Дерево обрабатывающее оборудование
реклама

В.
к.
ГУК, Б.
я.
ЗАХОЖАЙ
Дерево­
обрабатывающее
оборудование
( Справочное пособие)
КИЕВ «БУДШ ЕЛЬНИК» 1978
ПРЕДИСЛОВИЕ
В десятом пятилетием плане предусмотрено дальнейшее развитие всех
отраслей строительной индустрии, лесной и деревообрабатывающ ей промыш­
ленности. Разрабаты ваю тся и внедряются новые технологические процессы,
прогрессивные материалы, высокопроизводительные универсальные и специ­
ализированные станки и линии, что позволяет значительно повысить качество
выпускаемой продукции и эффективность труда.
Успешное решение одной из основных экономических задач по макси­
мальному удовлетворению потребностей народного хозяйства и населения
в высококачественных изделиях из древесины возможно лишь на основе
ускоренных темпов технического прогресса, определяемого уровнем развития
лесотехнической науки и объемами практической реализации ее достижений
в производстве. П реж де всего здесь следует иметь в виду разработку и
внедрение нового высокопроизводительного универсального и специализиро­
ванного и применение серийно выпускаемого деревообрабатывающ его обору­
дования на всех стадиях изготовления продукции, начиная от раскроя
круглого леса на пиломатериалы и заготовки и заканчивая операциями по
отделке и сборке готовых изделий. Это — высокоэффективное бревнопильное
оборудование, полуавтоматические станки и линии для программированного
раскроя досок и листовых материалов, агрегатные станки и линии для точ­
ной обработки брусковых деталей, полуавтоматические линии для облицовки
щитов на базе одноэтажных прессов, линии повторной машинной обработки
щитовых элементов мебели и т. д.
Внедрение достижений технического прогресса, и в первую очередь нового
оборудования, долж но стать средством повышения экономической эфф ектив­
ности производства и качества выпускаемой продукции. Это требует от ин­
женерно-технических работников предприятий четкой ориентации в техни­
ческих возможностях машин и механизмов, умения выбрать из них наиболее
эффективные с учетом конкретной производственной ситуации.
О БО РУ ДО ВАН И Е Д Л Я ОКОРКИ
И РАСПИЛОВКИ БРЕВЕН
ОКОРОЧНЫЕ СТАНКИ
Окорка пиловочного сырья производится для повышения производитель­
ности лесопильного оборудования, улучшения качества пиломатериалов, сни­
жения расхода инструмента и мощности на пиление, а такж е для получения
высококачественной технологической щепы для изготовления целлюлозы,
древесноволокнистых и древесностружечных плит.
Широкое применение в лесопильной промышленности получили, напри­
мер, такие окорочные станки роторного типа с короснимателями, как
ОК-66М и ОК-63 (табл. 1).
3
Таблица
1
Техническая характеристика окорочных станков (ГОСТ 16021-70,
ГОСТ 20561-75)
П ок азател ь
Диаметр бревна
Наименьшая длина
бревна
Частота вращения но­
жевого ротора
Количество окоривающих ножей
Число скоростей ме­
ханизма подачи
Скорость подачи
Едини-,
ц а изме
рения
ОК-35М »
ММ
ОК-66М
ОК-63 **
70—350
100— 660
100—580
м
1,5
3
3
об/мин
350
180
135— 180
шт.
5
5
6
—
м/мин
Мощность
Габаритные размеры
кВт
мм
Масса:
без рольгангов
с рольгангами
Стоимость
кг
»
руб.
2
24,37
22,7
1600Х1260Х
Х1585 (без
рольгангов)
1870
3370
3350
—
6
0,5—60
84; 11,4; 17;
(бесступенчатая) 21,5; 29; 43,5
40
31
15 610Х 2884Х 12 300 X 2235 X
Х2240 (с роль­ Х2055 (с роль­
гангами)
гангами)
5650
8300
7400
8900
10 950
12 400
* И зготовитель Новозы бковский ст ан к озав од (Брянская обл.).
** И зготовитель П етрозаводский стан к озав од.
Окорка бревен осуществляется в процессе их продвижения через внут­
реннюю полость вращающ егося ротора, выполненного в виде массивного
стального кольца, с закрепленными на его внутренней поверхности коросни­
мателями. Усилие прижима короснимателей регулируется изменением натя­
жения пружин прижимного механизма.
ОБОРУДОВАНИЕ ДЛЯ РАСПИЛОВКИ БРЕВЕН
Лесопильные рамы
Лесопильные рамы делятся на две группы: вертикальные, предназна­
ченные главным образом для групповой распиловки бревен преимущественно
из древесины хвойных пород, и горизонтальные, предназначенные для пере­
работки крупномерного сырья на брусы (в основном в производстве строга­
ного шпона).
Вертикальные лесопильные рамы можно классифицировать:
а) по назначению: для распиловки на брусья и доски длинномерных
бревен длиной от 3 до 7,5 м; для распиловки на брусья и доски коротко­
мерных бревен длиной до 3 м; для распиловки тонкомерного сырья диамет­
ром меньше 20 см на тарные дощечки;
б) по этажности: двух-, полутора- и одноэтажные (табл. 2 и 3);
в) по способу установки: стационарные, используемые на постоянно
действующих предприятиях и отличающиеся высокой производительностью;
передвижиые, имеющие относительно невысокую производительность; пере­
носные (встречаются редко);
4
Таблица
2
Техническая характеристика одноэтажных лесопильных рам (ГОСТ 10294-75)
Единица
измерения
П оказатель
Просвет пильной рамки
Ход пильной рамки
Наибольшая
вала
подача
ЛРВ-1 (РПМ)
г-Т-2
*
РГ-130 **
РК *♦*
ММ
650
350
1600
650
»
410
200
800
410
1,6—23,4
Непрерывная
подача
4—24
на 1 оборот
м м /о б
Наибольшее количество пил в по­
ставе
ш т.
Частота вращения коленчатого ва­
ла
2 — 22
(непрерыв­
ная)
12
10
16
об/мин
210
600
180
215
кВт
27,5
22
20
63,8
Габаритные размеры
мм
6 75 0 X 2 7 2 6 X 2 8 1 0
Масса
кг
Мощность
вода
электродвигателя
“
при­
12 6 1 0 X 6 0 2 0 X 2 7 8 0
22 0 0 X 2 2 0 0 X 2 3 1 0
3500
8960
6612
2200
6000
5660
1695X 1250X 1970
(с подрамниками)
8900 (с ходовой
частью и принад­
лежностями)
Стоимость
руб.
—
* И зготовитель Тарбагатайский деревообрабаты ваю щ ий завод (Ч итинская обл.)
** И зготовитель Я рославский за в о д «П ролетарская свобода»
*** И зготовитель Новозы бковский станкозавод
Техническая характеристика двухэтажных лесопильных рам* (ГОСТ 10295-']
П оказатель
Единица
измерения
Просвет пильной рамки
Ход пильной рамки
Частота вращения коленчатого
вала
Наибольшее количество пил в
поставе
Наибольшая подача на 1 оборот
вала
Мощность электродвигателя
привода
Габаритные размеры
Масса
Стоимость
РД75-6
Р Д 75-7
2P63-I
мм
»
750
600
750
600
630
700
об/мин
320
320
345
шт.
12
12
12
мм
50
50
кВт
мм
кг
руб.
89,87
2900X 2750X
Х5400
16 800
12 300
110,87
15 900
11 500
—
137,75
2850х 2630X
Х5245
17 900
24 100
* И зготовитель Вологодский за в о д «Северный ком м унар».
г) по числу поставов: одно- и двухпоставные (последние применяются
очень р ед к о );
д) по ширине просвета: широкопросветные — с просветом от 900 до
1100 мм; среднепросветные — с просветом от 600 до 800 мм\ узкопросветные — с просветом от 350 до 500 мм\ сверхш ирокопросветные— с просветом
от 1100 мм и выше.
е) по виду подачи: с непрерывной (бревно подается вальцами во время
рабочего и холостого ходов); с толчковой — однотолчковой (бревно подается
только за рабочий или холостой ход) и двухтолчковой (подача осуществ­
ляется двумя толчками: п ер вы й — за рабочий ход и второй — за холостой).
Толчковая подача отраж ается на механизмах подачи и применяется
лишь в тихоходных рамах легкого типа.
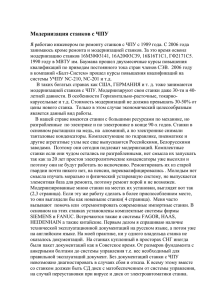
Конструкция вертикальной рамы показана на рис. 1.
Ленточнопильные станки
При распиловке бревен лесопильными рамами наблюдаются значитель­
ные потери древесины в опилки. Кроме того, увеличиваются трудозатраты
на подготовку сырья к распиловке и сортировке по размерно-качественным
группам. Это особенно характерно для распиловки древесины твердых
лиственных пород, диапазон размерно-качественного состава которых по срав­
нению с хвойным сырьем значительно больший, а объемы переработки срав­
нительно невелики. В этих условиях тщ ательная сортировка сырья по дли­
нам, диаметрам и качеству очень трудоемка, а в некоторых случаях практи­
чески неосуществима.
Ленточнопильное оборудование характеризуется высокой производитель­
ностью, повышенным качественным и количественным выходом продукции,
меньшими потерями древесины в опилки, меньшим расходом мощности на
резание и резким сокращением затрат труда на сортировку сырья по срав­
нению с лесопильными рамами. Ш ирокое применение для распиловки бревен
получили вертикальные ленточнопильные станки (табл. 4) со специальным
грузовым рычажным механизмом. Р абочая ветвь пильной лепты проходит
6
Таблица
3
ГОСТ 16415-70)
2Р63-2
РД110-2М
2Р80-10
2Р80-20
2Р100-2
630
700
1100
600
800
700
800
700
1000
700
345
235
320
320
250
12
20
14
14
20
22
70
70
—
135,75
2330 X 2 6 3 0 X
Х 5070
17 100
21 500
142
3600 X 3 100 X
Х 5400
21 310
15 500
139,6
2850X 2630X
Х 5400
21000
25000
—
132,3
2330X 2630X
Х 5150
167,8
2900X 3035X
Х 5585
22 400
250 000
в двух направляющих, верхняя из которых (в зависимости от диаметра рас­
пиливаемого сырья) перемещается по вертикали.
Бревно устанавливается и укрепляется на базирующей тележке, обору­
дованной передвижными стойками с захватами с гидравлическим приводом
и направляющими. Тележка с бревном перемещается гидродвигателем с бес­
ступенчатым регулированием скорости подачи. При холостом ходе тележки
рама с бревном отходит от плоскости пропила. Управление ленточнопильны­
ми станками производится с пульта.
Двухпильные ленточнопильные станки, выпускаемые фирмой «Стеннер»
(«Stenner», Англия), состоят из пильных блоков, механизма подачи и уста­
новочного механизма (табл. 5). Пила натягивается посредством чувстви­
тельной призматической системы, обеспечивающей постоянное амортизируемое
натяжение. Оно контролируется с помощью градуированного индикатора.
Пильные блоки перемещаются винтовым механизмом, приводимым в движ е­
ние электродвигателем, со скоростью 25 м/с и устанавливаю тся на заданный
размер гидравлическим механизмом в течение 2 с. Перемещение блоков ре­
гулируется с помощью шкалы.
Д ля индивидуальной распиловки крупномерного сырья и низкокачествен­
ной
древесины
применяются
вертикальные
ленточнопильные
станки
ЛБ150-1 и ЛБ240 (см. табл. 4).
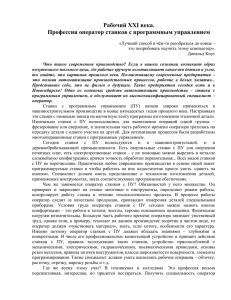
Вертикальный ленточнопильный станок (рис. 2) имеет станину, на ко­
торой смонтированы верхний и нижний шкивы для пильной ленты. Верхний
шкив перемещается по вертикали и в стороны. Нижний шкив ведущий.
Пильная лента натягивается с помощью самоцентрирующих откидных ры ча­
гов, управляемых пневматически.
Станки управляются одним человеком с пульта.
Недостатком описанных станков является отсутствие механизма для
установки кривых бревен, недостаточно жесткое базирование бревна и от­
сутствие направляющих ножей, что не позволяет распиливать бревна не­
правильной формы.
Двухпильные ленточнопильные станки, выпускаемые западногерманской
фирмой «Канали» («C anali»), аналогичны рассмотренным выше (табл. 6)
Выпускаются такж е четырехпильные станки.
7
CE>1
Пипа
Рис. 1. Общий вид (а ) и схема (б )
лесопильной рамы РД75-6/7:
1 — ф у н д а м ен т н а я
пли та;
2 — опоры
ко­
лен ч а т о г о в ала; 3 — коленч аты й вал; 4 —
стойки; 5 — боковины ; 6 — м ех а н и зм и зм е ­
нения ук л он а пильной р ам к и; 7 — м е х а ­
низм п р и в од а пильной р ам к и; 8 — н а п р а в ­
ля ю щ и й
аппарат
(н о ж и );
9 — м ех а н и зм
п р и в од а п о д а ю щ и х вальцов; 1 0 — ш атун;
U — ленточны й т ор м о з; 12 — н и ж н и е п о п е­
р еч ны е связи; / 3 — п о д а ю щ и е вальцы ; 14 —
п л ун ж ер н ы й м н огосек ц и он н ы й н а со с; 15 —
в ор ота; 16 — пильная р ам к а ; 17 — верхняя
св язь ; 18 — н ап р ав л я ю щ и е.
Таблица
Техническая характеристика ленточнопильных станков* (ГОСТ 11247-74)
Покаэатель
Циаметр шкивов
Наибольшая высота пропила
Наибольший диаметр бревен
Толщина пильной ленты
Наибольшая ширина
Скорость хода тележки:
рабочего
холостого
Мощность электродвигателя главного
тривода
Частота вращения шкивов
4
Единица
измерения
ЛБ150-1
ЛБ240
мм
»
см
мм
»
1500
750
150
1,6
230
2400
1100
150
2,2; 2,4
350
м/мин
»
До 90
» 125
Д о 120
» 180
кВт
об/мин
75
500
160
400
* Изготовитель Н овозы бковский станкозавод
Д ля промышленности значительный интерес представляет механизм
установки и подачи бревен в эти станки, который обеспечивает четкую и
надежную работу и распиловку впритык. Механизм состоит: из цепного кан­
тователя, представляющего собой четыре пары пластинчатых цепей, укреп­
ляемых под поворотными рычагами; рычажного перекладчика, включающего
Таблица
5
Технические характеристики ленточнопильных станков фирмы «Стеннер»
П оказатель
Диаметр шкивов
Ширина:
шкивов
пилы
Длина пилы:
максимальная
минимальная
Расстояние между пила­
ми:
максимальное
минимальное
Размеры бревен:
диаметр в вершине
длина
Скорость:
резания
подачи
Мощность электродвига­
теля привода пилы
Масса
Единица
измерения
VQT-36
VQT-4&
VQT-60
мм
914
1220
1524
»
64
76
140
152
—
230
5387
5384
7620
7366
9600
508
76
609
76
—
»
мм
»
»
—
_
м
Д о 450
1,2—6
Д о 450
1,2—6
120— 180
1,2—6,5
м/с
м/мин
36,6
0—45
45,7
0,45
_
_
15
—
41
—
13 000
»
кВт
кг
_
9
Рис. 2. Вертикальный
ныи станок:
ленточпопшп
1 - НИЖНИЙ
ш кив;
2 — станина;
3 гр у зо в о й м е х а н и зм ; 4 — в е р х н и й ш ки в- 5 пильная
лента;
6 — т е л е ж к а ; 7 — бревне
три пары пневматических рычагов
систему поворота; подающего транс'
портера с пластинчатыми траверсами;
Уробень
Двухпильные
ленточнопильные
станки с фрезерными головками мо<
дели 245А. изготовляемые шведской
фирмой «Кокум» («Kockums»), пред'!
назначены для распиловки бревен с
переработкой
периферийной
части
эф ф ективно
раб о таю т
без
п од со п ти о о в ки ^ б п Г я^» В
мм. Вр“ “ “
г
Н
Е
d
81,у (Т абл’ 7 ) ' С тан кн
З Т
р “=
, , е С с“ Г
я
ч е т ы ^ е Г ДГ в Г х ..и ™ Г ы х <<1 УСо л ™ т Р>>пп(<0и51аУ K* h r» ) C03^ a
™ нию „ а базе
K domp нячпяш ш .
одного однопильного ленточнопильны х станков
подачи окорочный станок Т ™
вклю чает «Фуговой конвейерный механизм
кянтпйятагт».
-
ок’ металлоискатель, дефектоскопическую установку
«Канали»техническая характеристика ленточнопильных станков фирмГ
П оказатель
Диаметр шкивов
Скорость:
резания
подачи
Наибольшая высота пропила
Расстояние от пилы до колон­
ны станка
Мощность привода ленточ­
ных пил
10
Единица
изм ерения
мм
6
Величина
И ООО
1250
м/с
м/мин
|
1400
1600
30—40
5—50
мм
9000
1050
1150
1500
»
450
620
700
820
кВт
44
60
90
120
По окончании распиловки каретка с остатком бревна (сердцевинной
гсоской) останавливается, включается механизм сброса остатка на рольганг,
) каретка с разведенными штангами возвращ ается со скоростью 80 м/мин
ia позицию заж им а очередного бревна.
Управление распиловкой бревна выполняется оператором с пульта.
Рис.
3.
Спаренный
/ — за ж и м н ы е
ш танги:
двухленточнопильный
2 — нап р ав л я ю щ и е;
станок:
3 — ци л и н др;
4 — пилы;
5 — бр евно.
По сравнению с существующим лесопильным оборудованием линия
Л БЛ -1 позволяет повысить производительность труда в 1,6 раза и полезный
выход пилопродукции на 4,4% в результате сокращения потерь древесины
в опилки и уменьшения количества горбылей.
Линия Л БЛ -1 может быть встроена в любые лесопильные потоки при
оборудовании ее типовыми выпускаемыми транспортными средствами.
Линия Л БЛ -1 в сочетании с бревенным ленточнопильным станком Л Б 150
(предназначенным для распиловки крупномерного сырья) представляет ком­
плект оборудования, обеспечивающего переработку ленточнопильными станка­
ми всего пиловочного сырья.
В современном лесопильном производстве широко используется комби­
нирование различных типов деревообрабатывающ его оборудования: лесопиль­
ных рам, ленточнопильных и круглопильных станков, брусующих фрезерных
агрегатов и т. д. Н а их основе создаются различные технологические потоки,
целесообразность применения которых зависит от породы и размерно-качест­
венного состава пиловочного сырья, назначения пилопродукции, объемов рас­
пиловки и т. д.
Проведенный в Укрниимоде технико-экономический анализ 10 различных
потоков для распиловки круглого леса с использованием лесопильных рам
13
Таблица
9
Сравнительная технико-экономическая характеристика вариантов технологических потоков распиловки бревен
Выход пиломатериалов,
числе по сортам:
Варианты потоков
Единица
измерения
П ок азатель
1
2
69,1
71,5
72,5
71,5
72,5
73,5
12,2
22,1
34,8
14.0
24.1
33,4
14.0
24.1
34,4
14.0
24.1
33,4
14.0
24.1
34,4
14,8
24.3
34.4
5
4
з
!
е
7
8
9
10
73.5
73,5
73,5
73,5
14,8
24.3
34.4
14,8
24.3
34.4
14,8
24.3
34.4
13.5
24.6
35.4
в том
1
2
3
%
»
&
Коэффициент сортности
—
2,36
2,426
2,414
2,425
2,414
2,435
2,435
2,435
2,435
2.396
Расход сырья
териалов
м3
1.447
1,399
1,379
1,399
1,379
1,36
1,36
1,36
1,36
1,36
на 1 м3 пилома­
Производительность в смену:
распил сырья
»
109
82
99
93
109
137
159
169
159
288
выработка пиломатериалов
»
75
59
72
66
79
100
117
124
117
212
тыс. м3
56,7
42,7
51,5
48.4
56,7
71,3
82,7
88,0
82,7
150
»
39.1
30.7
37,4
34.4
41,1
52,0
61,0
64,5
61,0
ПО
Производительность в год при
двухсменной работе:
распил сырья
выработка пиломатериалов
Производственная площадь
мг
1200
1200
1400
1400
1400
1600
1600
1600
180Т
2800
Строительный объем зданий
м3
6750
6750
8080
6750
8080
9050
9050
9050
10 200
16 160
Стоимость основных фондов
(включая здания, сооружения,
оборудование и монтаж обору­
дования)
тыс. руб. 248,46
338,44
371,61
350,10
390,97
476,55
491,85
503,51
529,86
748,80
Количество основных рабочих
в смену, в том числе на участ­
ках:
—
24
19
21
19
22
16
* 16
17
16
25
сортировки и подачи сырья в
цех
—
9
7
7
7
7
4
4
4
4
7
распиловки
—
9
7
9
7
9
7
7
7
7
9
сортировки и уборки пило­
продукции, удаления отходов
—
6
5
5
5
6
5
5
6
5
9
Себестоимость
риалов
1 м3 пиломате­
руб.
58,68
58,07
56,79
57,62
56,58
55,98
54,57
54,50
54,80
54,22
Прейскурантная стоимость ] м3
пиломатериалов, получаемых из
сопоставимого сырья
»
67,49
69,33
68,96
69,33
68,96
69,36
69,36
69,36
69,36
68,46
Выработка пиломатериалов на
одного рабочего в смену
м3
3,1
3,1
3,4
3,5
3,6
6,2
7,3
7,3
7,3
8,5
Фондоотдача на I руб. основных
фондов
руб.
9,3
5,3
5,7
5,7
5,7
6,1
6,8
7,0
6,3
8,0
и ленточнопнльных станков различных типов позволяет в каж дом конкретном
случае выбрать наиболее экономичный вариант компоновки оборудований
лесопильного потока. В качестве вариантов были приняты:
1. Узкопросветная лесопильная рама для раскроя тонкомерного и широкопросветная лесопильная рама для переработки крупномерного сырья.
2. Узкопросветная лесопильная рама для раскроя тонкомерного и бревенный ленточнопильный станок для раскроя толстомерного сырья.
3. Узкопросветная лесопильная рама для раскроя тонкомерного и бревенный ленточнопильный станок в сочетании с ленточнопильным делительным
станком для раскроя толстомерного сырья.
4. Узкопросветная лесопильная рама для раскроя тонкомерного и бревенный ленточнопильный станок с пилением за прямой и обратный ход те­
лежки для раскроя крупномерного сырья.
5. Узкопросветная лесопильная рама для раскроя тонкомерного и бревенный ленточнопильный станок с пилением за прямой и обратный ход
тележки в сочетании с ленточнопильным делительным станком для перера­
ботки толстомерного сырья.
6. Сдвоенный ленточнопильный станок с возвратно-поступательным меха­
низмом подачи с пилением только за прямой ход подачи для раскроя
тонкомерного и бревенный ленточнопильный станок в сочетании с ленточно­
пильными делительными станками для раскроя толстомерного сырья.
7. Сдвоенный ленточнопильный станок с возвратно-поступательным ме­
ханизмом подачи с пилением за прямой и обратный ход подачи для раскроя
тонкомерного и бревенный ленточнопильный станок в сочетании с ленточнопильными делительными станками для раскроя толстомерного сырья.
8. Сдвоенный ленточнопильный станок с возвратно-поступательным меха­
низмом подачи с пилением за прямой и обратный ход подачи для раскроя
тонкомерного и бревенный ленточнопильный станок с пилением за прямой
и обратный ход тележки в сочетании с ленточнопильными делительными
станками для раскроя толстомерного сырья.
9. Д ва сдвоенных ленточнопильных станка с возвратно-поступательным
механизмом подачи, один из которых работает за прямой, а второй — за
обратный ход подачи, для раскроя тонкомерного и бревенный ленточнопиль­
ный станок в сочетании с ленточнопильными делительными станками для
раскроя толстомерного сырья.
10. Четыре сдвоенных ленточнопильных станка с непрерывной подачей
в сочетании с делительным станком для переработки тонкомерного и один
бревенный ленточнопильный станок в сочетании с ленточнопильными дели­
тельными станками для раскроя толстомерного сырья.
Перечисленные варианты компоновки основного лесопильного оборудо­
вания в технологических потоках для распиловки круглого леса отличаются
стоимостью, производительностью и возможностью реализации различных
способов раскроя.
В качестве основных критериев эффективности потоков были приняты:
количественный и качественный выход, себестоимость пилопродукции, трудо­
затраты, стоимость оборудования, заним аемая площадь, производительность
потоков, фондоотдача и окупаемость капиталовложений.
П оказатели вариантов потоков рассматривались в сравнении с лесорам­
ными лесопильными потоками, применяющимися в настоящее время, с учетом
раскроя на них дубового пиловочного сырья средним диаметром 28 см на
участке распиловки тонкомерного и диаметром 43 см на участке распиловки
крупномерного сырья (табл. 9).
Данные, приведенные в табл. 9 показывают, что эффективными вариан­
тами комбинаций являются потоки 7, 8, 9 и особенно Ю-й. Однако, если
учесть, что 10-й поток требует высокой степени концентрации производства,
то его трудно рекомендовать к широкому использованию. Варианты 7 и 8-го
потоков, предусматривающие применение сдвоенных ленточнопильных станков
с пилением за прямой я обратный ход механизма подачи, отличаются очень
сложной конструкцией, требующей специальных устройств, обеспечивающих
поочередное изменение наклона натяж ны х шкивов. Поэтому наиболее при16
гм.юмой комбинацией оборудования можно считать вариант 9, предусматриплшпшп применение двух сдвоенных станков, из которых на одном пиление
п|хш шодится за прямой, а на другом — за обратный ход механизма по­
дачи.
Делительные ленточнопильные станки
Делительные станки служ ат для ребрового деления досок и горбылей
(табл. 10, 11). Отечественной станкостроительной промышленностью вы­
пускается вертикальный делительный ленточнопильный станок ЛД-140 с валь­
цовой подачей (рис. 4).
Таблица
10
Техническая характеристика делительных ленточнопильных станков *
П оказатель
Диаметр пильных шкивов
Наибольшая высота про­
пила
Частота вращения шки­
вов
Ширина шкивов
Размеры пилы:
ширина
толщина
длина
Наибольшее расстояние
от пилы до вальцов:
базовых
прижимных
Скорость подачи
Мощность электродвига­
телей:
пилы
механизма подачи
гидронасоса
Габаритные размеры:
длина
ширина
высота над полом
Масса
* Изготовитель
Уссурийский
Единица
измерения
Л Д -150
Л Д - 140-2
Л Д -125
мм
1500
1400
1250
»
500
500
400
об/мин
мм
500
140
550
НО
600
110
»
»
»
150
1.5
9000
125
1.2
8300
125
1.2
7900
»
»
м/мин
—
—
60
8— 100
8— 180
5— 50
8— 150
8—200
5—40
кВт
>
I»
55
1.7
—
30
—
—
20
1.7
1
мм
»
2400
1700
3200
4000
2300
1650
3025
3900
2100
1500
2850
3000
кг
машиностроительный зав од.
17
-rl
18
Таблица
Параметры ленточных пил
(по Ф. М. Манжосу)
11
ленточнопильных станков
Размеры лент, мм
Станки
Бревнопильные:
легкие
средние
тяжелые
Делительные
Столярные
Д иам етр шки­
вов, мм
1100— 1400
1500—2000
2000—3000
1000— 1400
600— 1000
П р и м е ч а н и е . О собо тяж елы е
ше 3000 мм. Обычно Ъ
(0,1—0,16) О:
толщина s
ширина Ь
0,8— 1,4
1,4—2,0
2,0—3,0
0,8— 1,2
0,5—0,8
60— 140
140—250
250—450
50— 170
10—50
станки имеют шкивы
0,001 D мм.
диам етром свы­
Круглопильные станки для распиловки бревен
Круглопильные станки, применяемые для распиловки бревен, по техно­
логическому признаку делятся на две группы: для индивидуального раскроя
С>|)гвен, при котором последние подаются на пилу с помощью тележки
(ЦДТ6-3, Ц Д Т-7), и многопильные для раскроя тонкомерного сырья или
брусьев (Б2Ц , Б8Ц ) (табл. 12, 13).
Применение круглопильных станков для распиловки бревен по сравне­
нию с ленточнопильными из-за более широких пропило* ведет к повышению
щ ходов в 1,5—2 раза. К преимуществам этих станков следует отнести
сравнительно невысокую стоимость, несложный монтаж и обслуживание.
Фрезерно-пильные агрегаты и станки
Фрезерно-пильные агрегаты служ ат для выполнения технологических
операций по переработке тонкомерных бревен на пиломатериалы и техно­
логическую щепу. Советская станкостроительная промышленность выпускает
нгрегат ЛАПБ-1 (табл. 14), состоящий из накопителя; узла первичного
фрезерования, включающего верхнюю и нижнюю фрезерные головки с набо­
ром однорезцовых дисковых фрез; узла вторичного фрезерования, включаю­
щего нижние и верхние фрезерные головки с набором фрез разной формы
н размеров; распиловочного узла, состоящего из пильного вала и блока
дисковых пил; механизма подачи, состоящего из пяти пар горизонтальных
иальцов и одной пары вертикальных роликов.
Принципиальная схема агрегата представлена на рис. 5.
Применение фрезерно-пильных агрегатов, несмотря на несколько мень­
ший выход пиломатериалов (до 3% по сравнению с лесопильными рам ам и).
1’мс. 4. Делительный ленточнопильный станок:
'I
о бщ и й
вид; б — к и н ем ати ческ ая сх е м а ; / — главны й
п р и в одн ой шкив; 2, 15 —
иплы, п р и в одящ и е в д в и ж е н и е вальцы ; 3 — п одв и ж н ы й супп орт; 4, 5 — м ех а н и зм подач и
(||)и вертикальны х при ж и м н ы х и три вертикальны х п о д а ю щ и х в а л ь ц а ); 6 — р ы ч а ж н ы е
11>у юны е н а тя ж ен и я; 7 — стан и н а; 8 — н иж ни й пильны й шкив; 9 — ст а л ьн о й к о ж у х в ер хiit-ni шкива; 10 — в ер хн и й шкив; 11 — пр иводной вал; 12 —- д в у х ст у п ен ч а т ы й ш кив м ех а пи i Ma подачи; 13 — кор ом ы сло; 14 — зубч аты й м ех а н и зм ; 16, П — к он и ч еск и е к о л еса ; 18.
I t - ц и л и н дри ч еск и е к о л е са ; 20 — п едаль ; 21 — н е п о д в и ж н а я в ер ти к ал ь н ая ось.
Таблица
12
Техническая характеристика круглопильных станков для индивидуального
раскроя бревен * (ГОСТ 700-73)
Показатель
Высота пропила
Длина бревен
Наибольший диаметр пилы
Скорость подачи:
рабочий ход
холостой »
Мощность электродвигателей
Габаритные размеры
Масса
Стоимость
Единица
измерения
ММ
»
"
м/мин
»
кВт
мм
кг
руб.
Ц Д Т 6-3
Ц Д Т -7
200—700
1800—6500
1250
100— 110
1800—6500
1500
До 90
До 80
» 120
» 120
121,5
83,4
18 000X 6000X 1765 23 800X 7200Х210(
15 300
7080
-5750
* И зготовитель У ссурийский машиностроительный завод
Таблица
13
Техническая характеристика круглопильных станков для раскроя тонкомерного
сырья или брусьев * (ГОСТ 700-73)
П оказатель
Высота пропила
Длина бревен:
наибольшая
наименьшая
Диаметр пил.
Количество пил
Расстояние между пилами:
наибольшее
наименьшее
Скорость подачи:
наибольшая
наименьшая
Ориентировочная стоимость
Единица
измерения
Б2Ц
Б8Ц
мм
320
160
7500
3000
900
7500
2000
630
До 8
»
»
»
ШТ.
2
мм
»
260
80
м/мин
руб.
60
5
4000
13 (между смежными)
400 (между крайними)
60
5
8000
* Изготовитель Вологодский станкозавод.
целесообразно благодаря их высокой пропускной способности и меньшим
трудозатратам.
Фрезерно-пильный станок разработан и изготовлен Ш арьинским домо­
строительным комбинатом (Костромская обл.). Он служит для получения об­
резных пиломатериалов и технологической щепы для древесноволокнистых
плит (табл. 15). Станок используется в потоке за лесопильной рамой первого
ряда или фрезерно-брусующим станком вместо лесопильной рамы второго
ряда. Кинематическая схема станка показана на рис. 7.
20
Т а б л и ц а 14
Техническая характеристика фрезерно-пильного агрегата ЛАПБ-1*
П оказатель
Размеры бревен:
диаметр
длина
Количество (максимальное) вы­
пиливаемых досок
Максимальное количество пил в
поставе
Максимальная высота пропила
Скорость подачи
Количество электродвигателей
Мощность
Габаритные размеры
Масса
Стоимость
Единица
измерения
Величина
мм
м
120—240
4,5—7,5
шт.
8
»
мм
м/мин
шт.
кВт
мм
г
руб.
9
210
24, 30, 36
16
351
29 000 x 6650 x 3500
39 000
100 000
* И зготовитель Вологодский станкозавод.
Таблица
15
Техническая характеристика фрезерно-пильного станка *
П оказатель
Максимальная длина бревен
11росвет:
ширина
высота
Мощность
Скорость подачи
Диаметр фрез
Частота вращения
1 Ьправление резания
Величина подачи на резец фрезы:
боковой
пропила
Ширина пропила
Количество обслуживающих рабочих
Единица измерения
Величина и другие
данные
ММ
6500
»
»
кВт
м/мин
мм
об/мин
800
80— 150
120
24
580
980
Попутное
мм
»
»
25
5—8
5
1
* Изготовитель Вологодский станкозавод.
21
Станок состоит из станины, механизмов резания (фрезерования и рас­
пиловки), подачи и прижима. Узел фрезерования представляет собой вал
/ — в ер хний п о д а ю щ и й в алец ; 2 — пилы; 3 — н и ж н и е п о д а ю щ и е вальцы ; 4 — э л ек т р о ­
д в и га т ел ь п р и в од а вальцов; 5 — э л ек т р о д в и га т е л ь пр и в од а п и л ьн ого в ал а.
с фрезерными головками, снабженными пластинчатыми двухкромочными рез­
цами. Качество получаемой при фрезеровании щепы соответствует требова­
ниям целлюлозного производства. Основная фракция составляет 94%. Узел
распиловки — приводной вал с комплектом малорезцовых дисковых фрез с
твердосплавными резцами.
Многопильный станок разработан и изготовлен Зиминским лесопильно­
деревообрабатывающ им комбинатом производственного объединения «ВостсибТехническая характеристика многопильного станка*
П оказатель
Размеры бруса:
длина
ширина
толщина
Частота вращения вала электродвига­
теля
Мощность электродвигателей:
резания
подачи
Количество пил на валу
Размеры пил:
диаметр
толщина
Стоимость
* Изготовитель Тюменский станкозавод.
22
Единица
измерения
Таблица
Величина
»
»
2000—7000
100—500
100—200
об/мин
2960
кВт
»
шт.
100
5,5
До 14
ММ
ММ
»
руб.
16
400—500
3,2
От 650 (ЦМЭ-ЗА) до 3850
(ЦР-4А)
/фгпмром» для переработки двухкантного бруса (табл. 16). Кинематическая
< м'мп станка показана на рис. 6.
(юлыпое количество пил (до 12— 14 на каждом пильном валу) и боль­
шим скорость подачи обеспечивают высокую производительность и позволяют
Рис. 7. Фрезерно-пильный станок:
/ — бр ус; 2 — п о д а ю щ и е вальцы ; .? — н ап р ав л я ю щ и е; 4 — пр ив од м ех а н и зм а п о д а ­
чи; 5, 7 — сп ар ен н ы е гор и зон та л ьн ы е ф р езе р н ы е головки; 6 — у з е л р аспил овк и.
перерабатывать брусы от двух лесопильных рам. Материал для распиловки
может значительно отличаться по толщине и ширине. Использование тонких
небольшого диаметра пил снижает потери древесины в опилки.
23
О Б О РУ Д О ВА Н И Е Д Л Я ИЗГОТОВЛЕНИЯ
ЗА Г О Т О В О К И Д Е Т А Л Е Й
КРУГЛОПИЛЬНЫЕ СТАНКИ
В зависимости от назначения все круглопильные станки можно разде­
лить на следующие основные группы: станки для поперечной распиловки;
концеравнители; форматные станки для обработки щитовых деталей *и плит
по периметру; станки для продольной распиловки; станки для распиловки
под углом и опиловки деталей криволинейного контура.
7
Рис. 8. Многопильный
чный станок с цепной
торцово­
подачей:
/ — пильны й вал; 2 — пр иводны е т у е ­
ры;
3 — зв езд о ч к и ;
4 — эл ек т р о д в и ­
гатель; 5 — ведом ы й вал; 6 — р ед ук тор ;
7 — п р и в од н ой
вал;
8 — б а зи р у ю щ и е
балк и .
Д ля поперечной распиловки досок используются однопильные станки
(маятниковые, балансирные, педальные и. др.) (табл. 17). В крупносерийном
производстве применяются многопильные торцовочные с цепной (рис. 8)
и специальные многопильные станки с конвейерной подачей с механизиро­
ванным надвиганием и индивидуальным включением каж дой пилы с пульта
управления (триммеры).
Торцевание досок и заготовок в размер производится на двухпильных
станках — концеравнителях (табл. 18).
Д ля четырехсторонней опиловки облицованных щитов применяются двух­
пильные форматно-обрезные станки или специальные агрегаты, состоящие из
поставленных под углом двух таких станков с транспортером-перекладчиком
между ними (табл. 19). В отдельных случаях при малых объемах обработки
используются однопильные станки с кареткой. При массовом производстве
мебели повторная машинная обработка щитов осуществляется на специа­
лизированных высокопроизводительных линиях.
Д ля продольной распиловки досок или их отрезков на заготовки преиму­
щественно применяются прирезные станки с гусеничной подачей типа Ц ДК-4,
а такж е круглопильные станки с ручной подачей, неподвижным столом и
24
Т а б л и ц а 17
1гкннчсская характеристика круглопильных станков для поперечной распиловки
(ГОСТ 9335-72, ГОСТ 890-70)
Показатель
Максимальные разме­
ры досок
ширина
толщина
1(аибольший диаметр
Едини­
ца из­
мерения
ММ
»
ЦКБ-40
*
400
150
Ц КБ-63 *
Цб
Ц 6-2 **
Ц П А -40 «'
630
100
400
130
400
130
400
100
500
500
400
2800
2900
3000
—
—
—
_
_
40
_
_
33
_
_
»
630
710
Частота вращения
1800
1600
об/мин
пильного вала
Число двойных ходов
пилы в 1 мин при:
высоте подъема ог­
раждения не более
40
50 мм
40—45
—
—
ходе прижима 20 см
длине хода суппорта
_
_
300 мм
11аибольшая скорость
_
м/мин
движения суппорта
Инд подачи:
_
Гидрав­ Г идравпилы
лическая лическая
НИЛЫ
материала
1’нзмеры рабочей по­
верхности стола пе­
редвижной каретки
(ширина и длина)
Ход передвижной каш'тки, не менее
Мощность электродви­
гателей:
пилы
гидропривода
11рнмолинейность кро­
мок щита (допуск по
длине 1000 мм)
11српендикулярность
поверхности пропила
Гш.'юной поверхности
шита (допуск по дли­
не 100 мм)
Габаритные размеры:
длина
ширина
иысота
Масса
( юимость
или
пневма­
тическая
Ру< ная
кВт
510X 590
_
—
—
7
7
1.5
3
1000
—
32
—
_
мм
—
2.2
0,5
0.2
мм
»
»
1224
1220
1155
1200
1135
1145
кг
руб.
720
1070
920
1500
»
Ручная
Кар еткз
мм
»
Гидрав­
лическая
1310
890
1520
1545
2300
790
1150
700
1235
815
—
680
1405
550
840
Изготовитель Тюменский станкозавод.
*' Изготовитель Уссурийский машиностроительный завод.
25
Таблица
18
Техническая характеристика нонцеравнителей *
П оказатель
Размеры обрабатываемого ма­
териала:
минимальная длина
максимальная длина
минимальная ширина
максимальная ширина (со
снятым упором)
толщина
Количество пил
Наибольший диаметр пил
Частота вращения пильного
вала
Наибольшее перемещение пил
по:
вертикали
горизонтали
Наибольший угол наклона
пил
Скорость подачи материала
Мощность электродвигателей:
пил
подачи
перемещения
подвижной
бабки
Перпендикулярность
горцов
продольной кромке доски (до­
пуск по длине 100 мм)
Габаритные размеры
Масса
Стоимость
Единица
измерения
ММ
»
Ц2К-12
U2K-2J
250
1250
2000
»
40
»
»
250
12--8 0
ш т.
мм
400
о б /м и н
ЗООЭ
мм
110
50
2
»
град
± 6
м /м и н
3: 7,5; 10; 15
кВт
2 x 3 ,2
0,8/1,5
»
0,6
мм
»
кг
руб.
0,2
2786 X 2290X1365
1815
1740
3536 X 2290X1365
2010
1900
ш Изготовитель Вологодский станкозавод
универсальные. Двусторонняя обрезка досок выполняется на обрезных стан­
ках с гусеничной или вальцовой подачей (рис. 9— 11, табл. 20).
Д ля распиловки досок и щитов под углом применяются специализиро­
ванные круглопильные станки, а для обработки заготовок криволинейного
профиля — ленточнопильные с узкой пильной лентой и лобзиковые (табл. 21).
Классы шероховатости поверхности распила приведены в табл. 22.
Таблица
19
Iгцпичсская характеристика станков для обработки щитовых деталей и плит
....... сриметру (ГОСТ 10270-73, ТУ 2-042-162-69)
Показатель
1’.1 (мгры обрабатываемых
и : uvimm:
длина
ширина
толщина
Ширина полосы, отрезае­
мой поперечной пилой
Количество
инструмен­
тальных шпинделей:
нсего
для продольной распи­
ловки
для поперечной распи­
ловки
фрезерных
Диаметр режущего
инi грумента:
пил
фрез
Ч.к гота вращения:
мил
фрез
1!корость движения стола
и поперечного суппорта:
рабочий ход
холостой »
Скорость движения про­
дольного суппорта:
рабочий ход
холостой »
Скорость движения карет­
ки:
рабочий ход
шмедленный »
холостой »
Количество одновременно
сдаваемых программ раСКрОИ
Количсство электродвигаhvirft
Суммарная мощность элекцюдингателей
11римолинейность кромок
(допуск по длине 1000 мм)
11гриендикулярность боко1П4Х кромок (допуск по
длине 1000 мм)
Отклонение длины и ши­
рины щита от номиналь­
ных размеров
Единица
измерения
ЦТЗФ-1 *
ЦФ-2 ••
ЦТМФ *
мм
»
2500; 3500
1850
50
400— 2500
400— 1200
16—90
3700
1850
40***' 60****
»
__.
_
220— 1300
шт.
3
4
До И
»
—
_
1
»
»
—
—
—
4
Д о 10
—
мм
»
400
—
400
180
400 (продольных)
320 (поперечных)
об/мин
2320
2910
»
_
2880 (продольных)
3660 (поперечных)
6000
м/мин
»
4— 25
25
6,8; 10,4
—
12
18
—
—
14; 21
21
—
—
—
—
5
0,5
10,0
»
»
»
м/мин
7
шт.
4
9
17
кВт
11,8
23,8
54,3
мм
_
__
0,4
»
0,5
»
±2
27
Продолжение
Единцца
измерения
П оказатель
Шероховатость
поверх­
ности кромок (класс по
ГОСТ 7016-68)
Габаритные размеры:
длина
ММ
ширина
высота
Масса
мм
»
КГ
Стоимость
руб.
*
**
**'
****
И зготовитель
И зготовитель
П ри раскрое
При раскрое
Ц Т З Ф -1*
Ц Ф -2 »*
табл.
19
ЦТМ Ф
5—6
6375
(7375V
3120
1635
3030
(3170)
5340
5960
8900
6070
1360
7450
5200
2900
15 800
8000
16 800
Вологодский станкозавод.
Ярославский зав од «П ролетарская свобода*.
древесностр уж еч ны х плит.
мягких древесны х материалов
Рис. 9. Прирезной однопильный станок с верхним расположением пилы
и конвейерно-гусеничной подачей:
/ — за г о т о в к а ; 2 — р олик; 3 — пила; 4 — то р м о зн ы е планки; 5 — стол; 6 — п р и в о д ­
ной т уер ; 7 — р аск ли н и в аю щ и й н о ж ; 8 — к он в ей ерн ая цепь; 9 — н а п р а в л я ю щ и е.
28
5
I’lh
К). Круглогшльные станки с ручной подачей:
•*
о неп одв иж ны м стол ом : / — стол; 2 — н ап р ав л яю щ и й н ож ; 3 — зу б ч а т ы е Topп ..mini* планки; 4 — п о д в и ж н о е о г р а ж д е н и е ; 5 — нап р ав л я ю щ ая ли н ей к а ; 6 — винт;
1
iviyxoc о г р а ж д е н и е ; 8 — пильны й вал; 9 — пила; 10 — п од в и ж н ы й у гол ьни к; 11 —
м.м, /У -м е т а л л и ч е с к и й вклады ш ; б — ун и в ер сал ьн ы й : / — стол ; 2 — нап р ав ля ю щ и е:
*
пинг; 4 — м аховик; 5 — стопор ; в — суп п ор т.
29
Т а б л и ц а 20
•схническая характеристика круглопильных станков для продольной распиловки (ГОСТ 16542-71, ГОСТ 16543-71, ГОСТ 16544-71
и ГОСТ 8425-74)
Единица
измерения
ЦА-2
ЦА-З
Ц5Д-7 *
минимальная длина
ММ
665
600
1800
600
600
600
400
450
максимальная ширина
»
315
315
800
600
600
600
600
315
»
1 0 -8 0
7— 80
3 0 -1 8 0
1 0 -1 0 0
10— 100
1 0 -1 0 0
10— 100
1 0 -1 0 0
шт.
1
1
5
1
5
5
10
»
—
—
3 (в бло­
—
—
—
—
Показатель
ЦДК4-2 »* ЦДК-5 ** ЦДК-51 «* ЦМР-1
ЦМР-2 •••
Размеры распиливаемого материала:
»
толщина
Количество пил:
всего
в том числе подвижных
ке)
Диаметр пил
10
мм
450
400
630
400
400
400
320
360
об/мин
2870
2920
1830
3000
3600
3600
3600
2850/3560
минимальное
мм
—
—
60 (в
блоке)
—
—
—
—
10
максимальное
»
—
—
160
—
—
—
—
250
Частота вращения пил
Расстояние между пилами:
Скорость перемещения подвижного
fijirwa пил
и !п
0.15
20—80
9 .6 - 6 0
8—40
6—30
4,6—39
Прямолинейность поверхности про­
пила (допуск по длине 1000 мм)
—
—
0,3
—
-
Перпендикулярность пропила базо­
вой поверхности доски (допуск по
длине 1000 мм)
—
—
0,2
—
-
10
10
75
10
1(1.4) 1,7
2,2
15
1335
1710
ширина
980
высота
Скорость подачи материалов
41; 53; 80
Мощность электродвигателей:
пил
подачи
17
17
28
40
2,8
3
3
—
7,5
3400
1930
1935
3400
2185
2155
1070
4300
1460
1500
2950
1935
2610
1150
1350
1870
1475
1335
1335
1335
1660
1030
1300
3400
1800
2500
2750
2860
5000
—
8000
1540
2260
—
2280
4500
Габаритные размеры:
длина
Масса
Стоимость
*
И зготовитель Вологодский станкозавод.
** И зготовитель Тюменский станкозавод.
**• И зготовитель Новозыбковский станкоэ
Техническая характеристика станков для обработки деталей
Т а б л и ц а 21
имеющих криволинейный контур (ГОСТ 6854-66, ГОСТ 11019-64)
Круглопильные
Единица
измерения
Показатель
ЦМЭ-2М *
ЦМЭ-3 *
Ленточнопильные
ЛС-40 »•
ЛС80-4 **
Лобзиковые
ЛС80-5 **
АЖ С-4 **
АЖ С-5 »*
Максимальные размеры рас­
пиливаемого материала:
ширина
мм
500
400
360
780
750
800
825
толщина
»
120
120
200
400
400
80
80
»
—
—
600
—
20
диаметр круглой пилы
»
500
500
—
—
ширина пильной ленты
»
—
—
20
50
40
длина лобзика
»
—
—
—
—
—
280
280
диаметр сверла
»
—
—
—
—
—
12
12
»
—
—
400
800
800
—
—
об/мин
3000
3000
_
»
—
—
—
—
Наименьший радиус кривизны
Размеры
мента:
режущего
инстру­
Диаметр пильного шкива
Частота вращения режущего
инструмента:
круглой пилы
пильных шкивов
Ход пилы
мм
1430
_
960
720; 950
—
—
—
—
—
40
Число двойных ходов пилы в
MHHVTV
1
720: «50
l
75Q
1000
Наибольший угол иахдсаа.
стола
пилы
Размеры рабочей поверхности
стола
град
»
мм
—
45
—
—
--
—
45
45
—
—
-
—
560x630
1000X1000
1000X1000
800X 800
800 X800
3,2
2,2
5,5
4,5
0,8/1,5
0,8/1,5
0,12
0,12
Мощность электродвигателей
приводов:
пилы
кВт
сверла
»
автоподатчика
»
3,2
2,2
Параллельность поверхности
реза к базовой поверхности
при продольной распиловке,
допуск по длине 1000 мм в
направлении:
продольном
мм
поперечном
»
0,5
—
—
1355
1250
0,2
0,2
—
—
925
1980
2120
1350
1265
875
1000
1270
800
800
1600
1450
540
470
0,2
Габаритные размеры:
длина
ширина
высота
Масса
wo
»
1020
»
1760
кг
450
800
1750
1810
2300
2524
480
460
960
1400
• И зготовитель Кропоткинским зав од д ер ев ообр абаjывающих станков.
• • И зготовитель Рыбинский зав од деревообрабаты ваю щ их станков.
а
Рис. 11. Обрезной станок с вальцовой подачей:
а — т ехн ол оги ч еск ая схем а: 1 — пильны й вал; 2 ~ п о д а ю щ и е р и ф лен ы е вальцы ; 3 —
вспом огательн ы й в алец ; 4 — р укоя тка; 5 — п од в и ж н а я пила; 6 — ст а ц и о н а р н а я пила;
б — у п р ав л ен и е п од в и ж н о й пилой: 1, 2 — пильны е супп орты ; 3 — ги др оп ози ц и он ер ы ;
4 — д в у хп ози ц и он н ы е зол отн ики; 5 — л оп астн ы й насос.
Т а б л и ц а 22
к 'шссы шероховатости поверхности распила при пилении дисковыми пилами
(in) Ф. М. Манжосу)
>дача на з у б U z мм, д л я зубь ев
июден-
плющеных
строгаль­
ных
1,2
1,8
—
1
ммх
К ласс ш ероховатости при угл е выхода
20
30
40
50
в,
град
60
70
2
2
3
3
5
4
4
0,3
5/7
4,6
4/6
2
1,5
—
3
0,8
1,2
—
4
0,5
0,75
—
0,3
0,45
—
0,2
0,3
4
0,1
0,15
0,15
6/8
5/7
5/7
0,1
0,15
0,07
7/9
6/8
6/8
П р и м е ч а н и е . В знаменателе — для строгальны х пил
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
П родольно-фрезерные станки служ ат для получения продольных поверх­
ностей по сечению прямых брусковых или только по толщине щитовых деi.uieft. Они бывают нескольких типов: фуговальные, рейсмусовые (одно- или
диусторонние), трех- и четырехсторонние строгальные. Все станки имеют
мощные литые станины, механизмы подачи (кроме фуговальных с ручной
подачей), резания (их количество определяется количеством обрабатываемых
с т р о н детали) (табл. 23—26).
Технологическая схема четырехстороннего строгального станка СП-26 даи.| на рис. 12.
Качество обработки деталей зависит главным образом от остроты инсфумента, наладки и настройки станков. Схемы настройки одностороннего
рейсмусового
и четырехстороннего строгального станков приведены на
|шс. 13.
Таблица
23
минимальная длина
Число ножевых валов
Диаметры ножевых валов:
горизонтального
вертикального
Максимальная толщина сни­
маемого валом слоя:
горизонтальным
вертикальным
Частота вращения вала:
горизонтал ьного
вертикального
Скорость:
подачи
подъема подающего меха­
низма
Мощность электродвигателей
приводов:
горизонтального
ножевого вала
вертикального
ножевого
вала
подачи
Плоскостность
поверхности
заготовки (допуск по длине
1000 мм)
Шероховатость поверхности
(класс по ГОСТ 7016—68)
при скорости подачи:
до 12
более 12
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
400
—
400
100
»
—
400
шт.
е
и
и
С2ФЗ-2
мм
»
из
СФ-6
СФА4-2
Ршмсры обрабатываемого ма­
териала;
максимальная ширина
толщина
5§
СФ4-2
11ииц:1ЛГ<‘Л1.
к
§5
2а
630
—
630
200
250
100
—
400
100
400
2
1
мм
125
__
_
-
—
—
—
»
—
—
—
—
м/мин
—
—
—
6; 8;
12;
15
—
—
—
0,25
—
—.
кВт
2,8
2.8
4,5
7
2,2
2,8
»
—
—
—
—
—
—
0,8 .
1 ,0 ’
1,4
1,5
1.5
0,45
0,6
1,5
0,45
0,6
»
100
100
8
8
»
»
—
об/мин
»
6000
0,45
0,6
мм
0,15
м/мин
8 - -9
7000
7000
8; 12; 16; 24
»
мм
»
»
кг
руб.
1020
975
700
—
1000
1300
800
—
2565
1220 1300
975
1300
1600
950
800
1720
* Изготовитель Курганский завод деревообрабаты ваю щ их станков.
36
С2Ф-4
11 «им и • ими "фицм'рш тки фуговальных станков * (ГОСТ 5945-72, ГОСТ 7097-66
735
1290
675
1375
885
1290
900
925
Таблица
24
Показатель
Единица
измерения
li-хническая характеристика рейсмусовых односторонних станков (ГОСТ 6289-70,
1(»СТ 7228-75, ГОСТ 20557-75)__________________________________________
СРЗ-6
Гтмеры заготовок:
максимальная ширина
ММ
315
»
»
толщина
150
»
минимальная
»
280
длина
Максимальная
толщина
»
t иимаемого слоя
Максимальная разность
толщин одновременно об­
рабатываемых заготовок
—
100
Лиаметр ножевого вала
Количество ножей в но­
2
жевом валу
ШТ.
Частота вращения ножепого вала
об/мин 5640
Скорость:
подачи материала
м/мин 8 - 2 4
подачи каретки заточною приспособления
механического переме­
щения стола
Мощность электродвига­
телей:
ножевого вала
подачи
абразивного круга
перемещения заточного
приспособления
Равномерность толщины
доски (щита) (допуск по
длине 1000 мм)
Шероховатость
поверх­
ности (класс по ГОСТ
7016—68)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
»
СР6-7 *
СР6-8
СР-8
СР12-2
630
200
5
360
630
200
800
200
1250
125
380
450
10
5
125
125
140
160
5000
5000
4360
4100
8; 12;
20; 30
8— 24
5 -2 5
5 -3 0
»
—
—
кВт
5,5
0,8
7,0
7,5
—
1,1
10,0
1,7
0,072—
0.432
22,0
1.5
0,27
—
»
1,9
0 ,0 3 5 0,2
—
0 ,125—
0,375
»
450
0,27
—
—
0,15
*
7
—
мм
»
»
кг
руб.
900
930
1130
760
1130
1100
1360
1500
1350
1700
• Вы пускается Городокским станкозаводом. Остальные
ским станкозаводом «Красный металлист»
1100
1400
1500
1700
2600
1250
2050
1560
2100
3270
1350
2695
1540
3300
4200
станки изготовляю тся Ставрополь­
37
Таблица
25
Техническая характеристика рейсмусовых двусторонних станков* (ГОСТ 7228-75,
ГОСТ 20557-75)
Единица
измерения
С2Р8-2
мм
800
1250
»
160
125
»
10
10
»
450
500
верхним
»
5
5
нижним
»
3
3
140
160
Показатель
C2PI2-2
Размеры заготовок:
максимальная ширина
»
толщина
минимальная толщина
»
длина
Максимальная толщина снимаемого
валом слоя:
Диаметр ножевого вала
Количество ножей в ножевом валу
шт
4
об/мин
4100
4020
м/мин
4—25
5 -2 5
каретки заточного приспособления
»
1.9
2,4
механического перемещения стола
1>
0,035—0,22
0 ,0 5 3 -0 ,2 6 6
Частота вращения ножевого вала
4
Скорость:
подачи материала
Мощность электродвигателей;
кВт
10/10
22/17
подачи
верхнего (нижнего) ножевого вала
»
1,5
3,0
абразивного круга
»
перемещения заточного приспособ­
ления
»
0,27
подъема прижимного блока
0,6
-
Равномерность толщины доски (щи­
та) (допуск по длине 1000 мм)
мм
Шероховатость поверхности
So ГОСТ 7016— 68)
__
(класс
0,15
7
Габаритные размеры
мм
Масса
кг
3500
6000
руб.
4800
8500
Стоимость
1735X 2080X
Х1590
Изготовитель Ставропольский станкозавод «Красный металлист*.
38
1770 X 2800 X
X 1700
Таблица
26
ионическая характеристика четырехсторонних строгальных станков*
<1 ОСТ 6826-68, ГОСТ 7315-74, ГОСТ 7315-74, ГОСТ 19467-74)
П оказатель
1’и (меры обрабатываемого мап-рляла:
минимальная длина
Ширина
толщина
Количество рабочих шпинде­
лем
Частота вращения
инстру­
мента
Диаметр ножевых головок
1!;шбольший диаметр вертиК11ЛМ1ЫХ п и л
( Скорость подачи материала
Мощность электродвигателей
1 лафитные размеры:
длина
ширина
высота
Млсса
Стоимость
Единица
измерения
С10-2
С16-5
С26-2
С25-1
»
200
1 5 -1 0 0
6 -5 0
400
2 0 -1 6 0
8 —80
800
4 0 -2 5 0
1 0 -1 2 0
630
50—250
12— 125
шт.
5
4 (5)
4 (5)
4
об/мин
мм
6000
125
6000
180
5000
180
6000
180
»
м/мин
кВт
200
з-зо
18,1
-7 -4 2
27
250
7 ,5 -4 2
28
8 -4 0
38
мм
3100
3385
»
»
кг
руб.
1250
1500
3800
7000
1185
1415
4860
10 000
2700
(3210)
1400
1520
3700
3800
ММ
У>
--
3750
1150
1450
5211
8000
* Изготовитель Боровичский завод деревообрабаты ваю щ их станков (Н овгородская обл.)
Рис. 12. Четырехсторонний строгальный станок СП-26:
I,
4 — подаю щ ие
р и ф л ен ы е вальцы ; 2, S — пр и ж и м н ы е ролики; 3 — ролики; 5, 7,
приж им ы ; 6 — вер хняя р е й см у со в а я гол ов ка; 9 — левы е в ер ­
тикальны е ф р езы ; 10 — второй в ер хний р ей см усов ы й вал; 11, 20 — стол ы ; /2 — н иж ни й
щ дний ш п и н дель; 14 — пр ав ая в ер т и к ал ь н ая ф р еза ; /5 — п од п ор ст р у ж к и ; 16 — п р и ­
ж им ; /7 — д р о б и л к а ; 18 — ц и к л ев ал ь н ы е н ож и ; 19 — н иж ни й н о ж ев о й вал; 21 — пр ав ая
н ап р ав л я ю щ ая л и н ей к а.
13 — п ер ед н и й и з а д н и й
39
Рис. 13. Схемы настройки станков:
а — о д н о ст о р о н н ег о
р ей см у со в о го ;
б — ф у­
гов а л ь н о -р ей с м у с о в о г о ст а н к а ; X X — г о р и зо н ­
т ал ь н ая н аст р оеч н ая б а з а (у р о в ен ь неподвинс*
ного з а д н е г о с т о л а ); У У — вер ти к аль н ая н а ­
стр оеч н ая б а з а (линия п ер ед н е й боков ой л и ­
ней к и ); В. S — н ач ал ь н ы е. В о ,, S o — конечны е
р а зм ер ы загот ов к и (п о сл е о б р а б о т к и ).
v>
X— J
у
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки, как правило, служ ат для обработки криволинейных
поверхностей. При наличии специальных приспособлений на универсальных
фрезерных станках можно выполнять операции продольного и поперечного
фрезерования, а такж е зарезки шипов.
Фрезерные станки бывают вертикальные и горизонтальные, с ручной и
механизированной подачей, одно- и многошпиндельные, с верхним (для
модельных работ) и нижним (чаще) расположением шпинделей. Особую
группу представляю т копировально-фрезерные станки, на которых методом
фрезерования обрабатываю т прямо- и криволинейные верхние и боковые
поверхности заготовок, получают пазы и гнезда различной конфигурации
(табл. 27—31).
Основные составные части фрезерных станков: массивная станина, шпин­
дельный суппорт, привод механизма резания, механизм подачи (кроме стан­
ков с ручной подачей), стол (неподвижный или вращающийся для карусель­
ных), различные приспособления.
Качество фрезерования зависит от остроты инструмента, величины по­
дачи на зуб и угла подачи (табл. 32).
40
Таблица
1схническая характеристика фрезерных станков с верхним расположением
шпинделя * (ГОСТ 14044-68)
Показатель
Расстояние оси шпинделя до колонны
(иылет)
Наибольшее расстояние от торца шпин­
деля до поверхности стола
11;шболыпее перемещение хобота
Размеры рабочей поверхности стола
11аибольшее перемещение стола:
продольное
поперечное
вертикальное
11аиболыиее осевое перемещение шпин­
деля
Частота вращения шпинделя
11омер внутреннего конуса шпинделя
(конуса Морзе)
Максимальный поворот шпиндельной
бабки вокруг оси от нулевого положе­
ния:
по часовой стрелке
против часовой стрелки
Скорость:
подачи шпинделя
продольной и поперечной подачи стола
Частота вращения стола
Мощность электродвигателей приводов:
шпинделя
подачи шпинделя
»
стола
перемещения хобота
Параллельность осей отверстий диамет­
ром 100 мм (допуск)
Конусность отверстий диаметром
100 мм (допуск)
Овальность отверстий диаметром
100 мм (допуск)
1!еплоскостность обработанной поверхно­
сти и непараллельность верхней обрабо­
танной поверхности основанию, допуск
по длине 400 мм
11еперпендикулярность оси обработан­
ного отверстия основанию (допуск по
длине 140 мм)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
27
Единица
измерения
ФМЛ
ФМС
мм
500
1180
»
»
»
400
600
500
1000X 750
»
об/мин
—
750X 400
700
300
250
1000
600
200
3000; 4500;
6000
300
1500; 2000; 3000;
4500; 6000
—
—
4
град
»
60
120
м/с
—
м/мин
об/мин
—
—
кВт
»
»
»
1,5—2,2
0,005; 0,0075;
0,0158
0,11— 3,75
0,145— 4,8
—
—
—
1,2— 3,2
0,75/0,9/1,2
1,5
1,7—2,2
мм
0,3
—
»
0,3
—
»
0,2
—
—
0,4
»
—
0,3
У)
»
1600
1090
1945
1660
8000
3000
3300
2750
5540
8700
кг
руб.
*■ Изготовитель Днепропетровский станкозавод.
41
Таблица
28
Техническая характеристика фрезерных станков с нижним расположением шпинделя* (ГОСТ 6735-73, ГОСТ 69-67)
Единица
изм ере­
ния
ФЛ
ФС
ФТ
ФА-4
ФЛА
ФСА
Максимальная
толщина
обрабатываемой детали
мм
80
100/125 **
125/160**
100/125 **
80
100/125 **
Разность толщин последо­
вательно обрабатываемых
деталей
»
__
_
_
длина
»
800
1000
1250
1000
800
1000
1250
ширина
»
780
865
1065
800
780
865
1065
П оказатель
_
ФТА
125
До 20
Размеры стола:
Диаметр шпиндельной на­
садки
»
Наибольший диаметр ре­
жущего инструмента
»
22/27
**
140
Частота вращения шпин­
об/мин 6000; 12 000
деля
Вертикальное
ние шпинделя
32/27
**
140
4500; 9000
32/40
**
250
4000; 8000
32
22/27
160
6000; 8000
**
140
6000; 12 000
22/27
140
32/40
мм
4500; 9000
4000; 8000
4
5
100
—
Тип подающего органа
—
Количество подающих ро­
ликов
шт.
—
_
—
_
3
м/мин
—
—
—
6 -2 4
П 94
3
4
5
4
3
**
250
перемеще­
Номер внутреннего конуса
шпинделя (конуса Морзе)
Скорость подачи
**
Роликовый автоподатчик
Мощность электродвига­
телей приводов:
шпинделя
подачи
Неравномерность ширины
шпунта (допуск по длине
1000 мм)
кВт
1.8/2,3
3,3/4,1
»
—
—
4,7/5,5
4,5
1,8/2,3
0,41
3,3/4.1
4.7/5,5
0,6
0,1
мм
Непараллельность шпунта
базовой поверхности (до­
пуск по длине 100 мм)
0,25
Неравномерность ширины
проушины (допуск по дли­
не 100 мм)
0,1
Непараллельность проуши­
ны базовой поверхности
(допуск по длине 100 мм)
0.1
Габаритные размеры:
длина
990
1085
1185
1050
1085
1085
1185
ширина
875
1075
1250
1300
1075
1075
1250
1365
1255
1255
1305
1400
1355
1355
КГ
710
790
930
750
780
850
1060
руб.
820
980
1200
1500
1200
1300
1400
высота
Масса
Стоимость
* Изготовитель Днепропетровский станкозавод
*я И зготовляется по требованию или По особом у заказу
Таблица
29
Техническая характеристика фрезерных станков для эарезки шипов, плоского
и профильного прямолинейного фрезерования *
П оказатель
Максимальная толщина обра­
батываемой детали
Максимальная ширина детали,
обрабатываемой на каретке
при глубине шипа 100 мм
Размеры рабочей поверхности
шипорезной каретки:
длина
ширина
Размеры стола:
длина
ширина
Диаметр шпиндельной насад­
ки
Наибольший диаметр режуще­
го инструмента:
шипорезного диска
фрезы
Частота вращения шпинделя
Вертикальное перемещение
шпинделя
Номер внутреннего конуса
шпинделя (конуса Морзе)
Мощность электродвигателя
Неравномерность ширины
шпунта (допуск по длине
1000 мм)
Непараллельность шпунта ба­
зовой поверхности (допуск по
длине 1000 мм)
Неравномерность ширины про­
ушины (допуск по длине
100 мм)
Непараллельность проушины
базовой поверхности (допуск
по длине 100 мм)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Единица
измерения
ММ
Ф 111-4
100/125 **
ФЛШ
ФТШ
80
125/160**
230
»
»
»
530
950
215
1000
315
1250
»
1000
800
1000
865
1250
1000
»
32
22; 32
32; 40 **
»
»
об/мин
160
4000; 6000
100
мм
—
кВт
250
140
140
8000; 12 000; 4000; 8000
4000; 8000
4
4,5
3
1,8/2,3
мм
0,1
»
0,25
»
0,1
»
0,1
»
»
»
кг
руб.
1740
1380
1340
780
1150
• Изготовитель Днепропетровский станкозавод.
•* И »готовляется по требованию или по особом у зак азу.
1520
1500
1295
820
1300
5
4.7/5,5
1520
1750
1295
1100
130?
Таблица
30
1гхническая характеристика фрезерных карусельных станков*
П оказатель
Диаметр обрабатываемой за1ОТ00КИ
1Ьибольшая высота фрезеро11ЛШ1Я
Диаметр стола
Частота вращения стола
Количество фрезерных голоIIIж
Диаметр фрезерных головок
1Ьибольшее вертикальное пе­
ремещение головки
Частота вращения фрезерных
1 оловок
Мощность электродвигателей
приводов:
фрезерных головок
подачи
Частота тока
Габаритные размеры
Масса
Стоимость
Единица
измерения
Ф1-К
Ф2К-2
ММ
300— 1200
1000—2500
»
»
об/мин
90
1000
0,37—3,74
140
2000
0,5—5
шт.
мм
1
165
2
125
»
50
150
об/мин
6000
6000
кВт
»
Гц
мм
кг
руб.
4,0
1,6
100
1800X2000X1750
2500
1500
(ориентировочно)
2X 6
1,6
100
3000x2500x1900
5000
5950
* И зготовитель Д непропетровский станкозавод.
Таблица
31
Техническая характеристика копировально-фрезерных станков с верхним
расположением шпинделя (ВФК-1) *
П оказатель
Ширина обрабатываемого паза или диаметр свер­
ления:
наибольший
наименьший
Номер внутреннего конуса шпинделя (конуса
Морзе)
Максимальная глубина:
сверления
фрезерования
Ширина стола
То же с приставными плитами
Длина стола
Наибольшее вертикальное перемещение стола
Единица
измерения
Величина
мм
»
35
2
—
2
мм
115
65
760
1170
700
140
»
»
»
»
45
Продолжение
Единица
измерения
Показатель
Наибольшее расстояние от шпинделя до рабочей
поверхности стола
Вылет оси шпинделя от станины
Наибольшее вертикальное перемещение шпинде­
льной головки
Угол поворота шпиндельной головки
Частота вращения шпинделя
Мощность электродвигателя
Частота тока
Габаритные размеры
Масса
Стоимость
табл.
31
Величина
460
600
ММ
»
»
град
об/мин
кВт
Гц
130
±60
18 000
1,5
300
1170Х 1270 X I65C
750
1470
ММ
кг
руб.
• И зготовитель Д непропетровский станкозавод.
Таблица
32
Класс шерохо*
ватости
Шероховатость поверхности фрезерования в зависимости от подачи и угла
подачи Uz (по Ф. М. Манжосу)
9
8
7
6
5
4
П редельная величина подачи U г , мм, при угл е подачи фп
0
-1 0
0,3
1
1.5
2
2,5
3
0,05
0,75
1,3
1,9
2,4
и
—20
—30
-4 0
-5 0
-6 0
-7 0
-8 0
—90
0,15
0,5
1,4
1,85
2,5
—
—
0,25
0,75
1,4
2,1
0,25
0,75
1,4
2
0,1
0,35
0,45
1,9
2,5
0,2
0,65
1,25
2,2
2,7
0,35
0,8
1,75
2,35
2,8
0,5
1,2
1.9
2,45
2,9
0,75
1,8
2
2,5
2,95
Предельная
длина волн
при D
180— 120.
80—0
мм
0,3
1
1,5
2
2,5
3
4,5—4
6,5—5,5
8,5—7
12— 10
15— 12
1 9 -1 5
ШИПОРЕЗНЫЕ СТАНКИ
Шипорезные станки предназначены для получения шипов и проушин
на концах деталей для сопряжения их иод требуемым углом в рамки, ящики
или продольные сращивания (табл. 33—35). В зависимости от вида вы­
полняемых работ на шипорезных станках они делятся на три группы: а) для
получения рамных шипов, б) и в) для получения ящичных шипов и круглых,
скругленных и полупотайных шипов. Особую группу представляют стан­
ки, предназначенные для зубчатого стыковочного шипа, обеспечивающего
46
Таблица
33
Техническая характеристика шипорезных станков для получения рамных
шипов* (ГОСТ 6855-73, ГОСТ 18519-73, ГОСТ 18520-73)
Показатель
Максимальные размеры обра­
батываемого материала:
ширина
толщина
1'азмеры получаемого шипа:
максимальная длина
минимальная толщина
I (аибольшее расстояние меж­
ду обрезающими пилами
11аименьшее расстояние меж­
ду заплечиками шипов
11аибольшая глубина
про­
ушины
Ширина проушины
Количество
установленных
шпинделей
Количество пильных головок
Диаметр пилы
Угол поворота пилы в обе
стороны
Перемещение при горизон­
тальном расположении шпин­
делей по:
горизонтали
вертикали
Количество проушинных голо­
вок
Диаметр инструмента
Угол поворота головки в обе
стороны
Перемещение при вертикаль­
ном расположении шпинделя
по:
горизонтали
вертикали
Вид подачи
Едини­
ца из­
мерения
ШО! 0-4
мм
Ш 0 1 5 Г -5
Ш 016-4
шдю-з
Ш Д15-3
200
»
75
400
150
150
75
150
»
»
100
160
160
100
5
10
10
5
160
10
»
—
—
—
2000
2800
мм
—
—
—
200
200
»
100
125
100
125
шт.
4
»
»
1
125
8; 10; 1 2
8
360
400
360
град
15
мм
200
»
150
|
400
шт.
мм
310
360
360
310
360
град
15
10
15
10
10
1
200
мм
»
—
Скорость подачи
м/мин
Наибольший ход каретки
мм
Р, сстояние между упорами
»
на конвейере
Равномерность толщины и па­
раллельность расположения
шипа, зарезаемого в бруске,
по отношению базовой по­
верхности бруска (допуск по
мм
длине 100 мм)
Количество электродвигате­
шт.
лей
кВт
Мощность электродвигателей,
150
150
Конвейер
Кон­ Карет­
ка
вейер
2,5— 15 2 - 1 2 2,5— 15 2,5— 10 2,5— 10
---1900
—
—
—
—
—
—
220
220
10
22,9
24,7
0,1
5
10,8
5
12,6
6
14,8
10
47
табл.
П родолж ен и е
33
------------- гП оказатель
в том числе;
пильной.
головки
шипорезно-фрезерной »
проушинной
»
привода подачи
перемещения колонки
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Едини­
ца и з­
мерения
кВт
»
У)
»
мм
»
»
кг
руб.
ШОЮ-4
1Ш 15Г-6
111016-4
Ш Д10 3
ШД15-Э
2,2
2 x 2 ,2
3,2
3,2
2 X 2 ,2
4,0
3,2
3 X 2 ,2
4.0
2 X 2 ,2
2 x 2 ,2
2 X 3 ,2
—
—
1 ,0
—
0,5
0,5
3170
1800
1420
1890
3500
2960
1900
1560
1800
2880
3170
1800
1420
1890
3500
3350
2380
1525
3550
5440
4150
2380
1525
3850
5650
2 X 3 ,2
2 x 2 ,2
2 X 4 ,0
0 Изготовитель Московский зав од деревообрабаты ваю щ их станков и автоматических
линий.
Рис. 14. Шипорезные станки:
а — одн остор он н и й :
/ — кар етка;
2 — боковой упор; 3 — пила; 4 — ш и п орезн ы е головки;
5 — п од сеч н ы е головки; б — проуш инны й диск;
7 — н ап р ав л яю щ и е; 8 — за го т о в к а ; б — д в у с т о ­
ронний 1, 3, 9 — р е ж у щ и е ш пи ндели; 2 — т о р ­
цовы е ф р езы ; 4 — конв ейерн ы е пр иж им ы ; 5 —
тол к аю щ и е упоры ; 6 — балк и (л и н ей к и ); 7 —
цеп ь; 8 — заготовк а ; 10 — винтовой м ех а н и зм ;
11 — к онич еские зу б ч а т к и ; 12 *— эл ек т р о д в и га ­
тел ь.
сращивание деталей по длине. Параметры этих станков аналогичны
параметрам обычных шипорезных станков. По виду подачи, количеству
шпинделей и обрабатываемых сторон деталей различают станки с ручной
и механизированной подачей, одно- и многошпиндельные, одно- и дву­
сторонние (рис. 14).
49
Таблица
Техническая характеристика шипорезных Станков для получения прямых,
ящичных шипов* (ГОСТ 8571-70, ГОСТ *6413-70, ГОСТ 16414-70)
П оказатель
Размеры обрабатываемой за­
готовки:
длина
ширина
толщина
Размеры шипов и проушин:
максимальная длина
ширина
Количество рабочих шпинде­
лей
Диаметры режущих инстру­
ментов:
круглых пил
шипорезных головок
Частота вращения:
круглых пил
шипорезных головок
Ход шипорезных головок по
вертикали
Скорость подачи шипорезных
головок
Наибольшее перемещение сто­
ла
Вид подачи заготовок
Скорость подачи стола
Размеры рабочей поверхности
стола
Наибольшее перемещение по­
движной колонки
Скорость перемещения по­
движной колонки
Наименьшая продолжитель­
ность цикла обработки
Равномерность толщины и па­
раллельное расположение ши­
па базовой поверхнссти брус­
ка (допуск по длине 100 мм)
Мощность электродвигателей
приводов,
в том числе:
шипорезных головок
пил
подачи
перемещения колонки
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Единица
измерения
ММ
»
»
Ш ПА-40
Ш2ПА
Ш 2ПА-2
1500
400
120
530— 1250
80
8
350—2000
250
100
»
50
»
8
шт.
1
6; 8 — 12
360
мм
»
200
об/мин
»
2880
2880
3325
мм
—
200
м/мин
_
3,2; 4,5 5,3; 6,5
Конвейерная
м/мин
250
На столе
0—4
мм
4 20x1000
мм
»
»
1610
860
м/мин
_
2,7
с
_
6,4
мм
0,1
кВт
11,0
21,9
21,9
»
»
»
10,0
—
1,0
—
2 x 7 ,5
2 x 2 ,2
1,7/2,0
0,5
2 x 7 ,5
2X 2,2
1,7/2,0
0,5
1800
1075
1200
910
1410
3175
1890
1370
3000
4850
3980
1890
1370
3500
5000
мм
»
»
кг
руб.
* Изготовитель Московский з а » эд дер евооб[>абатывающнх с ганков и автоматических
50
зч
линш
Таблица
35
Техническая характеристика шипорезных станков для зарезки круглых и
полупотайных шипов
П оказатель
Форма шипа
Размеры обрабатываемой за­
готовки:
длина
ширина
толщина
Расстояние между шипами
Размеры шипов:
ширин3
толщина
наибольшая площадка под­
резки торца
длина с подрезкой торца
Количество инструментальных
головок (фрез)
Диаметр концевых фрез
Ч;:стота вращения
»
Количество шипорезных голо­
вок
Диаметр головки
Частота вращения головок
Скорость перемещения стола:
рабочий ход
холостой »
Количество электродвигателей
Мощность электродвигателей
Равномерность толщины и па­
раллельное расположение ши­
па по отношению к базовой
поверхности бруска (допуск
по длине 100 мм)
Шероховатость
поверхности
(класс по ГОСТ 7016-68)
Зазор шипового соединения
(допуск)
Габаритные размеры
Масса
Стоимость
Единица
измерения
ШЛХ-3
—
Скругленные и
круглые
«Ласточкин хвост
мм
»
»
»
—
—
—
—
От 200
До 650
12 ч- 35
25,8
»
»
8— 112
8— 16
—
—
»
55
5—35
—
—
шт.
мм
об/мин
1
—
—
25
14
9000
шт.
мм
об/мин
1
100
6800
м/мин
»
шт.
кВт
—
—
2
2,8
1—3
4
1
7.5
мм
0.2
—
—
6
—
мм
»
кг
руб.
—
1340X1140X1400
430
1500
0,4
1070Х850Х 1055
1000
3330
—
— .
—
—
* Изготовитель Московский завод деревообрабаты ваю щ их станков и автоматических линий
СТАНКИ ДЛЯ ВЫБОРКИ ГНЕЗД И ОТВЕРСТИЙ
Станки для выборки гнезд и отверстий по назначению можно разделить
на три группы: сверлильные, сверлильно-пазовальные и долбежные. По
количеству и расположению шпинделей различают сверлильные станки однои многошпиндельные, вертикальные и горизонтальные (табл. 36).
Многошпиндельные станки имеют групповое или индивидуальное управ­
ление каждым шпинделем. Они могут быть с педальной или с механизи-
51
Т а б л и/й а 36
—
—
—
400— 1800
200—650
1 6 -4 0
»
»
»
40
100
200
40
100
200
16—25
80
125
2 -3 5
55
шт.
»
1
1
1
—
4
6
6000
2800
_
0,2—4
—
об/мин
м/мин
мм
—
3000 ; 6000
_
100
6
110
»
»
»
град
кВт
200
400
200
400
±90
_
1,7, 2,2
—
—
—
—
3,2
1,7
6,0
—
0,15
1240
650
1755
400
610
1240
755
1755
462
740
* И зготовитель Единецкий зав од деревообрабаты ваю щ их станков.
** Изготовитель Д непропетровский станкозавод.
52
_
10— 100
мм
мм
»
»
кг
руб.
"
СГВП
—
До 400
СВА-2 *
мм
»
»
*
СВПА-2 *
Размеры обрабатываемой детали:
длина
ширина
высота (толщина)
Размеры отверстий (пазов):
диаметр
глубина
длина
Количество сверлильных голо­
вок:
горизонтальных
вертикальных
Частота вращения рабочих
шпинделей
Скорость подачи сверлильных
головок
Ход шпинделя
Расстояние от оси шпинделя до
стола
Наибольшее перемещение стола
по:
горизонтали
вертикали
Угол поворота стола вокруг го­
ризонтальной оси
Мощность
электродвигателей
приводов:
шпинделей
подачи
Точность обработки:
равномерность ширины паза
или диаметра отверстия; по­
стоянство ширины заплечика
по длине паза (отверстия) и
перпендикулярность оси от­
верстия к базовым поверхнос­
тям (допуск по длине 100 мм)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
СВП-2
П оказатель
Единица из­
мерения
Техническая характеристика сверлильных и пазовальных станков
(ГОСТ 12436-66, ГОСТ 7353-70, ГОСТ 8629-75)
775
1555
1400
760
1060
3785
1510
1675
2460
5400
Таблица
Техническая характеристика цепнодолбежных станков * (ГОСТ 12435-66,
ГОСТ 7316-66)
Единица
измерения
П оказатель
ДЦА-3
дцл
160
200
900
75
160
200
800
80
8—25
70
160
2900
8— 16
70
125
2900
0,5—4
4,0
0 - 4 ,8
4,8
37
Комеры обрабатываемых из­
делий:
*
(ширина
брусков {то/щииа
ММ
»
пштов
»
длина
»
»
»
/ шиРина
1
(толщина
Размеры гнезд (отверстий):
ширина
максимальная глубина
Частота вращения звездочки
(жорость подачи суппорта:
рабочий ход
холостой »
1Ьшбольшее продольное пере­
мещение стола
Равномерность ширины паза
м ширины заплечика по длиие паза
Перпендикулярность паза ва­
ловой поверхности бруска
(допуск по длине 100 мм)
Мощность электродвигателей
приводов:
звездочки
подачи
Габаритные размеры
Масса
Стоимость
»
об/мин
мм/с
мм
250
»
3
»
0,2
кВ*
мм
кг
руб.
3,2
1,0
1400X935X1600
650
980
2,2
--
800X 900X1500
600
1050
* Изготовитель Д непропетровский станкозавод.
Таблица
38
Техническая характеристика станка <Komet ОВ1»
П оказатель
Рабочая длина
»
высота
»
ширина
Расстояние между центрами суппортов
Количество суппортов:
вертикальных нижних
»
верхних
горизонтальных
Минимальное расстояние между шпинделями
Давление сжатого воздуха
Габаритные размеры
Единица
измерения
Величина
ММ
»
»
»
2500
850
600
160
шт.
»
»
мм
кгс/см2
мм
8
2
2
16
Д о 10
4000 X I 000 X 1750
53
рованной подачей. У современных сверлильных станков агрегатные головк
обеспечивают и подачу.
Принципиальные схемы одношпиндельного с вертикальным располож(
нием шпинделя и горизонтального многошпиндельного сверлильных станке
приведены на рис. 15.
Д л я сверления вертикальных и горизонтальных отверстий в щитах за ру
бежом применяются сверлильные станки «Komet ОВ1» фирмы «Гайнрих Нот1
мейер» («H einrich N ottm ejer», Ф РГ) (табл. 38). Все вертикальные и горизоИ
тальные суппорты станков оснащены узлами сверления Д В Р с двигателям|
мощностью 0,7— 1,5 кВт с высотой подъема 50—80 мм. Станки могут иметь оди]
Рис. 15. Сверлильные станки:
а — од н ош п и н дел ьн ы й
с вертикальны м р асп о л о ж ен и ем
ш пи нделя: / — п ед ал ь ; 2 — п о д ъ ем н ы й
м ех а н и зм ; 3 —
стол; 4 — за ж и м ; 5 — рычаг; 6 — суп п орт; 7 — уп ор ; 8 -i
б а зи р у ю щ а я л ин ейка; 9 — стан и н а; б — м н о го ш п и н д ел ь­
ный С В-8: 1, 4 — рукоятка; 2 — гайка;
3 — ш пи ндель
5 — к он ц евая полк а; 6 — рейка; 7 — зу б ч а т к а ; 8 — винт
9 — д в и гател ь;
10 — кривош ип;
11 — зу б ч а т ы е
рейки
12 — зу б ч а т ы й сектор;
/3 — ч ер вя ч н ое к ол есо; 14 — ре
д ук т ор .
или несколько фрезерных узлов для замочных скважин. Управление свер­
лильными узлами в суппортах осуществляется при помощи магнитных вен
тилей. К аж дый сверлильный узел может отключаться с автономного пульт;
управления, смонтированного на суппорте. Здесь же производится включе
ние и отключение сж атого воздуха. Все продольные и поперечные направ'
ляющие для суппортов и сверлильных узлов отшлифованы и снабжены шка>
лами, что обеспечивает высокую точность работы станка. На всех суппортам
имеются перемещающиеся нониусы, которые позволяют установить соответ!
ствующий сверлильный узел на размер с точностью до 0,1 мм.
54
(ГЛНОК ДЛЯ ЗАДЕЛКИ СУЧКОВ (СВСА-2)
Станок применяется для высверливания сучков и других дефектов дрепгсипы, формования пробок и их постановки в отверстия на клею (табл. 39).
Т аблица
39
Iгхническая характеристика станка СВСА-2 *
Единица
измерения
П оказатель
Максимальная толщина обрабатываемой дета­
ли
Иылет оси шпинделя от колонны
Размеры изготовляемых пробок и планок:
диаметр пробки
высота
»
ширина планки
толщина
»
Частота вращения шпинделя
Наибольшее количество заделок в минуту
Размеры стола:
длина
ширина
Мощность электродвигателя
Габаритные размеры
Масса
Стоимость
ММ
»
»
»
»
»
об/мин
—
Величина
150
600
25; 35
6; 18
27; 37
6; 18
2840
15
кг
800
600
2,8
800X 1490X1650
1050
руб.
2000
мм
»
кВт
мм
* Изготовитель Д непропетровский станкозавод
СТАНКИ ДЛЯ ИЗГОТОВЛЕНИЯ
ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ
Станки для изготовления деталей цилиндрической формы разделяются
па круглоиалочные и токарные. Круглопалочные служ ат для получения д е­
талей цилиндрической формы постоянного, токарные — для получения деталей
переменного сечения. Первые, как правило, проходного типа, вторые — по­
зиционного (табл. 40, 41).
Т а б л и ц а 40
Техническая характеристика круглопалочных станков* (ГОСТ 17213-71)
Показатель
Диаметр изготовляемой дета­
ли:
гладкой
с канавкой
» накаткой
Размеры канавки (ширина и
глубина)
Шаг накатки
11аименьшая длина изготов­
ляемой детали
Частота вращения ножевой
1 оловки
Число резцов ь ножевой го­
ловке
Единица
измерения
КПА20
КПА50 *
ММ
»
»
8— 20
10—20
8— 10
20—50
»
»
2X 2
1,5
__
»
400
575
об/мин
3600
4260
—
3
3
—
—
—
55
П оказатель
То же скоростей подачи
Скорость подачи
Мощность электродвигателя
Габаритные размеры
Масса
Стоимость
Единица
измерения
_
м/мин
кВт
мм
кг
руб.
Продолжение
табд
КПА20
К П А 50 *
1
5
3
720X 515X 930
315
540
40
3
7,2—29
7,5
2250X 650X 1210
900
1100
* И зготовитель Нальчикский станкозавод.
Т а б л и ц а 41
Техническая характеристика токарных станков* (ГОСТ 5645-66, ГОСТ 16411-70)
П оказатель
Наибольший диаметр обраба­
тываемой детали:
над станиной
з> подручником
» суппортом
в выемке станины
при обработке на станке с
лоботокарным устройством
Наибольшая длина обрабаты­
ваемого изделия:
в центре
» выемке станины
при обработке на станке
с копирным устройством
Угол поворота верхних сала­
зок суппорта
Наибольший продольный ход
суппорта
Величина продольной подачи
суппорта
Величина ускоренного хода
суппорта
Количество ступеней скорос­
тей шпинделя
Частота вращения шпинделя
Мощность электродвигателя
Постоянство диаметра изде­
лия, допуск по длине 1000 мм
в сечении:
поперечном
продольном
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Единица
измерения
ТП-40
ТВ-63
ТС-40
мм
»
»
»
400
250
—
600
630
480
450
1000
400
—
250
700
»
—
2000
—
1600
200
1600
275
1400
250
»
—
1400
—
град
—
360
360
мм
—
1400
1400
мм/об
—
0 ,8 - 3 ,0
0,5—3
м/мин
—
6,5
7,5
—
об/мин
кВт
200—2500
0,8— 1,5
8
135—2500
3,6
2 5 0 -2 5 0 0
3,0
—
—
0,25
0,4
—
—
2600
635
1310
775
750
2900/3910
870/1270
1400/1400
1200/1400
2000
2850
990
1270
1180
1900
мм
»
/
»
»
»
кг
руб.
* Изготовитель Нальчикский станкоэавед.
56
ШЛИФОВАЛЬНЫЕ СТАНКИ
Ш лифовальные станки используются для удаления части поверхностного
слоя быстро перемещающимся режущим инструментом, представляющим со­
бой бесконечную ленту, цилиндр или диск, на рабочей поверхности которых
и,тесен слой абразивного мелкозернистого материала. В зависимости от вид.|. формы и способа крепления режущего инструмента шлифовальные стан­
ки можно разделить на: ленточные, цилиндровые, комбинированные и ще1 очные.
Д ля шлифования пластей щитовых элементов мебели применяются глав­
ным образом узколенточные станки Ш ЛПС-2, Ш ЛПС-2М и др. (рис. 16).
1’ис. 16. Узколенточный ш лифоваль­
ный станок с ручной подачей:
/ — стан и н а; 2 — приводны й шкив; 3 — н а ­
правляю щ ие; 4, 8 — рукоятки; 5 — хол остой
шкив; 6 — у т ю ж о к ; 7 — нап р ав л я ю щ и е; 9 —
сю л ; 10 — шины; 1 1 — вал; 12 — супп орты .
Они обеспечивают высокое качество обработки, а при использовании гум­
мированной ленты для стяжки рубашек из шпона являются практически
незаменимыми. Никакой другой вид шлифовального оборудования не позво­
ляет производить местное шлифование отдельных участков обрабатываемой
поверхности. Однако при наличии ребросклеивающих станков типа «Купер»
( :Кирег», Ф РГ ), узколенточные станки из-за низкой производительности и
большой трудоемкости процесса не обеспечивают возросших требований со­
племенного производства. Поэтому их заменяют широколенточными станками
г верхним и нижним расположением лент.
Отечественная станкостроительная промышленность начала выпускать
пшроколенточные шлифовальные станки Ш Л К -6 и Ш ЛК-8 с конвейерной почнчей и осциллирующим движением ленты, предназначенные для чистового
сухого шлифования плоских параллельных поверхностей (табл. 42—45). Эти
сгапки проходные, имеют высокую производительность, могут быть использопаны как в отдельности, так и в автоматических линиях (рис. 17).
На многих предприятиях применяются цилиндровые шлифовальные стан­
ки с гусеничной или вальцовой подачей.
Режимы шлифования на шлифовальных станках приведены в табл. 46
и 47.
57
Таблица
Техническая характеристика
(ГОСТ 9556-73)
П оказатель
Максимальные размеры обра­
батываемой детали:
длина
ширина
высота (толщина)
Количество лент
Ширина лент
шлифовальных
Единица
изм ере­
ния
ММ
»
»
—
—
мм
400
»
Угол наклона дополнительно­
го стола
град
Скорость подачи автоподат­
чика
м/мин
узколенточных станков *
ШлПС2М
ШлПС-4
850
400
800
190
ШлНСВ
850
200
1
160
160
—
—
—
850
3—50
2
250
25
—
Ш лП О
Л **
2000
—
_
ШТ.
Скорость шлифования
м/с
Величина осциллирования лен­
ты
мм
Частота осциллирования ленгы
ход/мин
Перемещение стола по высоте
мм
Поперечный ход стола
»
Скорость перемещения стола м/мин
Размеры рабочего стола
мм
То же дополнительного стола
ШлНС-2
42
160
12,5; 25
—
—
12
—
—
—
63
—
190
—
—
400
1025
4— 12
1120
—
—
1290Х
Х400
200 X
Х800
0— 14
2100Х
Х830
—
—
—
—
—
—
—
—
1400Х
Х500
850 X
Х350
—
—
До 45
—
—
8; 12;
—
16; 24
Количество электродвигате­
лей
Мощность электродвигателей
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
шт.
кВт
1
3
1
3
3
8 ,2
мм
1845
650
915
585
880
3438
1800
1240
598
3720
1800
1560
2000
950
»
»
кг
руб.
—
3
5,2
2560 ***
1330
1470
1150 ***
3210
2
11 , 2
4070
2150
1450
2455
3755
(Ш лПС -5)
* Изготовитель Костромской завод деревообрабаты ваю щ их станков.
** Д л я шлифования нитроцеллю лозны х и полиэфирных покрытий и д ета л ей д о отделки.
*** С дополнительным столом
Таблица
1гхническая характеристика шлифовальных широколенточных станков*
ПОСТ 17360-71)
П оказатель
Кнмеры обрабатываемой детали:
длина
максимальная ширина
нысота (толщина)
Количество лент
Шнрина ленты
Длина
»
(жорость шлифования
Моличина осциллирования ленты
Частота
»
»
Нид подачи материала
(жорость подачи
Мо дность электродвигателей:
привода ленты
конвейера
Шероховатость поверхности (класс по
ГОСТ 7016-68)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Единица
измерения
мм
»
»
шт.
мм
43
Ш лКб
ШлК8
2ШлК
—
600
3—75
1
630
—
850
3—75
1
900
От 400
1100
3 -7 5
2
720— 1150
»
м/с
2600
25
20
35
мм
ход/мин
—
м /м и II
6—24
Конвейерная
6— 24
'
5 -1 5
кВт
»
7,5
1,7
10
1,5
2X 13
2,2
—
10
10
9
мм
1940
1580
2085
2298
5180
2100
1880
2100
2900
7630
2010
2100
2160
4800
12 500
»
»
кг
руб.
* Изготовитель Костромской завод деревообрабаты ваю щ их станков.
Широколенточные шлифовальные станки фирмы «Карстенс» («C arstens»,
ФРГ) предназначены для обработки древесностружечных плит, массивной
древесины, фанеры и лаковых покрытий (табл. 48). Д ля шлифования ниж ­
ней пласти применяются широколенточные шлифовальные станки с нижним
расположением одной широкой ленты, одного контактного валика и пнев­
матической подушки — модель U/FKA — Ju n io r S (рис. 18).
Д ля шлифования верхней пласти применяются двухленточные станки с
верхним расположением широких шлифовальных лент, одним контактным
валиком и двумя пневматическими прижимными подушками — станок модели
I'KA — Junior 2S (рис. 19).
Удельное давление шлифования и толщина снимаемого слоя в обоих
станках регулируется автоматически специальным приспособлением. Станки
снабжены устройством, предупреждающим заоваливание кромок заготовок.
Станки могут работать отдельно либо в полуавтоматических линиях об­
работки щитов (рис. 20).
Д ля калибрования древесностружечных плит и двустороннего тонкого
шлифования щитовых элементов мебели широко применяются комбинирован­
ный полуавтоматический широколенточный станок с верхним и нижним р ас­
положением лент фирмы «Курт Эгеманн» («K urt Ehem ann», Ф РГ) (табл. 49)
59
Таблица
44
Техническая характеристика шлифовальных цилиндровых станков *
(ГОСТ 8197-69, ГОСТ 11968-66)
П оказатель
Размеры обрабатываемой детали:
минимальная длина
максимальная ширина
толщина
Количество цилиндров
Диаметр:
цилиндров
щеток
Частота вращения:
первого и второго цилиндров
третьего цилиндра
щеток
Частота осевых колебаний цилиндров
Амплитуда осевых колебаний
Скорость подачи
Общая мощность электродвигателей,
в том числе приводов:
(первого
цилиндров (второго и
[третьего
подачи
подъема стола
механизма осциллирования
щеток
Равномерность толщины щита (допуск)
Плоскостность поверхности щита (до­
пуск по длине 1000 мм)
Шероховатость поверхности (класс по
ГОСТ 7016-68)
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
Единица
измерения
ММ
»
»
Ш лЗЦВ-З
Ш лЗЦ -12-2
Ш лЗЦ-19М
450
1250
[ 1900
3 -1 5 0
3— 150
3
1900
3—200
»
»
»
200
280
172
280
об/мин
кол/мин
мм
м/мин
кВт
2465
1550
935
125
11
4 ,7 -1 7 ,1
37,2
1440
1520
800
110
10
3— 15
33,4
1440
1520
800
110
3 -1 5
36,4
»
10
ю
13
»
4,0
1,5
2X 10
1,7
1,1
0,6
1,7
1,1
»
»
»
»
1,1
0,2
1
1
—
0,15
»
0,15
»
8
мм
»
»
кг
руб.
2380
3510
1725
8460
8100
* Изготовитель К остромской завод деревообрабаты ваю щ их станков.
2415
2225
1615
6705
7500
10
1
|
—
0,2
2430
3165
1615
8730
9540
Таблица
Техническая характеристика станков для шлифования цилиндрических
поверхностей * (ГОСТ 9989-75)
П оказатель
Максимальная высота обраба­
тываемого изделия:
на шлифовальном диске
на бобине
Количество
шлифовальных
дисков
Диаметр:
диска
бобины
Рабочая длина бобины при го­
ризонтальном столе
Ширина ленты
Скорость резания на:
диске диаметром 750 мм
бобине диаметром 90/120 мм
Скорость ленты
Частота осевых колебаний бо­
бины
Вертикальный ход бобины
Расстояние между осями шки­
вов
Размеры столов к шлифо­
вальным дискам
Наибольший угол наклона
столов к дискам относитель­
но горизонтали:
вверх
вниз
Размеры стола бобины
Угол наклона стола бобины
в обе стороны
Мощность электродвигателей
приводов:
дисков
бобины
Шероховатость
поверхности
(класс по ГОСТ 7016-68)
Габаритные размеры
Масса
Стоимость
45
Единица
измерения
Ш лД Б-4
ШлСЛ-2
мм
»
450
200
—
—
шт.
2
—
мм
»
, 750
90 и 120
—
—
»
»
210
—
—
100
м/с
»
м/с
38
20/26,6
—
—
—
19,6
2,32
10
—
—
—
1500
880X450
—
град
»
мм
15
45
650X650
—
——
град
По 30
—
кВт
»
5,5
1,6
1,0
—
—
9
1680X1662X1440
1075
1700
—
1865X 465X1100
160
450
кол/с .
мм
»
мм
кг
руб.
* Изготовитель Костромской зав од деревообрабаты ваю щ их станков.
Таблица
46
Режимы шлифования (ГОСТ 7016-68)
Станки
Скорость
резания,
м /с
Ч ерновое шлифование
Чистовое шлифование
зер ни стость шкурки
30— 50
зер н и стость шкурки
5 —26
Д иам етр,
мм
удель н ое
давление,
кгс/см 2
Ленточные
верхностью
та:
большой
движным
класс ш е­
р оховато­
сти по
ГОСТ 701668
удельное
давление,
кгс/см 2
класс ше­
роховато­
сти по
ГОСТ 701668
с по­
контак­
(с непо­
столом)
малой (утюжковые)
с вальцовым кон­
тактом
Вальцовые
Дисковые
2 0 -2 5
0,0 ISО.04
20—25
0 ,0 5 -0 ,2
20—30
2 5 -3 0
20—40
0 ,5 -2 ,5
1 5 0 -3 5 0 0,5—2,0
500— 1350 0 ,0 5 -0 ,5
0,01 —
0,025
. 6 -8
0 ,0 2 -0 ,0 5
8— 10
0 ,2 - 0 ,5
0,2—0,5
Станок состоит из массивной станины, четырех (двух верхних и двух
нижних) шлифовальных агрегатов с механизмами привода и натяж ения шли­
фовальных лент и контактными баш маками, конвейерной ленты из прорези­
ненной ткани, механизмом бесступенчатого регулирования скорости подачи,
приводного щеточного вала и пульта управления Все агрегаты оборудованы
шлифовальными лентами одинаковой длины. Ленты задних шлифовальных
агрегатов находятся в колебательном движении. Контактные башмаки в за ­
висимости от выполняемых на станке операций могут быть твердыми (ж ест­
кими) — при калибровании плит — и мягкими — при тонком чистовом шлифо­
вании поверхностей под отделку. Н атяж ны м устройством служ ат электро­
двигатели с внешним ротором. Нагрузки шлифования контролируются с
помощью амперметра.
Все шлифовальные агрегаты имеют защитную обшивку и оборудованы
отсасывающими устройствами.
Высокое качество шлифования древесины, мастик, шпаклевок и лако­
красочных покрытий обеспечивается полуавтоматическими узколенточными
шлифовальными станками САТ/Д с верхним расположением двух встречно
вращающихся
мелкозернистых шлифовальных лент фирмы «Тальябуэ»
(«Tagliabue», И тали я), «Бетхер и Гесснер» («Bottcher und Gessner», ФРГ)
и др. (табл. 50). Пневматические продольные нажимные балки опускаются
на обрабатываемое изделие автоматически, момент соприкосновения или
подъема регулируется электронным управлением. Особенностью рассматри­
ваемых станков является оригинальный привод шлифовальных лент — из
специальных рубчатых (кордных) лент, расположенных внутри ш лифоваль­
ных на своих шкивах. Такое устройство не требует сильного натяжения,
предотвращает проскальзывание и, таким образом, увеличивает их долго­
вечность.
Очень важным с точки зрения повышения длительности службы шли­
фовальных лент и, следовательно, производительности шлифовального обо­
рудования является качество склеивания лент в замкнутый контур: вна­
хлестку с зачисткой абразивного слоя на одной из кромок или впритык
62
Щиты из древе­ Обработана на продольсины и бруско­ но-фрезерных станках;
класс
шероховатости
вые детали
7—8
Глубина
неровностей
0,03—0,1 мм
Погрешность
формы
0,2—0,4/1000 мм
Рамы
плоские Провесы высотой 0,4—
после сборки
0,8 мм; класс шерохо­
ватости 7—8
Щиты облицо­
ванные (толщи­
на шпона 0,6—
0,8 мм)
Фанера клееная
Глубина
неровностей
0,03—0,1 мм
Класс шероховатости
6—8
Глубина
неровностей
0,05—0,2 мм
Погрешность
формы
0,2/1000 мм
Класс шероховатости
7—6
Глубина
неровностей
0,06—0,2 мм
Погрешность толщины
0,1—0,2
—
8 -9
—
1
2
3
0,17—03
50—60 Ж есткая
0,05—0,15 12—25 Средняя
0—03—0,05 10— 12 Мягкая
Да
Рабочее
давление
шкурки на древесину
на 1 см ширины
ци­
линдра, кгс
Необходимость осцил­
лирования
зернистости
Номер
шкурки
Жесткость «постели»
под шкуркой
снимаемого
Глубина сни­
маемого слоя,
мм
Толщина
слоя
Х арактеристика поверхно­
сти д о обр аботки
Номер шлифовально­
го цилиндра
О брабаты ваемы е
изделия
Класс ш ероховатости
поверхности по
ГОСТ 7016*68
Т а б л и ц а 47
Режимы шлифования на многовальцовых станках (по Ф. М. Манжосу)_______________________________________________________
Нет
1,2—3,0
1,0—2,0
0,3— 1,0
Да
3 ,0 -6 ,0
»
0—03—0,1
0,2—0,4
1
0,3—0,6
2
3
0,15—0,3
0,05—0,1
1
0,1—0,20
■1
0,05—0,12
16
3
0,02—0,03
10
Мягкая
Нет
0,3— 1,0
1
0,1—0,20
50
Средняя
Да
1,2—2,0
0,10—0,2
2
0,07—0.15
25
0,1—0,2
3
0,03—0,5
12
0,45—09
7 -8
0,05—0,1
0,05—0,2
8— 10
0 ,1 -0 ,1 5
0,10—0,2
8—9
60
Ж есткая
жесткая
и
очень
2 5 - 4 0 Средняя или жесткая
1,2—3,0
12
Мягкая или средняя Нет или 0 ,6 -1 ,0
да
40
Средняя
Да
1,2—3,0
1,0—2,0
0 ,6 -1 ,2
Мягкая
Нет
0,3— 1,0
Рис. 17.
тактом:
Широколенточный
шлифовальный
станок
с
утюжковым
кон­
/ — р егул и р уем ы й п ер ед ат оч н ы й м ехан и зм ; 2 — п н е в м о ч ем б р а и н о е у стр ой ств о; 3 —
ут ю ж ок ; 4 — ан т и ф р и к ц и он н ая лен т а; 5, 8 — п р и в од н ой и н а т я ж н о й шкивы; 6 —
ш л и ф ов ал ьн ая л ен т а ; 7 — р ук оя тк а; 9 — б а зи р у ю щ и е балки ; 10 — ролики; / / — щ е т о ч ­
ный б а р а б а н ; 1 2 — пн евм ати ч еск ая кам ер а; 13 — эл асти ч н а я м ет а л л и ч еск а я п л а ст и н ­
ка; 14 — п р ок л ад к а
и з резины ; 15 — ф етр ов ая п р ок л адк а; 16 — п р и ж и м ; 1 7 — к о н ­
вейер ; 18 — п р у ж и н а ; 19, 23 — рукоятки; 2 0 — рейка; 21 — червяк; 2 2 — ш естерня;
24 — вар иатор; 25 — д в и гат ел ь ; 26 — д в и га т ел ь .
Таблица
Техническая характеристика шлифовальных станков фирмы «Карстенс»
П оказатель
Пропускная ширина
Минимальная длина заготовок без ис­
пользования вакуумного стола
Скорость бесступенчатой подачи
То же при двухскоростном двигателе
Количество колебаний в секунду
Скорость ленты
Давление сжатого воздуха
Мощность
Габаритные размеры:
длина
ширина
высота
Масса
64
48
Единица
измерения
U /F K A - Ju ­
n io r S
F K A — Junior
2S
ММ
9 0 0 -1 1 0 0
9 0 0 -1 1 0 0
м/с
кгс/см2
кВт
800
4,8— 12
6— 12
0,58
30
5
23,4
400
—
1 2 -3 0
0,58
30
6
29,9 - 30,4
мм
»
»
кг
2150
1 8 0 0-2000
1600
2500; 2800
2000
1750-1950
2250
2900; 3100
»
м/мин
»
—
г применением накладки из старых шлифовальных лент с обратной (нера­
бочей) стороны. В качестве клеящих материалов используют синтетические
смолы и клеи животного происхождения. Склеивание производится на обыч­
ных прессах.
Рис. 18. Станок U/FK.A — Junior S.
Таблица
49
Техническая характеристика станков фирмы «Курт Эгеманн»
Показатель
Размеры обрабатываемых дета­
лей:
ширина
толщина
Скорость подачи
Мощность электродвигателей
приводов:
шлифования
подачи
Скорость шлифования
Габаритные размеры
Масса
Единица
измере­
ния
мм
»
м/мин
кВт
»
м/с
мм
кг
XXHI/diie
XXIII/dhO
600
150
7 -2 1
4 ,8 -4 0
2X 9
1,51
30
2100X 1500
2550
2 э0 0 Х 1о00
2550
В Витебском произвбдственном мебельном объединении для склеивания
шлифовальных лент разработан, изготовлен и внедрен в производство пнев­
матический пресс с электроконтактным обогревом. Он состоит из сварной
66
станины, стола и подставки с пневмоцилиндром, на штоке которого шар>
нирно укреплен электроконтактньгй элемент размерами 0 ,1 6 X 0 ,1 3 м. Ill
столе установлены две линейки из уголковой стали и прижимы с рукоятками,
Н а месте склеивания шлифовальной ленты укреплены термостойкие проклад»
ки из асбеста, паронита и дюралюминия.
Чтобы склеить шлифовальную ленту, обрезают ее концы под прямы*
углом, стыкуют у линейки под электроконтактным элементом и сдавливают
откидными прижимами. Н а тканевую или бумажную (в зависимости от скле*
иваемых лент) основу накладывают слой смолы М19-62 или поливинилаце»
татной эмульсии. Полученную прокладку помещают на участок склеивашщ
под электроконтактный эле*
мент, включают подачу ежа
того воздуха в пневмоци
линдр, шток которого при
ж имает элемент к мест]
склеивания. Выдержка noj
давлением в течение 30->
60 с. Температура нагрев!
140° С.
Московский
мебелыю
сборочный комбинат № 1
разработал более совершен
ную технологию склеивани|
шлифовальных лент в замк
нутый контур на сварочно!
установке ДК-1,2С. В ка
честве
клеящих
вещест!
применяется поливинилаце
татная эмульсия марки СВ
П еред склеиванием кромки
шириной до 15 мм отрезан!
ные под углом 45° С, очШ
щаются от абразивного слоя
и смазываю тся клеем. Концы
заготовки кладут внахлестку
па установленное приспособ
ление под электрод с за
крепленными изоляционными
пластинками,
опускают
электрод-инструмент с фто
ропластовой пластинкой и
Рис. 19. Станок FKA — Junior 2S.
на 3—5 с включают ток
высокой частоты. После ав'
томатического отключения напряжения ленту выдерживаю т под прессом (д ав­
ление 530 кгс/см2) в течение 20—30 с.
Сварочная установка состоит из высокочастотного генератора (табл. 51)
и пресса с приводом от двигателя переменного тока.
В качестве изоляционных прокладок применяются прессшпан марки ЭВ
и фторопласт.
На зарубежных предприятиях (фирма «Schr6der», Ф РГ) шлифовальные
ленты из рулона разрезаю т на станках на требуемую длину под углом
25—40°. Затем кромки усуют на специальных станках, оснащенных алм аз­
ными цилиндрическими кругами. Станки встраиваются в полуавтоматические
линии обработки кромок шлифовальных лент. Усуют обе кромки шлифо­
вальной ленты (одну по абразивному слою), чтобы получить толщину,
равную после склеивания обработанных кромок внахлестку толщине шлифо­
вального полотна. Это в значительной мере уменьшает внутренние напря­
жения в ленте, возникающие в момент ее изгиба, и таким образом повы­
ш ает ее долговечность. Ширина обрабатываемой части составляет примерно
15 мм. После заусовки на кромки автоматически наносится специальный
66
Рис. 20. Общий вид (а) и схема (б) полуавтоматической линии шлифо­
вания.
67
Т а б л и ц а 50
Техническая характеристика узколенточных шлифовальных станков CAT/D
Мо;^оль
Единица
измерения
П оказатель
Ширина шлифования
Максимальная высота шлифо­
вания
Скорость:
подачи
шлифования
Мощность приводов:
шлифования
ч
стола
Удельное давление воздуха
Габаритные размеры:
длина
ширина
высота
Масса
мм
140
190
235
260
1400
1900
2350
2600
160
м/мин
м/с
кВт
3 - -15
12 и 25
12,1 —
15,1
14,4—
16,7
»
кгс/см2
мм
»
*
кг
14,4—
16,7
16,7—<
18,9
5100
2350
1800
3900
5350
2350
1800
4100
2,27
5
4150
2350
1800
3450
4650
2350
1800
3600
Таблица
51
Техническая характеристика высокочастотного генератора
П оказатель
Максимальная свариваемая под элек­
тродом поверхность
Время сварки
Максимальная мощность на выходе
Частота
Потребляемая от сети мощность в им­
пульсе
Габаритные размеры
Масса
Единица
изм ере­
ния
Величина
мм
с
кВт
МГц
2 -1 5 0
3 -5
1,2
30±4
кВт
мм
кг
Д о 3,3
1497X1000X790
360
клей с последующей открытой выдержкой на конвейере, который является
транспортным средством для всей линии.
Лента склеивается в замкнутый контур на специальных станках с элс‘К
троконтактными нагревателями и прижимными устройствами. Процесс склей
вания длится несколько секунд, после чего ленты отправляю т на склад.
68
КОМБИНИРОВАННЫЕ И УНИВЕРСАЛЬНЫЕ СТАНКИ
Комбинированные и универсальные станки позволяют выполнять различ­
ные технологические операции: раскрой вдоль волокон, раскрой поперек
волокон (кроме КДС-3 и К С ), раскрой под углом (У Н ), фугование, строжку
II размер (К ), выборку гнезд, пазов и отверстий, фрезерование фасонных
профилей (кроме КДС-3, К С ), шлифование и заточку инструмента (К ).
Станки находят широкое применение в индивидуальном и мелкосерий­
ном производствах (табл. 52).
Таблица
52
Техническая характеристика комбинированных и универсальных станков
(ГОСТ 15996-70, ГОСТ 17476-72, ТУ 2-042-387-74)
Показатель
Размеры обрабатываемых
изделий:
длина
ширина (при распилов­
ке, строжке)
толщина (при распилов­
ке, строжке в размер)
Глубина сверления
Длина паза
Ширина (диаметр отвер­
стия)
Глубина фрезерования
Частота вращения режу­
щего инструмента при:
пилении
Единица
измерения
КДС-3
КС*
мм
—
500
—
—
300
»
-/2 2 0
125/250
—/400
500
-/3 1 5
100/—
—
—
80/—
120
120
135/—
120
200
—
—
—
-/5 -1 2 0
130
—
—
—
20
—
15
35
—
—
26
—
3000
—
—
5000
4000
_
_
_
2850;
5700
2850;
5700
мм
360
—
»
»
»
»
—
—
—
—
—
»
»
об/мин
фрезеровании
сверлении
Диаметры:
пил
ножевого вала
фрез
шлифовальной головки
заточного круга
Мощность электродви гателя
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
*
**
***
****
»
кВт
3
мм
»
1340
860
435
1145
450
кг
руб.
к е м ** УН-1 ***
250;
400
125
180
—
—
.
_.
—.
{<[****
3000;
6000
6000
400
360
—
—
—
100
8 0 -2 0 0
115
75
4,1 3,3
5,2/4,2
3,2
4,1
1565
1300
650
1230
1085
2065
1600
717
1080
1220
1400
1300
600
1940
500
1455
1120
985
910
1260
Изготовитель Кропоткинский завод деревообрабатывающих станков.
Изготовитель Единецкий завод деревообрабатывающих станков (Молдавская ССР).
Изготовитель Городокский станкозавод (Хмельницкая обл.).
Изготовитель Петрозаводский станкозавод.
69
Таблица
53
Параметры агрегатных дереворежущих силовых головок (по Ф. М. Манжосу)
М одель
П одача
(ход ), мм
Назначение
Привод
Наибольш ий
диаметр
инструм ента,
мм
Частота
вращения,
об/мин
М ощ ность,
кВт
резания
подачи
Пинольного типа с автоматической подачей
АГ1-1(4) | Сверление
| 4 0 0 -1 0 0 |
9 -3 0
|
0 ,1 -1 ,5
| 3 0 0 0 -1 2 00СI Пневматический и
| электрический
Пневмогидравлический
Н а салазках с настроечным перемещением
АГ2-1(3)
| Фрезерование и пиление
\
250—350
125—200
~
1—3,2
| 3 0 0 0 -6 0 0 0 | Электрический
|
На салазках с автоматической подачей
АГ2-4
Сверление
7 0 -1 2 0
—
АГ2-6
Пиление и фрезерование
8 0 -2 0 0
250—350
125—220
АГЗ-1
АГЗ-2
Шлифование
Плоское фрезерование
0 ,7 5 -6 ,7
3000—8000
»
1 ,0 -4 ,0
3000—6000
»
3000
3000
»
»
_Я
»
—
Пневмогидравлический
»
Н а колонке без подачи
_
0,6
1,7
—
—
С качающимся шпинделем без механической подачи
АГ4-1
Фрезерное копирование и
шлифование
60— 100
125— 180
1
3 0 0 0 -7 2 0 0
С двумя движениями подачи
—
АГ5-1
АГ5-2
Сверлильно-пазовальный
Д о 80
процесс
Долбление гнездовой фре­
80
зой
То же цепочкой
80
15
1,0
6000
—
1,0
3000
—
2,8
3000
Пневмогидравличе­
ски й
»
АГРЕГАТНЫЕ ДЕРЕВОРЕЖ УЩ ИЕ СИЛОВЫЕ ГОЛОВКИ
Агрегатные дереворежущ ие силовые головки в зависимости от назначения
могут выполнять различные технологические операции по формированию
поперечных сечений и получению окончательной формы и размеров деталей.
Это — основные режущие механизмы современных агрегатных станков с
программным управлением (табл. 53).
СПЕЦИАЛИЗИРОВАННОЕ ОБОРУДОВАНИЕ
ОБОРУДОВАНИЕ ДЛ Я ИЗГОТОВЛЕНИЯ
БРУСКОВЫХ ДЕТАЛЕЙ
Процесс изготовления брусковых деталей включает операции фугования,
строгания в размер, торцовки, зашиповки, сверления и фрезерования, кото­
рые в зависимости от объемов и уровня специализации производства про­
изводятся на универсальном оборудовании, на поточных конвейерных либо
полуавтоматических линиях. При малых объемах производства, как правило,
используются универсальные станки, что требует больших затр ат ручного
труда и характеризуется высокой себестоимостью продукции. При серийном
производстве с относительно высоким уровнем технологической и предметной
специализации применяются преимущественно поточные и конвейерные ли­
нии.
В производственной практике встречаются следующие основные схемы
поточных линий:
линии, состоящие из фуговального, строгального и шипорезного станков,
соединенных механизированными транспортными средствами (конвейерами)
и сверлильных станков, размещ аемых вокруг кругового рециркуляционного
конвейера. Такие линии используются в основном для обработки заготовок
из древесины хвойных пород преимущественно для строительства. Замена
сверлильных станков фрезерными позволяет производить обработку царг
столярного стула;
линии, состоящие из фуговального и строгального станков, соединенных
механизированными транспортными средствами поперечного конвейера, вдоль
которого располагаю тся универсальные (сверлильные, фрезерные, шипорез­
ные и др.) станки. Такие линии используются в мебельном производстве (при
изготовлении стульев).
Выбор вида и количества универсальных станков, размещ аемых вдоль
рециркуляционного конвейера, зависит от количества и вида выполняемых
технологических операций и в каж дом конкретном случае должен обеспе­
чивать бесперебойную работу всего потока в соответствии с ритмом работы
фуговального и строгального станков.
В условиях массового глубоко специализированного и высокоорганизо­
ванного производства используются высокопроизводительные полуавтомати­
ческие линии и агрегатные станки, оснащенные программными и счетно-ре­
шающими устройствами, позволяющими достичь наиболее высокого уровня
производительности труда при наименьшей себестоимости изготовления про­
дукции (брусковых деталей), свести до минимума использование затрат
живого труда, резко повысить уровень механизации и автоматизации про­
изводства.
В Советском Союзе для обработки брусковых деталей (кроме деталей
стула) применяются полуавтоматические линии Б Л (проект В Н И И Д м аш а и
Гипродревпрома, М осква) и А Л Б (проект В Н И И Д м аш а).
Полуавтоматическая линия А ЛБ состоит из автоматического питателя
ПАЗ, фуговально-строгального агрегата специальной конструкции, двусторон­
него шипорезного станка облегченного типа, выполненного на базе агрегат­
ных силовых головок, пильного и фрезерного суппортов, укладчика и роль­
ганга. Линия компактна, отличается малой энерго- и металлоемкостью,
71
низкой стоимостью, высокой производительностью и хорошим качеством обра­
ботки. По уровню технико-экономической эффективности она не уступает
лучшим образцам зарубежного оборудования (табл. 54).
Таблица
54
Краткая техническая характеристика линии АЛБ
П оказатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Скорость подачи при обработке:
продольной
поперечной
Мощность
Габаритные размеры
Единица
измерения
Величина
мм
»
»
4 0 0 - 2000
3 0 -1 0 0
1 7 -6 0
м/'мин
»
кВт
мм
8 —24
3 - 6 ,5
35,1
12 600X 3650X 1400
Большим преимуществом линии А Л Б по сравнению с линией Б Л я в ­
ляется использование вместо двух фуговальных и одного четырехстороннего
строгального станков фуговально-строгального агрегата. Агрегат отличается
удлиненным загрузочным столом, наличием ленточного базирования заготовок
и рассредоточенным расположением приводных вальцов, что обеспечивает
хорошее базирование, надежную подачу заготовок и создает необходимые
условия для получения за один проход прямолинейных поверхностей с высо­
кой точностью размеров по сечению. Высокое качество обработки дости­
гается использованием трех базоформирующих агрегатных силовых головок
в первой секции агрегата, двух во второй и одной в третьей секции агре­
гата.
Конструкция двустороннего шипорезного станка значительно отличается
от существующих конструкций аналогичных станков в линии, что позволяет
обрабатывать одновременно целый «ковер» деталей шириной до 700 мм.
Это дает возможность исключить скалывание шипов при фрезеровании и в
случае необходимости поворачивать торцовочные пилы на 45°.
Эксплуатация линии А ЛБ экономически выгодна при загрузке свыше
50% и двухсменной работе.
Д ля современного производства столярных стульев характерно исполь­
зование высокопроизводительных агрегатных станков с программными
устройствами, карусельных станков и автоматов.
Примером агрегатных станков, работающих по заданной программе,
может служить автоматический станок SZM-77 фирмы «Цукерманн» («Zuckermann», А встрия), предназначенный для машинной обработки брусковых
деталей столярного стула (табл. 55).
П оданная на станок заготовка автоматически центрируется и закреп­
ляется при помощи пневматического заж имного мостика. Согласно програм­
ме, нанесенной на перфокарту, рабочие головки осуществляют весь ком­
плекс технологических операций, необходимых для обработки любой детали
столярного стула (строгание, фрезерование, сверление, шлифование и Др.).
После завершения всех рабочих операций суппорт быстро возвращ ается в
исходное положение и детали автоматически освобождаются. Готовые детали
снимаются вручную и укладываю тся в пачки. Полный цикл обработки одной
закладки (по две заготовки), например задних ножек стула, составляет
47 с. П родолжительность цикла зависит от объема выполняемых операций
72
Таблица
55
Краткая техническая характеристика станка SZM-77
П оказатель
Количество выполняемых операций
Ритм работы
Мощность
Габаритные размеры
Масса
Единица
измерения
Величина
_
Д о 16
С
кВт
мм
кг
2 0 -5 0
20.2
86 0 0 X 3 2 0 0 X 2 3 0 0
9000
(рис. 21). Использование станка повышает производительность труда при­
мерно в 10 раз.
Однако, несмотря на технические и экономические (снижение затрат
живого труда в 5,7 раза) преимущества описанного станка, применение его
из-за высокой стоимости машинной обработки деталей столярного стула
Р
(------г
□
>=с
Рис. 21.
Формы деталей и сечения, получаемые на станке фирмы «Цу­
керманн».
целесообразно лишь при двухсменной работе и загрузке не ниже 90%. Что
касается себестоимости обработки, то при его 100%-ной загрузке и двухсмен­
ной работе она всего лишь на 0,134 коп. ниже себестоимости обработки на
универсальном оборудовании.
Определенный интерес представляет универсальный многооперационный
деревообрабатывающ ий агрегат DYKB-6 (П ольш а), изготовленный специаль­
но для небольших деревообрабатываю щ их предприятий. На нем выполняют­
ся все основные технологические операции: фугование, строжку в размер,
раскрой пиломатериалов вдоль и поперек волокон под различными углами,
фрезерование профильных прямо- и криволинейных деталей, сверление круг­
лых и продолговатых отверстий, а такж е заточка ножей (табл. 56).
73
Таблица
56
Техническая характеристика агрегата DYKB-6
П оказатель
Единица
измерения
Величина
Круглопильно-фрезерный станок
Максимальная высота пропила
Диаметр пильного диска
Частота вращения шпинделей станков:
круглопильного
фрезерного
Наибольшее вертикальное перемещение фрезерного
шпинделя
Мощность электродвигателя
мм
»
об/мин
70
315
»
4000
3000;' 6000
мм
кВт
2 ,8 /2 ,1
125
Фуговально-рейсмусово-сверлильный станок
Максимальная ширина строгания
»
толщина
»
Скорость подачи
Частота вращения ножевого вала
Диаметр ножевого вала
Длина фуговальных столов
Наибольший диаметр сверла
Наибольшая глубина сверления
Частота вращения абразивного круга
Мощность электродвигателя
Масса агрегата
мм
»
м/мин
об/мин
мм
»
»
»
об/мин
кВт
кг
400
180
8; 16
5050
125
1800
25
200
3500
2 ,8
1800
Агрегат состоит из двух станков: универсального круглопильно-фрезерного с нижним расположением шпинделя и фуговально-рейсмусового, на ст а ­
нине которого смонтирован сверлильно-пазовальный узел и узел заточки
ножей. Каждый из этих станков может работать отдельно.
ОБОРУДОВАНИЕ ДЛ Я КАЛИБРОВАНИЯ
И ШЛИФОВАНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ
Калибрование — выравнивание щитов по толщине, проводимое с целью
повышения эффективности клеильных процессов и обеспечения взаим озаме­
няемости деталей изделия при сборке.
Д ля калибрования применяются следующие методы и оборудование.
1. Ш лифование с использованием многоцилиндровых станков П лЗЦ-З,
П лЗЦВ-З, «Михома» («Mihoma», Г Д Р) и др., а такж е полуавтоматических
линий на базе этих станков.
Применяются два типа линий для подготовки поверхности древесностру­
жечных плит под облицовку: Д Л -17 и ЛА2А. Их существенным недостатком
является использование громоздких трехбарабанны х шлифовальных станков.
Кроме того, при разной толщине плит требуется дополнительная сортировка
щитов или их облицовка по одному в каж дом промежутке пресса, что осо­
бенно нерационально и непроизводительно при наличии одноиролетных прес­
сов с большеформатными плитами.
2. Строгание с применением одно- и двусторонних рейсмусовых станков.
Этот метод приемлем лишь при калибровании древесностружечных плит и
наличии ножей с пластинами из твердых сплавов. К недостаткам его следует
74
Таблица
57
Станок ДКШ-1 для калибрования древесностружечных плит
Единица
измерения
П оказатель
Размеры плит:
максимальная ширина
толщина
Максимальная толщина снимаемого слоя при
скорости подачи 6 м/мин
Количество лент
Размеры режущего инструмента:
ширина ленты
диаметр щеточных валов
Скорость:
шлифования
подачи материала
Количество электродвигателей
Мощность
Допускаемое отклонение по толщине плит
Габаритные размеры
Масса
Стоимость
Величина
ММ
1830
3—80
»
шт.
1,2
2
ММ
»
1900
280
м/с
м/мин
шт.
кВт
мм
»
кг
руб.
25
6—24
7
213,5
± 0 ,2
3200X3700X2800
19 200
33 060
Таблица
Техническая характеристика двухленточных шлифовальных станков BSM2
фирмы «Бизон»
Показатель
Ширина шлифования
Толщина шлифуемых плит
»
при шлифовании
снимаемого слоя:
грубом
тонком
Скорость:
подачи
шлифования
Точность шлифования
Мощность приводов лент:
верхних
нижних
То же привода подачи
Размеры лент:
длина
ширина
Потребность в сжатом воз­
духе
Удельное давление воздуха
Габаритные размеры:
длина
ширина
высота
Масса
Единица
измерения
ММ
58
Величина
1300
»
1600 | 1900 | 2200
3 -2 0 0
2600
»
До 1
» 0,4
0—30
26
±0,1
м/мин
м/с
мм
кВт
70
90
110
И
»
мм
3810
1350
45
5
норм. М3/Ч
ати
мм
»
»
кг
2450
26 000
3300
2750 | 3050 | 3350 3950
2700
29 000| 33 000| 36 000j 41 000
75
отнести высокий уровень шума, невозможность сохранения симметричной
конструкции плиты и невысокое качество обработки.
3. Фрезерование на торцовочно-фрезерных станках с последующей обра­
боткой поверхностей на многоцилиндровых шлифовальных станках. Этот
метод обеспечивает высокую производительность труда, достаточную точ­
ность обработки и широко применяется на предприятиях УССР. Недостатком
является трудность получения симметричной конструкции трехслойных дре­
весностружечных плит, что не исключает возможности коробления щитов.
4. Комбинированный метод калибрования древесностружечных плит с
Таблица
Техническая характеристика четырехленточных
фирмы «Бизон»
Показатель
Единица
шлифовальных станков BSM4
Величина
измерения
Ширина шлифования
ММ
»
Толщина шлифуемых плит
»
»
снимаемого слоя
Скорость:
подачи
м/мин
шлифования
м/с
мм
Точность шлифования
Мощность приводов лент при
грубом шлифовании:
верхних
кВт
нижних
То же при тонком шлифовании:
верхних
»
нижних
»
»
Мощность привода подачи
Размеры лент:
длина
мм
ширина
Потребность в сжатом воз­
духе
норм. м3/ч
Удельное давление воздуха
ати
Габаритные размеры:
длина
мм
ширина
»
»
высота
Масса
кг
59
1300
1600 1 1900
3 -2 0 0
Д о 1,5
2200
2600
0 -3 0
26
±0,1
75
90
90/110
110
55
75
75/90
90
2250
2650
15
1350
3810
1650 | 1950
90
5
4450
| 2750 1 3050 | 3350 I 3950
2700
32 000 40 000j 49 000| 54 000j 60 000
2450
использованием станков, имеющих узел грубого калибрования (торцово­
фрезерные головки) и два узла шлифования широкими лентами. Конструкция
таких станков разработана в Ф РГ. Недостатки этого метода аналогичны
недостаткам метода, описанного выше.
5.
Калибрование плит с использованием широколенточных шлифовальных
станков ДКШ-1 (С С С Р), фирмы «Бизон» («Bison», Ф РГ) и др.
Широколенточный шлифовальный станок ДКШ-1 отличается высокой
производительностью и высоким качеством калибрования плит (табл. 57).
Особенность этих станков заключается в автоматической регулировке скоро­
сти подачи при изменении толщины снимаемого слоя.
Станки в зависимости от зернистости шкурки за один проход обеспе­
чивают снятие требуемого слоя при высокой точности калибрования. Станки
76
снабжены оригинальными конвейерами для подачи материала, циферблатны­
ми индикаторами для точного определения толщины калибруемых щитов,
указателями скорости подачи и щетками для очистки деталей от пыли.
Наличие контактных валиков и приспособлений, представляющих собой ком­
бинацию шлифовального узла и пропускного прижимного бруса, позволяет
получать толщину щитов с допуском ± 0,1 мм.
Таблица
60
Техническая характеристика шестиленточных шлифовальных станков BSM6
фирмы «Бизон»
Единица
Показатель
измерения
Ширина шлифования
Толщина шлифуемых плит
»
снимаемого слоя
Скорость:
подачи
шлифования
Точность шлифования
Мощность приводов лент при
грубом шлифовании:
перхних
мм
»
»
НИЖ1ШХ
То же при тонком шлифо­
вании:
верхних
нижних
Мощность привода подачи
Размеры лент:
длина
ширина
Потребность в сжатом воз­
духе
Удельное давление воздуха
Габаритные размеры:
длина
ширина
высота
Масса
Величина
1300
1600
1900
3 -2 0 0
До 2
2200
2600
0 -4 0
26
±0,1
М/МШ1
м/с
мм
кВт
»
75
90
110
»
»
»
55
75
90
мм
»
23
1350
норм. м3/ч
ати
мм
»
»
кг
1650
3810
1950
2250
2650
135
5
2460
900
50 000
6600
2760 3060 3360 4000
1000
1000
1000 1100
60 000 70 000 75 000 85 000
Широко используются шлифовальные ленты с синтетическими связую щи­
ми абразивных зерен. Они работают в три раза дольше, будучи лишь на
25% дорож е обычных. Значительное увеличение срока их службы объясняет­
ся устойчивостью против влияния высокой температуры, так как в отличие
от обычных синтетические связующие термореактивны. Ш лифовальные ленты
с обычными связующими бы стро.забиваю тся частицами древесины, так как
они становятся липкими, а поверхностный слой древесины мягким. П оверх­
ность, обработанная полотнами с синтетическими связующими, благодаря
более сильному сцеплению зерен несколько грубее, чем поверхность, шлифо­
ванная полотнами с такими ж е зернами, но с обычными связующими.
В ряде стран на предприятиях, изготовляющих древесностружечные
плиты, применяются двусторонние широколенточные с двумя, четырьмя и
шестью лентами шлифовальные станки фирмы «Бизон», обеспечивающий вы­
сококачественное калибрование (табл. 58—60).
77
Таблица
61
Техническая характеристика односторонних многобарабанных шлифовальных станков
Единица
измерения
Показатель
Ширина шлифования
Высота
»
Скорость подачи
Мощность электродвигателей бара­
банов;
первого
второго
третьего
четвертого
Мощность электродвигателя подачи
Габаритные размеры
Масса
Т рехбарабанны е станки
Ч еты рехбарабанны е станки
600
601
602
мм
»
м/мин
1300
1850
2050
кВт
»
11,1
11,1
11,1
13,2
11,1
11,1
—
—
—
4,05
2750x2200
6300
5,5
3500X 2200
7800
5,5
3900X 2200
8100
»
»
»
мм
кг
626
627
628
1350
1850
2100
100
4— 16
6 -1 8
14,7
13,2
13,2
|
22
}
1
/
29,4
}
29,4
14,7
4,05
2640X 2050
7700
5,5
2640X 2500
9200
5,5
2640x2850
10 500
Таблица
62
Техническая характеристика двусторонних многобарабанных шлифовальных станков
Показатель
Ширина шлифования
Высота
»
Скорость подачи
Мощность электродвигате­
лей:
барабанов
подачи
регулировки
верхнего
блока барабанов
Габаритные размеры
Масса
Восьмибарабанные станки
Четырехбарабанны е станки
Едини­
ца из­
мерения
630
631
632
640
641
ММ
1350
1900
60
6— 24
2200
1350
1900
4X 37
4,05
4X 44
»
м/мин
кВт
»
мм
кг
4X 29,4
3115X 2400
11 200
7,3
3635x2400
14 100
8
8 X 2 9 ,4
642
643
2200
2600
8X 44
8X 55
5120X 3970
5120x4370
100'
- -36
8X 37
10,3
3935X 2400
16 000
5120X 3120
5120x3670
-
Станки, выпускаемые фирмой «Беттхер и Гесснер», (Ф Р Г ), оборудованы
тремя, четырьмя, шестью или восемью шлифовальными^'-барабанами. К ак пра­
вило, их устраиваю т в автоматизированные линии (табл. 61, 62).
Значительный интерес представляют четырехцилиндровые шлифовальные
станки моделей 626, 627, 628, позволяющие получать высокую точность к а ­
либрования (отклонения не превышают ± 0 ,1 мм). В отличие от ранее при­
менявшихся многоцилиндровых станков с конвейерной подачей (цепной или
резиновой лентой) в них все эластичные элементы заменены твердыми.
В качестве подающего механизма использованы металлические валы больших
диаметров. Новые станки характеризуются высокой производительностью и
высокими скоростями подачи. Б лагодаря уменьшению зернистости lia к а ж ­
дом последующем шлифовальном валу получают поверхность высокого класса
чистоты.
Каждый шлифовальный цилиндр указанных станков имеет индивидуаль­
ный привод через клиноременную передачу и снабжен амперметром для
определения действующих на него нагрузок. Д ругая очень важ н ая их осо­
бенность состоит в том, что обтяж ка цилиндра шлифовальной лентой пря­
мая, а это способствует быстрой смене шкурки и более надежному ее з а ­
креплению. Станки работаю т отдельно или в составе полуавтоматической
линии.
О БО РУ Д О В А Н И Е Д Л Я И ЗГО ТО ВЛ ЕН И Я
О БЛ И Ц О ВО Ч Н Ы Х РУБАШ ЕК И З Ш ПОНА
Изготовление облицовочных рубашек заключается в раскрое пачек стро­
ганого шпона на полосы (делянки), тщательной обработке кромок, подборе
делянок по цвету, рисунку и их стяжке. Применение круглопильных или лен­
точных станков для раскроя пачек значительно ухудш ает качество раскроя
и снижает полезный выход продукции. Д ля получения высокой степени
прямолинейности кромок пачки фугуют на кромкофуговальных станках.
Н а ряде мебельных предприятий для обрезки кромок применяют ги­
льотинные ножницы НГ-30 Ярославского завода «П ролетарская свобода».
Более высокое качество обработки кромок достигается применением спе­
циальных ножниц с прижимным устройством, исключающих операцию фуго­
вания кромок на кромкофуговальных станках (табл. 63).
Таблица
63
Техническая характеристика гильотинных ножниц фирмы «Тальябуэ» и НГ-30 *
(ГОСТ 17735-72)_______________________________________________________________
Показатель
Максимальная длина резания
Величина просвета
Общая мощность
Габаритные размеры:
длина
высота
ширина без направляющих
»
с направляющими
Масса
Стоимость
Единица
измерения
ММ
»
кВт
мм
»
»
»
М одель
2600
2800
3000
Н Г-30
2600
2800
110
7,9
3000
2800
90
11,2
4000
4400
4460
1930
1500
3300
4200
1500
800
2300
3600
3950
—
—
5800
9200
»
кг
руб.
—
И зготовитель Ярославский заво д «П ролетарска я свобода».
79
Делянки шпона стягивают гуммированной лентой вручную или на ре­
бросклеивающих станках. Реж е используются безленточные ребросклеиваю­
щие станки.
Д ля набора рубашек из шпона широкое применение на мебельных
предприятиях получили ленточные ребросклеивающие станки PC-7, РС-8
Ярославского завода «П ролетарская свобода» (табл. 64).
Таблица
64
Техническая характеристика ленточных ребросклеивающих станкоз
(ТУ 2-044-200-70, ТУ 2-042-201-70)
П оказатель
Максимальная ширина шпона
Максимальная толщина шпо­
на
Скорость подачи
Мощность электродвигателей
Габаритные размеры
Масса
Единица
измерения
900
ММ
»
м/мин
кВт
мм
кг
рс-а
РС-7
4
1 0 -4 0
0,6
1 5 1 0 x 1100x2065
750
3
4—40
1,3
2390X1650X1620
1580
К более прогрессивным методам склеивания делянок шпона относится
безленточное ребросклеивание. Сущность метода заключается в нанесении
клея на прифугованные кромки шпона с последующим их пропуском под
утюгом, обогреваемым паром или гусеничными цепями.
Безленточные станки с паровым обогревом (РСП-2) выпускаются Яроглавским заводом «П ролетарская свобода (табл. 65).
Таблица
65
Техническая характеристика безленточного станка РСП-2 (ТУ 042-97-66)
П оказатель
Максимальная длина шпона
Толщина шпона
Скорость подачи
Температура обогрева
Мощность:
обогревателей
электродвигателей
Габаритные размеры
Масса
Единица
измерения
Величина
мм
»
м/мин
°с
1850
1 ,1 5 -3
3 -1 5
200
кВт
»
мм
кг
38,5
5,5
7 075x2 7 3 0 x 1 7 6 0
6050
В СССР и за рубежом эффективно используются ребросклеивающие
станки FW фирмы «Купер» (Ф Р Г ), осуществляющие стяж ку делянок шпона
термопластической нитью, которая зигзагообразно наносится на края соеди­
няемых делянок (табл. 66). Нить прикатывается горячим роликом, располо­
женным по ходу клеенаносящей головки. Получается достаточно прочное со-
88
Таблица
66
Техническая характеристика ребросклеивающего станка FW фирмы «Купер»
Показатель
Скорость подачи
Общая мощность
Мощность обогревателя
Габаритные размеры
Масса
Оптимальная толщина соединяемых делянок
шпона
Единица
измерения
Величина
М/МИН
1 0 -3 0
кВт
»
мм
1 ,8
0 ,1 2
кг
2300X 800X 1150
630
мм
0 ,5 -0 ,8
81
единение, исключающее, например, трудоемкую операцию по сошлифованию
гуммированной ленты после прессования. Кроме того, на облицованной по­
верхности щитов не образуется «чижей» (при наложении рубаш ек гуммиро­
ванной лентой внутрь). Станок оснащен электрическими и пневматическими
приборами (рис. 22).
ОБОРУДОВАНИЕ ДЛ Я РАСКРОЯ ПЛИТ НА ЗАГОТОВКИ
Особенностью современных деревообрабатываю щ их
мебельных
про­
изводств является использование для раскроя древесностружечных плит на
заготовки .многопильных автоматических установок с программным управле­
нием. Такие установки выпускаются в СССР и ряде зарубеж ны х стран
(например, фирмами «Бетхер и Гесснер», «Anthon», «Schw abedissen» в
Ф РГ и др.).
В Советском Союзе для раскроя на заготовки столярных и древесно­
волокнистых
плит выпускается
многопильный станок
модели
ЦТМФ
Таблица
67
Техническая характеристика станка ЦТМФ* (ТУ 2-042-162-69)
П оказатель
Размеры распиливаемых плит:
длина
ширина
толщина
Наибольшая ширина полосы, отрезаемой про­
дольной пилой
Наименьшая ширина полосы, отрезаемой по­
перечной пилой
Количество суппортов:
продольных
поперечных
Производительность (при раскрое двух древес­
ностружечных плит размерами 3500 X I 750 X
Х 19 мм и четырех продольных распилах
Мощность
Давление в пневмосети
Габаритные размеры
Точность распиловки, отклонение от:
прямолинейности
перпендикулярности
колебания длины
»
ширины
Масса станка с подъемным столом
Стоимость
Единица
измерения
мм
Величина
»
3700
1850
60
»
1300
»
220
шт.
»
1
До 10
м3/ч
кВт
кгс/см2
мм
7,3
54,7
5
9100X 5200X2900
мм/м
0 ,1 -0 ,3
0,5
± 1
± 0 ,6
15 800
34 000
»
мм
»
кг
руб.
♦ И зготовитель Вологодский станкозавод.
(табл. 67), снабженный одним продольным и несколькими поперечными суп­
портами по типу станка «Weser» фирмы «Антон», что повышает на 10— 15%
расчетную производительность по сравнению со станком, имеющим один
82
поперечный и несколько продольных суппортов (станок SPK-401 фирмы
«Ш вабедиссен»).
Однако станок отечественного производства, кроме большего числа по­
перечных суппортов, имеет ряд других преимуществ: более высокую мощ­
ность приводов узлов резания, более высокую точность и жесткость меха­
низмов, автоматизированную загрузку плит, возможность автоматизации
укладки заготовок и уборки отходов.
Оборудование, выпускаемое указанными выше зарубежными фирмами,
обеспечивает высокую производительность, требуемую точность распиловки
древесностружечных плит на заготовки заданны х размеров. Главные опера­
ции выполняются автоматически по заранее заданной программе.
Основные составные части установки «Бетхер и Гесснер»: конвейер, ком­
бинированный стол и подвижный портал (суппорт) пил. Все агрегаты, подъ­
емные и поворотные устройства функционируют за счет пневматических ци­
линдров. К аж д ая пила приводится в движение трехфазным электродвига­
телем мощностью 10,5 кВт с частотой вращения 3000 об/мин. М аксимальная
Таблица
68
Техническая характеристика установки SPK-401 фирмы
«Швабедиссен»
П оказатель
Размеры распиливаемых плит:
длина
ширина
толщина
Скорость подачи:
пакета на подъемную платформу
трех плит к пильному столу и вы­
грузка заготовок после раскроя
плит для продольного и поперечного
раскроя
Количество пил:
продольных
поперечных
Общая мощность
» длина установки
Наибольшая ширина
Единица
измерения
Величина
мм
»
»
5500
2000
80
м/мин
6
»
15
»
18
шт.
»
кВт
мм
6
1
67,7
26 000
7700
высота распила до 100 мм. Установка управляется по перфорационным
картам. Причем для программирования не требуется специальных знаний,
так как перфорируются не сигнальные коды, а действительные числовые
данные отдельных декад пил. П ортал подается электродвигателем постоянно­
го тока, что позволяет изменять количество оборотов бесступенчато и осу­
щ ествлять холостые ходы на высокой скорости. Рабочий такт установки в
зависимости от программы распила и количества поперечных распилов со­
ставляет от 1,5 до 4 мин.
Аналогичную конструкцию имеет установка SPK-401 фирмы «Ш вабедис­
сен» (табл. 68).
Установка фирмы «Антон» отличается от рассмотренных наличием одной
продольной и нескольких поперечных пил с разным числом оборотов и р аз­
личными диаметрами (табл. 69).
83
Таблица
69
Техническая характеристика установки фирмы «Антон»
Показатель
Максимальная длина плит
Толщина плит
Максимальная ширина реза
продольной пилы
Минимальная ширина реза
пил:
поперечной
продольной
Мощность
Скорость подачи продольной
пилы:
рабочий ход
холостой »
Скорость подачи стола
рабочий ход
холостой »
Частота вращения пил;
продольной
поперечной
Диаметр пил:
продольной
поперечной
Удельное давление воздуха
Расход сжатого воздуха
»
воздуха эксгаустерной
установки
Скорость воздуха в эксгау­
стерной установке
Длина установки:
нормально
с удлинением
Ширина установки
Единица
измерения
Р /А 27/19
ММ
2700
Р /А 37/19
Р/А 41/19
4100
3700
»
Р /А 5 2 /1 9
5200
60
950
»
»
кВт
м/мин
»
220
75
9,6; 1,3
1
91
»
»
12
об/мин
»
4500
5500
мм
»
ати
л/мин
350
300
5
50
м3/ч
100
м/с
30
мм
»
»
4150
6000
18
4130
5130
5530
6630
ПРЕССЫ И ЛИНИИ ДЛЯ ОБЛИЦОВКИ
ПЛАСТЕЙ ЩИТОВ
Все оборудование для напрессования облицовочного слоя на поверхность
основы можно разделить на несколько групп:
А.
По назначению: для облицовки пластей щитовых элементов; для
облицовки криволинейных поверхностей; для облицовки кромок щитов.
Б. По степени механизации и автоматизации:
немеханизированные линии (для выполнения всех операций, производи­
мых вручную: формирование пакетов, загрузка, разгрузка, разборка и уклад­
ка их в стопы );
механизированные линии (загрузка автоматизирована, остальные опера­
ции выполняются вручную);
полуавтоматические линии:
а)
на базе многопролетного пресса П713 — линия ПЛФМ -1 (загрузка и
разгрузка пакетов автоматизированы, формирование, разборка и укладка
84
их б стопы вы полняю тся в р у ч н у ю ); о х л аж д ен и е поддонов водяное, в о зврат
их прои зводится эл ектротельф ером ;
б) на базе многоэтажного вращающ егося пресса (все операции, кроме
формирования пакетов, автом атизированы );
в) на базе однопролетного пресса «Вемхенер», «Фриц» («W emhoner»,
«Friz», Ф РГ ), «Сими» («Simi», И талия) и др. (подача щитов в клеенам азы ­
вающую машину, загрузка и разгрузка пресса, укладка щитов в стопы авто­
матизированы, формирование пакетов выполняется вручную).
В.
По количеству рабочих промежутков: одно- и многопролетные (однои многоэтажные прессы).
Г. По виду привода: с гидравлическим — гидравлические прессы; с
пневматическим — пневмоваймы; с механическим — механические прессы, или
ваймы.
Д . По способу обогрева плит: с паровым, жидкостным и электрическим
обогревом.
Е. По виду прессующих элементов: плоскоплптные, цилиндровые (валко­
вые) и вакуумные прессы.
Автоматизированные линии с использованием однопролетных прессов в
зависимости от вида загрузочных устройств выпускаются четырех основных
видов, в которых:
а) пакеты формируют на стальной бесконечной ленте транспортера, про­
ходящей между плитами пресса и по окончании прессования выносящей из
прессов облицованные детали (прессы фирмы «Simpelkamp», Ф Р Г );
б) пакеты формируют на столе с бесконечной синтетической лентой; т а ­
кая же лента проходит по нижней плите через промежуток меж ду плитами
пресса; при движении лент сформированные пакеты автоматически пере­
мещаются с одной на другую и поступают в промежуток пресса (пресс ф ир­
мы «Вемхепер»);
в) сформированные пакеты загруж аю т в пресс при помощи подвижной
платформы (тележ ки-стола), входящей в пространство между плитами прес­
са (прессы фирм «Вемхенер», «Сими»);
г) сформированные пакеты загруж аю т в пресс при помощи цепного
конвейера с планками, цепи которого расположены с двух сторон стола
формирования пакетов (пресс фирмы «Фриц»),
НЕМЕХАНИЗИРОВАННЫЕ МНОГОЭТАЖНЫЕ ПРЕССЫ
Немеханизированные многоэтажные гидравлические прессы с паровым
обогревом плит оборудованы подъемными платформами или не имеют их.
Реж е применяются загрузочные этажерки. Формирование пакетов, загрузка
и разгрузка прессов производятся вручную.
Технология облицовки следующая. Щ иты вручную подаются в клеевые
вальцы, затем поступают на формирующий стол-тележку. Намазанный клеем
щит укладывается рабочим на облицовочную нижнюю рубашку, предвари­
тельно уложенную на алюминиевый поддон, и покрывается второй обли­
цовочной рубашкой. Формирование пакетов заканчивается укладкой на об­
лицовочный слой (рубашку) второго алюминиевого листа. Аналогичным
образом набирают стопу в 8— 10 и более пакетов (по количеству промежут­
ков в прессе). Затем их перемещают на подъемную платформу, которая
поднимается до положения, при котором верхний пакет находится против
верхнего промежутка пресса. После загрузки верхнего пакета в пресс плат­
форма медленно опускается, и каждый следующий пакет вручную загру­
ж ается в расположенный ниже промежуток пресса.
При отсутствии подъемной платформы пакеты вручную поднимают на
необходимую высоту и загруж аю т в пресс. Д ля сокращения времени загруз­
ки часто используют двустороннюю загрузку пресса: половину пакетов з а ­
гружаю т с одной стороны, вторую — с другой.
8J
Применяемые в настоящее время дюралюминиевые поддоны относитель­
но дороги, очень быстро изнашиваются и требуют больших затрат труда
на перекладку, охлаждение и очистку. Д л я предохранения плит пресса
от износа и возможных повреждений на их поверхности закрепляю т сталь­
ные листы толщиной около 2 мм, которые меняют после двух-трех лет
службы.
В последние годы благодаря появлению быстротвердеющих (полиме­
ризирующихся) клеев наметилась тенденция к снижению этажности гидрав­
лических прессов, используемых для облицовки щитовых деталей. Прессы
с десятью и более промежутками заменяю тся прессами с двумя, четырьмя
и шестью этаж ам и. Прессы малой этажности несложны по конструкции,
проще в эксплуатации, имеют меньший вес и облегчают труд обслуж иваю щ е­
го персонала (табл. 70, 71).
Техническая характеристика прессов фирмы
П оказатель
Размеры плит
Общее давление
Удельное давление
Количество цилиндров
Количество этажей
Масса
Объем с упаковкой
Единица
измерения
мм
кгс
к гс/см 2
шт.
Т а б л и ц а 70
«Стефани» («Stefani», Италия)
РА/240
240 ООО
8
PFL/80
GSF/100
GSF/150
2500X1300
80 000
100 000
2,5
3
150 000
5
4
6
8
8
4600
5200
1- -4
кг
м3
11000
3894
13,5
Таблица
71
Техническая характеристика пресса DOHB-550 (Польша)
П оказатель
Размеры плит
Величина просвета между плитами
Количество плит
Количество промежутков
Общее давление
Удельное давление
Температура плит
Расход пара
Время смыкания пресса
Габаритные размеры
Масса
Единица
измерения
Величина
мм
»
шт.
2500X 300X 40
80
7
—
кгс
кгс/см2
°с
кг/ч
с
мм
кг
6
550 000
17
150
100— 120
18
3 5 2 0X 1300X 2715
20 000
Использование для облицовочных работ немеханизированных многоэтаж­
ных гидравлических горячих прессов уже не обеспечивает необходимых
темпов роста производительности труда, так как связано с выполнением т я ­
ж елых погрузочно-разгрузочных операций в условиях высоких температур
и загрязненности воздуха парами вредных веществ и требует замены живого
труда машинным.
86
ПОЛУАВТОМАТИЧЕСКИЕ ЛИНИИ
С МНОГОПРОЛЕТНЫМИ ПРЕССАМИ
В мебельной промышленности СССР широко используется полуавтома­
тическая
линия
облицовки
ПЛФМ -1,
разработанная
Гипрдревпромом
(табл. 72). Ее отличительные особенности — компактность и высокая про­
изводительность. Она не требует больших производственных площадей, уни­
версальна и надеж на в работе. Линия по своим технико-экономическим по­
казателям уступает лишь автоматизированным зарубежным линиям с одаопролетными прессами (табл. 72). Линия ПЛФМ-1 изготовляется Нальчикским
станкостроительным заводом.
Таблица
72
Техническая характеристика полуавтоматической линии ПЛФМ-1
П оказатель
Размеры щитов:
длина
ширина
толщина
Размеры плит пресса
Расстояние между плитами (величина про­
межутка)
Общее усилие пресса
Температура плит пресса
Количество запрессовок в смену
Мощность
Габаритные размеры:
Количество обслуживающих рабочих
Стоимость
Единица
измерения
Величина
мм
»
»
»
1900
1200
40
2000X 1300X 45
»
кгс
°с
80
400 000
135— 145
До 60
25
14 0 0 0 x 6 6 0 0 x 3 2 5 0
6
9240
—
кВт
мм
—
руб.
Линия ПЛФМ-1 состоит из клеенамазывающ их вальцов с дозирующим
устройством (модель ВК-3), формирующего конвейера, многоэтажного прес­
са (модель П713А), загрузочной и разгрузочной этажерок, разгрузочного
устройства и приемного стола.
Поданный вручную в клеевые вальцы щит поступает на первое рабочее
место формирующего конвейера и уклады вается двумя рабочими на поддон
с облицовочной рубашкой, затем пакет перемещается на второе рабочее
место, где двое других рабочих уклады ваю т вторую рубаш ку и прокладку.
Сформированный пакет автоматически перемещается в загрузочную этажерку.
Первый пакет поступает в самый верхний промежуток загрузочной этаж ер ­
ки, которая в данный момент находится в крайнем нижнем положении, а ее
верхний этаж совпадает с опорной поверхностью формирующего конвейера.
После подачи каж дого пакета в этаж ерку последняя автоматически подни­
мается на один шаг (до совмещения следующего этаж а с поверхностью фор­
мирующего конвейера). Процесс загрузки этажерки повторяется. После з а ­
грузки последнего (десятого) пакета этаж ерка устанавливается в положение,
при котором каждый пакет находится против промежутка пресса. В этот мо­
мент срабатывает привод толкателя и все пакеты одновременно загруж аю тся
в пресс, а этаж ерка занимает свое исходное положение. Плиты пресса авто­
матически смыкаются, а по истечении установленного времени прессования
размыкаются. Облицованные щиты специальным устройством одновременно
перемещаются из пресса в разгрузочную этажерку, которая по конструкции
и принципу работы аналогична загрузочной этажерке. Разгрузка осуществ­
ляется в обратной последовательности специальным разгрузочным устройст­
вом при периодическом опускании этажерки на один шаг.
87
Пакеты разбираю тся двумя рабочими, укладывающими щиты в стопы,
а поддоны в кассеты. Затем этаж ерка поднимается в исходное положение,
а кассета электротельфером перемещается по монорельсу к ванне с водой
и опускается для охлаждения. После охлаждения она тем ж е электротель­
фером подается к месту формирования новой партии пакетов. С этого мо­
мента весь цикл повторяется. Р абота всех узлов линии синхронизирована.
П ОЛУАВТОМ АТИЧЕСКИЕ И АВТОМ АТИЧЕСКИЕ Л И Н И И
С О Д Н О П РО Л Е Т Н Ы М И ПРЕССАМИ
П олуавтоматические линии с использованием однопролетных прессов
представляю т собой наиболее прогрессивное оборудование клеильно-облицо­
вочных цехов (табл. 73). Их отличительные особенности: короткий ритм,
автоматические подача в клеенамазывающ ие машины, загрузка и выгрузка
щитов, высокая производительность, высокое качество приклеивания, низкая
себестоимость облицовочных работ, отсутствие громоздкого фундамента.
Таблица
Техническая характеристика полуавтоматической линии фирмы «Вемхенер»
(«W em honer», ФРГ)
П оказатель
Размеры плит пресса
Ритм линии
Количество рабочих цилиндров диаметром, мм:
125
30
Мощность пресса
Максимально допустимое удельное давление
на плиту пресса
Скорость движения:
ленты для формирования щитов
стола загрузки
»
выгрузки
Время смыкания плит пресса
То ж е размыкания
Габаритные размеры
Единица
измерения
мм
с
73
Величина
»
кг
3000X1800
8 0 -9 0
10
8
2
32 000
кгс/см2
5,5
м/мин
»
»
с
»
мм
20
40
60
3
2
16 000X 2500X1800
ш т.
Примером такого оборудования служит полуавтоматическая линия с
однопролетным прессом непрерывнопульсирующего действия фирмы «Вем­
хенер» (рис. 23).
Рис. 23. П олуавтоматическая линия фирмы «Вемхенер» на базе однопро
летного пресса:
У— уст р ой ств о д л я ав том ати ческ ой п од ач и щ итов в клеев ы е вальцы ; 2 —* стопа
неоол и ц ов ан н ы х щ итов; 3 — щ еточны й станок; . 4 — клеев ы е вальцы ; 5 — ди ск ов ой
тр ан сп ор тер ; 6 — ст ол ; 7 — одн оп р ол ет н ы й п р есс; 8 — р азгр у зо ч н ы й т р а н сп о р т ер ; 9 —•
ст оп а о бл и ц ов ан н ы х щ итов; 10 , / / — р ольганги.
Линия обслуж ивается тремя рабочими.
Пакеты формируются вручную в следующей последовательности: двое
рабочих принимают намазанные клеем щиты с дискового транспортера и
укладываю т на предварительно уложенную облицовочную рубашку, покры­
вая их другой облицовочной рубашкой. При необходимости нажимов на пе­
даль перемещают пакет на нужное расстояние вперед, освобож дая место для
формирования следующих пакетов.
Уложенные на транспортер пакеты автоматически подаются в пресс.
При этом партия облицованных щитов выгружается из пресса, освобож дая
место для новой партии. Выгруженные пакеты укладываю тся в стопы, и
транспортер автоматически поднимается до уровня верхнего щита.
Рис. 24. Полуавтоматическая линия на базе однопролетного пресса с за ­
грузочной тележкой:
/ — стоп а н ео б л н ц ов ан н ы х щ итов; 2 — ав том ати ческ и й за г р у зч и к щ итов в клеевы е
вальцы ; 3 — к леевы е вальцы ; 4 — дисковы й т р ан сп ор тер ; 5 — ст о л -т е л еж к а ; б — о д н о пролетны й просс; 7 — р оль ган г; 8 — ст оп а об л и ц о в а н н ы х щ итов.
Некоторые липни оборудованы специальными столами-тележками, кото­
рые в момент загрузки вводятся в промежуток пресса. Стол снабжен лентой,
транспортирующей пакеты. После ввода стола-тележки в промежуток пресса
автоматически включается транспортер с пакетами, а тележ ка начинает
двигаться со скоростью, равной скорости транспортера, но в обратном н а­
правлении, при этом пакеты перекладываются на плиту пресса и плиты
автоматически смыкаются (рис. 24).
Режим облицовки плит приведен ниже.
Температура воздуха в помещении, ° С ..........................Не ниже
18
Относительная влажность воздуха, % ..............................Не выше 65
Температура плит пресса, ° С ...............................................130—140
Вязкость рабочего раствора клея по ВЗ-4, с ................. 80— 150
Время:
от момента нанесения клея до загрузки
пакетов в пресс, м и н ........................................................... Не более 20
от загрузки пакетов в пресс до установления
полного давления, с ........................................................... »
»
5
выдержки под давлением при облицовке:
ясенем, красным деревом, с
.......................................... 50—60
..........................................
70
березовым шпоном, с
Автоматическая линия фирмы «Зимпелькамп» («Sirnpelkamp», Ф РГ) при­
меняется для облицовки, обработки по периметру и двухкратного ш лифова­
ния древесностружечных плит размерами 3500 X 1750 мм (рис. 25).
Плиты с подъемной платформы автоматически поступают на приемное
устройство, где вращающимися щетками очищаются от пыли, и направляются
в четырехвальцовую клеенамазывающую машину с дозирующим устройством.
Н амазанны е клеем плиты поступают на транспортер формирования пакетов.
Облицовочные рубашки укладываю тся при помощи автоматического устрой­
ства с вакуум-присосками. Сформированный пакет ленточным транспортером
загруж ается в гидравлический пресс. После прессования плиты рольгангом
подаются к спаренным форматно-обрезным станкам, а затем шлифуются на
ленточных односторонних станках. Поворот плит на 180° производится
89
специальным устройством. Обработанные плиты автоматически укладываются
на подъемную платформу, периодически опускающуюся на толщину плит.
Все операции по облицовке строго синхронизированы и выполняются
автоматически. Линия обеспечивает четкую работу и качественную облицов­
ку нлит с колебаниями по толщине не более ± 0,5 мм. Удельное давление
прессования 12 кгс/см2.
Рис. 25. А втоматическая линия фирмы «Зимпелькамп» облицовки, обработ­
ки по периметру и двухкратного шлифования древесностружечных плит:
/ , 3 — ф о р м а т н о -о б р е зн ы е станки; 2 — п ов ор отн ое устр ой ств о;
4 — рольганг;
5 —
пульт уп р ав л ен и я; 6 — ги др ав л и ч еск и й о д н оп р ол етн ы й пр есс; 7 — к л е ен а м а зы в а ю щ а я
м аш ина с д о зи р у ю щ и м устр ой ст в ом ; 8 — уст а н о в к а д л я п р и ем а и очистки плит; 9 —
ги др ав л и ч еск ая п о д ъ е м н а я п л ат ф ор м а; 19 — а в т ом ат и ч еск о е п о д а ю щ е е у стр ой ств о;
И — уст а н о в к а д л я п о д ъ е м а , тран сп ор ти р ов к и и у к л а д к и л и сто в ш пон а; 12 — п о д ъ ­
ем н ая п л атф ор м а; 13 — р а зг р у зо ч н о е устр ой ств о; 14, 16 — д в у х л ен т о ч н ы е ш л и ф о в а л ь ­
ны е станки ; 15 — п ер ек л ад ч и к ; 17, 18 — трансп'ортеры .
П олуавтоматическая линия «Implac» итальянской фирмы «Коста» («Сойta») служит для непрерывнего напрессования листов пластика на поверх­
ность щитов и обработки кромок. Х арактерная особенность — наличие авто­
матической распылительной установки (для нанесения клея) и проходного
цилиндрового пресса. В состав линии входят: 1) автоматическая установка
итальянской фирмы «Аустро» («Austro») для распыления клея, состоящая из
распылительного устройства (два пистолета-распылителя, бачок, система по­
дачи клея) (табл. 74), двух ленточных транспортеров, подающих и приниТаблица
Техническая характеристика автоматического распылительного
устройства фирмы «Аустро»
П оказатель
Максимальная ширина распыления
Максимальное расстояние между
столетами
Скорость подачи щитов
Мощность обогревателя
Высота рабочего стола
Мощность привода подачи
Вместимость бака
90
Единица
измерения
Величина
ММ
1350
»
м/мин
кВт
мм
кВт
л
300
3—9
2,6—2,8
855
1,5
40
пи­
74
мающих щиты, и устройства для подогрева клея, циркулирующего по зм е­
евику, погруженному в горячую воду; 2) ленточный конвейер длиной 10 м,
обеспечивающий транспортировку и естественную сушку клея; 3) стол фор­
мирования пакета; 4) цилиндровый пресс фирмы «Эрими» (см. ниже) с
узлом для обработки кромок; 5) роликовый транспортер для возврата
щитов.
Техническая характеристика пресса фирмы «Эрими»
(«Erimi», Италия)
Максимальная рабочая ширина, м м ...........................................
Минимальная рабочая длина,
» .................................
Скорость подачи, м / м и н ...............................................^ 1,5—9
1200
250
Щит вручную подается в автоматическую установку для нанесения клея
распылением, затем ленточным транспортером направляется к прессу. Во
время движения щита происходит естественная сушка клея в течение 2—
15 мин (используются клеи на каучуковой основе; расход клея 85— 125 г/м2).
После сушки на щит уклады вается облицовочный пластик, и пакет вручную
подается в цилиндровый пресс для склеивания и обработки кромок, а затем
роликовым транспортером щит возвращ ается на распылительное устройство
для нанесения клея на обратную сторону и т. д.
ОБОРУДОВАНИЕ ДЛ Я ОБЛИЦОВКИ
КРОМОК ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗДЕЛИЙ
Все оборудование, применяемое для облицовки кромок, можно разде­
лить на позиционное (ваймы) и проходного типа (линии).
Н а большинстве отечественных мебельных предприятий используется
позиционное оборудование — ваймы с электроконтактным обогревом, на
Рис. 26. П олуавтоматическая линия
фирмы «Райман» для обработки кро­
мок:
/ — щ ит;
2 — у ст р ой ств о
для
н а н е се­
ния клея; 3 — у з е л п р ессован и я ; 4 — узл ы
д л я снятия св есов на т о р ц а х щ ита; 5 —
ф р езе р н ы е
головки;
6
ш л иф овальн ы й
узел .
которых загрузка, выгрузка и снятие с весов выполняются вручную. Клей
отверж дается под действием тепла, передаваемого металлической лентой че­
рез облицовочный слой материала контактным способом. Л ента нагревается
электрическим током низкого напряжения. Облицовочный слой при помощи
пневмокамер или пневмоцилиндров плотно прижимается к кромке щита.
Технология, построенная на применении электроконтактных вайм, уже
не отвечает требованиям современного производства. П рактика требует со­
здания линий, которые отличались бы коротким технологическим циклом,
высокой производительностью и максимальной эффективностью.
Перечисленным требованиям отвечают линии для облицовки кромок с
помощью клеев-расплавов, затвердеваю щ их при охлаждении, созданные фир­
мами «Райман» («Raim ann», Ф Р Г ), «Стефани», «Окмак» («Stefani», « О стас»,
И талия) и др. (рис. 26, 27). Станки проходного типа, позволяющие получать
высокое качество приклеивания тонких материалов к кромкам щитов и про91
Рис. 27. П олуавтоматическая линия для односторонней обработки кромок.
Т а б л и ц а 75
Техническая характеристика полуавтоматических линий для обработки кромок
Линии фирм
П оказатель
Размеры обрабатываемых
деталей:
максимальная длина
ширина
толщина
Скорость подачи
Толщина приклеиваемого
материала
Температура разогрева
клея
Скос кромки
Мощность
Габаритные размеры
Масса
Единица
намерения
сРаЛман»
хОкмак»
«Стефанн»
»
м/мин
Д о 3200
» 50
5—25
250
160—2500
7—60
6 -3 0
200
230—3200
1 0 -5 0
6 -2 5
мм
0,4— 18
0,4—5
0 ,3 -1 2
°с
град
кВт
250
0—20
9,6— 12
190—250
0— 12
12
4480X2600
1900
250
0— 15
ММ
мм
—
кг
6500
—
—
изводить шлифование при высоких скоростях подачи, могут работать отдель­
но или встраиваться в автоматические линии. Все операции осуществляются
системой относительно несложных и надежных механизмов. Производитель­
ность труда на таких линиях довольно высокая (табл. 75).
92
К ОМ ПЛЕКТ Т ЕХ Н О Л О ГИ ЧЕС КО ГО О БО РУДО ВА Н И Я
ПАРК-700
Комплект технологического оборудования ПАРК-700 применяется для
изготовления паркетных досок полной заводской готовности по ГОСТ 862-69 *
(табл. 76).
Таблица
Краткая технико-экономическая характеристика комплекта оборудования
ПАРК-700 *
Показатель
Размеры паркетных досок:
длина
ширина (по лицевому покрытию)
толщина
Общее количество оборудования (без напольных
рольгангов)
В том числе станков:
специальных
общего назначения
Давление и сети сжатого воздуха
Расход:
сжатого воздуха
воды
Мощность
Производительность в год при двухсменной работе
Количество обслуживающего персонала на одну
смену
Размеры цеха:
длина
ширина
высота
Масса оборудования
Единица
измерения
76
Величина
мм
»
»
2400
шт.
136
»
45
160
25
13
кгс/см11
6
м3/ч
»кВт
гыс.м2
10
20
976,77
700
чел.
64
мм
»
»
кг
1260
48 000
6000
33 1280
* Изготовитель Костромской завод деревообрабаты ваю щ их станков.
СТАНКИ Д Л Я П РО И ЗВ О ДС ТВА Ш ТУЧНОГО ПАРКЕТА
Д ля производства штучного паркета применяются паркетострогальный
станок ПАРК-7 для обработки деталей по сечению и паркетный концеравнитель ПАРК-8 для точного торцевания деталей по длине (табл. 77).
КОМ ПЛЕКТ ТЕХ Н О Л О ГИ ЧЕС КО ГО
О БО РУДО ВАН ИЯ ДВ500
Комплект технологического оборудования ДВ500 используется для изго­
товления дверных полотен (Д7, Д8, Д10, Д16, Д17, Д18) полной заводской
готовности по ГОСТ 6629-74 (табл. 78).
93
Т а б л и ц а 77
Техническая характеристика станков * для получения паркета
Единица
измерения
П оказатель
Размеры обрабатываемых
деталей:
длина
ширина
толщина
Общее количество рабочих
шпинделей, в том числе:
пильных одинарных
»
двойных
фрезерных вертикальных
»
горизонтальных
Частота вращения шпинде­
лей:
пильных одинарных
»
двойных
фрезерных
Скорость подачи
Количество электродвигателей
Мощность электродвигателей
Габаритные размеры
Масса
Стоимость
П А РК -7
П А РК -8
мм
»
»
170—420
30—70
12—22
150—400
3 0 -6 0
15— 18
шт.
»
»
»
»
4
—
—
2
2
5
4
1
—
—
об/ мин
»
»
м/мин
шт.
кВт
мм
кг
руб.
—
6000
8; 12; 16; 24
5
17,7
2850X 1100X 1420
3300
3530
5720
5860
—
4—8
7
9,9
2790X 1425X1530
1700
4180
* И зготовитель Боровичский завод деревообрабаты ваю щ их станков.
Таблица
Краткая технико-экономическая характеристика комплекта оборудования
ДВ500 *
П оказатель
Размеры дверных полотен:
длина
ширина
толщина
Годовая производительность при
боте
Количество рабочих в смену
Количество:
линий и участков
единиц типоразмеров
станков — всего
специальных
Мощность
Производственная площадь
Масса
Стоимость
Единица
измерения
Величина
мм
»
»
2000
600—900
40
тыс. м2
500
•83
—
25
25
96
76
1454,16
9072
443 698
58 000
двухсменной ра­
—
шт.
»
кВт
м2
кг
руб.
* Изготовитель Ставропольский станкозавод «Красный металлист».
94
78
КОМПЛЕКТ ТЕХНОЛОГИЧЕСКОГО
ОБОРУДОВАНИЯ ОКбОО
Комплект технологического оборудования ОКбОО применяется
для
производства оконных блоков и балконных дверей спаренной и раздельной
конструкции для жилых зданий по ГОСТ 11214-65* (все типы, кроме 06.09;
09.14; 09.15; 15.05), а такж е оконных блоков спаренной и раздельной
конструкций для общественных зданий по ГОСТ 11214—65 (типы 18.09;
18.09В; 18.12; 18.12В; 18.18; 18.21; 21.09; 21.09В; 21.12; 21.12В; 21.18; 21.21)
(табл. 79).
Т а б л и ц а 79
Краткая технико-экономическая характеристика комплекта оборудования ОКбОО *
П оказатель
Размеры** элементов оконных блоков:
створок
коробок
форточек, фрамуг
Годовая производительность при двух­
сменной работе (расчетный блок пло­
щадью 2,52 м2)
Количество рабочих в смену
Количество:
линии и участков
единиц типоразмеров
станков — всего
специальных
вспомогательного оборудования
транспортных устройств
Мощность
Производственная площадь
Масса
Единица
измерения
Величина
мм
»
»
695—2130/300— 1300
850—2200/700—2100
418—450/545— 1115
тыс. м2
—
500
180
—
—
шт.
»
»
»
кВт
м2
кг
36
26
149
134
79
68
2226,29
16128
1 045 483
* Изготовитель Ставропольский станкозавод «Красный металлист».
** В числителе высота, в знам енателе ширина.
СТАНКИ ДЛЯ ОБРАБОТКИ
СТВОРОК И ФОРТОЧЕК
Научно-производственное объединение «Союзнаучплитпром» разработало
серию специализированных станков двух типоразмеров для обработки ство­
рок и форточек (табл. 80).
Долбежно-фрезерный станок при смене инструмента и некоторой пере­
наладке может успешно применяться в малосерийном производстве столярно­
строительных изделий для выборки гнезд под все типы приборов по ГОСТ
5088-72 для спаривания и навешивания форточек, створок и балконных
дверей.
Таблица
Техническая характеристика специализированных станков для обработки
створок и форточек
80
Станки
П оказатель
5
Щ
Размеры обрабатываемы х изделий:
длина
ширина
толщина
К оличество дол беж н ы х и ф р езер ­
ных головок
Ч астота вращения головок
Р асстояние м е ж д у осями головок
Цикл обработки изделия
М ощ ность
Количество обслуж иваю щ их рабо­
чих
Габаритные размеры г
длина
ширина
высота
М асса
” са>
3X tt
о
*С
а> сг
'S
л
5 Щ
tt С
iQ.s<D
<
Г>яU
<L>
O.S
«•g.
Svg 3
* 3 S.
« “s
§§£
оч 2
ч
яо *а
со
С Ьч
сг о.
«О) *
£§
К
^к
*н
о,
gs
gС Ё
ч>
оa ss'О
Ia а*"«3
°11 й
к Н £■ к « *
5,®
Й
ЧИЧ1
tЯ s►,&
f
«*S
К GJ *•
Ч
Ч та
tt В *
495—2130
3 7 0 -1 1 1 5
38—84
шт.
об/мин
мм
с
кВт
3
3000
9
3000
15
7,7
30
13,6
854—2199
64— 122
44—64
6
6000
3000
300— 1950
15
27
14,3
6
I
3000
I
1
27
6
з ча
=
а 2с 3*
"S i
ай 3
•&£ §.
Л ЯЯ
5 §■•&
Ю
2, я я
я « Ч:
Р :с
ос Е
Ч а»
гй ч с f
2000—2380
600— 1100
30—74
2
18 000
1 5 0 0 -1 8 0 0
27
3
1I
2360
1500
1500
1500
2360
1810
1500
2500
2400
1500
1200
1700
2500
1400
1400
1532
2500
1500
1200
1200
2850
1500
1400
1500
ОБОРУДОВАНИЕ ДЛЯ ОТДЕЛКИ ИЗДЕЛИЙ
ИЗ Д Р Е В Е С И Н Ы
Л И Н И Я МПН1
Линия М П Ш предназначена для подготовки поверхности необлицованных щитов из древесностружечных плит к нанесению текстуры путем сплош­
ного ш паклевания пластей щнтов полиэфирными пастами с добавкой фото­
химических инициаторов и последующей сушки и шлифования (табл. 81).
Н а линии выполняются следующие технологические операции: очистка
поверхностей от пыли; нанесение полиэфирной шпаклевки; суш ка заш пакле­
ванной поверхности ультрафиолетовыми лучами; охлаждение щитов перед
шлифованием; шлифование заш паклеванны х поверхностей.
Линия состоит из питателя, рольганга для транспортировки щитов под
щеточным станком, станка для очистки пыли, станка для грунтования (ш па­
клевания), выдвижного рольганга, камер ультрафиолетового облучения и
нормализации, рольганга промежуточного, шлифовального станка, стопоукладчика.
Щ итовые детали автопогрузчиком подаются на рольганг питателя, а
затем — в устройство для очистки от пыли. Н а вальцовом станке ШПШ
наносится слой полиэфирной шпаклевки (100— 120 г/м2). Промежуточным
выдвижным рольгангом щиты передаются в сушильные камеры, оборудован­
ные ртутно-кварцевыми лампами ультрафиолетового излучения, в которых
шпаклевка подсушивается. Высота расположения облучателей регулируется.
96
Таблица
81
Техническая характеристика линии МПН1*
Показатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность при скорости пода­
чи 8 м/мин, двукратном проходе дета­
лей через линию, коэффициенте исполь­
зования оборудования 0,8 и средней
ширине щитов 1100 мм
Скорость подачи транспортных уст­
ройств
Регулирование скорости подачи
Количество обслуживающих рабочих в
смену
Мощность
Габаритные размеры
Масса
Единица
измерения
Величина
»
»
400—2000
220—900
1 3 -4 0
Количество щитосторон в час
143
ММ
м/мин
—
—
кВт
мм
кг
5— 15
Бесступенчатое
2
55
27 350X 2700X2200
17 000
* И зготовитель Костромской завод деревообрабаты ваю щ их станков.
Время сушки 60 с. Сухие щиты охлаж даю тся в камере нормализации в т е ­
чение 25—30 с н поступают на промежуточный рольганг, регулируемый по
высоте, который подает щиты из камеры нормализации, имеющей нижнюю
базировку, на шлифовальный станок с верхней базировкой. Ш лифовальный
станок оборудован двумя широколенточными головками с осциллирующим
движением шлифовальных лент. О бработанные щиты автоматически уклады ­
ваются в стопу. В зависимости от качества древесностружечных плит щиты
обрабатываются на линии за один или д ва прохода.
Применяется ш паклевка, отверж даем ая под действием ультрафиолето­
вого излучения. Д о рабочей вязкости ее доводят разбавителем 499 (стирол).
ЛИНИЯ МГП1
Линия МГП1 используется для грунтования — тонирования и нанесения
рисунка текстуры древесины ценных пород на пласти щитов, облицованных
шпоном из древесины обычных пород, или предварительно подготовленных
необлицованных щитов из древесных плит (табл. 82).
На линии выполняются следующие технологические операции: автом ати­
зированная загрузка щитов; снятие пыли; нанесение тонирующей грунтовки;
сушка грунтовки с помощью инфракрасного облучения; нанесение рисунка
текстуры; выгрузка деталей с линии (вручную).
Линия состоит из питателя, рольганга, станка для снятия пыли, грун­
тонаносящего вальцового станка, терморадиационно-сушильной камеры ин­
фракрасного облучения и станка для нанесения текстуры на поверхности
щитов.
Щиты на поддонах (при длине до 600 мм) или без них (при длине
свыше 600 мм) автопогрузчиком подаются на приводной рольганг питателя,
а затем на рольганг, транспортирующий их к станку для снятия пыли.
97
Таблица
82
Техническая характеристика линии МГП1*
П оказатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность при скорости по­
дачи 8 м/мин, коэффициенте исполь­
зования оборудования 0,8 и средней
ширине щитов 1200 мм
Скорость подачи на участке грунто­
вания
То же на участке печатания текстуры
Регулирование скорости подачи
Мощность
Габаритные размеры
Масса
Единица измере­
ния
ММ
»
»
Количество щитосторон в смену
м/мин
»
—
кВт
мм
кг
Пеличина
400—2000
220—900
4—40
287
5— 15
9—36
Бесступенчатое
31
18 100X2400X1800
8450
* Изготовитель Костром ской завод деревообрабаты ваю щ их станков
Очищенные от пыли детали поступают на вальцовый грунтонаносящий
станок. После нанесения тонирующей грунтовки на верхние пласти щитов
последние перемещаются в сушильную камеру. Через 20—30 с они подаются
в печатную машину, где наносится рисунок текстуры древесины ценных
пород: на первой секции контурный, на второй — полуконтурный. Выгру­
ж аю тся детали вручную.
ЛИНИЯ МЛП1
Линия МЛП1 предназначена для нанесения полиэфирных парафииосодерж ащ их лаков горячей сушки и лаков холодного отверждения на щито­
вые детали (табл. 83).
Линия состоит из загрузчика, камеры предварительного терморадиа­
ционного подогрева, лаконаливной машины, зоны выдержки, второй л ак о ­
наливной машины, разгрузочного стола и сушильного туннеля.
На линии выполняются следующие технологические операции: удаление
пыли с поверхности щитов; предварительный подогрев лакируемых поверх­
ностей; нанесение первого слоя лака; выдержка (до ж елатинизации); нане­
сение второго слоя лака; выдерж ка (до ж елатинизации).
Конструкция линии позволяет загруж ать детали в несколько параллель­
ных потоков (два, три, четыре) с максимальной суммарной шириной деталей
1200 мм, что создает условия для повышения производительности линии и
сокращения длины камер выдержки. Все оборудование может быть скомпо­
новано в виде одной ветки или иметь П-образную форму. В последнем
случае имеется возможность значительно уменьшить длину участка отделки
при некотором увеличении общей ширины.
П одлежащ ие лакированию детали укладываю тся на загрузчик — в зави­
симости от их ширины — в одну или несколько параллельных стоп и авто­
матически подаются на линию. Н а входе в камеру подогрева детали с
помощью волосяной щетки очищаются от пыли. В камере щиты нагреваются
до 50—70° С (для нанесения лаков горячей суш ки). Затем на наливной
машине наносится первый слой лака (300—350 г/м2), после чего щиты по­
ступают в зону выдержки, где находятся 6—8 мин при 30—45° С (для на98
Таблица
83
Техническая характеристика линии МЛП1*
Показатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность при коэффициен­
те использования 0,65 и ширине щи­
тов 1100 мм
Скорость подачи транспортных устрой­
ств на участке налива-выдержки
Регулирование скорости подачи
Количество обслуживающих рабочих
Мощность
Габаритные размеры
Масса
Единица измерения
мм
»
Количество щитосторон в час
Величина
400— 2000
220—800
10—40
140
м/мин
—
—
кВт
мм
кг
1,5— 4,5
Бесступенчатое
3
75
48 000X 5000X 2500
40 000
* Изготовитель Вологодский станкозавод.
несения лаков горячей сушки) или 14 мин при 18—23° С (для нанесения
лаков холодного отверж дения). Затем наносится второй слой лака (300—
350 г/м2). После этого щиты вручную перекладывают на этажерки тележек
сушильного туннеля и в течение 6 мин выдерживаю т при 18—23е С, а затем
сушат.
Ж елатинизация и рушка покрытий, отверждаю щ ихся при температуре
помещения, производится в том же туннеле на тележ ках в течение 60—
70 мин. Поступающие из туннеля детали выдерживаю тся на этаж ерках
12— 18 ч н поступают на облагораживание.
Л И Н И Я МЛН1
Линия МЛН1 используется для отделки пластей щитовых деталей j ih t роцеллюлозными глянцевыми или матовыми лаками, а такж е лаками кис­
лотного отверждения (табл. 84).
В состав линии входят: автоматический загрузчик, станок для снятия
пыли, камера предварительного терморадиационного подогрева, вальцы для
нанесения грунта (л ак а), камера нормализации, станок для промежуточного
шлифования, лаконаливная машина, перекладчик, сушильная камера, канто­
ватель и накопитель.
Состав технологического оборудования линии позволяет выполнять сле­
дующие операции: удаление пыли с поверхности; предварительный термо­
радиационный подогрев поверхности; грунтование; промежуточное ш лифова­
ние загрунтованной поверхности; повторный терморадиационный подогрев;
нанесение лака; удаление паров растворителя; сушку покрытия в увлаж нен­
ной среде; охлаждение покрытия перед шлифованием; шлифование.
Из стопы, установленной на столе загрузчика, щитовые детали от станка
для снятия пыли толкателем подаются в терморадиационную камеру для
подогрева поверхности, подлежащей отделке, до 50—75° С. Затем вальцами
наносится слой грунта * (20—40 г/см2), из которого в камере нормализации
* Грунт типа Б Н К или к а р б а м и д н а я см ола с огв ер д и тел ем .
99
Таблица
84
Техническая характеристика линии MJIH1*
П оказатель
Единица измерения
Размеры отделываемых деталей:
длина
ММ
ширина
»
толщина
»
Производительность при коэффициенте
использования 0,65 и средней ширине Количество щитощитов 1100 мм
сторон в час
Скорость подачи транспортных уст­
ройств
м/мин
Регулирование скорости подачи
—
—
Количество обслуживающих рабочих
Мощность
кВт
Габаритные размеры
мм
кг
Масса
Величина
400—2000
2 2 0 -8 0 0
1 0 -4 0
225
5 -1 5
Бесступенчатое
2
120
45 000X 3500X2500
35 000
* Изготовитель Вологодский станкозавод.
отсасываются летучие вещества, входящие в состав грунтовки. После этого
деталь поступает на виброшлифовальный станок. После легкого шлифования
отделываемая поверхность детали подогревается. Затем на нее наливается
слой лака (100— 150 г/м2 при отделке по III классу). Д алее щит передается
в камеру нормализации, где при 18—22° С с лакового покрытия удаляются
пары растворителей. После этого перекладчиком деталь перемещается на
следующую ветвь линии, где в сушильных камерах при 40—65° С в у в лаж ­
ненной среде покрытие сушится. В камере нормализации деталь охлаж дается,
затем шлифуется и кантователем передается к началу линии с предвари­
тельным переворачиванием на другую сторону или поступает на выгрузку,
если не требуется дальнейшей ее отделки.
Л И Н И Я МЛК1
Линия МЛК1 предназначена для лакирования кромок щитовых дета­
лей полиэфирными парафиносодержащими лаками типа ПЭ-246 (табл. 85).
Линия состоит из лаконаливной машины, тележек, сушильной камеры
и цепного конвейера.
Н а линии выполняются следующие технологические операции: нанесение
первого слоя лака; выдерж ка лаковой пленки до ж елатинизации; нанесение
второго слоя лака; вы держ ка до желатинизации; сушка покрытия в поле
ультрафиолетового излучения.
Из стопы, поданной на поддоне погрузчиком, деталь уклады вается р а­
бочим на ребро и направляется на лаконаливную машину. Другой рабочий
принимает деталь и уклады вает ее на решетку тележки. После 15-минутной
выдержки на тележ ке детали вторично пропускаются через лаконаливную
машину и вновь укладываю тся на тележку, которая после заполнения кре­
пится специальным замком к цепи конвейера. Н а конвейере тележка с д е­
талям и выдерж ивается в течение 15 мин до ж елатинизации лаковой пленки,
а затем попадает в сушильную камеру с ультрафиолетовым облучением.
П осле сушки тележ ка с деталями отсоединяется от конвейера и т. д.
100
Таблица
85
Техническая характеристика линии MJIK1 *
П оказатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность при коэффициенте
использования 0,7 и средней ширине
деталей 1100 мм
Ритм подачи деталей
Количество обслуживающих рабочих
Мощность
Габаритные размеры
Единица изм ерения
Величина
мм
г
»
Количество кромок
в час
350— 1800
220—800
10—40
с
10
2
15
12 000 X
Х 5000Х
Х3500
4000
—
кВт
мм
Масса
кг
240
* Изготовитель Вологодский станкозавод
Л И Н И Я МПП1
Линия МПП1 применяется для шлифования, полирования и глянцевания
пластей щитовых деталей, покрытых полиэфирным лаком (табл. 86).
Линия состоит из рольганга, шлифовального станка, направляющего
транспортера, двух шестибарабанных полировальных станков и глянцевального устройства.
Таблица
86
Техническая характеристика линии МПП1 *
Показатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность при коэффициенте
использования 0,65 и средней ширине
деталей (100 мм
Скорость подачи транспортных
устройств
Регулирование скорости подачи
Количество обслуживающих рабочих
Мощность
Габаритные размеры
Масса
Единица измерения
ММ
»
»
Количество щитосторон в час
м/мин
—
—
кВт
ММ
KP
Величина
400—2000
2 2 0 -8 0 0
10—40
140
2,5—7,5
Бесступенчатое
2
72
25 0 0 0 х
Х 3500Х
Х2500
14 000
* Изготовитель Костромской завод деревообрабатывающих станков
101
Н а линии выполняются следующие операции: первое (поперечное) и
второе (продольное) шлифование лакового покрытия; удаление пыли; поли­
рование лаковой пленки; глянцевание.
Д етали с рольганга подаются на шлифовальный станок, на котором
шлифуются двумя лентами сначала перпендикулярно, а затем параллельно
направлению подачи. После шлифования детали попадают на направляющий
транспортер, периодически смещающий их влево и вправо, что исключает
неравномерный износ полировальных барабанов (детали, проходящие черс.)
шлифовальный станок, постоянно смещаются в одну сторону). С помощью
глянцевального устройства на детали наносится обезжириваю щ ая жидкость,
посредством которой глянцевальные головки очищают их поверхность от
остатков продуктов полирования (пасты, жиры и т. д.). Готовые детали
укладываю тся на подъемный стол.
Л И Н И Я МПК1
Линия МПК1 предназначена для шлифования, полирования и глянце­
вания полиэфирных покрытий, нанесенных на кромки щитовых деталей
(табл. 87).
Таблица
87
Техническая характеристика линии МПК.1
П оказатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Производительность линии при коэф­
фициенте использования 0,65 и сред­
ней ширине деталей 1100 мм
Скорость подачи деталей
Регулирование скорости подачи
Количество обслуживающих рабочих
Мощность
Габаритные размеры
Масса
Единица измерения
Величина
мм
350— 1800
220—800
10—40
»
Количество кромок
в час
м/мин
—
—
кВт
мм
кг
240
2,5—7,5
Бесступенчатое
3
32
16 800Х
Х 5800Х
хю оо
9000
Линия состоит из станка для обработки продольной кромки, переклад­
чика, станка для обработки поперечной кромки и второго перекладчика.
На линии выполняются следующие операции: трехкратное шлифование;
смягчение верхнего и нижнего ребер кромок, полирование и глянцевание.
Д еталь вручную подается на станок для обработки продольной кром­
ки, затем при помощи перекладчика передается рабочему, который загр у ж а­
ет ее в станок для обработки поперечной кромки. Д еталь с обработанными
кромками либо передается перекладчиком на первый станок для последую­
щей обработки, либо вручную уклады вается в стопу. При необходимости
деталь может уклады ваться в стопу и на выходе с первого станка.
102
КОМ ПЛЕКТ О Б О РУ ДО ВА Н И Я Д Л Я О ТД ЕЛ К И
Щ ИТОВЫХ Д Е Т А Л Е Й БЕЗ П РИ М ЕН ЕН И Я Ш ПОНА
Разработанный в Укрниимод комплект оборудования для отделки щитов
из необлицованных древесностружечных плит позволяет осуществлять сле­
дующие технологические операции: нанесение на поверхность плит непро­
зрачной шпаклевочной мастики; шлифование зашпаклеванной поверхности;
печатание на зашпаклеванной поверхности текстуры древесины ценных пород;
лакирование и полирование отделочного покрытия.
Д ля нанесения на поверхность плит шпаклевочной мастики разработан
вальцовый шпаклевочный станок, состоящий из загрузочного стола (роль­
ганга), станины с подающим роликовым транспортером, устройства для на­
несения и разравнивания шпаклевочной мастики, бачка для шпаклевки, су­
шилки, разгрузочного рольганга, привода и пульта управления (табл. 88).
Таблица
88
Техническая характеристика шпаклевочного станка* (РСТ УССР 1583-74)
Показатель
Размеры обрабатываемых деталей:
длина
ширина
толщина
Скорость подачи деталей
Диаметр наносящего и разравнивающего
вальцов
Частота вращения вальца:
наносящего
разравнивающего
Мощность электродвигателя привода
Температура в сушилке
Обогрев тенами общей мощностью
Продолжительность сушки
Количество обслуживающих рабочих
Производительность в смену при двухкрат­
ном нанесении шпаклевки
Расход шпаклевочной мастики на два покры­
тия
Габаритные размеры
Стоимость
Единица изме­
рения
Величина
м/мин
450— 1900
200—700
16—26
6
мм
317
ММ
»
об/мин
»
кВт
°с
кВт
мин
6
1
2,2
60— 150
15
1— 1,5
2
м
1450
г/м2
мм
руб.
200
5100Х 1520х
X 1500
ass 1 0 0 0 0
* Изготовитель Брошневский завод «Лесдрепмяш » {Ивано-Фрянковская обл.)
Ш паклевочная мастика приготовляется из недефицитных материалов
(карбамидной смолы, лигносульфоната, поливинилацетатной эмульсии, дву­
окиси титана или окиси цинка, трепела) и окрашивается синтетическими во­
дорастворимыми красителями под фон древесины ценных пород.
Текстура древесины ценных пород наносится на заш паклеванную поверх­
ность на двухкрасочном имитационном станке (табл. 89). Причем в одной
операции совмещается нанесение полутонового и контурного рисунков тек­
стуры. Сочетание цвета окрашенной шпаклевочной мастики, полутонового
и контурного рисунков, напечатанных различными по цвету красками, позво­
ляет получать необходимую имитацию.
Основные узлы двухкрасочного имитационного станка: загрузочный роль­
ганг, две секции — первая для печатания контурного рисунка, вторая для
103
Таблица
89
Техническая характеристика двухкрасочного имитационного станка (РСТ УССР
1582-74)
П оказатель
Размеры обрабатываемых деталей:
длина
ширина
высота
Скорость подачи щитов
Диаметр текстурного и передаточного
валов
Расход краски на 1 м2
Мощность электродвигателя привода
Вместимость ванны для краски
Количество обслуживающих рабочих
Производительность
Единица измерения
Величина
450— 1900
200—700
16—26
20
ММ
»
»
м/мин
317
25
1,7
мм
г
кВт
л
10
2
—
2300
Количество
щитосторон
в смену
Габаритные размеры
4400 X 1200Х
X 1670
мм
Таблица
90
Техническая характеристика восьмибарабанного полировального станка *
(РСТ УССР 1578-74)
П оказатель
Размеры обрабатываемых деталей:
наибольшая ширина
наименьшая длина
толщина:
наибольшая
наименьшая
Наибольший диаметр полировального бараба­
на
Скорость полирования
Наибольшая скорость подачи
Угол наклона полировальных кругов к оси
полировального барабана
Угол установки полировальных барабанов к
направлению подачи:
первых четырех
последних »
Мощность
Габаритные размеры
Масса
Стоимость
Единица
измерения
Величина
ММ
800
400
»
»
50
10
»
м/с
м/мин
400
20
8
град
8
»
»
кВт
мм
кг
руб.
95
85
50
5900X 1900X1800
3700
ж* 10 000
* Изготовитель Брошневский завод сЛесдревмаш» (Ивано-Франковская обл.).
104
печатания полутонового текстурного рисунка, промежуточный рольганг, по­
дающий цепной транспортер, разгрузочный рольганговый стол, привод и
пульт управления. К аж д ая печатная секция состоит из станины, на которой
смонтированы печатный текстурный и передаточный полиэфирный валы,
обрезиненный прижимной валик, ракельные механизмы для снятия излишков
краски с текстурного вала и очистки полиэфируретанового вала, ванны
для краски, механизмов прижима валиков и др. П ривод печатных секций
и подающего транспортера осуществляется от общей приводной станции, что
обеспечивает синхронность работы всех механизмов станка.
Д ля печатания текстуры древесины ценных пород разработаны составы
на основе красок, применяемых в полиграфическом производстве. Имитиро­
ванные поверхности отделываются полиэфирным или нитроцеллюлозным л а­
ками по I классу.
Стоимость комплекта оборудования (двух шпаклевочных и одного ими­
тационного станков), его монтаж и наладка составляют около 30 тыс. руб.
Годовая производительность комплекта оборудования около 0,5 млн. м2 по­
верхности. Годовой экономический эффект от внедрения одного комплекта
оборудования превышает 100 тыс. руб.
/Д ля - обеспечения высококачественного полирования и глянцевания по­
лиэфирных покрытий в Украинской ССР широко применяется высокопроизво­
дительный восьмибарабанный полировально-глянцевальный станок конструк­
ции Укрниимод (табл. 90).
О ТД ЕЛ К А И ЗД Е Л И Й РЕШ ЕТЧАТОЙ КОН СТРУКЦИИ
В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕ
Этот способ отделки позволил механизировать процессы нанесения и
сушки лакокрасочных покрытий, резко повысить производительность труда,
снизить расход отделочных материалов и улучшить санитарно-гигиенические
условия труда при удовлетворительном качестве покрытия.
Д л я электростатической отделки решетчатых изделий из древесины чаще
всего применяются электромеханические распыляющие устройства, корониТаблица
91
Технико-экономическая характеристика установки ЭПЛУ-1 (Укрниимод)
П оказатель
Производительность
Количество обслуживающих рабочих
Расход:
лака
электропроводящей грунтовки
Тин сушильных камер
Мощность электродвигателей с сушкой:
конвекционной
терморадиационной
Занимаемая площадь
Габаритные размеры
Экономия:
лака
трудозатрат
Окупаемость затрат
Стоимость
Единица
измерения
Величина и другие
данные
шт/смену
—
1000
3
кг/м2
»
—
0,150
0,06—0,08
Конвекционный и
терморадиационный
кВт
м2
мм
15
200—250
180—200
30 000X 6500X4000
%
»
год
руб.
Д о 50
» 30
0,5
« 3 0 000
105
рующими электродами которых служ ат чаши параболической и конической
форм и диски. Оптимальное расстояние между электродом-распылителем и
изделием составляет 20—25 см. Увеличение межэлектрбдного расстояния
ухудш ает качество обработки и увеличивает потери лакокрасочных материа­
лов, а уменьшение может вызвать искровой разряд.
Электростатические установки, предназначенные для отделки мебельных
изделий методом электростатического распыления, представляю т собой
Таблица
92
Технологический режим нанесения лака МЧ-52*
П оказатель
Скорость конвейера
Диаметр распылителей:
чашечного
дискового
Частота вращения распылителей:
чашечного
дискового
Расстояние от распылителя до поверхности детали
Рабочая вязкость лака по ВЗ-4 при 18—20° С
Количество лака, подаваемого в распылители диа­
метром, мм:
Г 50
чашечный {100
U50
. (300
дисковои ^350
Продолжительность конвекционной сушки при одно­
разовом нанесении, стадия, 0 С:
1—30
И —70—80
Го же при двухразовом нанесении после второго
покрытия, стадия, ° С
1—30
II—70—80
Продолжительность терморадиационной сушки при
нанесении лака:
одноразовом
двухразовом, после первого покрытия
после второго
Единица
измерении
Величина
м/мин
1,5—2
мм
»
50; 100; 150
300; 350
об/мин
»
мм
с
1200
900— 1200
200—300
20—35
г/мин
»
»
»
»
35
90
115
210—230
230—250
мин
»
12— 15
1 5 -2 0
мин
»
12— 15
1 5 -2 0
»
»
»
8 —9
2—3
9— 10
*■ Тем пература в о зд у х а в помещении не ниже 18° С, относительная влаж ность 50—65%
О тделка по III к л ассу при двухразовом нанесении лака.
полуавтоматические линии с комплектом оборудования, обеспечивающего ав­
томатическое выполнение технологических операций по дозированию и рас­
пылению лаков и красок, сушке и транспортированию изделий.
На мебельных предприятиях Украинской ССР широко используются
электростатические
установки,
разработанные
Укрниимод,— Э11ЛУ-1
(табл. 91, 92).
Установка ЭПЛУ-1 состоит из источника постоянного тока высокого на­
пряжения, распылительной камеры, дисковых распылителей, механизма пе­
106
ремещения распылителей в вертикальной плоскости, лакоподающего дози­
рующего устройства, сушильной туннельной камеры, конвейера для тран­
спортирования отделываемых изделий с механизмом привода и натяжным
устройством, систем приточно-вытяжной вентиляции и пульта управления.
Источником высокого напряжения служит высоковольтно-выпрямитель­
ное устройство В -140-5-2, преобразующее переменный ток в постоянный, с
широким диапазоном регулирования. Устройство надежно работает при
температуре помещения 10—35° С и относительной влажности воздуха 60—
70%. Источником питания является переменный ток напряжением 220 В с
частотой 50 Гц.
Распылительная камера изготовляется из профильного и листового ж е­
леза размерами 6,5 X 3,5 м. Средняя ее часть застеклена, двери и проемы
электрически заблокированы. В камере размещены два дисковых распыли­
теля с дисками диаметром 350 мм с подъемными устройствами, обеспечи­
вающими возвратно-поступательное движение в вертикальной плоскости;
система лакоподачи, состоящ ая из лакоподающих шестеренчатых насосов,
бачка для лака и лакопроводов; отклоняющий экран и вытяжные вентиля­
ционные коробы.
Рядом с рапылительной расположены две туннельные камеры для сушки
покрытий из лакокрасочных материалов. Через распылительную электростати­
ческую и сушильные камеры проходит замкнутый подвесной конвейер, тяго­
вым органом которого служит втулочно-роликовая или цельносварная цепь.
Конвейер имеет механизм привода и натяж ное устройство.
Д ля обеспечения электрической безопасности все токопроводящие узлы
установки заземлены, а подходы к незащищенным частям, находящимся под
высоким напряжением, электрически заблокированы
О ТД ЕЛ К А СТУЛЬЕВ М ЕТОДОМ СТРУЙНОГО О БЛ И ВА
Этот
метод, разработанный западногерманской фирмой «Айзенманн
КОС» («Eisenm ann KOS»), заключается в том, что отбеливаемая поверхность
изделия обрабатывается в холодном состоянии трихлорэтиленовым лаком при
температуре 20—25° С. О бразую щ аяся пленка разравнивается затем в парах
растворителя. За один проход (облив) получается пленка толщиной 50 мк.
Благодаря очень быстрому испарению трихлорэтилена (растворителя) лак
не стекает с кромок и углов изделий. Используемый лак не горит.
Установка для отделки методом струйного облива, разработанная той же
фирмой, состоит из резервуара для лака, камеры струйного облива и замкну­
того цепного конвейера, одна ветвь которого проходит через камеру с на­
вешенными изделиями, где они обливаются лаком. Л ак из резервуара в
устройство для облива подается нагнетательным насосом.
Пары летучего растворителя надежно защищают лаковую пленку как
от испарения, так и от появления корки на ее поверхности. Остатки лака
за 0,5— 1,5 мин стекают в резервуар.
Установка позволяет применять прозрачные и пигментированные лаки.
Высокое качество отделки достигается при отсутствии пыли на поверхности
изделий и в помещении цеха. Качество покрытия не уступает качеству по­
крытия при отделке пульверизацией или окунанием с последующей пуль­
веризацией.
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА
ШПОНА И ФАНЕРЫ
О Б О РУ Д О В А Н И Е
Д Л Я Р А С К РЯ Ж Е В К И СЫ РЬЯ
На
большинстве
предприятий
поперечная разделка сырья произво­
дится механическими пилами «лисий
хвост»,
круглопильными
станками
Ц Б-3, Ц Б-4 типа балансирных пил с
возвратно-поступательным
движ ени­
ем
пильного
диска,
переносны­
ми
электромоторными
пилами
Ц НИ И М Э -К 6 и ЭПЧ-3 и др.
При массовой разделке сырья
применяется комплексно-механизиро­
ванный круглопильный агрегат АПЗ
системы М. Г. Зеленкова, обеспечи­
вающий повышение производительно­
сти
труда и качества
разделки
(табл. 93).
Таблица
93
Техническая характеристика агрегата
АПЗ системы М. Г. Зеленкова
Едини­
П оказатель
ца из­
мерения
Величина
160—600
Диаметр бревен
мм
1300,1600
Длина чураков
»
Наибольший диа­
1500
метр пилы
»
Частота вращения
980
пильного вала
об/мин
Мощность электро­
15,7
двигателей
кВт
Габаритные разме­
17 500 X
X 11700 X
мм
ры
Масса
кг
Х 3400
4967
При небольших объемах раскря­
жевки широко используются цепные
пилы отечественного и зарубежного
производства (табл. 94).
Д ля раскряж евки бревен диамет­
ром более 1500 мм могут быть ис­
пользованы
цепные пилы
фирмы
«Дольмар»
(«Dolniar»,
Ф РГ)
(рис. 28). Такие пилы устанавлива-
Рис. 28. Цепная пила фирмы «Доль­
мар».
108
ются на фундаменте или специальной подставке и приводятся в движение от
электродвигателя или двигателя внутреннего сгорания. Рабочий и холостой
ход пилы осуществляются при помощи гидросистемы. Скорость рабочего хода
регулируется бесступенчато в зависимости от твердости древесины и диаметра
Таблица
94
Техническая характеристика цепных пил
П оказатель
Рабочий объем цилиндра
Максимальная мощность двигателя
Рабочая длина пильного аппарата:
основная
для длинномерных бревен
Уровень вибрации на рукоятке
Масса в рабочем состоянии
Стоимость
Единица из­
мерения
М П -5, «Урал»
«Д руж ба»
СМ3
Л.С.
109
5—5,6
94
3,5—4
ММ
440
700
111
12,8
175
(«Урал»)
440
—
113
13,7
95
»
дб
КГ
руб.
кряж а. Д авление в гидросистеме контролируется манометром на пульте уп­
равления. Органом резания служит пильная цепь, состоящ ая из переменных
резальных и строгальных зубьев, покрытых хромом.
Т а б л и ц а 95
Техническая характеристика пилы фирмы «Дольмар» (тип DSN)
П оказатель
Мощность привода пильной цепи
Шаг пильной цепи
Ширина пропила
Производительность пиления при диаметре кряжа
800— 1900 мм
Производительность в смену
Масса
Единица и з ­
мерения
Величина
кВт
мм
»
см3/с
м3
кг
11,25
24,9
7,2
127,4— 149,9
150
240—244
При большом объеме раскряж евки крупномерного сырья за рубежом
используются механизированные поточные линии, оборудованные пилами
фирмы «Дольмар», системой цепных транспортеров и рольгангов (табл. 95).
О Б О РУ Д О В А Н И Е Д Л Я П РО Д О Л Ь Н О Й Р А ЗД Е Л К И СЫ РЬЯ
П родольная разделка сырья применяется преимущественно для произ­
водства строганого шпона, используемого в качестве облицовочного мате­
риала с необходимыми декоративными свойствами, создания базы строга­
ния, сокращения сроков тепловой обработки и закрепления брусьев в шпо­
нострогальных станках.
В зависимости от диаметра к р яж а и желаемой текстуры строганого шпо­
на определяют метод продольной разделки сырья. При этом исходят из
109
необходимости получения максимального количественного и качественного
выхода материала. Д л я разделки сырья на брусья широко применяются
горизонтальные лесопильные рамы (табл. 96), обеспечивающие большую
Таблица
96
Техническая характеристика горизонтальной лесопильной рамы
П оказатель
Просвет
Высота от пилы до нижней кромки суппорта
Ход пильной рамки
Частота вращения коленчатого вала
Подача на один оборот
Длина платформы
Диаметр приводного шкива
Ширина
»
»
Мощность электродвигателя главного приво­
да
Общая мощность
Габаритные размеры
Масса
Единица из­
мерения
ММ
»
»
об/мин
мм
»
»
»
кВт
»
мм
кг
Величина
1600
385
800
180
3—25
6150
800
144
20
29,5
12 6 1 0 x 6 0 8 0 x 2 7 0 0
10 000
Рис. 29. Горизонтальная лесопильная рама:
/ — эл ек т р од в и гат ел ь уск о р ен н о го
х о д а т ел еж к и ; 2 — э л ек т р о д в и га т ел ь
р а б о ч его
х о д а ; 3 — в ар и атор ск ор ост ей ; 4 — м аховик; 5 — вал; 6 — э л ек т р о д в и га т е л ь гл ав н ого
пр и в од а; 7 — р ем ен н ая п е р е д а ч а ; 8 — ш атун; 9 — р ам а; 10, 17 — на п р а в л я ю щ и е; 11 —
к о н и ч еск ая п ер ед а ч а ; 12 — пи л ьн ая р ам а; 1 3 — пила; 14 — ц еп н а я п ер ед а ч а ; 15 —
к р я ж ; 1 5 —- т ел еж к а ; 18 — к о л е са ; /9 —-к р ю к и ; 20 — зу б ч а т а я п ер ед а ч а ; 21 — эл е к т р о ­
дв и гат ел ь ; 22 — р ук оятк а; 23 — осн ов ан и е; 24 — р ееч н ая п ер ед а ч а ; 25 — оп о р н а я к о ­
л о н н а; 26—31 — зу б ч а т ы е к о л еса .
110
Рис. 30. Ленточнопильный станок:
1 — станин а;
3 — н атя ж н ой
7 — рельсовы й путь.
шкив;
3 — пила;
4 — за ж и м ;
5 — кряж ;
6 — т ел еж к а ;
точность пропила и высокий класс чистоты поверхности, а такж е ленточно­
пильные станки, позволяющие достичь высокой производительности труда
благодаря большим скоростям подачи и увеличения полезного выхода бл а­
годаря малой ширине пропила (например, станки фирмы «СапаН»),
Принципиальная схема и устройство горизонтальной лесопильной рамы и
ленточнопильного станка приведены на рис. 29, 30.
ЛУЩИЛЬНЫЕ СТАНКИ
Отечественная станкостроительная промышленность выпускает станки
для лущения чураков длиной 1250; 1500; 1560; 1700 и 1950 мм, наибольшим
диаметром 600; 700 и 800 мм (табл. 97).
Принципиальная схема лущильного станка ЛУ-17-4 приведена на рис. 31.
З а рубежом аналогичные станки выпускаются фирмой «Рауте» («Raute».
Финляндия) (табл. 98).
В СССР широко применяется поточная линия лущения — рубки — укл ад­
ки шпона на базе лущильного станка ЛУ-17-4 и автоматических нойсниц
Чернышова. В состав линии входят такж е элеватор, накопитель, петлеукладчик, механизм выкатки, гидравлический стол и транспортер для карандашей.
С помощью транспортера чураки сгружаю тся в цех, сбрасываются на
элеватор и подаются на наклонный транспортер — накопитель, а затем цент­
ровочно-загрузочным устройством направляются на лущильный станок. Ц ент­
ровка чурака, его заж им в кулачках шпинделей, развод клещей центрирую­
щего устройства производятся автоматически. В связи с тем, что лущиль­
ный станок выдает шпон периодически (в цикл лущения включаются за ­
грузка и оцилиндровка чурака, т. е. операции, при которых шпон не
111
Таблица
Техническая характеристика лущильных станков* (ГОСТ 6035-70,
ГОСТ 13308-67)
Единица
измерения
П ок азател ь
ЛУ-17
Л У -17-4
Л У -197
мм
900
1700
1750
1975
»
»
870
450
1650
1250
1700
1560
1950
1500
»
»
700
150
600
95
700
70
800
120
»
------
град
мм
об/мин
103; 140; 208
—
90
в
0,2— 5
150; 200
мм/с
»
—
—
66
88
—
80
кВт
—
29
2 7 ,2 — 35,2
■27,2
мм
—
—
—
—
—
4950
1450
1500
3000
—
6250
3050
2750
—
1280
6370
2370
1550
И 150
—
1
СЧ
о’
Д лина ножа
Д лина чурака:
наибольшая
наименьшая
Д и а м ет р чурака;
наибольший
наименьший
Д и ам етр кулачков:
внешних
внутренних
Величина изменения угл а резания
Толщина шпона
Ч астот» вращения шпинделей
С корость подачи:
ш пинделей
супп орта
О бщ ая мощ ность эл ек тр од в и гате­
лей
Габаритные размеры:
длина
ширина
высота
М асса
Стоимость
Л У -9
97
»
кг
р уб
110
110
—
65
7
10
0,2— 3,2
0,2— 5
109; 147; 220 150—200
40
61
* Изготовитель Я рославский за в о д «П ролетарская свобода».
Т а б л и ц а 98
Техническая характеристика лущильных станков фирмы «Рауте» (Финляндия)
К
П оказатель
Э*
S а
Е <и
М одель
3V
4V
5V
З а
Длина
мм
Наибольший
диаметр
»
чурака
Длина чу­
»
рака
Наименьший
диаметр
»
кулачка
»
Толщина шпона
Частота вращения
шпинделей
об/мин
Масса (без привода)
кг
м3
Объем упаковки
1400; 1680; 1980 1450; 1680; 1980 1450; 1680; 2800
2340; 2640; 2745 3600
750
800
750— 1530
800—2300
800—2700
65
0,5—3,8
75; 90
0 ,5 -5 ,5
125; 150
1,25—6,4
300
9250— 10 800
30; 32; 34
225; 260
11 500—208 000
40—43; 48—51
300
18 500—34 000
60; 70- 80
1000;
1100
вы дается), а скорость рубки ножниц значительно ниже скорости лущения
станка, между ними устанавливается аккумулирующее устройство — транспортер-петлеукладчик, с которого шпон поступает на промежуточный тран­
спортер и затем — на ножницы, где разрезается по длине на заданные
размеры и с помощью укладчика уклады вается в стопы.
112
Рис. 31. Лущильный станок:
/ — чурак;
2 — обж им ная
л ин ейка;
3—
н ож ев о й
супп орт;
4 — н ож ; 5 — х од ов ой
винт; 6 — хв остовик ш п и н деля; 7 — га е ч ­
ная втулка; в — к ор обк а ск ор остей ; 9 —
п р и в од н ая
га еч н ая
в гул к а;
10 — правая
ш п и н дел ь н а я б а б к а ; 11 — л ев ая ш п и н дел ь­
н ая б а б к а ; 12 — эл ек т р о д в и га т е л ь пр ив ода.
Линию обслуживаю т четыре р а­
бочих. Ее производительность до
20 м3 сырого шпона длиной 1600 и
толщиной 1,5 мм в смену.
В последнее время в ряде стран
наметилась тенденция к применению
полуавтоматических линий по схеме
лущение — сушка — рубка — сорти­
ровка шпона, в которых лущильные
станки оборудуются специальными
устройствами для сматывания сырого
шпона в рулоны или устройствами
для получения постоянной скорости
лущения.
Ш ироко
распространены
такж е системы транспортеров, рас­
положенных над сушилками, обеспе­
чивающих
бесперебойную
работу
сушилок.
В
состав
полуавтоматических
линий
лущения — сушки — рубки —
сортировки шпона (рис. 32) вклю­
чаются полуавтоматические ножницы,
обеспечивающие рубку ленты сухого
шпона на полноформатные листы и
Рис. 32 Полуавтоматические линии лущения — сушки — рубки —
сортировки шпона.
113
качественные полосы с удалением дефектных мест (полос) для переработки
их в щепу. В технологическом потоке предусмотрен агрегат для непрерывно*
го склеивания впритык качественных полос шпона с последующей рубкой его
на полноформатные листы. Это позволяет значительно повысить качество
шпона и, следовательно, эффективность фанерного производства.
ФАНЕРОСТРОГАЛЬНЫЕ СТАНКИ
Строганый шпон получают в процессе строгания заготовок древесины
на фанерострогальных станках с вертикальным или горизонтальным суп­
портом. В большинстве таких станков возвратно-поступательное движение
суппорта осуществляется с помощью реечной передачи. Изготовляю тся такж е
станки, в которых суппорт приводится в движение с помощью гидравличе­
ских цилиндров или кривошипно-шатунного механизма.
Н а предприятиях по производству фанеры широко используются ф ане­
рострогальные станки марок ФММ-3100 и ДК-4000 с реверсивным приводом
и электромагнитными муфтами (ЧССР) (табл. 99).
Т а б л и ц а 99
Техническая характеристика фанерострогальных станков
Д К -4000
(ЧССР)
Ф/М М-3100
(ЧССР)
М /62
(Ф РГ)
Т В -27
(Италия)
1200
700
1200
»
1200
700
1200
5500
2700
0 ,1 -6 ,0
2800
»
»
»
кВт
—
кг
4000
0,1—6,0
4000
3100
0 ,1 -6 ,0
3100
20
10—32
24 000
20
9— 14
17 600
Г
ММ
со
о
Максимальная высота бруса
ширина стро­
гания
Максимальная длина строга­
ния
Толщина шпона
Длина ножа
Мощность электродвигателя
главного привода
Число ходов в минуту
Масса
Единица
измерения
О
П оказатель
5500
—
—
50 000
30,91
40
29 000
Трудоемкими операциями при изготовлении строганого шпона являются
съем листов, выброшенных из полости суппорта и укладка их по кнолям.
С целью механизации и автоматизации этого процесса предложено несколько
конструкций специальных выносных устройств.
На станках итальянской фирмы «Кремонезе» («Cremonese») после сре­
зания лист шпона попадает на выносной транспортер и уклады вается па
прижимную траверсу суппорта. Последний к концу рабочего хода полностью
освобож дается от листов шпона. Станок с таким устройством обслуживают
три рабочих, из которых два принимают листы и уклады ваю т их в пачки.
Конструкция выносного устройства и условия приема листов шпона, подава­
емых на внешнюю часть суппорта, позволяют строгать не более двух ванчесов
и увеличить число ходов суппорта не более 22—24 в минуту.
Выносное устройство, которым оборудован фанерострогальный станок,
выпускаемый в ЧССР, позволяет строгать до пяти ванчесов, и при скорости
10 ходов в минуту производительность его достигает 50 листов в минуту.
На многих деревообрабатывающ их предприятиях СССР внедрены р азр а­
ботанные Укрниимод принципиально новые конструкции автоматических уст­
ройств для съема и укладки строганого шпона в пачки, обеспечивающие зна­
чительное увеличение производительности станка, повышение качества шпона
и снижение трудозатрат (освобож даю тся два рабочих на каждом станке).
114
Устройство представляет собой многоленточный двусторонний транспор­
тер, который снимает срезаемые с ванчесов листы шпона, не допуска^ их
скручивания, транспортирует, поворачивает на 90° и выдает на поддон,
уложенный на опускающийся стол; здесь они укладываю тся в пачки или
на транспортер для подачи и загрузки в сушилку. Привод транспортеров
осуществляется через шестерню, которая движ ется по зубчатой рейке, за­
крепленной на станине станка. Выносной транспортер работает лишь во
время строгания листов шпона, т. е. во время рабочего хода суппорта.
ОБОРУДОВАНИЕ ДЛ Я СУШКИ ШПОНА
Роликовые сушилки с паровым обогревом
Д ля сушки шпона применяются роликовые сушилки непрерывного дей­
ствия с принудительной многократной циркуляцией воздуха. Ш ирокое приме­
нение получили паровые роликовые сушилки с продольной циркуляцией воз­
духа СУР-3, изготовляемые заводом «П ролетарская свобода», RS-45 (Ч С С Р),
Таблица
100
°с
5
»
ати
м2
кВт
105
115
105
115
130
120
357
35,6
550
21
кВт-ч
35,6
кг
м3/ч
мм
»
»
»
»
«Рауте»
(Ф инлян­
дия)
4
«Знмпелькамп»
(Ф РГ)
5
«Вяртсиля» (Фин­
ляндия)
R S-45
(ЧССР)
Количество этажей
Температура воздуха:
в сыром месте
» сухом
»
Давление пара
Поверхность нагрева калориферов
Общая мощность электродвигателей
Расход электроэнергии на 1 м3 высу­
шиваемого шпона
Расход пара на 1 м3 высушиваемого
шпона
Производительность при сушке березо­
вого шпона толщиной 1,5 мм с началь­
ной влажностью 70—80 и конечной
8 -1 0 %
Рабочая длина зон:
сушки
охлаждения
Габаритные размеры:
длина
ширина
высота
СУР-3 *
П оказатель
Единица
измерения
Технико-экономическая характеристика паровых роликовых сушилок с
продольной циркуляцией воздуха* (ТУ-042-174-70)
135
125
760
22
110
120
6—7
420
33,3
1670
100
20
13,8
25,5
24
1200
1300
1080
1100
1100
1
1
1,6
1,2
4,0
9720 16 000 14 200 12 960 29 700
1600 2000 3240 2570
3240
16 800
5890
4790
1920 19 400 20 000 38 720
6670 6400 5800 6280
3850 4246 4790 4200
* Изготовитель Ярославский завод «Пролетарская свобода».
115
сушилки, поставляемые фирмами «Зимпелькамп» (Ф Р Г ), «Валмет» («Valm et»), «Рауте» (Финляндия) и др., а такж е сушилки с поперечной цирку­
ляцией воздуха СУР-4, СУР-5, СУР-6 и сопловым дутьем (табл. 100, 101).
Таблица
101
Технико-экономическая характеристика паровых роликовых сушилок с
поперечной циркуляцией воздуха и сушилок с сопловым дутьем *
(ТУ-042-174-70)
П оказатель
Количество этажей
То же секций зон:
сушки
охлаждения
Температура воздуха:
в сыром месте
» сухом
»
Давление пара
Поверхность нагрева калори­
феров
Общая мощность электродви­
гателей
Расход электроэнергии на
1 м3 высушиваемого шпона
Расход пара на 1 м3 высу­
шиваемого шпона
Производительность при суш­
ке березового шпона толщи­
ной 1,5 мм с начальной влажностьк) 70—90 конечной 8 %
Рабочая длина зон:
сушки
охлаждения
Габаритные размеры:
длина
ширина
высота
Стоимость
Единица
измерения
С УР-4
С У Р-5
СУР-С
Сушилка о
сопловым
дутьем
3
5
—
---
8
4
1
10
И
2
°с
»
120
135
120
135
6—7
125
140
130
140
м2
2600
1300
1100
3050
кВт
49,5
35,5
73,5
164
кВт-ч
25
35,8
30
50
кг
1100
1150
1000
1200
м3
2
1
2,6
3,2—3,5
мм
12 960
1620
6480
1620
12 500
1750
22 200
3300
»
19 860
5600
3500
35 560
13 380
5600
3500
20 000
25 500
7000
3400
35 100
6800
4400
ати
»
руб.
---
* Изготовитель Ярославский зав од «П ролетарская свобода».
Роликовые сушилки с обогревом топочными газами
Повышение производительности паровых сушилок ограничено. Это об­
условлено тем, что температура воздуха в них не может быть более 140° С.
Резкого увеличения температуры и, следовательно, производительности мож ­
но достичь при использовании теплоносителя с более высокой температурой,
например топочного газа. Роликовые сушилки с использованием топочных
газов получили название газовых (табл. 102).
В газовых сушилках топочные газы непосредственно соприкасаются с
высушиваемым материалом, отдавая ему тепло. Тепловые потери в газовых
сушилках составляют около 40, а в п аровы х— почти 70%. Расход топлива
116
Таблица
102
Технико-экономическая характеристика газовых роликовых сушилок*
(ТУ-042-251-71)
П оказатель
Толщина высушиваемого шпона
Количество этажей
То же секций зон:
сушки
охлаждения
Температура газовой смеси на:
входе
выходе
Общая мощность электродвигателей
Производительность при сушке березо­
вого шпона толщиной 1,5 мм с началь­
ной влажностью 70—90 и конечной
6— 10%
Расход электроэнергии на 1 м3 сухого
шпона
Ориентировочная себестоимость сушки
1 м3 шпона
Габаритные размеры:
длина
ширина
высота (без вертикальных труб)
Масса (без загрузочного устройства)
Стоимость
Единица изме­
рения
СРГ-50-2
СРГ-26
1,0--3,2
8
ММ'
—
10
2
—
—
°С
»
»
кВт
270—290
150— 160
140
250—270
130— 140
283
м3/ч
3,4
7,0
кВт-ч
38
40
руб.
4,1
3 -4
ММ
23 700
6120
3930
60 000
45000
35 480
6120
3930
110 000
72 150
»
кг
руб.
* Изготовитель Ярославский зав од «П р олетарская свобода»
на 1 м3 высушиваемого шпона в паровых сушилках в 1,83 раза выше, чем
в газовых. Кроме того, при использовании газовых сушилок отпадает необ­
ходимость в котлоагрегатах, калориферах, паро- и конденсатопроводах.
Экономический эффект от эксплуатации сушилки СРГ-50-2 но сравнению с
паровыми типа СУР-4 составляет свыше 100 тыс. руб. в год.
Лучшими газовыми сушилками являются СРГ-25 и СРГ-50-2, созданные
Ц Н И И Ф ом (Ленинград) совместно со специальным КТБ фанерного оборудо­
вания и изготовляемые Ярославским заводом «П ролетарская свобода».
Ленточные сушилки
На крупных предприятиях ряда стран (Ф РГ, Финляндии, К анады и др.)
применяется новая технология производства шпона: лущение — сушка —
рубка и сортировка. Сушка шпона в ленте по такой технологии возмож на при
наличии органов подачи, которые исключали бы попадание ленты под ролики
и ее коробление. Так, например, в сушилках, выпускаемых фирмами «Шильде» и «Хильдебранд» («Shilde», «H ildebrand», Ф Р Г ), «Кремонезе» (И талия),
«Раума — Репола» («R aum a — Repola») и «Рауте» (Финляндия) и др., в
качестве подающих органов использованы металлические сетки.
В зависимости от требуемой производительности сушилки изготовляют
одно- и многоэтажными.
117
К ак правило, сушилка состоит из нескольких секций, в каж дой из кото­
рых имеются вентиляторы, укрепленные на одном валу. Вентиляторы служ ат
для засасы вания воздуха из сушильного пространства секции и подачи его
через калориферы для нагревания. Л ента шпона транспортером подается от
лущильного станка в верхний этаж сушилки, проходя меж ду металлическими
сетками. Во время движения она сверху и снизу обдувается горячим возду­
хом, поступающим из 4—5-миллиметровых щелей сопловых ящиков, которые
расположены меж ду сетками на расстоянии 100 мм один от другого. Л ен ­
та шпона передается с одного этаж а на другой посредством перфорирован­
ного всасывающего вала, внутри которого создается разряжение, благодаря
чему лента плотно прижимается к металлической сетке, огибает вал и по­
ступает на третий, второй и, наконец, первый этаж. В некоторых сушилках
передача шпона с одного этаж а на другой производится при помощи верти­
кальных ременных транспортеров, огибающих барабан и прижимающих лен­
ту шпона к сетке. Высушенная лента шпона из сушилки подается в камеру
охлаждения, откуда выносится с помощью узких резиновых лент.
Возможные смещения ленты шпона при ее движении предупреждаются
специальным автоматическим устройством.
. Заслуж ивает внимания ленточная сушилка DQTA-400 (П ольш а), исполь­
зуемая для сушки лущеного и строганого шпона толщиной до 2,5 мм одно­
временно на пяти этаж ах (табл. 103).
Т а б л и ц а 103
Техническая характеристика ленточной сушилки DQTA-400
П оказатель
Количество:
этажей
конвейеров
Полезная ширина
Скорость движения конвейера:
максимальная
минимальная
Производительность при сушке шпона толщи­
ной 1,2 мм
Максимальная температура сушки
Давление пара
Расход:
пара
тепла
Количество вентиляторов
Производительность вентилятора
Количество нагревательных батарей
Поверхность нагрева первой батареи
Габаритные размеры
Единица из­
мерения
Величина
_
мм
5
10
4200
м/мин
»
2,1
0,3
м3/ч
°с
ати
1,5
145
8,5
кг/ч
ккал/ч
1200
450 000
18
8000
8
80
22 0 5 0 x 5 9 1 0 x 2 5 5 0
м3/ч
шт.
ма
мм
Влажность шпона контролируется автоматически непосредственно при
выходе его из ленточных сушилок. Если влаж ность выше необходимой, уст­
ройства, оборудованные специальными датчиками, наносят метки на недосушенные листы, отбираемые затем сортировщиком для повторной
сушки.
Все ленточные сушилки работают непрерывно и требуют соответствую­
щего запаса сырого шпона. Н ормальная работа агрегата возможна при
наличии буферного склада в виде магазинов с рулонами сырого шпопа или
118
системы транспортеров с лентами шпона. В первом случае шпон непосред­
ственно у лущильного станка наматывается на барабан емкостью в несколько
сот метров и подается в магазин для сохранения, потом по направляющим —
в разматываю щ ее устройство, размещенное рядом с сушилкой. Такой способ
накапливания и сохранения материала эффективен при переработке сырья
больших диаметров и малых толщин. При использовании сырья малых
диаметров, что характерно для отечественных фанерных заводов, более эко­
номичным является применение ленточных транспортеров, так как наматы ­
вание коротких лент шпона снижает производительность лущильных станков
и требует больших площадей для размещения барабанов. Особенно нецеле­
сообразно наматывать толстый шпон, так как это приводит к его порче.
Д ля сушки строганого шпона используются роликовые сушилки СУР-4
и СУР-5. В зарубежной практике для этой цели наряду с роликовыми при­
меняются ленточные сушилки фирм «Кремонезе», «Хильдебранд» и др.
НОЖНИЦЫ ДЛЯ РУБКИ ШПОНА
Д ля рубки ленты шпона широко применяются механические и пневма­
тические
ножницы
с ручным
или
полуавтоматическим
управлением
(табл. 104).
Т аблица
104
Техническая характеристика ножниц для рубки шпона* (ТУ-042-176-70)
П оказатель
Единица
измерения
НФ-5
Длина ножа
Наибольшая ширина
Максимальная толщина шпо­
на
Число ходов в минуту
Величина хода ножа
Мощность
Давление сжатого воздуха
Габаритные размеры:
длина
ширина
высота
Масса
Стоимость
С пневматическим
приводом
С механическим при­
водом
НФ-8
НФ-7
НФ18-2
—
—
До 120
40
—
4—6
1800
1600
ММ
»
»
8
ММ
40
1,0
—
7,5
—
—
2310
1100
1160
1000
5000
3700
2460
1500
2645
875
1300
1160
к3
кгс/см2
мм
»
»
кг
руб.
3,5
110
30
—
2300
700
1235
860
1430
“
* Изготовитель Ярославский зав од «П ролетарская свобода».
В отечественных линиях лущения — рубки — сушки — сортировки шпона
обычно применяются автоматические ножницы Чернышова (рис. 33).
Ножницы Чернышова состоят из механизмов подачи, резания и укладки
листов шпона в стопу, а такж е механизма транспортирования стоп от
ножниц.
Д ля рубки шпона применяются такж е ножницы фирм «Рауте» (Ф инлян­
д и я), «Хильдебранд» (Ф РГ) и др. (табл. 105).
119
Рис. 33. Ножницы Чернышова:
/ — эл ек т р од в и гател ь ;
2, 4 — п о д а ю щ и е ролики; 3 — леп т а
ш пона; 5 —
э л ек т р ом агн и т ; 6, 10, 2 9 — ры чаги; 7, 24 — хр ап ов ы е к о л еса ; 8 — п р у ж и н а
п ов ор от н ого м ех а н и зм а ; 9 — ст оп ор н ая за ц е п к а ; / / — у п о р ; 12 — датчик ;
13 — п н евм оц и л и н др; 14 — л и ст ш пон а; 15 — н ап р ав л я ю щ и е; 16 — н о ж ; 17 —
п р уж и н а;
18 — ст оп а;
19 — тр ан сп ор т ер ;
20 — вертлю ги; 21 — п я т и зу б ы е
хр ап ов ы е к ол еса; 22 — к он и ч еск и е к ол еса; 23, 28 — валы ; 25 — за щ ел к а ;
2 6 —-з а ц е п к и ; 27 — м ех а н и зм вы равнивания щ итов; 30 — эк сц ен т р и к ; 31 —
ф лан ц ев ы й вы к лю чатель.
120
Т а б л и ц а 105
Техническая характеристика ножниц фирмы «Рауте» для рубки шпона
М одель
Показатель
Длина ножа
Единица из­
мерения
мм
»
Величина хода ножа
Число ходов ножа в минуту
Давление воздуха
Наибольшая ширина станка
ати
мм
Масса:
минимальная
максимальная
кг
»
—
APLU
AVL U
1000; 1250; 1500;
1750; 2000; 2250;
2500; 2750
50
200; 225; 250
3,4—5
2000; 2400; 2650;
2900; 3150; 3400;
3650; 3900
2800; 3100
1600
3650
3350
4100
200
4
4350; 4550
ПРЕССЫ Д Л Я С КЛ ЕИ В А Н И Я Ф А Н ЕРЫ
Прессы, используемые для склеивания фанеры (табл. 106), различаю т:
по способу склеивания — для горячего и холодного склеивания;
по принципу действия — периодического и непрерывного действия;
по числу этаж ей — одно- и многоэтажные;
по способу создания давления — гидравлические, пневматические, меха­
нические, вакуумные;
по виду средств, передающих давление,— с жесткими плитами, мембран­
ные, ленточные, гусеничные, роликовые.
Наиболее широкое применение получили многоэтажные прессы горячего
склеивания (табл. 107), которые можно разделить на колончатые, рамные
и коробчатые. Колончатые прессы просты и удобны в эксплуатации. Рамные
прессы характеризуются высокой жесткостью. Они в 2—2,5 р аза деш евле ко­
лончатых. Коробчатые прессы отличаются пониженными избыточными напря­
ж ениями в головке. Недостатком их является трудность доступа к отдельным
частям пресса.
Основные части многоэтажного пресса: основание с встроенными в него
одним или несколькими цилиндрами, головка, подъемный стол, связи основа­
ния с головкой (колонны, рамы, сплошные листы), нагревательные плиты
и вспомогательные механизмы (табл. 106).
t-o
Таблица
106
Показатель
Единица
измерения
Техническая характеристика многоэтажных клеильных прессов для склеивания фанеры
Усилие пресса
кгс
Размеры плит
мм
—
Количество этажей
Высота рабочего
»
промежутка
кгс/см
Давление
Количество цилин­
дров:
U1T.
главных
S
вспомогательных
Диаметр
плунже­
ров:
главных
мм
»
вспомогательных
Скорость подъема
стола
мм/с
Мощность электро­
двигателей *
кВт
Габаритныеразмеры :
длина
мм
ширина
высота
»
Масса
кг
Изготовляемы е в СССР
Д 4438
И зготовляем ы е в Финляндии
Д 4439
Д7247
630 ООО
630 000
1700X1650X45
1700х 1650X45
20
34
5 000 000
1500x1650x65
20
70
22
70
22
120
53
2
2
4
—
30-PH
40-РН
420 000
770 000
1350X 2600X45 1 7 5 0 x 1 7 5 0 x 4 5
16
30
80
80
12
25
640 000
1750X1940 X 45
40
40
20
6
_
450
90
750
—
—
_
108
32
120
116
140
82,5
130
200
27
30
20,5
8000
7800
11 120
11 085
110 000
25 000
12 500
12 700
514 000
9330
7950
73 000
16-РН
200
280
—
—
—
—
—
—
—
—
80 000
110 000
* М ощ ность электродвигателей п р ессов отечественного производства дана б ез уч ета мощности загрузочно-разгрузочны х устройств.
—
80 000
Таблица
107
Время склеивания фанеры различными клеями в горячих прессах (по В. А. Куликову)
D К
Время склеивания, мин. при толщине пакета, мм
П орода древесины
Марка клея
Количество
слоев фанеры
Т ем пера­
тура плит
пр есса, °С
8
9
10
11
12
13
14
15
16
17
18
|1
19
20
iws л
К «
2 *•
О . "• -г
CQ £ S
Береза и другие ли­
ственные породы
М19-62
М-60
7 ы бол ее
4—5
3
110— 115
115— 120
120— 130
2
Сосна
Листве нниця
То же
7 и бол ее
4—5
3
105— 110
5,5
с
115— 120
б ер еза и другие ли­
ственные породы
КС-68М
7 и более
4—5
3
110— 115
115— 120
125— 130
s 'o C H a
То ж е
7 и более
4—5
3
105— 110
110— 115
U 5 — 120
5 и более
3
} 135— 140
Лиственница
С-3 D
6
4,8
2,3
6.5
5,0
2.5
7,0
5,5
2,8
7.5
6,0
3.2
8,1
6.5
3.5
8.7
7.0
3.8
9,3
7.5
4,2
10,0
8,2
4,6
10,5
9.0
5.1
11,0
9.5
5.6
12,0
10,0
6,2
13,0
10,5
7,0
2,2
1.7
1,2
6
6,5
5.0
4.0
7,0
5.5
4.5
7.5
6,0
5,0
4.3
8,1
6,5
5.7
4.8
8,7
7,0
6.3
5.3
9.4
7.5
6,8
5,8
10,0
8,2
7.2
6.3
10,5
9.0
8.0
6,9
11,0
9.5
8,7
7.5
12,0
10,0
9,2
8,1
13,0
10,5
9,9
8,8
2,2
1,7
1.2
1,2
3.8
3,3
1.8
4.0
3 ,5
2.0
4.2
3.7
2.2
4.5
4,1
2.6
4,9
4,4
2,8
5,3
4,7
3,1
5,7
5,1
3,4
6,2
5.6
3.7
6,5
6,0
4,0
7,1
6,6
4,4
8,0
7,3
4,9
9,0
8,2
5,6
2,2
1,7
1,2
4,4
4,5
4
4,8
4,2
5,2
4,5
4,1
5,7
4,9
4.4
6,1
5,3
4,7
6,6
5,7
5,1
7,0
6,2
5,6
7,6
6,5
6,0
8,0
7,1
6,6
8,7
8,0
7.3
9,5
9,0
8,2
2,2
1,7
1,2
8
7.8
6.8
9.2
8,8
7,7
10,4
9.7
8.7
11,0
10,7
9,5
12,8
11,8
10,5
14.0
12.0
11.5
15,2
13,9
12,5
16.4
15,0
13.4
17,6
16,0
14,4
18,8
17,0
15,5
20,0
21,2
Juo—115
----
-
140— 145
7,8
7,5
6,0
16,4
17,4
1,7
1,2
1,2
Сосна
То ж е
.3
145— 150
5,2
6
6,8
7,7
8,6
9.5
10,5
11,4
12,3
13.3
14,4
15,3
16,2
1,7
Береза
СФМ-2
Любая
120
—
8,7
9,2
9.7
10,2
10.7
11,2
11,7
12,2
12,7
13,2
—
Сосна
Листве нница
То же
5 и более
3
115— 120
120— 125
10,0
9,2
10,5
9,7
11,0
10,2
11,5
10,7
12,0
11.2
12,4
11.7
12,8
12,2
13,2
12,7
13,5
13,2
13,8
14,0
—
9 ,5
8.7
2,2
1,7
Ьереде
К Ф Р-2
Лю бая
120— 125
—
4,4
4,9
5.5
6,0
6,6
7.2
7,8
8,4
8,9
9,5
—
—
1,7
120
6,1
6,3
6.6
7,0
7,4
7,8
8,2
8,6
9,1
9,3
10,0
10,5
11,1
1,7
Сосна
Лиственница
4
1,7
э
А тмосферо­
стойкий А
9
Водостойкий
В
»
120
-
7
7.4
7,7
8.2
8,5
9,0
9,4
9,7
10.4
10,6
-
-
1,7
Я
Бакелитовая
пленка
*
145— 155
10,3
11
11.7
12,7
13,7
14.5
15,5
16,5
17.5
18,8
19.8
-
-
1,2
ОГЛАВЛЕНИЕ
П р е д и с л о в и е ...................................................................................................................
О борудование для окорки и распиловки бревен ...........................................
Окорочные станки
...................................................................................................
Оборудование для распиловки бревен ...............................................................
Лесопильные р а м ы .........................................................................................
Ленточнопильные станки
.........................................................................
Делительные ленточнопильные станки
...............................................
Круглопильные станки для распиловки бревен
................................
Фрезерно-пильные агрегаты и станки .
.....................................
Оборудование для изготовления заготовок и д е т а л е й ................................
Круглопильные с т а н к и ..............................................................................................
Продольно-фрезерные с т а н к и ...............................................................................
Фрезерные с т а н к и .........................................................................................................
Шипорезные с т а н к и ....................................................................................................
Станки для выборки гнезд и о твер с ти й ...............................................................
Станок для заделки сучков ( С В С А - 2 ) ...............................................................
Станки для изготовления деталей цилиндрической ф о р м ы .....................
Ш лифовальные с т а н к и ..............................................................................................
Комбинированные и универсальные с т а н к и .....................................................
Агрегатные дереворежущие силовые г о л о в к и ....................................................
Специализированное оборудование ......................................................................
Оборудование для изготовления брусковых д е т а л е й .....................................
Оборудование для калибрования и шлифования древесностружечных
п л и т ...................................................................................................................................
О борудование для изготовления облицовочных рубашек из шпона
Оборудование для раскроя плит на з а г о т о в к и ...............................................
Прессы и линии для облицовки пластей щ и т о в ...............................................
Немеханизированные многоэтажные п р е с с ы ....................................................
Полуавтоматические линии с многопролетными п р е с с а м и .....................
П олуавтоматические и автоматические линии с однопролетными прес­
сами
...................................................................................................................................
Оборудование для облицовки кромок щитовых элементов изделий
Комплект технологического оборудования ПАРК-700
................................
Станки для производства штучного паркета
...............................................
Комплект технологического оборудования ДВ500 ..........................................
Комплект технологического оборудования О К б О О ..........................................
Станки для обработки створок и ф о р т о ч е к .....................................................
Оборудование для отделки изделий из д р е в е с и н ы ..........................................
Линия МПН1
..............................................................................................................
Линия МГП1
..............................................................................................................
Линия МЛП1
..............................................................................................................
Линия МЛН1
..............................................................................................................
Линия МЛК1
..............................................................................................................
Линия МПП1
..............................................................................................................
Линия МПК1
..............................................................................................................
Комплект оборудования для отделки щитовых деталей без применения
шпона
....................................................................................
.
3
3
3
4
4
6
17
19
19
24
24
35
40
46
51
55
55
57
69
71
71
7]
74
79
82
84
85
87
88
91
93
93
93
95
95
96
96
97
98
99
100
101
102
103
О тделка изделий решетчатой конструкции в электростатическом поле
101
О тделка стульев методом струйного о б л и в а ...............................................
III.'
Оборудование для производства шпона и ф а н е р ы ..................................... Юн
О борудование для раскряжевки с ы р ь я ...............................................................
ЮН
Оборудование для продольной разделки с ы р ь я .......................................... .
ПИ1
Лущильные станки
...................................................................................................
I ll
Фанерострогальные станки
..........................................• .....................................
Ill
О борудование для сушки ш п о н а .......................................................................
11.1
Роликовые сушилки с
паровым о б о г р е в о м ......................................
II5
Роликовые сушилки с
обогревом топочными г а з а м и ................. Пи
Ленточные сушилки .......................................................................................
II/
Ножницы для рубки ш п о н а ....................................................................................
Il'l
Прессы для склеивания ф а н е р ы .........................................................................
I.M
Л итература
...................................................................................................................
I'.’l