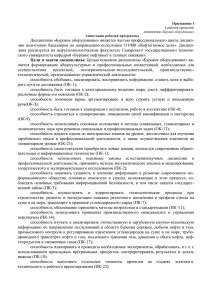
Номинация: «Перспективный проект» БУРОВОЙ ИНСТРУМЕНТ ДЛЯ БУРЕНИЯ СКВАЖИН МАЛЫХ ДИАМЕТРОВ
реклама

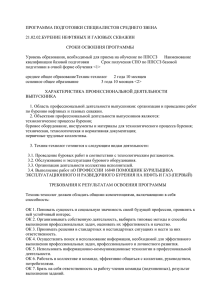
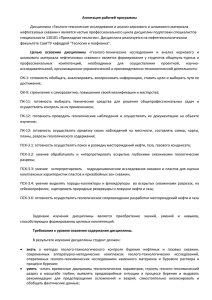
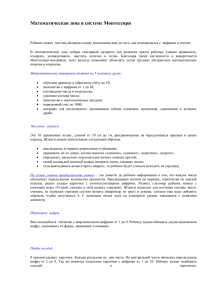
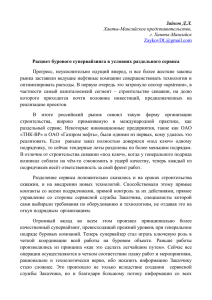
Номинация: «Перспективный проект» БУРОВОЙ ИНСТРУМЕНТ ДЛЯ БУРЕНИЯ СКВАЖИН МАЛЫХ ДИАМЕТРОВ Юргинский технологический институт (филиал) Томского политехнического университета Руководитель проекта Казанцев Антон Александрович, старший преподаватель кафедры «Горно-шахтное оборудование» Аннотация При очистной выемке руды выполняются следующие основные производственные процессы: отбойка руды, вторичное дробление, выпуск и доставка руды до откаточного горизонта, управление горным давлением. На эти процессы приходится до 50 % всех затрат труда при подземной добыче руд. Взаимовлияние основных производственных процессов на их техникоэкономические показатели весьма существенно. Плохое дробление руды при отбойке и в блоке обусловливает рост затрат на вторичное дробление и снижение производительности доставки. Вторичное дробление руды с помощью взрывных работ вызывает простои в выполнении других работ, например по выпуску руды. Поэтому качественное выполнение предыдущего производственного процесса благоприятно влияет на выполнение последующего. Известно, что в настоящее время при скважинной отбойке (добыче) металлических руд все большее применение находят скважины больших диаметров (85-130 мм), однако в при проводимых ранее исследованиях установлено, что отбойка руд скважинами малых диаметров гораздо более эффективна, при этом выше процент содержания полезного компонента в отбитой рудной массе и ниже процент выхода негабаритных кусков рудной массы, но, не смотря на эти преимущества широкого распространения, она не получила. Предлагается изготовление бурового инструмента с новым соединительным элементом для бурения скважин малых диаметров, которым достигается более мелкое дробление руды и снижается процент выхода негабарита. Существует два способа бурения скважин: 1) с выносными перфораторами, т.е. перфоратор находится вне скважины, а передача энергии разрушения осуществляется по колонне труб к буровой коронке (к забою); 2) погружными пневмоударниками, т.е. перфоратор находится впереди (опускается в скважину) и передает энергию разрушения непосредственно через буровую коронку к забою; Бурение скважин с выносными перфораторами сопровождается неизменным снижением коэффициента передачи энергии удара (КПД) от перфоратора к забою, особенно при бурении скважин малых диаметров. Предлагаемая конструкция соединения штанг позволяет повысить как КПД бурового станка, так и надежность, и долговечность бурового инструмента. Совокупность всех вышеперечисленных факторов позволит существенно снизить долю затрат труда и времени при скважинной отбойке руд всего производственного процесса. Кроме того, разработанная конструкция позволяет одинаково хорошо использовать ее для всех существующих способов бурения. Это невозможно реализовать ни в какой-либо любой другой известной конструкции соединений. Поэтому, возможно ее использование и для проведения глубоких дегазационных скважин в угольных шахтах. Бурение скважин с погружными пневмоударниками проходит более эффективно (более высокий КПД), однако диаметр скважины невозможно получить меньше диаметра пневмоударника. К недавнему времени наименьший диаметр пневмоударника был 85 мм. В 2005 году в ИГД СО РАН (г. Новосибирск) был разработан новый типоразмер – 39 мм, но энергия удара его крайне низкая, что снижает производительность. Таким образом, проблема остается нерешенной, и наименее затратным путем видится применение новой конструкции соединения штанг буровой колонны, позволяющим повысить общий КПД. Для коммерциализации проекта предлагается: 1) Изготовление опытной партии буровой колнны (подготовлена КД), его испытания сначала в лабораторных условиях, затем – в производственных, например, на ОАО «Сибирь-полиметаллы» и последующая доработка. 2) Публикация результатов испытаний в центральных реферируемых и специализируемых журналах ( в том числе и зарубежом); 3) Защита права интектуальной собственности; 4) Дать рекламу продукта; 5) Обязательное участие на выставках-продажах (таких как Экспо-уголь и Экспо-Сибирь); 6) После заключения контракта(-ов) производить в серийном масштабе. Данный продукт может использоваться непосредственно как производственниками на отдельно взятом предприятии, так и в более крупном масштабе – на предприятиях-изготовителях бурового оборудования (как буровых станков, так и бурового инструмента), таких как ОАО «Анжеромаш» (г. Анжеро-судженск), ОАО «Старооскольский механический завод» (г. Старый Оскол), ОАО «Завод бурового оборудования» (г. Оренбург) и др. Информация о заявителе 1. Название организации: Юргинский технологический политехнического университета институт (филиал) Томского 2. Адрес: 652050, Россия, Кемеровская область, г. Юрга, ул. Ленинградская, 26. Юргинский технологический институт. 3. Адрес электронной почты ak_uti@rambler.ru или ytitpu@tpu.ru 4. Руководитель: Ефременков Андрей Борисович, тел. 8 (38451) 62683, факс 8 (38451) 62683 5. Направление деятельности организации: Учебная, научная, организационная. 6. Инновационный потенциал: Ежегодно сотрудники университета (2-4 чел.) являются победителями конкурсов грантов Президента РФ, всероссийского конкурса «Инженер года», в 2007 году 2 проекта выиграли конкурс по программе СТАРТ-2007, общей стоимостью 1,5 млн. руб. Подразделение ЮТИ – кафедра «Горно-шахтное оборудование» работает совместно с Институтом угля и углехимии СОРАН над проектом (госконтракт) «Разработка компоновочных схем и конструктивных решений технического средства проведения аварийно-спасательных выработок» общей стоимостью 3 млн. руб., из них доля ЮТИ составляет около 1 млн. руб. 7. Производственный и трудовой потенциал: - Годовой оборот денежных средств, полученных от научноисследовательской деятельности, в том числе по хоздоговорам за последние 3 года составил примерно 6 млн. руб. - Среднесписочная численность работников около 500 чел, в .т.ч. ППС – около 200 чел. - В учебных корпусах имеются следующие лаборатории: сварочных процессов, токарная лаборатория, лаборатория сопротивления материалов, лаборатория гидравлики и др. оснащенные современным оборудованием. Руководитель проекта: Казанцев Антон Александрович, старший преподаватель кафедры «Горношахтное оборудование» Юргинского технологического института, 652050, Россия, Кемеровская область, г. Юрга, ул. Заводская, 10 Юргинский технологический институт (корпус №6). Тел. 8 (38451) 60537, e-mail ak_uti@rambler.ru ученая степень: – Перечень важнейших работ: 1. Саруев Л.А., Казанцев А.А. Совершенствование вращательно-ударного бурения скважин малого диаметра / «Горный Журнал». Специальный выпуск. «Цветные металлы». №4, - 2006. с. 42. 2. Казанцев А.А., Саруев Л.А., Саруев А.Л. Влияние конструкции резьбовых соединений буровых штанг на эффективность работы буровой колонны / «Горное оборудование и электромеханика» №3, - 2007. с. 18-20 3. Казанцев А.А., Саруев Л.А., Саруев А.Л. Техника бурения подземных скважин и анализ динамики колонны штанг малого диаметра при вращательно-ударном нагружении: Научное издание. – Юрга: Изд-во ЮТИ ТПУ, 2007. – 127 с. усл.-печ. листов 7,38, уч.изд. листов 6,68, тираж 150. 4. Саруев Л.А., Саруев А.Л., Казанцев А.А. Резьбовое соединение буровых штанг / Патент на полезную модель №49880 (по заявке №2005117642/22 (020090), Заявл. 07.06.2005 г., опубл. 10.12.2005 БИПМ № 34. 4. Современное состояние исследований и разработок в области реализации проекта. Новизна предлагаемого подхода по сравнению с известными Известно, что в настоящее время при скважинной отбойке (добыче) металлических руд все большее применение находят скважины больших диаметров (85-130 мм), однако в при проводимых ранее исследованиях установлено, что отбойка руд скважинами малых диаметров гораздо более эффективна, при этом выше процент содержания полезного компонента в отбитой рудной массе и ниже процент выхода негабаритных кусков рудной массы, но, не смотря на эти преимущества широкого распространения, она не получила. Предлагается изготовление бурового инструмента с новым соединительным элементом для бурения скважин малых диаметров, которым достигается более мелкое дробление руды и снижается процент выхода негабарита. Существует два способа бурения скважин: 1) с выносными перфораторами, т.е. перфоратор находится вне скважины, а передача энергии разрушения осуществляется по колонне труб к забою; 2) погружными пневмоударниками, т.е. перфоратор находится впереди (опускается в скважину) и передает энергию разрушения непосредственно через буровую коронку к забою; Бурение скважин с выносными перфораторами сопровождается неизменным снижением коэффициента передачи энергии удара (КПД) от перфоратора к забою, особенно при бурении скважин малых диаметров. Предлагаемая конструкция соединения штанг позволяет повысить как КПД бурового станка, так и надежность, и долговечность бурового инструмента. Совокупность всех вышеперечисленных факторов позволит существенно снизить долю затрат труда и времени при скважинной отбойке руд всего производственного процесса. Кроме того, разработанная конструкция позволяет одинаково хорошо использовать ее для всех существующих способов бурения. Это невозможно реализовать ни в какой-либо любой другой известной конструкции соединений. Поэтому, возможно ее использование и для проведения глубоких дегазационных скважин в угольных шахтах. Бурение скважин с погружными пневмоударниками проходит более эффективно за счет передачи энергии удара непосредственно коронке, однако диаметр скважины невозможно получить меньше диаметра пневмоударника. До недавнего времени наименьший диаметр погружного пневмоударника был 85 мм. В связи с производственной необходимостью в 2005 году впервые в отечественной и зарубежной практике в ИГД СО РАН (г. Новосибирск) был разработан новый типоразмер – 39 мм (пневмоударник АШ45) для бурения скважин диаметром 45 мм глубиной до 20 м, что подтверждает актуальность научных исследований в данном направлении. Но применение таких пневмоударников для бурения скважин малого диаметра нецелесообразно ввиду низкой энергии удара (12 Дж) таких агрегатов. Бурение скважин малых диаметров на сегодняшний день применяется в ограниченных объемах, однако в перспективе возможно применение таких скважин для бескернового бурения на месторождениях с достаточно изученным геологическим разрезом, что в значительной степени способствует снижению стоимости буровых работ, в том числе и на стадии эксплуатационной разведки. Известно, что для бурения дегазационных скважин сегодня проектируются станки с диаметрами скважин от 150 мм, а при бурении дегазационных скважин малых диаметров риск внезапного выброса угля и газа стремиться к нулю. Таким образом, проблема остается нерешенной, и наименее затратным путем видится разработка новой конструкции соединения штанг буровой колонны, позволяющим повысить общий КПД для бурения скважин выносными пневмоударниками. 5. Сущность предлагаемой разработки При бурении скважин выносными перфораторами энергия от перфоратора к забою передается по колонне штанг, при этом весьма велики потери энергии в соединениях штанг, по различным источникам они составляют от 1 до 5% на одно соединение. Предлагается повысить коэффициент передачи энергии ударного импульса за счет улучшения конструкции соединения. В настоящее время применяется 3 вида резьбовых соединений штанг: муфтовое (рис. 1, а), замковое (рис. 1, б и рис. 1, в) и ниппельное (рис. 3). Замковые соединения могут использоваться только для вращательного бурения, так как они не рассчитаны воспринимать ударную осевую нагрузку. а) б) в) Рис. 1. Виды резьбовых соединений штанг а) б) Рис. 2. Муфты а) – с буртиком, б) – с упорной фаской Муфтовое соединение может использоваться как для вращательноударного, так и для вращательного бурения, но в последнем случае, оно существенно проигрывает замковым соединениям, так как в муфтовом соединении труднее реализовать автоматизацию и (или) даже механизацию сборки-разборки соединения. Для этого производители делают в конструкции различные дополнения в виде буртика в центральной части муфты длиной около 5 мм или упорной фаски. При навинчивании муфты на штангу последняя упирается в тот или иной элемент, таким образом, решается задача о распределении нагрузки между витками резьбы муфты, т.е. муфта всегда навинчивается на штангу с одинаковым числом витков. В случае отсутствия каких-либо дополнительных элементов муфта не обязательно будет навинчиваться на штангу с одинаковым числом витков. С другой стороны наличие буртика или упорной фаски в муфте снижает эффективность работы буровой колонны – при прохождении волны ударного импульса через муфту часть ее отражается от различного рода буртиков и фасок, снижая при этом начальную амплитуду волны и, естественно, чем больше таких концентраторов напряжений, тем меньше КПД буровой колонны. Более того, чем больше отличаются диаметры штанги и муфты, тем больше вероятность заклинивания бурового става в скважине осыпавшейся породой, с другой стороны снижение разности диаметров ведет к потере прочности соединения. Рис. 3. Ниппельное соединение в два стыка 1,3 – штанги, 2 – ниппель Однако, стоит отметить, что ниппельное соединение по ГОСТу, например предлагаемое ФГУП Серовский механический завод (г. Серов) ниппельные соединения НИП.СОЕД.АБ Д.42 [ БИ 239-216 ] и НИП.СОЕД.АБ Д.50 [ БИ 239215.000 ] при закручивании в штангу создают в соединении два стыка вместо одного, то есть обе штанги упираются непосредственно в ниппель, а не друг в друга. Такая конструкция позволяет легче выкручивать ниппель из соединения и, также как и в случае муфты с буртиком, всегда одинакова нагрузка на витки резьбы в соединении. Но есть и недостаток, при использовании этой конструкции при ударных способах бурения наблюдается низкая стойкость соединения и чаще всего ломается ниппель в месте стыка со штангой, при этом создается некоторое неудобство выкручивания сломанной части ниппеля из штанги. Предлагается конструкция, когда ниппель находится полностью внутри соединения штанг, и штанги соединяются стык в стык. Такая конструкция также имеет свои преимущества и недостатки. Наличие одного стыка между штангами благоприятно способствует передаче нагрузки непосредственно от штанги к штанге (хотя здесь многое еще зависит от качества поверхности торцев: шероховатости поверхности, наличие микротрещин и пр.), плюс отсутствие значительных изгибающих нагрузок на ниппель, за счет нежесткой связи ниппеля со штангой, способствует продолжительной работе соединения. Однако, в данной конструкции затруднено четкое фиксирование ниппеля относительно штанги. Но этот вопрос поддается решению и есть несколько вариантов его решения: 1) можно использовать радиальные лыски под накидной ключ в части ниппеля, обращенной к забою скважины (рис. 4); 2) можно использовать коническую поверхность в части ниппеля, обращенной к забою (рис. 5); 3) необходимо использовать в центральной части ниппеля буртик и соответствующие проточки в штангах (рис. 6); 4) можно использовать зажим в части ниппеля, обращенной к забою скважины (рисунок не приводится, т.к. конструкция еще не защищена авторским правом). Пункты 1 и 2 менее предпочтительны, так как наблюдается нарушение гладкости буровой колонны и соединение получается неразъемным, хотя присутствует четкая фиксация ниппеля относительно штанг и нежесткое соединение ниппеля со штангой, что дает преимущество при развинчивании соединения – ниппель всегда остается с одной определенной стороны. По пунктам 3 и 4 соединение остается гладким и, в случае 3 соединение полностью разъемное, но ниппель не обязательно будет оставаться с одной определенной стороны, хотя в соединении остается одинаковой нагрузка на витки резьбы. В случае 4 несколько усложнена конструкция ниппеля, но не нарушается наружная поверхность штанги, присутствует четкая фиксация ниппеля относительно штанги, хотя соединение вряд ли удастся разобрать. Рис. 4. Ниппельное соединение с радиальными лысками 1,2 – штанги, 3 – ниппель. Рис. 5. Ниппельное соединение с конической поверхностью 1,2 – штанги, 3 – ниппель. Рис. 6. Ниппельное соединение с буртиком и проточками в штангах 1,2 – штанги, 3 – ниппель. Сравнивая муфтовое и ниппельное соединение в условиях подземной разработки месторождений по долговечности, то первенство по праву можно отдать ниппельному. Для пояснения данного вопроса обратимся к волновой теории удара. При нанесении удара бойком перфоратора по торцу хвостовика волна передается через соединение хвостовика к штанге, тип соединения в данном случае зависит от многих факторов, поэтому для упрощения рассмотрим передачу энергии от штанги к штанге. Ударная волна, проходя по штанге, создает «бочку» деформации в радиальном направлении, т.е. штанга испытывает напряжение растяжения, проходя через муфту «бочка» воздействует на нее, вследствие чего муфта испытывает напряжения сжатия. После прохождения «бочки» через соединение нагрузки меняются в обратную сторону. Именно из-за воздействия циклических нагрузок сжатия-растяжения на торцах муфты появляются микротрещины и муфта, в конце концов, выходит из строя. Рассматривая прохождение ударной волны через ниппельное соединение нужно констатировать, что «бочка», проходя через соединение, не воздействует на ниппель, поскольку он находится внутри. Ниппель же в данный момент времени находится в «подвешенном» состоянии и не испытывает каких-либо нагрузок. После разборки обоих видов соединений наблюдается нагрев муфт, чего не скажешь о ниппелях. Для проведения экспериментальных исследований передачи энергии ударных импульсов по ставу штанг длиной 36 м в искусственной скважине были выбраны штанги 40 мм и 32 мм соединенные муфтами и штанги 33,5 мм, соединенные ниппелями. Нанесение ударов проводилось 6 различными бойками разной длины и диаметра. Длительность ударного импульса по мере передачи его по ставу штанг муфтового соединения 32 мм увеличивается больше чем в ниппельном ставе 33,5 мм, но меньше чем в ставе штанг 40 мм. Это объясняется тем, что став штанг 32 мм является средним по величине силовых нагрузок на единицу площади поперечного сечения штанг. Спектральный анализ полученных осциллограмм показывает, что чем больше длительность ударного импульса, тем меньше в его спектре доля высокочастотных составляющих, а, следовательно, меньше относительные потери энергии импульсов при передаче их по составным буровым штангам с муфтовыми соединениями. В тоже время длительность ударных импульсов выше, чем больше длина бойка, его вес и ниже продольная жесткость става штанг. Однако эти взаимосвязи можно наблюдать только при чисто упругих деформациях. Если удельные нагрузки на штанги става и их соединения настолько велики, что становится существенной доля неупругой деформации, как это происходит при ударном нагружении ниппельного става самым мощным бойком, то потери энергии на неупругие деформации могут оказаться решающими в эффективности передачи ударных импульсов. Анализ экспериментальных данных показывает, что коэффициент передачи энергии импульса практически не зависит от предударной скорости бойка. Так, при проведении экспериментов со ставом штанг 32 мм соединенного муфтами было выявлено, что максимальный коэффициент передачи при прохождении импульса через 35 соединений с использованием самого тяжелого бойка (75 мм, l=450 мм) с предударной скоростью 7 м/с, составил 81%, а при использовании того же бойка с предударной скоростью 5 м/с – 74%. Минимальный коэффициент передачи энергии и амплитуды импульсов отмечен при нанесении ударов самым легким бойком (34мм, l=330 мм) – всего 34-36% от энергии ударного импульса, зафиксированной в 15 м от начала става штанг, амплитуда же снизилась до 45% от первоначальной. Энергия ударных импульсов сформированных другими бойками составляет от 50 до 60% первоначального значения. При передаче ударных импульсов по ставу штанг 40 мм не наблюдалось повышения потерь энергии с повышением ударной скорости бойков, напротив, у 4 из 6 бойков коэффициент передачи оказался выше при скорости удара 7 м/с, у самого легкого бойка также наблюдалось интенсивное снижение коэффициента передачи энергии и амплитуды импульса на первых 9 м става. Остальные бойки обеспечивают почти линейное снижение, передаваемое по ставу штанг энергии импульсов. Более стабильный и высокий коэффициент передачи наблюдается у става штанг 33,5 мм, соединенного ниппелями для всех бойков, за исключением самого тяжелого – он показывает примерно равный коэффициент передачи для муфтового и ниппельного соединения. Отсутствие преимущества в этом случае можно объяснить высокими удельными нагрузками в ниппельном ставе (конструктивно площадь сечения штанг 32 1,7 площади сечения штанг 33,5). Причем, коэффициент передачи энергии с предударной скоростью бойка 5 м/с колеблется от 72 до 76%, а при скорости бойка 7 м/с – от 70 до 75%. Таким образом, в расчете на одно соединение суммарные потери энергии ударного импульса, то есть с учетом потерь на внутреннее трение в материале штанг, составляют в данном случае не более 0,86%. А если учесть, что максимальное снижение коэффициента передачи зафиксировано на первых 9 метрах скважины на всех бойках и штангах, то для дальнейших соединений потери составляют только 0,6% (на одно соединение). Кроме высокого коэффициента передачи энергии ударного импульса став штанг с полностью скрытыми в них соединительными элементами – ниппелями обеспечивает хорошую промывку глубоких нисходящих скважин благодаря отсутствию завихрений промывочной жидкости со шламом в скважине возле ниппельных соединений штанг, которые наблюдаются в муфтовом ставе. Также исключается возможность заклинивания става штанг при его выемке из скважины. Бурение нисходящих скважин облегчает работу механизма подачи става и позволяет своевременно, за период между двумя последующими ударами поршня перфоратора обеспечить плотный контакт коронки с забоем скважины. Последнее является решающим фактором эффективного использования энергии ударных импульсов для разрушения породы. В то же время значительно снижается энергия и количество отраженных от коронки импульсов волной растяжения, которые являются основной причиной разрушения става штанг. Применение предлагаемых ниппелей в качестве соединительного элемента позволяет снизить общий диаметр бурения до минимума, что позволяет эффективно расходовать производственные мощности, т.к. для разведки мест полезных ископаемых диаметр скважины не столь важен. Важно, что бурение скважин малых диаметров дается легче и быстрее. 6. Права на интеллектуальную собственность 1. Патент на полезную модель №49880. Россия. МПК Е21В 17/042. Резьбовое соединение буровых штанг / Саруев Л.А., Саруев А.Л., Казанцев А.А. Заявлено 07.06.2005; опубл. 10.12.2005 БИПМ № 34. 2. Патент на полезную модель №60589. Россия. МПК Е21В 17/042. Резьбовое соединение буровых труб / Казанцев А.А., Саруев Л.А. Заявлено 02.05.2006; опубл. 27.01.2007, БИПМ №3 3. Патент на полезную модель №60590. Россия. МПК Е21В 17/042. Резьбовое соединение бурильных труб / Казанцев А.А., Саруев Л.А., Саруев А.Л. Заявлено 02.05.2006; опубл. 27.01.2007, БИПМ №3 4. Патент на полезную модель №60591. Россия. МПК Е21В 17/042. Резьбовое соединение буровых штанг / Казанцев А.А., Саруев Л.А., Саруев А.Л. Заявлено 02.05.2006; опубл. 27.01.2007, БИПМ №3 5. Казанцев А.А., Саруев Л.А., Саруев А.Л. Ниппельное соединение буровых штанг. Патент на полезную модель №63843. Россия. МПК Е21В 17/042 (2006.01) по заявке № 2007102326/22 Заявл. 22.01.2007; опубл. 10.06.2007, БИПМ №16. 6. Казанцев А.А., Саруев Л.А., Саруев А.Л. Ниппельное соединение буровых штанг. Патент на полезную модель №64674. Россия. МПК Е21В 17/042 (2006.01) по заявке № 2007102331/22 Заявл. 22.01.2007; опубл. 10.07.2007, БИПМ №19. 7. Казанцев А.А., Саруев Л.А., Саруев А.Л. Ниппельное соединение буровых штанг. Патент на полезную модель №64675. Россия. МПК Е21В 17/042 (2006.01) по заявке № 2007102324/22 Заявл. 22.01.2007; опубл. 10.07.2007, БИПМ №19. 8. Казанцев А.А., Саруев Л.А., Саруев А.Л. Ниппельное соединение буровых штанг. Патент на полезную модель №64676. Россия. МПК Е21В 17/042 (2006.01) по заявке № 2007102351/22 Заявл. 22.01.2007; опубл. 10.07.2007, БИПМ №19. 7. Конкурентные преимущества Конкурентные преимущества предлагаемого проекта выводятся только за счет конструкции соединительных элементов штанг. Сюда относятся: 1. конструкция соединительного элемента полностью исключает заклинивание колонны штанг в скважине; 2. минимальный диаметр штанг – 33,5 мм 3. долговечность в несколько раз выше, чем у муфтовых и замковых соединений; 4. более легкий став штанг; 5. хорошая промывка нисходящих скважин; 6. затраты времени и энергии на бурение значительно ниже; 7. снижены затраты времени на подготовительные операции: возможность механизации и автоматизации сборки и разборки става штанг, причем ниппель всегда остается только со стороны забоя скважины; 8. высокий коэффициент передачи энергии к забою скважины – до 70-75% при длине става 40-50 м; 9. простота конструкции и изготовления (в любой мастерской) – не требует высокой точности обработки (достаточно 14-го квалитета точности); 10.нагрузка на витки резьбы в двух соединяемых штангах всегда одинаковая, т.к. штанги навинчиваются на ниппель всегда с одинаковым числом витков. Прямым конкурентом на сегодняшний день довольно много и все они производят общеизвестные виды соединений, это –ОАО «Завод бурового оборудования», г. Оренбург, объем продаж за 2005 год – 55 млн. руб. более новых сведений нет. ООО «Горный инструмент», г. Новокузнецк и ОАО «Старооскольский механический завод». Сведений об объемах продаж нет. 8. Рынок сбыта Рынок сбыта предлагаемого продукта: индивидуальные предприятия (подземные рудники, шахты), промышленные предприятия (заводы): «Завод бурового оборудования», г. Оренбург – производство бурового инструмента (в 2005 г. реализовал продукцию на сумму 55 млн. руб.), «Старооскольский механический завод» и др. 9. Порядок коммерциализации результатов разработки 1. Изготовление и производственные испытания опытного образца. Опытный образец можно изготовить на ОАО «Завод бурового оборудования», г. Оренбург. Производственные испытания возможно провести на Приаргунском ПГХО (г. Краснокаменск, Читинской области), путем замены составного бура для БУ80 НБ на собственный и сравнить результаты. 2. Публикация результатов испытаний в центральных реферируемых и специализируемых журналах в т.ч. и зарубежом. («Горное оборудование и электромеханика», г. Москва, «Горный Журнал. Цветные металлы», г. Москва, «Mining Journal», Великобритания и др.) 3. Защита прав интеллектуальной собственности. 4. Реклама продукта на рынке. Участие в специализированных выставкахпродажах. «Экспо-уголь», (г. Новокузнецк, Кемеровская область), «Экспо-Сибирь» (г. Кемерово) с заключением контрактов на изготовление продукции либо для частных предприятий, либо продажа прав на изготовление под процент от продаж промышленным предприятиям или частным фирмам. К настоящему моменту имеется конструкторская документация на элементы колонны штанг. Конструкция продумана с точки зрения волновой теории удара. Готовится к защите кандидатская диссертация. В реализации проекта участвуют: Казанцев Антон Александрович, аспирант ЮТИ ТПУ (руководитель проекта); Саруев Лев Алексеевич, д.т.н., проф. ТПУ(консультант); Саруев Алексей Львович, к.т.н., доц. ТПУ (консультант); Анучин Александр Викторович, студ. ЮТИ ТПУ (помощник руководителя проекта). Предполагаемый бизнес-план Годы Предполагаемая себестоимость, руб. (за колонну штанг ~80 м) Цена за единицу, Объем руб. реализации, шт. (за колонну штанг ~80 м) Прибыль, руб. 2008 100 000 140 000 10 400 000 2009 110 000 150 000 60 2 400 000 2010 120 000 160 000 100 4 000 000 10. Состояние и источники инвестирования в реализацию проекта Автор проекта участвует в качестве соисполнителя в подобном проекте, поддержаным в 2007 г. фондом Бортника. Сумма – 200 тыс. руб., но серьезных исследований и испытаний не проводилось. Финансирование данного проекта ранее осуществлялось. Авторы проекта обращались к частным и промышленным организациям, но сотрудничества так и не получилось, ввиду наличия собственных разработок, либо устаревшего оборудования. Приглашаем инвесторов принять участие в реализации проекта. Уставной капитал формирует инвестор, прибыль и сроки устанавливаются в порядке обсуждения. 11. Предстоящие затраты по проекту Для реализации первой стадии проекта – изготовления и испытания необходимо не менее 400 000 руб.