электроосаждение сплавов никеля с цинком, кобальтом и медью
реклама

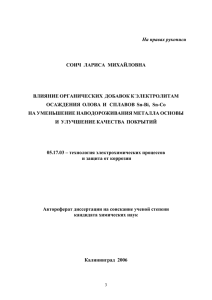
С.Н. Виноградов (д.т.н., профессор), М. В. Глебов (аспирант), Л.В. Наумов (к.т.н.) ЭЛЕКТРООСАЖДЕНИЕ И СВОЙСТВА ПОКРЫТИЙ СПЛАВА МЕДЬ-ОЛОВО г. Пенза, ГОУ ВПО Пензенский государственный университет Использование покрытий сплавом медь-олово является одной из возможностей замены благородных металлов. В промышленности бронзовые покрытия находят применение в основном для декоративных и специальных целей. Покрытия сплава медь-олово, содержащие 10-20 % олова, обладают достаточно высокой микротвёрдостью, низким коэффициентом трения и имеют приятный внешний вид. Покрытия белой бронзой, содержащие 4070 % олова, легко полируются, хорошо паяются, имеют красивый внешний вид. В настоящее время разработано значительное количество электролитов для получения покрытий сплавом медь-олово, однако большинство электролитов по ряду технологических показателей (рабочая плотность тока, выход по току и др.) не соответствует современным требованиям производства. Электроосаждение металлов и сплавов в ряде случаев сопровождается трудностями, связанными с диффузионными ограничениями. При покрытии сплавами диффузионные ограничения резко ухудшают качество наносимых покрытий. Поэтому с целью улучшения качества покрытия, и повышения скорости процесса нами предложено ведение электролиза при нестационарных режимах: 1 – электроосаждение сплава после магнитогидродинамической обработки электролита и 2 – электроосаждение сплава с применением вибрации катода. Изучение закономерностей электроосаждения сплава медь-олово проводилось из электролита следующего состава, (г/л): медь сернокис- лая 20-25, олово сернокислое 3-10, аммоний щавелевокислый 45-55, борная кислота 15-25, желатин 0,1-0,2, триэтаноламин 0,3-0,5, гидрохинон 0,5-2,0; рН 3,5-6, катодная плотность тока 0,2-0,6 А/дм 2. В ходе эксперимента были получены данные по влиянию вибрации катода и магнитогидродинамической обработки электролита на внешний вид, выход по току и скорость осаждения. На рисунке 1 приведены потенциодинамические поляризационные кривые выделения сплава медь-олово при различных методах электролиза. Из рисунка видно, что поляризационная кривая выделения сплава (кривая 1) имеет предельную плотность тока при плотности тока до 1 А/дм2, кривая электроосаждения сплава с применением вибрации катода (кривая 2) смещена в сторону более положительных значений на 20 мВ, при этом она не имеет предельной плотности тока осаждения сплава. Кривая выделения сплава после магнитогидродинамической обработки (кривая 3) смещена на 130 мВ в положительную сторону и также имеет предельную плотность тока. Таким образом, исследования показали, что режим электролиза существенно влияет на кинетику электроосаждения сплава. Вибрация катода стабилизирует выход по току до плотности тока 4 А/дм2, в то время как при стационарном режиме кривая выхода по току имеет максимум при плотности тока 0,4 А/дм2 и при дальнейшем повышении плотности тока несколько снижается. Характер зависимости выхода по току от плотности тока после магнитогидродинамической обработки аналогичен изменению выхода по току при стационарном режиме. В диапазоне плотностей тока от 0,2 до 0,4 А/дм2 наблюдается рост содержания олова в сплаве, а с дальнейшим повышением плотности тока состав сплава практически не меняется. Увеличение концентрации ионов олова в электролите несколько повышает содержание олова в сплаве. Блестящие покрытия осаждаются при плотности тока 0,5 А/дм2, при более высокой плотности тока – матовые и шероховатые. 2 2 1,8 1,6 1 1 Плотность тока, А/дм2 1,4 3 1,2 1 0,8 0,6 0,4 0,2 0 0 100 200 300 400 500 600 700 Потенциал -Е, мВ Рис. 1. Потенциодинамические поляризационные кривые выделения сплава медь-олово: 1 – на стационарном режиме; 2 – с применением вибрации катода; 3 – после магнитогидродинамической обработки электролита. Таким образом, ведение электролиза с вибрацией катода представляет собой значительный практический интерес, так как в большинстве случаев использование этих режимов ведет к интенсификации массопереноса в электролитах, то есть к увеличению рабочей плотности тока. Для осаждения блестящих покрытий бронзой при повышенной плотности можно рекомендовать вибрацию катода.