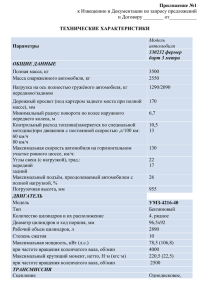
Двигатель четырехтактный, карбюраторный, рядный, с верхним
реклама

Двигатель четырехтактный, карбюраторный, рядный, с верхним расположением распределительного вала. Система охлаждения двигателя - жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием. Количество цилиндров: 4 Рабочий объем цилиндров, л: 1,45 Степень сжатия: 8,5 Номинальная мощность двигателя при 52,5 кВт.-(71,4 л.с.) частоте вращения коленчатого вала 5600 об/мин,: Диаметр цилиндра, мм: 76 Ход поршня, мм: 80 Число клапанов: 8 Минимальная частота вращения 850-900 коленчатого вала , об/мин: Максимальный крутящий момент при 104 3400 об/мин., Н*м: Порядок работы цилиндров: 1-3-4-2 Октановое число бензина: 91-93 Система подачи топлива: карбюратор Свечи зажигания: А17ДВР, FE65CPR, А17ДВ-10 Вес, кг: 120.7 Особенности двигателя. Двигатель ВАЗ 2103 может применяться для установки на автомобили ВАЗ 2103, 2106, 2121, 21053, 2107. Двигатели ВАЗ 2103 и ВАЗ 2106 конструктивно выполнены одинаково. Различия между ними, обусловлены разными диаметрами цилиндров. Диаметр цилиндра на 2103-1000260 составляет 76,00 мм. Конструкции блоков, для двигателей ВАЗ с продольным размещением в моторном отсеке, объеденены одним общим признаком - межцилиндровым расстоянием 95.00 мм. Блок цилиндров 2103. Обозначение - 2103-1002011. Вес - 40,600 кг. Применяемость - на двигателях: ВАЗ-2103, 21043, 21053, 21061, 2107. Блок цилиндров выполнен с межцентровым расстоянием - 95 мм. Диаметр цилиндра - 76,00 мм. Для цилиндра приняты межремонтные размеры 76,40мм и 76,80мм. Высота блока, расстояние от центра коленчатого вала до верхней поверхности блока, составляет 215,9мм .(смотреть «Блок цилиндров») Блок цилиндров ВАЗ изготавливают методом литья, используя для этого специальный высокопрочный чугун. Блок имеет четыре рабочих цилиндра. Цилиндры расположены на одной линии, в один ряд. Двигатели такой конструкции называют однорядными. Поверхность цилиндров формируется путем расточки тела блока и с последующей специальной шлифовкой - хонинговкой. Обработанную внутреннюю поверхность цилиндра называют – зеркалом цилиндра. По результатам окончательной обработки, в зависимости от погрешности изготовления, каждому цилиндру присваивается один из пяти классов размера диаметра циллиндров: А, В, С, D, Е. Разница размеров между классами составляет – 0.01мм. На нижней плоскости блока, напротив с каждого цилиндра, клеймом наносится маркировка класса цилиндра. Блок имеет внутренние полости, которые образуют так называемую рубашку охлаждения. При работающем двигателе, в рубашке осуществляется циркуляция охлаждающей жидкости – обеспечивая отвод тепла. При данной конструкции, диаметр цилиндров и межцилиндровое расстояние позволяют иметь полости рубашки охлаждения между соседними цилиндрами. В своем развитии, конструкция "классического" блока претерпевала изменения в основном за счет увеличения диаметра цилиндров. Диаметр в 82,00 мм является предельным, для обеспечения прочностных характеристик, при сохранении полостей рубашки между цилиндрами. Для установки коленчатого вала, в конструкции предусмотренно пять опор. Опоры служат основанием для коренных подшипников(коренные вкладыши). Фиксация коленвала и коренных вкладышей обеспечивается крышками коренных подшипников. Для обеспечения точности, крышки коренных подшипников растачиваются совместно с блоком цилиндров. При сборке, каждая крышка, должна устанавливаться на опору, с которой она совместно обрабатывалась. Для выполнения этих требований, каждая крышка , имеет специальные метки в виде рисок. Они позволяют установить соответствие крышки той или иной опоре. Нумерация опор осуществляется от передней стенки блока. Кроме того на крышках выбит технологический номер блока цилиндров, с которым они совместно обрабатывались. Такой же номер выбит на нижней поверхности блока в плоскости разъема. Дополнительной страховкой от ошибочной установки, служат отверстия в крышке коренного подшипника. Их не симметричное расположение не позволит провести неправильную установку. Крышки крепятся к опорам специальными самоконтрящимися болтами. На задней, пятой, опоре имеются специальные выборки, предназначенные для установки упорных полуколец. Полукольца позволяют ограничить осевое смещение коленчатого вала. Максимально допустимой величиной осевого зазора считается величина - 0,35 мм. При увеличении зазора необходимо установить новые полукольца. Если после этого зазор все еще остается больше допустимого – требуется установка ремонтных полуколец с толщиной увеличенной на 0,127 мм. При установке, необходимо , чтобы поверхность полукольца, на которой имеются смазочные канавки, была обращена к стороне упорных поверхностей коленчатого вала. При сборке двигателя следует обратить особое внимание на правильность установки вкладышей. Вкладыши с внутренней круговой проточкой, укладываются в опоры блока цилиндров «1», «2», «4», «5». В крышки коренных подшипников – укладываются вкладыши без внутренней канавки. Вкладыши для средней, третьей, опоры отличаются от остальных. Верхний и нижний вкладыш выполнены без проточек и имеют ширину большую чем остальные. В передней левой части блока цилиндра, параллельно коленчатому валу, соосно запрессованы две втулки для установки валика привода масляного насоса и распределителя зажигания. При эксплуатации зазор между поверхностью валика и втулкой не должен превышать 0.15мм. При превышении зазора или при проворачивании втулок в гнездах, требуется их замена. После запрессовки втулок производится их совместная обработка, специальной разверткой до размеров: 48,08+0.02мм - для передней и 22,00+0.02мм - для задней втулки. При замене передней втулки следует обеспечить совпадение смазочного отверстия втулки и масляного канала блока, в гнезде установки втулки. В блок цилиндров устанавливается еще одна втулка – шестерни привода масляного насоса. После запрессовки, внутренний размер втулки доводится разверткой в размер – 16,02+0,02. В передней части блока имеется полость, в которой размещаются механизмы газораспределения. Механизмы ГРМ закрываются крышкой, в которой установлен передний сальник коленчатого вала. С противоположной стороны к блоку крепится задняя крышка с сальником коленчатого вала. Описание, в полной мере относится к конструкции блоков цилиндров ВАЗ: 2103, 2106, 21213, 21214, 2123 и 2130. Начиная с 2004 года, все блоки цилиндров производства ОАО «АВТОВАЗ», получили сквозную нумерацию. Каждому блоку, присваиваться идентификационный код . Код состоит из набора символов. Первый символ, буква или цифра, обозначает год изготовления детали. Остальные семь цифр – порядковый номер изделия. В таблице указанно, каким символом обозначается соответствующий год изготовления. Код Год выпуска блока цилиндров 4 5 6 7 8 9 А 2004 2005 2006 2007 2008 2009 2010 Например, маркировка блока цилиндров "50007860" означает, что он изготовлен в 2005 году и имеет порядковый номер - 7860. Код для блоков: ВАЗ 2123, ВАЗ 21214, ВАЗ 21213 начинается и заканчивается символом - «*». Поэтому маркировка блока, для данных моделей, содержит десять символов. Первоначально маркировка блоков цилиндров ВАЗ: 2103, 2106, 21213, наносилась на площадке, возле масляного фильтра ( «Зона 1»), а для блоков: ВАЗ 2123 и ВАЗ 21214 – на приливе, в плоскости разъема с головкой блока ( «Зона 2»). На сегодняшний день, практически все «классические» блоки маркируются в «Зоне 2». С ОАО «АВТОВАЗ», для реализации, как запасные части, поступают только блоки цилиндров не в сборе («голые»). Блоки обработаны специальной защитной смазкой темного (почти черного) цвета, завернуты в промасленную бумагу и упакованы в картонную коробку. На коробке имеется стандартная «заводская» наклейка с наименованием и номенклатурным заводским номером. Модель блока цилиндров ВАЗ 2101 * ВАЗ 21011 * ВАЗ 2103 ВАЗ 2106 ВАЗ 21213 ВАЗ 21214 ВАЗ 2123 ВАЗ 2130 Dc(мм) 76.00 +0,05 79.00 +0,05 76.00 +0,05 79.00 +0,05 82.00 +0,05 82.00 +0,05 82.00 +0,05 82.00 +0,05 H(мм) 207.10 -0,15 207.10 -0,15 215.90 -0,15 215.90 -0,15 214,58 -0,15 214,58 -0,15 214,58 -0,15 215.90 -0,15 Lc(мм) 95.00 95.00 95.00 95.00 95.00 95.00 95.00 95.00 * - сняты с производства на ОАО "АВТОВАЗ" d(мм) 54.52-0,013 54.52-0,013 54.52-0,013 54.52 -0,013 54.52 -0,013 54.52 -0,013 54.52 -0,013 54.52 -0,013 Dc - Диаметр цилиндра блока ВАЗ; H - Расстояние между верхней плоскостью блока и осью коленчатого вала (высота блока ВАЗ); Lc - Расстояние между осями соседних цилиндров блока (межцилиндровое расстояние); d - Диаметр расточки опор коленчатого вала (под коренные вкладыши). По результатам окончательной обработки поверхности цилиндров, в зависимости от размеров диаметра, присваивается размерный класс цилиндра. Для цилиндров определены пять размерных групп, которые обозначаются буквами: A, B, C, D, E . Класс цилиндра наносится на поверхность блока, напротив каждого цилиндра. Для каждого номинального диаметра цилиндра, приняты свои размерные классы. Класс A B C D E Диаметр цилиндра 76 (мм), блок ВАЗ 2103 Диаметр цилиндра 79 (мм), блок ВАЗ 2106 Диаметр цилиндра 82 (мм), блок: ВАЗ 21213, ВАЗ 21214, ВАЗ 2123, ВАЗ 2130. 76,00076,010 79,00079,010 76,01076,020 79,01079,020 76,02076,030 79,02079,030 76,03076,040 79,03079,040 76,04076,050 79,04079,050 82,00082,010 82,01082,020 82,02082,030 82,03082,040 82,04082,050 Цилиндру с определенным классом, подбирается поршень соответсвующего класса. Контроль диаметра и износ поверхности цилиндров осуществляется с помощью прибора - нутромера. Замеры производятся на уровне нескольких поясов, во взаимно перпендикулярных направлениях. В верхней части цилиндра, на расстоянии не более 5 мм от верхней плоскости блока, находится зона где износ отсутствует и размер соответствует номинальному диаметру цилиндра. Если на одном из других контрольных участков цилиндра, будут выявлены отклонения размера на величину превышающую 0,15 мм от номинального, то необходимо произвести расточку цилиндров блока с последующей их хонинговкой до ближайшего ремонтного размера. В зависимости от условий эксплуатации двигателя и соблюдения технических требований, необходимость в расточке цилиндров может возникнуть после 120 - 250 тыс. км. пробега автомобиля. Для увеличения сроков эксплуатации блоков, определены два ремонтных размера для каждого из номинальных диаметров цилиндра. Каждый ремонтный размер отличается от предыдущего размера на 0,4 мм. В таблице представленны ремонтные размеры цилиндров блока, их промежуточные размеры под расточку и хонинговку. Ремонтным размерам цилиндров подбираются ремонтные размеры поршней соответствующего класса. В итоге, добиваются величины зазора в 0,05-0,07 мм между цилиндром и поршнем. Ремонтный размер цилиндра, мм 76,4 76,8 79,4 79,8 82,4 82,8 Класс поршня и цилиндра Диаметр поршня(справочн.), мм A B C D E A B C D E A B C D E A B C D E A B C D E A B C D E 76,34-76,35 76,35-76,36 76,36-76,37 76,37-76,38 76,38-76,39 76,74-76,75 76,75-76,76 76,76-76,77 76,77-76,78 76,78-76,79 79,34-79,35 79,35-79,36 79,36-79,37 79,37-79,38 79,38-79,39 79,74-79,75 79,75-79,76 79,76-79,77 79,77-79,78 79,78-79,79 82,34-82,35 82,35-82,36 82,36-82,37 82,37-82,38 82,38-82,39 82,74-82,75 82,75-82,76 82,76-82,77 82,77-82,78 82,78-82,79 Диаметр цилиндра после расточки, мм 76,37-76,38 76,38-76,39 76,39-76,40 76,40-76,41 76,41-76,42 76,77-76,78 76,78-76,79 76,79-76,80 76,80-76,81 76,81-76,82 79,37-79,38 79,38-79,39 79,39-79,40 79,40-79,41 79,41-79,42 79,77-79,78 79,78-79,79 79,79-79,80 79,80-79,81 79,81-79,82 82,37-82,38 82,38-82,39 82,39-82,40 82,40-82,41 82,41-82,42 82,77-82,78 82,78-82,79 82,79-82,80 82,80-82,81 82,81-82,82 Диаметр цилиндра после хонингования, мм 76,40-76,41 76,41-76,42 76,42-76,43 76,43-76,44 76,44-76,45 76,80-76,81 76,81-76,82 76,82-76,83 76,83-76,84 76,84-76,85 79,40-79,41 79,41-79,42 79,42-79,43 79,43-79,44 79,44-79,45 79,80-79,81 79,81-79,82 79,82-79,83 79,83-79,84 79,84-79,85 82,40-82,41 82,41-82,42 82,42-82,43 82,43-82,44 82,44-82,45 82,80-82,81 82,81-82,82 82,82-82,83 82,83-82,84 82,84-82,85 Блок цилиндров: расточка или хонингование? Вопрос может показаться по меньшей мере странным, поскольку хорошо известно, что изношенные цилиндры блока принято сначала растачивать, а затем хонинговать в увеличенный (ремонтный) размер, тем самым обеспечивая восстановление геометрии каждого цилиндра и зазора между ним и поршнем. Между тем вопрос вполне закономерен. Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами: зачем ремонтировать цилиндры? В принципе, ответ ясен - цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта. Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр оценивается критической величиной около 0,05 мм, второй - около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго - тысяч на 10-20 километров пробега. Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно: что нужно восстанавливать в цилиндре? Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия - это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм - это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца. Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец. В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала - именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы. «Микрогеометрия» - это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям - быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки. Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,0050,010 мм и сглаженные (плоские) вершины - опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже. Итак, искомые геометрические характеристики цилиндров определены. Дело за малым - обеспечить все это на практике. Как ремонтируют блоки? Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью. Итак, обратимся к практике ремонта блоков цилиндров. Самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны - высокая производительность, надежность, точность, простота управления, наличие автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр! Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра. То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно - традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» - эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, - что еще надо для «полного счастья» ремонтника-моториста? К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут. А где же так называемая «база» - поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры. Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим - изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. Этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических. Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей, ибо они не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» - у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, - как был он «кривым», так им и останется, хорошо, если хуже не станет. Точно измерить перекос оси цилиндра на уже готовом блоке очень сложно необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало - повлиять на технологию прямого хонингования в ту или другую сторону нельзя. Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать - так, как это делали и 10, и 40 лет назад. Расточка блока, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе - плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала. При расточке блока обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования. А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время - это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%. Но только так можно гарантировать высокое качество ремонта... Многие мотористы при сборке двигателя сталкивались с такой неожиданной проблемой — в блоке вроде все чистенько и ровненько, шейки коленвала в допуске, вкладыши новые, от лучшего производителя, а коленвал при затяжке коренных болтов «зажимает». Или такой случай: изношено или повреждено одно из отверстий опор распределительного вала. Что делать в таком случае? Менять головку или блок? Или начинать что-то подпиливать и подшабривать, дабы заставить вал крутиться свободно? Ни то, ни другое. Первое оставим на радость дилерским центрам — они это любят, пусть меняют. Детали ведь недешевые, а клиенту всегда можно доказать, что другого пути и не существует вовсе, зато себе прибыль немаленькая. Второе тоже никуда не годится — на дворе 21-й век, и с кувалдой да напильником к современному мотору подходить как-то совсем несерьезно. Времени на такую подгонку уйдет много, а будет ли ходить мотор — еще вопрос. Да и поправить деталь таким способом можно не всегда и не везде. Но делать ведь что-то надо, не менять же сразу, в самом деле? Головка, а тем более, блок, денег стоят, и немаленьких. Поэтому, прежде чем засучить рукава, надо осмотреться, чтобы не наделать глупостей. Посмотреть, так сказать, в корень зла. И ответить на вопрос: почему искривилась постель? Основная причина повреждения или износа постелей подшипников связана с перегревом и масляным голоданием в двигателе. Или и с тем, и с другим сразу — недостаточная подача масла всегда вызывает нарушение теплового режима работы подшипника, поскольку масло в нем выполняет не только смазывающую, но и охлаждающую функцию. Допустим, масла в моторе оказалось мало — что произойдет?. Вкладыши коленвала перегреются, на них появятся задиры, а некоторые вообще расплавятся и разрушатся — так велика станет их температура. Очевидно, нагреются сверх меры и постели — отверстия, в которые вставляются вкладыши. Этот перегрев имеет местный характер — греется поверхность, причем очень быстро, в течение даже не минут — секунд. За такое время «толща» материала равномерно прогреться не успевает, а тут еще и «масла в огонь» подливается в прямом смысле слова — даже незначительная, иногда прерывистая, подача масла к перегретому подшипнику вызывает быстрое поверхностное охлаждение, затем опять нагрев. Как у сковородки на плите. Что получится в результате, понятно: металл есть металл, в нем после долгожданной остановки двигателя и охлаждения возникнут внутренние остаточные напряжения. Теперь достаточно отвернуть болты крепления крышки перегретой постели, чтобы увидеть этот самый результат невооруженным глазом — крышка окажется деформированной, да так, что ее плоскости к блоку уже не прилягут. Теперь как крышку ни ставь, как ни затягивай болты, отверстие постели по форме будет весьма далеко от окружности — какая уж тут легкость вращения, даже если вал с вкладышами новые? А если от недостатка масла вал заклинит во вкладышах? Хорошо, если на малых оборотах — двигатель просто встанет и стартером больше не прокрутится. Это называется «повезло», и, не исключено, постели не успели получить серьезных повреждений. Чаще не везет — обороты высокие, инерция всего кривошипно-шатунного механизма большая, вкладыш к валу приклинил, а его сорвало. И вот вкладыши вместе с валом крутятся в постели, то есть там, где никакого вращения не предусмотрено. Это означает износ постели, затем стук — все, приехали, ремонт, а то и замена блока цилиндров. Нехорошо получается и при перегреве двигателя — когда весь блок сильно разогревается, а металл теряет прочность. Но нагрузки на блок при этом никто не отменял, двигатель продолжает работать. А если это не древняя «чугуняка» — современный мотор с блоком из легкого сплава? Тогда все, готов, отъездился — постели разъедутся и искривятся так, что валу там места больше не будет. И вкладышам — тоже. В головке блока другая картина — там ведь вкладышей, как правило, нет, а это еще хуже. Потому что опорные шейки распредвала при непосредственном контакте с поверхностью опор просто их «убивают». Причем на начальной фазе процесса алюминиевый сплав переносится с головки на вал, а на поверхности отверстия подшипника появляются задиры. Дальше процесс прогрессирует самым неблагоприятным образом, при котором идет перенос металла в обратную сторону, и чугун «умудряется» вплавиться в постель. Естественно, ни о какой-то подгонке такой постели под новый вал речь уже идти не может. Или такой банальный случай — «просто» перегрев двигателя. При котором нередко прогорает прокладка головки блока, а сама головка деформируется по плоскости. Что интересно, многим мотористам совсем невдомек, что деформирована не только плоскость, а вся головка блока целиком. Для постелей распредвала иной раз это получается совсем печально — после «хорошего» перегрева двигателя их общая ось искривляется. Но распредвал-то должен вращаться, а ось вращения — это прямая линия, а не кривая. И получается следующее: выровняв плоскость головки, поставив вал в постель и затянув крышки, пробуют его вращать, а он не хочет. Как квадрат по рельсам — не катится. Это тоже не все увидят, потому что ставить вал в постель и отдельно проверять лениво. А в сборе с толкателями клапанов он и так плохо крутится — пружины клапанов не пускают. Но если подойти к делу со всей серьезностью, то тугое вращение заметить легко. Да и как валу легко вращаться, если его в кривых постелях изогнуло? Ну ладно, ремень мощный, а то и цепь — сорвут, прокрутят. Только ходить такому валу недолго, потому что арифметика есть, наука такая: 1 оборот вала = 1 его изгиб в одну сторону + 1 в другую. Через некоторое время в сумме получим совсем другую науку и совершенно другой результат — усталостное разрушение вала. И раньше, чем может показаться на первый взгляд. Где же выход? Он один — надо каким-то способом обрабатывать постели. То есть ремонтировать. Выпрямлять ось, скруглять отверстия. Но вот проблема — способов, при ближайшем рассмотрении, несколько (напильники и шаберы не в счет!), а вот все ли они будут одинаково хороши для нашей постели? Как это не поправить Давайте возьмем в руки хорошую коренную крышку блока и посмотрим на поверхность постели. Видно что-нибудь? Видно… На поверхности сетка рисок, почти как на цилиндре. Значит, постели были обработаны на заводе хонингованием. Вот бы и нам такое.… Чтобы после ремонта блок стал как новенький. А то и лучше. Нет проблем, есть специальные станки для хонингования постелей. Импортные, правда, дорогие, но хорошие. И многим уже известные. Есть даже волшебники, которые утверждают, что, имея лишь один такой станок, никаких проблем с ремонтом постелей больше уже не будет. Никогда. Ну что ж, давайте и мы попробуем… Но для начала сформулируем задачу. А лучше — цель. Итак, в конце всей работы мы должны получить ровные круглые постели, лежащие на одной оси. Причем номинального диаметра — у подавляющего большинства современных двигателей ремонтных размеров постелей производителями не предусмотрено. Но у нас в поврежденном блоке не все постели номинального диаметра — некоторые имеют весьма «бледный» вид. Их размеры «гуляют», и чаще в большую сторону. Что делать? Все просто — надо «занизить» крышки постелей, то есть обработать их по плоскости разъема. Тогда крышки на блоке «осядут», а размер постелей уменьшится и станет меньше номинального как раз на величину припуска на обработку. Сказано — сделано. Для этого подойдет любой станок — фрезерный, плоскошлифовальный, в конце концов, даже токарный или заточной, если проявить некоторую смекалку. А вот чтобы определить, сколько снимать с плоскости, надо смотреть характер износа или деформации постели. Например, если постель деформирована (вытянута) по вертикали, то вблизи плоскости разъема она обычно сжимается, и съем с плоскости крышки можно сделать по минимуму, так, чтобы размер постели стал меньше номинального в среднем на 0,1-0,2 мм. Напротив, если максимальный размер окажется ближе к плоскости разъема, или отверстие сильно изношено, а постели заметно разъехались в стороны после перегрева, то снимать надо больше — иногда до 0,4-0,6 мм, иначе у разъема останется так называемая «чернота» — необработанные участки. Но вот, наконец, вся подготовка закончена, крышки на местах, болты затянуты, размеры всех постелей меньше номинального. Теперь хонингуем — длинной оправкой с большим количеством хонбрусков в ряд, со специальным хонинговальным маслом — все, как положено. Получилось? Вроде да, и даже неплохо — размер достигнут, на всех постелях он в допуске, поверхность просто загляденье, что еще надо? Ничего. Если не задумываться. А надо бы, иначе много чего не увидеть — например, а что это за ось у постелей получилась? Или такой вопрос — эта ось параллельна той старой и доброй оси, что сделана еще на заводе, или нет? А смещение оси, какое и куда, в какую сторону? А это много или мало, и на что влияет? Еще вопросы? Пожалуйста — а если в крышке крайней постели стоял сальник коленвала, то как теперь он будет стоять, ведь после осадки крышки посадочный размер гнезда под сальник уменьшился, да и вообще гнездо перестало быть цилиндрическим? Что с сальником-то теперь будет, а? Ладно, хватит вопросов, перейдем к ответам. К сожалению, они весьма нелицеприятны для данной технологии. И первое, что заметит даже не самый грамотный механик при сборке двигателя — в положении ВМТ поршни почему-то вылезают над плоскостью блока. А вроде такого не было. В чём же дело? Просто ось постелей коленвала несколько изменила свое положение. Уехала, так сказать. И уехала она в строго определенную сторону — к верхней части блока. Что совершенно закономерно, стоит только нарисовать схему обработки на бумаге. А уехала на сколько? Да ерунда, совсем на чуть-чуть — ровно на половину припуска на хонингование. Если припуск был, допустим, 0,5 мм, то смещение оси составило примерно 0,25 мм. Всего и делов-то… Как говорят некоторые крупные специалисты в области хонингования, технологической базой для такой обработки постели является сама постель. Только вот проблема — у нас перед обработкой постели были кривые, разъехавшиеся в разные стороны и, возможно, в разной степени, а после обработки получились прямые и ровные. То есть, база, от которой велась обработка, была кривая — о, как! Хонголовка же, опираясь брусками и направляющими башмаками на кривые постели, сама выбрала себе некую среднюю ось, которая перед обработкой не являлась ни исходной осью постелей, ни базой. Поэтому никого не должно удивлять, что в общем случае новая ось стала к тому же непараллельна исходной. Что это значит для двигателя, долго объяснять не надо. После такого, с позволения сказать, хонингования нарушена вся геометрия блока цилиндров — верхняя и нижняя плоскости блока оказались непараллельны оси постелей, а цилиндры ей неперпендикулярны. В такой блок наши истинные ценители хонингования заложили некую мину замедленного действия — взорвется обязательно, а когда, неизвестно. То есть, сколько проедет мотор, не ясно, но уже меньше, чем мог бы. А вот что почти совсем ничего не проедет, так это коробка передач. Ведь постели коленвала не просто уехали, они стали несоосны с первичным валом коробки, которая строго центрируется по блоку. Здесь даже 0,1 мм достаточно, чтобы передний (или задний) подшипник первичного вала быстренько так начал загибаться от дополнительной нерасчетной нагрузки. А у автоматической коробки вместе с постелями вверх «отъехал» и гидротрансформатор. Как известно, он в АКПП вращается в подшипнике скольжения, которому, возможно, жить остались считанные сотни километров. Проблема «отъезда» оси постелей вверх еще более остро вылезает на алюминиевых блоках цилиндров современных двигателей. Дело в том, что алюминиевый сплав блока существенно «мягче» чугуна, из которого обычно сделаны крышки постелей. И легче обрабатывается. В результате в общем припуске на обработку большая его часть достается блоку. Кроме того, различия в обрабатываемости этих металлов абразивным инструментом требуют увеличения припуска, усугубляя и без того уже закритическую ситуацию со смещением оси постелей вверх. С постелями распредвалов в головках блока таким способом тоже ничего хорошего не выходит. При серьезных повреждениях ось постели после хонингования «отъезжает» далеко вниз, из-за чего гидрокомпенсаторы, которыми оснащены многие современные моторы, сжимаются до упора, оставляя клапаны приоткрытыми. Естественно, мотор с отремонтированной подобным образом головкой блока работать уже не захочет. И даже подрезка торцов клапанов не всегда спасет положение. Да, хорошенькое получилось дельце — одно лечим, другое калечим. А еще ремонтом называется, технологиями там всякими современными… Сам себе база? Раз все так плохо, то могут возникнуть еще вопросы. К примеру, а почему тогда хонингование применяют в массовом производстве? И кто же это использует такую плохую технологию, да еще в таких массовых масштабах? Смеем успокоить — на заводах, даже отечественных, все получается хорошо. Потому что хонингование там применяют не как основную, а только как завершающую операцию — после предварительной расточки постелей. Когда номинальный размер постелей почти достигнут, и все отверстия стали круглые. Поэтому на хонингование, как отделочную, финишную процедуру, на заводах оставляют совсем небольшой припуск — не полмиллиметра, а лишь его сотые доли. При которых перекосить или сместить куда-то ось постели уже невозможно. Совершенно другая картина получится, если расточку из заводского процесса обработки изъять. Упразднить как лишнее звено — в качестве какого-нибудь рацпредложения. Такой полет фантазии заводского технолога привел бы, скорее всего, к массовому браку, убыткам, отзыву машин из эксплуатации и прочим нежелательным для завода катаклизмам. Почему же тогда в производстве нельзя, а в ремонте — пожалуйста? Или в ремонтном производстве действуют другие законы? По которым, если нельзя, но очень хочется, то можно? Или можно вообще и всегда? Нет, в ремонте тоже нельзя. Причем, совсем, совершенно и бесповоротно. Но очень хочется некоторым продавцам оборудования — чтобы, к примеру, поскорее сбыть свой товар. Или мастерским, «и в хвост и в гриву» хонингующим постели, невзирая на степень их повреждений. Тогда покупателям и клиентам можно заведомо позабыть сообщить про то, что хонингование постелей имеет весьма ограниченную область применения — только для незначительных износов и легких деформаций постелей, в пределах нескольких сотых долей миллиметра. То есть, говорить правду, только правду, но не всю.… Проверить-то нельзя! Иначе сначала надо бы растачивать. А это уже дополнительное оборудование, дополнительные расходы, на которые клиент может не согласиться. Зачем тогда это афишировать? Нет, пусть все будет по-тихому — сказали, что хонингование самый лучший способ ремонта, извольте верить, что так оно и есть. Учение, то есть, всесильно, потому что верно, помните? А оси там какие-то, база технологическая — это все «от лукавого». Нашему хонингованию, мол, никакая база не нужна — оно само себе база, и точка. Смотрите, какая поверхность выходит — как заводская, лучше не бывает! А вы — база… Блок цилиндров? Нет, только его заготовка… Какие операции при обработке постелей получаются главные? Очевидно, только те, которые задают всю геометрию блока. В том числе, расточка. Именно она, в конечном счете, и вносит наибольший вклад в превращение заготовки в готовый блок цилиндров. Потому что формирует геометрию рабочих поверхностей относительно базовых. На долю же финишных операций, того же хонингования, достается лишь тонкая доводка отверстий до заданных размеров — на уже практически готовой детали. Заготовка? Стоп.… Так вот где зарыта собака — взявшись за работу, мы даже не определились, с чем именно имеем дело, с готовым блоком цилиндров или только с его заготовкой? Не подумали, а зря! Потому что этот вопрос имеет принципиальное значение. В самом деле, если поступивший в ремонт блок цилиндров мы считаем готовой деталью, то спокойно можем применять различные технологии финишной обработки — чтобы слегка подправить отдельные поверхности, геометрия которых чуть-чуть нарушилась. Здесь и хонингование отлично подойдет, и притирка, и полировка. И даже шабер может пригодиться — например, чтобы заусенчик какой снять на краешке постели. Но в том-то и дело, что нашему блоку до готовой детали еще ой как далеко — многие его поверхности, иногда даже базовые, от которых должна вестись обработка, сильно изношены и деформированы. В таком случае это только заготовка детали, и для нее годятся только те методы обработки, которые точно обеспечивают заданные размеры, форму и расположение обрабатываемых поверхностей. К нашему большому сожалению, этот вывод звучит весьма неутешительно для наших знакомых приверженцев хонингования — оно сразу выпадает из списка универсальных ремонтных технологий для постелей. Потому что, несмотря на отличные размеры и форму постелей после ремонта, с их расположением выходит просто беда. И чем сильнее повреждены постели, тем больше масштабы бедствия, которое постигнет блок после их хонингования. Кстати, это замечание справедливо не только для постелей, но также для цилиндров и шатунов — там наши кудесники тоже всегда норовили ударить по предварительной расточке хонингованием. Но это тема отдельного разговора, который мы обязательно продолжим в будущем. Значит, расточка.… Ну что ж, попробуем и ее. Расточка? И без всякого хонингования! Для расточки постелей, в отличие от хонингования, выбор оборудования довольно широк, поскольку выпускается целым рядом зарубежных фирм. И даже есть отечественные образцы. Мы же выбрали специализированный станок S2000 фирмы SERDI как типичного представителя всего постельно-расточного семейства. Кстати, эти станки имеют тот же порядок цены, что и хонинговальные, однако распространены шире. Интересно, почему бы это? В принципе устройство любого станка для горизонтальной расточки постелей похожее и довольно простое — длинная или не очень станина, передняя бабка с механизмом продольной подачи и регулирования скорости вращения шпинделя, две регулируемых по высоте, поперечно и продольно опоры для борштанги. И борштанги разного диаметра и длины, которые могут ставиться на шпиндель. Разные они понятно для чего — отверстия постелей и их длина у разной техники сильно различаются, а универсальность должна быть одним из главных свойств такого станка. Точно так же сделан и S2000. На его станину в любом ее месте между опорами можно поставить пару параллелей, причем разной высоты — для установки блока или головки блока цилиндров практически любой высоты и длины. Деталь закрепляется на параллелях с помощью универсальных прижимов, но важно, чтобы ось растачиваемой постели примерно совпадала с осью шпинделя. Исходя из этого условия, передняя бабка тоже имеет регулировку — поперечную и вертикальную. А чтобы возможная небольшая несоосность между шпинделем и обрабатываемыми постелями не влияла на работоспособность станка, борштанга соединяется со шпинделем при помощи двойного карданного шарнира. Интересная особенность станка S2000 — хромированные борштанги. В опорах они вращаются в специальных чугунных втулках, причем в каждой опоре есть масляный насос с ручной подкачкой масла к этим втулкам. Такая конструкция существенно надежней и долговечней, чем у аналогов, где борштанги обычно не имеют хромового покрытия, а втулки нередко сделаны из мягкого материала типа баббита. Чтобы охватить весь возможный диапазон диаметров постелей — от 22 до 200 мм, достаточно борштанг всего 3-х типоразмеров — 20, 32 и 45 мм. При этом резец, имеющий пластинку из твердого сплава, может устанавливаться как в саму борштангу, так и в специальные кольцевые резцедержатели, закрепляемые на борштангах. На борштангу можно поставить сразу много резцов, чтобы ими обрабатывать все постели даже в самых длинных блоках цилиндров (до 1,8 м) в пределах сравнительно небольшого продольного хода шпинделя 400 мм. Но такая схема обработки требует довольно длительной настройки каждого резца на размер постели (для этого используется специальный установочный микрометрический прибор). Упростить процесс настройки и обработки помогает схема с одним резцом, позволяющая гарантированно обеспечить одинаковый диаметр всех постелей, расточив их «насквозь». Для этого используются удлинители шпинделя — при достижении шпинделем предельного хода он разъединяется от борштанги (последняя остается на месте), отводится назад, между ним и борштангой устанавливается удлинитель, после чего подача борштанги продолжается. А сама расточка выполняется при включении продольной подачи шпинделя (0,1 мм на оборот для чернового прохода или 0,05 мм на оборот для чистового), причем никакого дальнейшего улучшения или доводки поверхностей уже не требуется. Как умирают мифы Ну что же, техника подготовлена, попробуем поставить головку или блок? Это несложно — выбираем нужные параллели, ставим деталь между опорами, закрепляем. Для повышения жесткости борштанги опоры сдвигаем к детали, но не ближе 150 мм, иначе будет трудно выполнить все необходимые настройки. Ставим борштангу в опоры через постели, предварительно регулируем опорами положение борштанги — для этого на борштангу сбоку подводятся специальные конусы, поочередно задвигаемые в крайние постели и центрирующие борштангу. Далее следует точная выверка борштанги — на ней закрепляется специальный прибор с индикатором, ножка которого может обкатываться по крайней постели. И вот здесь начинается самое интересное… Положение борштанги относительно постелей нетрудно выверить так, чтобы съем металла с той части постелей, которая располагается в блоке или головке, был бы минимальным. К примеру, это может быть 0,05мм и даже меньше — совершенно независимо от величины припуска на крышках, материала, деформации и любых других факторов. Когда положение борштанги найдено, выполняется регулировка вылета резца — специальный прибор позволяет сделать это с точностью до 0,01 мм. Обычно для расточки выполняется несколько черновых проходов и один чистовой, со съемом припуска в 0,030,05 мм — достаточно включить вращение (оно имеет плавную регулировку от 50 об/мин) и продольную подачу шпинделя. После каждого прохода полученный размер каждой постели легко контролировать специальным прибором, ножки которого вставляются в зазор между борштангой и постелью. Проход можно выполнить в две стороны — вперед и назад, что удобно для некоторых типов блоков и головок. А после того, как постели расточены, можно точно так же поправить и гнезда под сальники. Кстати, ремонтные возможности горизонтально-расточного станка значительно увеличиваются при использовании установки для порошкового напыления типа ДИМЕТ. Чтобы при серьезных повреждениях не смещать сильно ось постелей, на поврежденные постели головки блока можно просто нанести необходимый слой металла. При этом порошок типа «алюминий-цинк» формирует на «убитой» постели плотное и весьма износостойкое покрытие толщиной до 2-3 мм под последующую расточку. Этого вполне достаточно для ремонта любых головок. Напыление можно также с успехом применять и для постелей блоков, алюминиевых и чугунных. При изготовлении специальной оснастки возможности станка могут быть еще больше расширены. Так, ему становится вполне «по зубам» ремонт посадочных поверхностей подшипников в редукторах задних мостов и картерах коробок передач, включая двигатели мотоциклов. Вот и вся технология. Никаких перекосов и запредельных смещений оси постелей. И поверхность получилась ничуть не хуже, чем при хонинговании — хороший резец и минимальная подача шпинделя сделали свое дело. Причем мы проверили — высокое качество поверхности сохраняется для любых головок и блоков при любых повреждениях постелей, от самых незначительных до самых серьезных. А потому можем спокойно рекомендовать расточку постелей блоков и головок блока для самого широкого применения в отечественной ремонтной практике. И без оглядки на какие-либо «волшебные» авторитеты. Головка Блока Цилиндров Головка цилиндров 21011-1005011-10 двигателя, отливается из алюминиевого сплава и является общей для всех цилиндров. Она унифицированная, т.е. одинаковая для двигателей 2101, 21011 и 2103. Высота головки - 112,5 мм, камера сгорания размером 79х51 мм и объемом 33,2 см куб. Внутри камеры имеется фрезерованная ступенька высотой 2 мм . В головку цилиндров запрессованы чугунные седла и направляюшие втулки клапанов. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров, чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов. Отверстия во втулках обрабатываются также после запрессовки втулок в головку цилиндров. Это делается для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов – на всей длине отверстия. Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержни клапанов и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем клапана. Каждый клапан имеет две цилиндрические пружины: наружную и внутреннюю, опирающиеся на две опорные шайбы. Вверху пружины упираются в тарелку, которая удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса. Клапаны приводятся в действие распределительным валом, вращающимся в корпусе подшипников через промежуточные рычаги. Зазор между кулачками распределительного вала и рычагом устанавливается регулировочным болтом, на сферической головке которого качается рычаг. От самоотворачивания болт удерживается контргайкой. Каждый рычаг прижимается к торцу клапана специальной (шпилечной) пружиной. Для повышения износостойкости стержня оба клапана азотируются, а торцы стержней, на которые опираются рычаги, закалены током высокой частоты. Двигатель ВАЗ 2103 комплектуется распределительным валом 2101-1006010-20. Отличительной особенностью вала является одна необработанная шейка, имеющая форму правильного шестигранника. Расположена она между кулачками второго цилиндра. Распределительный вал литой, чугунный, одинаковый для всех моделей двигателей. Опирается на 5 шеек и вращается в алюминиевом корпусе подшипников, установленном на головке блока цилиндров. К переднему торцу распределительного вала крепится ведомая звездочка. От осевых перемещений распределительный вал удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала. Для привода ГРМ используется двухрядная втулочно-роликовая цепь 21031006040 в 116 звеньев. Для привода генератора и водяного насоса применяется клиновый ремень длиной 944мм. с сечением (10х8). Этой же цепью приводится и валик привода вспомогательных агрегатов. Цепной привод имеет полуавтоматический натяжитель с башмаком и успокоитель цепи с пластиковыми накладками. В нижней части блока цилиндров устанавливается ограничительный палец, предотвращающий спадание цепи в картер при снятии (на автомобиле) звездочки распределительного вала. Для правильного взаимного расположения звездочек, т.е. для установки фаз газораспределения имеются верхние и нижние установочные метки. Верхние расположены на звездочке распределительного вала и корпусе подшипников, нижние метки – на звездочке коленчатого вала и крышке привода распределительного вала. Устанавливается коленчатый вал мод.21213. Он взаимозаменяем с коленчатым валом мод. 2103 но обладает улучшенными характеристиками. По своим параметрам он соответствует коленчатому валу 2103 и обеспечивает ход поршня – 80мм.(радиус кривошипа – 40мм.). Коленчатый вал – пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик. Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках. Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25, 0,5, 0,75 и 1,00 мм. Вкладыши коренных и шатунных подшипников Вкладыши коренных и шатунных подшипников сталеалюминиевые. Верхние вкладыши 1-, 2-, 4- и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые. Маховик Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так, чтобы метка (конусообразная лунка около зубчатого венца) находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в первом и четвертом цилиндрах. Маховик 1 – поверхность крепления к фланцу коленчатого вала; 2 – поверхность крепления сцепления; 3 – опорная поверхность ведомого диска сцепления Ремонт маховика 1. Проверяют состояние зубчатого венца; в случае повреждения зубьев заменяют маховик. 2. Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском сцепления, должны быть без царапин, задиров и быть совершенно плоскими. 3. Если на рабочей поверхности 3 маховика под ведомый диск сцепления имеются царапины, протачивают эту поверхность, снимая слой металла толщиной не более 1 мм. Затем протачивают поверхность 2, выдержав размер 0,5±0,1 мм и обеспечивая параллельность поверхностей 2 и 3 относительно поверхности 1. Допуск непараллельности составляет 0,1 мм. 4. Устанавливают маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1, проверяют биение плоскостей 3 и 2. 5. В крайних точках индикатор не должен показывать биений, превышающих 0,1 мм. Коленчатый вал: как будем ремонтировать? С чего начать? Проверка вала перед его ремонтом несколько отличается от той, которую проводят при дефектовке или сборке двигателя. Конечно, и в том, и в другом случае проверяется геометрия вала, но в нашем случае от результатов проверки зависит выбор технологии ремонта. Для проверки вал устанавливается на призмы крайними коренными шейками, а у средних с помощью стойки с индикатором измеряется биение. Проверяется также биение хвостовика и поверхностей сальников. Далее проводят тщательное измерение диаметров коренных и шатунных шеек. При этом обращают внимание на износ средней и крайних коренных шеек (он может быть повышен), а также на эллипсность шатунных шеек. Последнее измерение выполняют в нескольких плоскостях - при наличии эллипсности минимальный размер шейки обычно получается в направлении, сдвинутом на 20-40о против вращения от плоскости, проходящей через радиус кривошипа. После этих измерений картина несколько проясняется. Дальнейшие действия лучше проиллюстрировать на примере. Стало общепринятым, что шлифовать вал можно только в случае, если биение средних шеек относительно крайних не превышает 0,1 мм. Точнее, шлифовать-то можно и при большем биении, но тогда неизбежно возникновение дисбаланса, который после ремонта будет необходимо устранить. К сожалению, пока в отечественной ремонтной практике хорошо освоена лишь балансировка валов 4-цилиндровых рядных и оппозитных двигателей, а также рядных 6цилиндровых и V-образных 12-цилиндровых. Остальные типы валов - 2-, 3- и 5цилиндровых рядных двигателей, а также большинство 6- и 8-цилиндровых V-образных отбалансировать весьма и весьма проблематично. Поэтому при биении коренных шеек свыше 0,1 мм перед шлифовкой целесообразно вал править . Если вал уже подвергался шлифовке, не исключено, что хвостовик и поверхности сальников несоосны коренным шейкам. Известны случаи, когда недобросовестные шлифовщики умудрялись так изуродовать вал, что биение на этих поверхностях становилось раз в десять (!) больше допустимого - более 0,1-0,15 мм. Если добавить сюда износ коренных шеек, а также их возможное взаимное биение, то при исправлении подобной «халтуры» вал, скорее всего, «не выйдет» в следующий ремонтный размер шеек. Тогда, прежде чем шлифовать, следует уточнить наличие вкладышей необходимого ремонтного размера. Кстати, такое уточнение необходимо для многих двигателей иномарок - ситуация, когда после шлифовки коленчатого вала искомые вкладыши будут найдены лишь на бумаге каталога, не редкость. Однако самая большая неприятность - это когда ремонтировать уже «нечего» - износ шеек превысил максимальное ремонтное уменьшение. Такой вал обычно выбраковывают, в крайнем случае восстанавливают шейки наваркой или наплавкой (эти способы - тема отдельного разговора в наших будущих публикациях). Валы с перегретыми после разрушения подшипников шейками желательно проверить на отсутствие трещин. Такая проверка обычно выполняется с помощью специальной установки - магнитного дефектоскопа. Глубокие трещины, уходящие в тело вала, - основание для выбраковки. Иногда такие трещины видны и невооруженным глазом. Перед установкой вала в станке необходима еще одна проверка. Вал ставят в центрах и измеряют биение хвостовика и поверхности заднего сальника. Если биение превышает 0,01-0,02 мм, необходимо править центровые фаски вала, иначе шлифовать коренные шейки будет невозможно. Существует несколько способов правки фасок - шабрением, притиркой и протачиванием. Первый способ прост, но неудачен, т.к. из-за неправильной геометрии фаски качество шлифовки коленчатого вала будет снижено (может появиться эллипсность коренных шеек). Второй способ точен, но слишком трудоемок - в токарном станке фаска притирается с помощью абразивной пасты к коническому притиру. Наилучшие результаты дает протачивание вала в токарном станке с использованием люнета. Отметим, что если на большинстве европейских и японских валов «кривые» центровые фаски - редкость, то у американских встречаются довольно часто, причем некоторые валы даже не имеют фасок. Из отечественных двигателей отличаются «волговские» валы - при ремонте правка их центровых фасок оказывается обязательной. И, наконец, последняя подготовительная операция - удаление заглушек и промывка внутренних каналов. Последняя операция обязательна - во внутренних каналах около заглушек скапливается значительное количество грязи. Стоит только пренебречь промывкой, как грязь обязательно испортит самую качественную шлифовку вала, и весь ремонт двигателя пойдет насмарку. Итак, подготовка к работе завершена. Тем не менее, приступать к шлифовке еще рано, надо проверить шлифовальный станок. Какой станок лучше? Для шлифовки коленчатых валов применяются специализированные шлифовальные станки с приспособлениями, позволяющими сместить ось коренных шеек относительно оси вращения вала в станке. Это необходимо для шлифования шатунных шеек. Как показывает практика, результат ремонта вала во многом зависит не от модели шлифовального станка, а от его состояния. Поскольку дефекты станка, ошибки, небрежности и неточности при его наладке делают невозможным качественный ремонт вала. За примерами далеко ходить не надо. Один из самых распространенных дефектов шлифовки - дробление, при котором поверхность шейки приобретает характерный «многогранный» вид. Причина этого дефекта обычно заключается в плохой подготовке шлифовального круга, когда его биение становится больше 3-4 мкм. К таким же последствиям может привести недостаточное натяжение ремней привода планшайбы передней бабки станка. Еще один весьма распространенный дефект - несоосность центров передней и задней бабки. Это нетрудно проверить с помощью шлифованного стержня (скалки), установленного в центрах, и стойки с индикатором. Несоосность центров приводит к неправильной обкатке центровых фасок и эллипсности шеек вала, а если она обнаружена, то причина может быть, к примеру, в износе направляющих стола станка. Тогда ремонтировать надо не вал, а станок. Очень важное значение имеет соосность патронов станка. Допустимое значение несоосности не должно превышать 0,04-0,05 мм на длине вала. Этот параметр обеспечивает параллельность осей шатунных и коренных шеек. Отметим, что он определяется состоянием станка, а измерить непараллельность шеек непосредственно на коленчатом валу невозможно. При несоосности патронов вал, зажатый в них, вращается по очень сложной траектории, в результате чего шатунные шейки, расположенные попарно, после шлифовки оказываются на разных радиусах и сдвинутыми по окружности. Очевидно, двигатель с таким валом уже никогда не сможет работать ровно. Непараллельность шеек проявляется при дальнейшей эксплуатации ускоренным износом шатунных вкладышей, особенно у их краев. А поскольку контролю этот параметр не поддается, то соосность патронов станка - вопрос доверия к шлифовщику. Несоосность патронов нетрудно устранить протачиванием их кулачков в токарном станке при базировании по наружному диаметру патрона. Правда, иногда несоосность возникает из-за дефекта планшайбы передней или задней бабки. Но так или иначе, указанные дефекты должны быть устранены, иначе качество шлифовки вала будет резко снижено. При наладке станка обязательно проверяется конусность шеек (не более 1-2 мкм). Этот параметр регулируется с помощью специальной конусной линейки станка и особенно важен при шлифовке валов с широкими шейками. И, наконец, жесткость закрепления вала в станке: люфты в различных соединениях станка легко могут привести к дроблению или эллипсности шеек. Наш анализ возможных дефектов и их причин показывает, как важно для обеспечения качественной шлифовки содержать станок в исправном состоянии и периодически проверять его. А это совсем не просто. Но анализ оказался бы не полным, если не отметить роль самого шлифовщика. Какой бы замечательный, новый и точный ни был станок, квалификация шлифовщика имеет решающее значение. Особенно, когда речь идет о «ловле» микронных размеров, биений, отклонений формы и расположения поверхностей. Более того, квалифицированный мастер «чувствует металл», видит, как ведет себя вал при шлифовке и при малейшем отклонении от нормы обязательно лишний раз проверит станок. На первый взгляд может показаться, что шлифовка коленчатого вала больших трудностей не представляет - был бы только станок. К сожалению, такого, мягко говоря, упрощенного взгляда придерживаются не только механики-мотористы, но некоторая часть шлифовщиков. И ведет это к ошибкам при ремонте коленвала, а то и просто к преднамеренной халтуре. В результате чего и появляются неизвестно где, кем и как отремонтированные коленвалы и двигатели, которые «не ходят». Между тем шлифовка - процесс тонкий, требует аккуратности, опыта и знания не только технологии обработки, но и условий работы вала в моторе, а также умения «чувствовать» металл. В общем, работа мастера, шлифующего иной «сложный» коленчатый вал, - не только ремесло, но и искусство. И уж никак не рутинный поточный процесс, когда о качестве должен думать кто-то другой и лишь в самую последнюю очередь, когда заказчик предъявляет претензии. С чего все-таки начнем? Первый вопрос возникает сам собой: какие шейки шлифовать в первую очередь шатунные или коренные? Быть может, кому-то покажется странным, но этот вопрос имеет принципиальное значение. Дело в том, что слабое место любого коленчатого вала - это шатунные шейки, включая галтели («переходы» от шейки к щекам-противовесам). Так вот, после шлифования шатунных шеек внутренние напряжения в их поверхностном слое могут резко изменять свое значение. А это, очевидно, явится причиной деформации всего вала. И если коренные шейки «сделаны» раньше шатунных, то вал в той или иной степени «поведет» - ось коренных шеек изогнется, а сами шейки получат взаимное биение, причем далеко не всегда деформация и биение будут малыми. Наиболее подвержены деформации «нежесткие» валы - с шатунными шейками малого диаметра, не имеющие «полных» (с двух сторон шатунной шейки) противовесов. Такие валы установлены в ряде двигателей Volvo, Chrysler, Mercedes, Lincoln, а также многих японских фирм. Попытки шлифовать такие валы «наоборот» (сначала коренные, затем - шатунные шейки) часто заканчиваются неудачей - не только повышенным биением, но и эллипсностью шеек. Однако не всегда начинать шлифовать вал надо с шатунных шеек. При шлифовке шатунных шеек вал устанавливается в патронах станка. Но если поверхности вала, зажимаемые кулачками, некондиционные (к примеру, хвостовик вала восстановлен наваркой металла), то вначале потребуется шлифовка этих поверхностей, и лишь затем шатунных шеек. В противном случае будет «потеряна» база, от которой шлифуют шатунные шейки, и они окажутся непараллельны коренным. Еще одна проблема, которую нередко упускают из виду, а чаще просто игнорируют некоторые шлифовщики, - это радиус галтелей шеек. На практике известно немало случаев, когда коленчатые валы с подрезанными галтелями ломались в результате значительного снижения прочности (концентрации напряжений в подрезанных галтелях). Исключить подрез можно, если «заправить» на краях шлифловального круга радиусы, соответствующие радиусам галтелей. Такая операция необходима для тех валов, у которых на краях шеек нет канавок для выхода шлифовального круга. Но и там, где такие канавки есть, аккуратность тоже не помешает. Анализ излома разрушенных коленчатых валов показывает, что трещина обычно начинает развиваться от места перехода шлифованной поверхности к не тронутой шлифовальным кругом. А такое место обычно и приходится на галтель, приобретающую после неквалифицированного ремонта вала неправильную форму. Особенно опасна недооценка получающейся при ремонте формы галтелей для коленчатых валов современных высокофорсированных двигателей. Осторожно, шатунные шейки! Если подготовка к работе завершена, можно приступать к шлифованию шатунных шеек. Для этого вал устанавливается в патроны станка так, чтобы его ось вращения проходила через одну из шатунных шеек. Но шлифовать пока все равно рано. Посмотрите: смещенный вал, вращаясь вокруг оси одной из шатунных шеек, явно несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого вала и элементов станка, в результате чего качество шлифовки резко снизится - исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек. Исключить или, по крайней мере, значительно уменьшить дисбаланс вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы вала и радиуса кривошипа. Все? Еще нет. Теперь надо точно выверить положение вала, чтобы ось его вращения совпала с осью обрабатываемой шейки. Это нетрудно сделать с помощью стойки с индикатором. Правда, только для малоизношенных шеек - в случае сильного задира шейка приобретает неправильную форму, и точная установка вала может потребовать заметно большего времени. После такой выверки многие шлифовщики и начинают собственно шлифовку шейки. И - пропускают один весьма важный момент. Дело в том, что большинство коленчатых валов (к примеру, 4-х и 6-цилиндровых двигателей) имеют «парные» шатунные шейки, лежащие на одной оси. Если при шлифовке учесть и это условие, то выверка вала на предмет совпадения осей парных шеек в станке сильно усложнится. Но вполне оправдает себя - после шлифовки будет достигнуто наивысшее качество ремонта. Добиваться совпадения осей «парных» шеек целесообразно не только из чисто геометрических соображений: совпадение осей - это и одинаковый угол опережения зажигания, и такой же ход поршня во всех цилиндрах. Однако на практике обеспечить это условие удается далеко не всегда - некоторые валы после длительной эксплуатации оказываются «скрученными», т.е. их шатунные шейки получают слишком большое угловое смещение и уже не «попадают» в одну ось даже при шлифовке через ремонтный размер. Отметим, что ошибка при наладке станка, при которой патроны получаются несоосны, тоже не позволит шлифовать «парные» шейки в одной оси. Итак, только теперь можем начинать шлифовку. Включаем вращение вала, подачу СОЖ (смазывающе-охлаждающей жидкости), подводим шлифовальный круг до касания шейки. Далее следует сделать подачу в пределах 0,05 мм «на врезание», короткую остановку и снова подачу. И так до заданного размера шейки, разумеется, с промежуточным контролем получающегося размера. «Нежесткие» валы требуют при шлифовке еще более осторожного обращения. К примеру, подачу на врезание следует ограничить величиной 0,03 мм, а перерыв между подачами увеличить (сделать так называемое «выхаживание») - в противном случае шейка окажется с недопустимой эллипсностью (более 0,01 мм). В общем случае ширина шлифовального круга всегда меньше ширины шейки. Чтобы обеспечить обработку шейки по всей ширине, ее надо, как говорят шлифовщики, «разогнать», т.е. подать круг по оси шейки до легкого касания щек. Эта операция должна выполняться с максимальной осторожностью - при врезании в щеки (противовесы) вал начинает вибрировать, что может привести к появлению глубокой «огранки» на поверхности шейки. Для «нежестких» валов это критично, поскольку появившуюся огранку практически не удается исправить, даже имея припуск в 0,1 мм. А теперь — коренные! Главный вопрос, который необходимо решить перед шлифовкой коренных шеек, каким способом закреплять (устанавливать) вал в станке. Многолетняя практика шлифования коленчатых валов большого числа различных двигателей позволяет указать оптимальный способ установки вала. Но прежде рассмотрим варианты. Некоторые шлифовщики зажимают вал в патронах точно так же, как и при шлифовке шатунных шеек, только патроны сводят к оси вращения планшайб станка. Считается, что при хорошей выверке положения вала по минимальному биению хвостовика (или 1-й коренной шейки) и поверхности заднего сальника (или последней коренной шейки) шейки можно шлифовать и таким способом. В действительности есть ряд причин, по которым так устанавливать вал нельзя. Главное, что в первую очередь характерно для «нежестких» валов - это деформация вала при сжатии его в кулачках патронов. Еще один неприятный момент - планшайбы при смещении патронов к центру невозможно сбалансировать. А тогда вал и элементы станка при вращении будут деформироваться, в результате чего коренные шейки окажутся некруглыми. И, наконец, зажимая вал за хвостовик и поверхность заднего сальника, очень трудно контролировать биение этих поверхностей (коренные шейки могут иметь свое биение, если когда-то вал был неправильно отремонтирован). Правда, описанный способ проще: он не требует демонтажа планшайб с патронами (это не слишком приятная и легкая процедура), но такое «слабое» его преимущество меркнет перед серьезными недостатками. Редко, но встречается и такой способ установки: хвостовик - в центр передней бабки станка, а поверхность заднего сальника - в патрон. Или, наоборот, центр ставят в заднюю бабку. Но суть от этого не меняется, поскольку все недостатки останутся, ну, может быть, их негативное влияние на качество шлифовки будет чуть меньше. Свободен от указанных недостатков только один способ - установка вала в центрах. При этом задний центр должен обязательно быть неподвижен (он фиксируется с помощью стопора), иначе из-за проскальзывания в центровой фаске вал будет вращаться неравномерно, и шейки после шлифовки опять получатся некруглыми. Шлифовка в центрах, очевидно, предполагает, что планшайбы с патронами необходимо заменять на центры. Поскольку это требует времени, во многих мастерских для ремонта коленчатых валов используют два станка - один только для шатунных шеек (с планшайбами и патронами), другой - только для коренных (с центрами). Тем самым экономится время. Очень важно, чтобы усилие сжатия вала центрами было минимальным, в противном случае вал в станке деформируется. Если затем коренные шейки прошлифовать, то после снятия со станка вал разогнется и сразу окажется кривым. Разумеется, при установке вала в центрах необходимо контролировать биение различных поверхностей (хвостовик, шейки, задний сальник). Повышенное биение может свидетельствовать не только о необходимости правки центровых фасок, но и о повреждении или износе посадочной поверхности центров в станке. Отметим также, что для задней части вала нередко приходится использовать различные центры, в том числе укороченные, причем перед установкой вала в станок требуется выпрессовывать подшипник опоры первичного вала КПП, чтобы он не мешал центру (для этого применяются специальные цанги с обратным молотком). Кроме того, очень важна правильная геометрия центровых фасок вала - попытки некоторых шлифовщиков поправить фаски вручную с помощью шабера (такое встречается) обычно дают повышенную эллипсность коренных шеек. Сама шлифовка коренных шеек выполняется аналогично шатунным. Начинают обычно с шеек, имеющих максимальный износ (средняя или первая), чтобы сразу определить, в какой ремонтный размер выйдут коренные шейки. При этом не следует забывать про торцевые поверхности упорного подшипника - у некоторых двигателей с фланцевым коренным вкладышем ремонтное уменьшение коренных шеек сопровождается одновременным увеличением ширины между фланцами, что требует расшлифовки соответствующих поверхностей на валу. В заключительной стадии работы неплохо чуть тронуть поверхность переднего и заднего сальников - это повысит надежность уплотнений вала. И, конечно же, необходимо тщательно проконтролировать всю геометрию вала - без выходного контроля работа не может считаться законченной. Только шлифовка? Если правильно и аккуратно выполнить все операции по шлифовке коленчатого вала, то реально добиться 0,003 мм эллипсности, конусности и взаимного биения шеек, что будет даже лучше, чем у нового вала. Однако блестящие «свежешлифованные» поверхности шеек не должны вводить в заблуждение грамотного механика-моториста микропрофиль шлифованной поверхности вала весьма далек от идеала. Дело в том, что острые выступы микронеровностей способны некоторое время в начальный период эксплуатации двигателя изнашивать вкладыши, одновременно загрязняя систему смазки продуктами износа (масло будет быстро приобретать характерный серый цвет). Кроме того, что не менее неприятно, острые, с микрозаусенцами, края смазочных отверстий необратимо повреждают вкладыши, оставляя на них характерные борозды. Да и галтели с недопустимо грубой после шлифовки поверхностью - верный путь к усталостному разрушению вала. Устранить микронеровности и загладить острые края смазочных отверстий нетрудно - необходима доводка шеек вала после шлифовки. Существует два основных способа доводки шеек - суперфинишная обработка и полировка. Первый способ дает более качественную поверхность, но сложен, требует специального оборудования и чаще применяется в массовом производстве. В ремонте доступнее и проще полировка. Ее делают вручную в несколько переходов - вначале с помощью мелкозернистой наждачной бумаги, вставляемой в специальные клещи-захваты, затем - абразивной пастой. При съеме не более 0,001 мм полировка позволяет практически полностью убрать микронеровности. Что, кстати, нетрудно проверить - достаточно провести по шейке медным предметом до и после полировки: в последнем случае на шейке не остается следа, даже если она выглядит не такой блестящей и красивой. И еще... Иногда шейки вала «не проходят» в ближайший ремонтный размер - слишком велик их износ. В результате приходится значительно - до 0,75-1,0 мм (зависит от наличия соответствующих ремонтных вкладышей) занижать размер шейки. Несмотря на опасения некоторых механиков о якобы срезаемом «твердом слое» и низком ресурсе отремонтированного вала, никаких неприятностей не наблюдаeтся. С одной стороны, валы после стандартной закалки токами высокой частоты (ТВЧ) имеют глубину упрочненного слоя до 1,0 мм. С другой - практика показала, что для надежной и долговечной работы вала более важна его геометрия и геометрия сопряженных деталей. А это зависит от квалификации механика-моториста, от точности шлифовального станка, на котором ремонтировали вал, но главное - от опыта и умения специалиста-шлифовщика, без которого рассчитывать на успешный ремонт коленвала по меньшей мере наивно. Ремонт Коленчатого вала. Очистка каналов системы смазки 1. Для очистки удаляются заглушки каналов. Затем прогоняются гнезда заглушек зенкером А.94016/10, надетым на шпиндель А.94016, тщательно промываются каналы бензином и продуваются сжатым воздухом. 2. Наносится герметик УГ-6 на поверхности гнезд заглушек. Оправкой А.86010 запрессовываются новые заглушки и для большей надежности зачеканивают каждую заглушку в 3-х точках кернером. Проверка коренных и шатунных шеек 1. Устанавливается коленчатый вал на две призмы (см. рис. Допустимые биения основных поверхностей коленчатого вала ) и проверяется индикатором: Допустимые биения основных поверхностей коленчатого вала -биение коренных шеек (максимально допустимое 0,03 мм); -биение посадочных поверхностей под звездочку и подшипник первичного вала коробки передач (максимально допустимое 0,04 мм); -смещение осей шатунный шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0,35 мм); -неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (см. рис. Допустимые биения основных поверхностей коленчатого вала ) от оси вала, не должен показывать биения более 0,025 мм. 2. На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены, вал требует замены. 3. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски. 4. Измеряются диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0,03 мм или овальность шеек больше 0,03 мм, а также если на шейках есть задиры и риски. Шлифование шеек 1. Коренные и шатунные шейки шлифуются, с уменьшением на 0,25 мм так, чтобы получить, в зависимости от степени износа, диаметры, соответствующие значениям, приведенным в табл. «Диаметры шатунных шеек, мм» и табл. «Диаметры коренных шеек, мм». Диаметры шатунных шеек, мм Номинальные 47,814 47,834 0,25 47,564 47,584 0,50 47,314 47,334 Уменьшенные 0,75 47,064 47,084 1,0 46,814 46,834 Диаметры коренных шеек, мм Номинальные 50,775 50,795 0,25 50,525 50,545 0,50 50,275 50,295 Уменьшенные 0,75 50,025 50,045 1,0 49,775 49,795 2. После шлифования и последующей доводки шеек надо хорошо промыть коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промываются бензином под давлением. На первой щеке коленчатого вала маркируют величину уменьшения коренных и шатунных шеек (например, К 0,25, Ш 0,50). 3. Овальность и конусность коренных и шатунных шеек после шлифования должны быть не более 0,007 мм. Проверка осевого зазора коленчатого вала Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливается сталеалюминевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета). Полукольца изготавливаются нормальной толщины (2,310–2,360 мм) и увеличенной (2,437– 2,487 мм). Порядок выполнения: 1. Осевой зазор между упорными полукольцами и упорными поверхностями коленчатого вала проверяется так: установите индикатор на магнитной подставке и вставьте концы двух отверток, как показано на рисунке; переместите вал отвертками и проверьте по индикатору осевой зазор, который должен быть в пределах 0,06–0,26 мм. 2. Если зазор превышает максимально допустимый 0,35 мм, замените упорные полукольца другими, увеличенными на 0,127 мм. ВНИМАНИЕ: Осевой зазор коленчатого вала можно проверять также на двигателе, установленном на автомобиле, с помощью приспособления 67.8701.9510 (Приспособление для замера осевого зазора коленчатого вала). При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина осевого зазора определяется по перемещению переднего кольца коленчатого вала. Вкладыши коренных подшипников На вкладышах не производят никаких подгоночных операций. При задирах, рисках или отклонениях заменяют вкладыши. Зазор между шейками коленчатого вала и вкладышами можно определить расчетом, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей. Номинальный расчетный зазор составляет 0,050–0,095 мм. Если он меньше предельного (0,15 мм), то можно снова использовать эти вкладыши. При зазоре большем предельного заменяют на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то заменяют вкладыши ремонтными (увеличенной толщины). Толщина вкладышей коренных подшипников, мм Увеличенная (ремонтная) Номинальная 0,25 0,50 0,75 1,824 1,949 2,074 2,199 1,831 1,956 2,081 2,206 1,0 2,324 2,331 Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала. Цифры 0,25, 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифования. Двигатель комплектуется поршнями и пальцами модели 2101. Поршень изготавливается из алюминиевого сплава. Наружная поверхность покрывается слоем олова. Выемка на днище поршня отсутствует. Поршень должен подбираться того же класса, что и класс цилиндра. Для отверстия под поршневой палец определены три категории точности размеров. Маркировка на днище поршня позволяет определить принадлежность его к определенному классу (буква) и категории отверстия пальца (цифра). Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня. Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя. Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 – с увеличением на 0,2, 0,4 и 0,6 мм; для 21011 – с увеличением на 0,4 и 0,7 мм. Поршневой палец Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно врашается в бобышках поршня. Поршневые кольца устанавливаемые на двигатель имеют маркировку комплекта 2101-1000100-10, под нормальный размер 76мм. Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо имеет бочкообразную хромированную наружную поверхность. Нижнее компрессионное кольцо скребкового типа, подвергнуто упрочнению путем фосфатирования. Маслосъемное кольцо для поршневой ВАЗ-2103 выполнено не хромированным. Маслосъемное кольцо укомплектовывается пружиной-расширителем. На вазовских кольцах пружина навита с переменным шагом и подвергнута шлифовке по торцам и наружному диаметру. Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо – скребкового типа (с выточной по наружной поверхности), фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель). Шатун мод. 2101. Длина шатуна 136 мм. Каждому шатуну соответствует своя крышка шатуна, совместно с которой он обрабатывался. Чтобы исключить ошибки при сборке, на шатуне и крышке шатуна присутствует клеймо номера цилиндров, в который они устанавливаются. Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы. Карбюратор 2107-1107010-20 устанавливается вместе с распределителем, имеющим вакуумный регулятор опережения зажигания. На двигатель может устанавливаться классическая система зажигания или бесконтактная. При контактной системе зажигания используется распределитель зажигания 30.3706 с катушкой зажигания Б117А. В бесконтактной системе зажигания (БЗС) применяется катушка - 27.3705. Генератор Г-221 ( 42 А). Для пуска применяется стартер 35.3708 с торцевым коллектором. Распределительный вал и его привод Разрез головки выпускному клапанну цилиндров по 1 – головка цилиндров; 2 – выпускной клапан; 3 – маслоотражательный колпачок; 4 – рычаг клапана; 5 – корпус подшипников распределительного вала; 6 – распределительный вал; 7 – регулировочный болт; 8 – контргайка болта; А – зазор между рычагом и кулачком распределительного вала Схема механизма привода распределительного вала и вспомогательных органов – звездочка распределительного вала; 2 – цепь; 3 – успокоитель цепи; 4 – звездочка валика привода масляного насоса; 5 – звездочка коленчатого вала; 6 – ограничительный палец; 7 – башмак натяжителя; 8 – натяжитель цепи Разрез натяжителя цепи 1 – колпачковая гайка; 2 – корпус натяжителя; 3 – стержень; 4 – пружинное кольцо; 5 – пружина плунжера; 6 – шайба; 7 – плунжер; 8 – пружина; 9 – сухарь; 10 – пружинное кольцо Распределительный вал Распределительный вал – чугунный, литой, вращается на пяти опорах в алюминиевом литом корпусе подшипников, установленном на головке цилиндров. От осевых перемещений удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала. Основные размеры распределительного вала и корпуса подшипников распределительного вала даны на рис. Основные размеры распределительного вала и расточек в корпусе подшипников распределительного вала. На автомобилях ВАЗ выпуска до апреля 1982 г. устанавливались распределительные валы с кулачками и опорными шейками, закаленными токами высокой частоты. С апреля 1982 г. устанавливались азотированые распределительные валы. С 1984 г. на валах маркируется год выпуска. С 1985 г. устанавливаются распределительные валы с отбелом кулачков; эти валы имеют отличительный шестигранный поясок между 3-м и 4-м кулачками. Клапаны приводятся в действие распределительным валом через короткие стальные рычаги 4 (см. рис. Разрез головки цилиндров по выпускному клапану). Рычаги качаются на сферической головке болта 7, которым регулируется зазор А между кулачками распределительного вала и рычагами. Привод распределительного вала Привод распределительного вала осуществляется от ведущей звездочки 5 (см. рис. Схема механизма привода распределительного вала и вспомогательных органов) коленчатого вала двухрядной роликовой цепью. Этой же цепью приводится и звездочка 4 вала привода масляного насоса. Цепной привод имеет полуавтоматический натяжитель 8 с башмаком 7 и успокоитель 3 цепи с резиновыми накладками. В нижней части блока цилиндров устанавливается ограничительный палец 6, предотвращающий спадание цепи в картер при снятии на автомобиле звездочки распределительного вала. Натяжитель состоит из корпуса 2 (см. рис. Разрез натяжителя цепи), стержня 3 с двумя пружинами, плунжера 7 и колпачковой гайки 1 с зажимным сухарем 9, который фиксируется в гайке стопорным кольцом. Плунжер удерживается от выпадения из корпуса стопорным кольцом 4. Тюнинг двигателя ВАЗ 2103: увеличиваем объём Тюнинг двигателя у ВАЗ 2103 и ее собрата шестой модели очень похожи, а все по причине одинаковой высоты блоков, а различия в диаметре не играют никакой роли. Теперь перейдем непосредственно к проведению всех необходимых работ. В диаметре двигатель ВАЗ 2103 имеет и его цилиндр, достигают 76 миллиметров. Из чего следует, что объем будет равен 1450 кубических сантиметров. К примеру, у двигателя шестерки разница цилиндра составляет 3 миллиметра, то есть 79. А объем соответственно увеличился и достиг отметки в 1569 кубических сантиметров. По высоте блоки вообще ничем не отличаются друг от друга, у обеих моделей данный показатель одинаков = 215,9 миллиметров, а также: коленчатый вал - 80 миллиметров, длина шатуна – 136 миллиметров, компрессионная высота – 28 миллиметров. Если вы все-таки решили сделать тюнинг двигателя ВАЗ 2103 то следует помнить, что улучшать его можно только до 79 миллиметров, у шестерки до 82 миллиметров, таким образом, мы получим объемы ВАЗ 2103 – 1600 кубических сантиметров, а у ВАЗ 2106 – 1700 соответственно. Чтобы вы поняли, откуда берутся такие цифры, распишем их вам более подробно, итак ВАЗ 2103: Коленчатый вал доводим до 82, блок до 79 миллиметров в сумме получается 1606, у ВАЗ 2106: коленчатый вал до 82 и блок до 82 миллиметров, получаем в результате 17731 кубический сантиметр. Увеличение объема двигателя ВАЗ: Высота блока цилиндров на классический автомобиль ВАЗ (от оси коленвала до плоскости прокладки головки блока цилиндров): - 2101, 21011, 2105 = 207,1 допуск -0,15, - 2103, 2106, 2121, 21033(под 76 бензин для Китая), 2130 (1,8 литра ОПП) = 215,9 допуск -0,15, - 21213 (на моторе 21214 блок 21213) = 214,58 допуск -0,15. Толщина стенок цилиндра обычно позволяет увеличить диаметр не более чем на 2-а мм, если водяная рубашка, а точнее диаметр цилиндра смещен относительно рубашки могут возникнуть проблемы. Ход колена 2101, 2103, 21213: ход 2101 - 66мм (в обиходе называется низким) ход 2103 - 80мм ход 21213 - 80мм (более сбалансирован за счёт более развитых противовесов, видимо в ущерб весу) ход 2130 - 82мм Есть тюненские колена ходом 84,86,88 мм. Но стоят они от 10тысяч Диаметр поршней на классику 2101 - 76мм 21011,2105 - 79мм 21213 - 82мм 2108 - 82мм (ставились для ездунства на 76 бензе, для экспорта) Имеется много кованых поршней любого стокового диаметра, а максимум 84мм Одна из основных геометрических характеристик поршня — компрессионная высота. Она определяется расстоянием от его днища до оси поршневого пальца. Для классического мотора ВАЗ она составляет 38 мм. Есть поршни с меньшей компрессионной высотой, например поршни ТРТ. Высота составляет 31 мм. Длины шатунов на классические моторы (какие бывают): Все шатуны 2101 имеют длину 136 мм, но есть 213 шатун такой же длинны, но там палец прессуется в поршень а не в шатун. Есть шатуны укороченные на 7мм(как пример: запихать 80ое колено в низкий блок) Есть два вида укороченных шатунов: первые - производятся сразу на 7мм короче(где то на украине делают), и усаженные, то есть берётся стоковый шатун и под нагревом усаживается, но они не очень желательны, и по общему мнению опасны, поскольку в месте усадки обязательно будет напряжение, и может показаться "рука дружбы" И так что делаем: Имеем двигатель 2101 или 21011 объемами 1,2 и 1,3 соответсвенно, что мы можем получить? из 2101 блока мы можем получить объем 1,5 и 1,6 литра, из 21011 блока 1,6 и 1,7. Что для этого нужно? 1. Коленвал 2103 (если где услышите коленвал 2106 или 2121 то имейте ввиду, что в двигателе 2106 стоит КВ 2103, на ниве 2121(!) ставили двигатель 2106), либо 21213 (он будет получше) 2. Шатуны Укороченные, Если увеличиваем объем шатунами то поршни можно оставить родные, все зависит от ресурса мотора, если точим то берем новые поршни))) 3. Поршни (В случае если ставим родные или 213 шатуны) остальное по мурзилке. Пример получения 1,7 литра на 011 блоке: 1. Коленвал 2. Шатун 129 мм (как вариант, либо родной или 213) 3. Поршни 82 мм (тут зависит от шатуна, если укороченный то ставим Нивовский поршень с двигателей 21213, если Шатун будет родной или 213 то ставим поршень с меньшей компрессионной высотой) 4. Точим цилиндры до 82 мм Так получается 1,7 литра))) Для объемов 1,5 и 1,6 тот же самый порядок, только мы будем выбирать между шатунами и поршнями, в этом случае существует такое понятие как R/S (rod to stroke ratio) разница длинны шатуна и хода коленвала. И ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R / S , равная 1,75 Эффект большого R/S: ЗА:Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня. ПРОТИВ: Мотор, собранный с достаточно большим значением R / S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ. Эффект малого R / S : ЗА:Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R / S. ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее: 1. Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна. 2. Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца отн. оси поршня и от значения максимального угла наклона шатуна, т.е. при применении "кованных" поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршей. 3. Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм. Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания. По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 136 мм (он обеспечивает 06-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 136 мм обеспечивает не очень хорошее отношение R/S, поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с длинной – 129, 132 мм, цена их правда не столь привлекательна, она колеблется от 70 до 200 долларов за комплект. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S. В итоге, увеличение объема при помощи шатуна 129 мм до 1,5 (1,6) литров, мы получаем R/S - 1.61, что даст мотору тракторность, т.е. эффект малого R/S. При использовании поршней с меньшей компрессионной высотой, мы не меняем значение R/S, т.е. характеристика будет как у 2106 мотора - 1,7, что "близко к золотой середине" Примеры: 1. Блок 2101, изначальный объем 1200 см2 КВ - 2103 (21213) Поршень - 76 (в зависимости от ремонта: 76,4; 76,8) с уменьшенной компрессионной высотой Получаем 1,5 с R/S - 1.7 Итог: Отличный мотор почти 2103 за счет увеличения Степени Сжатия (Далее СЖ) под 92 бензин 2. Блок 2101, изначальный объем 1200 см2 КВ - 2103 (21213) Шатун 129 мм Поршень - сток Получаем 1,5 с R/S - 1.61 Итог: "Тракторный" мотор, будет получше 03 за счет тяги на низах, хорошо для города ))) 3. Блок 21011, изначальный объем 1300 см2 КВ - 2103 (21213) Поршень - 79 (в зависимости от ремонта: 79,4; 79,8) с уменьшенной компрессионной высотой Получаем 1,6 с R/S - 1.7 Итог: Отличный мотор, будет получше 06 за счет увеличения СЖ 4. Блок 21011, изначальный объем 1300 см2 КВ - 2103 (21213) Шатун 129 мм Поршень - сток Получаем 1,6 с R/S - 1.61 Итог: "Тракторный" мотор, будет получше 06 за счет тяги на низах, хорошо для города ))) Сами по себе двигатели 2101 и 21011 имеют R/S - 2,01 т.е. мотор оборотистый. Так же если расточить 2101 до 79 мм получаем объем в 1300, т.е. 011 мотор, но это уже самый последний вздох мотора. Ну а если расточить 011 мотор до 82 мм, то получаем 1400 кубиков, но и как в первом случае будет последний вздох мотора, тут важно не перегревать мотор, иначе блок на свалку. Двигатели 2103 и 2106 одинаковые по высоте блоков, различие только в диаметрах цилиндров. Двигатель 2103 имеет диаметр цилиндра 76 мм (Объем 1450 см2) Двигатель 2106 - 79 мм (Объем 1567 см2) Высота блока - 215,9 допуск -0,15 мм Диаметр кривошипа (Ход Коленвала) - 80 мм Длинна шатуна - 136 мм Компрессионная высота поршня - 38 мм отсюда имеем недоход поршня до ВМТ 1,9 мм. Точить 2103 блок можно до 79 мм максимум, 2106 блок до 82 мм. При расточке получаем следующее: 2103 расточенный до 79 при сток КШМ получает объем в 1600 см2 2106 расточенный до 82 при сток КШМ получает объем в 1700 см2 Установить можно Коленвал с ходом 82 мм без изменений 1. Блок 2103 - 76мм (76,4; 76,8) КВ - 82мм Итог - 1487 см2 (1502; 1518) *в скобках объем при ремонтных размерах 2. Блок 2106 - 79 мм (79,4; 79,8) КВ - 82 мм Итог - 1606 см2 (1623; 1639) 3. Блок 2106 расточенный до 82 мм КВ - 82 Итог - 1731 см2 Но вздох мотора будет последним Здесь не учитывается объемы цилиндров с ремонтными размерами поршней При форсировке такими способами важно знать вот это: Компрессия - это максимальное давление воздуха в камере сгорания в конце такта сжатия. Степень сжатия двигателя - это отношение полного объема цилиндра (V) к объему камеры сгорания (Vс). Полный объем - объем цилиндра + объем камеры сгорания + объем прокладки ГБЦ. E = V / Vc Оба этих показателя очень важны для оценки общих мощностных ( E ) и для оценки состояния мотора ( компрессия ). Тюнинговые распредвалы Основным показателем сравнения различных автомобилей является мощность двигателя. Однако кроме неё существует показатель, называемый крутящим моментом, который в наибольшей степени отражает приемистость двигателя, т.е. его способность незамедлительно реагировать на нажатие акселлератора. Каждая модификация распредвала имеет свои особенности, выраженные в профиле кулачков, которые, в свою очередь, задают параметры газораспределения – фазу и время-сечение открытия клапанов. Фаза отвечает за диапазон открытия клапанов, узкая фаза газораспределения обеспечивает наибольший крутящий момент в зоне средних и низких оборотов, широкая – в зоне высоких оборотов. Исходя из высоты подъема клапанов, можно выделить два типа валов – низовые (моментные) и верховые (крутильные). Низовые валы предназначены для любителей спокойной, размеренной езды, которые предпочитают эксплуатировать машину в зоне низких и средних оборотов. Эти валы предназначены для езды «внатяг», на повышенной передаче, буксировке прицепа и преодолении бездорожья. При установке такого вала, увеличивается крутящий момент в зоне низких оборотов, что при прочих равных способствует экономии топлива. Верховые валы, напротив, предназначены для интенсивного использования двигателя в зоне высоких оборотов. Установка верхового вала смещает «красную зону» высоких оборотов, позволяя добиться наибольшего крутящего момента именно в этом диапазоне. Верховой распредвал имеет более высокие и толстые кулачки, открывая клапан «шире и дольше». Следует заметить, что установка распределительного вала с наиболее высоким подъёмом кулачком, может отрицательно сказаться на работе двигателя на холостом ходу. Это связано с тем, что из-за увеличившегося времени открытия впускного и выпускного клапанов, происходит смешивание свежей топливновоздушной смеси с отработанными газами. В случае, если поставленный вал характерно изменяет работу двигателя, потребуется изменения прошивки установленного контроллера, с внесением новых параметров. Если при выборе верхового вала ориентироваться на максимальную высоту подъёма клапана, то следует учесть, что в стандартную головку блока цилиндров, без серьезного вмешательства можно поставить валы лишь до определенной величины подъёма клапана. Превышение этого параметра влечет за собой либо «просаживание» седел клапанов, либо установку более коротких и жестких пружин. В противном случае лопнувшая стандартная пружина или погнутый клапан известят о необходимости ремонта. В настоящее время на рынке широко распространены распределительные валы фирм «Мастер Мотор», «ОКБ Динамика», «Schrick». В ассортименте этих производителей широко представлены верховые и низовые валы, позволяющие настроить характер мотора в соответствии с предъявляемыми к нему требованиями. Разумеется, любые из распеределительных валов, наряду с очевидными достоинствами, имеют и недостатки, которые многим могли постараться существенными. Вполне естественно желание водителя, получить распредвал, работающий сразу во всем диапазоне оборотов двигателя. Нельзя не отметить, что в мире уже давно разработаны и совершенствуются конструкции подобного рода (системы изменения фаз газораспределения Vtek Honda, система Vanos BMW, электропривод (соленоидный) клапанов, применяемый на машинах класса Формула 1). Спортивные распредвалы Максимальная мощность двигателя и форма графика мощности зависят от распредвала больше, чем от остальных элементов двигателя. Рассмотрим, как работает распредвал на примере одного цилиндра, и какие при этом существуют ограничения. Впуск В идеальном режиме, когда поршень движется вниз в цикле всасывания, впускной клапан открывается, пропуская в цилиндр топливовоздушную смесь, и закрывается после заполнения цилиндра. Учитывая, что фаза и «длительность» работы кулачка являются фиксированными, они будут идеальными лишь при определенной частоте вращения коленвала и, возможно, лишь при единственном положении дроссельной заслонки. Это то, чего многие не понимают. При разных оборотах двигателя клапан будет закрываться либо с опозданием, и тогда смесь, заполнившая цилиндр, начнет выходить обратно, либо раньше времени, до того, как смесь заполнит цилиндр до конца. Поэтому, в реальности, все распредвалы работают в компромиссном режиме. Если мы хотим получить от распредвала выигрыш только в мощности, то это произойдет за счет качества работы на холостых оборотах и крутящегой момента в режиме рабочего диапазона. Начнем с начала. Период, в течение которого впускной клапан открыт, назовем термином «продолжительность». Продолжительность выражается в градусах поворота коленчатого вала. При работе стандартного распредвала клапан начинает открываться при «недовороте» коленвала 5-10 градусов до ВМТ (верхняя мертвая точка). Стандартный распредвал открывает клапан плавно — для уменьшения износа и снижения шума. Далее клапан достигает верхней точки и, наконец, закрывается примерно при 20 градусах после НМТ (нижняя мертвая точка). Этот период времени называют «продолжительностью работы кулачка». Обычно он составляет 200 – 220 градусов поворота коленчатого вала. Многие мотористы первым делом стараются увеличить продолжительность работы кулачка. Как правило, большая продолжительность позволяет двигателю развить большую мощность на повышенных оборотах. У высокопроизводительных распредвалов продолжительность работы кулачков может составлять от 250 до 320 градусов, а на гоночных двигателях — и более. Однако, само по себе это число пока еще ни о чем не говорит. Кулачок, например, может иметь очень пологие траектории подъема и опускания, тогда выигрыш в увеличении общей зоны открытия под клапаном, по сравнению со стандартным кулачком, получится небольшим. В то же время, кулачок с такой же продолжительностью, но с крутыми профилями будет обеспечивать очень быстрое открытие и закрытие, что придаст двигателю совершенно иные характеристики Подъем клапана У стандартного распредвала для дорожных машин кулачок поднимает клапан на 9,6 мм, в то время как у спортивных двигателей эта цифра может доходить до 13,2 мм. Цифры, характеризующие высоту открытия клапана, часто производят впечатление — люди инстинктивно полагают, что чрезмерное увеличение высоты подъема дает большую мощность, хотя, это не совсем так. Иногда высоту подъема увеличивают для того, чтобы увеличить время «зависания» клапана в точке максимального подъема. Один из способов получения выигрыша по времени без увеличения продолжительности состоит в поднятии клапана на большую высоту. С помощью испытательного стенда можно определить, в какой момент поток смеси через систему клапан — седло начинает убывать. После этого момента нет смысла открывать клапан дальше — это не даст выигрыша в мощности. Смысл быстрого открывания клапана, или «ускорения клапана», заключается в том, что само движение клапана используется для создания во впускном коллекторе разрежения — «импульса». Именно благодаря этому процессу мощность двигателя начинает зависеть от конструкции распредвала, так как этот импульс влияет на частоту вращения, что и приводит к увеличению мощности. Выпуск Выпускной кулачок должен открывать клапан достаточно рано, чтобы цилиндр успел очиститься от продуктов сгорания. При позднем открытии оставшиеся в цилиндре несгоревшие газы будут смешиваться с поступающей свежей смесью; раннее открытие может существенно снизить мощность рабочего хода, так как давление, толкающее поршень вниз, будет сбрасываться через выпускной канал. Тоже и при закрытии: если закрыть клапан слишком рано, то отработанные газы не успеют выйти, а если слишком поздно, то входящая порция смеси будет вытолкнута в выхлоп вместе со сгоревшими газами. Такое может происходить потому, что в момент прохода поршня через ВМТ при переходе от такта выпуска к такту впуска впускной и выпускной клапаны открыты одновременно. Это называется «перекрытием клапанов». Этот «перелив» из впускного канала в выпускной может дать двигателю несколько преимуществ. Во-первых, выхлопные газы, выходящие из цилиндра могут быть использованы для создания вакуума — нечто подобное происходит при выдергивании пробки из бутылки. Это будет помогать опускающемуся поршню втягивать в цилиндр свежую смесь. Во-вторых, выхлопную систему можно настроить так, что свежая смесь, переливающаяся в выпускной канал, будут втягиваться обратно в камеру сгорания перед самым закрытием выпускного клапана. Решающим обстоятельством является здесь не продолжительность перекрытия (выражаемая в градусах поворота коленчатого вала), а то, насколько высоко поднимаются клапаны в верхней мертвой точке. При стандартном распредвале высота подъема обоих клапанов в верхней мертвой точке может доходить до 0,76 мм, в то время, как для гоночных автомобилей эта величина достигает 5 мм. В целом, чем больше подъем клапанов при перекрытии, тем при больших оборотах двигатель достигает максимальной мощности, и тем хуже распределение мощности. Здесь уже возникает проблема зазора между клапанами и поршнем. При чрезмерно больших кулачках, дающих высокий подъем клапанов в фазе перекрытия, приходится делать в поршнях специальные углубления — «карманы», чтобы исключить столкновение поршня с клапанами к верхней мертвой точке. Синхронизация распредвала Может оказаться, что при одинаковом подъеме обоих клапанов в момент перекрытия модифицированный распредвал не дает максимальной эффективности. С помощью специального регулировочного шкива (его часто называют шкивом Верньера) можно выставить распредвал на «опережение», тогда в верхней мертвой точке впускной клапан будет подниматься больше, чем выпускной. Установка распредвала на «запаздывание» даст нам больший подъем выпускного клапана, чем впускного. Именно соотношение между подъемом двух клапанов в верхней мертвой точке и определяет эффективность работы распредвала. Теоретически, опережение распредвала будет смещать пик мощности вниз по диапазону оборотов, а отставание будет давать противоположный эффект. У некоторых двигателей, например Rover Мini и Ford, наилучшие результаты достигаются с опережающим распредвалом. Степень опережения выражается в градусах поворота коленвала, которое необходимо для полного открытия впускного клапана. Продолжительность перекрытия в значительной степени определяется углом между выступами «впускного» и «выпускного» кулачков (этот угол называется «центральным углом кулачков»). Для распредвала с одинаковым подъемом клапанов в верхней мертвой точке этот угол составляет 110 градусов. Если вы выставите такой распредвал так, чтобы на 110 градусах он обеспечивал полное открытие впускного клапана, то обнаружите, что в момент перекрытия в верхней мертвой точке оба клапана открыты одинаково. Для обеспечения «опережающей» работы этого распредвала необходимо добиться полного открытия раньше, например, на 105 градусах. Из вышеизложенного следует, что опережение распредвала можно регулировать, измеряя подъем клапанов в момент перекрытия в верхней мертвой точке. Независимо от того, какой это распредвал и на каком двигателе он стоит, одинаковый подъем клапанов в ВМТ будет иметь место при том угле поворота, на который развернуты друг относительно друга (в результате шлифовки) кулачки распредвала — обычно, 110 градусов. Можно выставить распредвал на опережение, но не следует его доводить до того, чтобы подъем выпускного клапана составлял меньше 66 процентов (2/3) от подъема впускного клапана. Например, если подъем впускного клапана — 3.8 мм, то подъем выпускного клапана — 2.5 мм. Распредвалы и их синхронизация — это очень сложная тема, доверять ее можно только профессионалам. Спортивный распредвал Установка спортивного распредвала — один из самых распространенных видов тюнинга двигателя. Валы “верховые”, “низовые” — что это такое и как это работает? Распределительный вал — это механический “мозг” двигателя, определяющий скорость подъема и продолжительность открытия клапанов, что в большей степени формирует характер работы двигателя. Причина замены стандартного вала на спортивный распредвал примерно та же, что и других деталей и узлов. Штатная деталь слишком усредненная, разработана в соответствии с запросами максимального количества потребителей. Основной характеристикой двигателя автомобиля обычно считают его мощность. В действительности же влияние на характер автомобиля оказывают не только максимальная мощность, но и крутящий момент. Ведь наибольшую мощность в стандартном автомобиле можно реализовать только при определенных оборотах, близких к максимальным. “Горячему” водителю нужен приемистый двигатель, который при трогании с места и разгоне, не напрягаясь, “идет” за педалью газа. Это обеспечивает крутящий момент, если он достаточно большой и относительно постоянный на низких и средних оборотах. Двигатели ВАЗ с точки зрения гонщиков имеют существенный недостаток — отсутствие тяги на низких частотах вращения коленвала. До 3000 об/мин двигатель не обладает достаточной приемистостью и в результате — дерганье при трогании с места, провалы при резком нажатии на педаль газа. Чтобы улучшить приемистость, надо ускорить подачу в цилиндр нужного количества рабочей смеси, то есть изменить фазы открытия и закрытия клапанов. Спортивный распредвал обеспечивает оптимальную подачу полноценного заряда смеси в цилиндр путем увеличения высоты подъема клапанов. Тюнинговые кулачки отличаются исключительной плавностью профиля, что обеспечивает надежную работу механизма газораспределения. Особенностью спортивных валов является то, что их применение отодвигает границу детонации (на жаргоне — стук пальцев), в особенности на малых частотах вращения коленвала. Существуют различные спортивные распредвалы, предназначенные для разных целей: — низовой моментный вал для городской езды; — универсальный вал “город — трасса”; — верховой вал “трасса”. Выбирая для двигателя определенного объема распредвал с меньшим подъемом клапанов, мы в наибольшей степени реализуем положительный эффект на низких частотах вращения коленвала. Распредвал с большим подъемом кулачков позволяет повысить мощность на высоких частотах. При подборе вала, как правило, стараются изменить кривую крутящего момента или мощности в диапазоне рабочих режимов двигателя в зависимости от стиля вождения и пожеланий владельца автомобиля. Максимальные значения либо смещают в область низких оборотов, и тогда вал условно называют “низовым”, либо в область высоких оборотов — тогда он будет “верховым”. Если мы хотим увеличить эффективность в заданных оборотах, придется пожертвовать другими параметрами. Так, “низовые” валы проигрывают в зоне высоких оборотов, а верховые, соответственно, на холостом ходу и при низких частотах вращения. Отвечает за изменения профиль кулачка. Для увеличения тяги на “низах” его делают более широким и плавным, если требуется мощность на “верхах” — более узким и острым. Соответственно, если вы готовите машину к “дрэгу”, стоит установить вал “низы—середина”. А если вас не устраивает “тупизна” автомобиля на трассе — “верховой” . После установки спортивного распредвала надо отрегулировать клапаны. Может оказаться, что при одинаковом подъеме обоих клапанов в момент перекрытия измененный распредвал не даст желаемого эффекта. Если выставить распредвал на “опережение”, то впускной клапан будет подниматься больше, чем выпускной, — это даст прирост мощности на высоких оборотах. Установка распредвала на “запаздывание” обеспечит больший подъем выпускного клапана, чем впускного, и увеличение тяги в области низких оборотов. Если говорить о настройке двухвальных и одновальных двигателей, то принципиальных различий нет. Но возможности настройки двухвального шире, так как валы независимы и можно играть развалом кулачков на валах. Правда, возникает сложность с синхронизацией. Для упрощения этой задачи лучше пользоваться рекомендованными производителем парами и использовать полнобазные валы — тогда потребуются минимальные доработки и затраты. Чтобы ни говорили про спортивные валы (пустая трата времени, денег и т. д.), это полноценный тюнинг вазовского движка. Удивительно, но спортивный распределительный вал находит своих поклонников не только среди любителей езды “погорячей”, но и среди обычных автолюбителей. “Кривой” вал раздвигает границы возможностей для любого водителя!