Лабораторная работа № 5 - Кафедра "Инструментальные и
реклама

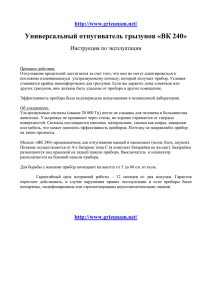
МИНОБРНАУКИ Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования Тульский государственный университет Кафедра «Инструментальные и метрологические системы» МЕТРОЛОГИЯ, СТАНДАРТИЗАЦИЯ И СЕРТИФИКАЦИЯ Лабораторная работа № 5 Рассортировка деталей на группы годности с помощью длиномера пневматического высокого давления (ротаметра) Методические указания Тула 2011 Цель работы Ознакомление с методикой рассортировки деталей на группы годности по фактической полномерности размеров с помощью длиномера пневматического высокого давления. 2. Теоретическая часть Длиномеры пневматические высокого давления ( ротаметры ) предназначаются для точных измерений линейных размеров у изделий различной формы. С помощью этих приборов можно осуществить как бесконтактные, так и контактные измерения. Наиболее часто длиномеры используются для контроля точных размеров отверстий, отверстий малого размера, либо, наоборот, большого размера, для контроля отверстий большой длины, для измерения отклонений формы и расположения поверхностей, для измерения в труднодоступных местах. Длиномеры большими пневматические передаточными высокого отношениями, давления позволяют (ДП) обладают осуществлять дистанционные измерения, могут использоваться для управления работой различных устройств. Принципиальная схема пневматического длиномера показана на рис. 1. Рис. 1. Принципиальная схема длиномера пневматического Длиномер состоит из входного крана 1, блока 2, включающего фильтр со стабилизатором и манометр рабочего давления , отсчетного устройства 3 и измерительной оснастки 4. Отсчетное устройство прибора состоит из шкалы 3.1, прозрачной конической трубки 3.2, поплавка 3.3, регулируемого вентиля 3.4 параллельного пропуска воздуха для увеличения рабочего зазора и вентиля 3.5 выпуска воздуха в атмосферу для уменьшения рабочего зазора. Отсчетное устройство прибора представляет собой расходомер постоянного перепада давления ( ротаметр ), действие которого основано на изменении расхода воздуха, зависящего от величины зазора S между торцом сопла измерительной оснастки и поверхностью проверяемой детали ( рис. 2 ) . Чем больше зазор S, тем больше расход воздуха через сопло и тем выше располагается в трубке поплавок. Рис. 2. Принцип действия Скорость протекания воздуха Va через сечение a - a, в котором устанавливается поплавок в зависимости от расхода воздуха через кольцевой зазор S между соплом и проверяемой деталью, остается постоянной при любом S. Постоянна также скорость протекания воздуха через кольцевой зазор VS, хотя Va VS . При увеличении зазора S будет увеличиваться и расход воздуха через этот зазор. Но так как расход воздуха через зазор S и сечение a - a одинаков, то, очевидно, должна увеличиваться и площадь для прохождения воздуха в сечении a - a. Иными словами, поплавок в трубке должен будет подняться на некоторую высоту, тем большую, чем больше зазор. Таким образом, каждому размеру проверяемой детали соответствует определенный зазор S и определенное положение поплавка в конической трубке. По положению поплавка и осуществляется оценка измеряемого размера L. В процессе настройки прибора, используемого для контроля отверстий с помощью пробки с двумя соплами ( рис. 3 ) или в случае невозможности регулирования положения поверхности, на которую устанавливается проверяемая деталь, положение поплавка в трубке можно изменить путем отвинчивания либо завинчивания вентиля 2 параллельного пропуска воздуха или вентиля 3 выпуска воздуха в атмосферу. Рис. 3. Пневматическая пробка В таблице приведены сведения о положении поплавка в трубке при воздействии на винт стабилизатора и вентиля. № П/П 1 Средства Прием Положение настройки Настройки поплавка Отвинчивание Опускается Винт регулировочный 2 стабилизатора Завинчивание Поднимается 3 Вентиль Отвинчивание Опускается параллельного 4 пропуска Завинчивание Поднимается Отвинчивание Поднимается Завинчивание Опускается воздуха 5 Вентиль выпуска воздуха 6 в атмосферу Диапазон измерения прибора зависит от конусности трубок и массы используемого поплавка. При использовании трубок с конусностью 1 : 400 диапазон измерений лежит в пределах от 25 до 100 мкм ; при использовании трубки с конусностью 1 : 1000 - в пределах от 10 до 60 мкм. Замена легкого поплавка массой в 0.06г на тяжелый - массой в 0.2 г позволяет увеличить диапазон измерений. Рабочее ( избыточное ) давление воздуха, подводимого от стабилизатора к трубке, лежит в пределах от 0.1 до 0.2 мПа ( от 1 до 2 кгс/см ). При увеличении давления пневматическое передаточное отношение ( чувствительность прибора ) возрастает. Отвинчивание вентиля 3.4 параллельного пропуска воздуха , приводя к опусканию поплавка, одновременно снижает чувствительность прибора на 20 - 30 %. Диаметры выходных сопел измерительного устройства берутся равными 1 либо 2 мм. Увеличение диаметра сопла уменьшает передаточное отношение ( чувствительность ) прибора. Возможность изменения диапазона измерений, передаточного отношения, и положения поплавка при предельных значениях контролируемого размера используется при настройке прибора. Настройка длиномера при контроле размеров осуществляется с помощью двух установочных мер, размеры которых равны предельно допустимым размерам контролируемой детали. Возможно использовать для настройки плоскопараллельные концевые меры длины, установочные кольца либо эталоны, конфигурация которых соответствует форме проверяемой детали. Если необходимо осуществить измерение детали, т. е. выявить ее фактический размер, а не только принадлежность детали к определенной группе годности, то следует пользоваться набором установочных мер с малым перепадом их значений. Полученный в результате тарирования шкалы график (рис. 4) позволяет выявить участки характеристики h = f ( s ) , на которых связь между положением поплавка по высоте ( h = 0 ... 250 мм ) является линейной. Выявленный участок может быть поделен на одинаковые интервалы при условии настройки прибора лишь по двум граничным значениям проверяемого размера. Работа прибора в области только прямолинейного участка характеристики необходима при линейных измерениях, а также при делении деталей на размерные группы. Рис. 4. Тарировочный график Предел допускаемой погрешности длиномеров при диаметре измерительного сопла равном 2 мм и при цене деления шкалы 1 мм составляет + 0.6 мкм, а при цене деления 2 мм - + 1.5 мкм. Соответственно размах показаний при повторных измерениях составляет 0.4 и 0.6 мкм. На рис.5 представлены типовые схемы, иллюстрирующие возможности пневматических измерений. Рис. 5. Типовые схемы измерений: а) схема измерения диаметра D отверстия с помощью пневматической пробки ; б) схема измерения диаметра D вала с помощью пневматической скобы; в) схема измерения расстояния Н между двумя плоскостями ; г) схема измерения глубины паза Н; д) схема измерения отклонения от прямолинейности S плоской поверхности; е) схема измерения отклонения профиля продольного сечения S внутренней цилиндрической поверхности; ж) схема измерения отклонения от перпендикулярности S двух плоскостей на длине L; з) схема измерения торцового биения S на диаметре D относительно оси базового отверстия; и) схема измерения отклонения от перпендикулярности S оси относительно плоскости торца на длине L. 3. Порядок выполнения работы Задача выполняемой работы сводится к тарированию шкалы в заданных пределах, построение тарировочного графика и последующей рассортировке партии деталей на группы годности. Порядок проведения работы сводится к следующему. 3.1. В соответствии с указанным диапазоном тарирования подобрать концевые меры длины с перепадом размеров в 0.01 мм. 3.2. Включить компрессор, питающий прибор, и дождаться пока давление на манометре компрессора достигнет 0.3 мПа (3 кгс/ см ). 3.3. Открыть проходной запорный вентиль 4 блока стабилизатора и фильтра 5 ( рис. 6 ) настолько, чтобы поплавок в трубке 6 занял наивысшее положение, а воздух свободно выходил через сопло измерительной головки 7. 3.4. Положить на столик 8 стойки 9 блок концевых мер длины с размером, соответствующим наибольшему предельному размеру заданной области тарирования, открепить винт 10, стопорящий столик и с помощью круглой гайки 11 переместить столик с блоком концевых мер в положение, при котором верхняя плоскость поплавка совместится с нулевым делением шкалы. В указанном положении столик медленно стопорится с помощью винта 10. Если при стопорении поплавок сместился относительно нулевого деления, то необходимо повторно осуществить операцию установки стола и его стопорение. Если возможность изменения зазора S между соплом измерительной головки 7 и блоком концевых мер длины 12 окажется недостаточной для установки поплавка на нулевое деление шкалы, то следует отпустить винт 13, и, вращая гайку 14, переместить кронштейн, несущий измерительную головку, в нужное положение. Кронштейн после перемещения снова стопорится и точная установка поплавка на нуль осуществляется с помощью гайки 11. Рис.6. Общий вид длиномера пневматического В процессе тарирования шкалы и последующей рассортировки деталей на группы следует прижимать блок концевых мер либо деталь к поверхности столика с тем, чтобы обеспечить надежный контакт поверхности блока либо детали с поверхностью стола . 3.5. Последовательно уменьшать размер блока концевых мер длины через 0.01 мм и записать показания в мм по шкале прибора в таблицу ( цена одного деления равна 1 мм). 3.6. Построить тарировочный график функции h = f ( L). 3.7. Установить верхний и нижний указатели 15 поля заданного допуска на шкале и произвести рассортировку деталей на три группы - годные, слишком большие и слишком малые. Результаты рассортировки занести в таблицу отчета. Контрольные вопросы. 1. Объясните принцип действия длиномера пневматического высокого давления. 2. Расскажите, какие параметры проверяемых деталей контролируются с помощью пневматических измерительных устройств по рис. 3. 3. В каком направлении смещается поплавок ( вверх или вниз ) : а) при контроле размера отверстия с помощью пневматической пробки (рис. 3) ; б) при контроле размера детали, имеющей плоские параллельные поверхности и положенной на столик ( рис. 6) и при условии, что контролируемый размер увеличился ? 4. В каком направлении смещается поплавок ( вверх или вниз ) и почему, если отвинтить вентиль параллельного пропуска воздуха ? 5. В каком направлении смещается поплавок ( вверх или вниз ) и почему, если отвинтить вентиль выпуска воздуха в атмосферу ? 6. Можно ли рассортировывать детали на группы годности, если характеристика h = f ( L ) окажется нелинейной на участке, соответствующем предельно допустимым размерам контролируемой детали ?