Технология булгарских плетеных гривен и браслетов
реклама

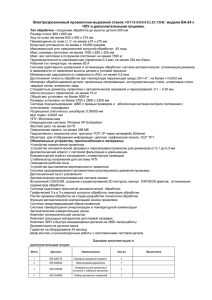
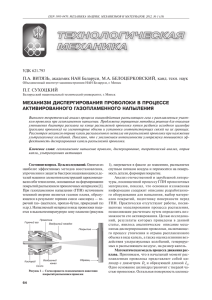
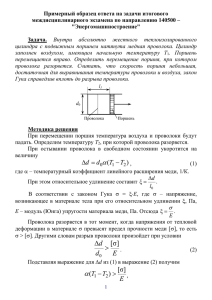
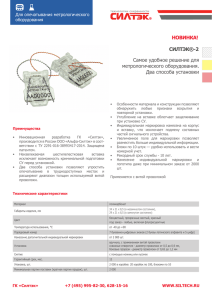
ТЕХНОЛОГИЯ БУЛГАРСКИХ ПЛЕТЕНЫХ ГРИВЕН И БРАСЛЕТОВ Мухаметшин Р.А. Булгарские плетёные гривны и браслеты, входят в число самых характерных украшений Волжской Булгарии. Основой данного исследования являются материалы коллекций Национального музея РТ, Национального культурного центра «Казань», Археологического музея КФУ и фонды заповедника «Казанский Кремль». На настоящий момент по публикациям и музейным фондам нами учтено 22 гривны и 104 браслета. Большая часть предметов не имеет паспортных данных, что затрудняет решение вопроса принадлежности определенному памятнику. Цель работы – систематизация данных по размерам, толщине применяемой проволоки, весовым характеристикам, а так же фиксация технологических приёмов, применявшихся при изготовлении плетёных гривен и браслетов булгарского типа. Доступными для исследования по указанной схеме оказались 6 гривен и 27 браслетов. Весовые характеристики зачастую не рассматриваются исследователями. Однако, это необходимый показатель, особенно, для изделий из благородных металлов при расчете удельного веса металла или сплава, из которого изготовлен предмет. В древности имело место применение множества способов увеличить вес, а соответственно, и стоимость предмета из благородного металла (как и в настоящее время), путем изменения состава сплава и использование всевозможных подкладок из менее ценного материла. Кроме того, обстоятельства технологической необходимости, не связанные с умышленным мошенничеством, требовали сознательного применения приёмов, повышающих потребительские свойства изделия (жесткость конструкции и стойкость к износу). Изменение состава сплава, позволяло произвести большее количество предметов с меньшими затратами материала, а применение подкладок, изменяло вес украшений. Удельный вес металла, напрямую связан с составом сплава. («Эврика!» Архимеда). Путём элементарных математических вычислений, можно сравнительно точно получить данные о составе сплава. Необходимо произвести лишь два взвешивания в разных средах. Впервые значение весовых данных в изучении ювелирных украшений было осознано еще А.Ф. Лихачевым, при публикации булгарских плетеных золотых и серебряных браслетов из билярского клада и находок у с. Шуран [1, с. 168–196]. Кроме весовой характеристики, описание должно включать следующие технологические особенности. 1. Если предмет изготовлен из проволоки, то необходимо указывать способ изготовления проволоки (кованая или тянутая) и толщину. 2. Если проволока свита или переплетена, то указывать направление (по часовой или против часовой стрелки) и плотность переплетения (слабое, плотное). 3. Указывать места пайки и припой (твёрдый или мягкий). За рамками исследования оказались пробирные данные, что в данной работе могло явиться ключевым моментом и служить дополнительным аргументом при рассмотрении как локальных проблем, так и общей характеристики региональных особенностей, предпосылок возникновения, развития ювелирного искусства и смежных особенностей культуры, быта, коммерческих связей и т.д. Гривны (в таблице 3 представлены вес, размеры, ширина плетеной части и диаметр проволоки). Плетение всех 6 исследованных гривен в принципе однотипно. Три пары слабо перевитых против часовой стрелки проволок, сечением 1,65–2,25 мм, обвивались по часовой стрелке, вокруг сердечника, который впоследствии извлекался. В пользу этого предположения говорит то, что без его использования, практически невозможно соблюсти равномерное плетение тела гривны. От его толщины зависела общая толщина плетёной части, которая варьирует от 20,5мм до 23,5 мм. Переплетение пар проволоки осуществлялось в процессе формирования тела гривны, а не предварительно. Благодаря чему и получается не плотное воздушное плетение. На толщину плетёной части гривны влияет и способ обвития, несколько свободный (так называемый – петельный). Плетение составляет примерно половину гривны [1, табл. IV] (рис. 1). Затем концы собирались, спаивались и проковывались твердым припоем, вставлялись в раструбы дротов, пропаивались и проковывались для формирования равномерного перехода от плетёной части к дротовой. Концы дротов сгибались в крючок и служили застёжкой (рис. 1). Гривны, найденные в древнерусских кладах [2, с. 22–54], несколько отличаются длиной и сечением плетёной части, которая составляет примерно 90% тела гривны, в то время как на гривнах булгарского типа, плетеная часть не превышает 50% общей длины и её сечение равномерно сужается к концам, где так же собирается в пучок, вставляется в раструб сужающихся коротких дротов, пропаивается, проковывается до образования равномерного перехода. Поскольку из сужающегося тела гривны невозможно извлечь сердечник, можно предположить, что он был деревянный, и в конце выгорал при пропайке плетёных концов. Технология изготовления дротовой части гривны древнерусских кладов, отличается от дротовой части гривны булгарского типа замком. На тонких концах дрота древнерусской гривны, формируется небольшое шарообразное утолщение, и сгибаются крючки, служащие застежкой (репьи). Как отмечено выше, существенно различаются по длине дротовые части гривен. У булгарской дротовая часть значительно длиннее. Термин «обвитие» применён сознательно, поскольку на всех шести гривнах, не наблюдается замков между парами проволок. Твердость тела гривен обеспечивается пропайкой и проковкой концов плетёной части гривны и механическими свойствами самой проволоки. При рассмотрении в увеличенном виде, проволока гривны представляет собой конгломерат, который состоит из проволоки диаметром – 1,4 мм (данные измерения произведены на гривне, на которой была возможность произвести подобное измерение в месте излома). Остальные предметы определялись по характерным, для данной технологии, издержкам: задиры, обнажения и отслаивание полосы от основы проволоки окованной (термин не совсем верный, ближе подходит обтянутой) серебряной полосой (По логике, проба полосы, должна быть выше пробы основы). При этом общая толщина проволоки получается 2,1 мм. Путём не сложного расчета получаем толщину полосы 2,1–1,4=0,7:2=0,35 мм (на практике необходимо брать полосу несколько большей толщины для компенсации формообразования, ввиду большей пластичности высокопробного материала). Так же при увеличении, на проволоке основы наблюдаются глубокие продольные канавки, возможно необходимые для увеличения площади соприкосновения, что обеспечивает более плотное соединение основы и полосы. Подобный приём в ювелирном искусстве применяется с целью экономии благородного металла, в этом случае медный или бронзовый пруток или проволока обтягиваются золотой или серебряной полосой. В нашем случае основа белая. Возможно это серебро более низкой пробы (отсутствие материалов пробирного анализа основы и обтягивающей полосы, не позволяют высказать однозначного мнения). В этом случае возможно применение подобного приёма для придания большей твёрдости витой части гривны, т.е. улучшения утилитарных свойств изделия. Пластичность и способность противостоять атмосферным воздействиям у серебра, повышается с чистотой материала. Чем выше проба металла, тем он пластичнее и меньше темнеет и соответственно стоит дороже. Легирующие добавки (относительно серебра это, как правило, медь) изменяют механические свойства в сторону большей твердости или меньшей пластичности. Металл меньше истирается и лучше держит принятую форму, но с увеличением добавок, серебро теряет пластичность и быстрее темнеет при атмосферном воздействии. Следовательно, бесспорным является предположение о различии пробирного состава основы и полосы. Проба основы ниже, чем проба обтягивающей полосы. Проволока технологически может быть изготовлена несколькими способами. Ковкой и волочением. В обоих случаях остаются характерные особенности следов производства. Тело проволоки, изготовленной ковкой, не имеет правильной цилиндрической формы и неравномерно по диаметру сечения, на всем протяжении видны характерные следы формообразования. Проволока, произведённая волочением, тоже имеет характерные черты, это продольные полосы, которые обусловлены кустарным производством приспособления для протяжки (фильерная доска, которая индивидуальна, как отпечатки пальцев). При хорошей квалификации мастера, владеющего технологией обтяжки и высокой пластичности обтягивающей полосы следы шва либо видны при большом увеличении, либо маскируются продольными полосами технологического процесса. Проволока всех исследованных гривен, произведена волочением. У образцов №1,2,3,4,5. она представляет собой конгломерат. Суварская плетёная гривна изготовлена из цельной проволоки. Остальные гривны не вошли в исследование в силу своей недоступности для осмотра при увеличении. Прием обтяжки проволоки полосой, многократно усложняет технологию производства украшения и свидетельствует о совершенстве уровня развития ремесла. Как правило, этот способ оправдан при массовом производстве, с разделением труда, хорошей материальной базой производства и, соответственно, наличием спроса. Браслеты (в таблицах 2 и 4 показаны размеры, весовые показатели браслетов, а так же толщина проволоки, из которой они изготовлены). Количество изученных браслетов составило 27 экз. и 7 браслетов по фотографиям. Технология производства браслетов аналогична гривнам. Тело браслета во всех образцах, состоит из шести проволок (проволока 76% браслетов – конгломерат, 24% цельная проволока). Образцы со слабо пропаянными концами, позволяют проследить следующий способ изготовления браслета. Проволока, длиной около 1–2 м (длина проволоки зависит от типа обвития), складывалась вдвое (подобный способ плетения, оправдан и на гривнах) и слабо свивалась против часовой стрелки. Опыт реконструкции показал, что переплетение в паре производилось не сразу всей проволоки, а в момент обвития по часовой стрелке вокруг сердечника. Подобный приём обеспечивал формирование объёма тела браслета, толщина плетёной части которого зависела от толщины и формы сердечника, он мог быть как круглый, так и треугольный. Сложенная вдвое проволока, делилась на три примерно равные части и по окончании отрезка складывалась, затем обвитие вокруг сердечника продолжалось в обратную сторону, и ещё раз обратно. По окончании обвития сердечник извлекался, концы браслета собирались, пропаивались и отковывались до получения пластинчатой прямоугольной площадки (рис. 2), после чего браслет сгибался. В одном из браслетов, прослеживается различие по толщине проволоки в паре проволок(2 мм и 2,5 мм). Это предполагает плетение из двух проволок различной толщины и допускает изготовление браслета и из шести отдельных проволок или другие варианты (хотя описанный выше способ, можно принять как базовый). В случае изготовления браслета с вставками на концах, на хорошо прокованные пластины, после придания браслету формы, напаивались касты, согнутые из полосы металла толщиной 0,2–0,5 мм и высотой 2–5 мм, спаянные встык. Форма кастов была подпрямоугольная, овальная, каплевидная и др. По краю касты украшались дорожками из перевитой в разные стороны тонкой филиграни, которые напаянные одна над другой создавали эффект переплетенной косички. Данный метод не только декоративный, но имеет и утилитарное значение. Дорожка филиграни маскирует место пайки, поскольку идеально подогнать под пайку, поверхности каста и основания, практически невозможно, или нецелесообразно. В дальнейшем дополняли декор зернью, сложенной по 3 или 6 экз. и спаянные в плоские пирамидки, образующие зубчатый бордюр. В местах, где проволочное плетение примыкает к касту, с целью скрыть некрасивый вид путаной проволоки на золотых браслетах накладывался орнамент из листового металла, состоящий из четырёх крупных полушариков, сгруппированных в крестообразные пирамидки. Углубления между полушариками, заполнялись мелкой зернью. Хотя в ряде случаев обходились только зернью. В данном случае размер прокованного окончания должен быть больше размера каста, с учётом толщины филиграни по краю. После пропайки филиграни и зерни, окончания площадок выравнивались по краю каста, и монтировалась вставка, которая могла быть изготовлена из стекла, сердолика или другого материала. Если вставка была из прозрачного или полупрозрачного материала, то для улучшения цвета и компенсации высоты камня, применялись подкладки. Данный вид декорирования довольно трудоёмок и требует высокой квалификации. Из общего количества опубликованных плетёных браслетов вставки имеют 7 экз. (примерно 10% от общего количества), из них два золотых и пять серебряных. Один золотой браслет – с раскованными концами. На таблице №1 показано количественное соотношение браслетов, сделанных из разных металлов. Таблица 1. Количественное соотношение браслетов, сделанных из разных металлов. материал бронза золото серебро кол-во 4 3 61 доля, в % 6 4 90 По типологии Г.Ф. Поляковой [4] рассмотренные браслеты входят в отдел Б – серебряные, тип-I – проволочные, витые, подтип-3 – ажурные, с раскованными в площадки концами, сделаны из сложенной в шестеро проволоки методом свободного витья, благодаря которому изделие получалось ажурным (Б-I-3). Дополнительно буквы (а,б,в) после подтипа показывают вид плетения. В случае применения при плетении проволоки, представляющей собой конгломерат, предлагается ставить индекс «к». По способу витья 27 исследованных браслетов делятся на три вида. 1. Широко-петельный трёхгранный тип (рис. 3). Б-I-3а. Две грани с наружной стороны браслета, одна на внутренней стороне. Количество: 12 экз. 2. Широко-петельный свободный тип (рис. 4). Б-I-3б. Плетение аналогично плетению гривен. Количество: 10 экз. 3. Витой тип (рис. 5). Б-I-3в. Данные браслеты имеют потертости, возникающие при длительном ношении. Возможно данный тип наиболее ранний. Количество: 5 экз. Различия в способе витья, возможно, обусловлены наличием нескольких центров производства данного типа браслетов. Принципы плетения на всех браслетах совпадают. Очевидно преобладание браслетов первого вида, и достаточно большое количество второго вида, которые, по всей вероятности, имели наибольшее распространение. Таблица 2. Размеры и вес браслетов Размер по большой оси, мм 69–87 (ср.66,5) Размер по малой оси, мм 50–72 (ср. 60) Толщина плетеной части, мм 13–24 (ср. 19,5) Вес1, гр. 22,99–70,38 (ср. 42,22) Таблица 3. Размеры и вес плетеных гривен. N-N Номер хранения 1 2 3 4 5 1498 5483 Без ном Без ном Вр-925 Габаритные размеры , мм 280х258х23 Толщина основы, мм 1,4 ?×21,5 ?×20,5 ?×23,5 Общая толщина проволоки, мм 2,1 1,8 2,15 1,65 2,25 Вес, гр. 207 145 Таблица №4. Размеры и вес браслетов. Размеры мм № Номер хранения 1 2 14-103 5504 72х72х22 82х60х22 3 4 Кп-5512 Кп-14576-5 72х59х16 78х56х22 5 6 7 8 9 12 Кп-14-101 Кп-55.14 14-100 14-104 Кп-10283-5.к278-5 Кп-3225-12632 Кп-102758.к214-8 Кп-11449 13 Кп-3229 «б» 87х56х23 14 15 16 17 18 34573 14402 су459 14400 14401 14576-8су826 19 Кп-14576/4614576-12 14399су450 14576-7су828 14576вр871-1 5502-139 14573-132 135су600 Вр955 10 11 20 21 22 23 24 25 26 Толщина проволоки, мм 1,65 1,45 Вес в г. 2,0 1,55 36,03 36,73 73,5х55х14,5 78х67х23 73х56х17 73.5х68х20 86х65х21 2,05 2,55 2,55 2,6 1,9 37,09 66,70 55,60 63,68 51,94 87х62х23 86х67х23 2,0 2,15 64,04 70,38 72х59х16,5 1,55 33,76 2,00 63,52 104х106х18 84,5х60,5х21,5 72х57х23 81х62х24 75,5х58х20,5 1,8 1,7 1,55 1,8 1,9 51,02 50,18 41,35 48,58 39,81 76.5х54.5х15 2,0 39,47 1,95 1,25 1,7 1,6 2,2 2,05 2 и 2,5 41,78 22,99 33,89 31,14 45,49 30,14 60,01 69х63х16.5 73х53х20,5 75х52.15х16,5 77.5х55х20,5 70.5х50х13 75х54х10 78х65х21 Толщина основы, мм 1,45 1,65 1,4 ? 1,6 1,25 32,98 42,98 32.98примечания Медная булгарский основа. Из клада болгарских предметов10-12вв Лихачев. Передано из Сселькредпромсоюза Нет данных Из коллекции музея народов востока Карашамский клад 14 в. Болгарский. Куплен в 1939г. Из клада болгарских предметов10-12вв В паре плетения проволоки различного сечения. Литература 1 Реальный вес несколько выше, поскольку некоторые браслеты имеют незначительные утраты 1. Лихачёв А.Ф. Драгоценный клад, найденный в Казанской губернии в 1882г. // Труды VII Археологического съезда в Ярославле. – М., 1891. – Т. II. 2. Корзухина Г.Ф. Русские клады IХ–ХIII вв. – М.-Л., 1954. 3. Полякова Г. Ф. Изделия из цветных и благородных металлов // Город Болгар. Ремесло металлургов, кузнецов, литейщиков. – Казань, 1996. – С. 154–180. Мухаметшин Равкат Азатович – н.с. Института истории им. Ш. Марджани. Рис. 1. Гривна плетеная из клада, найденного в с. Большая Хайча. Рис. 2. Увеличенный фрагмент браслета с характерными следами брака. Рис. 3. Широко-петельный трёхгранный браслет ( Б-I-3а) из собрания НМ РТ. Рис. 4. Широко-петельный свободный браслет ( Б-I-3б) из собрания НМ РТ. Рис. 5. Витой браслет (Б-I-3в) из собрания НМ РТ.