ПРЕЗЕНТАЦИЯ Осипова В,А, Организация производства
реклама

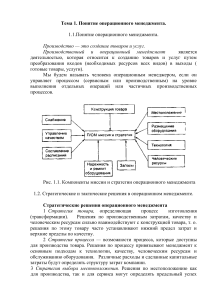
Осипов Виктор Алексеевич Организация производства (курс лекций ВГУЭС) Раздел первый Научные основы организации производства 1 Слайд 2 Организация производства как область научного знания Организация производства представляет собой самостоятельную научную дисциплину. Объективной основой организации производства служат отношения, возникающие в сфере производства материальных благ на уровне низового звена промышленности - предприятия. - чисто технические отношения, выражающие формы объединения людей и вещественных факторов производства; - отношения между людьми, возникающие по поводу совместного труда участников производственного процесса; - отношения, обеспечивающие связи между технической стороной производительных сил и отношениями собственности; - отношения, характеризующие взаимозависимость вещественных, энергетических и профессиональных ресурсов предприятия. Предмет и содержание Науки организации пр-ва Предметом организации производства как науки и следует считать изучение отношений организации производства в сфере производства материальных благ. Содержанием организации производства как науки является установление причинноследственных связей и закономерностей, присущих организации производства, в целях определения и реализации на практике эффективных организационных форм, методов и условий. Закономерности организации производства на предприятии Соответствие организации производства ее целям. соответствие форм и методов организации производства характеристикам его материально-технического базиса. Соответствие организации производства конкретным производственно-техническим условиям и экономическим требованиям производства является одной из существенных закономерностей. Постоянная адаптацияя к меняющимся экономическим условиям. Комплексность организации производства Непрерывное улучшение организации производства соответствие форм и методов организации производства требованиям повышения содержательности труда рабочих, расширения их трудовых функций, обеспечения привлекательности труда. Взаимное соответствие структуры системы управления и характеристик организации производства Слайд 8 Предприятие как организационная система Ресурсы производственной системы Управляющая система Сырье Основное производство Цель деятельности Рабочая сила Основные фонды Вспомогательное производство (Обеспечение инфраструктурой) Системный анализ Методология изучения обхъектов как систем Направлен на прошлое ранее созданные системы категория «система». Системой называется объективное единство закономерно связанных друг с другом предметов или целое, состоящее из частей, упорядоченных по определенному закону или принципу Графическоге представление системного анализа Системный подход к организации Методология проектирования производсвенных систем на основе познанных элементов в системном анализе Система это такая совокупность элементов совместное функционирование которых дает новое качество, несводимое к качествам составных элементов Основные цели оpганизации пpоизводства и напpавления pаботы по их pеализации Удовлетворение спроса потребителей, поставка продукции согласно заказам и договорам. Выполнение планов производства по номенклатуре, ассортименту и качеству продукции в требуемые сроки Разработка готовых видов продукции и совершенствование выпускаемых изделий в соответствии с требованиями рынка. Обеспечение стабильности выпуска продукции высокого качества, сокращение брака и рекламаций Повышение производительности и качества труда рабочих. Улучшение использования основных фондов и производственных мощностей. Сокращение длительности производственного цикла и запасов товарно-материальных ценностей. Рационализация информационных потоков Совершенствование производственно-технической базы предприятий и повышение уровня организации производства Взаимосвязи элементов производственного процесса Р — рабочая сила; О — орудия труда; П — предметы труда Связи организации функциональных подсистем КПП — комплексной подготовки производства; ОКП — обеспечения качества продукции; ПИ — производственной инфраструктуры; МТО — материально-технического обеспечения; СРП — сбыта и реализации продукции; ПП — производственных Организационные формы создания промышленных предприятий Завод (фабрика) - это производственная единица промышленности, предназначенная для изготовления каких-либо изделий или для выполнения определенной стадии производственного процесса. - заводы с полным технологическим циклом, в которых осуществляются все стадии производственного процесса - заготовительная, обрабатывающая и сборочная; - заводы механосборочного типа, работающие на заготовках и полуфабрикатах, получаемых в порядке кооперирования от других предприятий; - заводы сборочного типа, собирающие изделия из деталей, узлов и агрегатов, изготавливаемых на других специализированных заводах; - заводы, специализирующиеся только на производстве заготовок (паковок, штамповок, отливок); - заводы, специализирующиеся на изготовлении отдельных деталей (зубчатых колес, пружин, крепежных деталей, подшипников и т. д.). Виды объединений: хозяйственная ассоциация - договорное объединение предприятий, создаваемое в целях координации производственно-хозяйственной деятельности, углубления специализации и развития кооперации, организации совместных производств на основе объединения участниками своих финансовых и материальных ресурсов. межотраслевое государственное объединение (МГО), представляющее собой производственно-хозяйственный комплекс добровольно объединившихся самостоятельных предприятий. концерн - объединение предприятий, осуществляющих совместную деятельность на основе добровольной централизации части функций. консорциум создается предприятиями как временное добровольное объединение для решения конкретных задач по реализации крупных целевых программ и проектов. Финансово-промышленная группа - объединение крупных финансовых, банковских структур и научно-производственных объединений. Федеральный научно-производственный центр - присвоение такого статуса производится предприятиям и организациям оборонной, ракетно-космической и атомной промышленности, являющихся основными разработчиками и изготовителями важнейших видов вооружений, военной и космической техники, а также комплектующих изделий к ним. Типы производства и их техникоэкономическая характеристика Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. где К - число операций, выполняемых на i-м рабочем месте; К - количество рабочих мест на участке или в цехе. Три типа производства Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Кз для единичного производства обычно выше 40. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. Для мелкосерийного производства коэффициент закрепления операций от 21 до 40, для среднесерийного производства - от 11 до 20, для крупносерийного производства - от 1 до 10 . Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Кз для массового производства принимается равным 1. Структура себестоимости в различных типах производства где Т - время технологических операций; . T - время работ подготовительно-заключительного характера; Т - время естественных процессов; Т - время контрольных операций; Т - время транспортирования предметов труда; Т - время межоперационного пролеживания (внутрисменные перерывы); Т - время перерывов, обусловленных режимом труда Расчет цикла простого производственного процесса. Операционный производственный цикл партии деталей при последовательном виде движения рассчитывается так: где n - количество деталей в производственной партии, шт.; r - число операций технологического процесса; t - норма времени на выполнение каждой операции, мин; С - количество рабочих мест, занятых изготовлением партии деталей на каждой операции. Цикл изготовления сложного изделия Длительность изготовления сложного изделия где Т - длительность производственного цикла изготовления ведущей детали, календ. дн.; Т - длительность производственного цикла сборочных и испытательных работ, календ. дн. Цикл изготовления партии изделий Формула расчета при последовательном движении партии деталей Параллельно-последовательное движение партии деталей Время выполнения операций при параллельном движении где - время выполнения операции, самой продолжительной в технологическом процессе, мин. Параллельное движение партии деталей Время при параллельном движении партии деталей Организация научноисследовательских работ и конструкторской подготовки производства Предпроектные исследования: Фундаментальными называются исследования, которые изучают объективные явления и закономерности, открывают принципиально новые пути преобразования природы и общества, производительных сил, создания техники и технологии будущего, использования новых источников энергии. Поисковыми называются исследования, направленные на создание научного задела в целях его дальнейшего использования в прикладных исследованиях. Прикладными называются исследования, направленные на решение научно-технических и организационно-экономических задач в целях получения конкретного результата Содержание и этапы научноисследовательских работ Техническое задание в нем указываются цель, содержание и порядок работ, намечается способ реализации результатов исследования. Выбор направления исследования определяяются способы решения поставленных задач. Теоретические и экспериментальные исследования получение теоретических обоснований предлагаемых решений. Прикладные НИР включают разработку, изготовление и испытания макета оборудования. Обобщение и оценка результатов исследований . Приемка НИР. Типовая структура подготовки производства Основные функцйии отдела Изобретательства и рационализации . Организация конструкторской подготовки производства Конструкторская подготовка производства представляет собой совокупность процессов и работ, направленных на разработку конструкторской документации для серийного изготовления новых и совершенствования выпускаемых изделий. Конструкторская подготовка выполняется в соответствии с Единой системой конструкторской документации (ЕСКД), как правило, после проведения опытно-конструкторских работ. ЕСКД является системой постоянно действующих технических и организационных требований, которые позволяют использовать конструкторскую документацию без ее переоформления на предприятиях разных отраслей промышленности. Структура службы главного конструктора предприятия Конструкторская подготовка производства Техническое задание разрабатывается исполнителем проекта по поручению заказчика. В нем устанавливаются цель, эксплуатационное и функциональное назначение, перспективность разработки; определяются технические требования к надежности, технологичности, унификации, эстетике и эргономике и др. Техническое предложение - совокупность конструкторских документов, содержащих технико-экономическое обоснование разработки необходимой документации изделия Эскизный проект включает документы, содержащие принципиальные конструкторские решения Технический проект - совокупность документов, которые должны содержать окончательные технические решения Рабочая конструкторская документация (рабочий проект) включает конструкторскую документацию, предназначенную для изготовления нового изделия Задачи системы автоматизированного проектирования Технологическая подготовка производства Технологическая подготовка производства (ТПП) представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску продукции необходимого качества при установленных сроках, объеме производства и затратах.. Под технологической готовностью понимается наличие полного комплекта технологической документации и средств технологического оснащения, необходимых для производства новых изделий. Работа регламентируется стандартами Единой системы технологической подготовки производства (ЕСТПП). Схема проработки документации при технологической подготовке производства:ОГТ — отдел главного технолога; ОГС — отдел главного сварщика; ОГМет — отдел главного металлурга; ОГК — отдел главного конструктора; ОППП — отдел планирования подготовки производства; ОТиЗ — отдел организации труда и зарплаты; ПЭО — плановоэкономический отдел; ОМТС — отдел материально-технического снабжения; ОВК — отдел внешней кооперации Организационная подготовка производства и освоение новых видов продукции Организационная подготовка производства представляет собой комплекс процессов и работ, направленных на разработку и реализацию проекта организации производственного процесса изготовления нового изделия, системы организации и оплаты труда, материально-технического обеспечения производства, нормативной базы внутризаводского планирования в целях создания необходимых условий для высокопроизводительного и ускоренного освоения и выпуска новой продукции требуемого качества Содержание организационной подготовки производства Разработка проекта организации основного производственного процесса Разработка проекта технического обслуживания основного производства Разработка организации и оплаты труда Организация материально-технического обеспечения и сбыта новой продукции Создание нормативной базы для внутризаводского технико-экономического и оперативнопроизводственного планирования Социально-психологическая подготовка производства Процесс освоения новой продукции Началом освоения следует считать выпуск установочной серии Техническое освоение проводится еще в предпроизводственный период и характеризуется достижением требуемых технических параметров Производственное освоение представляет собой производственный процесс, в течение которого предприятие выходит на проектный объем (количество) выпуска новой продукции Организация перехода на выпуск новой продукции Последовательный - такой переход, когда производственное освоение начинается после снятия с производства ранее выпускавшегося изделия. Параллельный метод перехода предполагает максимальное совмещение производства вновь осваиваемых изделий с завершающей стадией выпуска старой модели Комплексно-совмещенный метод характеризуется совмещением выполнения отдельных работ по подготовке производства и освоения новых изделий при комплексном решении конструкторских, технологических и производственных задач. Агрегатный метод предполагает постепенную замену отдельных агрегатов в конструкции выпускаемой старой модели Динамика трудоемкости изделий в период освоения производства новой продукции Кривая опыта Кривая жизненного цикла продукта Графическая модель формирования стратегической прибыли от разных модификаций изделий Линия снижения цены на изделие на рынке Прибыль Динамика снижения затрат 1 модификации изделия Убыток Динамика снижения затрат 2 модификации изделия t Программно-целевое планирование подготовкой производства технико-экономические обоснования необходимости работ по созданию нового технического средства; содержание программ работ с выделением подпрограмм разных уровней с указанием объемов работ и выделенных ресурсов; результаты оценки эффективности альтернативных вариантов выполнения работ по программе и характеристики выбранных вариантов; распределение работ по подразделениям и назначение руководителей, ответственных исполнителей и исполнителей; график выполнения работ, подлежащих учету и контролю, с указанием сроков их завершения; характеристика организационной структуры системы управления программой и комплекс регламентирующих документов; условия материального и морального поощрения участников работ. Сетевое планирование подготовки производства В сетевой модели события обозначаются кружками, работы стрелками. В построенном графике должно быть одно начальное и одно конечное событие. Событие - это промежуточный или конечный результат одной или нескольких работ. Под работой в сетевом графике понимаются любой процесс, требующий затрат труда; ожидание, требующее затрат определенного количества времени; зависимость, указывающая, что начало данной работы зависит от выполнения предыдущей. Графически работа обозначается сплошной стрелкой. Стрелка, выражающая только зависимость одной работы от другой, называется фиктивной работой и обозначается пунктирной линией. Она имеет нулевую временную оценку. Работа же предполагает наличие затрат времени. Продолжительность работы в днях (неделях) проставляется над стрелкой Сетевой график для комплекса проектно-конструкторских работ Формулы для расчета параметров сетевой модели Раннее начало работы - раннее начало работы; - раннее свершение события Раннее окончание работы - раннее окончание; - продолжительность работы Позднее начало работы - позднее начало работы Позднее окончание работы - позднее окончание работы; - позднее свершение события Полный резерв времени работы - полный резерв времени работы Полный резерв времени пути - полный резерв времени пути; - продолжительность критического пути; - продолжительность анализируемого пути Формирование конечного эффекта создания новой техники Критерий эффективности создания новой техники , T 1 NPV (П t К t A t ) * t -1 ( 1 E) t 1 где Т – расчетный период; Пt – прибыль, полученная в году t, за вычетом налогов; Kt – капитальные вложения в году t; Лt – ликвидационная стоимость предприятия в году t (должна определяться на момент ликвидации); E – норма дисконта; t – номер расчетного года.