Особенности повреждений сварных соединений №111 в
реклама

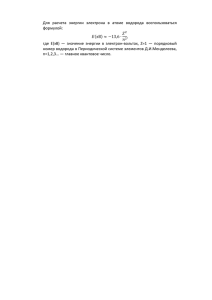
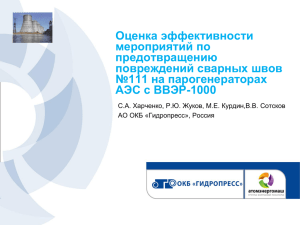
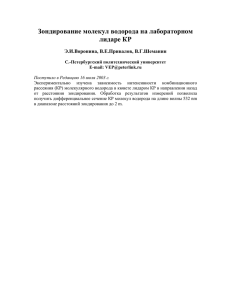
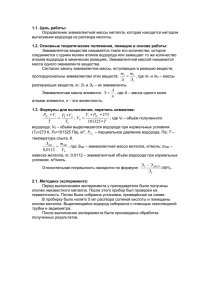
УДК 621.039:620.19 ОСОБЕННОСТИ ПОВРЕЖДАЕМОСТИ СВАРНЫХ СОЕДИНЕНИЙ №111 В ПАРОГЕНЕРАТОРАХ ЭНЕРГОБЛОКОВ ВВЭР-1000 И.М. Неклюдов1, Л.С. Ожигов1, А.С. Митрофанов1, В.Н. Воеводин1, Г.Д. Толстолуцкая1, Е.А. Крайнюк1, Н.С.Зарицкий2, А.В.Бажуков3, А.Н.Палий3, П.Е.Мельник3 1 Национальный научный центр «Харьковский физико-технический институт», г. Харьков, Украина тел.057-336-65-53, E-mail: ozhigov@kipt.kharkov.ua 2 НАЭК «Энергоатом», г. Киев, Украина, 3ОП Южно-Украинская АЭС, Украина Введение За время эксплуатации энергоблоков с реакторами ВВЭР-1000 неоднократно имели место сварных соединений №111 приварки коллектора теплоносителя к корпусу парогенератора. В ряде случаев в зоне термического влияния и на самом шве образовывались трещины, представляющие значительную угрозу для эксплуатации. Ранее было показано, что причинами зарождения микротрещин могут быть различные дефекты поверхности металла, в том числе коррозионные язвы, образующиеся при эксплуатации [1-3]. Однако, механизм образования и роста дефектов, вызывающих разрушение крупных толстостенных конструкций, до настоящего времени не имеет должного понимания. Целью настоящей работы было исследование с помощью комплекса современных экспериментальных методов и оборудования особенностей повреждаемости и механизма разрушения этих сварных соединений при длительной эксплуатации на АЭС Украины. Материал и методы исследований Материалом для исследований служили темплеты, вырезанные из сварных соединений на Южноукраинской и Запорожской АЭС. При ремонте поврежденных сварных соединений была произведена выборка дефектного металла шва с образовавшимися трещинами. Трещины, в основном, зарождаются в области корня сварного шва на поверхности, омываемой водой второго контура, и распространяются как по телу сварного шва, так и по зоне термического влияния в металле патрубка. Исследования проводили с помощью металлографии, электронной микроскопии, фрактографии, микрорентгеноспектрального анализа и метода термодесорбционной массспектрометрии. Использовали металлографический микроскоп ММО-1600-АТ, сканирующий электронный микроскоп с катодом Шоттки JEOL JSM-7001F и термодесорбционный масс-спектрометр МХ-7304. Испытания материала темплетов на ударную вязкость проводили на инструментованном маятниковом копре SI-1M «INSTRON». Образцы Шарпи с V-образным надрезом были изготовлены из материала, свободного от трещин. Они имели размеры 10×10×55 мм и были вырезаны в направлении, параллельном трещине [4, 5]. Результаты и обсуждение Парогенератор имеет два коллектора: для входа теплоносителя при температуре 310°С (горячий) и выхода – при 280°С (холодный). На рис. 1 показан фрагмент трещины, которая идет по основному материалу патрубка «холодного коллектора» (сталь 10ГН2МФА) параллельно сварному шву в зоне его термического влияния. Вторичные трещины распространяются от магистральной как по границам, так и по телу зерен. Характер трещины и микроструктура металла вокруг нее не имеют существенных отличий по сравнению с тем, что наблюдалось на «горячем» коллекторе 3. Рис.1. Фрагмент трещины в металле патрубка 1200 мм в зоне термического влияния сварного шва. Значения ударной вязкости металла, полученные в результате испытаний, составили 14,5 и 20,5 кгс/см2 при 20 и 300 °С, соответственно. Вязкая составляющей в изломе, определенная по методике [6], составила 100% при 300 °С и около 60% при 20 °С. Полученные значения соответствуют требованиям технических условий на сталь 10ГН2МФА [7] и свидетельствуют о том, что в процессе эксплуатации механические свойства материала практически не изменились. Для изломов ударных образцов, испытанных при 20 0С были проведены металлографические исследования в зонах надреза, разрушения и долома рис.2. 4 3 2 1 а Рис. 2. Излом ударного образца при 20°С. Зоны излома: 1-плоскость надреза, 2,3 – зоны вязкого и хрупкого разрушения, соответственно, 4 – долом. Фрактографические исследования участков излома ударного образца стали 10ГН2МФА показали, что вблизи надреза и на доломе наблюдается волокнистый излом, типичный для вязкого разрушения. Видно характерное «ямочное» строение с вытянутой структурой (рис.3а), являющейся следствием пластической деформации, которая предшествовала разрушению. Фрактограмма зоны 3 показывает ручьистое строение (рис. 3б), что свидетельствует о хрупком образовании первичных трещин (на рис. 3 показаны стрелками). а б Рис. 3. Фрактограммы участков излома ударного образца стали 10ГН2МФА при 20°С. а – строение поверхности в зонах 2 и 4 (рис.2), б – излом в зоне вязко-хрупкого разрушения. Излом ударных образцов при температуре 300 °С, начиная от надреза и заканчивая доломом, имеет вязкое ямочное строение (рис.4). Рис 4. Фрактограмма излома стали 10ГН2МФА при 300 °С; область долома. Исследования эксплуатационной трещины, образовавшейся в стали 10ГН2МФА в зоне влияния сварного шва, показали, что вблизи ее вершины имеет место квазихрупкое разрушение, в котором сочетаются элементы хрупкого и вязкого разрушения (рис. 5). а б Рис 5. Участки квазихрупкого разрушения в раскрытой эксплуатационной трещине а- с преобладанием хрупких и б- вязких составляющих. Таким образом, при температурах испытаний 300°С, соответствующих рабочим температурам парогенераторов, наблюдается вязкое разрушение ударных образцов. В то же время раскрытая эксплутационная трещина содержит участки квазихрупкого разрушения, что позволяет предположить об образовании трещин при температурах ниже эксплуатационной температуры парогенератора, то есть при разогреве или расхолаживании реактора. Устья и вершины трещин заполнены продуктами коррозии серого цвета, по внешнему виду напоминающие окислы железа. На рис.6,а показана поверхность раскрытой трещины с участком наслоений продуктов коррозии и сеткой микротрещин, которые распространяются как по границам, так и по телу зерен. Элементный состав материала выделенного участка, установленный методом микрорентгеноспектрального анализа, представлен на спектре (рис.6,б) и в табл. ниже. Концентрации элементов определяли по К-линиям характеристического рентгеновского излучения. а Б Рис.6. а – Область поверхности с микротрещинами (выделены пунктиром) (а), рентгеновский спектр от участка наслоений (выделен кругом на рис. 6,а) (б). Таблица Элементный состав продуктов коррозии в трещине Элемент O Si Ca V Cr Mn Fe Ni Cu Итого Содержание, ат. % 62,5 0,22 0,07 0,08 0,09 1,09 34,63 1,17 0,12 100 В продуктах коррозии внутри трещины содержится около 35 ат. % железа и свыше 62 ат. % кислорода. Остальные элементы, представленные в спектре, входят в состав стали 10ГН2МФА и среды второго контура. Повышенное содержание кислорода в исследованных пробах свидетельствует о том, что, в основном, продуктами коррозии являются окислы. Из всех возможных химических соединений железа с кислородом такому экспериментально определенному соотношению железа и кислорода ближе всего соответствует формула гидроксида Fe(OH)2 (34 ат. % железа и 62 ат. % кислорода). Поверхность металла, не занятая оксидами, отвечает нормативному составу стали 10ГН2МФА. Обнаружение наслоений окислов (гидроксидов) в устьях и вершинах трещин подтверждает известные предположения о связи трещинообразования в области сварных соединений с процессами коррозионного растрескивания под напряжением. Хорошо известно [8] расклинивающее действие твердых продуктов коррозии типа окислов (Cr, Fe)3O4 , (Cr, Fe)2O3 , NiCr2O4, образующихся в трещине и превосходящих по объему исходный металл. Удельный объем гидроксида Fe (OH)2, составляющий 0,29 см3/г, более чем в два раза превышает удельный объем стали (≈ 0,13 см³/г). Образовавшиеся в трещине гидроксиды оказывают расклинивающее действие, усиливающееся при понижении температуры, и влияют на напряженно-деформированное состояние окружающего металла, что может привести к росту трещины и дальнейшему разрушению. Спектры термодесорбции водорода для стали 10ГН2МФА в зоне термического влияния сварного шва показаны на рис. 7. Для металла внутренней и внешней сторон патрубка спектры термодесорбции водорода имеют незначительные отличия по температурам максимумов и интенсивности газовыделения (Спектр 1). Заметное выделение водорода начинается при температуре ~ 300 °С, а максимальное - происходит при 600 ºС. Пик газовыделения достаточно широкий, не имеет явно выраженных стадий, так что даже при 900 ºС наблюдается заметный выход водорода. Спектр 2 снимался от образца металла, содержащего раскрытую эксплуатационную трещину, спектр 3 получен для зоны, расположенной примерно в 1,5 мм от устья трещины. Качественно эти спектры различаются: на спектре 2 температура максимума сдвинута примерно на 100 °С в сторону меньших температур, на спектре 3 в интервале температур 700…900 °С наблюдается заметно большее выделение водорода, даже по сравнению со спектром 2. Скорость десорбции, отн. ед. 100 90 3 80 2 70 60 50 40 30 1 20 10 0 0 200 400 600 800 1000 1200 Температура, C Рис.7. Спектры термодесорбции водорода из стали 10ГН2МФА: 1 - внутренняя и внешняя сторона патрубка, 2 - материал с раскрытой трещиной, 3 - в 1,5 мм от устья трещины. Наблюдаемые особенности отражают различия в термодинамических параметрах связи водорода и свидетельствуют о его накапливании в металле вблизи устья трещины. Ранее [9] была определена объемная концентрация водорода, накопившегося в материале сварного шва после 70000 ч эксплуатации парогенератора Южно-Украинской АЭС. Было показано, что в области трещины аккумулировалось примерно в три раза большее количество водорода, чем в других участках. Выделение водорода было зарегистрировано в диапазонах температур 300…700 С и 800…1000 С. На основании экспериментов, моделирующих захват и удержание дейтерия в стали 10ГН2МФА [9], был сделан вывод, что развитая система границ в перлитной стали способствует выходу водорода уже при комнатной температуре. В то же время межфазные границы между ферритом и цементитом могут являться ловушками для водорода и удерживать его в перлитной стали до температур ~ 600С. Результаты, полученные в настоящей работе для стали 10ГН2МФА в зоне термического влияния сварного шва свидетельствуют, что выделение водорода наблюдается практически в том же интервале температур 300…1100ºС. Наличие в обоих случаях только высокотемпературной компоненты десорбции связано, по-видимому, с тем, что температура эксплуатации металла составляла около 260ºС. Обнаруженное повышенное содержание водорода в металле вблизи устья трещин свидетельствует о том, что именно в этой области интенсивное окисление ювенальных раскрытых поверхностей сопровождается выделением водорода. Растворяясь в металле, водород вызывает его локальное охрупчивание, что способствует дальнейшему растрескиванию. Механизм водородного охрупчивания связывают чаще всего с внедрением (диффузией) в металл атомов водорода, образованием в вершине (у вершины) трещины хрупкого гидрида, что уменьшает силы связи между зернами. Можно предположить, что особенностью повреждений толстостенных крупногабаритных сварных конструкций из стали 10ГН2МФА – соединения коллекторов с парогенераторами – является протекание коррозионных процессов, при которых развитие трещин осуществляется по следующему стадийному механизму: 1) заполнение свежеообразованной трещины рабочей жидкостью второго контура или растворами химической отмывки; 2) окисление металла, в результате которого в вершинах и устьях трещин откладываются твёрдые продукты коррозии (гидроксиды), одновременно в окружающем металле растворяется выделяющийся водород; 3) при охлаждении парогенератора локальные напряжения, вызванные расклинивающим действием гидроксидов, обуславливают скачкообразный рост трещины, чему также способствует охрупчивающее действие водорода. В дальнейшем стадии повторяются. В реальных случаях схема растрескивания, по-видимому, усложняется влиянием сопутствующих факторов, таких как напряженное состояние, свойственное металлам в зонах влияния сварных швов и усиление коррозионных процессов на участках с повышенной концентрацией напряжений [10]. Проведенные комплексные исследования и данные, полученные ранее [3,11], дают основания полагать, что характер разрушения сварных соединений в парогенераторах Южно-Украинской и Запорожской АЭС одинаков, несмотря на то, что трещины образовались на «горячем» коллекторе в первом случае, и на «холодном» – во втором. Ранее была показана склонность стали 10ГН2МФА к замедленному деформационному коррозионному растрескиванию в воде высоких параметров [12]. Следует отметить, что растрескивание сварного соединения корпуса парогенератора с коллектором можно отнести к медленным процессам, если связывать его с циклами расхолаживания и разогрева энергоблока. Однако растрескивание будет идти с нарастающими темпами, так как с каждым циклом в нем участвуют все большие объемы металла. Что же касается различных дефектов на поверхности металла, в том числе коррозионных язв, то они играют большую роль на начальной стадии образования первичных трещин. ВЫВОДЫ В результате проведенных комплексных материаловедческих исследований установлены особенности повреждений сварных соединений коллекторов с корпусами парогенераторов энергоблоков ВВЭР-1000. Установлено, что характер повреждений одинаков на «горячих» и «холодных» коллекторах. Показано, что образование твердых продуктов коррозии железа и повышенное содержание водорода в окружающем металле приводят к развитию трещин в сварных соединениях коллекторов с корпусами парогенераторов в реакторных установках ВВЭР-1000 в результате циклического коррозионного растрескивания под действием локальных расклинивающих напряжений со стороны образующихся продуктов коррозии. Квазихрупкий характер разрушения в эксплуатационных трещинах свидетельствует об инициировании растрескивания материала сварных соединений при охлаждении энергоблоков. Литература 1. Харченко С.А., Трунов Н.Б., Коротаев Н.Ф., Лякишев С.Л. Меры по обеспечению надежности сварного соединения коллектора 1 контура с корпусом парогенератора АЭС с ВВЭР-1000. Теплоэнергетика. 2011. № 3. С. 27-32. 2. Ю.Г. Драгунов, О.Ю. Петрова, С.Л.Лякишев, С.А. Харченко / Повышение надёжности эксплуатации коллекторов парогенераторов ПГВ-1000, - 1000М // Атомная энергия. – 2008. – №1. – С.9 – 13. 3. А.С.Митрофанов, Л.С.Ожигов, Є.О.Крайнюк, В.И.Савченко. Про причини ушкодження зварних з'єднань № 111 парогенераторів ПГВ-1000 // «Вісник ТДТУ», Тернопіль, 2009, Т14, №4. 4. ГОСТ 9454-78 Межгосударственный стандарт "Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах" 5. ПНАЭ Г–7–002–86 «Норма расчёта на прочность оборудования и трубопроводов атомных энергетических установок» М.: Энергоатомиздат, 1989. 6. РД 26-11-08-86. Руководящий документ. Соединения сварные. Механические испытания. 7. ТУ 108.766-86. Технические условия. Заготовки из стали марки 10ГН2МФА для оборудования АЭС 8. Богоявленский В. Л. Коррозия сталей на АЭС с водным теплоносителем. – М.: Энергоатомиздат, 1984. – 168 с. 9. В.М. Ажажа, Г.Д. Толстолуцкая, В.В. Ружицкий, И.Е. Копанец, С.Д. Лавриненко, Н.Н. Пилипенко, Л.С. Ожигов, Ю.П. Бобров. Определение объемной концентрации водорода в материале сварного соединения №111 парогенератора АЭС // Тяжелое машиностроение, 2008, №6, с.32-34. 10. Походня И.К. Проблемы сварки высокопрочных низколегированных сталей. В кн.: Сучасне матеріалознавство ХХІ століття. – Киев: Наук. думка, 1998. – С. 31-69. 11. И.М.Неклюдов, В.М. Ажажа, Л.С.Ожигов, А.С.Митрофанов. Эксплуатационные повреждения теплообменных трубок и сварных соединений в парогенераторах энергоблоков АЭС с ВВЭР-1000. Проблемы прочности. 2008, №2, стр. 105111 12. Ю.Г. Драгунов, А.С. Зубченко, О.Ю. Петрова, И.Л. Харина. Влияние воды высоких параметров на склонность стали 10ГН2МФА к замедленному деформационному коррозионному растрескиванию // Машиностроение и инженерное образование. – 2007. – №4. – С.35-41.