улучшение условий труда при производстве силикатных
реклама

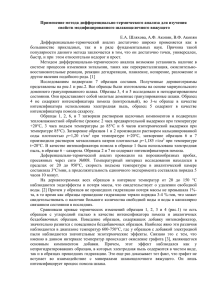
УДК 628.5:695.1 Ю.В. Хомченко (Белгородский государственный технологический университет им. В.Г. Шухова; e-mail: mr.Khomtchenko@gmail.com) УЛУЧШЕНИЕ УСЛОВИЙ ТРУДА ПРИ ПРОИЗВОДСТВЕ СИЛИКАТНЫХ АВТОКЛАВНЫХ МАТЕРИАЛОВ Разработан новый способ производства автоклавных материалов, позволяющий обеспечивать безопасность труда на предприятии Ключевые слова: пыль, условия труда, безопасность. Y.V. Khomchenko IMPROVEMENT OF THE CONDITIONS OF THE LABOUR AT PRODUCTION SILICATE AUTOCLAVE MATERIALS It is developed new way production of autoclave material, allowing perfect condition of the labour on enterprise Key words: dust, conditions of the labour, safety. Введение Развитие производства автоклавных материалов идет по пути получения эффективных изделий, обладающих высокой прочностью и долговечностью. В последние годы повышаются требования к прочности и теплопроводности силикатного кирпича, как одного из стеновых материалов. В последнее время также существует тенденция развития производства строительных материалов не только в интересах повышения качества получаемых материалов, но и для улучшения труда и экологичности производства [1, 2]. Производство автоклавных материалов является многостадийным процессом, которые включает в себя помол, транспортировку, гашение, прессование, автоклавирование и т.д. В процессе получения и транспортировки вяжущего компонента выделяется пыль, которая состоит из кварца, извести и способна вызвать заболевания легких. Гигиеническая вредность пыли зависит от степени её измельчения и от формы и поверхностных свойств частиц. Наиболее распространенный путь попадания кварцевой пыли в организм человека – через дыхательные пути. Производство автоклавных материалов подразумевает использование в качестве вяжущего компонента негашеной извести, процесс получения которой является энергоемким, при этом в атмосферу выделяется углекислый газ и известковая пыль. Для тепло-влажностной обработки кирпича-сырца используются автоклавы, которые работают при давлении 8-10 атм. Аварии на системах, использующих сосуды под давлением, могут приводить к серьезным последствиям. Целью проведённого автором исследования является снижение воздействия вредных и опасных факторов при производстве силикатного кирпича. Известно, что эксплуатационные показатели автоклавных материалов зависят от свойства и состава вяжущего компонента. Увеличение дисперсности известИнтернет-журнал "Технологии техносферной безопасности" (http://ipb.mos.ru/ttb) Выпуск № 3 (49), 2013 г. 1 ково-кремнеземистого вяжущего, в частности кварцевой составляющей, позволяет получать эффективные автоклавные материалы при меньших давлениях автоклавирования или использовать меньше извести при их производстве, без потери прочности изделий. Повышение эффективности автоклавных материалов может быть достигнуто модификацией известково-кремнеземистого вяжущего путём увеличения его дисперсности и химической активности мокрым помолом. В принятом сухом способе производства силикатного кирпича кварцевый песок и известь размалываются совместно для получения вяжущего, в результате чего в воздух выделяется пыль, которая состоит из кристаллического кварца и извести. По данным Р. Айлера, кварцевая пыль вызывает силикоз и фиброз лёгких [3]. Наиболее опасными являются частицы твердых образцов кристаллического кремнезема размером 0,2-7 мкм [4]. Одним из эффективных интенсификаторов помола кварцевой составляющей является вода. Мокрый помол вяжущего позволяет избежать смягчающего действия извести на измельчение кварцевого песка в вяжущем, выделения пыли при помоле, а также позволяет увеличить химическую активность и растворимость кварцевого песка в вяжущем не только за счет увеличения его дисперсности, но и за счёт аморфизации его поверхности и механохимической активации кварцевого компонента [6]. Известно, что аморфная форма кремнезема не оказывает токсического воздействия на ткани лёгких и не приводят к силикозу и фиброзу легких [3]. В настоящее время мокрый помол известково-кремнеземистого вяжущего не применятся, так как известь вступает в реакцию с водой с образованием гидроксида кальция, обладающего высокой водопотребностью. Обычное известково-кремнеземистое вяжущее должно иметь влажность не менее 60-70 % для транспортировки её гидротранспортом, при этом вяжущее становится непригодным, так как избыточная влажность получаемой на его основе силикатной смеси вызывает водоотделение при прессовании и неравномерное изменение объёма кирпича-сыца при его автоклавировании (вплоть до разрушения). В рамках научной работы, посвященной повышению качества автоклавных изделий, была найдена добавка (медный купорос), позволяющая замедлить время гидратации извести в вяжущем на несколько часов, при этом появилась возможность применить механоактивацию известково-кремнеземистого вяжущего мокрым помолом [6, 7]. Полученное вяжущее имеет достаточно высокую подвижность и низкую влажность для использования его в качестве вяжущего для сырьевой смеси при получении кирпича-сырца. Модифицированное вяжущее мокрого помола показало следующие преимущества на стадии помола: практически беспрепятственно можно увеличивать удельную поверхность кварцевого песка в вяжущем путем изменения длительности мокрого помола вяжущего, а также увеличивать интенсивность измельчения кварцевого компонента изменением соотношения массы мелющих Интернет-журнал "Технологии техносферной безопасности" (http://ipb.mos.ru/ttb) Выпуск № 3 (49), 2013 г. 2 тел к массе материала, когда при сухом способе помола при достижении удельной поверхности кварцевого песка в вяжущем 300 м2/кг дальнейший процесс помола затруднён в результате налипания вяжущего на стенки мельницы и мелющие тела. При мокром помоле вяжущего не происходит выделения пыли, к тому же поверхность частиц молотого кварцевого песка в вяжущем частично аморфизируется. В процессе мокрого помола вяжущего также установлено механохимическое взаимодействие известкового и кремнеземистого компонентов. Установлено, что прочность при сжатии получаемых прессованных автоклавных материалов растет пропорционально увеличению удельной поверхности кварцевого песка в модифицированном вяжущем (рис. 1а). На рис. 1б приведена зависимость прочности при сжатии образцов на основе модифицированного вяжущего мокрого помола от времени изотермической выдержки в автоклаве, анализ которой показывает возможность сокращения в два раза времени изотермической выдержки при производстве прессованных автоклавных материалов. Из представленных на рис. 1в данных следует, что при использовании модифицированного вяжущего уже при 0,45 МПа давления автоклавирования может быть достигнута прочность при сжатии, равная прочности при сжатии образцов на основе сухого вяжущего. 30 Прочность при сжатии, МПа 28 а)а) б) б) в) в) 26 24 22 1 20 18 2 16 14 12 10 100 150 200 250 300 350 400 450 Удельная поверхность кварцевого песка в вяжущем, м2/кг 0 1 2 3 4 5 6 Время изотермической выдержки, час 7 0,2 0,3 0,4 0,5 0,6 0,7 0,8 Давление автоклаверования, МПа Мокрый cпособ Сухой способ Рис. 1. Зависимость прочности при сжатии а) от удельной поверхности кварцевого песка в вяжущем; б) от времени изотермической выдержки; в) от давления автоклавирования: 1 – модифицированное вяжущее; 2 – вяжущее сухого помола Применение модифицированного вяжущего для приготовления силикатных смесей имеет преимущество, по сравнению с вяжущим сухого помола, заключающееся в повышении прочности при сжатии изделий в 1,5-2 раза (рис. 1). Эффективность применения модифицированного вяжущего мокрого помола доказана опытно-промышленными испытаниями на Белгородском комбинате строительных материалов ОАО "Стройматериалы". При прочности 22,5 МПа по сухому способу и 23 МПа по мокрому способу активность силиИнтернет-журнал "Технологии техносферной безопасности" (http://ipb.mos.ru/ttb) Выпуск № 3 (49), 2013 г. 3 катной массы опытных образцов на 37 % ниже (6,2 % для заводской силикатной смеси; 3,9 % для смеси, приготовленной по мокрому способу) и, следовательно, можно экономить указанное количество извести без потери качества продукции. Применение модифицированного вяжущего мокрого помола увеличивает прочность при сжатии изделий на 1 % активности готовой силикатной смеси с 3,6 МПа (для сухого способа) до 5,9 МПа (для мокрого способа). Предложенный способ получения силикатной смеси и модифицированного известково-кремнеземистого вяжущего, а также состав модифицированного известково-кремнеземистого вяжущего запатентованы [8]. Выводы. Помимо возможности экономии ресурсов при производстве автоклавных материалов или получения более эффективных силикатных материалов, новый способ получения известково-кремнеземистого вяжущего позволит получить следующие преимущества: - снижение выбросов кварцевой и известковой пыли в воздух производственных помещений; - уменьшение выбросов углекислого газа и известковой пыли в атмосферу благодаря возможности снижения количества производимой извести для получения автоклавных изделий; - снижение давления автоклавирования, что существенно повысит производственную безопасность при получении автоклавных изделий, позволит использовать более безопасное оборудование для автоклавирования и избежать серьезных последствий при авариях на предприятиях. Литература 1. Семейкин А.Ю., Хомченко Ю.В. Система мониторинга и аудита состояния условий и охраны труда в Белгородской области // Технологии техносферной безопасности: интернет журнал. Вып. 5 (45). 2012. 5 с. http://ipb.mos.ru/ttb/2012-5. 0421100050/0083. 2. Семейкин А.Ю., Хомченко Ю.В. Совершенствование профессиональной подготовки специалистов по направлению "Техносферная безопасность" за счёт внедрения в учебный процесс автоматизированных систем мониторинга условий труда // Современные проблемы науки и образования: электронный журнал. 2012. № 6. http://www.science-education.ru/106-7397. 3. Пчелинцев В.А., Виноградов Д.В., Коптев Д.В. Охрана труда в производстве строительных изделий и конструкций: учеб. для студ., обучающихся по спец. "Производство строит. Изделий и констр". М.: Высш. шк, 1986. 311 с. 4. Айлер Р. Химия кремнезема / пер с англ. Журавлева Л.Т.; под. ред. Прянишникова В.П. М.: Мир. 1982. Ч. 2. 712 с. 5. Глебова Е.В. Производственная санитария и гигиена труда: учеб. пособие для вузов. 2-е изд. М.: Высш. шк., 2007. 382 с. 6. Хомченко Ю.В., Барбанягрэ В.Д. Интенсификация производства и улучшение качества прессованных автоклавных материалов на основе вяжущего мокрого помола // Вестник БГТУ: науч.теор. журнал. Белгород: изд-во БГТУ, 2008. № 2. C. 7-10. 7. Хомченко Ю.В., Барбанягрэ В.Д. Механоактивация известково-кремнеземистой суспензии для прессованных автоклавных материалов // Известия ОрелГТУ. Строительство, транспорт, 2007. № 1/13 (529). С. 51-54. 8. Пат. 2303013. Российская Федерация, МПК C04B 28/20, C04B 111/20. Известковокремнеземистое вяжущее, способ приготовления известково-кремнеземистого вяжущего и способ приготовления силикатной смеси на основе известково-кремнеземистого вяжущего для прессованных изделий автоклавного твердения / Барбанягрэ В.Д., Хомченко Ю.В.; заявитель и патентообладатель БГТУ им. В.Г. Шухова.-№ 2006128544/03; заявл. 04.08.06; опубл. 20.07.07, Бюл. № 20 (Пч.).-12 с. Статья опубликована 10 июля 2013 г. Интернет-журнал "Технологии техносферной безопасности" (http://ipb.mos.ru/ttb) Выпуск № 3 (49), 2013 г. 4