Стабилизатор тока сварочной дуги. Основным недостатком сварочных
реклама

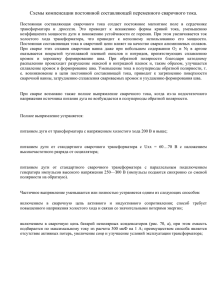
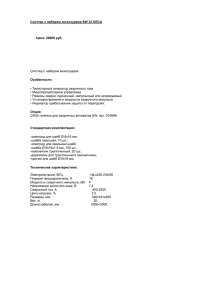
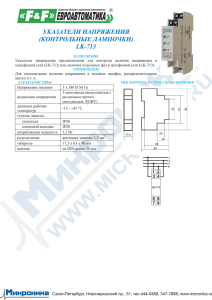
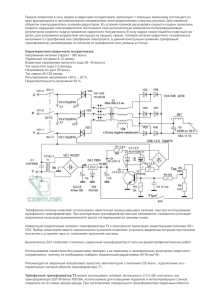
Стабилизатор тока сварочной дуги. Основным недостатком сварочных трансформаторов переменного тока является циклическое прерывание горения дуги, вызванное периодическими переходами сварочного тока через нулевые значения при смене полярности на электроде и изделии, что негативно сказывается на качестве сварного шва. Стабилизатор сварочной дуги (ССД) позволяет устранить некоторые недостатки, а так же расширить возможности сварочного аппарата и повысить качество сварного шва. Подключение стабилизатора сварочной дуги к сварочному трансформатору делает его универсальным по сварочно-технологическим свойствам, т.е. в этом случае сварочный трансформатор может заменить выпрямитель или установку для аргонно-дуговой сварки, что дает возможность осуществлять сварку переменным током в таких случаях: а) при ручной дуговой сварке черных сталей плавящимися электродами, предназначенными для переменного тока (типа АНО-4, МР-3 и пр.) и для постоянного тока (типа УОНИ, ТМЛ, ТМУ и пр.); б) при ручной дуговой сварке нержавеющих и специальных сталей плавящимися электродами (типа ОЗЛ, ЦЛ, ЦТ и пр.); в) при ручной дуговой сварке чугуна плавящимися электродами (типа МНЧ, ЦЧ и пр.); г) при аргонно-дуговой сварке неплавящимся электродом нержавеющих сталей, алюминия и его сплавов в тех случаях, когда допускается начальное зажигание дуги от короткого замыкания. Применение сварочных трансформаторов совместно со стабилизатором сварочной дуги позволяет получить существенный экономический эффект благодаря: 1) увеличению на (10..15) % времени горения дуги в общем времени работы сварщика за счет более раннего поджига дуги в каждый полупериод синусоиды сварочного тока; 2) уменьшения расхода электродов и увеличения коэффициента наплавки за счет увеличения стабильности процесса сварки и уменьшения разбрызгивания металла; 3) снижения требований к квалификации сварщика, так как высокая стабильность горения дуги позволяет сварщику выполнять работы более качественно; 4) многофункциональности, позволяющей использовать трансформатор взамен выпрямителя или установки для аргонодуговой сварки. Предлагаемое читателям устройство собрано на широкодоступной элементной базе. Благодаря применению современных компонентов отличается малыми габаритами и весом, что позволяет использовать его совместно с любым сварочным трансформатором переменного тока. Подключается ССД к сварочному аппарату параллельно его вторичной (силовой) обмотке и монтируется в любом свободном месте внутри корпуса сварочного трансформатора. При использовании ССД сварочный аппарат варит "мягко", как при постоянном токе, шов получается блестящим с минимальным количеством посторонних включений в виде шлака. Принцип действия подобных устройств, в принципе одинаков. Он основан на явлении ЭДС самоиндукции трансформатора, возникающей при отключении нагрузки в момент нарастания синусоидального напряжения. В данном случае в качестве нагрузки выступает резистор R1 и открытый переход полевого транзистора с индуцируемым каналом VT1. По сварочной цепи, образованной зажимами, кабелями, сварочным электродом и свариваемыми поверхностями ток не протекает, так как напряжение на выходе трансформатора ещё не достигло значения, необходимого для «поджига» дуги. Таким образом для получения повышенного напряжения на выходе сварочного трансформатора не нужно применять какие-либо преобразователи напряжения, накопительные конденсаторы и т.п., достаточно лишь после начала роста выходного напряжения сварочного трансформатора, после перехода сети через «ноль» кратковременно закоротить вторичную обмотку этого трансформатора. Возникающий после снятия КЗ выброс напряжения достигает в пике значения 150…400 В. Однако такое значение напряжения получается лишь при холостом ходе сварочного аппарата. При поднесении сварочного электрода на расстояние 1…2 мм. К свариваемым поверхностям воздушный промежуток пробивается и протекающий ток сварочной дуги мгновенно гасит возникающий импульс напряжения. Поэтому, подключив осциллограф к сварочному аппарату и зажигая дугу, видно, что выброс напряжения достигает лишь пикового значения в 30…60 В., что соответствует напряжению зажигания дуги. Лавинный рост тока дуги в этом случае препятствует росту напряжения до значительных значений. Чего не скажешь о режиме холостого хода. По этому необходимо использование двойной изоляции рукоятки держателя электродов и соблюдение необходимых предосторожностей при работе со сварочным аппаратом с установленным ССД. Схемотехнически принцип работы устройства заключается в следующем: Диодный мост VD1-VD4 выпрямляет поступающее от сварочного трансформатора через предохранитель FU1 напряжение. По мере роста напряжения сначала, током протекающим через резистор R5 открывается транзистор VT3, затем напряжение, поступающее с резистора R6 отпирает тиристор VS1. В результате отпирается пара транзисторов VT2-VT1 и нарастающий ток короткого замыкания сварочного трансформатора начинает протекать через резистор R1. Падение напряжения на резисторе и открытом силовом транзисторе составляет 1…2В. Этого значения достаточно для удержания тиристора VS1 в открытом состоянии. С ростом напряжения на выходе сварочного трансформатора увеличивается и ток, протекающий черезR1, вызывая рост напряжения на управляющем электроде тиристора VS2. По достижению напряжением на R1 значения около 3 В. тиристор открывается и шунтирует базу транзистора VT3, вызывая лавинное запирание всей цепочки транзисторов. Ток через устройство снижается до значения 5…10 мА., а сварочный трансформатор генерирует высоковольтный выброс. Стабилитрон VD5 предназначен для защиты транзистора VT1, хотя может быть он и лишний, но как говорится надёжность прежде всего. Параллельно с резистором R3 можно включить резистор R11 и светодиод, который будет индицировать работу ключевого транзистора. Светодиод при этом монтируется на плату со стороны печатных проводников. Следует заметить, что нормальная работа устройства при указанных на схеме номиналах не гарантируется. Это объясняется значительным разбросом параметров активных элементов, и в первую очередь тиристоров. Кроме того даже правильно настроенный ССД, идеально работающий с одним сварочным трансформатором не даст никакого эффекта при подключении к другому. Это делает невозможным массовое производство подобных устройств. Настройку устройства следует проводить при его подключении к сварочному трансформатору, причём к тому, на котором в дальнейшем оно будет установлено. Настройка производится на холостом ходе сварочного трансформатора при подключенном параллельно устройству осциллографе. Подбором R5 добиваются максимальной амплитуды выброса, следя за тем, чтобы транзистор VT1 не перегревался. Затем подбором R6 импульс «сдвигают» максимально близко к началу перехода сетевого напряжения через ноль, следя за тем, чтобы его амплитуда значительно не уменьшилась, затем снова подбором R5 добиваются максимальной амплитуды выброса, не забывая контролировать температуру силового транзистора. При значительном нагреве VT1 следует уменьшить длительность импульса короткого замыкания, уменьшая сопротивление R10. Как примерно должна выглядеть осциллограмма напряжения, полученная на выходе сварочного трансформатора при правильно настроенном устройстве показано на рис.2. Конструктивно ССД размещён в подходящем пластмассовом корпусе (в авторском экземпляре использована обычная мыльница), к основанию которого прикручена алюминиевая пластина-теплоотвод, к которой внутри корпуса, сквозь печатную плату, прикручены силовые элементы VD1-VD4 и VT1 (рис.3). В пластине предусмотрены отверстия для крепления к корпусу сварочного трансформатора. Чертёж проводников печатной платы и расположение элементов на ней, изображено на рисунках 4 и 5соответственно. Схема подключения к сварочному трансформатору показана на рис.7. Скачать чертёж печатной платы в формате LAY можно отсюда, а принципиальную схему в формате S-Plan отсюда. Внимание! Устройство генерирует импульсы напряжением до 400 В. при настройке и эксплуатации соблюдайте необходимые меры техники безопасности. Автор не несёт ответственности за возможную порчу оборудования или иной ущерб, вызванный использованием или невозможностью использования данного устройства.