами которых
были направляющие косинусы углов между осями (трех осей одной системы
координат относительно трех осей другой), и матриц переноса размером 3×1,
69
элементами которых служили координаты по трем осям начала соответствующей системы координат.
Наличие двух матриц разной размерности и разного назначения привело к
необходимости использовать операции умножения и сложения матриц, к
усложнению алгоритма вычисления, а следовательно, к увеличению машинного
времени, что сказывается на отработке управляющих сигналов в реальном времени и на управляемости робота.
В последние десятилетия стали использовать комплексные матрицы перехода размером 4×4, позволяющие осуществлять поворот и перенос (смещение)
одних координат по отношению к другим. В этом случае для описания положения точки в пространстве используются однородные координаты, в которых к
обычным координатам добавляется четвертая, равная единице, то есть координатами точки будут (xi, yi zi, 1). Если известны однородные координаты (xi, yi,
zi, 1) вектора ri некоторой точки Ai в «старой» i-й системе координат, то однородные координаты (xi-1, yi-1, zi-1, 1) вектора ri-1 этой точки Ai в «новой» (i-1)-й
системе координат рассчитываются в общем случае по формулам:
x i1,i C( x i1 x i ) x i C( x i1 y i ) y i C( x i1 z i )z i x iОi1,i ;
y i1,i C( y i1 x i ) x i C( y i1 y i ) y i C( y i1 z i )z i y iОi1,i ;
z i1,i C(z i1 x i ) x i C(z i1 y i ) y i C(z i1 z i )z i z iОi1,i ;
(6.1)
1 C90x i C90 y i C90z i 1
где C – символ, обозначающий тригонометрическую функцию «cosines»;
x i1,i x i ,....,z i1,i z i – углы, образуемые осями «старой» i-й системы координат с
осями «новой» (i-1)-й системы так, что поворот определенной оси (i-1)-й системы до совмещения с соответствующей осью i-й системы должен видеться против часовой стрелки; x iO1,i , y iO1,i , z iO1,i – координаты начала координат Оi i-й сиi
i
i
стемы в системе координат Oi1X i1Yi1 Zi1 . Тригонометрические функции
C( x i 1,i x i ),...., C(z i 1,i z i ) называют направляющими косинусами осей i-й системы
в (i-1)-й.
Взаиморасположение i-й системы координат относительно (i-1)-й представлено на рисунке 6.14: на рисунке 6.14а показаны координаты хi-1, у i-1, z i-1 и
хi-1, у
i-1,
z
i-1,
а на рисунке 6.14б, углы x 0 z n , y0 z n , x 0 yn , определяющие
ориентацию i-го звена, относительно (i-1)-го.
70
zi
z i 1
Аi
ri
Oi
yi
y i1
ri1
xi
z0
i 1 , i
z i1,i
x i 1,i
x0
i 1 ,i
O i1
y0
Oi
i 1 ,i
y i1,i
x i1
а)
z i1
z
/
i 1
zi
yi 1 z i
y i/1
x i1z i
Оi
yi
y i1
i 1
x yi
x i/1
xi
Оi 1
x i1
б)
Рис. 6.14. Взаиморасположение i-й и (i-1)-й систем координат
Выражение (6.1) можно переписать в матричном виде:
x i1,i
y i1,i
z i1,i
1
или в векторном
i1,i
xi
yi
zi
1
R i1,i i1,i R i ,i ,
1
71
(6.2)
где
i 1,i
a11 a12 a 13 a 14
a
a
a 23 a 24
21 22
a 31 a 32 a 33 a 34
0
0
0
(6.3)
1
однородная матрица перехода от системы i к (i-1)-й системе координат.
Матрицу i 1,i можно представить как блочную матрицу:
i 1,i
в которой матрица i 1,i
a 11 a 12
a 21 a 22
a 31 a 32
i 1,i
L i 1
0
1
(6.4)
a 13 C( x i 1 x i ) C( x i 1 y i ) C( x i 1 z i )
a 23 C( y i 1 x i ) C( y i 1 y i ) C( y i 1 z i )
a 33 C(z i 1 x i ) C(z i 1 y i ) C(z i 1 z i )
(6.5)
является матрицей поворота i-й системы координат относительно (i-1)-й и содержит соответствующие направляющие косинусы.
Матрица Li 1,i является матрицей переноса начала координат i-й системы до
совмещения с началом (i-1)-й системы координат
Li 1,i
a14 xiOi1,i
a 24 yiOi1,i .
a34 z iOi1,i
(6.6)
Переход от одной системы координат к другой с помощью матричного аппарата оказывается удобным средством описания кинематики манипулятора.
Чтобы использовать матричный аппарат преобразования координат для
описания кинематики манипуляторов, свяжем по изложенным ранее правилам
с каждым i-м звеном манипулятора специальные системы координат, расположенные определенным образом в i-й кинематической паре.
В этом случае переход от i-й системы координат к (i-1)-й с помощью однородной матрицы перехода i 1,i можно трактовать как пересчет известных координат xi , yi , z i точки А некоторого i-го звена в новую (i-1)-ю систему координат, связанную с (i-1)-м звеном.
При переходе от i-й системы координат к (i-1)-й полагают, что оси i-й системы, «уходя» от (i-1)-й, из положения, когда они полностью совпадали с
(i-1)-й системой, в положение, которое они занимают, вращались против часовой стрелки относительно соответствующей оси поворота.
Иногда удобно считать, что до совмещения с i-й системой должна перемещаться (i-1)-я система координат до полного совпадения с i-й системой, как бы
повторяя перемещения, которые произвела i-я система, «уходя» от (i-1)-й.
72
В общем случае, чтобы совместить «новое» (i-1)-е положение со «старым»
i-м положением системы, используя движение «новой» системы к «старой»,
необходимо шесть независимых перемещений относительно трех осей координат.
Однако при использовании специальных систем координат и так называемых преобразований Денавита-Хартенберга достаточно четырех перемещений,
осуществленных в следующей последовательности (рис. 6.15):
1. Поворот системы (i-1) вокруг оси Zi-1 против часовой стрелки (если
смотреть со стороны оси Zi-1) на угол i до тех пор, пока ось Xi-1 не станет параллельной и однонаправленной с осью Xi.
2. Сдвиг повернутой (i-1)-й системы вдоль оси Zi-1 на величину Si до совмещения оси Xi-1 с осью Xi .
3. Сдвиг системы (i-1) вдоль оси Xi на величину ai до совпадения начал координат систем (i-1) и i.
4. Поворот (i-1)-й системы вокруг оси Xi против часовой стрелки (если
смотреть со стороны оси Xi) на угол i до совмещения оси Zi-1 с осью Zi.
Покажем перечисленные эволюции (i-1)-й системы координат применительно к звеньям манипулятора (рис. 6.15).
Z i31
Z iO
Yi 41
ai
Z
1, 2
i 1
Yi 31
X i31 , X i41
i 1
Yi
Xi
3
i
Ai
i
Yi 21
X
Oi21
Z i 2
2
i 1
Zi
Si
2
Ai 1
Yi11
4
Oi3, 4
Oi 1
Z i 1
X i11
Z i41
i 1
Oi 1
i2
Yi 1
1
Yi O
X i 1
X iO
Рис. 6.15. Преобразования Денавита – Хартенберга
73
Каждое из упомянутых элементарных движений (i-1)-й системы координат
описывается соответствующей частной матрицей перехода:
1. Поворот системы (i-1) вокруг оси Zi-1 на угол i :
i
1,i
Ci
Si
Si
Ci
0 0
0 0
0
0
0
0
1 0
0 1;
2. Сдвиг по оси Zi-1 на величину Si:
iZS
1,i
1 0 0
0
0 1 0
0
0 0 1 Si
0 0 0 1 ;
3. Сдвиг по оси Xi на величину ai:
iXa
1,i
1 0 0 ai
0 1 0 0
0 0 1
0 0 0
0
1 ;
4. Поворот вокруг оси Xi на угол i :
1
iX1,i
0
0
0
0 Ci
S i
0
0 S i
0 0
Ci
0
0
1
где S есть тригонометрическая функция «sinus».
Результирующая матрица перехода от i-й системы координат к (i-1)-й, то
есть матрица, осуществляющая преобразования системы координат i-го звена в
систему координат (i-1)-го звена, получается путем перемножения частных
матриц перехода:
S
Xa
X
i 1,i i
1,i i 1,i i 1,i i 1,i .
После преобразования результирующая матрица принимает вид:
74
i1,i
Ci
Si
Si Ci
Ci Ci
SiSi
CiS i
a i Ci
a iSi
0
0
Si
0
C i
0
Si
1
(6.7)
Заметим, что параметры Θi, S i,, α i,, α i могут принимать и отрицательные
значения.
Матрица Ti -1 является матрицей перехода 4×4 к (i-1)-й кинематической паре от i-й пары. Она позволяет найти по формуле (6.7) координаты xi−1, yi−1, zi−1
некоторой точки Аi в системе (i-1) по известным координатам xi−1, yi−1, zi−1 этой
точки в i-й системе координат и по известным параметрам Θi, S i,, α i,, α i, а также эта матрица дает возможность определить ориентацию i-го звена относительно (i-1)-го. Для этого обычно используются наддиагональные элементы
матрицы Ti -1:
x iO1,i a i C i ; x i 1 z i arccos(S i S i );
y iO1,i a i S i ; y i 1 z i arccos( C i S i );
z iO1,i S i ; x i 1 y i arccos( S i C i ).
По рисунку 6.15 можно убедиться в достоверности формул для расчета
O
O
O
координат x i 1,i , y i 1,i и z i 1,i , а также в равенстве углов z i 1 z i и i .
6.5. ОПРЕДЕЛЕНИЕ ОРИЕНТАЦИИ ЗВЕНЬЕВ МАНИПУЛЯТОРОВ
С ИСПОЛЬЗОВАНИЕМ УГЛОВ ЭЙЛЕРА
Кроме направляющих косинусов, т. е. углов между осями координат Xi-1,
Zi, Yi-1, Zi и Xi-1, Yi при определении ориентации звеньев манипулятора успешно
используются углы Эйлера. Существует три системы углов Эйлера (Euler). В
кинематике роботов используется система углов Эйлера, которая применяется в
теории гироскопов и в астрономии при описании движения космических тел
(рис. 6.16а):
1) поворот на угол прецессии I вокруг оси Zi-1;
2) поворот на угол нутации i вокруг повернутой оси OiXi;
3) поворот на угол собственного вращения i вокруг повернутой оси OiZi.
Угол прецессии – угол ометания, движения впереди, преддвижения.
Угол нутации – угол колебания оси собственного вращения.
Угол собственного вращения – угол вращения вокруг собственной оси.
75
Например, при вращении юлы угол i с уменьшением угловой скорости
di / dt увеличивается и юла падает (рис. 6.16б).
Z i1 , Z i
i
Z i2
1
i
3
N
i
i
2
Z i 1
X i 1
Yi 3
X i 1 , X i
1
i
i
3
Yi 1 , Yi
2
X
а)
1
i
Yi 1
б)
Рис. 6.16. Углы Эйлера
Перечисленные эволюции i-й системы координат отражаются следующим
произведением матриц:
E i1,,i , E iZ1,i E iX1,i E iZ1,i
C i
S i
0
0
S i
C i
0
0
C i Ci S i CiSi
S i Ci C i CiSi
SiSi
0
0
0
1
0
0 1 0
0 0 Ci
0 0 Si
1 0 0
0
Si
Ci
0
0 Ci
0 Si
0 0
1 0
C iSi S i CiSi
S iSi C i Ci Ci
Si Ci
0
Si
Ci
0
0
0
0
1
0
S iSi
C iSi
Ci
0
0
0
0
1
0
0
0
1
Для определения углов Эйлера можно использовать ранее изложенный алгоритм решения прямой задачи кинематики с той разницей, что на заключительном этапе должны быть вычислены значения углов Эйлера из сопоставления соответствующих элементов матриц Тi-1,i и Еi-1,, а именно:
1. Рассчитываем матрицу Тi-1,i, в результате становятся известными численные значения ее элементов.
76
a 11
Ti -1,i
a 21
a 12
a 22
a 13
a 23
a 14
a 24
a 31
a 32
a 33
a 34
0
0
0
1
a 11
a 21
a 12
a 22
a 13
a 14
C( y i 1 y i ) a 24
a 31
C(z i 1 y i )
C(z i 1 z i )
a 34
0
0
0
1
2. Cопоставим те элементы матриц Тi-1,i и Еi-1,i, которые наиболее просто
позволяют определить углы Эйлера, а именно:
a33 Ci ; i arccos a33 ;
a23 cos i sin i ; i arccos( a23 / sin i ) ;
a32 sin i cos i ; i arccos( a32 / sin 1n ) .
Глава 7. ПРЯМАЯ ЗАДАЧА КИНЕМАТИКИ МАНИПУЛЯТОРОВ
РОБОТОВ. АБСОЛЮТНЫЕ СКОРОСТИ И УСКОРЕНИЯ
В МАНИПУЛЯЦИОННЫХ СИСТЕМАХ
ПРОМЫШЛЕННЫХ РОБОТОВ
7.1. ТЕОРЕТИЧЕСКИЕ ВОПРОСЫ РЕШЕНИЯ ПРЯМОЙ ЗАДАЧИ
В принятых нами специальных системах координат ось Zi всегда направлена:
во вращательной кинематической паре по оси вращения;
в поступательной паре параллельно направляющей кинематической паре.
Напомним также, что положение i-го звена относительно (i-1)-го определяется обобщенной координатой qi.
Если два звена соединены вращательной парой (рис 7.1а), то при вращении
i-го звена относительно (i-1)-го из четырех параметров i, Si, ai и i переменным будет параметр i, то есть во вращательной кинематической паре:
qi = i, Si = const, ai = const, i = const.
Если два звена соединены поступательной парой (рис. 7.1б), то при перемещении i-го звена относительно (i-1)-го из четырех параметров i, Si, ai и i
переменным будет параметр Si, то есть в поступательной паре:
q i = Si,
i = const, ai = const, i = const.
Таким образом, из четырех параметров, ориентирующих i-ю систему координат, а следовательно, и i-е звено относительно (i-1)-го при движении i-го зве77
на относительно (i-1)-го переменным будет один параметр i или Si, а три
остальных – постоянны.
Yi
Yi
i 1
a i const
Zi1
Zi1
Xi
i
i 1
ai const
Xi
i const
i const
i
Oi
Si const
Oi
Si var ia q i
Zi
i
X i/
i 1
Xi
Zi
i 1
Oi1
Oi1
i
Yi1
i const
X i1
Yi1
а)
X i1
б)
а)
б)
Рис. 7.1
Для описания кинематики манипулятора целесообразно использовать специальную таблицу кинематических пар, в которой для конкретного манипулятора проставляются определенные значения параметров i, Si, ai, i, а переменные параметры, являющиеся обобщенными координатами, отражаются
буквой qi.
Таблица кинематических пар манипулятора
Номер (i-1)-й
кинематической
пары
0
1
.
.
.
n-1
Тип (i-1)-й
кинематической
пары
Номер i-го
подвижного
звена
вращательная
или
поступательная
1
2
.
.
.
n
78
Параметры
кинематической пары
i
Si
ai
i
Рассмотрим пример манипулятора, образованного последовательностью
кинематических пар: вращательная – поступательная – вращательная (рис. 7.2).
*
Z1/ a 3 а 3 const
X3
Z3
Y3
3 var ia q 3
X2
Y2
3
3 const 90
O3
Z 2/
S3 const 0
Z0 , Z1
*
a2
а2
on
c
st
2 const 90
O2
A1
X
/
0
1
X1/
0
X1
Z2
2
S2 var ia q1
X 2/
1
O 0 , О1
X0
A2
A0
2 const
1
Y1
Y0
Рис. 7.2. Специальные системы координат звеньев манипулятора
Обоснуем выбор систем координат звеньев манипулятора.
Система О0X0Y0Z0 выбрана произвольно при обеспечении направления
оси Z0 по оси кинематической пары А0.
В системе О1X1Y1Z1: ось Z1 направлена по направляющей кинематической
пары А1 и совмещена с осью Z0. Начало координат О1 может быть выбрано в
любой точке оси Z1 – в нашем случае она совмещена с точкой О0. Поэтому
S1 = a1 = 0, оси Z0 и Z1 совпадают, значит 1 = 0. Переменным является угол 1,
так как звено 1 вращается относительно звена 0, следовательно, q1 = 1.
Система координат О2X2Y2Z2 выбрана по ранее изложенному правилу: так
как пара A поступательная (звено 2 перемещается относительно звена 1), то
1
расстояние S будет переменным, следовательно, q 2 S2 . Величины 2, а2 и 2
2
найдены по общему правилу: , 2 0,5 , a a .
2
3
3
Система О3X3Y3Z3 выбрана по правилу для действующего n-го (последнего) звена: начало О3 координат назначено в центре А3 схвата, ось Х3 направлена
перпендикулярно оси Z2. Так как пара А2 вращательная, то переменным параметром будет угол 3 , следовательно, q3 3 . Параметры S3, a3 и 3 опреде79
ляются по общему правилу: S3 = 0 (так как после поворота оси Х2 на угол
оси
3
x 2 и x 3 совпали), a 3 = a 3 , 3 = - 90o и являются постоянными.
Примечание: a и a – некоторые фиксированные значения параметров
2
3
a2 и a3 .
Заполним таблицу кинематических пар для данного манипулятора.
Номер (i-1)-й
кинематической
пары
Тип (i-1)-й
кинематической
пары
Номер i-го
подвижного
звена
0
Вращательная
1
2
Параметры
кинематической пары
i
Si
ai
i
1
q1
0
0
0
Поступательная
2
q2
a *2
0,5
Вращательная
3
q3
0
a *3
- 0,5
Прямая задача кинематики манипуляторов заключается, как отмечалось, в
определении положения его звеньев в неподвижной (инерциальной) системе
координат по известным значениям обобщенных координат и при известных
значениях кинематических размеров звеньев.
Важным частным видом прямой задачи кинематики манипулятора является определение положения его схвата, закрепленного на последнем n-м звене
манипулятора.
Положение схвата в неподвижной системе координат будет определено
полностью, если будут известны координаты его центра Аn и ориентация последнего n-го звена в неподвижной системе координат. В нашем случае, когда в
центр Аn схвата помещено начало n-й системы координат, для определения положения и ориентации схвата достаточно определить координаты начала n-й
системы координат в системе координат, связанной с 0-м звеном.
Запишем формулу (6.2) для n звеньев, как бы «пятясь» от звена n к звену 0.
R n 1,n Tn 1,n R nn
R n 2,n Tn 2,n 1R n 1,n
.................................
R1,n T1,2 R 2n
R 0n T0,1 R1,n
80
Подставив в последнее равенство последовательно все предыдущие, получим
R 0n T01 T12 Tn 1,n R nn
или в более общем виде
R 0n T0n R nn ,
(7.1)
где
Т0n T01 T12 Tn 1,n
(7.2)
Каждый элемент матрицы Т0n содержит информацию о взаиморасположении систем координат ОnXnYnZn и О0X0Y0Z0:
0n
a 11
a 021n
T0n 0n
a 31
0
0n
a 12
a 022n
0n
a 32
0
0n
a 13
a 023n
0n
a 33
0
0n
a 14
a 024n
0n
a 34
1
Обратим внимание на важное обстоятельство: начало координат n-го звена
совпадает с центром схвата. Отсюда вытекает следующее следствие:
R nn colon 0, 0, 0, 1 , так как x nn y nn z nn 0 .
Таким образом, первые три элемента 4-го столбца матрицы T0n, а именно
элементы a 0n , a 0n , a 0n представляют собой координаты центра схвата. Это объ14
24
34
яснятся еще и тем, что эти элементы, согласно зависимостям (6.3) – (6.6), являются координатами, которые отражают смещение (перенос) начала координат
n-й системы относительно 0-й неподвижной системы координат.
В нашем же случае начало координат n-й системы и центр схвата, как отмечалось, совпадают, что и подтверждают равенства:
х = a 0n ,
14
y o1n = a 0n ,
24
z = a 0n .
34
Матрица T0n по структуре полностью аналогична любой матрице Тi-1,i
(6.7).
Значит, как и в матрице Тi-1,i, 1-й элемент 2-го столбца и первые два элемента 3-го столбца будут являться направляющими косинусами осей zn и yn
относительно осей х0 и y0, а именно:
cos( x0 z n ) a13on ;
on ;
cos( y0 z n ) a23
on .
cos( x0 yn ) a12
Теперь можно определить углы между соответствующими осями:
on .
on ,
, ^ y n arccos a12
y0 ^ zn arccos a on
x 0 z n arccos a13
23 x 0
81
Именно эти углы применительно к звеньям i-1 и i показаны на рисунке 6.14б.
Перепишем матрицу T0n, опустив верхние индексы
a11 a12 a13 a14
a a
a
a .
T0n 21 22 23 24
a 31 a 32 a 33 a 34
0 0 0 1
(7.3)
Заметим, что положение схвата в пространстве (координаты его центра Аn
и ориентацию n-го звена) мы определяем шестью наддиагональными элементами матрицы T0n. Таким образом, шесть наддиагональных элементов матрицы
T0n дают полную информацию о положении схвата в пространстве.
Следовательно, отпадает необходимость в использовании формулы (7.1), а
достаточно использовать выражение (7.3) в виде
a 11
a 21
a 31
0
a 12
a 22
a 32
0
a 13
a 23
a 33
0
a 14
a 24
T0,1 T1,2T2,3 Tn 1, n.
a 34
1
(7.4)
и воспользоваться наддиагональными элементами а12, а13, а23 и а14, а24,а34.
Для определения положения любого промежуточного i -го звена манипулятора относительно стойки надо перемножить соответствующее число первых
слева матриц перехода, то есть воспользоваться выражением
a 12 0i
T0,i
0
0
0i
a 13
a 23 0i
0
a 14 0i
a 24 0i
T01 T12 Ti 1,i .
a 34 0i
1
Наддиагональные элементы дадут искомое решение.
Можно также определить положение любого k-го звена относительно m-го
звена (k m) по формуле
Tk,m Tk,k 1 Tk 1,k 2 Tm1,m .
Заметим, что в силу закона ассоциативности исходные матрицы – сомножители, записанные в порядке возрастания номеров звеньев и пар манипулятора, можно перемножать как справа налево, так и слева направо.
Перемножение справа налево, видимо, более наглядно, т. к. последовательно координаты схвата пересчитываются в предыдущие системы координат:
«счет пятясь». Так удобно умножать, когда определяется положение только
схвата.
82
Перемножение слева направо позволяет попутно определить положения
всех промежуточных звеньев. Для этого достаточно лишь обеспечить в ходе
вычислительного процесса запоминание наддиагональных элементов матриц,
получаемых как промежуточные при расчете.
7.2. РЕШЕНИЕ ПРЯМОЙ ЗАДАЧИ КИНЕМАТИКИ МАНИПУЛЯТОРОВ
ПРИ ПОЗИЦИОННОМ (ЦИКЛОВОМ) УПРАВЛЕНИИ
Позиционное управление обеспечивает движение схвата от одной фиксированной точки к другой с остановкой в каждой точке. Поэтому с теоретической точки зрения достаточно рассмотреть движение между двумя соседними
точками, которые можно назвать: одну начальной, в которой схват находится в
данное время, другую – конечной, куда схват должен переместиться.
При позиционном управлении таких точек обычно более двух: 3,4,…N.
Цикловое управление является частным случаем позиционного. При цикловом управлении задаются две точки позиционирования, находящиеся, как
правило, на значительном расстоянии друг от друга: место хранения заготовок
– рабочая зона станка. На данном этапе будем считать, что для решения прямой
задачи при позиционном управлении известны координаты начальной и конечной точек схвата в неподвижной системе координат, связанной с неподвижным
(0-м) звеном манипулятора. И главное, будем считать, что известны значения
обобщенных координат, соответствующих начальному и конечному положениям схвата. Например, для двухподвижного манипулятора (рис. 7.3) должны
быть известны значения:
q1н 1н ; q1к 1к ; q н2 н2 ; q к2 к2 .
Прямая задача кинематики в
этом случае разделяется на две подзадачи:
1-я подзадача: планирование
траекторий в пространстве обобщенных координат. Эта подзадача сводится к определению положения одного звена относительно предшествующего ему звена, то есть к определению обобщенных координат в
функции времени:
qi qi (t) , ( i 1,..., n ).
Рис. 7.3
83
2-я подзадача заключается в определении траектории движения схвата и
его ориентации в пространстве (при необходимости и всех других характерных
точек звеньев) при его движении от начальной точки к конечной.
Решение 1-й подзадачи начинается с выбора общего вида закона движения
звеньев по обобщенной координате.
Наибольшее распространение получили два закона движения: прямоугольный и синусоидальный законы движения (название дано по виду диаграмм
ускорений).
Для прямоугольного закона характерно минимально возможные при данной длительности интервалов разгона и торможения значения ускорений, следовательно, и сил инерций при движении одного звена относительно другого.
Однако в начале и конце интервалов разгона и торможения возникают так
называемые «мягкие» удары, связанные с мгновенным изменением в указанные моменты инерционных воздействий (сил или моментов сил инерций).
При движении i-го звена относительно (i-1)-го по прямоугольному закону
(рис. 7.4) i-е звено на интервале tр разгоняется под действием прилагаемого
усилия, развивающего постоянное ускорение q . При достижении скорости q П
i
i
ускорение принимает значение, равное 0, а усилие привода тратится на преодоление сил трения.
На интервале торможения работают устройства торможения, которые раз
вивают силовое воздействие для обеспечения отрицательного ускорения q Т .
i
Длительности интервалов разгона tрi, движения с постоянной скоростью tПi
и торможения tTi связаны зависимостью t t t T , где Т – заданное время
рi
Пi
Ti
движения от начальной точки к конечной. Поэтому произвольно можно назначать лишь длительности двух интервалов, например: tрi и tTi. Для обеспечения
наибольшего быстродействия робота следует принять t t 0,5T . В этом
pi
Ti
случае в первую половину интервала движение i-го звена будет равноускоренным, а во вторую – равнозамедленным.
Так как в конце интервала разгона и в начале интервала торможения ско
рость i-го звена одинакова, то q р t q i Т t , значит q Т q p t / t .
pi
Тi
i
i pi Ti
i
(7.5)
При выбранных длительностях интервалов разгона и торможения необхо
димо найти такую величину ускорения q p , при которой бы звено за заданное
i
время Т переместилось из начальной точки в конечную.
По графику перемещения i-го звена (рис. 7.4) можно записать уравнение
связи:
84
p
p
0,5 q i t 2pi
p
где q q t t ,
pi Пi
in
i
T
2 qk qн ,
q i t pi t Пi 0,5 q i t Ti
i
i
(i = 1,…,n).
Откуда с учетом зависимости (7.5) получим
p
q i (q k q н ) / 0,5t pi t Пi 0,5t Ti t pi .
i
i
Рис. 7.4. Закон движения – прямоугольное ускорение
p
T
После определения обобщенных ускорений q i и q i по известным из физи-
.
ки зависимостям можно определить обобщенные скорости q i и обобщенные
координаты i-го звена в любой момент времени:
участок разгона 0t t pi
. ..p
qi qi t ;
q i q iн
..p
0,5qi t 2 ;
участок движения с постоянной обобщенной скоростью t pi t t pi t Пi
.
..p
q i q iн
q i q i t pi const ;
..p
0,5 q i t 2pi
..p
q i t pi t t pi ;
участок торможения t pi t Пi t T;
.
..p
..T
q i q i t pi q i t t pi t Пi ;
q i q iн
..p
0,5 q i t 2pi
..p
..p
..T
q i t pi t Пi q i t pi t t pi t Пi 0,5 q i t t pi t Пi 2 .
85
Итак, получены зависимости q q (t ) , при 0 t T , (i=1,…,n), подставляя
i
i
которые в формулу (7.4) можно определить траекторию схвата.
Выше получен закон движения исходя из физических представлений. Подойдем к синтезу этого закона чисто формально.
Полученный закон движения представляет собой простейший пример использования сплайн-функций для описания относительного движения звеньев
по обобщенной координате. Рассмотрим полученную функцию именно как
сплайн-функцию, то есть кусочно-непрерывную функцию, составленную из нескольких отрезков некоторых непрерывных функций: график требуемой функции должен пройти через восемь фиксированных точек (рис. 7.4), которые
можно использовать в качестве условий проектирования закона движения. Для
их удовлетворения надо в аналитическом выражении иметь восемь свободных
коэффициентов. Тогда:
для 1-го участка 0 t t
q p t a t 2 a t a ;
i
p
2
1
0
для 2-го участка t t t t
p
p
П
qi п t b1t b0 ;
для 3-го участка t t t T
p
п
q i T t c 2 t 2 c1t c0 .
Сформулируем граничные условия:
.p
t tp;
1) q p 0 q н ; 2) q 0 0;
.p
.П
3) q p t p q П t П ; 4) q t p q t p ;
t t p t П;
5) q П
t = 0;
t p t П
qT
t p t П ;
.П
6) q
.T
t p t П q t p t П ;
.T
7) q T q ; 8) q T 0 .
Подставляя значения обобщенных координат, скоростей и ускорений на
границах участков в полиномы, выражающие законы движения, и в их производные, получим после преобразований и решения соответствующей системы
уравнений:
t T;
T
.П
k
q к q н
;
q b1
0,5t p t П 0,5t T
b1
q к q н
.
q 2a 2
t p (0,5t pi t Пi 0,5t Ti )t pi
..p
Из чисто формальных соображений получены те же самые основные зависимости.
Заметим, что по различным степеням подвижности значения интервалов
разгона, движения с постоянной скоростью и торможения в общем случае могут быть различны.
Для обеспечения более плавной безударной работы привода i-го звена используют законы движения, в которых ускорение плавно изменяется от нуля в
86
начале интервала разгона до некоторой максимальной величины, а затем плавно убывает до нуля.
Одним из наиболее распространенных законов такого типа является синусоидальный закон (рис. 7.5).
Рис. 7.5. Синусоидальный закон движения
Для установления зависимостей между длительностями интервалов, величинами обобщенных ускорений, скоростей и перемещений здесь удобно ис-
.
пользовать диаграмму обобщенных скоростей q t :
i
t
0,5q i 1 cos
t pi
.П
.
qi t
.
при 0 t t pi ;
П
при t pi t t pi t ni ;
qi
.
t t pi t Пi
0,5q in 1 cos
T t pi t Пi
при t pi t ni t T.
Интегрируя эту зависимость от 0 до Т и приравнивая результат к перемещению по обобщенной координате q , равному q k qн , находится постоянная
i
i
i
П
.
интегрирования q const , а после этого и зависимость q i t .
i
.
Дифференцируя выражение для обобщенной скорости q t , определим
i
..
обобщенные ускорения q t .
i
87
Полученные законы движения являются, по сути, сплайн-функциями, то
есть функциями, составленными из отрезков нескольких простейших функций,
имеющих касание друг с другом того или иного порядка. При необходимости
можно самим сконструировать подходящий закон движения.
Вторая подзадача решается с использованием зависимости (7.2)–(7.4) с
учетом того, что в каждой матрице T элементы являются функциями одной
i 1, i
обобщенной координаты q :
i
q i (t )
i (t), если пара вращательная;
Si (t), если пара поступательная.
Перепишем выражение (7.2) в виде
Ton q1,..., q n ; t T01q1 t T12 q 2 t Tn 1,n q n t
из которого в соответствии с (7.4) определим значения шести наддиагональных
элементов.
a12 t a13 t a14 t
a 23 t a 24 t
0
0
0
a 34 t
1
T01q1t T12q 2 t Tn 1,n q n t .
Понятно, что каждый из наддиагональных элементов есть также функция
обобщенных координат и времени, то есть a a ( q ,..., q ; t ), (k=1,2,3;
k ,l
k ,l
1
n
l=2,3,4).
Таким образом, решение 2-й подзадачи есть решение основной прямой задачи кинематики манипулятора и она решается по изложенному ранее алгоритму при известных, как результат выполнения 1-й подзадачи, зависимостях
qi qi t ; 0 t T .
7.3. ОПРЕДЕЛЕНИЕ АБСОЛЮТНЫХ СКОРОСТЕЙ
И УСКОРЕНИЙ ТОЧЕК И ЗВЕНЬЕВ МАНИПУЛЯТОРА
После того как принят закон изменения обобщенных координат qi(t), можно в соответствии с изложенным ранее матричным методом определить положение схвата и любого другого звена манипулятора в пространстве, т. е. определить координаты их характерных точек и ориентацию как функцию времени.
88
Запишем вновь выражение (7.1): R 0n T0n R nn...
dR 0 n dT0 n
dR
Тогда R 0 n
R nn T0 n nn .
dt
dt
dt
dT
Так как dR nn 0 , то R 0 n 0 n R nn или R 0n T0n R nn
dt
dt
С формальной стороны назначение вектора столбца R nn 0 0 0 1 T заключается в выделении из матрицы 4x4 подобного ему вектора-столбца, в ос
нове которого будет четвертый столбец матрицы T .
Поэтому можно записать, с учетом того, что по четвертой координате скорость равна 0, т. к. dl/dt = 0:
0n
R
0n
11
a
21
a
12
a
22
a
13
a
23
a
11
a
0
11
a
0
11
a
0
0n 0
0n
x
x
0n 0
y
y
0n
0n 0
0n
z
z
0
1
0
(Производная от матрицы равна матрице, все элементы которой есть производные от элементов исходной матрицы).
Таким образом, для определения линейных скоростей точек манипулятора
и, в частности схвата, достаточно взять производную по времени от соответствующей матрицы перехода и выделить в ней четвертый столбец.
Найдем производную матрицы перехода как производную произведения:
dT0 n
dq 1 T T T
T
01
12
23
i 1,i Tn 1, n
dt
dt
dq 2 T T
T01 T
12
23
i 1,i Tn 1, n
dt
(7.6)
dq i
T01 T12 T23 T
Tn 1, n
i 1,i
dt
dq n
T12 T23 T34 Ti 1,i T
.
n 1, n
dt
Если бы имелись аналитические выражения для каждого элемента результирующей матрицы перехода, то достаточно было бы продифференцировать по
времени эти элементы и получить абсолютные скорости по каждой координате
X,Y,Z. Однако обычно располагают только матрицами перехода, перемножая
которые определяют координаты необходимых точек манипулятора и ориентацию его звеньев.
Если разрабатывается система управления для конкретного манипулятора,
то возможно в некоторых случаях провести преобразования и перейти к конкретным аналитическим выражениям. Но это должно оцениваться в каждом
89
конкретном случае: либо целесообразно сокращать затраты времени проектировщиков, либо машинное время при управлении роботом.
После того как определены скорости по трем координатам, можно определить полную абсолютную скорость требуемых точек звеньев манипулятора, и в
частности центра схвата.
V0 n x 2 0 n y 2 0 n z 2 0 n .
Так как при исследовании кинематики манипуляторов используются специальные системы координат и перемещение i-го звена относительно (i-1)-го
всегда происходит по оси Zi-1 либо вокруг нее, то расчет производных от исходных матриц перехода кинематических пар несколько упрощается: чтобы
продифференцировать матрицу перехода кинематической пары, достаточно ее
умножить слева на матрицу дифференцирования i-1,i:
0 1
1 0
0 0
0 0
0
0
0
0
0
0
, если i-я кинематическая пара вращательная;
0
0
0
0
0
0
0
0
0
0
0
0
, если i-я кинематическая пара поступательная,
1
0
i 1,i
то есть
0
0
0
0
dTi1,i
dt
i1,i Tii,i
dqi
.
dt
Тогда выражение (7.6 ) примет вид:
dT0 n
dq
dq
01 T01 1 T12 Tn 1,n T01 T12 i1,i Ti1,i i Tn 1,n
dt
dt
dt
dq
T12 T23 Ti1,i n 1,n Tn 1,n n .
dt
Пример: Пусть матрица перехода будет иметь вид (поворот вокруг оси Zi-1):
TiZ1, i
Ci
Si
Si
Ci
0 0
0 0
0
0
0
0
1 0
0 1
90
.
Тогда по правилу дифференцирования матриц
Si Ci 0 0
dTiZ1,i Ci Si 0 0 di
.
0
0
0 0 dt
dt
0
0
0 0
С использованием матрицы дифференцирования i-1,i:
dTiZ1,i
dt
0 1 0 0 Ci
1 0 0 0 S i
0 0 0 0 0
0
0
0 0
S i
Ci
0
0
0 0
S i
0 0 di
Ci
1 0 dt
0
0 1
0
0
Ci
S i
0
0
0 0
0 0 di
.
0 0 dt
0 0
Определим матрицу T i1,i , равную произведению i1,i Ti1,i , для вращательной и поступательной кинематических пар:
вращательная кинематическая пара q i i var ia :
0 1 0 0 С i
S i C i
S i S i
C i C i
S i
C i S i
C i
0
0
1
T i 1, i i 1, i Ti 1, i
0
0
0
0 0 S i
0 0 0
0
0
0 0
0
S i
C i C i
C i S i
a i S i
C i
S i C i
S i S i
a i C i
0
0
0
0
0
0
0
0
a i C
a i S i d i
Si
dt
1
d i
;
dt
поступательная кинематическая пара qi Si varia:
T i 1, i i 1, i Ti 1, i
0 0 0 0 Сi
0 0 0 0 S i
0 0 0 1 0
0 0 0 0 0
Si C i
Ci C i
SiS i
CiS i
a i C
a iSi
S i
0
C i
0
Si
1
0 0 0 0
0 0 0 0 dSi
.
0 0 0 1 dt
0 0 0 0
Зная аналитические выражения матриц скоростей, их можно непосредственно подставлять в выражение (7.6).
Смысл использования оператора дифференцирования i1,i , состоит в сохранении матриц Ti 1,i , чтобы не переходить к другим аналитическим выражениям при составлении программ вычисления скоростей.
91
Глава 8. ОБРАТНАЯ ЗАДАЧА КИНЕМАТИКИ
МАНИПУЛЯТОРОВ РОБОТОВ
8.1. ОБРАТНАЯ ЗАДАЧА КИНЕМАТИКИ МАНИПУЛЯТОРОВ РОБОТОВ
ПРИ КОНТУРНОМ УПРАВЛЕНИИ
Обратная задача кинематики манипуляторов является одной из основных
задач кинематического и динамического анализа и синтеза манипуляторов.
Она решается при контурном управлении роботом, когда схват должен перемещаться по заданной в пространстве и времени траектории, и заключается в
определении значений обобщенных координат манипулятора по заданному положению схвата. В результате решения обратной задачи должны быть определены в аналитической или табличной форме зависимости
q1 q1 1 , S1 , a1 , 1 , x 0 n , y 0 n , z 0 n , x 0 z n , y 0 z n , x 0 y n ; t ;
..............................................................................................
/\
/\
/\
q i q i i , Si , a i , i , x 0 n , y 0 n , z 0 n , x 0 z n , y 0 z n , x 0 y n ; t ;
..............................................................................................
/\
/\
/\
q n q n n , Sn , a n , n , x 0 n , y 0 n , z 0 n , x 0 z n , y 0 z n , x 0 y n ; t
/\
/\
/\
При работе манипулятора положение схвата непрерывно меняется по заданному закону движения. При этом центр схвата будет описывать требуемую
траекторию, а схват будет ориентирован в пространстве вполне определенным
образом, то есть обратная задача решается по заданным зависимостям
x 0 n x 0 n ( t ); y 0 n y 0 n ( t ); z 0 n z 0 n ( t );
x 0 z n f1 ( t ); y 0 z n f 2 ( t ); x 0 y n f 3 ( t ).
/\
/\
/\
Примеры заданных траекторий:
раскрой листового материала (рис. 8.1а);
сварка непрерывных швов на сложной пространственной поверхности
(рис. 8.1б).
электрод
а)
б)
Рис. 8.1. Движение схвата по заданной траектории
92
Для обеспечения произвольного требуемого положения схвата в общем
случае необходимо шесть степеней подвижности, три из которых – переносные
– должны обеспечивать заданное положение схвата в пространстве, то есть заданные значения координат x 0n x 0n (t ); y0n y0n (t ); z0n z0n (t ), а другие три –
ориентирующие – заданную ориентацию схвата: x 0 /\ z n f1 (t );
y0 z n f 2 (t );
/\
x 0 y n f 3 (t ).
/\
Если число степеней подвижности
манипулятора меньше шести, то схват
3
не сможет занять произвольное положение и на его положение и ориентацию
2
будут наложены ограничения.
Если число степеней подвижности
больше шести или больше заданных
1
условий, то манипулятор приобретает
свойство маневренности, в результате
которой схват может занять требуемое
Рис. 8.2. Возможные положения
положение при различных положениях
манипулятора
промежуточных звеньев (рис. 8.2).
Избыточные степени подвижности можно использовать для удовлетворения каких-либо дополнительных условий, например для обхода препятствий.
В дальнейшем, если специально не оговорено, будут рассматриваться случаи, когда число степеней подвижности равно числу условий на движение
схвата.
Рассмотрим несколько простых случаев решения обратной задачи кинематики манипулятора.
Пример 1. Манипулятор с прямоугольz0
ной системой координат (рис. 8.3).
q2 2
k
k
k
Задано: n = 3; x 03 (t ); y 03 (t ); z 03 (t ).
1
Определить: q1 ( t ); q 2 ( t ); q 3 ( t ).
Непосредственно по рисунку 8.3 можно
установить, что:
q1 (t ) z 0n (t ); q 2 (t ) y 0n (t ); q 3 (t ) x 0n (t );
Равенство обобщенных координат требуемым координатам схвата является важным и основным преимуществом манипуляторов с прямоугольной системой координат,
так как не требует сложных вычислений при
93
q1
A0
A1
A3
0
y03(t)
3
A2
q3
z03(t)
x03(t)
y0
Рис. 8.3. Манипулятор с прямоугольной
системой координат
определении
управляющих
воздействий.
Пример 2. Манипулятор с
цилиндрической системой координат (рис. 8.4).
Задано: n = 3, x03(t), y03(t),
z03(t).
Определить: q1(t), q2(t),
q3(t).
По рис. 8.4 можно определить:
z0
2
3
q2 1
0
q3
q1
y03(t)
x0
A
y0
x03(t)
z03(t)
Рис. 8.4. Манипулятор с цилиндрической
системой координат
q 2 ( t ) z 03 ( t );
2
2
q 3 ( t ) x 03
( t ) y 03
(t) ;
q1 ( t ) arcsin
y 03 ( t )
.
q3 (t)
Пример 3. Манипулятор с угловой (ангулярной) системой координат
(рис. 8.5).
y0
A2
Задано: x02(t), y02(t).
Определить: q1(t), q2(t).
2 b
Данную задачу можно решить,
2
q2
как и раньше, из чисто геометри1
ческих соображений:
b1
A1
y02(t)
2
2
2
q
1
02 b1 b 2
A0
q 2 ( t ) arccos
;
x0
2 b1 b 2
x02(t)
q1 ( t ) ,
где:
z0
x (t) y (t) ;
2
02
2
02
arccos
x 0 (t)
;
arccos
b 22 2 b12
.
2 b1
Рис. 8.5. Манипулятор с угловой
(ангулярной) системой координат
Однако в этом случае может оказаться полезным и более общий подход,
заключающийся в составлении уравнений, связывающих обобщенные и абсолютные координаты манипулятора, в частности такими уравнениями могут
быть аналитические зависимости проекций характерных точек манипулятора.
Запишем уравнения проекций характерной точки А2 схвата манипулятора
на оси координат:
x 02 ( t ) b1 cos q1 b 2 cos(q1 q 2 );
y 02 ( t ) b1 sin q1 b 2 sin( q1 q 2 ).
94
Решая эту систему уравнений относительно q1 и q2, можно определить требуемые законы движения по обобщенным координатам q1(t) и q2(t), уже в определенной степени абстрагируясь от конкретной схемы манипулятора.
Два последних примера показывают, что даже для простейших манипуляторов определение требуемых по заданной траектории движения схвата законов изменения обобщенных координат может представлять определенные
трудности.
К настоящему времени прямого решения обратной задачи для манипуляторов общего вида не существует. В общем случае обратная задача кинематики
манипуляторов решается алгоритмически, то есть численно.
Рассмотрим порядок решения обратной задачи с использованием методов
нелинейного математического программирования, в частности одного из
наиболее распространенных – градиентного метода.
Нелинейное математическое программирование имеет следующий алгоритм:
1. Составляется или определяется критериальная функция как функция
некоторых свободных параметров (в данном случае – как функция обобщенных
координат).
2. Составляется штрафная функция, выражающая дополнительные условия проектирования, и также зависящая от свободных параметров (от обобщенных координат).
3. Составляется целевая функция, в состав которой входят определенным
образом критериальная и штрафная функции.
4. Выбирается метод нелинейного математического программирования и в
соответствии с ним составляется алгоритм оптимизации критериальной функции как части целевой функции.
5. Разрабатывается расчетная программа, и производятся расчеты до выполнения определенных условий.
Изложим последовательность решения обратной задачи кинематики с
использованием методов нелинейного математического программирования.
Вернемся к выражению T0 n T01 T12 ... Ti 1,i ... Tn 1, n .
Каждая матрица Ti 1,i является функцией одной обобщенной координаты
q i , которая в свою очередь, есть функция времени, то есть Ti 1,i Ti 1,i q i (t ).
Тогда матрица Т0n есть функция всех обобщенных координат и времени:
T0Qn T0Qn q1 , q 2 , q 3 ,...,q n ; t .
Следовательно, и каждый из шести наддиагональных элементов этой матрицы также является функцией всех обобщенных координат манипулятора
a Qjr a Qjr (q1 , q 2 , q 3 ,..., q n ; t ) , j 1,...,3; r 2,...,4 .
95
Пусть задан закон движения схвата, то есть заданы законы изменения его
координат и углы ориентации:
x0n x0n (t );
y0n y0n (t );
x0 /\ zn f1(t );
y0 /\ zn f 2 (t );
z0n z0n (t )
.
x0 /\ yn f3 (t )
(8.1)
Тогда можно записать матрицу-задатчик положений и ориентации схвата.
П
a11
(t)
T0Пn
П
П
a12
( t ) a13
(t)
П
a14
(t)
a П21 ( t ) a П22 ( t ) a П23 ( t ) a П24 ( t )
П
П
П
П
a 31
( t ) a 32
( t ) a 33
( t ) a 34
(t)
0
0
0
,
(8.2)
1
П
П
П
где a12 (t ) cos[ x 0 y n ]; a13 (t ) cos[ x 0 z n ]; a 23 (t ) cos[ y0 z n ] ;
/\
/\
/\
П
П
a14
(t ) x 0n (t ); a П24 (t ) y 0n (t ); a 34
(t ) z 0n (t ).
Положим, что в некоторый k-й момент времени tk (k = 0,…,K) заданное поП,k
П,k
П,k
ложение схвата: a 12 ( t k ), a 13 ,..., a 34 ( t k ) совпадает с фактическим его положением, обеспечиваемым текущими значениями q ik обобщенных координат.
Тогда T0Пn, k ( t k ) T0Qn, k (q1k ,..., q kn ; t k ) 0 ,
(8.3)
П ,k
Q ,k
П ,k
Q ,k
П ,k
Q ,k
то есть a 12 ( t ) a 12 0, a 13 ( t ) a 13 0,..., a 34 ( t ) a 34 0.
П , k 1
В следующий (k+1)-й момент времени tk+1 элементы T0 n ( t k 1 ) матрицы –
П , k 1
П , k 1
П , k 1
задатчика (8.2) примут новые значения a12 ( t ), a13 ( t ),..., a 34 ( t ) , рассчитанные по зависимостям (8.1).
П , k 1
Подставив эти новые значения в матрицу T0 n
выражения (8.3), получим
T0Пn, k 1 ( t k 1 ) T0Qn, k (q1k ,..., q kn ; t k ) 0 .
(8.4)
Неравенство матриц T0Пn, k 1 и T0Qn,k объясняется тем, что обобщенные координаты в матрице T0Qn,k остались теми же, что были в момент tk.
Решение обратной задачи кинематики манипуляторов для общего случая
заключается в том, чтобы определить численными методами, в частности методами нелинейного математического программирования, такие новые значения
обобщенных координат, при которых бы неравенство (8.4) превратилось в равенство (8.3).
K
k k+1
Значения обобщенных координат,
при которых обеспечивается равенство
2
П
1
матриц T0 n и T0Qn , принимается за зна0
чения q ik 1 , соответствующие моменту
Рис. 8.6
времени tk+1.
96
После этого (k+1)-е положение принимается за k-е и задается очередное
новое положение манипулятора, то есть в полученное равенство вновь вносится
рассогласование, которое должно быть устранено после определения очередных значений обобщенных координат. Процесс продолжается, пока не будут
определены значения обобщенных координат для всех требуемых К положений
манипулятора на заданной траектории.
Сформируем критериальную функцию. Так как целью решения является
поиск таких значений обобщенных координат, при которых разность между заданным положением схвата и его фактическим положением равнялась нулю, то
в качестве критерия следует принять параметр, отражающий эту разность.
Например:
) a
) a
k 1
k 1
k 1
a12
( t ) a12 (q1m ,..., q mn ) 2 a13
( t ) a13 (q1m ,..., q mn ) 2 a14
( t ) a14 (q1m ,..., q mn ) 2
a k231 ( t ) a 23 (q1m ,..., q mn
2
k 1
24
( t ) a 24 (q1m ,..., q mn
k 1
34
2
( t ) a 34 (q1m ,..., q mn ) 2.
Здесь, q im значение i-й обобщенной координаты на шаге m вычислительного процесса (рис. 8.7) в ходе поиска
m
новых значений обобщенных коордиK нат; индекс П, здесь и в дальнейшем,
m+1
k
2
k+1
опускается. Возможная траектория
1
вычислительного процесса (штриховая
0
линия) представлена на рисунке 8.7.
Рис. 8.7. Гипотетическая траектория
Обобщенные координаты не мовычислительного процесса
гут принимать совершенно произволь(штриховая линия)
ные значения, так как перемещение по
каждой степени подвижности может
быть только в определенных границах (рис. 8.8): q imin q i q imax (i=1,…,n).
q2max
z0
1
q1max
q2min q2
А1
2
А2
А0
q1min
0
y0
x0
Рис. 8.8. Ограничения на движения манипулятора
по обобщенным координатам
97
В связи с этим для автоматического выполнения возможного диапазона
изменений обобщенных координат вводятся штрафные функции в виде следующих ограничений на значения qi:
Fi1
0, если q i q imin 0;
Wi1 (q imin q i ), если q i q imin 0,
F
2
i
0, если q imax q i 0;
Wi2 (q i q imax ), если q imax q i 0,
где Wi1 , Wi2 – весовые коэффициенты штрафных функций, которыми можно регулировать их крутизну. Кроме указанных могут быть и другие ограничения.
В качестве целевой функции можно использовать функцию, являющуюся
суммой критериальной и частных штрафных функций:
in
in
i 1
i 1
K (q1 ,..., q n ) Fi1 Fi2 .
Примем в качестве метода поиска новых значений обобщенных координат
qi градиентный метод, выражающийся следующей зависимостью:
q im1 q im h i
(q 1m ,..., q im q i ,..., q mn ) (q 1m ,..., q im ,..., q mn )
, i 1,..., n,
q i
(8.5)
где h i – шаг по i-й обобщенной координате; q i – малое приращение i-й обобщенной координаты, используемое при определении частной производной
по qi.
Важно отметить, что в качестве первого приближения q im (m 1) используется старое значение q ik , то есть в начальный момент полагают q1i q ik .
Вычислительный процесс приближения к значениям q ik1 может быть прекращен по любому используемому в нелинейном программировании признаку.
В частности, его можно закончить по условию q im 1 q im i , здесь i – допускаемая по точности воспроизведения траектории величина отклонений i-й
обобщенной координаты.
Учитывая характер функции (8.5), в качестве окончательного следует принять значение
q ik 1 0,5 (q im1 q im ) .
Отметим, что (m+1)-й шаг к (k+1)-й точке в процессе вычислений может
осуществляться по различным алгоритмам, свойственным методам нелинейного программирования. При использовании собственно градиентного метода
98
(m+1)-й шаг должен осуществляться одновременно по всем координатам после
определения направления движения по антиградиенту.
Полученные значения q ik1 обобщенных координат соотносятся с моментом
времени tk+1 и запоминаются. После этого в целевую функцию вместо значеk 1
ний a 12k 1 ,...,a 34
подставляются значения наддиагональных элементов, соответk 1
ствующие моменту времени tk+2, которые и принимаются за a 12k 1 ,...,a 34
. Затем
вновь запускается вычислительный процесс, который заканчивается, когда будут определены значения обобщенных координат для всех назначенных реперных точек k, k=0,...,K. В результате получается таблица значений обобщенных
координат q ik (i 1,..., n); (k 0,..., K) , которую можно трактовать как функции
q i q i x 0 n , y 0 n , z 0 n , x 0 z n , y 0 z n , x 0 y n ; t , являющиеся решением обратной задачи
кинематики манипулятора и представленные в табличном виде.
/\
№
0
1
2
...
k
...
K
/\
t
t0
t1
t2
…
tk
…
T
/\
q1
q10
q 11
q12
…
q1k
…
q 1K
q2
q 02
q12
q 22
…
q k2
…
q K2
…
…
…
…
…
…
…
…
qi
q i0
q 1i
q i2
…
q ik
…
q iK
…
…
…
…
…
…
…
…
q n 1
q 0n1
q 11
q 2n1
…
q kn1
…
q Kn1
qn
q 0n
q1n
q 2n
…
q kn
…
q Kn
При выборе количества точек на заданной траектории возникает следующее противоречие: для более точного воспроизведения траектории желательно
назначать как можно больше реперных точек, но это потребует и большего машинного времени для решения обратной задачи. При редком задании точек
схват может отклоняться от заданной траектории на недопустимую величину.
Таким образом, время, через которое следует назначать опорные точки,
есть функция требуемой точности воспроизведения траектории.
После определения в табличном виде функций q i q i t можно численно
их продифференцировать и найти обобщенные скорости и ускорения, возникающие в каждой степени подвижности при реализации заданной траектории
движения схвата.
Будем использовать для этого центральную разность.
qik 1 qik 1 k q ik 1 2 q ik q ik 1
k
q
; qi
.
Тогда: i
t 2
2 t
Таким образом, будут получены функции q ik , q ik также в табличном виде.
Чтобы формировать управляющее воздействие в виде непрерывных функций,
99
а не табличных, целесообразно аппроксимировать табличные значения обобщенных координат, скоростей и ускорений. Для этого можно воспользоваться,
например, интерполяционной формулой Лагранжа:
q i ( t ) q i0
q i2
( t t 0 ) ( t t 2 ) ... ( t t K )
( t t 1 ) ( t t 2 ) ... ( t t K )
q1i
( t 0 t 1 ) ( t 0 t 2 ) ... ( t 0 t K )
( t 1 t 0 ) ( t 1 t 2 ) ... ( t 1 t K )
( t t 0 ) ( t t 1 ) ... ( t t K )
( t t 0 ) ( t t 1 ) ... ( t t K 1 )
... q iK
.
( t 2 t 0 ) ( t 2 t 1 ) ... ( t 2 t K )
( t K t 0 ) ( t K t 1 ) ... ( t K t K 1 )
В результате будет получена непрерывная функция qi(t), которая в фиксированные моменты времени k гарантированно проходит через точки q ik .
0
Пример. Пусть при t0 = 0с; t1 = 2с; t2 = 4с соответственно: q 3 50 мм;
q13 60 мм; q 32 40 мм; t 2 c .
Тогда:
( t 2) ( t 4)c 2
( t 0) ( t 4)c 2
( t 0) ( t 2)c 2
60
мм
40
мм
(0 2) (0 4)c 2
(2 0) (2 4)c 2
(4 0) (4 2)c 2
50мм
60мм
( t 2 2 t 4 t 8)c 2
( t 2 0 t 4 t 0 4)c 2
2
2
8с
4с
40мм
50 60 40
300
( t 2 0 t 2 t 0 2)c 2 t 2
60 10 t 50.
2
4
8
8с
8
8
q 3 ( t ) 50мм
Окончательно: q 3 ( t ) 3,75t 2 12,5t 50 мм .
8.2. РЕШЕНИЕ ОБРАТНОЙ ЗАДАЧИ КИНЕМАТИКИ МАНИПУЛЯТОРОВ
НА ОСНОВЕ ЛИНЕЙНОЙ ЗАВИСИМОСТИ МЕЖДУ АБСОЛЮТНЫМИ
И ОБОБЩЕННЫМИ СКОРОСТЯМИ (УПРАВЛЕНИЕ ПО СКОРОСТИ)
Как известно, положение схвата манипулятора однозначно определяется
его обобщенными координатами, а именно:
X X(Q) ,
(8.6)
где: X [ x(t ), y(t ), z(t ), (t ), (t ), (t )] – вектор абсолютных координат схвата;
Q [q1 ( t ), q 2 ( t ),, q n ( t )] – вектор обобщенных координат манипулятора;
n – число степеней подвижности манипулятора.
Дифференцируя (8.6) по времени, получим
,
J(Q)Q
X
(8.7)
где J (Q ) – матрица Якоби размерностью 6 n для преобразования (8.7).
В терминах рассматриваемой нами обратной задачи кинематики манипуляционных систем матрица Якоби (размерностью 6 n ) имеет вид:
100
x
q
1
y
q1
z
q
J (Q ) 1
q
1
q1
q1
x
q 2
y
q 2
z
q 2
q 2
q 2
q 2
x
q n
y
q n
y
q n
q n
q n
q n
Зависимость (8.7) более подробно можно представить следующим образом:
dx
dq1
t
dt
dy
dq
J (Q) 2
t
dt
d
dq n
t
dt
(8.8)
Зависимости (8.7) и (8.8) показывают, что между абсолютными скоростями
существует линейная связь, однако коэффиX и обобщенными скоростями Q
циенты в этой линейной связи переменные, так как элементы матрицы Якоби
x x
,
,,
,
, которые образуют эти коэффициенты в различных сочетаq1 q 2
q n 1 q n
ниях, есть величины переменные.
Выражение (8.7) представляет собой прямую скоростную задачу и её решение при известных (заданных) функциях q1(t), q2 (t), , qn (t) не представляет
собой принципиальных трудностей.
Решим зависимость (8.7) относительно обобщенных скоростей Q , а именно:
J 1 (Q)X
Q
(8.9)
Эта зависимость и есть решение обратной задачи по скорости, которая часто используется для управления манипуляционным роботом в режиме on-line.
При этом вектор обобщенных координат Q является неизвестным и значения q1, q2 ,, qn приходится для данного момента времени (рассчитываемого момента реального времени) брать с датчиков обратной связи, фиксирующих текущее положение i-го звена относительно (i-1)-го, то есть значение q i .
В выражении (8.9) J 1 (Q) есть обратная матрица по отношению к матрице
Якоби J (Q) .
101
Рассмотрим более подробно последовательность решения прямой и обратной скоростных задач на примере простого манипулятора с двумя степенями
подвижности (рис. 8.9).
y0
Р
q2
l2
y(t)
q1
x(t)
x0
Рис. 8.9. Манипулятор с двумя степенями подвижности
Прямая задача о положении:
x(t ) (l2 q2 ) cos q1 ;
y (t ) (l2 q2 ) sin q1.
(8.10)
При этом: q 1 q 1 ( t ), q 2 q 2 (t) .
Обратная задача о положении:
q1 ( t ) arctan
y( t )
, q 2 ( t ) x 2 ( t ) y 2 ( t ) l2 .
x(t)
(8.11)
Даже для столь простого манипулятора решение обратной задачи представляет собой нелинейные зависимости.
Для более сложных манипуляторов, как правило, найти зависимость
Q Q( X ) в явном виде не представляется возможным.
Однако зависимость Q Q[X( t )] необходима для управления манипуляционным роботом, так как требуемое движение схвата обеспечивается соответствующими движениями звеньев манипулятора по обобщенным координатам:
qi qi (t ) i 1, n .
В то же время, как было указано раньше (см. зависимость (8.9)), между
обобщенными скоростями q i и абсолютными скоростями x i ; y i ; z i ; i ; i ; i существует линейная связь с переменными коэффициентами. Именно поэтому часто
и переходят к управлению по скоростям.
Получим требуемые зависимости между обобщенными и абсолютными
скоростями для рассматриваемого нами двухзвенного манипулятора, используя
общий подход, не прибегая пока к обратной матрице Якоби.
102
Пример решается с целью продемонстрировать порядок получения аналитических зависимостей для управления по скоростям, считая это решение обратной задачи в явном виде (подобно выражениям (8.11)) невозможным или
нецелесообразным из-за сложности.
Поэтому начнём решение с дифференцирования формул (8.10) по времени
dx
dq
dq
(l 2 q 2 ) sin q1 1 cos q1 2
dt
dt
dt
.
dy
dq1
dq 2
(l 2 q 2 ) cos q1
sin q1
dt
dt
dt
(8.12)
Введем обозначения:
dy
dx
x ;
dt
dt
y ;
a11 (l 2 q 2 ) sin q1; a 12 cosq1
dq2
(8.13)
q 2 ;
a 21 (l 2 q 2 ) cos q1; a 22 sin q1
dt
dq 1
q 1 ;
dt
Тогда:
x a11q 1 a12q 2 ;
y a 21q 1 a 22q 2 .
(8.14)
Решим полученные зависимости (8.13), (8.14) относительно обобщенных
скоростей q 1 и q 2 . Получим вначале явную зависимость от x ( t ) и y ( t ) для
обобщенной скорости q 1 . Для этого умножим первую из зависимостей (8.14) на
a 22 , а вторую на a12 :
a12a 22q 1 a12a 22q 2 x a 22 ;
a 21a12q 1 a 22a12q 2 y a12.
Вычтем из первого выражения второе: (a11a 22 a 21a12 )q 1 x a 22 y a12 , и следовательно:
q 1 ( t )
a 22
a 12
x
y .
a 11a 22 a 21a 12
a 11a 22 a 21a 12
(8.15)
Для получения явной зависимости относительно q 2 (t) умножим первое из
выражений (8.14) на a 21 , а второе на a 11 . Тогда:
a11a21q1 a12 a21q 2 xa21 ;
a21a11q1 a22 a11q 2 ya11.
Вычитая из первого выражения второе, получим (a12a 21 a 22a11 )q 2 x a 21 y a11 .
Откуда
q 2 ( t )
a 21
a 11
x
y .
a 12a 21 a 22a 11
a 12a 21 a 22a 11
(8.16)
Упростим выражения (8.15) и (8.16). Вначале упростим знаменатель дроби
перед x и y , учитывая выражения (8.13),
103
(a11a 22 a 21a12 ) (l 2 q 2 ) sin q1 sin q1 (l 2 q 2 ) cos q1 cos q1 (l 2 q 2 ).
Теперь выражения (8.15) и (8.16) можно записать в окончательном виде:
sin q1 ( t )
cos q1 ( t )
x ( t )
y ( t );
l2 q 2
l2 q 2
q 2 ( t ) cos q1 ( t ) x ( t ) sin q1 ( t ) y ( t ).
q 1 ( t )
Или компактнее
sin q1
cos q1
x
y ;
l2 q 2
l2 q 2
q 2 ( t ) cos q1 x sin q1 y .
q 1 ( t )
(8.17)
В матричной форме выражения (8.17) имеют вид
sin q1
q1
q l 2 q 2
2
cos q1
cos q1
x
l2 q 2 .
y
sin q1
(8.18)
Что и требовалось получить.
Выражения для обобщенных скоростей в форме (8.17) и (8.18) выше получены обычным путем алгебраических преобразований. Для сложных манипуляторных систем такой подход будет связан с громоздкими преобразованиями.
Для решения рассматриваемой задачи имеется более рациональный подход
с использованием обратной матрицы Якоби.
Представим производные (8.12) и (8.14) по времени в виде выражений:
x ( t ) (l 2 q 2 ) sin q1 q 1 cos q1 q 2 ;
y ( t ) (l 2 q 2 ) cos q1 q 1 sin q1 q 2 ,
или в форме матриц:
x (l2 q2 ) sin q1 cos q1 q1
y (l q ) cos q
sin q1 q 2
2
2
1
(8.19)
Матрица, являющаяся первым сомножителем в правой части выражения
(8.19), есть матрица Якоби.
Следовательно, выражение (8.19) можно записать в виде
.
J(Q)Q
X
(8.20)
Убедимся, что первый сомножитель в правой части выражения (8.20) есть
матрица Якоби для рассматриваемого манипулятора.
Действительно, беря частные производные по q1 и q 2 от правой части зависимости (8.10), получим
104
x
q
J (Q) 1
y
q1
x
q 2 (l 2 q 2 ) sin q1 cos q1
.
y (l 2 q 2 ) cos q1 sin q1
q 2
Данное выражение полностью совпадает с соответствующей матрицей выражения (8.19).
Получим обратную матрицу Якоби в следующей последовательности:
1. Матрица алгебраических дополнений исходной матрицы Якоби:
sin q1 (l 2 q 2 ) cos q1
JD
.
cos q1 (l 2 q 2 ) sin q1
2. Присоединенная матрица – транспонированная матрица алгебраических
дополнений:
sin q 1
Jp
(l 2 q 2 ) cos q 1
cos q 1
.
(l 2 q 2 ) sin q 1
3. Определитель исходной матрицы Якоби – Якобиан:
det J(q) (l 2 q 2 ) sin q 1 sin q 1 (l 2 q 2 ) cos q 1 cos q 1 (l 2 q 2 ) .
4. Обратная матрица Якоби
sin q1
J ( Q) l 2 q 2
cos q1
1
Jp
cos q1
l2 q 2 .
sin q1
Как видно, полученное выражение полностью совпадает с первым сомножителем правой части зависимости (8.18) и, следовательно, выражение (8.9)
полностью обосновано для рассмотренного примера.
Глава 9. ДИНАМИЧЕСКИЙ СИНТЕЗ И АНАЛИЗ
МАНИПУЛЯЦИОННЫХ СИСТЕМ
ПРОМЫШЛЕННЫХ РОБОТОВ
Динамический синтез (обратная задача динамики) манипуляционных систем промышленных роботов заключается, кроме прочего, в определении
обобщенных сил, действующих в приводах каждой степени подвижности и необходимых для обеспечения требуемого закона движения схвата по заданной
траектории.
При динамическом анализе (прямая задача динамики) по известным обобщенным силам, действующим в каждой из степеней подвижности манипулятора, определяют законы движения звеньев по обобщенным координатам.
105
Для решения этих задач будем использовать уравнение Лагранжа 2-го рода:
d L L
Fi ,
dt q q i
i
(i=1,…,n),
где L – функция Лагранжа, вычисляемая по формуле L = К–П, здесь: К
и П – соответственно полные кинетическая и потенциальная энергии подвижных звеньев манипулятора в данный момент времени; Fi – обобщенная сила,
действующая в i-й степени подвижности.
Исходными данными для динамического синтеза манипулятора являются
линейные и угловые скорости соответствующих точек и звеньев манипулятора,
определяемые в ходе решения прямой или обратной задач кинематики, моменты инерции и массы звеньев, а также некоторые другие параметры.
В соответствии с приведенным уравнением Лагранжа 2-го рода алгоритм
определения обобщенных сил сводится к последовательному выполнению следующих операций:
1. Определение кинетической энергии подвижных звеньев манипулятора.
2. Определение потенциальной энергии подвижных звеньев манипулятора.
3. Определение функции Лагранжа L.
4. Почленное определение составляющих уравнения Лагранжа 2-го рода
путем дифференцирования функции Лагранжа по обобщенным скоростям и по
времени, а затем – по обобщенным координатам.
В результате выполнения этого алгоритма будут получены зависимости
между обобщенными силами и обобщенными ускорениями, скоростями и координатами, которые (зависимости) можно в общем виде представить следующим образом:
F1 q 1 , q 1 , q 1 ; q 2 , q 2 , q 2 ;...; q n , q n , q n ; t F1 ( t );
F2 q 1 , q 1 , q 1 ; q 2 , q 2 , q 2 ;...; q n , q n , q n ; t F2 ( t );
......................................................................................
Fn q 1 , q 1 , q 1 ; q 2 , q 2 , q 2 ;...; q n , q n , q n ; t Fn ( t ).
Полученные n дифференциальных уравнений можно использовать как для
динамического анализа, так и для динамического синтеза манипулятора. При
этом при динамическом синтезе обобщенные силы определяются непосредственно по приведенным уравнениям путем прямых расчетов, так как все параметры в левых частях уравнений оказываются известными, а при решении задач динамического анализа, когда известны лишь обобщенные силы Fi(t), при-
106
ходится приведенные уравнения рассматривать как систему n обыкновенных
дифференциальных уравнений второго порядка и решать ее (систему) тем или
иным численным методом, например методом Рунге-Кутта. Результатом реше
ния системы дифференциальных уравнений будут законы движения q i ( t ) , q i ( t )
и q i ( t ) всех звеньев по обобщенным координатам.
Поясним решение задач динамики на примере двух простых манипуляторов.
Манипулятор с двумя степенями подвижности, работающий в ангулярной
(угловой) системе коорy0
A2
динат (рис. 9.1).
V2 2
q2
При динамическом
J2
S2
анализе и синтезе данноm2
го манипулятора будем
q2
a
2
считать известными киV1 J 1
F1
m
y02
1
нематические
размеры
a1
A
q1
1 F
2
b
манипулятора (длина b1
1
q1 S1 1
звена 1; расстояния а1 и а2
A0
x
до центров масс), момен0
0
x02
ты инерции J1, J2 и массы
Рис. 9.1. Манипулятор
m1, m2 звеньев.
с двумя степенями подвижности
Определим зависимости между абсолютными и обобщенными скоростями манипулятора. Линейные скорости V1 и V2 центров масс звеньев 1 и 2 равны:
V1 a1 q1;
V2
2
x2 y22
,
где x 22 и y 22 – проекции скорости V2 на оси координат x0 и y0.
Так как
x 2 b1 cos q1 a 2 cos q1 q 2
и
y 2 b1 sin q1 a 2 sin q1 q 2 ,
то
107
x 2 b1 q1 sin q1 a 2 q1 q 2 sin q1 q 2 ;
y 2 b1 q1 cosq1 a 2 q1 q 2 cosq1 q 2 .
Тогда
2
V2 [b q 1
2
1
2
b q1
2
1
2
sin q 1 2b1a 2 q 1 q 1 q 2 sin q 1 sin q 1 q 2 a 22 q 1 q 2 sin 2 q 1 q 2
2
2
cos q 1 2b1 a 2 q 1 q 1 q 2 cos q 1 cosq 1 q 2 a 22 q 1 q 2 cos 2 q 1 q 2 ] 0,5
2
2
[b q 1 a q 1 q 2 2b1a 2 q 1 q 1 q 2 cos q 2 ] 0,5 .
2
1
2
2
2
Определим полную кинетическую энергию манипулятора
2
2
2
2
K 0,5[m1V12 J1 q1 m 2 V22 J 2 (q1 q 2 ) 2 ] 0,5{m1a12 q1 J1 q1 m 2 [b12 q1 a 22 (q1 q 2 ) 2
2b1a 2 q1 (q1 q 2 ) cos q 2 ] J 2 (q1 q 2 ) 2 }.
Перегруппируем слагаемые кинетической энергии по обобщенным скоростям:
2
2
K 0,5J 1 (q 2 ) q1 J 12 (q 2 ) q1 q 2 0,5J 2 q 2 ,
где:
J 1 J1 J 2 m1a 12 m 2 (b12 a 22 2b1a 2 cosq 2 ) ;
J 12 J 2 m 2 a 22 2m 2 b1a 2 cos q 2 ;
J 2 J 2 m 2 a 22 .
Определим полную потенциальную энергию манипулятора:
П m1ga 1 sin q1 m2g[b1 sin q1 a 2 sin( q1 q 2 )] , где g – ускорение свободного
падения.
Запишем уравнение Лагранжа 2-го рода для каждой степени подвижности:
d L L
F1 ;
dt q q 1
1
d L L
F2 .
dt q q 2
2
108
Найдем выражение составляющих уравнений Лагранжа 2-го рода. Так как
потенциальная энергия манипулятора не зависит от обобщенных скоростей, то
L
q1
L
q2
K
q1
K
q2
J 1 (q 2 ) q1 J 12 (q 2 ) q 2 ;
J 12 (q 2 ) q1 J 2 q 2 ;
d L d K d
J
(
q
)
q
J
(
q
)
q
2
m
b
a
q
q
sin
q
J
q
1
2
1
12
2
1
2 1 2 1 2
2
1 1
dt q dt q dt
1
1
2
2
m 2 b1a 2 q1 sin q 2 J 12 (q 2 ) q 2 J 1 q1 J 12 q 2 m 2 b1a 2 (2 q1 q 2 q1 ) sin q 2 ;
d L d K d
J q J q m b a q q sin q .
J
(
q
)
q
J
q
12
2
1
2
2
2 1 2 1
2
2
12 1 2 2
dt q dt q dt
2
2
Из выражения для определения полной кинетической энергии манипулятора видно, что кинетическая энергия манипулятора не зависит от обобщенной
координаты q 1 , поэтому
L (K П) (П)
m1ga 1 cos q1 m 2g[b1 cos q1 a 2 cos(q1 q 2 )] .
q1
q1
q1
При выводе последней формулы надо иметь в виду, что
sin( q1 q 2 ) sin q1 cos q 2 cos q1 sin q 2 cos q1 cos q 2 sin q1 sin q 2
q1
q1
cos(q1 q 2 )
Определим последнюю из составляющих уравнений Лагранжа 2-го рода.
L (K П)
m2 b1a 2 q1 sin q 2 m 2 b1a 2 q1 q 2 sin q 2 m 2ga 2 cos(q1 q 2 ).
q 2
q 2
Собирая полученные выражения в зависимости, выражающие уравнение
Лагранжа 2-го рода, после некоторых преобразований получим
2
J 1 q1 J 12 q 2 m 2 b1a 2 (2 q1 q 2 q 2 ) sin q 2 m1ga 1 cos q1 m 2g[b1 cos q1
a 2 cos(q1 q 2 )] F1;
2
J 12 q1 J 2 q 2 m2a 2[b1 q1 sin q 2 g cos(q1 q 2 )] F2 .
При решении задач динамического анализа (прямая задача динамики) эти
уравнения следует, как отмечалось, рассматривать в качестве системы дифференциальных уравнений и, интегрируя их численно, определять при известных
обобщенных силах F1 и F2 законы движения q1 ( t ) и q 2 ( t ) по обобщенным ко-
109
ординатам и их первые и вторые производные q1 ( t ) , q 2 ( t ) и q1 ( t ) , q 2 ( t ) , являющиеся обобщенными скоростями и ускорениями.
Для решения задач динамического синтеза (обратная задача динамики) до
статочно по известным q 1 ( t ) , q 2 ( t ) , q1 ( t ) , q 2 ( t ) и q1 ( t ) , q 2 ( t ) и другим параметрам прямым способом вычислить обобщенные силы F1 и F2 .
Манипулятор, работающий в цилиндрической системе координат и имеющий три степени подвижности, изображен на рис. 9.2.
z
y
q3
l3
l3
2
J2, m2
J1
m
q3
m3
m
3
1
q1
q2
q1
x
y
0
x
Рис. 9.2
В соответствии с ранее принятым алгоритмом запишем декартовы координаты масс звеньев манипулятора как функции обобщенных координат:
x2 = 0, y2 = 0, z2 = q2;
x3 = q3cosq1; y3 = q3sinq1; z3 = q2;
x = (q3+l3)cosq1; y = (q3+l3)sinq1; z = q2.
Продифференцировав полученные зависимости по времени, определим
проекции скоростей центров масс на декартовы координаты:
x2 0 ; y 2 0 ; z 2 q 2 ; x3 q3 cos q1 q3 q1 sin q1 ;
y3 q3 sin q1 q3 q1 cos q1 ; z 3 q 2 ;
x q3 cos q1 (q3 l3 ) q1 sin q1 ; y q3 sin q1 (q3 l3 ) q1 cos q1 ; z q 2 .
Определим квадраты полных скоростей центров масс:
V22
2
2
2
2
x2 y 2 z 2 q 2 ;
110
2
2
2
2
2
2
V x 3 y3 z 3 q 3 cos q1 2 q 3 q 3 q1 cos q1 sin q1 q q1 sin q1 q 3 sin 2 q1
2
3
2
2
2
2
3
2
2
2
2
2 q 3 q 3 q1 sin q1 cos q1 q 32 q1 cos 2 q1 q 2 q 3 q 32 q1 q 2 .
2
2
2
2
2
2
V 2 x y z q3 cоо2q1 2 q3 q1 (q3 l3 ) cos q1 sin q1 (q3 l3 )2 q1 sin 2 q1 q3 sin 2 q1
2
2
2
2
2
З
2 q3 q1 (q3 l3 ) sin q1 cos q1 (q3 l3 )2 q1 cos2 q1 q 2 q3 (q3 l3 )2 q1 q 2 .
апишем выражение для кинетической энергии манипулятора:
2
2
2
m 2 m3 2 1
1 2 m 2
2
V
V3 m 2 V22 J 2 q1 J1 q1 q 3 q 3 l3 q1 q 2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
m
m
J
J
1
3 q 3 q 32 q1 q 2 2 q 2 2 q1 1 q1 J 1 (q 3 ) q1 J 2 q 2 J 3 q 3 ,
2
2
2
2
2
К
где J 1 m(q 3 l 3 ) 2 m 3 q 33 J 2 J 1 ; J 2 m m 3 m 2 ;
J 3 m m3 .
Потенциальная энергия манипулятора есть функция обобщенной координаты q2: П (m m2 m3 )gq 2 , где g = 9,81 м/с2.
Запишем функцию Лагранжа L = K–П и уравнения Лагранжа 2-го рода для
каждой степени подвижности:
d L
dt q
i
L
q Fi , (i=1, 2, 3).
i
Дифференцируя соответствующим образом функцию Лагранжа, определим составляющие уравнения Лагранжа 2-го рода, расположенные в ее левой
части.
Для 1-й степени подвижности:
2
2
2
2
d
d L d 1
1
1
J
(
q
)
q
J
q
J
q
П
(
q
)
J
(
q
)
q
1 3 1
1 3 1
2 2
3 3
2
dt q dt q 2
2
2
dt
1
1
d
2
m(q 3 l3 ) 2 m 3q 3 J1 J 2 q1 2m(q 3 l3 ) q 3 2m 3q 3 q 3 q1 J 1 q1 .
dt
Кинетическая и потенциальная энергии манипулятора не зависят от обобщенной координаты q1, поэтому
L
0.
q1
Для 2-й степени подвижности:
111
2
2
2
d
d L d 1
1
1
J
(
q
)
q
J
q
J
q
П
(
q
)
J
q
J
q
1 3 1
2 2
3 3
2
2 2 2 2 .
dt q dt q 2
2
2
dt
2
2
112
Кинетическая энергия манипулятора не зависит от обобщенной координаты q2, поэтому
L (П)
(m m 2 m3 )g.
q 2
q 2
Для 3-й степени подвижности:
2
2
2
d
d L d 1
1
1
J
(
q
)
q
J
q
J
q
П
(
q
)
J
q
(
m
m
)
q
1 3 1
2 2
3 3
2
3 3
3
3.
dt q dt q 2
2
2
dt
3
3
Потенциальная энергия манипулятора не зависит от обобщенной координаты q2, поэтому
2
2
2
L К
1
1
2
2
J
(
q
)
q
m
(
q
l
)
m
q
J
J
q
m
(
q
l
)
m
q
q
1 3 1
3
3
3 3
2
1 1
3
3
3 3 1 .
q3 q3 q3 2
q3 2
Подставляя полученные составляющие в уравнения Лагранжа 2-го рода,
запишем систему уравнений динамики манипулятора:
m(q
2
2
3 l3 ) m 3q 3 J 2 J1 q1 2 m(q 3 l3 ) m 3q 3 q 3 q1 F1 ;
(m m3 m 2 )(q 2 g) F2 ;
m m3 q3 m(q3 l3 ) m3q3 q1
2
F3.
Как и раньше, рассчитав из каких-либо условий, например из условия реализации заданной траектории путем решения обратной задачи кинематики за
коны q i (t ) , q i ( t ) и q i ( t ) , можно определить требуемые при известных массах и
моментах инерции звеньев силовые воздействия привода.
При проектировании манипуляционных систем промышленных роботов
наибольший интерес представляет обратная задача динамики, когда по известным (требуемым для обеспечения заданного движения схвата) законам изменения обобщенных координат следует определить необходимые для этого обобщенные силы.
В связи с тем, что при решении обратной задачи кинематики манипуляторов, как правило, используются численные методы и ввиду сложности зависимостей для расчета полных кинетических и потенциальных энергий многозвенных манипуляторов произвольной структуры, уравнения Лагранжа 2-го рода,
описывающие динамику таких манипуляторов, также приходится решать численно, например, с использованием центральных разностных схем.
113
Глава 10. НАЗНАЧЕНИЕ, СОСТАВ И КЛАССИФИКАЦИЯ
РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
10.1. НАЗНАЧЕНИЕ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
Вся деятельность человека, в конечном счете, направлена на удовлетворение потребностей, которая в нашем случае сводится к обеспечению выпуска на
промышленном предприятии предметов потребления.
В общем случае мы должны при этом знать ответы на три вопроса:
1. Что изготавливать (т. е. что делать, что найдет (может найти) рынок
сбыта)?
2. Сколько изготавливать (программа выпуска) по количеству, по сроку и
по длительности изготовления?
3. Как изготавливать (каким образом, какими силами и средствами)?
Изготовление может быть: ручным, механизированным, автоматизированным и автоматическим (см. схему).
Схема промышленного производства
Промышленное
производство
Свойства промышленного производства
по степени
по типу производства
автоматизации
Ручное
Единичное
Механизированное
Серийное
Автоматизированное
Массовое
Автоматическое
Механизация – освобождение человека от участия в энергетическом
потоке обработки изделий.
Промежуточные
Автоматизация – освобождение
предметы
человека от участия в энергетическом
потребления
и информационном потоках обработки изделий.
Собственно
Любой тип производства может
предметы
выполняться с любой степенью авпотребления
томатизации.
Полярными можно считать: единичное, ручное производство и массовое
автоматическое производство на жестких автоматических станках и линиях.
При единичным ручном производстве применяют универсальные металлообрабатывающие станки с обслуживающим их станочником высокой квалификации или универсальные станки с ЧПУ по принципу: сколько станков –
Предметы потребления
114
столько рабочих. Для него характерна большая универсальность, но низкая
производительность и культура труда. Такое производство сейчас используется
в ремонтных организациях, при выпуске исследовательского уникального оборудования.
Массовое автоматическое производство на жестких автоматических линиях и на станках-автоматах обеспечивает безлюдное высокопроизводительное
производство, однако является специальным и не может быть использовано
при смене продукции. Такое производство широко используется, например, в
подшипниковой промышленности.
В общем объеме промышленного производства единичное и массовое производство занимает около 20 %. Остальные 80 % занимает серийное производство, когда в год на той или иной единице оборудования выпускают от 2 до
100–200 наименований и партиями в 20–200 штук.
Именно серийное производство (крупносерийное, среднесерийное и мелкосерийное) и является экономически наиболее выгодной сферой применения
гибких автоматизированных производств (ГАП) и их основной составляющей –
роботизированных технологических комплексов.
Понятно, что серийное производство не является единственным типом
производства, в котором целесообразно использовать робототехнические комплексы (РК): они используются в массовом, а иногда и в единичном производствах.
Рассмотрим место применения РК и выполняемые ими функции при различных уровнях автоматизации.
Необходимо отметить, что автоматизация технологических процессов
имеет целью улучшение экономических и социальных факторов.
Экономические факторы автоматизации: увеличение производительности
труда; повышение качества продукции; снижение себестоимости изготовления.
Социальные факторы: улучшение условий труда и безопасности человека,
практически почти полное исключение его из производственного процесса и
сведение его роли к наладке оборудования и наблюдению за его работой.
В классическом варианте повышение уровня автоматизации решало все
вышеуказанные задачи, но резко снижалась универсальность автоматических
производств, что и привело к необходимости создания гибких автоматизированных производств.
В процессе развития средств автоматизации на автоматический режим выполнения переводились различные этапы и операции технологических процессов.
Первый уровень автоматизации – это автоматизация цикла обработки. Он
сводится к автоматическому управлению последовательностью и характером
движений рабочего инструмента в целях получения заданной формы, размеров
и качества поверхности обрабатываемой детали.
115
Наиболее полное воплощение автоматизация этого уровня нашла в станках
с ЧПУ. При этом обеспечивается возможность осуществлять управление практически для неограниченной номенклатуры деталей, то есть такие станки фактически являются универсальными с автоматической обработкой деталей.
Применение таких станков повышает производительность труда в 2–4 раза. Существенно повышается также качество продукции. Загрузка – разгрузка
таких станков, однако, производится вручную, и они относятся к категории
станков-полуавтоматов.
Второй уровень автоматизации – это автоматизация загрузки – разгрузки
станков-автоматов, в том числе и станков с ЧПУ. Наибольшей универсальностью и быстротой переналадки обладают ПР, используемые в качестве загрузочно – разгрузочных устройств.
По мере снижения требований к быстроте переналадки загрузочных
устройств и увеличения размера партии обрабатываемых деталей упрощаются
средства загрузки-разгрузки деталей в рабочую зону основного технологического оборудования (ОТО). На многоцелевых обрабатывающих центрах такими
средствами часто служат автооператоры.
Второй уровень автоматизации часто обеспечивается с помощью роботизированных технологических комплексов, в которых ПР обслуживает единицы
или группу ОТО.
Третий уровень автоматизации – автоматизация контроля обрабатываемых
деталей, состояния инструмента, состояния станков, а также контроля и подналадки технологического процесса.
Такая автоматизация обеспечивает длительную работу оборудования (в течение одной – двух смен) без участия человека.
Третий уровень автоматизации обеспечивается созданием адаптивных РК,
а также гибких производственных модулей, представляющий собой комплекс,
состоящий из многооперационного станка (обрабатывающего центра),
устройств приема и перемещения спутников (палет), ПР (или автооператоров),
устройств контроля, диагностирования и других вспомогательных механизмов
и устройств, управляемых от общей системы автоматизированного управления.
Четвертый уровень автоматизации – автоматическая переналадка оборудования с выпуска одного изделия на другое.
На существующем оборудовании переналадка пока осуществляется вручную и занимает значительную часть календарного времени (от нескольких часов до целой смены и больше). То есть этот этап производства до настоящего
времени не автоматизирован и является слабым звеном в цепи средств автоматизации (автоматизированного производства).
Пятый уровень автоматизации – гибкие производственные системы (ГПС),
представляющие собой (ГОСТ 26228-85) совокупность в различных сочетаниях
оборудования с ЧПУ, РТК, ГПМ, отдельных единиц ОТО и систем обеспечения
116
их функционирования в автоматическом режиме в течение заданного интервала
времени, обладающую свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах их характеристик.
В идеале при быстрой переналадке ГПС с выпуска одного изделия на другое (переналадка вспомогательного ТО, инструмента, замена управляющих
программ) они должны обеспечивать производительность, близкую к той, что
обеспечивается в современном массовом производстве при изготовлении деталей одного наименования.
Необходимо отметить, что повышение уровня автоматизации оборудования тесно связано с ростом уровня организации всего производства на данном
предприятии.
Изолированный станок с ЧПУ, ПР, ГПМ или РТК при одиночном использовании на предприятии, где не применяется в достаточно широких
масштабах такое оборудование, не эффективен, так как в таких случаях, как
правило, вся организация производства на таком предприятии не соответствует
требованиям, предъявляемым новой высокопроизводительной и нуждающейся
в высококвалифицированном обслуживании техникой.
Таким образом, наиболее приемлемыми уровнями автоматизации, обеспечиваемыми непосредственно РТК, являются 2-й и 3-й.
10.2. СОСТАВ И КЛАССИФИКАЦИЯ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
Робототехнический комплекс – это автономно действующая совокупность
технологических средств производства, включающая основное и вспомогательное технологическое оборудование и промышленные роботы, выполняющие
технологические основные и вспомогательные операции, а также обеспечивающая полностью автоматический цикл работы внутри комплекса и его связь с
входными и выходными потоками остального производства.
РК классифицируют по пяти признакам:
по функциональному признаку;
по области применения;
по структурному признаку;
по компоновочному признаку;
по типу производственного подразделения.
1. По функциональному признаку различают роботизированный технологический комплекс (РТК) и роботизированный производственный комплекс
(РПК).
Роботизированный технологический комплекс – это автономно действующая совокупность технологических средств производства, включающая единицу или группу технологического полуавтоматического оборудования, взаимо117
действующего с одним или несколькими ПР, и набор вспомогательного оборудования, обеспечивающего полностью автоматический цикл работы внутри
комплекса и его связь с входными и выходными потоками остального производства.
Роботизированный производственный комплекс – это автономно действующая совокупность технологических средств производства, включающая, как
минимум, один промышленный робот, выполняющий основные операции технологического процесса (сборку, сварку, окраску и т. п.), и набор вспомогательного оборудования, обеспечивающего полностью автоматический цикл
выполнения технологических операций внутри комплекса и его связь с входными и выходными потоками остального производства. При этом автоматизация вспомогательных операций внутри комплекса может выполняться с помощью других ПР.
2. По области применения различают следующие роботизированные комплексы: механообработки; холодной штамповки; ковки; литья; прессования
пластмасс; термической обработки и гальванопокрытий; сварки; окраски;
транспортирования; контроля и испытаний; сборки.
3. По структурному признаку различают:
однопозиционные РТК, включающие один ПР в комплекте с единицей
технологического оборудования станок – робот, пресс – робот, то есть «оборудование – робот» (рис. 10.1).
групповые РТК, включающие один ПР, обслуживающий группу однотипного или разнотипного технологического оборудования (рис. 10.2);
Рис. 10.1
Рис. 10.2
– многопозиционные РК (роботизированные центры РТЦ или РПУ),
включающие группу ПР (рис. 10.3), выполняющих взаимосвязанные или взаимодополняющие функции (например, один ПР заливает металл в машину литья
под давлением, а другой снимает готовые отливки; группа ПР осуществляет ряд
сборочных операций на многопозиционном поворотном столе).
Таким образом, структурный признак отражает взаимодействие ТО внутри
комплекса.
118
4. По компоновочному признаку различают шесть типовых схем. Тип
компоновки комплекса зависит от конструктивно-кинематического исполнения
ПР, а именно: от типа основных (переносных) координатных перемещений ПР,
определяющих характер его рабочей зоны, а также от схемы расположения технологического оборудования.
ПР
ПР
ТО
ВО
ПР
Рис. 10.4
Рис. 10.3
1-я компоновочная схема РТК (рис. 10.4) включает комплексы, характеризующиеся линейным расположением ТО и ВО. Такой тип компоновки создается на основе ПР, работающих в плоской прямоугольной системе координат, он
применяется в основном в механообрабатывающем производстве для однопозиционных комплексов «станок – робот».
2-я компоновочная схема РТК (рис. 10.5) характеризуется линейно-параллельным расположением ОТО и ВТО. Она создается на базе ПР тельферного
(портального) типа с плечелоктевой конструкцией манипулятора. Применяется
в основном в механообработке для комплексов группового типа (до 6-ти станков).
3-я компоновочная схема РТК включает комплексы (рис. 10.6), созданные
на базе ПР, работающих в цилиндрической системе координат с горизонтальной осью вращения («качанием» манипулятора). Применяются в механообработке и кузнечнопрессовом производстве при однопозиционной структуре комплексов.
ПР
ПР
ТО
ТО
ТО
ТО
ВО
ВО
ПР
ТО
ВО
ВО
ПР
Рис. 10.5
Рис. 10.6
Имеет линейно-параллельную схему расположения оборудования.
119
4-я компоновочная схема РТК (рис. 10.7) создается на базе ПР, работающих в цилиндрической системе координат с вертикальной осью вращения, и
характеризуется круговым расположением ОТО и ВТО. Применяется в основном в кузнечнопрессовом производстве при создании технологических комплексов «пресс – робот», а также в механообработке при создании групповых
комплексов «группа станков – робот» (до 3-х станков).
Рис. 10.7
Рис. 10.8
5-я компоновочная схема РТК (рис. 10.8) создается на базе ПР, работающих в сферической системе координат. В данную группу могут входить,
например, ПР, имеющие широкие функциональные возможности (до 6-ти степеней подвижности). Комплексы используются в наиболее сложных условиях –
при групповом обслуживании разнотипного по схеме загрузки механообрабатывающего оборудования, при выполнении окрасочных и других работ. Схема
расположения оборудования – двухрядная – линейно – параллельная либо круговая.
6-я компоновочная схема РТК – смешанная. Используется при создании
многопозиционных комплексов литейного, сборочного, иногда кузнечнопрессового производства. В таких комплексах применяются, как правило, несколько
ПР с различными конструктивно-компоновочными исполнениями.
5. По типу производительного подразделения различают:
роботизированные технологические ячейки (РТЯ);
роботизированные технологические участки (РТУ);
роботизированные технологические цеха (РТЦ).
Здесь классификационным признаком служит количество выполняемых в
РК технологических операций.
В РТЯ выполняется одна основная технологическая операция. Количество
единиц ТО и ПР в составе РТЯ не регламентируется. В РТЯ может совсем отсутствовать ТО, когда основную технологическую операцию выполняет непосредственно ПР, или, наоборот, могут отсутствовать как самостоятельные ПР,
когда они конструктивно объединены с ТО.
120
РТУ – здесь выполняются несколько основных технологических операций,
которые объединены технологически, конструктивно (оборудованием) или организационно (управлением). Операции могут быть одинаковыми или разными.
РТЛ – это разновидность РТУ, в которой разные операции связаны друг с
другом технологически.
В РТУ операции могут быть объединены по различным признакам, например по принадлежности к одному виду технологического процесса, по выполнению на однотипном оборудовании и т. д.
РТУ не есть простое соединение РТЯ и может не иметь их совсем, как
обособленных структурных единиц. Например, РТУ может включать несколько
единиц ТО, обслуживаемых одним ПР. В простейших РТУ может быть несколько ПР, последовательно выполняющих основные операции, например
сборку одного изделия.
Развитые РТУ содержат несколько единиц ТО и несколько единиц ПР.
РТЦ – это РТК, состоящий из нескольких РТУ, объединенных транспортной системой, межцеховым автоматизированным складом, системой управления и календарного планирования. Кроме того, РТУ оснащаются системами
контроля качества продукции.
Глава 11. ТРАЕКТОРИИ МАНИПУЛЯТОРОВ РОБОТОВ
В СОСТАВЕ РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ
11.1. КОМПОНОВКА РТК И ВОЗМОЖНЫЕ ТРАЕКТОРИИ
СХВАТА МАНИПУЛЯТОРА
Компоновка РТК и состав его оборудования являются наиболее существенными факторами, влияющими на траектории схвата. Важным фактором
являются также функции, выполняемые роботом в РТК.
Различают несколько типов производственных ситуаций.
1. Промышленный робот только загружает или только разгружает оборудование, а также, если робот обслуживает РТК с объединенными входом и выходом.
Примеры:
1.1. ПР из входного накопителя подает заготовки в штамп (рис. 11.1а), а
после изготовления детали она (деталь) сдувается, сталкивается дополнительным приспособлением или забирается другим роботом.
1.2. Робот снимает деталь после обработки на токарном станке при использовании в качестве заготовки пруткового материала.
121
1.3. Робот забирает заготовку с тактового стола, ставит ее в приспособление станка, а на освободившееся место кладет деталь, вынесенную при обратном движении из зоны станка (рис. 11.1б).
В этом случае траектории схвата в прямом и обратном направлениях совпадают.
ТО
ТО
ПР
ПР
ВхН
а)
Тактовый
стол
б)
Рис. 11.1. РТК с объединенным входом и выходом
2. Робот обслуживает РТК, в котором входной и выходной накопители
(или позиции захвата заготовки и разгрузки детали) расположены на небольшом расстоянии друг от друга.
Примеры:
2.1. Заготовка берется с одного транспортера, а деталь укладывается на
другой, расположенный рядом (рис. 11.2а). Ситуация вызвана тем, что деталь
после существенного изменения формы в процессе обработки или с целью сохранения чистоты обработки поверхности не может быть уложена в транспортер заготовок.
2.2. Робот с одним схватом (рис. 11.2б) приносит из ячейки кассеты заготовки на столик у рабочей зоны станка, берет деталь в станке, ставит ее на столик рядом с заготовкой, загружает станок заготовкой, берет деталь и транспортирует ее в освободившуюся ячейку. В такой производственной ситуации траектории прямого и обратного перемещения близки друг к другу и могут быть
приняты одинаковыми на значительном протяжении с различием в непосредственной близости от соответствующего оборудования.
3. Робот обслуживает РТК, в котором по условиям общей компоновки ГПС и
планирования транспортных путей в цехе входные и выходные позиции разнесены на значительные расстояния (рис. 11.3). Обычно такая производственная
ситуация возникает при обслуживании роботом нескольких единиц технологического оборудования (от 2-х до 6-ти), расположенных в последовательности
технологического процесса.
122
Многостаночное обслуживание роботом обычно используется при значительной продолжительности технологических операций, например, при механообработке на токарных или фрезерных станках.
ТО
ПР
Кассета
ПР
б)
а)
Рис. 11.2. РТК с близкорасположенными входами и выходами
ТО1
ТО2
ТО3
ВыхН
ВхН
МПХ1
МПХ2
Портальный робот
Рис. 11.3. РТК с удаленными
входом и выходом
Это наиболее типичный случай, включающий в себя как частные два
предыдущих. Именно в таких производственных сценах РТК вопрос планирования траекторий является наиболее содержательным.
Заметим, что в РПК, когда робот является основным технологическим оборудованием (сварка, окраска и т. д.), возникают производственные ситуации
либо аналогичные рассмотренным, либо когда траектория полностью диктуется
технологическим процессом, как, например, это имеет место при заданной
конфигурации сварочного шва, или когда заготовку заданной формы следует
вырезать из листового материала. В последних случаях траектория не подлежит
планированию, а задача сводится к обеспечению наиболее точного воспроизведения заданной траектории за счет определения требуемых законов изменения
обобщенных координат методами решения обратной задачи кинематики. В
123
дальнейшем будем рассматривать 3-й тип производственной сцены, к которому
могут быть сведены многие другие, за исключением случаев, когда траектория
и ориентация схвата строго заданы на всем протяжении.
Заметим, что оборудование с целью сокращения времени и затрат на
транспортирование деталей роботом должно устанавливаться на минимально
возможном расстоянии, с расположением мест обслуживания по возможности
на одном уровне и на одной прямой или на одной дуге окружности (рис. 11.4).
ТО2
ТО1
ТО1
ТО2
ТО3
ТО3
ПР
ПР
Рис. 11.4
11.2. АНАЛИЗ МЕСТНЫХ (ЧАСТНЫХ) ТРАЕКТОРИЙ МАНИПУЛЯТОРА
Планирование траекторий движения схвата начинается с анализа местных
траекторий манипулятора, то есть траекторий перемещения схвата вблизи рабочей зоны определенного оборудования или соседнего оборудования. На
местной траектории манипулирования выделяют следующие характерные
участки:
1) сопряжение схвата с изделием и съем схвата с изделия;
2) установка и съем изделия с оборудования;
3) вход и выход схвата из рабочей зоны ТО;
4) перемещение схвата от одного оборудования к другому: подход, уход,
движение мимо оборудования;
5) перемещения, связанные со сменой схвата;
Некоторые участки в реальном РТК могут отсутствовать.
При рассмотрении производственных сцен РТК используют системы координат, связанные с технологическим оборудованием и промышленным роботом.
Однако при необходимости эти системы координат могут располагаться
произвольно по отношению друг к другу.
1. Установка и съем изделия с оборудования.
124
Для большинства типов технологического оборудования характерны три
вида ориентации траектории схвата при установке и съеме изделия на/с оборудования:
по оси Xто: печи, окрасочные камеры, прессы горячей штамповки и т. д;
по оси Yто: токарные станки;
по оси Zто: вертикально-фрезерные, плоскошлифовальные, зубофрезерные станки, операции укладки изделий в тару, магазины, загрузочные устройства.
Zто
3
Zр
Oто
Yто
2
Xто
1
Yр
Oр
Xр
0
Рис. 11.5
Ориентация траекторий съема – установки схвата с/на изделия могут быть
и более разнообразными: в зоне положительных и отрицательных значений
осей Xj и Yj, но всегда в положительной части оси Zj.
По характеру движения относительно изделия схваты делят на боковые и
торцевые.
Боковые: схват снимается с изделия или одевается на него перпендикулярно направлению съема изделия с оборудования (рис. 11.6а). Такие схваты используются чаще, т. к. они позволяют совместить движение съема схвата с изделия с движением выхода из рабочей зоны.
Торцевые: схват снимается с изделия в том же направлении, что и само изделие с оборудования (рис. 11.6б). Такие схваты применяют, когда захват деталей за боковые поверхности невозможен из-за их малых размеров, неудобной
формы или препятствия со стороны ТО, а также при захвате за внутренние поверхности детали.
125
Движение съема
детали с оборудования
Ось станка
Движение
съема схвата
а)
б)
Рис. 11.6. Боковые (а) и торцевые (б) схваты
2. Ориентация траектории выхода схвата из рабочей зоны.
Ориентация траектории выхода схвата из рабочей зоны может быть по
всем трем осям:
выход по оси Xто является наиболее естественным, так как такое направление совпадает с направлением движения, выполняемым оператором при неавтоматизированном обслуживании. Однако при этом зона оператора оказывается занятой.
выход по оси Yто, а также в отрицательном направлении осей Xj и Yj
осуществляется реже, т. к. конструкцией оборудования, как правило, не предусмотрено его обслуживание с этих сторон. К преимуществам выхода по оси Yj
и в отрицательном направлении оси Xj относится свободный подход оператора
к рабочей зоне оборудования для его настройки, а также при загрузке – разгрузке вручную при отказе робота.
выход по оси Zто применяется при подвесной установке робота на портале. При напольной установке ПР такой выход может оказаться целесообразным из-за возможного сокращения траекторий, поскольку в этом направлении
размеры препятствий обычно невелики.
выход в произвольном направлении, несовпадающим с координатными
осями используется при обслуживании ТО несколькими ПР, при применении
двуруких роботов, роботов со сферической или сложной полярной системой
координат, при малых размерах ПР по сравнению с обслуживаемым ТО. Обычно в этом случае отклонение этих траекторий от естественных осей оборудования незначительно и на первых этапах проектирования такой выход или вход
можно считать совпадающим с осями координат ТО.
3. Ориентация траекторий движения схвата от предыдущего оборудования
к следующему.
Ориентация траекторий движения схвата от предыдущего оборудования к
следующему по техпроцессу осуществляется в общем случае по всем направлениям: при напольной установке ПР чаще используются перемещения по четырем направлениям: в положительном и отрицательном направлениях осей Xj и
Yj, т.е. уход и подход от одного ТО к другому обычно в таком случае осу126
ществляется в горизонтальной плоскости; при портальной компоновке ПР чаще
перемещение ухода – подхода выполняется в вертикальной плоскости – в положительном и отрицательном направлениях оси Zj.
Ориентация движения схвата между оборудованием однозначно определяет ориентацию переносных степеней подвижности ПР, которые выполняют это
движение, а следовательно, и ориентацию робота относительно технологического оборудования, то есть ориентацию инерциальной системы координат робота относительно системы координат оборудования.
Как правило, те оси неподвижной системы координат ПР, которые оказываются в горизонтальной плоскости, располагаются либо перпендикулярно либо параллельно оси Xj оборудования, то есть под углами 0º, 90º, 180º или 270º.
При проектировании РТК целесообразно рассматривать различные варианты местных траекторий и выбирать наиболее оптимальные по ряду критериев,
например, по протяженности траектории, по величине перемещений по обобщенным координатам, по времени перемещения, по числу степеней подвижности, участвующих в реализации данной траектории, по удобству обслуживания
оборудования оператором и наладчиком.
11.3. ОСОБЕННОСТИ ИСПОЛЬЗОВАНИЯ НЕСКОЛЬКИХ ПР В ОДНОМ РТК
Два и более ПР используются в одном РТК в следующих случаях:
1. Один робот не успевает обслуживать оборудование за требуемое время,
т. е. ПР не укладывается в заданный такт выпуска деталей.
2. Один ПР не может обеспечить съем и транспортировку детали, например длинный вал, крыло самолета, корпусные кольца турбин и т. д.
3. Величины ходов одного ПР не достаточно для обслуживания всего РТК,
а модернизация ПР с целью увеличения его зоны обслуживания нецелесообразна.
Возможны различные стратегии обслуживания ТО роботами:
каждый из роботов может обслуживать по мере необходимости любое
оборудование. Это наиболее гибкая стратегия, но реализация достаточно сложна и на конструктивно-компоновочном и на программно-алгоритмическом
уровнях;
обычно на практике используют более простые РТК, в которых все оборудование разбивается на несколько групп так, что каждую из групп может обслуживать один робот. При такой организации РТК передача изделия между
участками может осуществляться следующим образом:
1. Непосредственно из схвата одного ПР в схват другого.
2. Через технологическое оборудование: один робот транспортирует изделие на технологическое оборудование – другой от технологического оборудования.
3. На дополнительной позиции передачи.
127
Первый способ используется редко, так как требует достаточно точного
взаимного позиционирования схватов роботов и, кроме того, при этом должен
быть обеспечен захват за различные поверхности изделия, что не всегда возможно.
Второй способ используется чаще других. При этом загрузка ТО производится одним ПР, а разгрузка – другим с последующей загрузкой этим роботом
(j+1)-го оборудования (рис. 11.7).
ТО2
ТО1
ПРj
ТО3
ПРj+1
Рис. 11.7. РТК с транспортированием изделия через оборудование
Третий способ используется при особо больших расстояниях между ТО
(рис. 11.8), а также в случае, если изделие при передаче с ТО на ТО должно изменить ориентацию (поворот, кантование, смена технологических баз и т. д.).
ТОj+1
ТОj
ПК
- квантователь,
ПРj
поворотный
- -квантователь,
- стол.
поворотный стол.
ПРj+1
Рис. 11.8. РТК с дополнительной позицией передачи
Время обработки изделия на различном ТО обычно различается друг от
друга. Из-за этого могут возникать простои как ТО, так и ПР. При простоях ПР
он должен находиться некоторое время в позиции ожидания конца обработки
изделия. При планировании траекторий нескольких ПР в пространстве и во
времени следует максимально синхронизировать их работу, ориентируясь на
более длительную технологическую операцию. В некоторых случаях это позволяет либо заметно сократить число ПР, либо организовать их синхронную работу по единой управляющей программе (рис. 11.9). Возможна также механическая синхронизация, когда руки ПР монтируются как единое целое, либо
жестко соединяются друг с другом (рис. 11.10).
128
ТО1
ТО2
ВхН
ВыхН
ПХ
Рис. 11.9
ТО1
ВхН
ТО2
ПР1.2
ПР1.1
ВыхН
Рис. 11.10
11.4. МЕЖСТАНОЧНЫЕ
ТРАЕКТОРИИ КАК ФУНКЦИИ ЧИСЛА СХВАТОВ
И ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОЙ СЦЕНЫ
Наиболее часто в РТК возникают следующие производственные сцены при
многостаночном обслуживании:
1. Промышленный робот оснащен одним схватом.
2. ПР оснащен одним схватом; в составе РТК имеются позиции промежуточного хранения изделий.
3. ПР оснащен двумя схватами, закрепленными на одной руке.
Первый случай. В этом случае цикл начинается с разгрузки последнего по
технологическому процессу оборудования, чтобы обеспечить возможность разгрузки предшествующего ТО, т. е. обслуживание ТО идет в последовательности, обратной последовательности технологического процесса (рис. 11.11).
Приведенный рисунок, выполненный в соответствии с компоновкой РТК и
в масштабе, дает возможность представить достаточно точно требуемую траекторию схвата. Однако временное представление здесь затруднено.
Наглядное представление о последовательности работы ПР во времени дает диаграмма перемещений схвата, которая является граф-схемой переходов,
вершины которой соответствуют выделенным (учитываемым) состояниям РТК
(рис. 11.12). При этом используются «распрямленные» траектории, т. е. условные плоские траектории, длина которых равна длине действительных траекторий.
129
Рис. 11.11.
– разгрузка,
– загрузка
l, мм
А4
( ВыхН)
Работа ТО3
Простой ТО3
А3
( ТО3)
Работа ТО2
Работа ТО2
А2
(ТО2)
Простой
ТО2
Работа ТО1
А1
(ТО1)
Простой
ТО1
А0
(ВхН)
Работа
ТО1
t
Тц
Рис. 11.12
На рисунке 11.12 использованы следующие условные обозначения:
– движение схвата с изделием (с заготовкой или деталью);
– движение пустого схвата;
– время ожидания робота (простой);
– работа робота в рабочей зоне ТО;
– время работы ТО
130
Работа РТК по возможности должна быть организована так, чтобы к моменту подхода схвата к рабочей зоне ТО оно заканчивало обработку и при
необходимости останавливалось. В первом случае простой оборудования неоправданно велик.
Второй случай. В этом случае, когда имеется позиция промежуточного
хранения (рис. 11.13), общая длина траектории существенно меньше
(рис. 11.14), а следовательно, меньше время на обслуживание ТО и в целом время цикла, заметно сокращается время простоя технологического оборудования.
ТО1
ТО2
ТО3
Начало
цикла
ПХ1
ПХ2
ПХ3
Траектория
движения схвата
ВхН
ВыхН
Рис. 11.13
l,мм
ВыхН
Простой ТО3
Работа ТО3
Работа ТО3
ТО3
ПХ3
Работа ТО2
Простой ТО2
Работа ТО2
ТО2
ПХ2
Работа ТО1
Работа ТО1
ТО1
ПХ1
Простой ТО1
ВхН 0
Тц
Рис. 11.14
131
Третий случай. Такую организацию производственной сцены (рис. 11.15)
можно отнести к наиболее оптимальному варианту, так как длина траектории
схватов сведена к минимуму (рис. 11.16). Смена заготовки на деталь в схвате и
детали на заготовку в станке происходит непосредственно в рабочей зоне станка.
ТО1
ТО2
ТО3
Траектория
движения схвата
ВхН
ВыхН
Рис. 11.15
ВыхН
ТО3
ТО2
ТО1
ВхН
0
Тц
Рис. 11.16
132
t
Глава 12. ПЛАНИРОВАНИЕ ТРАЕКТОРИЙ СХВАТА
МАНИПУЛЯТОРА НА ОСНОВЕ СПЛАЙН – ФУНКЦИЙ
12.1. ПЛАНИРОВАНИЕ ТРАЕКТОРИЙ ПРИ ОГРАНИЧЕННОМ ЧИСЛЕ
ОПОРНЫХ ТОЧЕК
Наиболее общим случаем планирования траектории является рассмотрение
траектории движения схвата из рабочей зоны одного оборудования в рабочую
зону другого. При определении траектории должны быть учтены ограничения
на саму траекторию и возможные препятствия на пути схвата.
В качестве обязательных требований обычно выступают следующие.
1. В момент снятия объекта манипулирования движение схвата должно
быть направлено перпендикулярно опорной поверхности ТО до тех пор, пока
схват не уйдет на безопасное расстояние. Траектория от начальной точки A H до
точки A У , находящейся на безопасном расстоянии, называется траекторией
ухода, а сама точка A У – точкой ухода (рис. 12.1).
2. В момент постановки объекта манипулирования на ТО схват, начиная с
некоторого безопасного расстояния, должен подходить перпендикулярно к
опорной поверхности ТО. Точка AП , находящаяся на безопасном расстоянии
при подходе к ТО, называется точкой подхода, а траектория от этой точки до
конечной точки A K – траекторией подхода (рис. 12.1).
В общем случае точки ухода и подхода, относящиеся к одному и тому же
оборудованию, могут не совпадать из-за наличия или отсутствия объекта манипулирования в схвате, различных габаритов и условий транспортирования заготовок и т. д.
3. Между точками ухода и подхода схват движется в крейсерском режиме
по траектории, оптимальной в том или ином отношении: по быстродействию;
по затратам энергии; по условиям, обеспечивающим щадящий режим транспортирования объекта манипулирования. Например, могут быть ограничения
на максимальные значения абсолютных скоростей и ускорений.
Таким образом, в качестве наиболее общего случая будем рассматривать
частную траекторию движения схвата от одной остановки до другой при его
перемещении между соседними единицами ТО с выделением на ней трех характерных участков (участок ухода А Н А У ; участок крейсерского перемещения
А У А П ; участок подхода AП AK ) и четырех характерных точек: AH , A У , AП ,
A К – начальной, ухода, подхода и конечной. Координаты этих точек первоначально должны быть заданы в системе координат O j X j Yj Z j j-го ТО.
133
После привязки систем координат робота к системе координат ТО координаты точек AH , A У , AП и A К должны быть пересчитаны в инерциальную систему O Р X Р YР ZР робота.
Zj+1
Zj
AН
AП
AК
AУ
Xj
ZP
Yj
2
0j+1
Yj+1
Xj+1
1
YP
0P
Производственная
площадь
XP
Рис. 12.1 Производственная сцена при планировании траектории
Планирование траектории манипулятора надо вести как в инерциальной
системе координат робота, так и в системе его обобщенных координат. Учитывая, что управление манипулятором ведется в обобщенных координатах q i , то и
окончательное планирование траекторий целесообразно вести именно в пространстве обобщенных координат. Следовательно, перед планированием траектории в обобщенных координатах робота должна быть решена обратная задача
кинематики и по известным координатам точек AH , A У , AП , A К должны быть
определены соответствующие им значения обобщенных координат. В результате будут получены четыре опорные точки в системе обобщенных координат:
(i 1,, n ) ,
q iH , q iУ , q iП , q iК ;
где n – число звеньев манипулятора.
Заметим, что такие точки должны быть определенны по каждой из 1,…,n
обобщенных координат.
Возможно несколько подходов к описанию траектории A H A У А П A К , в зависимости от предъявляемых к ней требований:
1. Траектория на всем своем протяжении представляется одним полиномом по каждой обобщенной координате.
2. Каждый характерный участок траектории описывается отдельной
сплайн-функцией.
3. На участках ухода A H A У и подхода АП AК для большей определенности
она задается как функция времени в инерциальных координатах робота, напри134
мер отрезком пространственной прямой. В этом случае траектория на этих
участках строго определена и не подлежит планированию, а необходимо путем
решения обратной задачи рассчитать соответствующие значения обобщенных
координат и определить функции и q iHУ (t ) и q iПК (t ) (i 1,, n) .
4. Участок A У A П перемещения схвата от одного оборудования к другому с
целью получения более определенной траектории разбивается на достаточно
мелкие дополнительные участки, описываемые соответствующими сплайнфункциями.
qi
qУi
qHi
0
qKi
qiП
t2 t3
t1
t
Рис. 12.2
Задача планирования траектории схвата сводится, следовательно, к построению таких непрерывных или кусочно-непрерывных функций (рис. 12.2),
которые бы проходили через указанные опорные точки и по возможности не
намного отклонялись от прямой, соединяющей эти точки, т. е. к определению
функций
q i q i ( t ); 0 t t 3 , (i = 1,…,n).
Первый подход: обобщенные траектории описываются одним полиномом.
Сформируем требования, которым должна отвечать траектория в этом случае.
1. Траектория на всем протяжении должна быть гладкой.
2. Траектория должна проходить через установленные характерные точки:
qiH (0); qiУ (t1 ); qiП (t2 ); qiК (t3 ) .
3. Скорости и ускорения схвата в начальной и конечной точках должны
быть равны значениям, требуемым по условиям сопряжения схвата с технологической оснасткой. Обычно они равны нулю, однако, например, при работе с
конвейером V (0) 0; V (t 3) 0 .
Эти требования позволяют записать граничные условия полиномов q i ( t ) , с
помощью которых и будет реализовываться траектория.
Точка A H : t 0 :
1) q i (0) q iH ; 2) q i (0) 0; 3) q i (0) 0;
Точка AУ : t t1 :
4) q i ( t1 ) q iУ ;
135
Точка A П : t t 2 :
5) q i ( t 2 ) q iП ;
6) q i ( t 3 ) q iK ; 7) q i ( t 3 ) 0; 8) q i ( t 3 ) 0;
Точка A K : t t 3 :
Таким образом, полином должен отвечать восьми граничным условиям и,
следовательно, он должен быть минимум седьмой степени, когда в полиноме
имеется восемь свободных коэффициентов. Если есть необходимость выполнения каких-либо дополнительных условий, степень полинома может быть повышена на одну – две. Однако в общем случае такое увеличение нежелательно,
так как повышает степень непредсказуемости поведения траектории между
опорными точками. Итак, рассмотрим полином седьмой степени.
q i ( t ) a 7i t 7 a 6i t 6 a 1i t a 0i
(i 1,, n ) .
Продифференцируем его дважды:
.
q i ( t ) 7a 7i t 6 6a 6i t 5 a1i ;
..
q i ( t ) 42a 7i t 5 30a 6i t 4 2a 2i .
Подставим в эти выражения значения t = 0 для точки AH и получим
a 0i q iH ; a1i 0; a 2i 0 .
Оставшиеся пять неизвестных коэффициентов должны быть определены
по пяти неиспользованным граничным условиям из системы пяти уравнений:
a 7 i t17 a 6i t16 a 5i t15 a 4i t14 a 3i t13 q iH q iY ;
7
6
5
4
3
H
П
a 7 i t 2 a 6 i t 2 a 5 i t 2 a 4 i t 2 a 3i t 2 q i q i ;
7
6
5
4
3
H
K
a 7 i t 3 a 6 i t 3 a 5 i t 3 a 4 i t 3 a 3i t 3 q i q i ;
6
5
4
3
2
7a 7 i t 3 6a 6i t 3 5a 5i t 3 4a 4i t 3 3a 3i t 3 0;
42a t 53 30a t 4 20a t 3 12a t 2 6a t 0.
7i
6i 3
5i 3
4i 3
3i 3
Каждый из коэффициентов является функцией значений обобщенных координат опорных точек и моментов времени их прохождения, а именно:
У
a ki a ki (qiH , qi , q iП , qiK ; t1; t 2 ; t 3 ) .
Так как k 0,,7 , а i = 1,…,n, то всего должно быть определено 8 n коэффициентов, из них 5 n коэффициентов из n систем пяти уравнений.
Описание траектории одним полиномом высокой степени весьма удобно с
математической и алгоритмической точек зрения. Однако с физической точки
зрения его использование может привести к нежелательным последствиям, а
именно – к появлению эффекта «блуждания» схвата, т. е. к значительному отходу схвата от желаемой траектории между опорными точками.
136
“Блуждание” схвата
qi
2,3
4
5
1
6,7
t
0
t1
t2
t3
Рис. 12.3. Общий вид полинома седьмой степени
В этом случае возникает сложная задача обеспечения приемлемых отклонений действительной траектории от желаемой, что можно осуществить, отступая от назначенных значений q iУ , q i П , t1 , t 2 (будем считать, что начальные и конечные точки AH и A К изменению не подлежат, так как они определяются расположением оборудования и конструкцией технологического приспособления).
Второй подход. Чтобы уменьшить опасность нежелательного блуждания
схвата, стремятся использовать полиномы возможно более низких степеней.
Одним из путей понижения требуемой степени полинома является представление каждого из трех участков отдельными функциями, которые на границах
участка должны быть соответствующим образом сопряжены – «склеены, сшиты».
В результате траектория схвата будет представлена кусочно-непрерывной
функцией, составленной из трех полиномов, которые в силу их взаимного сопряжения – «склейки» называют сплайн-функциями.
Для рассматриваемой трехучастковой траектории с целью обеспечения
плавного безударного перехода с одного участка на другой на границах участков значения функций, описывающих соседние участки, а также значения их
первых и вторых производных должны быть равны друг другу.
При рассмотрении сплайн-функций вместо абсолютного времени удобно
использовать относительное (нормированное) время для каждого участка
(рис. 12.4).
m
t t m 1
; t m 1 t t m ;
t m t m 1
0 m 1
137
qi
t
m-1
m
t
Рис. 12. 4
Установим граничные условия, которым должны отвечать сплайн-функции:
Первый участок:
Второй участок:
H
1) q1i (0) q i ;
У
5) q 2i (0) q i ;
2) q1i (0) 0;
6) q 2i (0) q1i (1);
3) q1i (0) 0;
У
4) q1i (1) q i ;
7) q 2i (0) q1i (1);
П
8) q 2i (1) q i ;
Третий участок:
9) q 3i (0) q iП ;
12) q 3i (1) q iК ;
10) q 3i (0) q 2i (1);
13) q 3i (1) 0;
11) q 3i (0) q 2i (1);
14) q 3i (1) 0.
Учитывая, что используются три полинома (по одному на каждом участке) и в каждом полиноме есть один свободный коэффициент, то сумма степеней
полиномов должна быть равна
14 – 3 = 11 (здесь 14 – число граничных условий).
Известны различные комбинации степеней полинома на участках.
Наибольшее распространение получили:
4–3–4 – траектории,
3–5–3 – траектории,
5–2–4 – или 4–2–5 – траектории.
Здесь цифры обозначают степени полинома на соответствующих участках.
Чаще других используется 4–3–4 – траектория, так как из всех упомянутых
она имеет полиномы более низких степеней.
Запишем аналитическое выражение для 4–3–4 – траектории:
a 4i 14 a 3i 13 a 2i 12 a 1i 1 a 0i ;
q i () b 3i 32 b 2i 22 b1i 2 b 0i ;
c 4i 34 c 3i 33 c 2i 32 c1i 3 c 0i .
138
Используя условия 1, 2, 3 и 5, 9, найдем
a 0i q iH ; a 1i 0; a 2i 0;
b 0i q iУ ; c 0i q iП
Остальные девять коэффициентов определяются из решения системы девяти уравнений. Причем таких систем должно быть n, а определению подлежит
14 n коэффициентов, при этом коэффициенты полиномов, как и раньше, являются функциями обобщенных координат опорных точек и времени их прохождения.
Продифференцируем сплайн-функции при условии, что q i (0) q i ( t 3 ) 0 и
q i (0) q i ( t 3 ) 0
4a 4i 13 3a 3i 12 ;
q i () 3b3i 22 2b 2i 2 b1i ;
4c 4i 33 3c3i 32 2c 2i 3 c1i .
12a 4i 12 6a 3i 1 ;
q i ( ) 6 b 3 i 2 2 b 2 i ;
12c 4i 32 6c 3i 3 2c 2i .
Запишем по оставшимся девяти граничным условиям систему девяти
уравнений:
1. Условие 4 ( 1 1 ): a 4i a 3i q iH q iУ .
2. Условие 6 ( 1 1 ; 2 0 ): 4a 4i 3a 3i b1.
3. Условие 7 ( 1 1 ; 2 0 ): 12a 4i 6a 3i 2b2i .
4. Условие 8 ( 2 1 ): b3i b 2i b1i q iУ q iП .
5. Условие 10 ( 2 1 ; 3 0 ): 3b3i 2b2i b1i c1i .
6. Условие 11 ( 2 1 ; 3 0 ): 6b3i 2b2i 2c1i .
7. Условие 12 ( 3 1 ): c4i c3i c2i c1i qiП qiK .
8. Условие 13 ( 3 1 ): 4c4i 3c3i 2c2i c1i 0.
9. Условие 14 ( 3 1 ): 12c4i 6c3i 2c2i 0.
Из решения этой системы девяти уравнений определяются девять неизвестных коэффициентов.
Для еще большего уменьшения вероятности блуждания схвата используют
сплайн-функции типа 3–3–3–3–3. В этом случае, кроме ранее рассмотренных
139
трех участков, на участке A У A П вводятся две дополнительные опорные точки и
вместо этого одного участка возникает три (рис. 12.5).
qi
qHi
0
qУi
t1
qiП q Ki
t2
t3
t4
t5
t
Рис. 12.5
В данном случае дополнительные участки вводятся именно с целью понижения степени составляющих сплайн-функции и уменьшения благодаря этому
блуждания схвата. Конкретные значения обобщенных координат в этих точках
не регламентируются, что позволяет уменьшить число граничных условий
(назначаются лишь моменты времени t2 и t3 прохождения их схватом, т. е. моменты перехода с одной функции на другую). В данном случае также будем
пользоваться понятием относительного (нормированного) времени.
Запишем необходимые при указанных условиях граничные условия
(сшивка полиномов должна обеспечить на границах участков непрерывность
скоростей и ускорений, а также выполнение ранее принятых условий прохождения схвата через точки AH , A У , AП , AK ).
Индекс i на время будем опускать.
Участок 1
H
1) q1 (0) q ;
Участок 3
8) q 3 (0) q 2 (1);
9) q3 (0) q 2 (1);
10) q3 (0) q 2 (1);
2) q1 (0) 0;
3) q1 (0) 0;
Участок 5
П
15) q 5 (0) q ;
16) q5 (0) q 4 (1);
17) q5 (0) q 4 (1);
К
18) q 5 (1) q ;
У
4) q1 (1) q ;
19) q5 (1) 0;
Участок 2
У
5) q 2 (0) q ;
6) q 2 (0) q1 (1);
7) q 2 (0) q1 (1);
Участок 4
11) q 4 (0) q 3 (1);
12) q 4 (0) q3 (1);
13) q 4 (0) q 3 (1);
П
14) q 4 (1) q ;
140
20) q5 (1) 0.
Таким образом, получено двадцать граничных условий, что равно числу коэффициентов пяти полиномов третьей степени.
Запишем сплайн-функцию для 3 – 3 – 3 – 3 – 3 – траектории:
a 3i 13 a 2i 12 a1i a 0i ;
b3i 32 b 2i 22 b1i b0i ;
q i c3i 33 c 2i 32 c1i c0i ;
(i 1,, n).
d 3i 34 d 2i 4 d1i d 0i ;
e3i 35 e 2i 52 e1i e0i ;
Из условий 1, 2, 3, 5 и 15 определим a 0i q iH ; a 1i 0; a 2i 0; b 0i q iУ ; e 0i q П .
Остальные коэффициенты определяются из системы пятнадцати уравнений.
12.2. ОБЩИЕ СЛУЧАИ ПЛАНИРОВАНИЯ ТРАЕКТОРИЙ
В ПРОСТРАНСТВЕ ОБОБЩЕННЫХ КООРДИНАТ
В тех случаях, когда точки A У и A П удалены друг от друга на значительные расстояния, может потребоваться большее число участков, чем три или
пять. Увеличение числа участков может быть оправдано и в случае, если желательно обеспечить максимальную точность реализации траектории.
Возможны два варианта общих случаев (число участков равно М):
Первый – когда координаты дополнительных точек не регламентируются
как при рассмотрении 3–3–3–3–3 – траектории.
Второй (наиболее общий случай) – заданы координаты всех промежуточных точек.
Первый случай во многом аналогичен проектированию 3–3–3–3–3–
траектории.
Учитывая, что 1-й и (М-1)-й участки должны иметь по четыре ограничения, М-й – шесть ограничений, а все промежуточные по три ограничения, можно определить выражение для расчета суммы PМ степеней полиномов, удовлетворяющих сформулированным условиям:
PМ = 4 + 4 + 6 + 3 (М – 3) – М = 5 + 2М (М > 3)
Примеры:
М = 3; PМ = 11 (4–3–4; 3–5–3; 5–2–3);
М = 4;
PМ = 13;
М = 5; PМ = 15 (3–3–3–3–3);
М = 6;
PМ = 17;
М = 10; PМ = 25 (3–3–2–3–2–2–2–3–2–3).
Второй случай, как отмечалось, является наиболее общим случаем. Он
возникает, когда траектория движения схвата является функцией времени и задана на всем протяжении в декартовых координатах манипулятора (рис. 12.6).
141
H
A 0
z0
6
1
7
5
2
8
4
3
AК
10
11
9
y0
x0
Рис. 12.6
В результате решения обратной задачи кинематики находятся соответствующие заданным точкам значения обобщенных координат по каждой степени подвижности (рис. 12.7):
q iH , q1i , q i2 ,, q il ,, q iМ1 , q iМ q iК
qHi
3
i
q
q4i
q1i
qi2
t1
t 2 t3 t 4
0
q5i q6i
q7i
q11i = qМi = q Кi
q8i
q9i
q10i
t5 t6 t7 t8 t9
t10
t
t11
Рис. 12.7
Запишем ограничения для рассматриваемого общего случая с использованием понятия относительного времени: m
1 m M.
t t m1
;
t m t m1
t m1 t t m
Здесь М – число участков траектории.
Участок 1
Участок m
1) q1i (0) q iH ;
m1
1) q mi (0) q i ;
2) q1i (0) 0;
2) q mi (0) q ( m1)i (1);
3) q1i (0) 0;
3) q mi (0) q ( m1)i (1);
q mi (1) q im .
4) q1i (1) q1i.
4)
------------------------
142
0 m 1;
Участок 2
Участок (М-1)
1) q 2i (0) q1i;
m2
1) q(l1)i (0) qi ;
2) q ( m1)i (0) q ( m2)i (1);
2) q 2i (0) q1i (1);
3) q 2i (0) q1i (1);
3) q ( m1)i (0) q ( m2)i (1);
4) q 2i (1) qi2 .
m1
4) q( m1)i (1) qi .
Участок 3
Участок M
1) q3i (0) qi ;
М 1
1) q Мi (0) q i ;
2
2) q3i (0) q 2i (1);
2) q Мi (0) q ( М1)i (1);
3) q3i (0) q 2i (1);
q Мi (0) q ( М1)i (1);
3)
K
4) q Мi (1) q i ;
4) q 3i (1) q .
3
i
5) q Мi (1) 0;
6) q Мi (1) 0.
Определим необходимую сумму степеней аппроксимирующих полиномов,
учитывая, что на участке M имеется шесть условий, а на остальных по четыре.
Pm= 6 + 4 (m–1) – m = 2 + 3m
(m > 3)
Примеры:
М = 3; PМ = 11 совпало с предыдущим, т. к. участков, вносящих разницу, в
этом случае нет;
М = 4; PМ = 14 (4–3–3–4);
М = 5; PМ = 17 (4–3–3–3–4) два дополнительных условия по положению;
М = 10; PМ = 32.
Общим недостатком такого представления зависимостей q i ( t ) является
необходимость предварительного решения системы большого числа уравнений
для определения коэффициентов полиномов. Трудности усугубляются еще и
тем, что при изменении числа участков появляется новая система уравнений,
которую нужно решить заново.
Таким образом, для успешного использования изложенных методов представления обобщенных координат необходимо иметь готовые таблицы зависимостей для расчета коэффициентов.
143
В настоящее время таких таблиц нет. И для случая деления траектории на
произвольное число участков их получение связано со значительными трудностями.
Ограничения на обобщенные траектории.
Законы движения q i (t ) , полученные в ходе планирования обобщенной траектории, реализуются приводами в соответствующих подвижных сочленениях.
Полученные из теоретических соображений законы q i (t ) должны быть проверены на возможность исполнения их соответствующим приводом. Существуют
ограничения на перемещения, на скорости и ускорения.
Ограничения на обобщенные перемещения связаны с ограниченным диапазоном перемещения одного звена относительно другого (рис. 12.8)
qimin qi (t ) qimax
qi
q imin
q imax
Рис. 12.8
Для удовлетворения ограничений по перемещению следует определить
экстремумы функций q i ( t ) , что нетрудно выполнить после нахождения корней
уравнения q i ( t ) .
Ограничения на обобщенные скорости q i ( t ) диктуются скоростными возможностями привода и его ограничениями на величину кинетической энергии.
Для определения экстремальных значений q i ( t ) следует найти корни уравнения
qi (t) .
Ограничения на обобщенные ускорения определяются максимально возможными моментами сил и усилиями, развиваемыми приводами.
Траектория движения схвата и его ориентации при конкретном рассмотрении может быть задана различным образом. В частности, она может быть задана, как и ранее, некоторым числом опорных точек при условии движения между ними с постоянными скоростями и по прямой линии.
Приведем пример производственной сцены (рис. 12.9), в которой может
возникнуть необходимость в прямолинейных движениях схвата. Понятно, что
движение между опорными точками может осуществляться и по криволинейным траекториям.
144
Позиция
разгрузки
схвата
0
Начальное
наложение
схвата
0
Позиция
загрузки
схвата
Рис. 12.9. Производственная сцена
Глава 13. ПРИМЕНЕНИЕ РОБОТОТИЗИРОВАННЫХ
ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ
В МЕХАНООБРАБАТЫВАЮЩЕМ ПРОИЗВОДСТВЕ
Механообрабатывающее производство – одна из основных отраслей машиностроения, где находят широкое применение РТК. Здесь роль ПP заключаТО
ется, как правило, в загрузкеразгрузке металлообрабатывающих станков. В качестве TO
ВхН
ВыхН
здесь используются станки: токарные, фрезерные, сверлильные,
зубообрабатывающие,
ПР
шлифовальные и другие.
Рис. 13.1
Вследствие значительного
времени механообработки здесь нашло широкое применение обслуживание одним ПР нескольких станков. В простейшем случае для обслуживания станков
используют ПР с цикловым управлением, например МП-9с, Бриг-10, наиболее
общим случаем является применение позиционных ПР. Перепрограммирование
происходит в среднем раз в неделю. Длительность цикла работы таких ПР –
единицы минут.
145
Рассмотрим простейшую PTЯ. Деталь, которую следует обработать, ПР
берет из левого магазина, где детали находятся в ориентированном положении
и организована их поштучная выдача. После окончания обработки ПР снимает
деталь и кладет ее в правый магазин. Из таких PTЯ собирают участки. При последовательном соединении таких PTЯ все последующие ячейки получают на
входе ориентированные детали из предшествующей ячейки.
Здесь возникает, однако, проблема предварительного размещения деталей
в левом магазине самой первой ячейки, так как детали в общем случае приходят
в таре навалом. Возможны следующие пути решения этой задачи:
загрузка магазина вручную;
применение вместо магазина специального ориентирующего приспособления, вибробункеров, устройств ориентации за счет магнитного поля и т. п.;
использование для загрузки магазина адаптивного ПР, например,
очувствленного или оснащенного техническим зрением, способного брать детали из навала.
Однако к настоящему времени такие роботы находятся в стадии научнотехнических разработок и не имеют достаточно широкого распространения.
Они дороги. Адаптивный ПР может работать в двух режимах: загружать магазин, который затем подается к станку, либо непосредственно загружать станок,
беря детали из навала. В последнем случае магазин на первой левой позиции не
нужен.
В некоторых случаях приходится прибегать к первому варианту – загрузке
вручную, что, к сожалению, имеет место довольно часто. Такое решение не
обеспечивает полностью автоматического режима.
Из всех перечисленных способов наиболее приемлемым в настоящее время
следует считать второй способ с ориентированием деталей специальными
устройствами, особенно в серийном производстве.
13.1. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ,
РЕАЛИЗУЕМЫМ В РТК
1. Объединение однотипных деталей по группам и разработка технологического процесса их обработки по методике групповой технологии.
2. Разработка управляющих программ для станков с ЧПУ и ПP, ориентированных на обработку деталей-представителей (комплексных деталей).
3. Необходимость изменения (доработки) техпроцесса в целях его приспособления к имеющемуся (или приобретаемому) РТК.
4. Необходимость модернизации TO, ПР и технологической оснастки при
реализации техпроцесса.
146
5. Максимально возможная концентрация операций на станках с ЧПУ, что
сокращает число перестановок деталей, повышает точность обработки, сокращает время производственного цикла.
6. Оснащение станков легкопереналаживаемой широкодиапазонной технологической оснасткой.
7. В РТК рекомендуется выполнять только хорошо отработанные технологические операции и техпроцессы.
8. Состав ТО должен по возможности сохранять постоянным ось детали
при транспортировании и обработке (горизонтальной или вертикальной), что
дает возможность использования ПР с меньшим числом степеней подвижности.
Рекомендуется при транспортировании не терять ориентирования деталей.
9. Заготовки деталей должны отвечать повышенным требованиям пo точности, припуску на обработку, отсутствию заусенцев.
10. Необходима тщательная подготовка технологических баз, которая
может производиться как внутри, так и вне РТК.
13.2. ТРЕБОВАНИЯ К ДЕТАЛЯМ, ОБРАБАТЫВАЕМЫМ В РТК
Номенклатура деталей, обработка которых технологически возможна и целесообразна в РТК, определяется следующими факторами:
конструктивными параметрами деталей (геометрической формой, взаиморасположением элементов деталей);
видом и состоянием заготовки, поступающей в РТК;
технологическими требованиями, предъявляемыми к детали;
габаритами и массой детали.
При выборе состава деталей необходимо учитывать, что процесс обработки в РТК проходит без участия человека.
Конструктивно-технологические параметры деталей, предназначенных для
обработки в РТК, должны иметь:
однородные по форме и расположению поверхности для захвата, позволяющие без дополнительной выверки устанавливать их на TO с использованием, например, центров, патронов, пневмотисков и т. п.;
ясно выраженные технологические базы и признаки ориентирования,
позволяющие организовывать их транспортирование и складирование в ориентированном виде с использованием стандартизированной вспомогательной
оснастки типа кассет, поддонов, ячеек и т. п.;
возможность унификации процессов обработки и типов TO с целью
применения группового метода обработки на серийно выпускаемом ТО.
Выбор номенклатуры и типоразмеров деталей для РТК должен производиться с учетом следующих факторов:
147
номенклатуры деталей общемашиностроительного применения, приведенной в классификаторе промышленной и сельскохозяйственной продукции;
анализа номенклатуры деталей, обрабатываемых и выпускаемых на производственных участках;
возможных вариантов захвата деталей различных геометрических форм
захватными устройствами ПР;
ограничительных требований к размерам и весовым характеристикам
детaлей;
номенклатуры и технологических характеристик TO, используемого в
машиностроении и подлежащего освоению.
Наиболее объективным и стабильным классификационным признаком является геометрическая форма деталей. Вторичными признаками являются конструктивные характеристики отдельных элементов деталей, их взаимное расположение, наименование детали, ее параметрический признак, выполняемые ею
функции.
По геометрической форме все детали, применяемые в машиностроении,
разделены на два класса:
класс 40 – детали типа тел вращения;
класс 50 – детали «кроме тел вращения».
Параметрический признак используется для деления деталей на подклассы. Например, отношение L/D позволяет разделить класс 40 на подклассы:
«длинные детали» (оси, валы, пальцы) и «короткие детали» (кольца, диски,
фланцы).
Наименование деталей определяет их характерные признаки (шестерни,
рейки, рычаги и т. п.), что позволяет разделить детали на группы.
Расположение отдельных элементов деталей определяет их виды (главный
вал, ступица и т. п.).
Классификационная сетка деталей позволяет в соответствии с технологическим классификатором деталей установить типовой технологический процесс
для заданной детали и выбрать TO.
Исходя из указанных требований и технических параметров современных
ПР и ТО, для обработки в РТК рекомендуется следующая номенклатура деталей:
по классу 40 – гладкие и ступенчатые прямоосные и эксцентриковые валы с диаметром до 160 мм и длиной до 2000 мм, диски, фланцы, кольца, гильзы, втулки с диаметром до 500 мм и длиной до 300 мм;
по классу 50 – плоские и объемные детали простейшей формы (планки,
крышки, шпонки, угольники, коробчатые детали и т. п.) размерами до
1000х1000x1000 мм.
Массовые характеристики деталей ограничены в пределах до 500 кг.
148
Для обработки в РТК не рекомендуется включать:
по классу 40 – детали с элементами не тел вращения (мальтийские кресты, крыльчатки) и детали, изогнутые из листов, полос, лент, крепежные детали, шкалы, лимбы;
по классу 50 – детали, изогнутые из листов, труб, балки, решетки, профильные детали, пружины, рессоры, ручки, то есть детали, не имеющие определенной геометрической формы и не обладающие единством базовых поверхностей.
Ограничения по форме деталей диктуются не столько ПР, сколько трудностями транспортирования деталей при использовании стандартной тары и
приемо-передающих механизмов. Однако эти типы деталей могут быть включены в РТК при их массовом производстве, где можно использовать специальные захваты и оснастку.
13.3. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ ОБОРУДОВАНИЮ,
ИСПОЛЬЗУЕМОМУ В РТК
Основным критерием, определяющим возможность включения станков в
состав РТК, является степень их автоматизации, позволяющая без серьезных
конструктивных изменений перевести их на работу в автоматическом режиме
совместно с ПР и возможность быстрой переналадки станка. Этим требованиям
отвечают станки с полностью автоматизированным циклом работы: переключение скоростей и подач, зажим изделий, смена инструмента, выполнение контрольных операций, отвод и подвод заграждений, вывод стружки и т. п.
Обычно для существующего оборудования перед включением его в РТК
необходима его модернизация с целью автоматизации указанных операций, если на станке это не предусмотрено. Кроме того, необходимо автоматизировать:
для станков с горизонтальными столами и для вертикальных токарных
станков – очистку базовых поверхностей, установочных поверхностей приспособлений и стола станков;
для токарных станков с горизонтальной осью шпинделя – поджим заготовки к торцу патрона;
для станков фрезерно-сверлильной группы – поджим заготовки к
опорной поверхности установочного приспособления;
для станков токарной группы – оснащение станков устройством для
дробления стружки;
для круглошлифовальных станков – самодействующими поводковыми
патронами.
Кроме того, необходима модернизация электросхемы станков для обеспечения их связи с другим оборудованием РТК.
149
В РТК рекомендуется включать, прежде всего, серийно выпускаемое TO.
Выбор TO производится из следующих предпосылок:
возможности реализации заданного техпроцесса обработки типоразмерных рядов изделий;
распространенности и перспективности данного типа ТО;
приспособленности TO к совместной работе с освоенной номенклатурой
ПР;
технико-экономической целесообразности автоматизации данного TO
посредством ПР.
При выборе TO необходимо учитывать, что большинство TO выпускалось
для условий обслуживания человеком, что предопределяет их модернизацию
при обслуживании ПР в составе РТК. Работа TO совместно с ПP создает дополнительную опасность возникновения аварийных ситуаций, что приводит к
необходимости разработки мероприятий пo обеспечению техники
безопасности, учитывающих специфику РТК.
Обычно РТК создаются на базе станков средней размерной группы, предназначенных для обработки изделий массой до 500 кг, такие, как:
центровые (токарные, круглошлифовальные, центровально-фрезерные и
др.) с диаметром обрабатываемого изделия до 320 мм и расстоянием между
центрами до 2000 мм;
токарные патронные, лобовые, внутришлифовальные, зубообрабатывающие с диаметром до 630 мм;
фрезерно-сверлильно-расточные и плоскошлифовальные с пpямоугольными сторонами размером до 630x600 мм2;
станки с круглыми столами диаметром до 2000 мм.
В состав РТК в первую очередь включаются станки с ЧПУ и станки-полуавтоматы.
При выборе ТО , включаемого в РТК, необходимо учитывать особенности
зон загрузки станков.
Под зоной загрузки станков понимается пространство рабочей зоны станков, в которое поступает извне заготовка перед загрузкой ее в зажимное приспособление станка и где происходит ее закрепление.
При включении станка в состав РТК его зона загрузки имеет большое значение, предопределяющее выбор типа ПР. Именно в зону загрузки станка
должна войти рука ПР и переместиться вместе с заготовкой (деталью) к
зажимному устройству (либо совершить движение в обратной последовательности).
Имеющиеся зоны загрузки станков можно классифицировать на 12 групп
(табл. 13.1):
150
Таблица 13.1
Группы зон загрузки станков
Номер
группы
Номер
группы
Вид зоны загрузки
10
70
20
80
z
30
y
90
y
x
40
100
50
110
60
120
151
Вид зоны загрузки
Принадлежность к той или иной группе определяет направления подачи
заготовок в зону загрузки станка (сверху, сбоку, спереди, сзади) и схему
манипуляционных перемещений схвата ПР.
Для осуществления схемы загрузки имеют значения только форма и
взаимное расположение ограничительных поверхностей, образующих зону загрузки.
С увеличением номера схемы зоны загрузки возможность входа в зону все
более ограничивается.
Зона загрузки в самом общем случае рассматривается как куб, имеющий
возможность входа в него с пяти сторон no трем осям координат (х, у, z), точка
пересечения которых должна быть привязана к оси симметрии установочного
приспособления станка, а ось х условно направлена перпендикулярно к передней стороне станка (по ходу руки робота).
Первая зона (индекс 10) имеет неограниченный подход пo осям со всех
сторон, что характерно для отдельных столов, на которые устанавливаются
спутники.
По мере появления в зоне загрузки ограничительных плоскостей,
пересекающих одну из осей, количество возможностей входа в зону сокращается сначала по одной, а потом и пo двум осям, в результате на последних схемах
(тип 100 и 120) вход в зону возможен только пo одной из осей с одной стороны.
Наибольшее количество станков (до 30 %) имеют зоку загрузки типа «60»
с возможностью загрузки спереди и сверху, 25 % – зону загрузки типа «30» с
возможностью загрузки сверху, спереди и с боков.
Процесс загрузки станков ПР можно разделить на три типа перемещений:
транспортирование заготовки от места хранения к станку (зависит от
компоновки комплекса и конструкции ПР;
перемещение заготовки в рабочую зону (зону загрузки) станка (зависит
от формы и взаимного расположения ограничительных плоскостей зоны);
перемещение (ввод) заготовки в базирующее (установочное) приспособление станка (зависит от расположения приспособления на одной из ограничительных плоскостей зоны и принципа действия самого приспособления).
Первые два типа перемещения реализуются переносными степенями
подвижности ПР, а третий – ориентирующими.
13.4. ТРЕБОВАНИЯ К ПРОМЫШЛЕННЫМ РОБОТАМ,
ВКЛЮЧАЕМЫМ В СОСТАВ РТК
ПР должны обеспечить выполнение вспомогательных функций: установку
заранее ориентированных заготовок в приспособление станка, снятие детали со
станка и раскладку их в тару или укладку в магазин (транспортер), кантование
152
деталей на 90о, 180о, выдачу технологических команд, межстаночное транспортирование.
ПР как средства автоматизации должны иметь:
конструктивно-технологические параметры, соответствующие техническим параметрам ТО: грузоподъемность, скорость перемещения, точность
позиционирования, размеры рабочей зоны, тип СПУ;
возможность улучшать технико-экономические показатели ТО: производительность не менее, чем на 20 %, повышать коэффициент загрузки TO в 2–
2,5 раза и т. д.;
минимальное число степеней подвижности при условии обеспечения
требуемых перемещений;
достаточную степень универсальности для возможности перехода
оборудования с выпуска одного изделия на другое с минимальными затратами
времени;
высокую надежность, жесткость, виброустойчивость всех рабочих органов. Наработка на отказ должна быть не менее 100 ч;
зону, обеспечивающую возможность наблюдения за процессом обработки и вмешательства в процесс в случае аварийной ситуации с обеспечением при
этом условий безопасности обслуживающего персонала.
Роботы, входящие в состав РТК, должны дополнительно обеспечивать:
1. Совместную работу всех устройств, входящих в РТК, на основе механических и электрических связей (ЧПУ, ОТО, средств оснащения, устройств
управления ПР и микропроцессоров исполнительных механизмов), согласование взаимных команд, а также автоматизированное или автоматическое перепрограммирование).
2. Свободный доступ в зону установки и снятия деталей со станка, в зону
перемещения захватного устройства, технологического оснащения и других систем, а также возможность манипулирования предметами труда между машинами и механизмами РТК.
3. Автоматизированную или автоматическую смену инструмента, оснастки
и рабочих органов ПР.
Применение ПР как средств автоматизации металлорежущих станков
может осуществляться в двух направлениях:
1. Создание однопозиционных РТК, где робот обслуживает один станок.
При этом ПР может быть автономным либо встроенным в станок. Автономные
ПР более универсальны и могут обслуживать гамму станков со схожими зонами загрузки. Встроенные ПР создаются, как правило, для определенной модели
TO и крепятся к какой-либо части корпуса TO (на передней бабке токарных
станков – «ЭлектроникаНЦ-ТМ-01», сзади рабочей зоны станка ТПК-125В –
робот РП-901 и накопитель на 20 позиций).
153
2. Создание многопозиционных и групповых технологических комплексов
на основе ПР, обслуживающих группу станков (от 2 до 6). В таких РТК ПP,
кроме операций загрузки, TO выполняет межстаночное транспортирование
деталей, их переориентацию, а также функции управления (согласование последовательности работы) станками. Групповые комплексы создаются на основе ПР с ЧПУ, обладающим большим объемом памяти и способным обслуживать разнотипные станки, имеющие подобные схемы загрузки и характеристики
обрабатываемых деталей.
13.5. ТРЕБОВАНИЯ К ВСПОМОГАТЕЛЬНОМУ И ТРАНСПОРТНО-НАКОПИТЕЛЬНОМУ
ОБОРУДОВАНИЮ, ВКЛЮЧАЕМОМУ В РТК
Вспомогательное и транспортно-накопительное оборудование должно
обеспечить непрерывное действие РТК в автоматическом режиме в течение заданного времени.
Функции транспортно-накопительного оборудования (ТНО):
накопление ориентированных заготовок на входной позиции РТК;
поштучная выдача заготовок (деталей) в определенную точку для взятия
схватом ПР;
транспортирование изделий внутри РТК с сохранением ориентации, передачи их на последующие участки;
переориентация изделий между станками РТК;
хранение межоперационного задела и задела между РТК.
Требования к вспомогательному оборудованию определяются:
типом РТК;
типом, формой, материалом и размером деталей;
составом станков;
серийностью производства и штучным временем обработки на станках.
Тип РТК и состав станков определяют:
функции, которые должны выполняться вспомогательным оборудованием (ВО): хранение, непрерывное транспортирование, шаговая подача и т. п.;
положение оси изделия при хранении и транспортировке;
конструктивное исполнение вспомогательного оборудования: магазин,
тактовый транспортер и др.
Тип и размеры деталей определяют форму и размеры ложемента (призмы,
стол, штыри, отверстия и т. д.).
Серийность и штучное время определяют емкость ВО, то есть количественный запас деталей, который должен быть обеспечен в единицу времени.
ВО должно быть быстропереналаживаемым и иметь широкую гамму унифицированных элементов.
154
При выборе и разработке ТНО для РТК требуется:
сопряжение ТНО с общезаводскими и цеховыми средствами транспортирования;
выбор способа ориентации и комплектации заготовок на первоначальной позиции РТК;
выбор типа и емкости накопительных устройств.
В качестве накопительных устройств в РТК могут использоваться лотки
(скаты, склизы), шаговые транспортеры (реечные, пильчатые, с управляемыми
собачками), цепные транспортеры (горизонтальные, вертикальные), круговые
накопительные устройства, тупиковые накопительные устройства, транспортеры роликовые, тактовые столы и многоместная тара.
При разработке ТНО требуется предварительно решить вопрос транспортировки изделия – поштучно либо в таре.
При жесткой связи между TO в РТК транспортирование может осуществляться поштучно проходным шаговым транспортером или тактовым столом.
При гибкой связи между TO в РТК транспортирование может осуществляться либо поштучно самим ПР, либо специальными транспортирующими
устройствами, либо автоматизированной транспортной тележкой (робокар,
трансробот).
Вспомогательное оборудование, входящее в состав РТК, не имеет между
собой, как правило, ни конструктивных, ни информационных связей, получая
все команды от TO и давая им ответные сигналы.
Требования к станочной оснастке:
При создании PTK выбор станочной оснастки осуществляется исходя из
следующих положений:
ПP сам пo себе не обеспечивает окончательную точность базирования
детали в приспособлении. Требования к ПР ограничиваются возможностью
ввода заготовки в зону базирующего приспособления станка с зазором, гарантированном допусками нa сопрягаемые поверхности базирующего приспособления и детали;
технологическая оснастка должна обеспечивать возможность установки
детали заданной моделью ПР, требуемую точность базирования и надежность
закрепления и удержания детали в процессе обработки;
в целях гарантии правильности положения детали в приспособлении
станка в PTK желательно предусмотреть систему контрольных датчиков, фиксирующих положение детали перед обработкой. Датчики могут находиться как
на схвате ПР, так и на самом ПР.
Для применения в составе PTK без дополнительных доработок можно рекомендовать:
155
для токарных станков: центра, поводковые патроны с плавающим центром, торцевые поводковые и самоцентрирующиеся 3-х кулачковые патроны;
для фрезерно-сверлильно-центровальных и протяжных станков:
самозажимные тиски, приспособления с угловой фиксацией детали.
13.6. ТРЕБОВАНИЯ К РТК
Можно выделить следующие основные требования, обязательные для РТК:
планировка PTK должна обеспечивать свободный, удобный и безопасный доступ обслуживающего персонала к основному и вспомогательному оборудованию и органам управления PTK (ГОСТ 12.2.078-82);
планировка PTK должна исключать пересечение трасс следования ПР и
оператора в процессе работы ПP пo программе;
РТК должен быть обеспечен средствами защиты от возможного несанкционированного проникновения человека в зону действия ПР (светозащита,
ограждения, звуковая сигнализация, защитные сетки, настил с датчиками).
Должно быть применено параллельно 2–3 автономно действующие защитные
системы;
размещение средств защиты не должно ограничивать технологические
возможности основного TO, ПР и удобства их обслуживания, а также препятствовать визуальному наблюдению оператора за ходом техпроцесса;
размещение средств управления РТК должно обеспечивать свободный и
быстрый доступ к органам аварийного отключения ПР и безопасность при
управлении ПР в наладочном режиме.
Стойки систем управления ПP, TO и РТК в целом рекомендуется располагать вне их рабочей зоны.
Выше сформулированы требования к основным компонентам РТК применительно к механообработке, однако некоторые требования, например к ПP и
РТК, можно рассматривать шире.
13.7. ОБЩИЕ ХАРАКТЕРИСТИКИ И ОСОБЕННОСТИ РТК
МЕХАНООБРАБОТКИ
Механообработка является завершающим этапом производственного процесса перед сборкой. Механическую обработку проходят практически все детали машиностроительного производства. Механообработке подвергаются
заготовки и полуфабрикаты, полученные прокатом, штамповкой, литьем, сварные детали и т. д. Механообработка имеет ряд присущих именно этому виду
обработки характеристик и особенностей.
1. Многономенклатурность и преобладание мелкосерийного и серийного
производств; широкие возможности, универсальность ОТО, высокие качество и
156
точность обработки; относительная простота переналадки. Это способствует
закреплению за единицей TO большого числа типоразмеров деталей серийного
и мелкосерийного производств и требует при построении РТК использовать ПР
и ВО, способные работать с достаточно большой группой однотипных деталей
при обеспечении быстрой переналадки на новую деталь данного типоразмера.
2. Наличие сложной и точной оснастки. Наиболее перспективно использование самоцентрирующих автоматических устройств для зажима деталей, так
как это позволяет применять ПР со сравнительно низкой точностью позиционирования (± 0,3...0,5 мм). При разработке оснастки следует учитывать ее совместную работу с ПР и обеспечивать по возможности простоту обслуживания
TO и ВО промышленным роботом.
3. Быстрое изнашивание инструмента, являющееся одной из причин обеспечения постоянного контроля за процессом обработки и подналадки. Контроль
может производиться либо на измерительных машинах, либо с помощью ПР.
4. Большое количество разнотипной стружки, так как процесс резания
сопровождается, как правило, интенсивным стружкообразованием. Стружка
может быть сливной или стружкой скалывания. В РТК должен быть решен
вопрос дробления сливной стружки и отвода любой стружки из зоны обработки, а особенно базовых поверхностей приспособлений.
5. Разнообразие типов металлорежущего оборудования в одном технологическом потоке: токарные, фрезерные, сверлильные, расточные, шлифовальные и другие станки. Это требует, в случае, если ПP обслуживает разнотипные
станки, его достаточную универсальность.
157
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Подураев Ю.В. Мехатроника: основы, методы применения: Учеб. пособие. – М.: Машиностроение, 2006. – 256 с.
2. Подураев Ю.В. Основы мехатроники: Учеб. пособие. – М.: МГТУ
«СТАНКИН», 2000. – 80 с.
3. Механика промышленных роботов: Под ред. К.В. Фролова, Е.И. Воробьева. Кн. 1: Кинематика и динамика / Е.И. Воробьев, С.А. Попов, Г.И. Шевелева. – М.: Высш. шк., 1988. – 304 с.
4. Фу К., Гонсале Р., Ли К. Робототехника. – М.: Мир, 1989. – 624 с.
5. Шахинпур М. Курс робототехники. – М.: Мир, 1990. – 527 с.
6. Манипуляционные системы роботов / Под ред. А.И. Корендясева – М.:
Машиностроение, 1989. – 472 с.
7. Лукинов А.П., Хомченко В.Г. Расчет и проектирование мехатронных систем: учеб. пособие. – Омск: Изд-во ОмГТУ, 1999. – 116 с.
8. Мехатроника: Перевод с японского / Т. Исии, И. Симояма, Х. Инауэ и др.
– М.: Мир, 1988. – 318 с.
9. Афонин В.Л., Макушкин В.А. Интеллектуальные робототехнические системы: Учеб. пособие – М.: Интернет – ун-т информ. технологий, 2005. – 205 с.
10. Хомченко В.Г., Федотов А.В., Автоматизация технологических процессов и производств: Учеб. пособие. – Омск: Изд-во ОмГТУ, 2005. – 488 с.
11. Бурдаков С.Ф. и др. Проектирование манипуляторов промышленных
роботов и роботизированных комплексов: Учеб. пособие. – М.: Высш. шк.,
1986. – 264 с.
158
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ ................................................................................................................................. 3
Глава 1. ПРЕДПОСЫЛКИ РАЗВИТИЯ, ОСНОВНЫЕ ПОНЯТИЯ И ПРИНЦИПЫ
ПОСТРОЕНИЯ МЕХАТРОННЫХ УСТРОЙСТВ .................................................................... 4
1.1. Предпосылки развития мехатроники ......................................................................... 4
1.2. Основные понятия и определения мехатроники ....................................................... 7
1.3. Принципы построения, признаки и состав мехатронных систем .......................... 10
Глава 2. ПРИМЕНЕНИЕ МЕХАТРОННЫХ МАШИН .......................................................... 11
2.1. Мобильные мехатронные роботы для инспекции и ремонта подземных
трубопроводов ............................................................................................................ 11
2.2. Лазерный робототехнический комплекс ................................................................. 13
2.3. Робототехнический комплекс механообработки .................................................... 14
2.4. Технологические машины – гексаподы ................................................................... 18
2.5. Транспортные мехатронные средства ...................................................................... 20
Глава 3. СТРУКТУРА И ПРИНЦИПЫ ИНТЕГРАЦИИ МЕХАТРОННЫХ СИСТЕМ ....... 21
Глава 4. ПРОБЛЕМЫ И СОВРЕМЕННЫЕ МЕТОДЫ УПРАВЛЕНИЯ
МЕХАТРОННЫМИ МОДУЛЯМИ И СИСТЕМАМИ ............................................................ 28
4.1. Принципы построения систем интеллектуального управления в мехатронике .. 30
4.2. Иерархия управления в мехатронных системах ...................................................... 31
4.3. Системы управления исполнительного уровня ....................................................... 34
Глава 5. ОБЛАСТИ ПРИМЕНЕНИЯ РОБОТОВ И РОБОТОТЕХНИЧЕСКИХ СИСТЕМ.
КЛАССИФИКАЦИЯ ПРОМЫШЛЕННЫХ РОБОТОВ
И ИХ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ........................................................................ 49
5.1.Классификация роботов .............................................................................................. 51
5.2. Техническая характеристика ПР (ГОСТ 25378-82) ................................................ 55
Глава 6. СТРУКТУРА, КЛАССИФИКАЦИЯ И ОСНОВЫ КИНЕМАТИКИ
МАНИПУЛЯЦИОННЫХ СИСТЕМ ПРОМЫШЛЕННЫХ РОБОТОВ ................................ 56
6.1. Структура манипуляторов промышленных роботов ............................................. 56
6.2. Переносные и ориентирующие степени подвижности манипулятора .................. 60
6.3. Основы кинематики манипуляторов роботов.......................................................... 65
6.4. Однородные координаты. Матрица перехода 4х4 кинематической пары ........... 69
6.5. Определение ориентации звеньев манипуляторов
с использованием углов Эйлера ................................................................................ 75
Глава 7. ПРЯМАЯ ЗАДАЧА КИНЕМАТИКИ МАНИПУЛЯТОРОВ РОБОТОВ.
АБСОЛЮТНЫЕ СКОРОСТИ И УСКОРЕНИЯ В МАНИПУЛЯЦИОННЫХ СИСТЕМАХ
ПРОМЫШЛЕННЫХ РОБОТОВ ............................................................................................... 77
7.1. Теоретические вопросы решения прямой задачи .................................................... 77
7.2. Решение прямой задачи кинематики манипуляторов
при позиционном (цикловом) управлении .............................................................. 83
7.3. Определение абсолютных скоростей и ускорений точек
и звеньев манипулятора ............................................................................................. 88
Глава 8. ОБРАТНАЯ ЗАДАЧА КИНЕМАТИКИ МАНИПУЛЯТОРОВ РОБОТОВ............ 92
8.1.Обратная задача кинематики манипуляторов роботов
при контурном управлении ....................................................................................... 92
159
8.2. Решение обратной задачи кинематики манипуляторов на основе линейной
зависимости между абсолютными и обобщенными скоростями
(управление по скорости) ........................................................................................ 100
Глава 9. ДИНАМИЧЕСКИЙ СИНТЕЗ И АНАЛИЗ МАНИПУЛЯЦИОННЫХ
СИСТЕМ ПРОМЫШЛЕННЫХ РОБОТОВ ........................................................................... 105
Глава 10. НАЗНАЧЕНИЕ, СОСТАВ И КЛАССИФИКАЦИЯ
РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ .......................................................................... 113
10.1. Назначение робототехнических комплексов ....................................................... 113
10.2. Состав и классификация робототехнических комплексов ................................. 116
Глава 11. ТРАЕКТОРИИ МАНИПУЛЯТОРОВ РОБОТОВ В СОСТАВЕ
РОБОТОТЕХНИЧЕСКИХ КОМПЛЕКСОВ .......................................................................... 120
11.1. Компоновка РТК и возможные траектории схвата манипулятора .................... 120
11.2. Анализ местных (частных) траекторий манипулятора ....................................... 123
11.3. Особенности использования нескольких ПР в одном РТК ................................ 126
11.4. Межстаночные траектории как функции числа схватов и организации
производственной сцены ....................................................................................... 128
Глава 12. ПЛАНИРОВАНИЕ ТРАЕКТОРИЙ СХВАТА МАНИПУЛЯТОРА
НА ОСНОВЕ СПЛАЙН – ФУНКЦИЙ ................................................................................... 132
12.1. Планирование траекторий при ограниченном числе опорных точек................ 132
12.2. Общие случаи планирования траекторий
в пространстве обобщенных координат .............................................................. 140
Глава 13. ПРИМЕНЕНИЕ РОБОТОТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ
КОМПЛЕКСОВ В МЕХАНООБРАБАТЫВАЮЩЕМ ПРОИЗВОДСТВЕ ......................... 144
13.1. Требования к технологическим процессам, реализуемым в РТК ...................... 145
13.2. Требования к деталям, обрабатываемым в РТК ................................................. 146
13.3. Требования к технологическому оборудованию, используемому в РТК ......... 148
13.4. Требования к промышленным роботам, включаемым в состав РТК ................ 151
13.5. Требования к вспомогательному и транспортно-накопительному
оборудованию, включаемому в РТК .................................................................... 153
13.6. Требования к РТК ................................................................................................... 155
13.7. Общие характеристики и особенности РТК механообработки.......................... 155
Библиографический список ..................................................................................................... 157
160
Редактор Г.А. Солопова
Компьютерная верстка О.Г. Белименко
ИД № 06039 от 12.10.2001
Свод. темплан 2008 г.
Подписано в печать 10.10.08. Формат 60х84 1/16. Отпечатано на дупликаторе.
Бумага офсетная. Усл. печ. л. 10,0. Уч.-изд. л. 10,0. Тираж 150 экз. Заказ 660.
Издательство ОмГТУ. Омск, пр. Мира, 11. Т. 23-02-12
Типография ОмГТУ
161