УДК. 621.7 АНАЛИЗ СИЛОВЫХ РЕЖИМОВ ПРОЦЕССА СЪЕМА ЦИЛИНДРИЧЕСКОГО СТАКАНА С РИФЛЕНОГО ПУАНСОНА
реклама

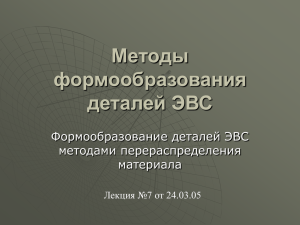
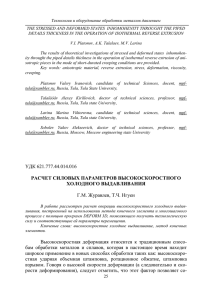
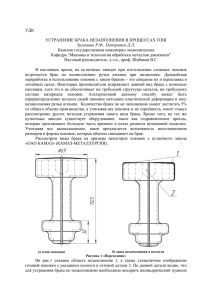
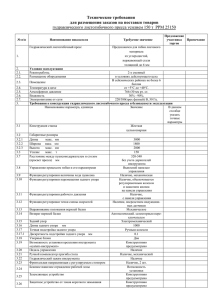
Известия ТулГУ. Технические науки. 2014. Вып. 1 УДК. 621.7 АНАЛИЗ СИЛОВЫХ РЕЖИМОВ ПРОЦЕССА СЪЕМА ЦИЛИНДРИЧЕСКОГО СТАКАНА С РИФЛЕНОГО ПУАНСОНА О.Н. Митин, В.Д. Кухарь, А.Е. Киреева В статье рассмотрен процесс изготовления изделия с внутренним рифлением с использованием операции редуцирования и съема заготовки с рифленого ступенчатого пуансона. Определены усилия на каждой операции. Ключевые слова: математическое моделирование, продольные пазы, пуансон, матрица, редуцирование, рифт, сила. В работах [2, 3] рассмотрен вопрос о нанесение рифтов на внутреннюю поверхность заготовки с использованием рифленого пуансона и пуансона с пазами методом редуцирования. Однако вопрос съема заготовки с пуансона в данных работах не рассматривался. В связи с этим, предлагается с помощью программного комплекса QForm 2D/3D [1] смоделировать процесс получения рифлей на внутренней поверхности изделия (рис.1) с использованием пуансона с прямоугольными продольными пазами [3]. При этом данный процесс предлагается осуществить за два этапа. Рис.1. Готовое изделие На первом этапе рассмотрим операцию редуцирования в круговую матрицу, схема процесса представлена на рис.2. При этом был использован ступенчатый пуансона (рис.3) с рифленой верхней частью и цилиндрической нижней частью диаметром несколько меньше внутреннего отверстия в заготовке. В качестве исходной заготовки была выбрана заготовка из стали 10 (рис.4). 76 Технологии и оборудование обработки металлов давлением Рис.2. Схема процесса редуцирования: 1– ступенчатый рифленый пуансон с пазами; 2 – заготовка; 3 – матрица Рис.3. Пуансон с пазами и гладким цилиндрическим выступом Ступенчатый рифленный пуансон выполнен из стали 6Х6В3МФС, матрица из стали 9XC. В процессе редуцирования был использован гидравлический пресс 50MN. Положение заготовки (1) на пуансоне (2) на конечном этапе редуцирования принимает вид (рис.4). 77 Известия ТулГУ. Технические науки. 2014. Вып. 1 Рис.4. Положение заготовки на пуансоне с пазами на конечном этапе редуцирования При моделировании процесса съема изделия с пуансона была применена подвижная кольцевая матрица с внутренним диаметром 118.7мм, схема процесса которого в разрезе представлена на рис.5. Рис.5. Схема процесса редуцирования на второй операции: 1- пуансон; 2 – заготовка; 3 - съемник При моделировании и расчете процесса съема заготовки с пуансона предлагалось, что данные о напряженно-деформированном состоянии за78 Технологии и оборудование обработки металлов давлением готовки и инструмента остались неизменными. На рис. 6 показано начальный, промежуточный и окончательный этапы съема изделия с пуансона. Окончательный вид заготовки, представлен на рис.7. а б в Рис.6. Этапы съема изделия с пуансона: а – начальный; б – промежуточный; в – конечный Рис. 7. Окончательный вид изделия 79 Известия ТулГУ. Технические науки. 2014. Вып. 1 Аналогично проводился процесс получения рифленого изделия с использованием рифленого пуансона (рис.8). Рис. 8. Рифленый пуансон с гладким цилиндрическим выступом Анализ графика изменения усилия при съеме заготовке с рифленого пуансона и пуансона с пазами (рис. 9) показал, что максимальное усилие процесса возникает в начальный момент деформирования и затем резко снижается. а б Рис.9. Усилие процесса съема заготовки с рифленого пуансона (а) и с пуансона с пазами 80 Технологии и оборудование обработки металлов давлением Таким образом, можно сделать вывод, что данная схема с использование рифленого ступенчатого инструмента позволяет адекватно моделировать процессы редуцирования и съема детали. Работа выполнена по государственному заданию Министерства образования и науки Российской Федерации на 2012-2014 годы и грантам РФФИ. Список литературы 1. Биба Н.В., Стебунов С.А. «QForm 5.0 – программный инструмент для повышения эффективности производства в обработке металлов давлением». 2008. 2. Формирование продольных рифтов на внутренней поверхности цилиндрического стакана / О.Н. Митин, В.Д. Кухарь, А.Е. Киреева, Ю.А Иванов // Известия ТулГУ. Сер. Технические науки. Тула: Изд-во ТулГУ. 2013. Вып. 10. С. 362-367. 3. Митин О.Н., Кухарь В.Д., Киреева А.Е. Формирование продольных рифтов на внутренней поверхности цилиндрического стакана с использованием пуансона с продольными пазами // Известия ТулГУ. Сер. Технические науки. Тула: Изд-во ТулГУ. 2013. Вып. 11. С. 383-387. Митин Олег Николаевич, канд. техн. наук, начальник отдела, mpftula@rambler.ru, Россия, Тула, ОАО «НПО «СПЛАВ», Кухарь Владимир Денисович, д-р техн. наук, проф., проректор, mpftula@rambler.ru, Россия, Тула, Тульский государственный университет, Киреева Алена Евгеньевна, канд. техн. наук, доц., mpf-tula@rambler.ru, Россия, Тула, Тульский государственный университет ANALYSIS OF THE FORCE MODES OF THE REMOVAL PROCESS CYLINDRICAL CUP WITH WAVY PUNCH O.N. Mitin, V.D. Kukhar, A.E. Kireeva The article describes the process of manufacturing a product with internal blanks using the reduction and removal of procurement of the corrugated step-th punch. Determined efforts on each operation. Key words: mathematical modeling, longitudinal grooves, punch, matrix, reduction, rift, and power. Mitin Oleg Nikolaevich, candidate of technical sciences, head of department, mpftula@rambler.ru, Russia, Tula, JSC NPO Splav Kukhar Vladimir Denisovich, doctor of technical sciences, professor, prorector, mpftula@rambler.ru, Russia, Tula, Tula State University, Kireeva Alena Evgenevna, candidate of technical sciences, docent, mpftula@rambler.ru, Russia, Tula, Tula State University 81