Cold metal transfer.
реклама

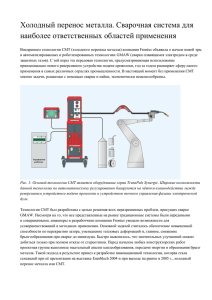
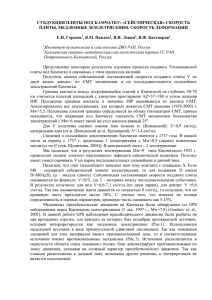
/ Системы для заряда батарей / Сварочное оборудование / Солнечная электроника Cold metal transfer. / Технология. / С 1950 года мы разрабатываем инновационные комплексные решения для электродуговой и контактной точечной сварки. Одним из таких решений является наша технология «холодного» переноса металла Cold Metal Transfer (CMT). Этот революционный сварочный процесс опровергает предубеждения о невозможности сварки стали с алюминием. День за днем мы с полной отдачей работаем над воплощением в жизнь нашей мечты: расшифровать «ДНК дуги». Поэтому неудивительно, что в области сварочного оборудования мы являемся мировым лидером технологий и занимаем ведущие позиции на европейском рынке. Наши аргументы: / Компания Fronius является глобальным лидером на рынке роботизированной сварки. / Fronius предлагает новейшие технологии в области дуговой и контактной точечной сварки. / Fronius гарантирует совершенное взаимодействие всех компонентов сварочных систем. / Fronius предлагает согласованную программу обслуживания, обучения и технической поддержки. / Fronius располагает полным спектром сварочных технологий: MMA, TIG, MIG/MAG, плазменная, лазер-гибридная сварка. / Марка Fronius символизирует высочайшее качество продукции, рентабельность и энергоэффективность. Основы нашего международного лидерства в сфере технологий: / Свыше 650 действующих патентов. / Открытие и исследование новых областей. / Идеи мы превращаем в рентабельные инновации. / Мы руководствуемся нашими принципами: требования к качеству и устойчивое развитие. 4 / Сварочный процесс CMT CMT: за этими тремя буквами скрывается самый стабильный в мире сварочный процесс. / «Холодный» сварочный процесс CMT означает наилучшие результаты при работе с любым материалом, самую стабильную дугу и точное управление процессом. Это возможно благодаря процессу, который в сравнении с обычной сваркой MIG/MAG действительно является «холодным». Точнее говоря, благодаря постоянной смене «горячего» и «холодного». Это ведет к совершенным результатам и неограниченным возможностям, к которым относятся сварные и паяные швы без образования брызг, сварные соединения стали и алюминия, сварка тончайших листов толщиной от 0,3 мм и многое другое. Интегрированное движение проволоки без образования брызг / Цифровое управление процессом распознает короткое замыкание и способствует отрыву капли посредством отвода проволоки – до 90 раз в секунду! / Обратное движение проволоки способствует отрыву капли во время короткого замыкания. Короткое замыкание контролируется, а ток поддерживается на низком уровне. Результат: переход материала без возникновения брызг. Минимальное тепловое воздействие Исключительно стабильная дуга / При сварке проволока движется вперед, а как только происходит короткое замыкание, она отводится назад. За счет этого сама дуга в фазе горения оказывает тепловое воздействие в очень короткий промежуток времени. / Установка и контроль длины дуги выполняются автоматически. Дуга остается стабильной независимо от особенностей поверхности изделия или скорости сварки. Благодаря этому CMT может применяться повсюду и в любом положении. / В фазе горения дуги присадочный материал переносится в ванну. / Обратное движение проволоки способствует отрыву капли во время короткого замыкания. Ток короткого замыкания поддерживается на низком уровне. / При погружении присадочного материала в ванну дуга гаснет. Сварочный ток уменьшается. / Направление движения проволоки меняется, и процесс начинается заново. 6 / CMT Pulse, CMT Advanced, CMT Advanced Pulse Совершенству нет предела: CMT Pulse, CMT Advanced и CMT Advanced Pulse. / Для сложнейших швов и специальных требований мы усовершенствовали процесс CMT и соединили его возможности в различных комбинациях. Результат: три дополнительных процесса, позволяющие найти совершенное решение практически для любого случая применения. И при этом гарантирующие отличные результаты. Технологии дуги в сравнении Uсв [В] Вр а ща ю ся ща я п e Tim ным ель а ду г а с кап я а ьсн Ду г пул Им S а PC Ду г дуг а но ер е с ом а дуг u ls на я TP ход е р а CM г Пе д у г а у . . Д ая ..... отк ..... Кор ..... u ls ..... . . . ed P . Т .... a nc а С М Т Ad v e d ..... . г . . у . c Д ..... а С М dva n ..... Ду г M T A ..... аC ..... ..... Ду г Iсв [A] / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / Этот процесс сочетает импульсный цикл с циклом CMT и за счет этого оказывает большее тепловое воздействие. Целенаправленное, регулируемое добавление импульсов обеспечивает большой диапазон мощности и гибкость применения. / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / CMT Pulse / / / / / / / / / / / / / / Комбинация циклов СМТ и импульсных циклов / / / / / / / / / / / / / / + + / Положительный импульс + + / / / / / / / / / / / / / / / / / / CMT Pulse, CMT Advanced, CMT Advanced Pulse / 7 / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / CMT Advanced / / / / / / / / / / / / / / Комбинация отрицательной и положительной полярности CMT / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / – – / Отрицательная полярность CMT / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / + / Инициализация + / Положительная полярность CMT / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / Циклы СМТ отрицательной полярности и импульсные циклы положительной полярности комбинируются, позволяя достичь абсолютной точности и наивысшей степени контроля дуги. / / / / Комбинация из отрицательных циклов СМТ и импульсных циклов / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / CMT Advanced Pulse / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / Еще «холоднее», чем CMT. В этом случае полярность сварочного тока интегрирована в управление процессом. Смена полярности происходит в фазе короткого замыкания, что обеспечивает испытанную стабильность процесса CMT. Результаты: целенаправленное тепловое воздействие, способность максимального перекрытия зазоров и увеличение мощности плавления до 60 %. – / Отрицательная полярность CMT + / Инициализация + / Положительный импульс + 8 / CMT – основные характеристики CMT на практике: основные характеристики и случаи применения. / Решающие преимущества говорят в пользу CMT: это доказывают наши впечатляющие примеры применения. Наилучшая способность перекрытия зазоров / При использовании CMT Advanced возрастает способность перекрытия зазоров, например, для алюминия толщиной 2 мм – с 1 мм до 2,5 мм в сравнении с импульсной сваркой. 50 % с окращение перемешивания основного и присадочного материала / Перемешивание основного и присадочного материала сокращается до 50 % – это экономит расходы при наплавке. Точнейший сварочный процесс / 100 % воспроизводимость и лучшее в мире управление процессом открывают совершенно новые сферы применения, например, CMT Pin и CMT Print. CMT – основные характеристики / 9 Минимальное образование брызг / Брызг образуется до 99 % меньше, например, при работе со сталью, по сравнению с импульсным режимом и режимом с короткой дугой. Минимальная деформация / Меньшее тепловое воздействие ведет, например, при работе с тонкой сталью к меньшей деформации. Это избавляет от необходимости предварительной и последующей обработки. Минимальное тепловое воздействие / Тепловое воздействие сокращается на 90 %, например, при использовании CMT для алюминия, по сравнению с TIG-KD. Более высокая скорость сварки / До 10 раз быстрее при одинаковом качестве шва и одинаковой характеристике жидкотекучести, например, для хромоникелевых сплавов – при отличном внешнем виде шва. 10 / Сферы применения CMT при сварке стали см/мин 150 более высокая скорость сварки 70 + 50 % VCB 1 mm / 0.04 in. Короткая дуга CMT 1 mm / 0.04 in. / Короткая дуга I: 185 A, U: 17,6 В / CMT I: 200 A, U: 16,2 В / Короткая дуга / Импульс минимальное образование брызг / стали на 1 м сварного шва – 9 9 % бры зг г/м 0,376 0,264 0,002 Короткая дуга минимальное тепловое воздействие (газовая смесь M 21) / Материал: сталь 1 мм / CMT Импульс- CMT ная дуга кДж/см 1,96 ового – 5 0 % теплви я в оз д е й с т 1,12 Короткая CMT дуга / Короткая дуга I: 97 A, U: 18,1 В / CMT I: 98 A, U: 11,8 В Сферы применения / 11 CMT при сварке алюминия соединение тончайших листов, более высокая скорость сварки / Невозможно / Материал: алюминий 0,3 мм 1 mm / 0.04 in. / Импульс лис т 0,3 m m + 50 % VCB / Материал: алюминий 3 мм / CMT – Vсв = 6,4 м/мин 3 mm / 0.12 in. / Импульс – Vсв = 1,1 м/мин минимальное тепловое воздействие, более высокая скорость сварки / Материал: алюминий 1,6 мм / CMT – Vсв = 1,7 м/мин / TIG-KD – I: 84 A, U: 17,4 В, Vсв: 24 см/мин кДж/см 4,92 лового – 9 0 % теп ви я в оз д е й с т ыс тре в 10 ра з б / Импульс – I: 88 A, U: 18,6 В, Vсв: 100 см/мин 1,11 е tIG-KD оптимальное перекрытие зазоров / Материал: алюминий 2 мм Импульс 0,61 / CMT – I: 99 A, U: 16,7 В, Vсв: 200 см/мин CMT 2 мм 1 мм 2 мм / Импульс I: 100 A, U: 18,9 В, Vп: 4,5 м, Vсв: 60 см/мин з м а зор 2 ,5 м 2 мм 2 мм 2 мм / CMT Pulse I: 97 A, U: 16,9 В, Vп: 5 м, Vсв: 60 см/мин 2 мм 2,5 мм 2 мм / CMT Advanced Pulse I: 97 A, U: 11,9 В, Vп: 6 м, Vсв: 60 см/мин 12 / Сферы применения CMT при работе со сталью/алюминием, хромоникелевыми сплавами, наплавке Разнородное соединение сталь/алюминий х раш-теста к в ь т с о н п р оч более высокая скорость сварки / Материал: хромоникелевый сплав 2 мм в 5 раз быс / TIG-KD / CMT трее 2 mm / 0.08 in. 2 mm / 0.08 in. I: 84 A, U: 17,4 В, Vсв: 24 см/мин Процентное содержание железа в 1-м слое Минимальное перемешивание при наплавке м е ш и ва – 75 % перве + 5 0% Vс I: 138 A, U: 19 В, Vсв: 130 м/мин 8 ни я / TIG-KD / CMT Vсв: 40 см/мин Vсв: 80 см/мин 2 tig-kd CMT Сферы применения / 13 CMT-пайка, защитный газ co2, cmt pin, cmt print минимальное тепловое воздействие при пайке с помощью cmt / Материал: металлические листы горячей оцинковки / Меньше вредных веществ по сравнению со сваркой импульсной и короткой дугой Концентрация сварочных аэрозолей с содержанием частиц меди мг/м3 1,8 2,7 1,7 1,5 – 63 % 1,0 0,2 импульс минимальное образование брызг при использовании защитного газа CO2 / Сталь на 1 м сварного шва – 9 0 % Концентрация сварочных аэрозолей с содержанием частиц цинка мг/м3 Короткая CMT дуга импульс Короткая CMT дуга Брызги г/м 2,188 зг – 9 9 % б ры 0,01 Короткая CMT дуга / Короткая дуга / CMT / CMT Pin Ball / CMT Print Точнейший сварочный процесс mig/mag / Наивысшая точность при CMT Pin и CMT Print расширяет возможности процесса ый с таби льн е е ag л о б и m а н цесс ig/m о р п й ы н ч с ва р о / CMT Pin Pike / CMT Pin Cylindrical 14 / Обзор роботизированной системы и системы механизированной сварки CMT Всегда совершенная сварочная система Для автоматизированных или для механизированных (полуавтоматических) процессов. Устройство подачи проволоки / Устройство подачи проволоки с 4-х роликовым приводом для точной и беспрепятственной подачи присадочного материала – от катушки проволоки до изделия. Буфер-компенсатор / Буфер-компенсатор согласовывает работу переднего и заднего привода и обеспечивает беспрепятственную подачу проволоки. Источник тока для сварки MIG/MAG с цифровым управлением / Полностью цифровой, управляемый микропроцессором источник тока инверторного типа обеспечивает единственную в своем роде точность сварочного процесса, точную воспроизводимость и великолепные сварочные характеристики. Блок охлаждения / Прочный и надежный блок охлаждения разработан с учетом модульной конструкции всей сварочной системы. Он обеспечивает оптимальное водяное охлаждение сварочной горелки. Обзор роботизированной системы и системы механизированной сварки CMT / 15 / Если Вы хотите использовать все возможности, оптимальные характеристики сварки и функции в полном объеме, Вам нужен системный подход. Цифровые источники тока в сочетании со всеми периферийными компонентами образуют в высшей степени новаторские и «умные» сварочные системы, отлично согласованные друг с другом. Сварочная горелка Robacta Drive CMT / Интегрированная горелка для роботизированной сварки, оснащенная высокодинамичным безредукторным серводвигателем переменного тока: перемещает проволоку вперед и назад до 90 раз в секунду. Она обеспечивает точную подачу проволоки и постоянное прижимное усилие. Контактная система Contec / Два подвижных полуцилиндра гарантируют постоянную поверхность контакта и контактное усилие между системой контактирования и сварочной проволокой в строго заданном диапазоне. Контактные поверхности изнашиваются равномерно, поэтому нарушающие технологический процесс и плохо предсказуемые воздействия сводятся к минимуму. Система Contec подходит для всех диаметров и материалов проволоки. СИСТЕМЫ ДЛЯ ЗАРЯДА БАТАРЕЙ / Баа Active Inverter а а а. Ц а : а «» а , аа аа а. СВАРОЧНОЕ ОБОРУДОВАНИЕ / М аааа а а а, аа: а а а . Ц: аа «ДНК ». М а а , а. СОЛНЕЧНАЯ ЭЛЕКТРОНИКА / Наа а а а аа а а. Наа : а , а а . Баа а а а аа а аа . v01 2011 RU / Наа Г Ф 1945 а Па, а а а: а аа 3000 650 а. Э а : аа. М а а . Та, а , а а а. Т а аа а а. Ка а а а а . Заа а аа а а а Fronius International GmbH. У НАС ЕСТЬ ТРИ ПОДРАЗДЕЛЕНИЯ И ЕДИНОЕ СТРЕМЛЕНИЕ: РАСШИРЯТЬ ГРАНИЦЫ. ЗAO «Oбъeдинeннaя cвapoчнaя кoмпaния» ул. Гycoвcкoгo, 2-A, к. 4/1, г. Mинcк, Бeлapycь, 220073 телефон +375 17 2562846 телефакс +375 17 2562847 info@welder.by OOO «Texнoлoгичecкий Цeнтр TЕНА» Окружной проезд, 5, г. Mocквa, Poccия, 107553 телефон +7 495 7873316 телефакс +7 495 7873317 fronius@tctena.ru OOO «Фрониус Украина» ул. Славы, 24, с. Княжичи, Броварской paйoн, Киевская обл., Украина, 07455 телефон +380 44 2772141 телефакс +380 44 2772144 sales.ukraine@fronius.com www.fronius.ua Fronius International GmbH Froniusplatz 1 4600 Wels Austria телефон +43 7242 241-0 телефакс +43 7242 241-3940 sales@fronius.com www.fronius.com RU v01 2011 aw11 Б а а а Fronius а аа а аа а В а а а -а: www.fronius.com