УДК 621.771. Капланова Е.В. ДАВЛЕНИЕ МЕТАЛЛА НА ВАЛКИ
реклама

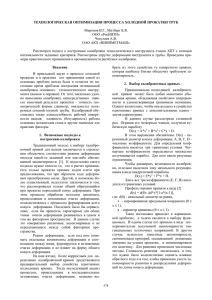
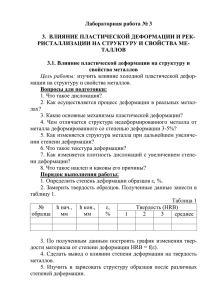
УДК 621.771. Капланова Е.В. ДАВЛЕНИЕ МЕТАЛЛА НА ВАЛКИ ПРИ ХОЛОДНОЙ КРУГОВОЙ ПРОКАТКЕ ТОНКИХ Д И С К О В Круговая прокатка отличается от листовой тем, что деформация металла осуществляется в конических валках с переменным катающим диаметром, и раскат совершает круговое движение. Эта особенность отражается на параметрах прокатки, в частности, на скоростных ее условиях. Так как в процессе круговой прокатки возрастает окружная скорость валков и скорость прокатываемой заготовки, то увеличивается и влияние инерционных сил в очаге деформации, которые по ширине раската проявляются неравномерно. Эта динамическая особенность изучена при других, известных способах обработки металлов давлением. Однако исследования динамического эффекта в деформационной зоне при круговой прокатке до сих пор не проводились. Как показано в обзоре [1], при обработке металлов давлением действуют поверхностные и объемные силы, совместно определяющие напряженнодеформированное состояние металла в деформационной зоне. Если поверхностные, или внешние, силы могут действовать сосредоточенно, и распределяться по всей поверхности деформируемого металла, то объемные, или внутренние, силы действуют во всем объеме обрабатываемого изделия в очаге деформации. Инерционные силы относятся к объемным и при переменной скорости перемещения частиц металла в зоне деформации действуют против хода их движения. При высоких скоростях обработки влияние инерционных сил может достигать больших значений, соизмеримых с деформирующими поверхностными силами и напряжениями. Высокоскоростные процессы деформации металла при прессовании, штамповке и волочении были исследованы Ю.Н.Алексеевым [2]. В своих теоретических разработках он использовал научное направление Р.Мизеса и Г.Генки в решении задач пластического формоизменения и течения металлов на основе уравнений движения сплошной среды. Учитывая, что круговая прокатка тонких дисков осуществляется практически без уширения, напряженно-деформированное состояние металла можно принять двухмерным (плоским). В этом случае теоретическое определение распределения давления металла на валки (или нормальных контактных напряжений) будет основано на совместном решении дифференциальных уравнений движения (1) и приближенного условия пластичности (2). рассмотрим очаг деформации в люоом сечении прокатываемого диска (рис.1). Как при прокатке тонких листов, так и при прокатке тонких дисков, можно допустить, что напряжения от одной координаты г. И так же, как в монографии [1], такое допущение дает возможность использовать одно уравнение из системы (1) и перейти от частных производных к обычным. Физический смысл принятых допущений приводит к усреднению напряжений по одной из координат, и, таким образом, решается квазиплоская задача. В этом случае можно использовать первое уравнение из системы (1), которое с учетом приближенного условия пластичности (2) принимает вид: 61 Задав закон распределения сил трения поверхности контакта с валком и принимая, что уравнение (9) можно записать в таком виде: с учетом их направления на - произвольная функция от (10) В уравнении (10) знак «плюс» соответствует зоне опережения, а знак «минус» - зоне отставания. Нормальные напряжения по дуге касания прокатываемого диска с валками зависят от упрочнения диска и сил контактного трения. Для жесткопластического упрочняющегося тела принимаем известную [3] формулу для определения предела текучести: (П) где П и п - постоянные упрочнения. Интенсивность деформации для круговой прокатки клиновидного образца находим по следующей зависимости: - сопротивление чистому сдвигу заготовки до пропуска. После всех преобразований можно представить общее уравнение, описывающее распределение нормальных контактных напряжений в очаге деформации при круговой прокатке: 63 Учитывая поле скоростей для двухмерной деформации [2], скорость на контактной поверхности диска с валками можно выразить уравнением: (18) где - окружная скорость валков. Соответственно определяется скорость на входе в очаг деформации и на выходе из него: (19) (20) 64 Необходимо иметь в виду, что для процесса круговой прокатки в конических валках окружная скорость будет меняться по мере изменения катающего диаметра валков (рис.2а), который для любого сечения по ширине диска определяется формулой: (21) где - угол конусности валков. Рис. 2. Поперечный разрез очага деформации при круговой прокатке: а прокатка при пересечении осей в одной точке; б и в - прокатка при смещении оси диска на 65 Угол контакта диска с валками также будет переменным в любом сечении по ширине прокатываемого диска и равным: (22) На практике нельзя установить абсолютно точно пересечение осей валков и прокатываемого диска в одной точке, поэтому при определении давления металла на валки необходимо учесть, что ось диска смещается относительно пересечения осей валков в разные стороны на некоторую величину (рис.2 б, в). Окончательно формулы для определения давления металла на валки в любом сечении дисковой заготовки для процесса круговой прокатки будут иметь вид: давление в зоне опережения 66 Формулы (23) и (24) позволяют рассчитать давление металла на валки в зоне опережения и зоне отставания при круговой прокатке тонких дисков в конических валках. Полученные аналитические зависимости являются наиболее точными, так как учитывают влияние всех основных параметров прокатки: обжатия, упрочнения, контактного трения, инерционных сил, а также смещение осей прокатываемого диска и валков относительно друг друга. Перечень ссылок 1. Катаное В.И. Высокоскоростная холодная прокатка тонких полос. - К.: Вища школа, 1993. - 254 с. 2. Алексеев Ю.Н. Вопросы пластического течения металлов. - Харьков.: Издво ХГУ, 1958.- 188 с. 3. Малинин Н.Н. Прикладная теория пластичности и ползучести. - М: Машиностроение, 1975 - 4 0 0 с. Статья поступила 11.02.2002. 67